JP4440177B2 - Golf ball - Google Patents
Golf ball Download PDFInfo
- Publication number
- JP4440177B2 JP4440177B2 JP2005198643A JP2005198643A JP4440177B2 JP 4440177 B2 JP4440177 B2 JP 4440177B2 JP 2005198643 A JP2005198643 A JP 2005198643A JP 2005198643 A JP2005198643 A JP 2005198643A JP 4440177 B2 JP4440177 B2 JP 4440177B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- cover layer
- golf ball
- resin composition
- layered silicate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Description
本発明は、高硬度・高剛性でありながら耐久性に優れたゴルフボールに関するものであり、より詳細には、ゴルフボールの外層部に用いられる樹脂組成物の改良に関するものである。 The present invention relates to a golf ball that has high hardness and high rigidity but excellent durability, and more particularly relates to an improvement in a resin composition used for an outer layer portion of a golf ball.
ゴルフボールのコアを取り巻く外層部であるカバー層や中間層を構成する基材樹脂としては、アイオノマー樹脂やポリウレタンが使用されており、これらの樹脂を主成分とする樹脂組成物で糸巻き芯あるいは加硫ゴムを成形した芯からなるコアの周囲を被覆することが行われている。 As the base resin constituting the cover layer and the intermediate layer, which are the outer layers surrounding the core of the golf ball, ionomer resins and polyurethane are used. Covering the periphery of a core made of a vulcanized rubber core.
上記で、カバー層は飛距離の増大を図るために、高硬度・高剛性にして、反発性の高い外層部とすることが好ましいが、このような高硬度・高剛性のカバー層は、打撃の繰り返しによるクラックの発生などが生じやすく、耐久性が劣るなどの問題が指摘されている。 In the above, in order to increase the flight distance, it is preferable that the cover layer has a high hardness and high rigidity and is an outer layer portion having a high resilience, but such a high hardness and high rigidity cover layer is It has been pointed out that cracks are likely to occur due to repetition of the above, and the durability is inferior.
このような問題を解決すべく、例えば、カバー層に繊維状ホウ酸アルミニウムウィスカや、有機短繊維を含有させることが提案されている(特許文献1)。しかし、これらの繊維状物質は比表面積が小さいため、分散は容易であるが、大きな補強材が樹脂中に点在することとなるため、樹脂のマトリックス中に分散した場合に補強効果が小さく、所望の機械的特性を満足させるためには大量の補強材を配合する必要があり、その結果、樹脂組成物中の樹脂含率が低下し、ゴルフボールとした時に重要な反発性が得られず、また期待した程度の耐久性も得られない。 In order to solve such problems, for example, it has been proposed that the cover layer contains fibrous aluminum borate whiskers or organic short fibers (Patent Document 1). However, since these fibrous substances have a small specific surface area, dispersion is easy, but large reinforcing materials are scattered in the resin, so the reinforcing effect is small when dispersed in the resin matrix, In order to satisfy the desired mechanical properties, it is necessary to add a large amount of reinforcing material. As a result, the resin content in the resin composition is reduced, and an important resilience cannot be obtained when a golf ball is obtained. Also, the expected durability cannot be obtained.
また、上記とは別の補強材としてハイドロタルサイト、オクトシリケートなどのナノ充填材を樹脂組成物中に添加することも提案されている(特許文献2)。この種のナノ充填材はナノサイズに微粒子化されているため、樹脂中への分散が困難であり、特にカバー層に用いられるアイオノマー樹脂やポリウレタンなどの疎水性樹脂へは粒子レベルで分散することができず、その結果上記の大粒径の補強材と同様に粒子の凝集物が樹脂マトリックス中に偏在することとなり、期待した程度の硬さが得られず、また耐久性も十分でないことが明らかとなった。
本発明は上記のような課題を解決するためになされたものであり、外層部に用いられる樹脂組成物、特にカバー層に高硬度・高剛性の樹脂組成物を用いて飛距離の向上を図りつつ、打撃に対する割れに強く耐久性に優れたゴルフボールを提供することを目的とする。 The present invention has been made to solve the above-described problems, and aims to improve the flight distance by using a resin composition used for the outer layer portion, in particular, a high hardness / high rigidity resin composition for the cover layer. An object of the present invention is to provide a golf ball that is resistant to cracking and excellent in durability.
本発明のゴルフボールは、コアとコアを取り巻く外層部を有し、前記外層部が樹脂マトリックス中にカチオン処理された層状珪酸塩を含有する、ショアD硬度が56以上75以下の樹脂組成物からなる。すなわち、前記外層部は56以上75以下の高硬度で反発性に優れた樹脂組成物であるとともに、カチオン処理された層状珪酸塩を含有する樹脂組成物からなるため、層状珪酸塩が樹脂マトリックス中に良好に分散されており、層状珪酸塩の微粒子の特性を十分に発現できる。 The golf ball of the present invention comprises a resin composition having a shore D hardness of 56 or more and 75 or less, comprising a core and an outer layer portion surrounding the core, wherein the outer layer portion contains a layered silicate that is cation-treated in a resin matrix. Become. That is, the outer layer portion is a resin composition having a high hardness of 56 or more and 75 or less and excellent resilience, and is composed of a resin composition containing a cation-treated layered silicate, so that the layered silicate is contained in the resin matrix. Are well dispersed, and the characteristics of the layered silicate fine particles can be fully expressed.
本発明において、前記樹脂組成物はカチオン処理された層状珪酸塩を樹脂マトリックス中に、樹脂100質量部に対して、1質量部以上、30質量部以下含有することが好ましい。 In the present invention, the resin composition preferably contains a cation-treated layered silicate in a resin matrix in an amount of 1 part by mass to 30 parts by mass with respect to 100 parts by mass of the resin.
また本発明において、前記カチオン処理のカチオン種としては、アルカリ金属、アルカリ土類金属及び4級アンモニウム塩から選ばれる少なくとも1種であることが好ましく、特に4級アンモニウム塩を用いることが好ましい。さらに、前記4級アンモニウム塩としては少なくとも1つの置換基が芳香族炭化水素基またはカルボキシル基であることが好ましい。 In the present invention, the cation species for the cation treatment are preferably at least one selected from alkali metals, alkaline earth metals, and quaternary ammonium salts, and particularly preferably quaternary ammonium salts. Further, in the quaternary ammonium salt, at least one substituent is preferably an aromatic hydrocarbon group or a carboxyl group.
また、本発明は、高硬度・高剛性のボールとする場合、前記樹脂マトリックスの樹脂成分としてアイオノマー樹脂を含有することが好ましい。 In the present invention, when a ball having high hardness and high rigidity is used, it is preferable to contain an ionomer resin as a resin component of the resin matrix.
さらに、本発明は、カバー層に前記樹脂組成物を用いることにより、その効果が顕著に発現する。 Furthermore, the effect of the present invention is remarkably exhibited by using the resin composition for the cover layer.
上記樹脂組成物をゴルフボールのカバー層に適用した際に、圧縮方向と引張方向の弾性率の適正化を図るため、カバー層の樹脂組成物の樹脂部分の引張方向の弾性率と圧縮方向の弾性率をそれぞれα0及びβ0、カバー層の樹脂組成物の層状珪酸塩を含有する部分の引張方向の弾性率と圧縮方向の弾性率をそれぞれα1及びβ1とした時に、(α1/β1)/(α0/β0)が1.1より大きい。
When applying the above SL resin composition to the cover layer of a golf ball, in order to optimize the compression direction and tensile direction of the elastic modulus, compression direction and tensile direction of the elastic modulus of the resin portion of the resin composition of the cover layer And α 0 and β 0 , respectively, and the elastic modulus in the tensile direction and the elastic modulus in the compression direction of the portion of the resin composition of the cover layer containing the layered silicate are α 1 and β 1 , respectively (α 1 / β 1) / (α 0 / β 0) is greater than 1.1.
本発明は、カチオン処理された層状珪酸塩を用いることにより、厚みがナノサイズの微粒子で、本来親水性を有する層状珪酸塩であるにもかかわらず、樹脂への分散性を向上できる。この分散性の向上によって樹脂マトリックス中で層状珪酸塩を単葉状態で存在させることができるため、補強材としての効果が十分発現される。そして、カチオン処理された層状珪酸塩を含有する樹脂組成物を用いて作成されるカバー層は単葉状態で分散される層状珪酸塩の構造により樹脂単独の樹脂組成物からなるカバー層と比較して、圧縮方向の弾性率の増加量と比べ、引張方向の弾性率の増加量が大きくなる。このため打撃時の変形に対する回復が速やかとなり、飛距離を改善することができる。特に、樹脂成分としてアイオノマー樹脂を用いた樹脂組成物からなるカバー層を設けた場合には、高硬度・高剛性で高反発のカバー層でありながら、耐久性に優れたゴルフボールが得られる。 In the present invention, by using a cation-treated layered silicate, the dispersibility in the resin can be improved despite the fact that the layered silicate is nano-sized fine particles and originally hydrophilic. By improving the dispersibility, the layered silicate can be present in a single leaf state in the resin matrix, so that the effect as a reinforcing material is sufficiently exhibited. And the cover layer created using the resin composition containing the cation-treated layered silicate is compared with the cover layer made of the resin composition of the resin alone due to the structure of the layered silicate dispersed in a single leaf state. The amount of increase in elastic modulus in the tensile direction is larger than the amount of increase in elastic modulus in the compression direction. For this reason, the recovery | restoration with respect to the deformation | transformation at the time of a hit becomes quick, and a flight distance can be improved. In particular, when a cover layer made of a resin composition using an ionomer resin as a resin component is provided, a golf ball with excellent durability can be obtained while having a high hardness, high rigidity and high resilience.
そして、本発明は、層状珪酸塩がナノサイズ厚みの微粒子でありながら、樹脂への分散に優れるため、樹脂100質量部に対して、1質量部以上、30質量部以下の少ない添加量でも十分その効果を得ることができる。 And since this invention is excellent in dispersion | distribution to resin, although layered silicate is nanosize-thickness microparticles | fine-particles, the addition amount of 1 to 30 mass parts is sufficient with respect to 100 mass parts of resin. The effect can be obtained.
また、前記カチオン処理のカチオン種としては、アルカリ金属、アルカリ土類金属及び4級アンモニウム塩の群から選ばれる少なくとも1種を用いることにより、樹脂中への分散が良好となり、上記4級アンモニウム塩の置換基として少なくとも1つが芳香族炭化水素基またはカルボキシル基で置換されたものを用いることにより層状珪酸塩の極性を変え樹脂への分散をさらに向上することができる。そして未処理の層状珪酸塩は高い親水性を有するため極性の高い、疎水性の樹脂中での分散が困難であるが、本発明によれば、そのような比較的高い極性の樹脂、例えばアイオノマー樹脂などへの分散も可能となるため、高硬度・高剛性のカバー層でも飛距離と耐久性の両立を図ることができる。 Further, as the cation species for the cation treatment, by using at least one selected from the group of alkali metals, alkaline earth metals and quaternary ammonium salts, the dispersion in the resin becomes good, and the quaternary ammonium salts By using a group in which at least one is substituted with an aromatic hydrocarbon group or a carboxyl group, the polarity of the layered silicate can be changed and the dispersion in the resin can be further improved. Untreated layered silicates have high hydrophilicity and are difficult to disperse in highly polar, hydrophobic resins. According to the present invention, such relatively high polarity resins such as ionomers are used. Since dispersion into a resin or the like is also possible, it is possible to achieve both flight distance and durability even with a cover layer having high hardness and high rigidity.
以下本発明を具体的に説明する。 The present invention will be specifically described below.
本発明の層状珪酸塩とは、例えば[(Si2O5)2−]n構造を有する珪酸塩であって、一般に粘土鉱物と呼ばれている白雲母、黒雲母などの雲母類、スメクタイト、カオリナイト、モンモリロナイトを主成分とするベントナイトなどの粘土類、タルク、緑泥石などを具体例として挙げることができ、前記層状珪酸塩の中でも単葉状態となりやすいベントナイトが好ましく、最も好ましくはベントナイトを精製したモンモリロナイトである。 The layered silicate of the present invention is, for example, a silicate having a [(Si 2 O 5 ) 2− ] n structure, and is generally called a clay mineral, mica such as muscovite and biotite, smectite, Specific examples are kaolinite, clays such as bentonite mainly composed of montmorillonite, talc, chlorite and the like. Among the layered silicates, bentonite which tends to be in a single leaf state is preferable, most preferably purified bentonite. Montmorillonite.
上記のような層状珪酸塩は、一次粒子の厚さが10nm以下のナノサイズの微粒子であり、その長さと幅はそれぞれ、1μm以下の平板な形状を有する。このため非常に微粒子の層状珪酸塩が樹脂中に良好に分散をされると、補強材としての効果を十分発現できるとともに、少量の使用量で良いという利点も有する。従って、樹脂中に均一に微粒子の層状珪酸塩を分散できれば、その樹脂の性質を損なうこともない。層状珪酸塩の大きさは1μm以下であれば特に限定されないが、好ましくは700nm以下、より好ましくは500nm以下であり、10nm以上が好ましく、50nm以上がより好ましい。また、層状珪酸塩の単葉状態での厚みとしては、10nm以下であれば、十分その効果を発現できるが、単葉化するためには、0.1nm以上とすることが好ましく、より好ましくは0.5nm以上、5.0nm以下である。 The layered silicate as described above is nano-sized fine particles having a primary particle thickness of 10 nm or less, and has a flat shape whose length and width are each 1 μm or less. For this reason, if very fine layered silicate is well dispersed in the resin, the effect as a reinforcing material can be sufficiently expressed, and there is also an advantage that a small amount of use is sufficient. Therefore, if the particulate layered silicate can be uniformly dispersed in the resin, the properties of the resin are not impaired. The size of the layered silicate is not particularly limited as long as it is 1 μm or less, but is preferably 700 nm or less, more preferably 500 nm or less, preferably 10 nm or more, and more preferably 50 nm or more. Further, the thickness of the layered silicate in a single leaf state can be sufficiently exhibited if it is 10 nm or less. However, in order to obtain a single leaf, the thickness is preferably 0.1 nm or more, more preferably 0. It is 5 nm or more and 5.0 nm or less.
一般に、上記のような層状珪酸塩は各粒子が静電的な力とワンデルワールス力によって凝集した二次粒子の状態として存在する。未処理の層状珪酸塩は粒子単独で高い親水性を有しているため、水に対する分散性が非常に優れ、水溶液中で直ちに膨潤する性質を有するものであるが、ゴルフボール用の樹脂と混合し、外層部用の樹脂組成物とする場合には、例えばアイオノマー樹脂やポリウレタンなどと配合する必要があるため、十分な分散を得ることができないという問題がある。 In general, the layered silicate as described above exists as a state of secondary particles in which each particle is aggregated by electrostatic force and Wandelworth force. Untreated layered silicate particles have high hydrophilicity, so they have very good dispersibility in water and swell immediately in aqueous solution, but they are mixed with resin for golf balls. However, when the resin composition for the outer layer portion is used, for example, it is necessary to blend with an ionomer resin, polyurethane, or the like, so that there is a problem that sufficient dispersion cannot be obtained.
このため、本発明では層状珪酸塩が樹脂マトリックス中に単葉状態で分散された状態とするために、カチオン処理された層状珪酸塩が用いられる。 For this reason, in the present invention, in order to obtain a state in which the layered silicate is dispersed in a single leaf state in the resin matrix, a layered silicate that has been cation-treated is used.
層状珪酸塩をカチオン処理することにより樹脂への親和性が改善される理由は明らかではないが、おそらく、本来高い親水性の層状珪酸塩が表面のカチオンにより親油性に変化し、このカチオン処理によって樹脂との親和性が向上したものと考えられる。特に、本発明のカチオン処理した層状珪酸塩は、高い疎水性の樹脂とともに用いた場合でも、層状珪酸塩を良好に分散することができ、それによって層状珪酸塩が均一に樹脂マトリックス中に分散された樹脂組成物とすることができる。 The reason why the affinity to the resin is improved by cation treatment of the layered silicate is not clear, but probably the inherently hydrophilic layered silicate is changed to lipophilicity by the surface cation. It is considered that the affinity with the resin has been improved. In particular, the cation-treated layered silicate of the present invention can disperse the layered silicate well even when used with a highly hydrophobic resin, whereby the layered silicate is uniformly dispersed in the resin matrix. A resin composition can be obtained.
そして、前記樹脂組成物を用いて、例えば、カバー層を形成することにより、カバー層の各方向の弾性率を向上するとともに、圧縮方向と引張方向の弾性率のバランスを変え、異方性の高いカバー層が得られる。すなわち、カバー層における圧縮方向での弾性率が、樹脂単独の場合のそれと比べて高くなり、反発力を改善できる。また、引張方向の弾性率の増加量は圧縮方向のそれに比べて大きくなる。このため本発明の樹脂組成物を用いたカバー層の引張方向と圧縮方向の弾性率のバランスは、樹脂単独の場合のそれと比べてより高い異方性を示すようになる。この結果、打撃時の変形に対する回復の速いカバー層とすることができ、スピン量を抑えて、飛距離の増大を図ることができる。 Then, for example, by forming a cover layer using the resin composition, the elastic modulus in each direction of the cover layer is improved, the balance between the elastic modulus in the compression direction and the tensile direction is changed, and anisotropic A high cover layer is obtained. That is, the elastic modulus in the compression direction in the cover layer is higher than that in the case of the resin alone, and the repulsive force can be improved. Further, the amount of increase in elastic modulus in the tensile direction is larger than that in the compression direction. For this reason, the balance of the elastic modulus in the tensile direction and the compression direction of the cover layer using the resin composition of the present invention exhibits higher anisotropy than that in the case of the resin alone. As a result, it is possible to provide a cover layer that recovers quickly against deformation at the time of hitting, and it is possible to suppress the amount of spin and increase the flight distance.
この圧縮方向と引張方向の弾性率のバランスが変化する理由は明らかではないが、本発明では分散された層状珪酸塩は単葉状態の平板形状のため成形時における樹脂の流動方向に従って、ボールの円周方向に沿って並列しやすくなっていると考えられ、このため厚み方向では圧縮方向の弾性率を樹脂単独のそれよりも高くするが、その圧縮方向の弾性率の増加量は引張方向の弾性率の増加量に比べては低めに抑えられる。それによって引張方向では層状珪酸塩の硬い性質と、圧縮方向では樹脂の性質の両者を発現できるためではないかと考えられる。 The reason why the balance between the elastic modulus in the compression direction and the tensile direction changes is not clear, but in the present invention, the dispersed layered silicate is a single-leaf flat plate shape, and the ball circles according to the resin flow direction during molding. The elastic modulus in the compression direction is higher than that of the resin alone in the thickness direction, but the increase in the elastic modulus in the compression direction is the elasticity in the tensile direction. Compared to the increase in rate, it is kept low. This is considered to be because both the hard properties of the layered silicate in the tensile direction and the properties of the resin in the compression direction can be expressed.
また、層状珪酸塩が均一に分散されることにより、アイオノマー樹脂のような硬い樹脂を樹脂成分とする樹脂組成物であっても、引張方向には高い弾性率が得られる一方、打撃の方向である圧縮方向にはそれほど弾性率を増加させない。このため耐久性にも優れる外層部とすることができる。特に、飛距離を向上するため高硬度・高剛性の比較的極性の高いアイオノマー樹脂が用いられる場合、本来親水性の層状珪酸塩では分散が不十分となりやすいが、本発明のカチオン処理された層状珪酸塩はこのような樹脂でも良好な分散が可能であるという点で有利である。 In addition, even when the layered silicate is uniformly dispersed, even in a resin composition having a hard resin such as an ionomer resin as a resin component, a high elastic modulus is obtained in the tensile direction, while in the direction of impact. It does not increase the elastic modulus so much in a certain compression direction. For this reason, it can be set as the outer-layer part which is excellent also in durability. In particular, when a highly polar ionomer resin having a high hardness and a high rigidity is used to improve the flight distance, the inherently hydrophilic layered silicate tends to be insufficiently dispersed, but the cation-treated layered layer of the present invention. Silicates are advantageous in that good dispersion is possible with such resins.
本発明の層状珪酸塩のカチオンとしては、樹脂に対して親和性を付与するものを挙げることができる。例えばナトリウムイオン、カリウムイオンなどのアルカリ金属、あるいはカルシウムイオン、バリウムイオンなどのアルカリ土類金属の金属カチオンも用いることができるが、特に4級アンモニウム塩が好ましく、これらを二種以上併用することもできる。 Examples of the cation of the layered silicate of the present invention include those that impart affinity to the resin. For example, an alkali metal such as sodium ion or potassium ion, or a metal cation of alkaline earth metal such as calcium ion or barium ion can be used. In particular, a quaternary ammonium salt is preferable, and two or more of these may be used in combination. it can.
上記4級アンモニウム塩としては、その少なくとも1つの置換基が芳香族炭化水素基及びカルボキシル基から選ばれる少なくとも1種であることが好ましく、より好ましくは両置換基を有する4級アンモニウム塩である。上記置換基を有する4級アンモニウム塩を用いることにより、層状珪酸塩に極性を付与し、極性の樹脂への分散が容易となる。 The quaternary ammonium salt is preferably at least one substituent selected from an aromatic hydrocarbon group and a carboxyl group, more preferably a quaternary ammonium salt having both substituents. By using the quaternary ammonium salt having the above-described substituent, the layered silicate is imparted with polarity and is easily dispersed in a polar resin.
前記の芳香族炭化水素基としては、ベンゼン及びベンゼンの誘導体である、ベンジル基、フェネチル基、トリル基、キシリル基、ジフェニルメチル基、トリチル基などを挙げることができ、これらの中でもベンジル基が好ましい。 Examples of the aromatic hydrocarbon group include benzyl and benzene derivatives, such as benzyl group, phenethyl group, tolyl group, xylyl group, diphenylmethyl group, and trityl group. Among these, benzyl group is preferable. .
また、上記のカルボキシル基としては、芳香族、脂肪族いずれであってもよい。好ましいカルボキシル基としては、例えばステアリン酸基、ミリスチン酸基、パルミチン酸基、オレイン酸基、ラウリン酸基などのカルボン酸基を挙げることができる。便宜に市場で入手しうる適当なカルボキシル基には、例えば油脂類として牛脂脂肪酸基がある。 In addition, the carboxyl group may be aromatic or aliphatic. Preferred examples of the carboxyl group include carboxylic acid groups such as stearic acid group, myristic acid group, palmitic acid group, oleic acid group, and lauric acid group. Suitable carboxyl groups available on the market for convenience include, for example, beef tallow fatty acid groups as fats and oils.
そして、4級アンモニウム塩の他の置換基の好適な例としては、炭素数1〜4の直鎖あるいは分岐の飽和又は不飽和の脂肪族炭化水素基であり、例えばメチル基、エチル基、プロピル基、ブチル基、イソプロピル基などのアルキル基を挙げることができる。不飽和脂肪族炭化水素基のように、二重結合を有していても差し支えない。なお、2以上の置換基が環形成した複素環構造であってもよい。 A preferable example of another substituent of the quaternary ammonium salt is a linear or branched saturated or unsaturated aliphatic hydrocarbon group having 1 to 4 carbon atoms, such as a methyl group, an ethyl group, or a propyl group. And alkyl groups such as butyl, isopropyl and the like. It may have a double bond like an unsaturated aliphatic hydrocarbon group. A heterocyclic structure in which two or more substituents form a ring may be used.
層状珪酸塩のカチオン処理の方法は特に限定されないが、好適な例としては、樹脂との混合前に予めカチオン処理する方法が挙げられる。樹脂組成物の調整時にカチオン処理してもよいが、樹脂との混合前に予めカチオン処理されることが好ましい。予めカチオン処理された層状珪酸塩は、粒子全体が均一にカチオン処理され、樹脂中に投入された際に分散時間の短縮化も図ることができる。従って、カチオン処理は層状珪酸塩の表面全てになされていることが好ましいが、使用する樹脂への分散性も考慮し、適宜変更することも可能である。 The method for the cation treatment of the layered silicate is not particularly limited, but a suitable example is a method of performing cation treatment in advance before mixing with the resin. Although the cation treatment may be performed at the time of adjusting the resin composition, it is preferable to perform the cation treatment before mixing with the resin. The layered silicate that has been cation-treated in advance can be cation-treated uniformly throughout the particle, and the dispersion time can be shortened when it is put into the resin. Therefore, the cation treatment is preferably performed on the entire surface of the layered silicate, but can be appropriately changed in consideration of dispersibility in the resin used.
上記のような層状珪酸塩としては、例えばLaviosa Chimica Mineraria S.p.A.社製のDellite(商標)43B(精製モンモリロナイト、粒子径500nm、厚み1nm、4級アンモニウム塩処理:ベンジル基、牛脂脂肪酸基及び2個のメチル基を有する4級アンモニウム塩)、Dellite(商標)67G(精製モンモリロナイト、粒子径500nm、厚み1nm、4級アンモニウム塩処理:2個の牛脂脂肪酸基及び2個のメチル基を有する4級アンモニウム塩)、Dellite(商標)HPS(精製モンモリロナイト、粒子径500nm、厚み1nm、Naカチオン処理)を挙げることができる。このような層状珪酸塩は樹脂中への分散前は凝集により数ミクロン程度の二次粒子となっているが、樹脂との親和性により、樹脂マトリックス中では単葉状態の一次粒子まで分散することができ、従って、本発明の層状珪酸塩は樹脂組成物の調整時におけるハンドリングの点でも優れている。 Examples of the layered silicate as described above include Laviosa Chimica Mineralia S. et al. p. A. Dellite ™ 43B (purified montmorillonite, particle size 500 nm, thickness 1 nm, quaternary ammonium salt treatment: quaternary ammonium salt having benzyl group, beef tallow fatty acid group and two methyl groups), Dellite ™ 67G (Purified montmorillonite, particle diameter 500 nm, thickness 1 nm, quaternary ammonium salt treatment: quaternary ammonium salt having two tallow fatty acid groups and two methyl groups), Dellite (trademark) HPS (purified montmorillonite, particle diameter 500 nm, (Thickness 1 nm, Na cation treatment). Such a layered silicate is a secondary particle of about several microns due to aggregation before being dispersed in the resin, but due to its affinity with the resin, it can be dispersed to a primary particle in the resin matrix. Therefore, the layered silicate of the present invention is excellent in terms of handling at the time of preparing the resin composition.
次に、本発明の樹脂組成物を外層部のカバー層に用いたゴルフボールを作成する方法について説明する。なお、後述するように、マルチピースゴルフボールにおいては、上記樹脂組成物は中間層としても使用することができる。 Next, a method for producing a golf ball using the resin composition of the present invention for the cover layer of the outer layer portion will be described. As will be described later, in the multi-piece golf ball, the resin composition can also be used as an intermediate layer.
本発明のゴルフボールのカバー層は、基材となる樹脂成分とカチオン処理された層状珪酸塩とを含有するカバー層用樹脂組成物を作製することにより得られる。カチオン処理された層状珪酸塩のカバー層用樹脂組成物中の配合量は、特に限定されないが、樹脂成分100質量部に対して、1質量部以上、より好ましくは2質量部以上、さらに好ましくは3質量部以上であって、30質量部以下、より好ましくは20質量部以下、さらに好ましくは10質量部以下であることが望ましい。本発明の層状珪酸塩は分散後は樹脂マトリックス中で単葉状態の微粒子として存在するため、上記のように樹脂成分に対して少ない量でもカバー層の改善を図ることができる。 The cover layer of the golf ball of the present invention can be obtained by preparing a resin composition for a cover layer containing a resin component as a base material and a cation-treated layered silicate. The blending amount of the cation-treated layered silicate in the resin composition for the cover layer is not particularly limited, but is 1 part by mass or more, more preferably 2 parts by mass or more, further preferably 100 parts by mass of the resin component. The amount is 3 parts by mass or more, preferably 30 parts by mass or less, more preferably 20 parts by mass or less, and still more preferably 10 parts by mass or less. Since the layered silicate of the present invention exists as fine particles in a single leaf state in the resin matrix after dispersion, the cover layer can be improved even with a small amount relative to the resin component as described above.
前記カバー層用樹脂組成物の樹脂成分は、特に限定されず、例えば、ポリウレタン、アイオノマー樹脂、ポリアミド、ポリエステル、ポリオレフィン、ポリスチレン系エラストマー或いは、これらの混合物を挙げることができる。特に、前記樹脂成分の主成分を、ポリウレタン又はアイオノマー樹脂とすることが好ましい。樹脂成分中のポリウレタン又はアイオノマー樹脂の含有量は50質量%以上、より好ましくは70質量%以上、さらに好ましくは90質量%以上とすることが好ましい。さらに、前記樹脂成分が、実質上、ポリウレタンまたはアイオノマー樹脂のみからなることも好ましい。 The resin component of the cover layer resin composition is not particularly limited, and examples thereof include polyurethane, ionomer resin, polyamide, polyester, polyolefin, polystyrene elastomer, or a mixture thereof. In particular, the main component of the resin component is preferably a polyurethane or ionomer resin. The content of the polyurethane or ionomer resin in the resin component is preferably 50% by mass or more, more preferably 70% by mass or more, and still more preferably 90% by mass or more. Furthermore, it is also preferable that the resin component consists essentially of polyurethane or ionomer resin.
本発明の樹脂組成物の硬度としては、高反発を得るためにショアD硬度で56以上が好ましく、59以上がより好ましく、60以上が最も好ましい。一方、余りに硬度が高すぎると、層状珪酸塩の効果が追いつかず、打撃による耐久性が低下するため、75以下が好ましく、72以下がより好ましく、70以下が最も好ましい。 The hardness of the resin composition of the present invention is preferably 56 or more, more preferably 59 or more, and most preferably 60 or more in Shore D hardness in order to obtain high resilience. On the other hand, if the hardness is too high, the effect of the layered silicate cannot catch up and durability due to impact is reduced, so 75 or less is preferable, 72 or less is more preferable, and 70 or less is most preferable.
前記高硬度・高剛性の樹脂組成物は、樹脂成分と、その使用量及び層状珪酸塩の添加量を上記の範囲で適宜変更することにより作製可能であるが、アイオノマー樹脂を用いると、樹脂成分自体の剛性を高くすることが容易であるため、好適に用いることができる。 The high-hardness / high-rigidity resin composition can be prepared by appropriately changing the resin component, the amount of use thereof, and the amount of layered silicate added within the above ranges, but if an ionomer resin is used, the resin component Since it is easy to increase the rigidity of itself, it can be suitably used.
また、本発明の層状珪酸塩を含有する樹脂組成物で形成されたカバー層は、硬度が高いだけでなく、打撃時の圧縮方向(ボールの直径方向)と引張方向(ボールの円周方向)の弾性率のバランスに高い異方性を与えることが好ましい。前記異方性を高くすることにより、ボールのスピン量が抑えられ、打ち出し角を高くでき、飛距離を増大することができる。すなわち、樹脂成分のみからなるカバー層は圧縮方向と引張方向の弾性率の比の高いものが得られにくい。これは球あるいは立方体などの等方的な形状の補強材を添加した樹脂組成物としても同様であり、このような補強材の添加により各弾性率自体を高くすることはできるが、各方向に対する弾性率の寄与はほぼ同じとなる。このため圧縮方向と引張方向の弾性率のバランスの変化は小さい。 In addition, the cover layer formed of the resin composition containing the layered silicate of the present invention has not only high hardness, but also the compression direction (ball diameter direction) and tension direction (ball circumferential direction) at the time of impact. It is preferable to give high anisotropy to the balance of elastic modulus. By increasing the anisotropy, the spin amount of the ball can be suppressed, the launch angle can be increased, and the flight distance can be increased. That is, it is difficult to obtain a cover layer composed only of a resin component having a high elastic modulus ratio between the compression direction and the tensile direction. This is the same as a resin composition to which a reinforcing material having an isotropic shape such as a sphere or a cube is added, and by adding such a reinforcing material, each elastic modulus itself can be increased, but in each direction. The contribution of the elastic modulus is almost the same. For this reason, the change in the balance between the elastic modulus in the compression direction and the tensile direction is small.
一方、本発明は単葉状態で樹脂中に分散する層状珪酸塩を用いているため、ボールの圧縮方向では、その粒子形状から樹脂単独の場合の弾性率と比べ、顕著な弾性率の増加とならないが、引張方向では、圧縮方向に比べて弾性率の増加量が大きくなる。従って、異方性の高い弾性率のバランスを有するカバー層とすることができる。そして、それによって、打撃によってボールに加えられた変形が速やかに回復し、スピン量の低減を図ることができ、さらに飛距離を向上することが可能となる。一方、圧縮方向では弾性率の増加量が少ないことから、高硬度、高剛性でありながら、耐久性に優れたカバー層とすることができると考えられる。 On the other hand, since the present invention uses a lamellar silicate dispersed in a resin in a single-leaf state, in the compression direction of the ball, the elastic modulus does not increase significantly compared to the elastic modulus of the resin alone due to its particle shape. However, the amount of increase in elastic modulus is greater in the tensile direction than in the compression direction. Therefore, it can be set as the cover layer which has a balance of elastic modulus with high anisotropy. As a result, the deformation applied to the ball by hitting can be quickly recovered, the amount of spin can be reduced, and the flight distance can be further improved. On the other hand, since the amount of increase in elastic modulus is small in the compression direction, it is considered that a cover layer having high durability and excellent durability can be obtained while having high hardness and high rigidity.
本発明では、上記観点から、前記カバー層の両弾性率のバランスとしては、カバー層を形成する樹脂組成物の樹脂部分の引張方向の弾性率と圧縮方向の弾性率をそれぞれα0及びβ0、カバー層を形成する樹脂組成物の層状珪酸塩を含有する部分の引張方向の弾性率と圧縮方向の弾性率をそれぞれα1及びβ1とした時に、α1/β1がα0/β0に対して1.1より大きく、より好ましくは1.2以上、最も好ましくは1.3以上とすることにより、さらに飛距離の増大と耐久性の向上を図ることができることも見出した。 In the present invention, from the above viewpoint, the balance between the elastic moduli of the cover layer is that the elastic modulus in the tensile direction and the elastic modulus in the compression direction of the resin part of the resin composition forming the cover layer are α 0 and β 0 , respectively. When the elastic modulus in the tensile direction and the elastic modulus in the compression direction of the part containing the layered silicate of the resin composition forming the cover layer are α 1 and β 1 , respectively, α 1 / β 1 is α 0 / β It has also been found that by setting it to be larger than 1.1 with respect to 0 , more preferably 1.2 or more, and most preferably 1.3 or more, the flight distance can be further increased and the durability can be improved.
なお、前記両弾性率のバランスは引張方向の弾性率が高いほど異方性の傾向が大きくなるため好ましいが、反発と耐久性の両立の点から、2.0以下が好ましく、より好ましくは1.8以下であり、最も好ましくは1.6以下である。 The balance between the two elastic moduli is preferable because the higher the elastic modulus in the tensile direction, the greater the tendency of anisotropy. However, in terms of both repulsion and durability, it is preferably 2.0 or less, more preferably 1 .8 or less, and most preferably 1.6 or less.
上記各弾性率はカバー層に使用する樹脂成分の種類、層状珪酸塩の配合量に応じて適宜変更可能であるが、樹脂成分としてアイオノマー樹脂を用いた場合、樹脂部分の圧縮方向の弾性率が、20MPa以上、700MPa以下が好ましく、30MPa以上、600MPa以下がより好ましく、50MPa以上、500MPa以下が最も好ましい。 Each elastic modulus can be appropriately changed according to the type of resin component used in the cover layer and the amount of layered silicate, but when an ionomer resin is used as the resin component, the elastic modulus in the compression direction of the resin portion is 20 MPa or more and 700 MPa or less, more preferably 30 MPa or more and 600 MPa or less, and most preferably 50 MPa or more and 500 MPa or less.
また同様に、樹脂部分の引張方向の弾性率は、100MPa以上、3000MPa以下が好ましく、150MPa以上、2500MPa以下がより好ましく、180MPa以上、2000MPa以下が最も好ましい。 Similarly, the elastic modulus in the tensile direction of the resin portion is preferably 100 MPa or more and 3000 MPa or less, more preferably 150 MPa or more and 2500 MPa or less, and most preferably 180 MPa or more and 2000 MPa or less.
なお、カバー層の各弾性率の直接の測定が困難な場合は、カバー層に使用されている樹脂組成物と同一組成の樹脂マトリックスの成形体を作製することにより求めることができる。 In addition, when it is difficult to directly measure each elastic modulus of the cover layer, it can be obtained by preparing a molded body of a resin matrix having the same composition as the resin composition used for the cover layer.
また、上記アイオノマー樹脂を樹脂成分として含有し、カチオン処理された層状珪酸塩を含有する樹脂組成物からなるカバー層の弾性率としては、圧縮方向で30MPa以上、800MPa以下が好ましく、40MPa以上、700MPa以下がより好ましく、55MPa以上、600MPa以下が最も好ましい。同様に引張方向の弾性率としては、150MPa以上、3500MPa以下が好ましく、200MPa以上、3200MPa以下がより好ましく、250MPa以上、3000MPa以下が最も好ましい。 Further, the elastic modulus of the cover layer comprising a resin composition containing the ionomer resin as a resin component and containing a cation-treated layered silicate is preferably 30 MPa or more and 800 MPa or less, preferably 40 MPa or more and 700 MPa in the compression direction. The following is more preferable, and 55 MPa or more and 600 MPa or less is most preferable. Similarly, the elastic modulus in the tensile direction is preferably 150 MPa or more and 3500 MPa or less, more preferably 200 MPa or more and 3200 MPa or less, and most preferably 250 MPa or more and 3000 MPa or less.
上記したように、本発明ではカバー層用樹脂組成物の樹脂成分として、高硬度・高剛性のカバー層とするためアイオノマー樹脂を含有することが好ましい。前記アイオノマー樹脂としては、例えば、エチレンとα,β−不飽和カルボン酸との共重合体中のカルボキシル基の少なくとも一部を金属イオンで中和したもの、またはエチレンとα,β−不飽和カルボン酸とα,β−不飽和カルボン酸エステルとの三元共重合体中のカルボキシル基の少なくとも一部を金属イオンで中和したものを挙げることができる。上記のα,β−不飽和カルボン酸としては、例えばアクリル酸、メタクリル酸、フマル酸、マレイン酸、クロトン酸等が挙げられ、特にアクリル酸又はメタクリル酸が好ましい。また、α,β−不飽和カルボン酸エステルとしては、例えばアクリル酸、メタクリル酸、フマル酸、マレイン酸等のメチル、エチル、プロピル、n−ブチル、イソブチルエステル等が用いられ、特にアクリル酸エステル又はメタクリル酸エステルが好ましい。上記エチレンとα,β−不飽和カルボン酸との共重合体や、エチレンとα,β−不飽和カルボン酸とα,β−不飽和カルボン酸エステルとの三元共重合体中のカルボキシル基の少なくとも一部を中和する金属イオンとしては、ナトリウム、カリウム、リチウムなどのアルカリ金属イオン;マグネシウム、カルシウム、亜鉛、バリウム、カドミウムなどの2価の金属イオン;アルミニウムなどの3価の金属イオン;錫、ジルコニウムなどのその他のイオンが挙げられるが、特にナトリウム、亜鉛、マグネシウムイオンが反発性、耐久性等から好ましく用いられる。 As described above, in the present invention, an ionomer resin is preferably contained as a resin component of the cover layer resin composition in order to obtain a cover layer having high hardness and high rigidity. Examples of the ionomer resin include those obtained by neutralizing at least a part of carboxyl groups in a copolymer of ethylene and an α, β-unsaturated carboxylic acid with a metal ion, or ethylene and an α, β-unsaturated carboxylic acid. The thing which neutralized at least one part of the carboxyl group in the ternary copolymer of an acid and (alpha), (beta)-unsaturated carboxylic acid ester with a metal ion can be mentioned. Examples of the α, β-unsaturated carboxylic acid include acrylic acid, methacrylic acid, fumaric acid, maleic acid, and crotonic acid, and acrylic acid or methacrylic acid is particularly preferable. As the α, β-unsaturated carboxylic acid ester, for example, methyl, ethyl, propyl, n-butyl, isobutyl ester, etc. such as acrylic acid, methacrylic acid, fumaric acid, maleic acid, etc. are used. Methacrylic acid esters are preferred. Copolymers of ethylene and α, β-unsaturated carboxylic acid, and carboxylic acid groups in the terpolymer of ethylene, α, β-unsaturated carboxylic acid and α, β-unsaturated carboxylic acid ester. Examples of metal ions that neutralize at least a part include alkali metal ions such as sodium, potassium, and lithium; divalent metal ions such as magnesium, calcium, zinc, barium, and cadmium; trivalent metal ions such as aluminum; tin Other ions such as zirconium and the like can be mentioned, and sodium, zinc and magnesium ions are particularly preferably used from the viewpoint of resilience and durability.
上記アイオノマー樹脂の具体例としては、ハイミラン1555、1557、1605、1652、1702、1705、1706、1707、1855、1856(三井デュポンポリケミカル社製)、サーリン8945、サーリン9945、サーリン6320(デュポン社製)、IOTEK 7010、8000(エクソン(Exxon)社製)等を例示することができる。これらのアイオノマー樹脂は、上記例示のものをそれぞれ単独または2種以上の混合物として用いてもよい。 Specific examples of the ionomer resin include Himiran 1555, 1557, 1605, 1652, 1702, 1705, 1706, 1707, 1855, 1856 (Mitsui DuPont Polychemical), Surlyn 8945, Surlyn 9945, Surlyn 6320 (DuPont). ), IOTEK 7010, 8000 (manufactured by Exxon) and the like. As these ionomer resins, those exemplified above may be used alone or as a mixture of two or more.
また、前記カバー層用樹脂組成物の樹脂成分として使用できるポリウレタンとしては、ウレタン結合を分子内に複数有するものであれば、特に限定されず、例えば、ポリイソシアネートとポリオールとを反応させることによって、ウレタン結合が分子内に形成された生成物であり、必要に応じて、さらにポリアミンなどを反応させることにより得られものである。前記ポリウレタンとしては、例えば、熱可塑性ポリウレタン、熱硬化性(二液硬化型)ポリウレタンを挙げることができる。 The polyurethane that can be used as the resin component of the resin composition for the cover layer is not particularly limited as long as it has a plurality of urethane bonds in the molecule. For example, by reacting polyisocyanate and polyol, It is a product in which a urethane bond is formed in the molecule, and is obtained by further reacting with a polyamine or the like, if necessary. Examples of the polyurethane include thermoplastic polyurethane and thermosetting (two-component curing type) polyurethane.
前記ポリウレタンは、一般に、ポリイソシアネート成分、ポリオール成分を含有し、さらに必要に応じて、ポリアミン成分を含有する。前記ポリイソシアネート成分としては、イソシアネート基を2以上有するものであれば特に限定されず、例えば、2,4−トルエンジイソシアネート、2,6−トルエンジイソシアネート、2,4−トルエンジイソシアネートと2,6−トルエンジイソシアネートの混合物(TDI)、4,4'−ジフェニルメタンジイソシアネート(MDI)、1,5−ナフチレンジイソシアネート(NDI)、3,3'−ビトリレン−4,4'−ジイソシアネート(TODI)、キシリレンジイソシアネート(XDI)、テトラメチルキシリレンジイソシアネート(TMXDI)、パラフェニレンジイソシアネート(PPDI)等の芳香族ポリイソシアネート;4,4'−ジシクロヘキシルメタンジイソシアネート(H12MDI)、水素添加キシリレンジイソシアネート(H6XDI)、ヘキサメチレンジイソシアネート(HDI)、イソホロンジイソシアネート(IPDI)等の脂環式ポリイソシアネート又は脂肪族ポリイソシアネート等のうちの1種、または、2種以上の混合物などである。 The polyurethane generally contains a polyisocyanate component and a polyol component, and further contains a polyamine component as necessary. The polyisocyanate component is not particularly limited as long as it has two or more isocyanate groups. For example, 2,4-toluene diisocyanate, 2,6-toluene diisocyanate, 2,4-toluene diisocyanate, and 2,6-toluene. Mixtures of diisocyanates (TDI), 4,4′-diphenylmethane diisocyanate (MDI), 1,5-naphthylene diisocyanate (NDI), 3,3′-bitrylene-4,4′-diisocyanate (TODI), xylylene diisocyanate ( Aromatic polyisocyanates such as XDI), tetramethylxylylene diisocyanate (TMXDI), paraphenylene diisocyanate (PPDI); 4,4′-dicyclohexylmethane diisocyanate (H 12 MDI), hydrogenated xylylene diisocyanate (H 6 XDI), hexamethylene diisocyanate (HDI), alicyclic polyisocyanate such as isophorone diisocyanate (IPDI) or aliphatic polyisocyanate, or a mixture of two or more.
また、耐擦過傷性を向上するという観点からは、ポリウレタンのポリイソシアネート成分として、芳香族ポリイソシアネートを使用することが好ましい。芳香族ポリイソシアネートを使用することにより、得られるポリウレタンの機械的特性が向上し、耐擦過傷性に優れるカバー層が得られる。また、耐候性を向上するという観点からは、ポリウレタンのポリイソシアネート成分として、非黄変性のポリイソシアネート(TMXDI、XDI、HDI、H6XDI、IPDI、H12MDIなど)を使用することが好ましく、さらに好ましくは4,4'−ジシクロヘキシルメタンジイソシアネート(H12MDI)を使用する。4,4'−ジシクロヘキシルメタンジイソシアネート(H12MDI)は剛直な構造を有しており、得られるポリウレタンの機械的特性が向上し、耐擦過傷性に優れるカバー層が得られるからである。 Further, from the viewpoint of improving the scratch resistance, it is preferable to use an aromatic polyisocyanate as the polyisocyanate component of the polyurethane. By using the aromatic polyisocyanate, the mechanical properties of the resulting polyurethane are improved, and a cover layer having excellent scratch resistance can be obtained. From the viewpoint of improving the weather resistance, it is preferable to use a non-yellowing polyisocyanate (TMXDI, XDI, HDI, H 6 XDI, IPDI, H 12 MDI, etc.) as the polyisocyanate component of polyurethane. More preferably 4,4′-dicyclohexylmethane diisocyanate (H 12 MDI) is used. This is because 4,4′-dicyclohexylmethane diisocyanate (H 12 MDI) has a rigid structure, the mechanical properties of the resulting polyurethane are improved, and a cover layer having excellent abrasion resistance can be obtained.
前記ポリウレタンを構成するポリオール成分としては、ヒドロキシル基を複数有するものであれば特に限定されず、例えば、低分子量のポリオールや高分子量のポリオールなどを挙げることができる。低分子量のポリオールとしては、例えば、エチレングリコール、ジエチレングリコール、トリエチレングリコール、1,3−ブタンジオール、1,4−ブタンジオール、ネオペンチルグリコール、1,6−ヘキサンジオール等のジオール;グリセリン、トリメチロールプロパン、ヘキサントリオールなどのトリオールが挙げられる。高分子量のポリオールとしては、例えば、ポリオキシエチレングリコール(PEG)、ポリオキシプロピレングリコール(PPG)、ポリオキシテトラメチレングリコール(PTMG)等のポリエーテルポリオール;ポリエチレンアジぺート(PEA)、ポリブチレンアジペート(PBA)、ポリヘキサメチレンアジペート(PHMA)などの縮合系ポリエステルポリオール;ポリ−ε−カプロラクトン(PCL)のようなラクトン系ポリエステルポリオール;ポリヘキサメチレンカーボネートなどのポリカーボネートポリオール;及びアクリルポリオールなどが挙げられ、上述したポリオールの少なくとも2種以上の混合物であってもよい。 The polyol component constituting the polyurethane is not particularly limited as long as it has a plurality of hydroxyl groups, and examples thereof include a low molecular weight polyol and a high molecular weight polyol. Examples of the low molecular weight polyol include diols such as ethylene glycol, diethylene glycol, triethylene glycol, 1,3-butanediol, 1,4-butanediol, neopentyl glycol, 1,6-hexanediol; glycerin, trimethylol Examples include triols such as propane and hexanetriol. Examples of the high molecular weight polyol include polyether polyols such as polyoxyethylene glycol (PEG), polyoxypropylene glycol (PPG), and polyoxytetramethylene glycol (PTMG); polyethylene adipate (PEA), polybutylene adipate (PBA), condensation-type polyester polyols such as polyhexamethylene adipate (PHMA); lactone-type polyester polyols such as poly-ε-caprolactone (PCL); polycarbonate polyols such as polyhexamethylene carbonate; and acrylic polyols A mixture of at least two of the above-described polyols may be used.
高分子量のポリオールの平均分子量は、特に限定されるものではないが、例えば、400以上であることが好ましく、より好ましくは1000以上である。高分子量ポリオールの平均分子量が小さくなりすぎると、得られるポリウレタンが硬くなり、ゴルフボールの打球感が低下するからである。高分子量ポリオールの平均分子量の上限は、特に限定されるものではないが、10000以下、より好ましくは8000以下である。 Although the average molecular weight of a high molecular weight polyol is not specifically limited, For example, it is preferable that it is 400 or more, More preferably, it is 1000 or more. This is because if the average molecular weight of the high molecular weight polyol becomes too small, the resulting polyurethane becomes hard and the feel at impact of the golf ball decreases. The upper limit of the average molecular weight of the high molecular weight polyol is not particularly limited, but is 10,000 or less, more preferably 8000 or less.
また、必要に応じて前記ポリウレタンを構成するポリアミンは、少なくとも2以上のアミノ基を有するものであれば特に限定されない。前記ポリアミンとしては、エチレンジアミン、プロピレンジアミン、ブチレンジアミン、ヘキサメチレンジアミンなどの脂肪族系ポリアミン、イソホロンジアミン、ピペラジンなどの脂環式系ポリアミン、及び、芳香族ポリアミンなどが挙げられる。 Moreover, the polyamine which comprises the said polyurethane as needed is not specifically limited if it has at least 2 or more amino groups. Examples of the polyamine include aliphatic polyamines such as ethylenediamine, propylenediamine, butylenediamine and hexamethylenediamine, alicyclic polyamines such as isophoronediamine and piperazine, and aromatic polyamines.
前記芳香族ポリアミンは、少なくとも2以上のアミノ基が芳香環に直接又は間接的に結合しているものであれば、特に限定されない。ここで、間接的に結合しているとは、アミノ基が、例えば低級アルキレン基を介して芳香環に結合していることをいう。前記芳香族ポリアミンとしては、例えば、1つの芳香環に2以上のアミノ基が結合している単環式芳香族ポリアミンでもよいし、少なくとも1つのアミノ基が1つの芳香環に結合しているアミノフェニル基を2個以上含む多環式芳香族ポリアミンでもよい。 The aromatic polyamine is not particularly limited as long as at least two amino groups are directly or indirectly bonded to the aromatic ring. Here, being indirectly bonded means that the amino group is bonded to the aromatic ring via, for example, a lower alkylene group. The aromatic polyamine may be, for example, a monocyclic aromatic polyamine in which two or more amino groups are bonded to one aromatic ring, or an amino in which at least one amino group is bonded to one aromatic ring. It may be a polycyclic aromatic polyamine containing two or more phenyl groups.
前記単環式芳香族ポリアミンとしては、例えば、フェニレンジアミン、トルエンジアミン、ジエチルトルエンジアミン、ジメチルチオトルエンジアミンなどのアミノ基が芳香環に直接結合しているタイプ;キシリレンジアミンのようなアミノ基が低級アルキレン基を介して芳香環に結合しているタイプなどが挙げられる。また、前記多環式芳香族ポリアミンとしては、少なくとも2つのアミノフェニル基が直接結合しているポリ(アミノベンゼン)でもよいし、少なくとも2つのアミノフェニル基が低級アルキレン基やアルキレンオキシド基を介在して結合していてもよい。これらのうち、低級アルキレン基を介して2つのアミノフェニル基が結合しているジアミノジフェニルアルカンが好ましく、4,4'−ジアミノジフェニルメタン及びその誘導体が特に好ましい。 Examples of the monocyclic aromatic polyamine include a type in which an amino group such as phenylenediamine, toluenediamine, diethyltoluenediamine, and dimethylthiotoluenediamine is directly bonded to an aromatic ring; and an amino group such as xylylenediamine. Examples include a type bonded to an aromatic ring via a lower alkylene group. The polycyclic aromatic polyamine may be poly (aminobenzene) in which at least two aminophenyl groups are directly bonded, or at least two aminophenyl groups intervene with a lower alkylene group or an alkylene oxide group. May be combined. Of these, diaminodiphenylalkanes in which two aminophenyl groups are bonded via a lower alkylene group are preferred, and 4,4′-diaminodiphenylmethane and its derivatives are particularly preferred.
前記カバー層用樹脂組成物の樹脂成分として使用できる熱可塑性ポリウレタン、及び、熱硬化性ポリウレタン(二液硬化型ポリウレタン)は、上記ポリイソシアネート、ポリオール、ポリアミンを適宜組み合わせることにより作製することができる。ポリウレタンの合成方法としては、ワンショット法、或いは、プレポリマー法を挙げることができる。ワンショト法とは、ポリイソシアネートとポリオール等とを一括に反応させる方法であり、プレポリマー法とは、多段階でポリイソシアネートとポリオール等とを反応させる方法であり、例えば、一旦低分子量のウレタンプレポリマーを合成した後、続けてさらに高分子量化する方法である。 The thermoplastic polyurethane that can be used as the resin component of the cover layer resin composition and the thermosetting polyurethane (two-component curable polyurethane) can be prepared by appropriately combining the polyisocyanate, polyol, and polyamine. Examples of the polyurethane synthesis method include a one-shot method and a prepolymer method. The one-shot method is a method in which polyisocyanate and polyol are reacted together, and the prepolymer method is a method in which polyisocyanate and polyol are reacted in multiple stages. For example, once a low molecular weight urethane prepolymer is reacted. This is a method of further increasing the molecular weight after synthesizing the polymer.
熱可塑性ポリウレタンは、一般に、上記のような合成方法によって、ある程度高分子量化されたものであるが、低分子量のウレタンプレポリマーを一旦取り置き、カバー層成形時に鎖長延長剤(或いは硬化剤)を配合して、高分子量化するようにすれば、熱硬化性ポリウレタン(二液硬化型ポリウレタン)が得られる。ポリウレタンの合成には、公知の触媒を使用することができる。前記触媒としては、例えば、トリエチルアミン、N,N−ジメチルシクロヘキシルアミンなどのモノアミン類;N,N,N',N'−テトラメチルエチレンジアミン、N,N,N',N'',N''−ペンタメチルジエチレントリアミン等のポリアミン類;1,8−ジアザビシクロ[5,4,0]−7−ウンデセン(DBU)、トリエチレンジアミン等の環状ジアミン類;ジブチルチンジラウリレート、ジブチルチンジアセテートなどの錫系触媒などが挙げられる。 Thermoplastic polyurethane is generally made to have a high molecular weight to some extent by the synthesis method as described above. However, a low molecular weight urethane prepolymer is temporarily retained, and a chain length extender (or curing agent) is used when forming a cover layer. If blended to increase the molecular weight, a thermosetting polyurethane (two-component curable polyurethane) can be obtained. A known catalyst can be used for the synthesis of polyurethane. Examples of the catalyst include monoamines such as triethylamine and N, N-dimethylcyclohexylamine; N, N, N ′, N′-tetramethylethylenediamine, N, N, N ′, N ″, N ″ — Polyamines such as pentamethyldiethylenetriamine; 1,8-diazabicyclo [5,4,0] -7-undecene (DBU), cyclic diamines such as triethylenediamine; tin-based catalysts such as dibutyltin dilaurate and dibutyltin diacetate Is mentioned.
本発明では、カバー層用樹脂組成物の樹脂成分として、熱可塑性ポリウレタンを使用することも好ましく、さらに熱可塑性ポリウレタンエラストマーがより好ましい。熱可塑性ポリウレタンエラストマーは、いわゆるゴム弾性を示すポリウレタンであり、熱可塑性ポリウレタンエラストマーを採用することにより、反発性の高いカバー層が得られる。前記熱可塑性ポリウレタンエラストマーは、例えば、射出成形や圧縮成形などによりカバー層を成形できるものであれば特に限定されず、BASFポリウレタンエラストマーズ(株)から市販されている「エラストランXNY90A」、「エラストランXNY97A」、「エラストランXNY585」などを使用できる。 In this invention, it is also preferable to use a thermoplastic polyurethane as a resin component of the resin composition for cover layers, and also a thermoplastic polyurethane elastomer is more preferable. The thermoplastic polyurethane elastomer is a polyurethane exhibiting so-called rubber elasticity, and a cover layer having high resilience can be obtained by employing the thermoplastic polyurethane elastomer. The thermoplastic polyurethane elastomer is not particularly limited as long as it can form a cover layer by, for example, injection molding or compression molding. “Elastolan XNY90A”, “D” commercially available from BASF Polyurethane Elastomers Co., Ltd. "Lastlan XNY97A", "Elastollan XNY585", etc. can be used.
前記熱可塑性ポリウレタンおよび熱可塑性ポリウレタンエラストマーとしては、特に限定されるものではないが、例えば、ポリイソシアネート成分と高分子量ポリオール成分を構成成分とするもの;ポリイソシアネート成分と高分子量ポリオール成分と低分子量ポリオール成分を構成成分とするもの;ポリイソシアネート成分と高分子量ポリオール成分と低分子量ポリオール成分とポリアミン成分を構成成分とするもの;ポリイソシアネート成分と高分子量ポリオール成分とポリアミン成分を構成成分とするものなどを挙げることができる。 The thermoplastic polyurethane and the thermoplastic polyurethane elastomer are not particularly limited, but include, for example, a polyisocyanate component and a high molecular weight polyol component as constituent components; a polyisocyanate component, a high molecular weight polyol component, and a low molecular weight polyol. Containing components as components; Polyisocyanate components, high molecular weight polyol components, low molecular weight polyol components and polyamine components as components; Polyisocyanate components, high molecular weight polyol components and polyamine components as components Can be mentioned.
また本発明では、カバー層用樹脂組成物の樹脂成分として、熱硬化性ポリウレタンを使用することも好ましい。熱硬化性ポリウレタンは、3次元架橋点を多く生成させることができるので、耐久性に優れたカバー層が得られる。前記熱硬化性ポリウレタンとしては、例えば、イソシアネート基末端ウレタンプレポリマーをポリアミン、ポリオール等の硬化剤で硬化させるタイプがある。また、ヒドロキシル基またはアミノ基末端ウレタンプレポリマーをポリイソシアネートなどの硬化剤で硬化させるタイプを挙げることができる。硬化剤として使用するポリアミン、ポリオール、及び、ポリイソシアネートは、上述したものの中から適宜選択することができる。 Moreover, in this invention, it is also preferable to use a thermosetting polyurethane as a resin component of the resin composition for cover layers. Since thermosetting polyurethane can generate many three-dimensional crosslinking points, a cover layer having excellent durability can be obtained. Examples of the thermosetting polyurethane include a type in which an isocyanate group-terminated urethane prepolymer is cured with a curing agent such as polyamine or polyol. Moreover, the type which hardens a hydroxyl group or an amino-group terminal urethane prepolymer with hardening | curing agents, such as polyisocyanate, can be mentioned. The polyamine, polyol, and polyisocyanate used as the curing agent can be appropriately selected from those described above.
これらの中でも、熱硬化性ポリウレタンとしては、イソシアネート基末端ウレタンプレポリマーをポリアミンで硬化させて得られるものが好ましい。この場合、ウレタンプレポリマーのイソシアネート基に対する硬化剤のアミノ基のモル比率(NH2/NCO)は、0.70以上、より好ましくは0.80以上、さらに好ましくは0.85以上とし、1.20以下、より好ましくは1.05以下、更に好ましくは1.00以下とすることが望ましい。0.70未満ではポリアミンに対するイソシアネート基末端ウレタンプレポリマーの量が過剰となり、アロファネート架橋やビュレット架橋の生成反応が起こりやすくなり、最終的に得られるポリウレタンの柔軟性が不足気味になるからである。一方、1.20超では、イソシアネート基が不足するため、アロファネートやビュレット架橋反応が起こりにくくなり、その結果、3次元架橋点が少なくなりすぎて、最終的に得られる熱硬化性ポリウレタンの強度が低下する傾向がある。 Among these, as the thermosetting polyurethane, those obtained by curing an isocyanate group-terminated urethane prepolymer with a polyamine are preferable. In this case, the molar ratio (NH 2 / NCO) of the curing agent amino group to the isocyanate group of the urethane prepolymer is 0.70 or more, more preferably 0.80 or more, and further preferably 0.85 or more. It is desirable that it is 20 or less, more preferably 1.05 or less, and still more preferably 1.00 or less. If it is less than 0.70, the amount of the isocyanate group-terminated urethane prepolymer with respect to the polyamine becomes excessive, and the formation reaction of allophanate crosslinking and burette crosslinking is likely to occur, and the flexibility of the finally obtained polyurethane becomes insufficient. On the other hand, if it exceeds 1.20, the isocyanate group is insufficient, so that allophanate and burette cross-linking reactions are difficult to occur. As a result, the number of three-dimensional cross-linking points becomes too small, and the thermosetting polyurethane finally obtained has a high strength. There is a tendency to decrease.
本発明におけるカバー層用樹脂組成物の樹脂成分は、上記熱可塑性ポリウレタンあるいは上記アイオノマー樹脂等の基材樹脂に加えて、さらに熱可塑性エラストマーやジエン系ブロック共重合体等を使用することも好ましい。前記熱可塑性エラストマーの具体例としては、東レ(株)から商品名「ペバックス」で市販されている(例えば、「ペバックス2533」)熱可塑性ポリアミドエラストマー、東レ・デュポン(株)から商品名「ハイトレル」で市販されている(例えば、「ハイトレル3548」、「ハイトレル4047」)熱可塑性ポリエステルエラストマー、BASFポリウレタンエラストマーズ社から商品名「エラストラン」で市販されている(例えば、「エラストランET880」)熱可塑性ポリウレタンエラストマー、三菱化学(株)から商品名「ラバロン」で市販されている(例えば「ラバロンSR04」、「ラバロンT3339C」)熱可塑性スチレン系エラストマー等が挙げられる。 As the resin component of the resin composition for a cover layer in the present invention, it is also preferable to use a thermoplastic elastomer, a diene block copolymer or the like in addition to the base resin such as the thermoplastic polyurethane or the ionomer resin. Specific examples of the thermoplastic elastomer are thermoplastic polyamide elastomers commercially available from Toray Industries, Inc. under the trade name “Pebacs” (for example, “Pebax 2533”), and trade names “Hytrel” from Toray DuPont. (E.g. "Hytrel 3548", "Hytrel 4047") thermoplastic polyester elastomer, commercially available under the trade name "Elastollan" from BASF Polyurethane Elastomers (e.g. "Elastollan ET880") Examples thereof include a thermoplastic polyurethane elastomer and a thermoplastic styrene elastomer commercially available from Mitsubishi Chemical Corporation under the trade name “Lavalon” (for example, “Lavalon SR04” and “Lavalon T3339C”).
前記ジエン系ブロック共重合体は、ブロック共重合体または部分水素添加ブロック共重合体の共役ジエン化合物に由来する二重結合を有するものである。その基体となるブロック共重合体とは、少なくとも1種のビニル芳香族化合物を主体とする重合体ブロックAと少なくとも1種の共役ジエン化合物を主体とする重合体ブロックBとから成るブロック共重合体である。また、部分水素添加ブロック共重合体とは、上記ブロック共重合体を水素添加して得られるものである。ブロック共重合体を構成するビニル芳香族化合物としては、例えば、スチレン、α−メチルスチレン、ビニルトルエン、p−t−ブチルスチレン、1,1−ジフェニルスチレン等の中から1種または2種以上を選択することができ、スチレンが好ましい。また、共役ジエン化合物としては、例えば、ブタジエン、イソプレン、1,3−ペンタジエン、2,3−ジメチル−1,3−ブタジエン等の中から1種または2種以上を選択することができ、ブタジエン、イソプレンおよびこれらの組み合わせが好ましい。好ましいジエン系ブロック共重合体の例としては、エポキシ基を含有するポリブタジエンブロックを有するSBS(スチレン−ブタジエン−スチレン)構造のブロック共重合体、または、エポキシ基を有するSIS(スチレン−イソプレン−スチレン)構造のブロック共重合体などが挙げられる。 The diene block copolymer has a double bond derived from a conjugated diene compound of a block copolymer or a partially hydrogenated block copolymer. The block copolymer as the substrate is a block copolymer comprising a polymer block A mainly composed of at least one vinyl aromatic compound and a polymer block B mainly composed of at least one conjugated diene compound. It is. The partially hydrogenated block copolymer is obtained by hydrogenating the block copolymer. Examples of the vinyl aromatic compound constituting the block copolymer include one or more of styrene, α-methylstyrene, vinyltoluene, pt-butylstyrene, 1,1-diphenylstyrene, and the like. Styrene is preferred. Moreover, as a conjugated diene compound, 1 type (s) or 2 or more types can be selected from butadiene, isoprene, 1,3-pentadiene, 2,3-dimethyl-1,3-butadiene, and the like. Isoprene and combinations thereof are preferred. Examples of a preferred diene block copolymer include a block copolymer having an SBS (styrene-butadiene-styrene) structure having a polybutadiene block containing an epoxy group, or a SIS (styrene-isoprene-styrene) having an epoxy group. Examples thereof include a block copolymer having a structure.
上記ジエン系ブロック共重合体の具体例としては、例えば、ダイセル化学工業(株)製の「エポフレンドA1010」、(株)クラレ製の「セプトンHG−252」などを挙げることができる。上記熱可塑性エラストマーやジエン系ブロック共重合体の配合量は、基材樹脂100質量部に対して、1〜60質量部であることが好ましく、より好ましくは1〜35質量部である。 Specific examples of the diene block copolymer include “Epofriend A1010” manufactured by Daicel Chemical Industries, Ltd. and “Septon HG-252” manufactured by Kuraray Co., Ltd. The amount of the thermoplastic elastomer or diene block copolymer is preferably 1 to 60 parts by mass, more preferably 1 to 35 parts by mass with respect to 100 parts by mass of the base resin.
本発明のカバー層用樹脂組成物は、上述した樹脂成分および層状珪酸塩のほか、酸化亜鉛、酸化チタン、青色顔料などの顔料成分、炭酸カルシウムや硫酸バリウムなどの比重調整剤、分散剤、老化防止剤、紫外線吸収剤、光安定剤、蛍光材料または蛍光増白剤などを、カバー層の性能を損なわない範囲で含有してもよい。 The resin composition for a cover layer of the present invention includes the above-described resin component and layered silicate, pigment components such as zinc oxide, titanium oxide and blue pigment, specific gravity adjusting agents such as calcium carbonate and barium sulfate, dispersants, and aging. An inhibitor, an ultraviolet absorber, a light stabilizer, a fluorescent material, a fluorescent whitening agent, or the like may be contained as long as the performance of the cover layer is not impaired.
本発明のゴルフボールの構造は、コアと該コアを取り巻く外層部を有するものであれば特に限定されず、(単層)コアと該コアを被覆するカバー層とを有するツーピースゴルフボール、センター(コア)と該センターを被覆する少なくとも1層の中間層と該中間層を被覆するカバー層とを有するマルチピースゴルフボール、或いは、糸巻きコアと該糸巻きコアを被覆するカバー層とを有する糸巻きゴルフボールの態様を挙げることができる。これらの中でも、ツーピースゴルフボールおよびマルチピースゴルフボールが好ましい。 The structure of the golf ball of the present invention is not particularly limited as long as it has a core and an outer layer surrounding the core. A two-piece golf ball having a (single layer) core and a cover layer covering the core, Core), a multi-piece golf ball having at least one intermediate layer covering the center and a cover layer covering the intermediate layer, or a thread wound golf ball having a thread core and a cover layer covering the thread core Can be mentioned. Among these, a two-piece golf ball and a multi-piece golf ball are preferable.
以下、前記カバー層を有するゴルフボールを製造する方法について、ツーピースゴルフボールに基づいて説明するが、本発明は、かかる製造方法に限定されるものではない。ツーピースゴルフボールのコアとしては、従来から公知のコアを使用することができ、例えば、基材ゴム、共架橋剤、有機過酸化物、充填剤を含むコア用ゴム組成物を加熱プレスして成形したものであることが好ましい。 Hereinafter, although the method of manufacturing the golf ball having the cover layer will be described based on the two-piece golf ball, the present invention is not limited to such a manufacturing method. As a core of a two-piece golf ball, a conventionally known core can be used. For example, a rubber composition for a core containing a base rubber, a co-crosslinking agent, an organic peroxide, and a filler is heated and pressed. It is preferable that
前記基材ゴムとしては、天然ゴムおよび/または合成ゴムを使用することができ、例えば、ポリブタジエンゴム、天然ゴム、ポリイソプレンゴム、スチレンポリブタジエンゴム、エチレン−プロピレン−ジエンゴム(EPDM)などを使用できる。これらの中でも、特に、反発に有利なシス結合が40%以上、好ましくは70%以上、より好ましくは90%以上のハイシスポリブタジエンを用いることが好ましい。 As the base rubber, natural rubber and / or synthetic rubber can be used. For example, polybutadiene rubber, natural rubber, polyisoprene rubber, styrene polybutadiene rubber, ethylene-propylene-diene rubber (EPDM) and the like can be used. Among these, it is particularly preferable to use a high-cis polybutadiene having a cis bond advantageous for repulsion of 40% or more, preferably 70% or more, more preferably 90% or more.
前記共架橋剤としては、炭素数が3〜8個のα,β−不飽和カルボン酸又はその金属塩を使用することができ、例えば、アクリル酸、メタクリル酸、又は、これらの金属塩を挙げることができる。前記金属塩を構成する金属としては、亜鉛、マグネシウム、カルシウム、アルミニウム、ナトリウムを挙げることができ、反発性が高くなるということから、亜鉛を使用することが好ましい。共架橋剤の使用量は、基材ゴム100質量部に対して、10質量部以上、より好ましくは20質量部以上であって、50質量部以下、より好ましくは40質量部以下であることが望ましい。共架橋剤の使用量が10質量部未満では、適当な硬さとするために有機過酸化物の量を増加しなければならず、反発性が低下する傾向がある。一方、共架橋剤の使用量が50質量部を超えると、コアが硬くなりすぎて、打球感が低下する虞がある。 As the co-crosslinking agent, an α, β-unsaturated carboxylic acid having 3 to 8 carbon atoms or a metal salt thereof can be used, and examples thereof include acrylic acid, methacrylic acid, and metal salts thereof. be able to. Examples of the metal constituting the metal salt include zinc, magnesium, calcium, aluminum, and sodium, and zinc is preferably used because resilience increases. The amount of the co-crosslinking agent used is 10 parts by mass or more, more preferably 20 parts by mass or more, and 50 parts by mass or less, more preferably 40 parts by mass or less with respect to 100 parts by mass of the base rubber. desirable. When the amount of the co-crosslinking agent used is less than 10 parts by mass, the amount of the organic peroxide must be increased in order to obtain an appropriate hardness, and the resilience tends to decrease. On the other hand, when the usage-amount of a co-crosslinking agent exceeds 50 mass parts, a core may become hard too much and there exists a possibility that a shot feeling may fall.
コア用ゴム組成物に含有される有機過酸化物としては、例えば、ジクミルパーオキサイド、1,1−ビス(t−ブチルパーオキシ)−3,5−トリメチルシクロヘキサン、2,5−ジメチル−2,5−ジ(t―ブチルパーオキシ)ヘキサン、ジ−t−ブチルパーオキサイド等の有機過酸化物が挙げられ、これらのうちジクミルパーオキサイドが好ましく用いられる。有機過酸化物の配合量は、基材ゴム100質量部に対して、0.2〜3質量部が好ましく、より好ましくは0.3〜2質量部である。0.2質量部未満では、コアが柔らかくなりすぎて、反発性が低下する傾向があり、3質量部を超えると、適切な硬さにするために、共架橋剤の使用量を増加する必要があり、反発性が不足気味になる。 Examples of the organic peroxide contained in the core rubber composition include dicumyl peroxide, 1,1-bis (t-butylperoxy) -3,5-trimethylcyclohexane, and 2,5-dimethyl-2. , 5-di (t-butylperoxy) hexane, di-t-butyl peroxide and the like, and dicumyl peroxide is preferably used. 0.2-3 mass parts is preferable with respect to 100 mass parts of base rubbers, and, as for the compounding quantity of an organic peroxide, More preferably, it is 0.3-2 mass parts. If it is less than 0.2 parts by mass, the core tends to be too soft and the resilience tends to decrease. If it exceeds 3 parts by mass, it is necessary to increase the amount of co-crosslinking agent used in order to obtain an appropriate hardness. There is a lack of resilience.
コア用ゴム組成物に含有される充填剤としては、酸化亜鉛、硫酸バリウム、炭酸カルシウム、酸化マグネシウム、タングステン粉末、モリブデン粉末などの無機充填剤を挙げることができる。前記充填剤の配合量は、基材ゴム100質量部に対して、2質量部以上、より好ましくは3質量部以上であって、50質量部以下、より好ましくは35質量部以下であることが望ましい。充填剤の配合量が2質量部未満では、重量調整が難しくなり、50質量部を超えるとゴム成分の重量分率が小さくなり反発性が低下する傾向があるからである。 Examples of the filler contained in the core rubber composition include inorganic fillers such as zinc oxide, barium sulfate, calcium carbonate, magnesium oxide, tungsten powder, and molybdenum powder. The blending amount of the filler is 2 parts by mass or more, more preferably 3 parts by mass or more, and 50 parts by mass or less, more preferably 35 parts by mass or less with respect to 100 parts by mass of the base rubber. desirable. If the blending amount of the filler is less than 2 parts by mass, it is difficult to adjust the weight, and if it exceeds 50 parts by mass, the weight fraction of the rubber component tends to decrease and the resilience tends to decrease.
前記コア用ゴム組成物には、基材ゴム、共架橋剤、有機過酸化物、及び、充填剤に加えて、さらに、有機硫黄化合物、老化防止剤、又は、しゃく解剤等を適宜配合することができる。老化防止剤の配合量は、基材ゴム100質量部に対して、0.1質量部以上、1質量部以下であることが好ましい。また、しゃく解剤は、基材ゴム100質量部に対して、0.1質量部以上、5質量部以下であることが好ましい。 In addition to the base rubber, co-crosslinking agent, organic peroxide, and filler, the core rubber composition further contains an organic sulfur compound, an antioxidant, a peptizer, or the like as appropriate. be able to. The blending amount of the anti-aging agent is preferably 0.1 parts by mass or more and 1 part by mass or less with respect to 100 parts by mass of the base rubber. Moreover, it is preferable that a peptizer is 0.1 to 5 mass parts with respect to 100 mass parts of base rubber.
前記コア用ゴム組成物の加熱プレス成形条件は、ゴム組成に応じて適宜設定すればよいが、通常、130〜200℃で10〜60分間加熱するか、あるいは130〜150℃で20〜40分間加熱した後、160〜180℃で5〜15分間と2段階加熱することが好ましい。 The hot-press molding conditions for the core rubber composition may be appropriately set according to the rubber composition, but are usually heated at 130 to 200 ° C. for 10 to 60 minutes, or at 130 to 150 ° C. for 20 to 40 minutes. After heating, it is preferable to perform two-step heating at 160 to 180 ° C. for 5 to 15 minutes.
本発明では、上記の如く成形したコアに、上述したカバー層を被覆して、ゴルフボール本体を作製する。カバー層用樹脂組成物の樹脂成分としてアイオノマー樹脂を使用する場合には、例えば、得られたコアを半球状の金型に保持させた状態で、この金型内にカバー層用樹脂組成物を注入し、次に金型を反転させて、カバー層用樹脂組成物を注入した別の半球状の金型と合わせて硬化反応を行なって、カバー層を成形すればよい。前記アイオノマー樹脂を含有するカバー層用樹脂組成物の硬化反応は、30℃〜120℃、好ましくは50℃〜80℃で、2〜60分間、好ましくは5〜30分間行うことが望ましい。 In the present invention, the core formed as described above is covered with the cover layer described above to produce a golf ball body. When using an ionomer resin as the resin component of the cover layer resin composition, for example, with the obtained core held in a hemispherical mold, the cover layer resin composition is placed in the mold. The cover layer may be formed by injecting, then inverting the mold, and performing a curing reaction with another hemispherical mold into which the resin composition for the cover layer has been injected. The curing reaction of the resin composition for a cover layer containing the ionomer resin is desirably performed at 30 ° C. to 120 ° C., preferably 50 ° C. to 80 ° C., for 2 to 60 minutes, preferably 5 to 30 minutes.
また、カバー層用樹脂組成物の樹脂成分として、熱可塑性ポリウレタン、アイオノマー樹脂、熱可塑性エラストマーなどを使用する場合には、例えば、カバー層用樹脂組成物を予め半球殻状のハーフシェルに形成し、これを2枚用いてコアを包み、110〜170℃で1〜10分間加圧成形する方法;カバー層用樹脂組成物をコアを被覆するように射出成形する方法などが適用される。上記のような方法により成形されたカバー層の樹脂マトリックス中に層状珪酸塩が含有される。 When a thermoplastic polyurethane, ionomer resin, thermoplastic elastomer or the like is used as the resin component of the cover layer resin composition, for example, the cover layer resin composition is previously formed into a hemispherical half shell. A method of wrapping the core using two of these and pressure molding at 110 to 170 ° C. for 1 to 10 minutes; a method of injection molding the cover layer resin composition so as to cover the core, and the like are applied. Layered silicate is contained in the resin matrix of the cover layer formed by the above method.
本発明のゴルフボールのカバー層の厚みは、特に限定されないが、0.3〜2.5mmとすることが好ましく、より好ましくは0.3〜2.0mm、さらに好ましくは0.5〜0.9mmとする。また、カバー層を被覆してゴルフボール本体を作製する際には、通常、表面にディンプルと呼ばれるくぼみが形成される。さらに、ゴルフボール本体表面は、サンドブラスト処理のような研磨処理がなされてもよい。本発明のゴルフボールは、美観および商品価値を高めるために、通常ペイント仕上げ、マーキングスタンプ等を施すことも好ましい。 The thickness of the cover layer of the golf ball of the present invention is not particularly limited, but is preferably 0.3 to 2.5 mm, more preferably 0.3 to 2.0 mm, and still more preferably 0.5 to 0.00. 9 mm. Further, when a golf ball body is manufactured by covering a cover layer, a depression called dimple is usually formed on the surface. Further, the surface of the golf ball body may be subjected to a polishing process such as a sand blast process. The golf ball of the present invention is also preferably subjected to normal paint finish, marking stamp, etc. in order to enhance aesthetics and commercial value.
上記製法では、ツーピースゴルフボールの態様に基づいて説明したが、例えば、糸巻きゴルフボールの場合には、糸巻きコアを使用すればよく、スリーピース以上のマルチピースゴルフボールの場合には、コアとカバー層との間に少なくとも1層以上の中間層を設けることができる。 In the above-described manufacturing method, the description has been made based on the mode of the two-piece golf ball. For example, in the case of a thread-wound golf ball, a thread-wound core may be used. At least one or more intermediate layers can be provided between the two.
前記糸巻きコアは、センターとそのセンターの周囲に糸ゴムを延伸状態で巻き付けることによって形成した糸ゴム層とから成り、従来より公知のものを使用することができる。センターとしては液系(リキッドセンター)またはゴム系(ソリッドセンター)のいずれを用いてもよい。また、上記センター上に巻き付ける糸ゴムは、糸巻きゴルフボールの糸巻き層に従来から使用されているものと同様のものを使用することができ、例えば、天然ゴムまたは天然ゴムと合成ポリイソプレンに硫黄、加硫助剤、加硫促進剤、老化防止剤等を配合したゴム組成物を加硫することによって得られたものを用いてもよい。糸ゴムはセンター上に約10倍に引き伸ばして巻きつけて糸巻きコアを作製する。 The thread winding core includes a center and a thread rubber layer formed by winding a thread rubber around the center in a stretched state, and a conventionally known one can be used. As the center, either a liquid system (liquid center) or a rubber system (solid center) may be used. The thread rubber wound around the center can be the same as that conventionally used for the thread wound layer of a thread wound golf ball, for example, natural rubber or natural rubber and synthetic polyisoprene with sulfur, You may use what was obtained by vulcanizing | curing the rubber composition which mix | blended the vulcanization | cure adjuvant, the vulcanization accelerator, anti-aging agent, etc. The thread rubber is stretched about 10 times on the center and wound to form a thread wound core.
また、スリーピース以上のマルチピースゴルフボールの外層部を構成する中間層としては、カバー層に含有される樹脂成分と同一の樹脂成分を使用することができ、例えば、熱可塑性ポリウレタン、アイオノマー樹脂、熱可塑性ポリアミドエラストマー、熱可塑性ポリエステルエラストマー、熱可塑性ポリウレタンエラストマー等の熱可塑性エラストマーやジエン系ブロック共重合体等を使用することができる。前記中間層には、さらに、本発明の層状珪酸塩を含有する樹脂組成物を用いることが好ましい。 Further, as the intermediate layer constituting the outer layer portion of the multi-piece golf ball of three or more pieces, the same resin component as the resin component contained in the cover layer can be used, for example, thermoplastic polyurethane, ionomer resin, heat Thermoplastic elastomers such as plastic polyamide elastomers, thermoplastic polyester elastomers, thermoplastic polyurethane elastomers, diene block copolymers, and the like can be used. For the intermediate layer, it is further preferable to use a resin composition containing the layered silicate of the present invention.
中間層を形成する方法としては、特に限定されないが、例えば、中間層形成用材料を予め半球殻状のハーフシェルに形成し、それを2枚用いてソリッドセンターを包み、加圧成形する方法、または、前記中間層用材料を直接ソリッドセンターの上に射出成形してソリッドセンターを包み込む方法などを採用できる。 The method for forming the intermediate layer is not particularly limited. For example, the intermediate layer forming material is previously formed into a hemispherical half-shell, and the two are used to wrap the solid center and press-mold, Alternatively, a method of wrapping the solid center by injection molding the intermediate layer material directly on the solid center can be adopted.
以下、本発明を実施例によって詳細に説明するが、本発明は、下記実施例によって限定されるものではなく、本発明の趣旨を逸脱しない範囲の変更、実施の態様は、いずれも本発明の範囲内に含まれる。なお、実施例中の各組成の使用量は、質量部を意味する。 Hereinafter, the present invention will be described in detail by way of examples. However, the present invention is not limited to the following examples, and all modifications and embodiments without departing from the gist of the present invention are not limited thereto. Included in range. In addition, the usage-amount of each composition in an Example means a mass part.
[硬度]
各樹脂組成物から作製した厚さ2mmの熱プレス成形シートを23℃で2週間保存後、スプリング方式硬度計ショアD型を用い、ASTM−D2240に準拠して高分子計器(株)製自動ゴム硬度計LA1型にて、3枚以上重ねて測定した。
[hardness]
A 2 mm thick hot press-molded sheet made from each resin composition is stored at 23 ° C. for 2 weeks, and a spring type hardness tester Shore D type is used, and an automatic rubber manufactured by Kobunshi Keiki Co., Ltd. according to ASTM-D2240. Three or more sheets were measured with a hardness meter LA1 type.
[弾性率]
測定装置として、UBM社製の動的粘弾性スペクトロメータRheogel−E4000を使用した。各樹脂組成物から作製した幅4mm、長さ30mm、厚み0.5mmの試料片を用いた。測定は、変形部位の長さを20mmとし、初期荷重50g、振幅0.025%、周波数10Hzで、−100〜100℃までの温度分布測定(昇温速度2℃/min)を行い、−50℃における貯蔵弾性率(E’)を読み取り、引張方向の弾性率とした。
[Elastic modulus]
As a measuring device, a dynamic viscoelastic spectrometer Rheogel-E4000 manufactured by UBM was used. A sample piece having a width of 4 mm, a length of 30 mm, and a thickness of 0.5 mm prepared from each resin composition was used. The measurement is performed with a deformation site length of 20 mm, an initial load of 50 g, an amplitude of 0.025%, a frequency of 10 Hz, and a temperature distribution measurement from −100 to 100 ° C. (temperature increase rate of 2 ° C./min). The storage elastic modulus (E ′) at ° C. was read and used as the elastic modulus in the tensile direction.
上記測定装置を用い、上記とは別に幅4mm、長さ4mm、厚み0.5mmの試料片を作製し、厚み方向に初期荷重600g、振幅0.5%、周波数10Hzで、−100〜100℃までの温度分布測定(昇温速度2℃/min)を行い、−50℃における貯蔵弾性率(E’)を読み取り、圧縮方向の弾性率とした。 Separately from the above, a sample piece having a width of 4 mm, a length of 4 mm , and a thickness of 0.5 mm was prepared using the measurement apparatus, and an initial load in the thickness direction was 600 g, an amplitude of 0.5%, and a frequency of 10 Hz. The temperature distribution was measured up to 0 ° C. (temperature increase rate 2 ° C./min), the storage elastic modulus (E ′) at −50 ° C. was read, and the elastic modulus in the compression direction was taken.
補強材の有無の違いによる圧縮方向の弾性率と引張方向の弾性率の比[(α1/β1)/(α0/β0)]は、同一の樹脂組成のみからなる樹脂組成物との対比により求めた。 The ratio [(α 1 / β 1 ) / (α 0 / β 0 )] of the elastic modulus in the compression direction and the elastic modulus in the tensile direction depending on the presence or absence of the reinforcing material is the same as that of the resin composition consisting of the same resin composition. It was calculated | required by contrast.
[飛行性能]
(1)打ち出し角度
ツルーテンパー社製のスイングロボットにメタルヘッド製のW#1ドライバーを取り付け、ヘッドスピード45m/secとして打撃し、打ち出し直後の打ち出し角度を測定した。測定は5回行って、平均を求めた。
[Flight performance]
(1) Launch angle A W # 1 driver made of metal head was attached to a swing robot made by True Temper, and the head was shot at a head speed of 45 m / sec, and the launch angle immediately after launch was measured. The measurement was performed 5 times and the average was obtained.
(2)スピン量
ツルーテンパー社製のスイングロボットにメタルヘッド製のW#1ドライバーを取り付け、ヘッドスピード45m/secとして打撃し、打ち出し直後のバックスピン量を測定した。測定は5回行って、平均を求めた。
(2) Spin amount A W # 1 driver made of metal head was attached to a swing robot made by True Temper, and the head was hit at a head speed of 45 m / sec, and the back spin amount immediately after launch was measured. The measurement was performed 5 times and the average was obtained.
(3)飛距離
ツルーテンパー社製のスイングロボットにメタルヘッド製のW#1ドライバーを取り付け、ヘッドスピード45m/secとして打撃し、飛距離(m)を測定した。測定は5回行って、平均を求めた。
(3) Flying distance A W # 1 driver made of metal head was attached to a swing robot made by True Temper, and the head was hit at a head speed of 45 m / sec, and the flying distance (m) was measured. The measurement was performed 5 times and the average was obtained.
[耐久性]
市販のメタルヘッド製#1ドライバーをスイングロボットマシンに取付け、ヘッドスピード45m/秒に設定して各ボールを打撃し、ゴルフボールが壊れるまでの打撃回数を測定し、ボールNo.hを基準に指数評価した。指数が高いほど、ボールが壊れにくいことを示す。
[durability]
A commercially available metal head # 1 driver was attached to the swing robot machine, each head was hit at a head speed of 45 m / second, and the number of hits until the golf ball was broken was measured. The index was evaluated based on h. A higher index indicates that the ball is less likely to break.
[ゴルフボールの作製]
(1)コアの作製
表1に示す配合のコア用ゴム組成物を混練し、半球状キャビティを有する上下金型内で170℃で15分間加熱プレスすることにより球状コアを得た。
[Production of golf balls]
(1) Preparation of core The rubber composition for cores shown in Table 1 was kneaded and heated and pressed at 170 ° C. for 15 minutes in an upper and lower mold having hemispherical cavities to obtain spherical cores.
ポリブタジエンゴム:JSR製のBR18(シス含量96%以上)
アクリル酸亜鉛:日本蒸留社製のZNDA−90S
酸化亜鉛:東邦亜鉛製の銀嶺R
ジフェニルジスルフィド:住友精化製
ジクミルパーオキサイド:日本油脂製のパークミルD
Polybutadiene rubber: BR18 manufactured by JSR (cis content 96% or more)
Zinc acrylate: ZNDA-90S manufactured by Nippon Distillation Co., Ltd.
Zinc Oxide: Toho Zinc Gin R
Diphenyl disulfide: Sumitomo Seika dicumyl peroxide: Nippon Oil & Fats Park Mill D
(2)外層部用樹脂組成物の作製(ハーフシェルの作製)
表2及び表3に示した各材料を、二軸混練型押出機を用いて混練してペレットを作製した。押出条件は、スクリュー径45mm、スクリュー回転数200rpm、スクリューL/D=35とし、配合物は、押出機のダイの位置で230℃にて加熱した。得られたペレットを用いて、カバー層用樹脂組成物からなる厚み0.9mmのハーフシェルを作製した。
(2) Production of resin composition for outer layer part (production of half shell)
Each material shown in Table 2 and Table 3 was kneaded using a twin-screw kneading type extruder to produce pellets. The extrusion conditions were a screw diameter of 45 mm, a screw rotation speed of 200 rpm, and a screw L / D = 35, and the blend was heated at 230 ° C. at the die position of the extruder. Using the obtained pellets, a half shell having a thickness of 0.9 mm made of the resin composition for the cover layer was produced.
(3)外層部の作製
得られた各樹脂組成物からなるハーフシェル2枚を貼りあわせて、前述のようにして得たコア上に120〜130℃で加熱加圧成形を行い、プレス成形を行ってカバー層を形成した後、ペイントを施して、厚み0.8mmのカバー層を有するツーピースゴルフボールを作製した。
(3) Production of outer layer part Two half shells made of each resin composition obtained were bonded together, and heat-press molding was performed at 120 to 130 ° C. on the core obtained as described above. After the formation of the cover layer, paint was applied to produce a two-piece golf ball having a cover layer with a thickness of 0.8 mm.
ハイミラン1605:三井・デュポンポリケミカル社製アイオノマー
ハイミラン1706:三井・デュポンポリケミカル社製アイオノマー
ラバロンT3339C:三菱化学社製熱可塑性スチレンエラストマー
エラストランXKP016:BASFジャパン社製熱可塑性ポリウレタンエラストマー
エラストランXNY585:BSAFジャパン社製熱可塑性ポリウレタンエラストマー
エラストランXHM76D:BSAFジャパン社製熱可塑性ポリウレタンエラストマー
Dellite67G:Laviosa社製ベントナイトクレー
Dellite43B:Laviosa社製ベントナイトクレー
DelliteHPS:Laviosa社製ベントナイトクレー
ホウ酸アルミニウムウィスカ:四国化成工業(株)製アルボレックスYS3A(アミノシラン表面処理タイプの繊維状補強材、繊維長さ:20μm、繊維径:1.0μm)
M1030D:ユニチカ社製ナノコンポジット(カチオン処理なし層状珪酸塩)
High Milan 1605: Ionomer made by Mitsui-DuPont Polychemical High Miran 1706: Ionomer Lavalon T3339C made by Mitsui-Dupont Polychemical Co., Ltd .: Thermoplastic styrene elastomer elastollan XKP016 made by Mitsubishi Chemical Co., Ltd. BSAF Japan Thermoplastic Polyurethane Elastomer Elastollan XHM76D: BSAF Japan Thermoplastic Polyurethane Elastomer Delite 67G: Labiosa Bentonite Clay Dellite 43B: Labiosa Bentonite Clay Dellite HPS: Labiosa Bentonite Clay Aluminum Borate Whisker: Shikoku Chemical Industries Alborex YS3A (Co., Ltd.) Minoshiran surface processing type of fibrous reinforcing material, fiber length: 20 [mu] m, fiber diameter: 1.0 .mu.m)
M1030D: Nanocomposite manufactured by Unitika (layered silicate without cation treatment)
上記表2及び表3から明らかなように、本発明の樹脂組成物No.1〜9は、いずれも高硬度であり、弾性率も樹脂単独の組成物の場合のそれよりも高くなっている。また、圧縮方向と引張方向の弾性率のバランスを比較すると、樹脂単独のそれより引張方向での増加量が大きく、前記バランスの比が1.1を超え、異方性の高いカバー層が得られることが分かる。特に、4級アンモニウム塩でカチオン処理された層状珪酸塩を用いた樹脂組成物では、前記比が1.2を超え、異方性の高いカバー層が得られることが分かる。 As is clear from Tables 2 and 3 above, the resin composition No. As for 1-9, all are high hardness and the elasticity modulus is also higher than that in the case of the composition of resin alone. In addition, when the balance between the elastic modulus in the compression direction and the tensile direction is compared, the increase in the tensile direction is larger than that of the resin alone, the ratio of the balance exceeds 1.1, and a highly anisotropic cover layer is obtained. You can see that In particular, it can be seen that in a resin composition using a layered silicate that has been cation-treated with a quaternary ammonium salt, the ratio exceeds 1.2 and a highly anisotropic cover layer is obtained.
これに対して、従来の補強材であるホウ酸アルミニウムウィスカを含有する樹脂組成物No.12及び13は、圧縮方向、引張方向いずれも弾性率が高くなっているが、樹脂単独の場合と比べ、圧縮方向と引張方向の弾性率のバランスはそれほど変わらず、等方的に弾性率が増加するにすぎないことが分かる。またNo.15及び19は、樹脂成分としてポリウレタンを用い、補強材も含有していない樹脂組成物であるため硬度が不十分となっている。 On the other hand, resin composition No. 1 containing aluminum borate whisker, which is a conventional reinforcing material. 12 and 13 have higher elastic modulus in both the compression direction and the tensile direction, but the balance of elastic modulus in the compression direction and the tensile direction is not much different from that of the resin alone, and the elastic modulus is isotropic. It can be seen that it only increases. No. Since 15 and 19 are resin compositions using polyurethane as a resin component and not containing a reinforcing material, the hardness is insufficient.
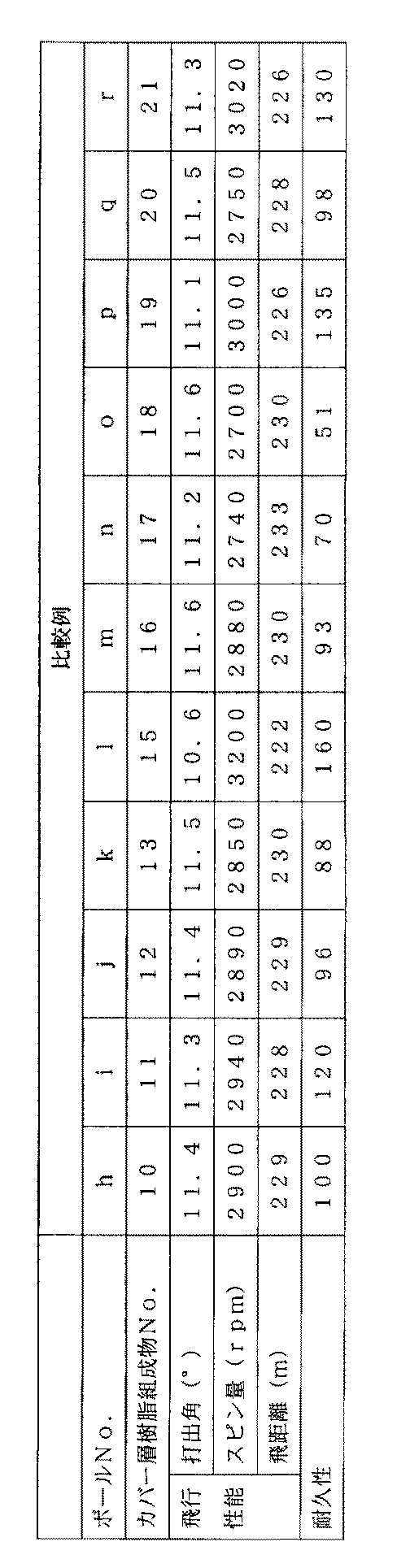
次に、上記の樹脂組成物を用いて作製したツーピースゴルフボールの評価を表4及び表5に示す。 Next, Table 4 and Table 5 show the evaluation of the two-piece golf ball produced using the above resin composition.
表4及び表5に示すように、ゴルフボールNo.a〜gは、ゴルフボールのカバー層がカチオン処理した層状珪酸塩を含有する樹脂組成物を用いた例であり、これらのゴルフボールは同一の樹脂のみを用いたカバー層を有するゴルフボールと比べ、打出角を高くでき、スピン量が低減され、飛距離が増大していることが分かる。また、その耐久性も、高硬度・高剛性のカバー層でありながら、樹脂単独の場合よりも改善されていることが分かる。従って、本発明により、飛距離と耐久性の両者を同時に満足できるボールが得られることが分かる。 As shown in Tables 4 and 5, the golf ball No. a to g are examples using a resin composition containing a layered silicate in which a cover layer of a golf ball is cation-treated, and these golf balls are compared with golf balls having a cover layer using only the same resin. It can be seen that the launch angle can be increased, the spin rate is reduced, and the flight distance is increased. In addition, it can be seen that the durability is improved as compared with the case of the resin alone, although the cover layer has high hardness and high rigidity. Therefore, it can be seen that the present invention can provide a ball that can satisfy both the flight distance and the durability at the same time.
Claims (5)
The golf ball according to claim 1, comprising an ionomer resin as a resin component of the resin matrix.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005198643A JP4440177B2 (en) | 2004-07-09 | 2005-07-07 | Golf ball |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004203930 | 2004-07-09 | ||
| JP2005198643A JP4440177B2 (en) | 2004-07-09 | 2005-07-07 | Golf ball |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006043448A JP2006043448A (en) | 2006-02-16 |
| JP4440177B2 true JP4440177B2 (en) | 2010-03-24 |
Family
ID=36022631
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005198643A Expired - Fee Related JP4440177B2 (en) | 2004-07-09 | 2005-07-07 | Golf ball |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4440177B2 (en) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005035878B3 (en) | 2005-07-30 | 2006-08-31 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Magnetically operatable valve has valve seat which is magnetized and along with walls of magnetic circuit whereby magnetic flux from wall proceeds over valve body and valve seat |
| JP4909397B2 (en) | 2009-10-29 | 2012-04-04 | Sriスポーツ株式会社 | Golf ball and golf ball manufacturing method |
| JP5031021B2 (en) * | 2009-12-28 | 2012-09-19 | ダンロップスポーツ株式会社 | Golf ball material and golf ball |
| JP6344900B2 (en) * | 2013-10-29 | 2018-06-20 | 住友ゴム工業株式会社 | Golf ball resin composition and golf ball using the same |
| JP6344899B2 (en) * | 2013-10-29 | 2018-06-20 | 住友ゴム工業株式会社 | Golf ball resin composition and golf ball using the same |
| JP6531467B2 (en) * | 2015-03-31 | 2019-06-19 | 住友ゴム工業株式会社 | Golf ball |
| JP6465756B2 (en) | 2015-06-12 | 2019-02-06 | 住友ゴム工業株式会社 | Golf ball resin composition and golf ball |
-
2005
- 2005-07-07 JP JP2005198643A patent/JP4440177B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006043448A (en) | 2006-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5139099B2 (en) | Golf ball | |
| JP4437614B2 (en) | Solid golf balls | |
| JP4417298B2 (en) | Golf ball | |
| JP5331544B2 (en) | Golf ball | |
| US7294069B2 (en) | Golf ball | |
| JP4455453B2 (en) | Golf ball | |
| JP4440177B2 (en) | Golf ball | |
| JP2008161691A (en) | Golf ball with improved feeling | |
| JP2003102871A (en) | Solid golf ball | |
| JP4455452B2 (en) | Golf ball | |
| JP2005027781A (en) | Golf ball | |
| JP4451109B2 (en) | Golf ball | |
| JP4927930B2 (en) | Golf ball material and golf ball using the same | |
| US7326749B2 (en) | Golf ball | |
| JP2006346015A (en) | Golf ball having polyurethane cover, and its manufacturing method | |
| US7264559B2 (en) | Golf ball | |
| US7390542B2 (en) | Golf ball | |
| JP4523925B2 (en) | Golf ball | |
| JP4637762B2 (en) | Golf ball | |
| JP4909397B2 (en) | Golf ball and golf ball manufacturing method | |
| JP2014110913A (en) | Multilayer golf ball | |
| JP5031021B2 (en) | Golf ball material and golf ball | |
| JP4398913B2 (en) | Golf ball | |
| JP4368338B2 (en) | Golf ball | |
| JP2007159996A (en) | Golf ball having urethane cover and method of manufacturing same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070424 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091020 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091022 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100105 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100106 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130115 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4440177 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130115 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140115 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |