JP4431441B2 - Injection molding method and injection molding apparatus - Google Patents
Injection molding method and injection molding apparatus Download PDFInfo
- Publication number
- JP4431441B2 JP4431441B2 JP2004157849A JP2004157849A JP4431441B2 JP 4431441 B2 JP4431441 B2 JP 4431441B2 JP 2004157849 A JP2004157849 A JP 2004157849A JP 2004157849 A JP2004157849 A JP 2004157849A JP 4431441 B2 JP4431441 B2 JP 4431441B2
- Authority
- JP
- Japan
- Prior art keywords
- cavity
- mold
- face
- coil
- injection molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
- B29C2045/7368—Heating or cooling of the mould combining a heating or cooling fluid and non-fluid means
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
本発明はウエルドラインを抑制する射出成形法及び射出成形装置に関する。 The present invention relates to an injection molding method and an injection molding apparatus that suppress weld lines.
熱可塑性樹脂又は熱硬化性樹脂の射出成形装置において、固定型と可動型とからなる金型(モールド)のキャビティを効率よく短時間に加熱するためには、例えば、特許文献1に記載の技術が知られている。
In an injection molding apparatus for thermoplastic resin or thermosetting resin, in order to efficiently heat a cavity of a mold (mold) composed of a fixed mold and a movable mold in a short time, for example, a technique described in
特許文献1の技術は、成形品のヒズミ抑制を目的とするものであり、固定型と可動型の各々の周囲にIHコイルを配設することでキャビティの加熱を行っている。
The technique of
また、キャビティの加熱ではなく、射出ノズルの先端部の周囲にIHコイルを配設して該先端部を加熱することで加圧ガス体の溶融樹脂内部への円滑な注入を目的とする技術が特許文献2に記載されている。
Also, there is a technique for smooth injection of a pressurized gas body into the molten resin by arranging an IH coil around the tip of the injection nozzle and heating the tip instead of heating the cavity. It is described in
上記特許文献1及び2の技術は、本発明の対象とする成形品のウエルドライン抑制を目的とする技術ではなく、ウエルドライン抑制のためにIHコイルを用いる技術としては特許文献3が知られている。
The techniques of
この特許文献3の技術は、金型(モールド)中にIHコイルを埋設する構成を有している。本発明者の研究によれば、この特許文献3の構成では、充分な効果は得られていないことが判った。
The technique of
そこで本発明の課題は、金型(モールド)を効率よく温度制御することでウエルドラインを効果的に抑制することのできる射出成形法及び射出成形装置を提供することにある。 Therefore, an object of the present invention is to provide an injection molding method and an injection molding apparatus capable of effectively suppressing a weld line by efficiently controlling the temperature of a mold (mold).
上記課題を解決する本発明は下記構成を有する。 The present invention for solving the above problems has the following configuration.
1.下記(1)、(2)又は(3)に示される射出成形法において、
キャビティに対向し、且つ相互に対向するように設けられた凹部の表面が波形であることを特徴とする射出成形法。
(1)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部を設け、該凹部の各々にIHコイルを配設して前記キャビティの加熱制御を行うと共に、
前記凹部を取り囲むように環状溝を設け、該環状溝の各々に冷媒路を配設して前記キャビティの冷却を行う構成。
(2)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部を設け、該凹部の各々にIHコイルを配設して前記キャビティの加熱制御を行うと共に、
前記凹部の各々に冷媒路を配設して前記キャビティの冷却を行う構成。
(3)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部を設け、該凹部の各々に冷媒路を配設して前記キャビティの冷却を行うと共に、
前記凹部を取り囲むように環状溝を設け、該環状溝の各々にIHコイルを配設して前記キャビティの加熱制御を行う構成。
1. In the injection molding method shown in the following (1), (2) or (3),
An injection molding method characterized in that the surfaces of the concave portions provided so as to face the cavities and face each other are corrugated .
(1) For each mold (mold) composed of a fixed mold and a movable mold,
A recess is provided so as to face the cavity and face each other, and an IH coil is disposed in each of the recesses to control heating of the cavity.
An annular groove provided so as to surround the recess, configuration which is disposed a coolant passage in each of the annular grooves for cooling of the cavity.
(2) For each mold (mold) composed of a fixed mold and a movable mold,
A recess is provided so as to face the cavity and face each other, and an IH coil is disposed in each of the recesses to control heating of the cavity.
A configuration in which a coolant path is provided in each of the recesses to cool the cavity.
(3) In each mold (mold) consisting of a fixed mold and a movable mold,
A recess is provided so as to face the cavity and to face each other, and a coolant path is provided in each of the recesses to cool the cavity,
An annular groove is provided so as to surround the recess, and an IH coil is provided in each of the annular grooves to control heating of the cavity.
2.樹脂の射出前に前記IHコイルによってキャビティを昇温し、射出充填後に前記冷媒路の冷媒によってキャビティを冷却することを特徴とする上記1に記載の射出成形法。 2 . 2. The injection molding method according to 1 above, wherein the temperature of the cavity is raised by the IH coil before injection of the resin, and the cavity is cooled by the refrigerant in the refrigerant path after injection filling.
3.射出前のキャビティを樹脂成形温度の60〜90%に昇温することを特徴とする上記2に記載の射出成形法。 3 . 3. The injection molding method according to 2 above, wherein the temperature of the cavity before injection is raised to 60 to 90% of the resin molding temperature.
4.樹脂の射出前に前記冷媒路の冷媒によってキャビティを冷却し、射出充填後に前記IHコイルによってキャビティを加熱制御することを特徴とする上記1に記載の射出成形法。 4. 2. The injection molding method according to 1 above, wherein the cavity is cooled by the refrigerant in the refrigerant path before injection of the resin, and the cavity is heated and controlled by the IH coil after injection filling.
5.下記(1)、(2)又は(3)に示される射出成形装置において、
キャビティに対向し、且つ相互に対向するように設けられた凹部の表面が波形であることを特徴とする射出成形装置。
(1)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部が設けられ、該凹部の各々にIHコイルが配設されていると共に、
前記凹部を取り囲むように環状溝が設けられ、該環状溝の各々に冷媒路が配設されている構成。
(2)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部が設けられ、該凹部の各々にIHコイルが配設されていると共に、
前記凹部の各々に冷媒路が配設されている構成。
(3)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部が設けられ、該凹部の各々に冷媒路が配設されていると共に、
前記凹部を取り囲むように環状溝が設けられ、該環状溝の各々にIHコイルが配設されている構成。 5 . In the injection molding apparatus shown in the following (1), (2) or (3),
An injection molding apparatus characterized in that the surfaces of the concave portions provided so as to face the cavities and face each other are corrugated .
(1) For each mold (mold) composed of a fixed mold and a movable mold,
Concave portions are provided so as to face the cavities and face each other, and an IH coil is disposed in each of the concave portions,
An annular groove provided so as to surround the recess, configuration refrigerant passage is disposed in each of the annular grooves.
(2) For each mold (mold) composed of a fixed mold and a movable mold,
Concave portions are provided so as to face the cavities and face each other, and an IH coil is disposed in each of the concave portions,
A configuration in which a refrigerant path is disposed in each of the recesses.
(3) In each mold (mold) consisting of a fixed mold and a movable mold,
Concave portions are provided so as to face the cavities and face each other, and a refrigerant path is disposed in each of the concave portions,
An annular groove is provided so as to surround the recess, and an IH coil is disposed in each of the annular grooves.
6.前記環状溝が波形又は上下若しくは下方に突き抜けた直線状であることを特徴とする上記5に記載の射出成形装置。 6 . 6. The injection molding apparatus as described in 5 above, wherein the annular groove has a wave shape or a straight shape penetrating vertically or downward.
7.樹脂の射出前に前記IHコイルによってキャビティが昇温され、射出充填後に前記冷媒路の冷媒によってキャビティが冷却される構成であることを特徴とする上記5又は6に記載の射出成形装置。 7 . 7. The injection molding apparatus according to 5 or 6 above, wherein the cavity is heated by the IH coil before injection of the resin, and the cavity is cooled by the refrigerant in the refrigerant path after injection filling.
8.射出前のキャビティが樹脂成形温度の60〜90%に昇温される構成であることを特徴とする上記7に記載の射出成形装置。 8 . 8. The injection molding apparatus as described in 7 above, wherein the cavity before injection is heated to 60 to 90% of the resin molding temperature.
9.樹脂の射出前に前記冷媒路の冷媒によってキャビティが冷却され、射出充填後に前記IHコイルによってキャビティが加熱制御される構成であることを特徴とする上記5又は6に記載の射出成形装置。 9 . 7. The injection molding apparatus according to 5 or 6 above, wherein the cavity is cooled by the refrigerant in the refrigerant path before injection of the resin, and the cavity is heated and controlled by the IH coil after injection filling.
請求項1及び6に示す本発明によれば、金型(モールド)のキャビティに対向する位置に相互に対向する凹部を設け、該凹部の各々にIHコイルを配設し、さらに、前記凹部を取り囲むように設けた環状溝の各々に冷媒路を配設、即ち、IHコイル及び冷媒路を金型(モールド)に埋設するのではなく外装した構成を有してIHコイルと冷媒を併用してキャビティの加熱制御及び冷却を行うので、成形品のウエルドラインを効果的に抑制することができる。 According to the first and sixth aspects of the present invention, recesses facing each other are provided at positions facing a cavity of a mold (mold), an IH coil is provided in each of the recesses, and the recesses are further provided. A refrigerant path is provided in each of the annular grooves provided so as to surround, that is, the IH coil and the refrigerant path are not embedded in a mold (mold) but are externally provided, and the IH coil and the refrigerant are used together. Since the heating control and cooling of the cavity are performed, the weld line of the molded product can be effectively suppressed.
請求項2及び7に示す本発明によれば、金型(モールド)のキャビティに対向する位置に相互に対向する凹部を設け、該凹部の各々に冷媒路を配設し、さらに、前記凹部を取り囲むように設けた環状溝の各々にIHコイルを配設、即ち、冷媒路及びIHコイルを金型(モールド)に埋設するのではなく外装した構成を有してIHコイルと冷媒を併用してキャビティの加熱制御及び冷却を行うので、成形品のウエルドラインを効果的に抑制することができる。 According to the second and seventh aspects of the present invention, the concave portions facing each other are provided at positions facing the cavities of the mold (mold), the refrigerant path is disposed in each of the concave portions, and the concave portions are further provided. An IH coil is provided in each of the annular grooves provided so as to surround, that is, the refrigerant path and the IH coil are not embedded in a mold (mold) but are externally arranged, and the IH coil and the refrigerant are used together. Since the heating control and cooling of the cavity are performed, the weld line of the molded product can be effectively suppressed.
請求項8に示す本発明によれば、凹部の表面を波形としたので、該凹部の表面積を大とすることできるため熱効率が上がる。 According to the eighth aspect of the present invention, since the surface of the recess is corrugated, the surface area of the recess can be increased, so that the thermal efficiency is increased.
請求項3及び9に示す本発明によれば、樹脂射出前にIHコイルによりキャビティを昇温し、射出充填後に冷媒によってキャビティを冷却するので、熱可塑性樹脂の射出成形において溶融樹脂のヒートショックが減少して流動性が良好となるので、成形品の光沢やウエルドライン等の表層の様々な模様を消去できるだけでなく、成形残留歪みが減少し強度増大が可能となる。 According to the third and ninth aspects of the present invention, the temperature of the cavity is raised by the IH coil before the resin injection, and the cavity is cooled by the refrigerant after the injection filling, so that the heat shock of the molten resin is caused in the injection molding of the thermoplastic resin. Since the fluidity is decreased and the flowability is improved, not only various patterns on the surface layer such as gloss and weld lines of the molded product can be erased, but the molding residual distortion can be reduced and the strength can be increased.
請求項4及び10に示す本発明によれば、請求項3及び9の射出前のキャビティを樹脂成形温度の60〜90%に昇温するので、上記請求項3及び9による効果がより顕著となる。
According to the present invention as set forth in claims 4 and 10, since the cavity before injection of
請求項5及び11に示す本発明によれば、樹脂射出前に冷媒によりキャビティを冷却し、射出充填後にIHコイルによってキャビティを加熱するので、熱硬化性樹脂の射出成形において溶融樹脂のヒートショックが減少して流動性が良好となり、成形品の光沢やウエルドライン等の表層の様々な模様を消去できるだけでなく、成形残留歪みが減少し強度増大が可能となる。 According to the fifth and eleventh aspects of the present invention, since the cavity is cooled by the refrigerant before the resin injection and the cavity is heated by the IH coil after the injection filling, the heat shock of the molten resin is caused in the injection molding of the thermosetting resin. This reduces the fluidity, and not only erases various patterns on the surface layer such as the gloss and weld lines of the molded product, but also reduces the molding residual strain and increases the strength.
次に、添付の図面に従って本発明を更に詳細に説明する。
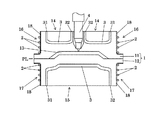
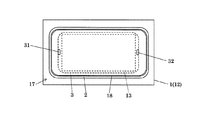
図1は本発明に係る射出成形装置の第1実施例を示す概略断面図、図2は図1のII−II線概略横断面図、図3は本発明に係る射出成形装置の第2実施例を示す概略断面図、図4は図3の概略底面図である。
The present invention will now be described in more detail with reference to the accompanying drawings.
1 is a schematic sectional view showing a first embodiment of an injection molding apparatus according to the present invention, FIG. 2 is a schematic transverse sectional view taken along the line II-II of FIG. 1, and FIG. 3 is a second embodiment of the injection molding apparatus according to the present invention. FIG. 4 is a schematic bottom view of FIG. 3.
先ず、図1に基づき請求項1の(1)及び請求項5の(1)に示す本発明の第1実施例について説明する。
First, a first embodiment of the present invention shown in (1) of
図1に示すように、本発明に係る射出成形装置は、固定型11と可動型12とからなり、キャビティ13を有する金型(モールド)1と、該キャビティ13に対向し、且つ相互に対向するように設けられた凹部14・15と、該凹部14・15の各々にIHコイル2が絶縁耐熱シート18を介して配設されていると共に、前記凹部14・15を取り囲むように環状溝16・17が設けられ、該環状溝16・17の各々に冷媒路3が配設されている構成である。即ち、例えば、環状溝16・17の各々を囲むように遮蔽体19を冠せることで冷媒路3が形成される。
As shown in FIG. 1, an injection molding apparatus according to the present invention includes a fixed
IHコイル2は、図2に示すようにキャビティ13を囲むように巻き配設されている。
The
冷媒路3は、例えば、上記のように環状溝16・17に遮蔽体19を冠せて形成されており、環状溝16・17の各々には、図2に示すように、少なくとも1つの冷媒路入口31と冷媒路出口32が設けられている。
The
樹脂の射出はバルブノズル4により行われる。バルブノズル4としては、公知公用のバルブノズルを特別の制限なく用いることができる。尚、本実施例では、バルブノズル4の先端のゲート部分がキャビティ13に直結する態様であるが、該バルブノズル4の先端とキャビティ13との間にランナーが存在していてもよいことは勿論である。尚また、樹脂の射出手段はバルブノズル4に限らず、この種の射出成形装置に用いられる公知公用の射出手段を特別の制限なく用いることができる。
Resin is injected by the valve nozzle 4. As the valve nozzle 4, a publicly known valve nozzle can be used without any particular limitation. In the present embodiment, the gate portion at the tip of the valve nozzle 4 is directly connected to the
射出する樹脂としては、熱可塑性樹脂、熱硬化性樹脂のいずれも適用することができる。 As the resin to be injected, either a thermoplastic resin or a thermosetting resin can be applied.
熱可塑性樹脂の場合は、射出前に前記IHコイル2によってキャビティ13が昇温され、射出充填後に前記冷媒路3の冷媒によってキャビティ13が冷却される。
In the case of a thermoplastic resin, the
射出前のキャビティ13の昇温温度としては、射出される熱可塑性樹脂の成形温度の60〜90%であることが好ましい。
The temperature rise temperature of the
樹脂射出前にIHコイル2によりキャビティ13を昇温し、射出充填後に冷媒によってキャビティ13を冷却することによって、熱可塑性樹脂の射出成形において溶融樹脂のヒートショックが減少して流動性が良好となるので、成形品の光沢やウエルドライン等の表層の様々な模様を消去できるだけでなく、成形残留歪みが減少し強度増大が可能となる。特に、射出前のキャビティ13を樹脂成形温度の60〜90%に昇温することで、上記効果はより顕著となる。
The temperature of the
熱硬化性樹脂の場合は、射出前に前記冷媒路3の冷媒によってキャビティ13が冷却され、射出充填後に前記IHコイル2によってキャビティ13が加熱制御される。
In the case of a thermosetting resin, the
冷媒路3の冷媒による冷却温度としては限定的ではなく、一例として45〜55℃であり、IHコイル2による加熱温度としては限定的でなく、一例として熱硬化樹脂の反応温度域である60〜80℃である。
The cooling temperature by the refrigerant in the
樹脂射出前に冷媒路3の冷媒によりキャビティ13を冷却し、射出充填後にIHコイル2によってキャビティ13を加熱することによって、熱硬化性樹脂の射出成形において溶融樹脂のヒートショックが減少して流動性が良好となるので、成形品の光沢やウエルドライン等の表層の様々な模様を消去できるだけでなく、成形残留歪みが減少し強度増大が可能となる。
The
前記凹部14・15は、図1に示すように表面が波形である。凹部14・15の表面を波形とすることで、該凹部14・15の表面積を大とすることできるため熱効率が上がる。尚、金型1としては、固定型11と可動型12とからなる射出成形用金型であれば、公知公用のものを特別の制限なく用いることができる。
The
IHコイル2としては、公知公用の高周波誘電加熱法によるIHコイルを用いることができる。
As the
高周波誘電加熱法について説明する。
鉄を多く含む金属の周囲または近くにコイルを配設して、コイルに交流の電流が流れると磁力線が発生する。磁力線は金属を通過するが、交流は大きさや向きが絶えず変化するため、発生する磁力線も絶えず変化することになる。このように金属に磁力線の変化を与えると、電磁誘導作用によって渦電流が流れ鉄系金属は抵抗が大きいので熱くなる。電磁誘導作用とは、磁力線の変化がコイルに電気を誘導する働きをいう。本発明では、例えば、15KHz〜100KHzを用いる。この高周波は鉄系金属加熱に適していて、効率がよく、急速に加熱が可能である。
The high frequency dielectric heating method will be described.
When a coil is disposed around or near a metal containing a large amount of iron and an alternating current flows through the coil, lines of magnetic force are generated. Although the lines of magnetic force pass through the metal, the magnitude and direction of the alternating current constantly changes, so the generated magnetic field lines also change constantly. When magnetic field lines are changed in this way, eddy currents flow due to electromagnetic induction, and iron-based metals have high resistance and become hot. The electromagnetic induction effect is a function in which a change in magnetic field lines induces electricity in the coil. In the present invention, for example, 15 KHz to 100 KHz is used. This high frequency is suitable for iron-based metal heating, is efficient, and can be heated rapidly.
冷媒路3の冷媒としては、圧縮エアや水等の公知公用の冷媒を用いることができる。また、冷媒路3は本実施例のような遮蔽体19を環状溝16・17に冠せて形成された態様に限らず、例えば、環状溝16・17に冷媒を内包(通気、通液)する管を配設する態様とすることもできる。
As the refrigerant in the
尚、請求項2及び8に示される本発明における冷媒路3に用いられる冷媒としては、圧縮エアの如き気体であることが好ましい。
In addition, as a refrigerant | coolant used for the
次に、図3及び図4に基づき請求項1の(3)及び請求項5の(3)に示す本発明の第2実施例について説明する。
Next, a second embodiment of the present invention shown in (3) of
図3に示すように、本発明に係る射出成形装置は、固定型11と可動型12とからなり、キャビティ13を有する金型(モールド)1と、該キャビティ13に対向し、且つ相互に対向するように設けられた凹部14・15と、該凹部14・15の各々に冷媒路3が配設されていると共に、前記凹部14・15を取り囲むように環状溝16・17が設けられ、該環状溝16・17の各々にIHコイル2が絶縁耐熱シート18を介して配設されている構成である。31は冷媒路入口、32は冷媒路出口を示す。
As shown in FIG. 3, the injection molding apparatus according to the present invention includes a fixed
第2実施例における環状溝16・17は、図3に示すように溝部分の端部が、固定型11においては上方(図面上において上方向)に、可動型12においては下方(図面上において下方向)に突き抜けた直線状となっている。従って、環状溝16・17に配設したIHコイル2のメンテナンス等(交換を含む)の際には、固定型11のIHコイル2は上方向に、可動型12のIHコイル2は下方向に各々容易に取り外すことができるのでメンテナンス性が高い。
As shown in FIG. 3, the
冷媒路3は、図4に示すようにキャビティ13を囲むように配設されており、該キャビティ13及び冷媒路3を囲むようにIHコイル2が巻き配設されている。
As shown in FIG. 4, the
即ち、上記第1実施例とは、基本的にはIHコイル2と冷媒路3の配設位置が入れ替わると共に環状溝16・17の形状が異なった構成となっている。かかる構成以外の各構成については上述した第1実施例と同様である。樹脂についても、第1実施例と同様、熱可塑性樹脂と熱硬化性樹脂のいずれにも適用することができる。
That is, the first embodiment basically has a configuration in which the positions of the
1 金型(モールド)
11 固定型
12 可動型
13 キャビティ
14・15 凹部
16・17 環状溝
18 絶縁耐熱シート
19 遮蔽体
2 IHコイル
3 冷媒路
31 冷媒路入口
32 冷媒路出口
4 バルブノズル
1 Mold
DESCRIPTION OF
Claims (9)
キャビティに対向し、且つ相互に対向するように設けられた凹部の表面が波形であることを特徴とする射出成形法。
(1)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部を設け、該凹部の各々にIHコイルを配設して前記キャビティの加熱制御を行うと共に、
前記凹部を取り囲むように環状溝を設け、該環状溝の各々に冷媒路を配設して前記キャビティの冷却を行う構成。
(2)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部を設け、該凹部の各々にIHコイルを配設して前記キャビティの加熱制御を行うと共に、
前記凹部の各々に冷媒路を配設して前記キャビティの冷却を行う構成。
(3)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部を設け、該凹部の各々に冷媒路を配設して前記キャビティの冷却を行うと共に、
前記凹部を取り囲むように環状溝を設け、該環状溝の各々にIHコイルを配設して前記キャビティの加熱制御を行う構成。 In the injection molding method shown in the following (1), (2) or (3),
An injection molding method characterized in that the surfaces of the concave portions provided so as to face the cavities and face each other are corrugated .
(1) For each mold (mold) composed of a fixed mold and a movable mold,
A recess is provided so as to face the cavity and face each other, and an IH coil is disposed in each of the recesses to control heating of the cavity.
An annular groove provided so as to surround the recess, configuration which is disposed a coolant passage in each of the annular grooves for cooling of the cavity.
(2) For each mold (mold) composed of a fixed mold and a movable mold,
A recess is provided so as to face the cavity and face each other, and an IH coil is disposed in each of the recesses to control heating of the cavity.
A configuration in which a coolant path is provided in each of the recesses to cool the cavity.
(3) In each mold (mold) consisting of a fixed mold and a movable mold,
A recess is provided so as to face the cavity and to face each other, and a coolant path is provided in each of the recesses to cool the cavity,
An annular groove is provided so as to surround the recess, and an IH coil is provided in each of the annular grooves to control heating of the cavity.
キャビティに対向し、且つ相互に対向するように設けられた凹部の表面が波形であることを特徴とする射出成形装置。
(1)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部が設けられ、該凹部の各々にIHコイルが配設されていると共に、
前記凹部を取り囲むように環状溝が設けられ、該環状溝の各々に冷媒路が配設されている構成。
(2)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部が設けられ、該凹部の各々にIHコイルが配設されていると共に、
前記凹部の各々に冷媒路が配設されている構成。
(3)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部が設けられ、該凹部の各々に冷媒路が配設されていると共に、
前記凹部を取り囲むように環状溝が設けられ、該環状溝の各々にIHコイルが配設されている構成。 In the injection molding apparatus shown in the following (1), (2) or (3),
An injection molding apparatus characterized in that the surfaces of the concave portions provided so as to face the cavities and face each other are corrugated .
(1) For each mold (mold) composed of a fixed mold and a movable mold,
Concave portions are provided so as to face the cavities and face each other, and an IH coil is disposed in each of the concave portions,
An annular groove provided so as to surround the recess, configuration refrigerant passage is disposed in each of the annular grooves.
(2) For each mold (mold) composed of a fixed mold and a movable mold,
Concave portions are provided so as to face the cavities and face each other, and an IH coil is disposed in each of the concave portions,
A configuration in which a refrigerant path is disposed in each of the recesses.
(3) In each mold (mold) consisting of a fixed mold and a movable mold,
Concave portions are provided so as to face the cavities and face each other, and a refrigerant path is disposed in each of the concave portions,
An annular groove is provided so as to surround the recess, and an IH coil is disposed in each of the annular grooves.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004157849A JP4431441B2 (en) | 2004-05-27 | 2004-05-27 | Injection molding method and injection molding apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004157849A JP4431441B2 (en) | 2004-05-27 | 2004-05-27 | Injection molding method and injection molding apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005335234A JP2005335234A (en) | 2005-12-08 |
| JP4431441B2 true JP4431441B2 (en) | 2010-03-17 |
Family
ID=35489315
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004157849A Expired - Fee Related JP4431441B2 (en) | 2004-05-27 | 2004-05-27 | Injection molding method and injection molding apparatus |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4431441B2 (en) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1800823A1 (en) * | 2005-12-22 | 2007-06-27 | Thermal Cyclic Technologies TCTech i Stockholm AB | Injection mould with variable coolant flow rate, the corresponding method and injection mould with a venting ring |
| ATE421416T1 (en) * | 2005-12-22 | 2009-02-15 | Thermal Cyclic Technologies Tc | INJECTION MOLDING TOOL WITH INDUCTION HEATING AND INJECTION MOLDING PROCESS WITH AN INDUCTION HEATING STEP |
| EP1800822A1 (en) * | 2005-12-22 | 2007-06-27 | Thermal Cyclic Technologies TCT Tech i Stockholm | Injection mould with spirally formed cooling ducts and corresponding injection moulding method. |
| EP1800829A1 (en) | 2005-12-22 | 2007-06-27 | Thermal Cyclic Technologies TCTech i Stockholm AB | Injection mould with induction heating means and method of injection moulding including an induction heating step. |
| EP1925421B1 (en) | 2006-11-21 | 2011-05-11 | Thermal Cyclic Technologies TCTech i Stockholm AB | Injection-mould with inductive heating and injection moulding method |
| DE202009001959U1 (en) * | 2009-03-11 | 2010-07-29 | Kunststoffinstitut für die mittelständische Wirtschaft NRW GmbH | mold |
| JP5340039B2 (en) * | 2009-06-02 | 2013-11-13 | パナソニック株式会社 | Resin injection molding method |
| EP2726263B1 (en) | 2011-06-28 | 2018-01-24 | TcTech Sweden AB | Device and method for heating a mould or tool |
| CN102740520B (en) * | 2012-06-14 | 2014-05-21 | 上海交通大学 | Induction heating system with external combined induction heating coil phased arrays and application for induction heating system |
| JP2015089667A (en) * | 2013-11-07 | 2015-05-11 | 三菱化学株式会社 | Electromagnetic induction heating type metal mold |
| DE102018115189A1 (en) * | 2018-06-25 | 2020-01-02 | Khs Corpoplast Gmbh | Device for producing containers by blow molding |
-
2004
- 2004-05-27 JP JP2004157849A patent/JP4431441B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005335234A (en) | 2005-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4431441B2 (en) | Injection molding method and injection molding apparatus | |
| JP5469669B2 (en) | Equipment for forming materials using induction heating that allows preheating of the equipment | |
| JP5905959B2 (en) | Apparatus and method for heating a mold or mold | |
| JP4784948B2 (en) | Non-contact high frequency induction heating device for plastic injection nozzle | |
| KR100734948B1 (en) | Non-contact high-frequency induction heating apparatus for plastic mold and method using the same | |
| KR20100082842A (en) | System and method for forming polymer | |
| MX2014015702A (en) | Quick heating and cooling mould. | |
| CN101253030A (en) | Device for transforming materials using induction heating | |
| JP2012505777A5 (en) | ||
| TWI421161B (en) | High frequency electromagnetic induction heating device and method for using the same to heat surface of mold | |
| CN104870154B (en) | Apparatus and method for heating mould or instrument | |
| JPH09239070A (en) | Method for molding golf ball and metal mold for molding golf ball | |
| CN106714998A (en) | Moulding device | |
| JP5587845B2 (en) | Aluminum casting equipment | |
| CN101767196A (en) | Bypass dual-channel electromagnetic refine and heating device for tundish | |
| JP6040546B2 (en) | Electromagnetic induction heating mold equipment for resin molding | |
| KR20090127558A (en) | Non-contact high-frequency induction heating apparatus for plastic mold | |
| JP2012214041A (en) | Method for manufacturing resin molding using electromagnetic induction heating type mold apparatus for resin molding | |
| JP6691649B2 (en) | Electromagnetic induction heating type resin molding die and method of manufacturing resin molding using the die | |
| CN206294367U (en) | Auto repair inductive heating head and device | |
| KR20110067669A (en) | Injection mold heating apparatus | |
| JP2015089667A (en) | Electromagnetic induction heating type metal mold | |
| KR101030595B1 (en) | injection mold apparatus | |
| CN106535383A (en) | Inductive heating head and device for vehicle maintenance | |
| US20130093120A1 (en) | Molding surface-heating apparatus and molding method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070509 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091013 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091020 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091106 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091208 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091221 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121225 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121225 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131225 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |