JP4413973B2 - Plasma jet ignition plug and method for manufacturing the same - Google Patents
Plasma jet ignition plug and method for manufacturing the same Download PDFInfo
- Publication number
- JP4413973B2 JP4413973B2 JP2008030584A JP2008030584A JP4413973B2 JP 4413973 B2 JP4413973 B2 JP 4413973B2 JP 2008030584 A JP2008030584 A JP 2008030584A JP 2008030584 A JP2008030584 A JP 2008030584A JP 4413973 B2 JP4413973 B2 JP 4413973B2
- Authority
- JP
- Japan
- Prior art keywords
- insulator
- tip
- electrode
- contact
- base material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01T—SPARK GAPS; OVERVOLTAGE ARRESTERS USING SPARK GAPS; SPARKING PLUGS; CORONA DEVICES; GENERATING IONS TO BE INTRODUCED INTO NON-ENCLOSED GASES
- H01T13/00—Sparking plugs
- H01T13/50—Sparking plugs having means for ionisation of gap
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01T—SPARK GAPS; OVERVOLTAGE ARRESTERS USING SPARK GAPS; SPARKING PLUGS; CORONA DEVICES; GENERATING IONS TO BE INTRODUCED INTO NON-ENCLOSED GASES
- H01T13/00—Sparking plugs
- H01T13/54—Sparking plugs having electrodes arranged in a partly-enclosed ignition chamber
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01T—SPARK GAPS; OVERVOLTAGE ARRESTERS USING SPARK GAPS; SPARKING PLUGS; CORONA DEVICES; GENERATING IONS TO BE INTRODUCED INTO NON-ENCLOSED GASES
- H01T21/00—Apparatus or processes specially adapted for the manufacture or maintenance of spark gaps or sparking plugs
- H01T21/02—Apparatus or processes specially adapted for the manufacture or maintenance of spark gaps or sparking plugs of sparking plugs
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Spark Plugs (AREA)
Description
本発明は、プラズマを形成して混合気への点火を行う内燃機関用のプラズマジェット点火プラグおよびその製造方法に関するものである。 The present invention relates to a plasma jet ignition plug for an internal combustion engine that forms plasma and ignites an air-fuel mixture, and a method for manufacturing the same.
従来、例えば自動車用の内燃機関であるエンジンの点火プラグには、火花放電により混合気への着火を行うスパークプラグが使用されている。近年、内燃機関の高出力化や低燃費化が求められており、燃焼の広がりが速く、着火限界空燃比のより高い希薄混合気に対しても確実に着火できる着火性の高い点火プラグとして、プラズマジェット点火プラグが知られている。 2. Description of the Related Art Conventionally, spark plugs that ignite an air-fuel mixture by spark discharge are used as ignition plugs of engines that are internal combustion engines for automobiles, for example. In recent years, there has been a demand for higher output and lower fuel consumption of internal combustion engines, as a spark plug with high ignitability that can be ignited reliably even for a lean mixture with a fast combustion spread and a higher ignition limit air-fuel ratio, Plasma jet spark plugs are known.
このようなプラズマジェット点火プラグは、中心電極と、主体金具と一体になった接地電極との間の火花放電間隙の周囲をセラミックス等からなる絶縁碍子で包囲して、キャビティと称する小さな容積の放電空間を形成した構造を有している。そして、火花放電間隙に高電圧を印加して火花放電を行い、このときに生じた絶縁破壊によって比較的低電圧で電流を流すことができるようになるため、更にエネルギーを供給することで放電状態を遷移させて、キャビティ内でプラズマを生じさせる。キャビティが形成された絶縁碍子よりも先端側には接地電極が配置されるため接地電極にはオリフィスと呼ばれる孔が設けられており、そしてこのオリフィスを介し、プラズマが外方へ噴出されて、混合気への着火が行われる。 Such a plasma jet ignition plug has a small volume discharge called a cavity in which a spark discharge gap between a center electrode and a ground electrode integrated with a metal shell is surrounded by an insulator made of ceramics or the like. It has a structure that forms a space. Then, a high voltage is applied to the spark discharge gap to cause a spark discharge, and a current can flow at a relatively low voltage due to the dielectric breakdown that occurs at this time. To generate a plasma in the cavity. Since a ground electrode is arranged on the tip side of the insulator in which the cavity is formed, a hole called an orifice is provided in the ground electrode, and plasma is ejected to the outside through this orifice and mixed. Qi is ignited.
ところで、プラズマがオリフィスから噴出される過程において、接地電極と絶縁碍子との間に間隙を有すると、その間隙や、その間隙と連通する主体金具と絶縁碍子との間の間隙内にプラズマの持つエネルギーが漏出してしまう場合がある。このような場合、オリフィスから噴出されるプラズマのエネルギー量が減少して着火性の低下を招く虞がある。そこで、絶縁碍子(ハウジング)が接地電極(外部電極)に対し密着した状態で設けられ、絶縁碍子と接地電極との間に間隙のないプラズマジェット点火プラグが提案されている(例えば、特許文献1参照。)。特許文献1のプラズマジェット点火プラグでは、接地電極と主体金具とを一体に成形しており、主体金具に対し、接地電極(接地電極に相当する部分)が正確に位置決めされている。従って絶縁碍子の寸法管理を行えばよく、主体金具に絶縁碍子を保持させた際に、絶縁碍子の先端部が接地電極に当接した状態となっている。
しかしながら、プラズマジェット点火プラグの製造過程において、絶縁碍子は主体金具に加締められて保持されるため位置ずれが生じ得るが、その位置ずれを厳密に管理することは難しく、位置ずれの状態によっては絶縁碍子の先端部が接地電極に強く押し当てられるように負荷がかかってしまう場合があり、絶縁碍子が破損してしまう虞があった。 However, in the manufacturing process of the plasma jet spark plug, the insulator is crimped and held by the metal shell, so that it may be displaced. However, it is difficult to strictly manage the displacement, and depending on the state of the displacement, A load may be applied so that the tip of the insulator is strongly pressed against the ground electrode, and the insulator may be damaged.
本発明は上記課題を解決するためになされたものであり、絶縁碍子とその先端側に配置される接地電極との間の間隙や、その間隙と連通する主体金具と絶縁碍子との間の間隙に漏出するプラズマの持つエネルギーを低減させる一方で、絶縁碍子が接地電極に対し強く当接した状態となることを防止することができるプラズマジェット点火プラグおよびその製造方法を提供することを目的とする。 The present invention has been made in order to solve the above-described problems, and includes a gap between an insulator and a ground electrode disposed on the tip side thereof, and a gap between a metal shell communicating with the gap and the insulator. An object of the present invention is to provide a plasma jet ignition plug and a method of manufacturing the same that can reduce the energy of plasma leaking to the earth while preventing the insulator from being in strong contact with the ground electrode. .
上記目的を達成するために、請求項1に係る発明のプラズマジェット点火プラグは、中心電極と、軸線方向に延びる軸孔を有し、前記中心電極の先端面を前記軸孔内先端側に収容すると共に、前記中心電極を保持する絶縁碍子と、当該絶縁碍子の先端部において、前記軸孔の内周面と前記中心電極の先端面とを壁面とする凹部状に形成されたキャビティと、前記絶縁碍子の前記軸線方向に垂直な径方向周囲を取り囲んで保持する主体金具と、前記絶縁碍子の前記先端部よりも前記軸線方向先端側に配置されると共に、前記絶縁碍子の前記先端部と環状に接触し、前記軸線方向から見たときに前記キャビティの開口部が自身の内側にある接触部と、前記キャビティの内部を外気と連通させる連通部とを有する接地電極とを備え、前記接地電極は、前記連通部を有し、前記軸線方向には前記絶縁碍子と非接触である一方、前記主体金具とは接触すると共に、自身の外縁部が前記主体金具と接合されて前記主体金具と電気的に接続されている電極母材と、前記連通部の一部、および前記接触部を有する接触部材とが接合された複合部材からなる電極であり、前記接地電極の前記電極母材は、前記径方向において最も内側に位置する部位である内突部を有すると共に、前記接地電極の前記接触部材は、前記内突部よりも前記径方向の外側に位置する外突部を有し、前記外突部は、前記軸線方向において前記内突部と重ねられつつ、その内突部よりも前記軸線方向後端側に配置されていることを特徴とする。 In order to achieve the above object, a plasma jet ignition plug according to a first aspect of the present invention has a center electrode and an axial hole extending in the axial direction, and the distal end surface of the central electrode is accommodated on the distal end side in the axial hole. And an insulator that holds the center electrode, and a cavity formed in a concave shape with the inner peripheral surface of the shaft hole and the tip surface of the center electrode at the tip of the insulator, A metal shell that surrounds and holds the periphery of the insulator perpendicular to the axial direction in the radial direction, and is disposed closer to the distal end side in the axial direction than the distal end portion of the insulator, and is annular with the distal end portion of the insulator And a ground electrode having a contact portion in which the opening of the cavity is inside itself when viewed from the axial direction, and a communication portion for communicating the inside of the cavity with outside air, the ground electrode Is While having the communication part and being in non-contact with the insulator in the axial direction, the outer metal is in contact with the metal shell, and its outer edge is joined to the metal shell to electrically connect with the metal shell. and the electrode base material to which it is connected, a part of the communicating portion, and Ri electrode der composed of a composite member which contact with the members are joined with the contact portion, the electrode base metal of the ground electrode, the diameter And the contact member of the ground electrode has an outer protrusion located on the outer side in the radial direction with respect to the inner protrusion, and the outer protrusion. The portion is arranged on the rear end side in the axial direction with respect to the inner protrusion while being overlapped with the inner protrusion in the axial direction .
また、請求項2に係る発明のプラズマジェット点火プラグは、請求項1に記載の発明の構成に加え、前記接地電極が有する前記連通部の内周壁の少なくとも一部は、貴金属からなる貴金属部材で形成されていることを特徴とする。 According to a second aspect of the present invention, in addition to the configuration of the first aspect of the invention, at least a part of the inner peripheral wall of the communication portion of the ground electrode is a noble metal member made of a noble metal. It is formed.
また、請求項3に係る発明のプラズマジェット点火プラグは、請求項1又は2に記載の発明の構成に加え、前記絶縁碍子の前記先端部には、前記接触部が係合する係合部が設けられていることを特徴とする。 The plasma jet spark plug according to claim 3, in addition to the configuration of the invention according to claim 1 or 2, wherein the said tip portion of the insulator, the engagement portion into which the contact portion is engaged is It is provided.
また、請求項4に係る発明のプラズマジェット点火プラグの製造方法は、中心電極と、軸線方向に延びる軸孔を有し、前記中心電極の先端面を前記軸孔内先端側に収容すると共に、前記中心電極を保持する絶縁碍子と、当該絶縁碍子の先端部において、前記軸孔の内周面と前記中心電極の先端面とを壁面とする凹部状に形成されたキャビティと、前記絶縁碍子の前記軸線方向に垂直な径方向周囲を取り囲んで保持する主体金具と、前記絶縁碍子の前記先端部よりも前記軸線方向先端側に配置されると共に、前記絶縁碍子の前記先端部と環状に接触し、前記軸線方向から見たときに前記キャビティの開口部が自身の内側にある接触部と、前記キャビティの内部と外気を外気と連通させる連通部とを有する接地電極とを備え、前記接地電極は、前記連通部と、前記径方向において最も内側に位置する部位である内突部とを有し、前記軸線方向には前記絶縁碍子と非接触である一方、前記主体金具とは接触する電極母材と、前記連通部の一部と、前記接触部と、前記内突部よりも前記径方向の外側に位置する外突部とを有する接触部材とが接合された複合部材からなる電極であるプラズマジェット点火プラグの製造方法であって、前記中心電極を保持した前記絶縁碍子を前記主体金具に保持させる碍子保持工程と、前記碍子保持工程後に前記絶縁碍子の前記先端部に前記接触部材を配置する接触部材配置工程と、前記軸線方向に、前記電極母材の前記内突部を前記接触部材の前記外突部に重ねつつ、前記外突部よりも前記内突部が前記軸線方向先端側に配置されるように、前記電極母材の前記連通部に前記接触部材を配置しながら、前記電極母材を前記絶縁碍子の前記先端部よりも前記軸線方向先端側に配置する電極母材配置工程とを有する配置工程と、前記接地電極が有する前記電極母材の外縁部を前記主体金具に接合する接地電極接合工程と、前記接地電極接合工程後に、前記接触部材を前記絶縁碍子の前記先端部に接触させつつ、前記接触部材と前記電極母材とを接合する接触部材接合工程とを有する。 According to a fourth aspect of the present invention, there is provided a plasma jet spark plug manufacturing method including a center electrode and an axial hole extending in an axial direction, and the front end surface of the central electrode is accommodated on the front end side in the axial hole. An insulator that holds the center electrode, a cavity formed in a concave shape with the inner peripheral surface of the shaft hole and the tip surface of the center electrode at the front end of the insulator, and the insulator A metal shell that surrounds and holds a radial periphery perpendicular to the axial direction, and is disposed closer to the distal end side in the axial direction than the distal end portion of the insulator, and annularly contacts the distal end portion of the insulator. A contact portion where the opening of the cavity is inside itself when viewed from the axial direction, and a ground electrode having a communication portion that communicates the inside of the cavity and the outside air with the outside air, ,in front An electrode base material that has a communication portion and an inner protrusion that is an innermost portion in the radial direction, and is in non-contact with the insulator in the axial direction, while being in contact with the metal shell A plasma jet, which is an electrode made of a composite member in which a contact member having a part of the communication portion, the contact portion, and an outer protrusion located outside the inner protrusion in the radial direction is joined. A spark plug manufacturing method, wherein the insulator holding the center electrode is held by the metal shell, and the contact member is disposed at the tip of the insulator after the insulator holding step. In the member arranging step, in the axial direction, the inner projecting portion of the electrode base material is overlapped with the outer projecting portion of the contact member, and the inner projecting portion is disposed closer to the distal end side in the axial direction than the outer projecting portion. Of the electrode base material An arrangement step including an electrode base material placement step of placing the electrode base material closer to the tip end side in the axial direction than the tip end portion of the insulator while placing the contact member in the communication portion; and A ground electrode joining step for joining an outer edge portion of the electrode base material to the metal shell; and after the ground electrode joining step, the contact member and the electrode while contacting the contact member with the tip portion of the insulator A contact member joining step for joining the base material.
また、請求項5に係る発明のプラズマジェット点火プラグの製造方法は、請求項4に記載の発明の構成に加え、前記絶縁碍子の前記先端部には、前記接地電極の前記接触部が係合する係合部が設けられており、前記接触部は前記係合部に係合されることを特徴とする。 Also, a manufacturing method for the plasma jet spark plug according to claim 5, in addition to the configuration of the invention according to claim 4, wherein the said tip portion of the insulator, the contact portion of the ground electrode is engaged A mating engagement portion is provided , and the contact portion is engaged with the engagement portion.
なお、本発明に係るプラズマジェット点火プラグでは、絶縁碍子の先端部に対し接地電極が接触しているが、ここでいう「接触」とは、互いが触れている状態だけでなく、比較的弱い押圧力で両者が当接する状態を含むものである。「比較的弱い押圧力で両者が当接する状態」とは、接地電極と絶縁碍子の先端部とが互いに当接しつつも、両者間に生ずる抗力が、絶縁碍子に破損を生じさせない程度の抗力であることを意味する。つまり、接地電極に対し絶縁碍子の先端部が強く当接した状態にはならず、接地電極に対する絶縁碍子の応力が高まることはない。抗力の程度についてより具体的に説明すると、キャビティから噴出されるプラズマのエネルギーの漏出を防止するのに必要な程度の押圧力で両者が接した状態が維持されれば足りるものであり、燃焼室から受ける燃焼圧の漏出までをも防止するものではない。 In the plasma jet ignition plug according to the present invention, the ground electrode is in contact with the tip of the insulator, but the term “contact” here is not only in a state of being in contact with each other but also relatively weak. This includes a state in which both abut against each other with a pressing force. "A state where both are in contact with each other with relatively weak pressing force" means a drag that does not cause damage to the insulator while the ground electrode and the tip of the insulator are in contact with each other. It means that there is. That is, the tip of the insulator does not come into strong contact with the ground electrode, and the stress of the insulator with respect to the ground electrode does not increase. The degree of drag will be described more specifically. It is only necessary to maintain the contact state with the pressing force necessary to prevent leakage of the plasma energy ejected from the cavity. It does not prevent even the leakage of the combustion pressure received from.
また、請求項1に係る発明のプラズマジェット点火プラグでは、接地電極の接触部が絶縁碍子の先端部に接触した状態で主体金具に接合されており、接地電極と絶縁碍子の先端部との間や絶縁碍子と主体金具との間に生じ得る間隙が塞がれた状態となっている。このため、キャビティ内で形成されるプラズマが噴出される際に、上記間隙が塞がれていない場合であればその間隙内にプラズマのエネルギーが漏出してしまうことが生じ得るが、本発明ではこうしたエネルギーの漏出が防止されるので、着火性の低下を防止することができる。また、接地電極は電極母材と接触部材とが接合された複合部材である。このため、製造時において、電極母材の外縁部を主体金具に接合させる工程と、接触部材を絶縁碍子の先端部とさせつつ、電極母材に接合させる工程とを分けることができる。軸線方向における電極母材と絶縁碍子の先端部との間の間隙は、絶縁碍子を主体金具に保持させる際に生じ得る軸線方向の組み付け公差を吸収する役割を果たす。このため、接地電極の外縁部を主体金具と接合させる際に、接触部を絶縁碍子の先端部に強く当接させることを回避することができ、接触部を絶縁碍子の先端部に強く当接させることに起因して、応力が高まることによる絶縁碍子の破損は生じない。 In the plasma jet ignition plug according to the first aspect of the present invention, the contact portion of the ground electrode is joined to the metal shell while being in contact with the tip portion of the insulator, and between the ground electrode and the tip portion of the insulator. In addition, a gap that may occur between the insulator and the metal shell is closed. For this reason, when the plasma formed in the cavity is ejected, the plasma energy may leak into the gap if the gap is not closed. Since such leakage of energy is prevented, it is possible to prevent a decrease in ignitability. The ground electrode is a composite member in which an electrode base material and a contact member are joined. For this reason, at the time of manufacture, the process of joining the outer edge part of an electrode base material to a metal shell, and the process of joining to an electrode base material, making a contact member the front-end | tip part of an insulator can be divided. The gap between the electrode base material in the axial direction and the tip of the insulator serves to absorb axial assembly tolerances that may occur when the insulator is held by the metal shell. For this reason, when joining the outer edge portion of the ground electrode to the metal shell, it is possible to avoid making the contact portion strongly contact the tip portion of the insulator, and strongly contact the contact portion to the tip portion of the insulator. As a result, the insulator does not break due to increased stress.
更に、請求項1に係る発明のように、接地電極を構成する電極母材の内突部よりも接触部材の外突部を軸線方向後端側に配置させれば、接触部材の外突部を、絶縁碍子の先端部と電極母材の内突部との間に挟む構成とすることができる。つまり、プラズマジェット点火プラグが長期間使用され、接触部材と電極母材との間の接合状態に劣化を生じた場合でも、電極母材によって接触部材の抜け落ち(脱落)を防止することができる。 Further, as in the invention according to claim 1 , if the outer protrusion of the contact member is arranged closer to the rear end side in the axial direction than the inner protrusion of the electrode base material constituting the ground electrode, the outer protrusion of the contact member Can be sandwiched between the tip of the insulator and the inner protrusion of the electrode base material. That is, even when the plasma jet ignition plug is used for a long period of time and the joining state between the contact member and the electrode base material is deteriorated, the contact base member can be prevented from falling off (dropping out).
また、接地電極と中心電極との間には、キャビティ内でプラズマを発生させるため高いエネルギーが供給されることとなるため、請求項2に係る発明のように、接地電極の連通部の内周壁の少なくとも一部を貴金属部材で構成すれば、プラズマの持つ高いエネルギーによる接地電極の消耗を低減することができる。 In addition, since high energy is supplied between the ground electrode and the center electrode in order to generate plasma in the cavity, the inner peripheral wall of the communication portion of the ground electrode as in the invention according to claim 2 If at least a part of these is made of a noble metal member, the consumption of the ground electrode due to the high energy of plasma can be reduced.
また、請求項3に係る発明のように、絶縁碍子の先端部の係合部に接地電極の接触部を係合させれば、接地電極の軸ずれを防止することができる。また、接触部と係合部との合わせ面が密接し、その合わせ面よりも径方向外側に位置する接地電極と絶縁碍子の先端部との間の間隙や絶縁碍子と主体金具との間に生じ得る間隙が塞がれる。 Further, as in the invention according to claim 3 , if the contact portion of the ground electrode is engaged with the engagement portion of the tip portion of the insulator, the axial displacement of the ground electrode can be prevented. In addition, the mating surfaces of the contact portion and the engaging portion are in close contact, and the gap between the ground electrode located on the radially outer side of the mating surface and the tip of the insulator or between the insulator and the metal shell. Possible gaps are closed.
絶縁碍子の主体金具への保持は、通常、加締めにより行われるが、その際に組み付け公差が生じ得る。 Holding to insulation insulator of the metal shell is usually carried out by crimping, it may occur assembly seen with tolerances that time.
一方、請求項4に係る発明のように、接地電極を電極母材と接触部材とが接合された複合部材とし、接触部材に外突部を設け、その外突部が電極母材の内突部と絶縁碍子の先端部との間に挟まれるように配置して、主体金具に電極母材を接合すれば、接触部材の抜け落ち(脱落)を防止することができる。更に、その後に接触部材を絶縁碍子の先端部に接触させつつ電極母材と接合すれば、電極母材、すなわち接地電極と絶縁碍子の先端部との間の間隙や、その間隙に連通する絶縁碍子と主体金具との間に生じ得る間隙を塞ぐことができる。すなわち、電極母材の外縁部を主体金具に接合させる接地電極接合工程と、接触部材を絶縁碍子の先端部とさせつつ、接触部材を電極母材に接合させる接触部材接合工程とを分けることができる。また、主体金具への電極母材の接合前に主体金具に絶縁碍子が保持されるので、絶縁碍子を主体金具に保持させる際に生じ得る軸線方向の組み付け公差が吸収されて絶縁碍子の破損が防止される。 On the other hand, as in the invention according to claim 4 , the ground electrode is a composite member in which the electrode base material and the contact member are joined, the contact member is provided with an outer protrusion, and the outer protrusion is an inner protrusion of the electrode base material. If the electrode base material is joined to the metal shell, the contact member can be prevented from falling off (dropping out). Further, if the contact member is subsequently brought into contact with the tip of the insulator and joined to the electrode base material, the gap between the electrode base material, that is, the ground electrode and the tip of the insulator, or the insulation communicating with the gap is provided. A gap that may occur between the insulator and the metal shell can be closed. That is, the ground electrode joining step of joining the outer edge portion of the electrode base material to the metal shell and the contact member joining step of joining the contact member to the electrode base material while making the contact member the tip of the insulator can be separated. it can. In addition, since the insulator is held by the metal shell before the electrode base material is joined to the metal shell, the axial assembly tolerance that may occur when the insulator is held by the metal shell is absorbed, and the insulator is broken. Ru is prevented.
更に、請求項5に係る発明のように、絶縁碍子の先端部に設けた係合部に接地電極の接触部が係合されるようにすれば、接地電極と絶縁碍子の先端との間の位置決めを確実に行うことができると共に、接地電極と絶縁碍子の先端部との間の間隙を、より確実に塞ぐことができる。 Further, as in the invention according to claim 5 , if the contact portion of the ground electrode is engaged with the engaging portion provided at the tip portion of the insulator, it is between the ground electrode and the tip of the insulator. Positioning can be performed reliably, and the gap between the ground electrode and the tip of the insulator can be more reliably closed.
[第1の実施の形態]
以下、本発明を具体化したプラズマジェット点火プラグの第1の実施の形態について、図面を参照して説明する。まず、図1,図2を参照して、一例としてのプラズマジェット点火プラグ100の構造について説明する。図1は、第1の実施の形態のプラズマジェット点火プラグ100の部分断面図である。図2は、第1の実施の形態のプラズマジェット点火プラグ100の先端部分を拡大した断面図である。なお、図1において、プラズマジェット点火プラグ100の軸線O方向を図面における上下方向とし、下側をプラズマジェット点火プラグ100の先端側(前方)、上側を後端側(後方)として説明する。
[First Embodiment]
Hereinafter, a first embodiment of a plasma jet ignition plug embodying the present invention will be described with reference to the drawings. First, with reference to FIG. 1 and FIG. 2, the structure of the plasma
図1に示す、第1の実施の形態のプラズマジェット点火プラグ100は、概略、絶縁碍子10と、この絶縁碍子10を保持する主体金具50と、絶縁碍子10内に軸線O方向に保持された中心電極20と、主体金具50の先端部65に溶接された接地電極30と、絶縁碍子10の後端部に設けられた端子金具40とから構成されている。
The plasma
絶縁碍子10は、周知のようにアルミナ等を焼成して形成され、軸線O方向に軸孔12を有する筒状の絶縁部材である。軸線O方向の略中央には外径が最も大きな鍔部19が形成されており、これより後端側には後端側胴部18が形成されている。後端側胴部18の後端側外周面には、主体金具50と端子金具40との間の沿面距離を稼ぐためのコルゲーションとよばれる凹凸状の加工がなされている。また、鍔部19より先端側には後端側胴部18より外径の小さな先端側胴部17と、その先端側胴部17よりも先端側で先端側胴部17よりも更に外径の小さな脚長部13とが形成されている。この脚長部13と先端側胴部17との間は段状をなす段部14として構成されている。
The
軸孔12の脚長部13の内周部分は、先端側胴部17、鍔部19および後端側胴部18の内周部分よりも縮径された電極収容部15として形成されている。この電極収容部15の内部には中心電極20が保持される。図2に示すように、軸孔12は、電極収容部15の先端側において内周が更に縮径されており、先端小径部61として形成されている。この先端小径部61は、絶縁碍子10の先端部16にて開口している。また、絶縁碍子10の先端部16には、先端小径部61の開口の周囲を取り巻く環状のチップ係合部62が凹部形成されており、後述する貴金属チップ36の外突部37が係合されている。
The inner peripheral portion of the leg
中心電極20は、インコネル(商標名)600または601等のニッケル系合金等で形成された円柱状の電極棒で、内部に熱伝導性に優れる銅等からなる金属芯23を有している。中心電極20の先端部21には、貴金属やW(タングステン)を主成分とする合金からなる円盤状の電極チップ25が、中心電極20と一体となるように溶接されている。なお、第1の実施の形態では、中心電極20と一体になった電極チップ25も含め「中心電極」と称する。
The
また、図1に示すように、中心電極20の後端側は鍔状に拡径され、この鍔状の部分が軸孔12内において電極収容部15のうちの段状の部位に当接されており、電極収容部15内で中心電極20が位置決めされている。そして図2に示すように、中心電極20の先端部21の先端面26(より具体的には中心電極20の先端部21にて中心電極20と一体に接合された電極チップ25の先端面26)の周縁が、径の異なる電極収容部15と先端小径部61との間の段部に当接された状態となっている。この構成により、軸孔12の先端小径部61の内周面と、中心電極20の先端面26とで包囲された有底円筒状をなす容積の小さな放電空間が形成されている。プラズマジェット点火プラグ100では、接地電極30と中心電極20との間にて形成される火花放電間隙にて火花放電が行われるが、その火花放電の経路はこの放電空間内を通過することとなる。この放電空間はキャビティ60と称され、火花放電の際にはこのキャビティ60でプラズマが形成され、先端部16の開口部66より前方へ噴出される。なお、キャビティ60は、先端小径部61よりも後端側の先端小径部61の内径よりも拡径した電極収容部15の一部を含むように構成してもよい。
Further, as shown in FIG. 1, the rear end side of the
また図1に示すように、中心電極20は、軸孔12の内部に設けられた金属とガラスの混合物からなる導電性のシール体4を経由して、先端側胴部17内で端子金具40と電気的に接続されている。中心電極20と端子金具40は、このシール体4によって軸孔12内で導通されつつ軸孔12内に固定される。端子金具40は軸孔12内を後方へ延び、後端部41が絶縁碍子10の後端より外部に突出されている。この後端部41には、プラグキャップ(図示外)を介して高圧ケーブル(図示外)が接続され、点火装置(図示外)から高電圧が印加されるようになっている。
Further, as shown in FIG. 1, the
次に、主体金具50について説明する。主体金具50は、内燃機関のエンジンヘッド(図示外)にプラズマジェット点火プラグ100を固定するための筒状の金具である。主体金具50は、絶縁碍子10の脚長部13から後端側胴部18の先端側にかけての部位において、軸線O方向に垂直な径方向の周囲を取り囲むようにして、自身の筒孔59内に絶縁碍子10を保持している。主体金具50は低炭素鋼材より形成されており、略中央から先端側にかけて取付部52が形成されている。取付部52の外周面には雄ねじ状のねじ山が形成されており、エンジンヘッドの取付孔(図示外)に形成された雌ねじに螺合する。なお、主体金具50は耐熱性を重視し、ステンレスやインコネル(商標名)等を用いてもよい。
Next, the
また、取付部52の後端側には鍔状のシール部54が形成されている。そしてシール部54と取付部52との間の部位には、板体を折り曲げて形成した環状のガスケット5が嵌挿されている。ガスケット5は、プラズマジェット点火プラグ100をエンジンヘッドの取付孔(図示外)に取り付けた際に、シール部54の先端向きの面である座面55と、取付孔の開口の周縁部位との間に挟まれ変形し、両者間を封止することで、取付孔を介した燃焼ガスの流出を防止するものである。
A hook-shaped
シール部54の後端側には、図示外のプラグレンチが嵌合する工具係合部51が形成されている。工具係合部51より後端側には薄肉の加締部53が設けられており、工具係合部51とシール部54との間にも薄肉の座屈部58が設けられている。そして、工具係合部51から加締部53にかけての内周面と絶縁碍子10の後端側胴部18の外周面との間には円環状のリング部材6,7が介在されており、更に両リング部材6,7間にタルク(滑石)9の粉末が充填されている。
A
また図2に示すように、取付部52の内周面には段状の段部56が形成されており、この段部56に環状のパッキン80を介して絶縁碍子10の段部14が支持されている。そして図1に示すように、加締部53の端部を内側に折り曲げるようにして加締めることにより、リング部材6,7およびタルク9を介し、絶縁碍子10が先端側に向け押圧される。この加締めの際に座屈部58は加熱され、圧縮力の付加に伴い膨らむように変形されることで、加締部53の圧縮ストロークを稼ぐ。これにより、主体金具50の加締部53と段部56との間に、絶縁碍子10の段部14と鍔部19との間の部位が挟まれ、主体金具50に絶縁碍子10が一体に保持される。そしてパッキン80により主体金具50と絶縁碍子10との間の気密性は保持され、筒孔59を介した燃焼ガスの流出が防止される。
As shown in FIG. 2, a stepped step portion 56 is formed on the inner peripheral surface of the mounting
次に、主体金具50の先端部65に配設された接地電極30について説明する。図2に示す、接地電極30は、ニッケル系合金からなる電極母材33と貴金属からなる貴金属チップ36とが一体に接合された複合部材からなる電極である。接地電極30は、円盤状の形状を有し、その径方向中央には連通孔(連通部31)が形成されている。貴金属チップ36は、径方向内周側に配置され、電極母材33と接合されている。接地電極30の外縁部35(すなわち電極母材33の外縁部35)は、主体金具50の先端部65の内周面を段状に形成した係合段部57に係合され、その状態で両者の合わせ面がレーザ溶接されており、接地電極30と主体金具50とが一体に接合されている。接地電極30の連通部31は、電極母材33と貴金属チップ36とにより構成され、絶縁碍子10よりも先端側に配置される接地電極30を介し、キャビティ60の内部を外気と連通させるための開口を備える。なお、ここでいう「外縁部」とは、接地電極30が主体金具50と接合される部位を指し、第1の実施の形態では接地電極30は円盤状をなすため、径方向の外周側の縁部分が「外縁部」に相当する。もっとも、接地電極30が円盤状ではない場合でも、径方向でみたときに外側の縁部分が主体金具50との接合部位となるものである。
Next, the
第1の実施の形態の貴金属チップ36は筒状をなしており、連通部31の一部として連通部31の内周壁70を形成する。貴金属チップ36は、軸線O方向の後端側に、外周面を径方向外側に向けて鍔状に突出させた外突部37を備える。電極母材33は円盤状をなし、径方向中央には連通部31を構成する孔を有する。電極母材33は、貴金属チップ36と同様に、自身の孔の内周面を径方向内側に向けて鍔状に突出させた内突部34が、軸線O方向の先端側に設けられている。そして、接地電極を構成する電極母材33の内突部34よりも貴金属チップ36の外突部37を軸線O方向後端側に配置させている。このような構成により、電極母材33と貴金属チップ36との接合に不具合が生じた場合でも、貴金属チップ36が軸線O方向前方へ抜けてしまうのを防止することができる。
The
また、絶縁碍子10の先端部16には、貴金属チップ36の外突部37が係合するように先端面を凹部形成したチップ係合部62が設けられている。チップ係合部62は、キャビティ60の開口部66の周囲を取り巻く環状に形成されている。貴金属チップ36の外突部37は、このチップ係合部62に係合して、絶縁碍子10の先端部16と環状に接触している。外突部37のうち、チップ係合部62に係合して、絶縁碍子10の先端部16と環状に接触している部分は、接触部38である。軸線O方向から見たときに、キャビティ60の開口部66は、接触部38の内側にある。一方、電極母材33の後方に設けられ、絶縁碍子10の先端部16と対向する非接触部39は、絶縁碍子10の先端部16と接触していない。貴金属チップ36は、接地電極30と絶縁碍子10の先端部16との間の間隙や、その間隙と連通する主体金具50と絶縁碍子10の先端部16との間の間隙を塞いでおり、キャビティ60の内部を外気と連通させている。この構成により、キャビティ60内で形成されたプラズマが外方に噴出される際に、プラズマのエネルギーが接地電極30と絶縁碍子10の先端部16との間や絶縁碍子10と主体金具50との間の間隙に漏出してしまうことが防止されている。なお、貴金属チップ36が、本発明における「接触部材」および「貴金属部材」に相当する。
Further, a
このような構成の第1の実施の形態のプラズマジェット点火プラグ100を製造する過程では、上記のように、プラズマ噴出時のエネルギーの漏出を防止できるように接地電極30と絶縁碍子10の先端部16との間や絶縁碍子10と主体金具50との間の間隙を塞ぐため、主体金具50に接地電極30を接合する前に絶縁碍子10を保持させている。以下、プラズマジェット点火プラグ100の製造方法について、図3を参照して説明する。図3は、第1の実施の形態のプラズマジェット点火プラグ100の製造過程の一部を示す図である。
In the process of manufacturing the plasma
プラズマジェット点火プラグ100の製造過程において、予め別の工程において作製された主体金具50の筒孔59内に、同様に別の工程において作製した中心電極20(電極チップ25が接合されている)および端子金具40を一体に組み付けた絶縁碍子10が挿入される。そして主体金具50の筒孔59の段部56上にパッキン80を介して絶縁碍子10の段部14が支持される。この状態で主体金具50の加締部53(図1参照)が加締められ、段部56との間に絶縁碍子10の段部14と鍔部19との間の部位を挟むことで、主体金具50に絶縁碍子10が一体に保持される(碍子保持工程)。
In the manufacturing process of the plasma
次に、外突部37を有する筒状に形成された貴金属チップ36が、外突部37側を絶縁碍子10側に向けつつ、絶縁碍子10の先端部16よりも軸線O方向先端側に配置される(配置工程における接触部材配置工程)。このとき、貴金属チップ36は、外突部37が絶縁碍子10の先端部16のチップ係合部62と向き合う位置に配置される。更に、内突部34が形成された孔を有する円盤状の電極母材33が、内突部34側を軸線O方向前方へ向け、内突部34と貴金属チップ36の外突部37とが軸線O方向に重なるように並べつつ、絶縁碍子10の先端部16より先端側に配置される(配置工程における電極母材配置工程)。そして、電極母材33の外縁部35を、段状をなす主体金具50の係合段部57に嵌め込むように係合させる。このとき、電極母材33の非接触部39は、絶縁碍子10の先端部16と非接触の状態に維持される。貴金属チップ36は、外突部37が電極母材33の内突部34と絶縁碍子10のチップ係合部62との間に挟まれ、配置位置が規制される。
Next, the
そして電極母材33の外縁部35と、主体金具50の係合段部57との合わせ面を狙ってレーザ光が周方向に一周して照射され、主体金具50と接地電極30の電極母材33との溶接が行われる(接地電極接合工程)。このとき、貴金属チップ36は非固定の状態となっている。次の工程において、貴金属チップ36は軸線O方向後端側へ向けて押さえられ、外突部37が絶縁碍子10のチップ係合部62に係合されて位置決めされる。これにより、貴金属チップ36の軸ずれが防止される。更に、貴金属チップ36が軸線O方向先端側に押さえられることにより、貴金属チップ36とチップ係合部62とが密接(接触)状態となり、貴金属チップ36と絶縁碍子10の先端部16との間の間隙、および接地電極30を構成する電極母材33と絶縁碍子10の先端部16との間の間隙が、塞がれる。そして貴金属チップ36が押さえられたまま、貴金属チップ36と電極母材33との合わせ面を狙ってレーザ光が照射され、周方向に一周して両者の溶接が行われる(接触部材接合工程)。貴金属チップ36は電極母材33と一体となって、連通部31を構成する。
The laser beam is irradiated around the circumferential direction aiming at the mating surface between the
このようにして、主体金具50の先端部65に接地電極30が接合されて、図1に示すプラズマジェット点火プラグ100が完成する。上記のように、主体金具50に接地電極30を接合する前に、絶縁碍子10を主体金具50に加締め保持させるため、加締めの際に絶縁碍子10の先端部16に当接するものがなく、絶縁碍子10の先端部16が外部から強い押圧力を受けることがない。また製造時において、主体金具50への加締めの際に絶縁碍子10の先端部16の位置に軸線O方向にずれが生じる場合、すなわち組み付け公差が大きくなる場合がある。このような場合でも、主体金具50への電極母材33の接合時に電極母材33と絶縁碍子10の先端部16との間の軸線O方向の間隙により、公差を吸収することができる。
In this way, the
更に、接地電極30の電極母材33と絶縁碍子10の先端部16との間に生じ得る間隙は、連通部31の一部および接触部38を有する貴金属チップ36を絶縁碍子10の先端部16に、接触させることによって塞ぐことができる。従って、プラズマのエネルギーが上記間隙に漏出することがなく、着火性の低下を防止することができる。また、貴金属チップ36は、外突部37が電極母材33の内突部34と軸線O方向に重なる位置にあるため、製造過程において電極母材33が配置されてから貴金属チップ36が接合されるまで、貴金属チップ36が抜け落ちることがない。そしてプラズマジェット点火プラグ100が長期間使用され、貴金属チップ36と電極母材33との間の接合状態に劣化を生じた場合でも、貴金属チップ36の脱落は防止される。
Further, a gap that may be generated between the
なお、第1の実施の形態のプラズマジェット点火プラグ100は各種の変形が可能である。例えば図4に示すプラズマジェット点火プラグ101のように、絶縁碍子110の先端部116にチップ係合部を形成しなくともよい。貴金属チップ191を電極母材33に接合する際に軸線O方向後端側へ押さえ、貴金属チップ191の接触部120を絶縁碍子110の先端部116に接触させつつレーザ溶接を行えば十分に、接地電極171(電極母材33)と絶縁碍子110の先端部116との間の間隙を塞ぐことができる。
The plasma
更に、図5に示す、プラズマジェット点火プラグ102や、図6に示す、プラズマジェット点火プラグ103のように、貴金属チップ192,193の軸線O方向の長さを長くしたり、短くしたりしてもよい。このようにすれば、貴金属チップ192,193と電極母材33との合わせ部分が段状になる。すると、貴金属チップ192,193の接触部121,122を絶縁碍子110の先端部116に接触させつつ、貴金属チップ192,193と電極母材33とレーザ溶接する時に、両者の合わせ面に対し、軸線Oと鋭角に交差する角度からレーザ光を照射しやすくなる。このようにすれば、貴金属チップ192,193と電極母材33との合わせ面の隙間にレーザ光か入り込むことが防止され、より確実な接合を行うことができる。
Further, as in the plasma
また、図7に示す、プラズマジェット点火プラグ104のように、貴金属チップ194の外突部131の形状を、軸線O方向の後端側へ向けて拡径するテーパ状とし、貴金属チップ194の接触部123を絶縁碍子110の先端部116に接触させてもよい。この場合、電極母材184の孔に、外突部131と軸線O方向に重なるテーパ部132を設けることで、製造過程において電極母材184が配置されてから貴金属チップ194が接合されるまで、貴金属チップ194が抜け落ちることがない。
Further, like the plasma
このようなテーパ状の外突部を有する貴金属チップを用いた場合でも同様に、図8に示す、プラズマジェット点火プラグ105や、図9に示す、プラズマジェット点火プラグ106のように、貴金属チップ195,196の軸線方向の長さを長くしたり、短くしたりしてもよい。すなわち、貴金属チップ195,196と電極母材184との合わせ部分が段状となれば、貴金属チップ195,196の接触部124,125を絶縁碍子110の先端部116に接触させつつ、両者それぞれの溶接時にレーザ光を照射する合わせ面に対し、軸線Oと鋭角に交差する角度からレーザ光を照射しやすくでき、より確実な接合を行うことができる。
Similarly, when a noble metal tip having such a tapered outer protrusion is used, a
また、図10に示す、プラズマジェット点火プラグ107のように、貴金属チップ197に外突部を形成しなくとも、その外周が、電極母材33の内突部34よりも径方向外側に突出した状態にあれば、第1の実施の形態と同様に、貴金属チップ197の脱落を防止することができる。もちろん、第1の実施の形態と同様に、電極母材33を主体金具150に接合してから貴金属チップ197を軸線O方向後端側へ押さえて、貴金属チップ197の接触部126を絶縁碍子110の先端部116に接触させながら、電極母材33と貴金属チップ197との接合を行えばよい。あるいは、接地電極接合工程において、電極母材33を軸線O方向後端側に押さえ、貴金属チップ197を絶縁碍子110の先端部116に接触させつつ、電極母材33の外縁部35を主体金具150の係合段部157に接合してもよい。このようにすれば、電極母材33の配置位置をより絶縁碍子110側に近づけることができるので、主体金具150の係合段部157と電極母材33の外縁部35との合わせ部分を段状にすることができ、上記同様、より確実な接合を行うことができる。
Further, as in the plasma
上記図7〜図10に示す変形例では、第1の実施の形態と同様の工程で主体金具50への接地電極174,177(図8および図9において図示略)の接合を行えばよい。このようにすれば、電極母体174,184,198(非接触部140,141,142)と絶縁碍子110の先端部116との間の間隙により、絶縁碍子110を主体金具50に保持させる際に生じ得る軸線O方向の組み付け公差を吸収する役割を果たす。このため、絶縁碍子110の先端部116が外部から強い押圧力を受けないようにしながらも、先端部116と接地電極174,177との間の間隙を、貴金属チップ194〜197で塞ぐことができる。なお、図4,図5,図7および図8に示すプラズマジェット点火プラグ101,102,104および105のように、貴金属チップ191,192,194,195の内周壁が連通部の内周壁71,72,74,75を構成してもよい。また、図6,図9および図10に示すプラズマジェット点火プラグ103,106および107のように、貴金属チップ193,196,197の内周壁が連通部の内周壁73,76,77の一部を構成してもよい。
In the modified examples shown in FIGS. 7 to 10, the
なお、第1の実施の形態において、外突部37は筒状をなす貴金属チップ36に鍔状に設けたが、必ずしも鍔状に連続していなくともよく、突部形状であってもよい。電極母材33の内突部34についても同様であり、貴金属チップ36と電極母材33とが一体となったときに、外突部37と内突部34とが軸線O方向に重なる配置となるように位置決めされれば足りる。
In the first embodiment, the
[第2の実施の形態]
次に、第2の実施の形態のプラズマジェット点火プラグ200について、図面を参照して説明する。まず、図11を参照して、プラズマジェット点火プラグ200の構造について説明する。図11は、第2の実施の形態のプラズマジェット点火プラグ200の先端部分を拡大した断面図である。
[Second Embodiment]
Next, a plasma
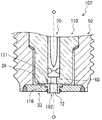
なお、第2の実施の形態のプラズマジェット点火プラグ200と、第1の実施の形態のプラズマジェット点火プラグ100とが構造上で異なる点は、接地電極230の形状が異なる点、および絶縁碍子210の先端部216にチップ係合部が形成されていない点である。従って、ここではプラズマジェット点火プラグ200の先端部分の構造について説明し、その他の部分については同一であるため説明を省略または簡略化する。
The plasma
図11に示すように、主体金具50の先端部65に配設された接地電極230は、第1の実施の形態と同様に、電極母材233と貴金属チップ236とが一体に接合された複合部材からなる電極ものである。接地電極230は、円盤状の形状を有し、その径方向中央には連通孔(連通部231)が形成されている。貴金属チップ236は円筒状をなす。一方、電極母材233は円盤状をなし、径方向中央に連通部231を構成する孔を有する。貴金属チップ236は、その外周面を電極母材233の孔の内周面に対向させた状態で、両面の合わせ部分において電極母材233とレーザ溶接されている。貴金属チップ236は、電極母材233の孔と共に、接地電極230の連通部231を構成している。連通部231は、絶縁碍子10よりも先端側において、連通部231の内周壁78によって囲まれた連通孔を介し、キャビティ60の内部を外気と連通させる。
As shown in FIG. 11, the
また、接地電極230は、その外縁部235(すなわち電極母材233の外縁部235)が主体金具50の先端部65に設けられた係合段部57に係合され、その状態でレーザ溶接され、主体金具50と一体に接合されている。そして貴金属チップ236の後端側に設けられた接触部127は、絶縁碍子210の先端部216に接触されており、軸線O方向から見たときに、キャビティ60の開口部66は、接触部127の内側にある。接触部および連通部の一部を有する貴金属チップ236は、絶縁碍子210の先端部216と、接地電極230との間の間隙を塞いでいる。一方、電極母材233の後方に設けられ、絶縁碍子210の先端部216と対向する非接触部143は、絶縁碍子210の先端部216と接触していない。この構成により、第1の実施の形態と同様に、キャビティ60内で形成されたプラズマが外方に噴出される際に、プラズマのエネルギーが接地電極230と絶縁碍子210の先端部216との間の間隙や、その間隙と連通する主体金具50と絶縁碍子210との間の間隙に漏出してしまうことが防止されている。なお、貴金属チップ236が、本発明における「接触部材」および「貴金属部材」に相当する。
Further, the
次に、第2の実施の形態のプラズマジェット点火プラグ200の製造方法について、図12を参照して説明する。図12は、第2の実施の形態のプラズマジェット点火プラグ200の製造過程の一部を示す図である。
Next, the manufacturing method of the plasma
図12に示すように、第2の実施のプラズマジェット点火プラグ200においても、予め別の工程で作製された中心電極20および端子金具40(図1参照)が一体に組み付けられた絶縁碍子210が、同様に別の工程において作製された主体金具50に、加締めによって一体に保持される(碍子保持工程)。
As shown in FIG. 12, also in the plasma
次に、孔を有する円盤状の電極母材233が、絶縁碍子210の先端部216より先端側に配置される(電極母材配置工程)。この工程では、電極母材233の外縁部235が、段状をなす主体金具50の係合段部57に嵌め込むように係合される。このとき、電極母材233は、絶縁碍子210の先端部216と非接触の状態に維持される。この状態で、電極母材233の外縁部235と、主体金具50の係合段部57との合わせ面を狙ってレーザ光が周方向に一周して照射され、主体金具50と接地電極230の電極母材233との溶接が行われる(接地電極接合工程)。
Next, the disc-shaped
そして、筒状に形成された貴金属チップ236が電極母材233の孔に挿入され、連通部231に配置される(接触部材配置工程)。貴金属チップ236は非固定の状態であり、次の工程において軸線O方向後端側へ向けて押さえられ、貴金属チップ236と絶縁碍子210の先端部216との間の間隙、接地電極230を構成する電極母材233と絶縁碍子210の先端部216との間の間隙、および絶縁碍子210の先端部216との間の間隙に連通する主体金具50と絶縁碍子210との間の間隙が塞がれる。そして貴金属チップ236が押さえられたまま、貴金属チップ236と電極母材233との合わせ面を狙ってレーザ光が照射され、周方向に一周して両者の溶接が行われる(接触部材接合工程)。貴金属チップ36は電極母材33と一体となって、連通部31を構成する。このようにして、主体金具50の先端部65に接地電極230が接合されて、第2の実施の形態のプラズマジェット点火プラグ200が完成する。
And the noble metal chip | tip 236 formed in the cylinder shape is inserted in the hole of the
第2の実施の形態においても、主体金具50に絶縁碍子10を加締め保持させてから主体金具50に接地電極230を接合しており、製造過程において絶縁碍子210の破損が生じにくい。そして接地電極230の電極母材233と絶縁碍子210の先端部216との間に生じ得る間隙や、その間隙と連通する主体金具50と絶縁碍子210との間に生じ得る間隙を、接触部127および連通部231の一部を構成する貴金属チップ236で塞ぐことができ、着火性の低下を防止することができる。
Also in the second embodiment, since the
なお、第2の実施の形態のプラズマジェット点火プラグ200も各種の変形が可能である。例えば上記同様に、図13に示す、プラズマジェット点火プラグ201や、図14に示す、プラズマジェット点火プラグ202のように、貴金属チップ291,292の軸線O方向の長さを長くしたり、短くしたりして、電極母材33との合わせ部分を段状にしてもよい。このようにすれば、貴金属チップ291,292の接触部128,129を絶縁碍子210の先端部216に接触させながら、レーザ溶接する際に、貴金属チップ291,292と電極母材33との合わせ面の隙間にレーザ光が入り込むことが防止され、より確実な接合を行うことができる。
The plasma
また、図15に示す、プラズマジェット点火プラグ203のように、筒状の貴金属チップ293の軸線O方向先端側の外周に径方向外側へ突出する鍔状の外突部247を設け、電極母材283側にも、電極母材283の孔に、軸線O方向先端側を拡径した段状のチップ取付部244を設けてもよい。このようにすれば、上記同様に、軸線O方向に貴金属チップ293の配置位置を調整して電極母材283と絶縁碍子210の先端部216との間の間隙を塞ぎつつ、チップ取付部244によって軸ずれを防止することができる。また、このような外突部247を有する貴金属チップ293を用いた場合、貴金属チップ293による軸線O方向の配置位置の調整に制限を受ける(外突部247がチップ取付部244に当接するとそれより軸線O方向後端側へ移動できない。)ため、電極母材283による配置位置調整も行ってもよい。また、主体金具250の係合段部257は、係合段部257に接地電極273を係合させたときの接地電極273の配置位置よりも軸線O方向先端側へ突出させるように設けるとよい。このようにすれば、係合段部257と電極母材283の外縁部245との接合の際に、レーザ光を軸線Oと鋭角に交差する角度から照射しやすくでき、より確実な接合を行うことができる。なお、第1の実施の形態の変形例と同様に、図14および図15に示すプラズマジェット点火プラグ202,203のように、貴金属チップ292の内周壁が連通部の内周壁161,162を構成してもよい。また、図13に示すプラズマジェット点火プラグ201のように、貴金属チップ291の内周壁が連通部の内周壁160の一部を構成してもよい。
Further, like a plasma
[第3の実施の形態]
次に、第3の実施の形態のプラズマジェット点火プラグ300について、図面を参照して説明する。まず、図16を参照して、プラズマジェット点火プラグ300の構造について説明する。図16は、第3の実施の形態のプラズマジェット点火プラグ300の先端部分を拡大した断面図である。
[Third Embodiment]
Next, a plasma
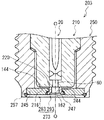
なお、第3の実施の形態のプラズマジェット点火プラグ300も、第1の実施の形態のプラズマジェット点火プラグ100とは、接地電極330の形状の点、および絶縁碍子310の先端部316にチップ係合部が形成されていない点で異なるものである。従って上記同様、ここではプラズマジェット点火プラグ300の先端部分の構造について説明し、その他の部分については同一であるため説明を省略または簡略化する。
The plasma
図16に示すように、主体金具50の先端部65に配設された接地電極330は、電極母材333と貴金属チップ336とが一体に接合された複合部材からなる電極である。接地電極330は、円盤状の形状を有し、径方向中央に連通孔(連通部331)を有する。貴金属チップ336および電極母材333はそれぞれ、円盤状(円環状)の形状を有し、径方向中央には孔が形成されている。貴金属チップ336の厚みは電極母材333より薄い。電極母材333は孔の内周側に、軸線O方向後端側が段状に拡径されたチップ取付部334を有する。このチップ取付部334に貴金属チップ336の外縁部337が係合され、電極母材333の盤面(円盤状(円環状)の厚み方向と直交する面をいう。)に自身の盤面を揃えるように、貴金属チップ336が配置される。そして貴金属チップ336の外縁部337は電極母材333にレーザ溶接されている。貴金属チップ336は、電極母材333の孔と共に、接地電極330の連通部331を構成している。
As shown in FIG. 16, the
また、接地電極330は、貴金属チップ336が接合された側の面を絶縁碍子310側に向け、外縁部335(すなわち電極母材333の外縁部335)が主体金具50の先端部65の係合段部57に係合されている。更に接地電極330は、絶縁碍子310の先端部316と接触した状態で主体金具50にレーザ溶接され、両者が一体に接合されている。つまり、接地電極330と絶縁碍子310の先端部316との間の間隙や、その間隙に連通する主体金具50と絶縁碍子310との間の間隙は、両者が接触した状態となっていることで塞がれている。貴金属チップ336および電極母材333の絶縁碍子310の先端部316と対向する部分のうち、先端部316と接触する部分は、接触部320である。一方、軸線O方向において電極母材333の非接触部340と主体金具50とは、接触していない。この構成により、第1,第2の実施の形態と同様に、キャビティ60内で形成されたプラズマが外方に噴出される際に、プラズマのエネルギーが接地電極330と絶縁碍子310の先端部316との間の間隙に漏出してしまうことが防止されている。なお、貴金属チップ336が、本発明における「貴金属部材」に相当する。
Further, the
次に、第3の実施の形態のプラズマジェット点火プラグ300の製造方法について、図17を参照して説明する。図17は、第3の実施の形態のプラズマジェット点火プラグ300の製造過程の一部を示す図である。
Next, the manufacturing method of the plasma
図17に示すように、第3の実施のプラズマジェット点火プラグ300においても、予め別の工程で作製された中心電極20および端子金具40(図1参照)が一体に組み付けられた絶縁碍子310が、同様に別の工程において作製された主体金具50に、加締めによって一体に保持される(碍子保持工程)。
As shown in FIG. 17, also in the plasma
次に、電極母材333のチップ取付部334に貴金属チップ336の外縁部337が係合される。このとき、電極母材333の盤面と貴金属チップ336の盤面とが揃えられる。この状態で、貴金属チップ336と電極母材333との合わせ面を狙ってレーザ光が照射され、貴金属チップ336が電極母材333と一体に接合された接地電極330が作製される(貴金属部材接合工程)。貴金属チップ336は電極母材333の孔と共に連通部331を構成する。
Next, the
そしてこの接地電極330が、絶縁碍子310の先端部316より先端側に配置される(配置工程)。このとき、接地電極330は、貴金属チップ336が露出された側(電極母材333と盤面を揃えた側)を絶縁碍子310の先端部316側へ向け、厚み方向を軸線O方向に揃えて配置される。そして、接地電極330は軸線O方向後端側へ向けて押さえられ、接触部320と先端部316とを接触させて、接地電極330と、絶縁碍子310の先端部316との間の間隙が塞がれる。この状態のまま、接地電極330の外縁部335(すなわち電極母材333の外縁部335)と主体金具50の係合段部57との合わせ面を狙ってレーザ光が周方向に一周して照射され、両者の溶接が行われる(接地電極接合工程)。このようにして、主体金具50の先端部65に接地電極330が接合されて、第3の実施の形態のプラズマジェット点火プラグ300が完成する。
And this
第3の実施の形態においても、主体金具50に絶縁碍子10を加締め保持させてから主体金具50に接地電極330を接合しており、製造過程において絶縁碍子310の破損が生じにくい。接地電極330の主体金具50への接合時に接地電極330を絶縁碍子310側に押さえながら行うので、接地電極330と絶縁碍子310の先端部316との間に間隙を生じないようにすることができる。このため。キャビティ60内で形成されたプラズマが外方に噴出される際に、プラズマのエネルギーが接地電極330と絶縁碍子310の先端部316との間の間隙に漏出することが回避され、着火性の低下を防止することができる。
Also in the third embodiment, the
なお、第3の実施の形態のプラズマジェット点火プラグ300も各種の変形が可能である。例えば、図18に示す、プラズマジェット点火プラグ301の主体金具350のように、係合段部357に接地電極330を係合させたときの係合段部357の軸線O方向先端側の面の位置を、接地電極330の軸線O方向先端側の面の位置よりも、軸線O方向後端側としてもよい。このようにすれば、上記同様、係合段部357と接地電極330の外縁部335との接合の際にレーザ光を軸線Oと鋭角に交差する角度から照射しやすくでき、より確実な接合を行うことができる。また、図示しないが、係合段部357に接地電極330を係合させたときの係合段部357の軸線O方向先端側の面の位置を、接地電極330の軸線O方向先端側の面の位置よりも、軸線O方向先端側としてもよい。
The plasma
また、図19に示す、プラズマジェット点火プラグ302や、図20に示す、プラズマジェット点火プラグ303のように、接地電極372の連通部341を構成する貴金属チップ392を筒状に形成し、軸線O方向先端側の外周に径方向外側へ突出する鍔状の外突部342を設けてもよい。そして電極母材382側にも、電極母材382の孔に、軸線O方向先端側を拡径した段状のチップ取付部344を設ける。つまり、貴金属チップ392を電極母材382に対し位置決めできるようにする。このようにすれば、電極母材382と貴金属チップ392との接合を容易に行うことができる。
Further, like the plasma
また、貴金属チップ392の構成を、電極母材382に接合された際に一部が電極母材382の盤面から軸線O方向後端側に突出する構成とし、主体金具351,350への接地電極372の接合時には、その突出部分を絶縁碍子310の先端部316と接触させるとよい。このようにすれば、接地電極372の盤面全面を絶縁碍子310の先端部316に接触させて両者の間隙を塞ぐ場合よりも両者の接触面積を小さくすることができ、間隙を塞ぐための接触面(接触部321)の平滑性の管理を容易とすることができる。
Further, the
更に、図19に示した主体金具351の係合段部358や、図20に示した主体金具350の係合段部357のように、係合段部358,357に接地電極372を係合させたときの係合段部358,357の軸線O方向先端側の面の位置を、接地電極330の軸線O方向先端側の面の位置よりも、軸線O方向後端側となるように、あるいは軸線O方向先端側となるようにするとよい。こうすれば、上記同様、貴金属チップ392の接触部321を絶縁碍子310の先端部316に接触させながら、係合段部358,357と接地電極372の外縁部345とを接合させる際に、レーザ光を軸線Oと鋭角に交差する角度から照射しやすくでき、より確実な接合を行うことができる。
Further, the
なお、第1の実施の形態の変形例と同様に、図19および図20に示すプラズマジェット点火プラグ302,303のように、貴金属チップ392の内周壁が連通部の内周壁164を構成してもよい。また、図18に示すプラズマジェット点火プラグ301のように、貴金属チップ336の内周壁が連通部の内周壁163の一部を構成してもよい。更に、図19および図20に示すプラズマジェット点火プラグ302,303のように、貴金属チップ392のみが接触部321を備え、電極母材382の非接触部347は軸線O方向において主体金具351,350および絶縁碍子310の双方と接触しない構成としてもよい。また、図18に示すプラズマジェット点火プラグ301のように、貴金属チップ336および電極母材333の双方が接触部320を備え、電極母材333の非接触部340は軸線O方向において主体金具350と接触しない構成としてもよい。
As in the modification of the first embodiment, the inner peripheral wall of the
[第4の実施の形態]
次に、第4の実施の形態のプラズマジェット点火プラグ400について、図面を参照して説明する。まず、図21を参照して、プラズマジェット点火プラグ400の構造について説明する。図21は、第4の実施の形態のプラズマジェット点火プラグ400の先端部分を拡大した断面図である。
[Fourth Embodiment]
Next, a plasma
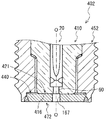
上記同様、第4の実施の形態のプラズマジェット点火プラグ400も、第1の実施の形態のプラズマジェット点火プラグ100とは、接地電極430の形状の点、および絶縁碍子410の先端部416にチップ係合部が形成されていない点で異なるものである。従って、ここではプラズマジェット点火プラグ400の先端部分の構造について説明し、その他の部分については同一であるため説明を省略または簡略化する。
Similar to the above, the plasma
図21に示すように、主体金具450の先端部465に配設された接地電極430は、電極母材433と貴金属チップ436とが一体に接合された複合部材からなる電極である。接地電極430は、円盤状の形状を有し、径方向中央に連通孔(連通部431)が形成されている。貴金属チップ436および電極母材433はそれぞれ、円盤状(円環状)に形成されており、径方向中央に孔を有する。貴金属チップ436の厚みは電極母材433より薄い。電極母材433は自身の孔の内周側に、軸線O方向先端側が段状に拡径されたチップ取付部434を有する。このチップ取付部434に貴金属チップ436の外縁部437が係合され、電極母材433の盤面に自身の盤面を揃えるように、貴金属チップ436が配置される。そして貴金属チップ436は外縁部437を電極母材433にレーザ溶接されており、電極母材433の孔と共に、接地電極430の連通部431を構成している。プラズマジェット点火プラグ400では、電極母材433の内周壁の一部と、貴金属チップ436の内周壁とで、連通部431の内周壁166を構成する。
As shown in FIG. 21, the
また、接地電極430は、貴金属チップ436が接合された側の面を軸線O方向前方へ向け、外縁部435(すなわち電極母材433の外縁部435)が主体金具450の先端部465の係合段部457に係合されている。更に接地電極430は、絶縁碍子410の先端部416と接触した状態で主体金具450にレーザ溶接されている。つまり、接地電極430と絶縁碍子410の先端部416との間の間隙は、両者が接触した状態となっていることで塞がれている。電極母材433が絶縁碍子410の先端部416と接触する部分は、接触部420である。一方、電極母材433は、主体金具450と対向する面に非接触部440を有し、軸線O方向において主体金具450と接触しない。この構成により、第3の実施の形態と同様に、キャビティ60内で形成されたプラズマが外方に噴出される際に、プラズマのエネルギーが接地電極430と絶縁碍子410の先端部416との間の間隙に漏出してしまうことが防止されている。なお、貴金属チップ436が、本発明における「貴金属部材」に相当する。
In addition, the
次に、第4の実施の形態のプラズマジェット点火プラグ400の製造方法について、図22を参照して説明する。図22は、第4の実施の形態のプラズマジェット点火プラグ400の製造過程の一部を示す図である。
Next, the manufacturing method of the plasma
図22に示すように、第4の実施のプラズマジェット点火プラグ400においても、予め別の工程で作製された中心電極20および端子金具40(図1参照)が一体に組み付けられた絶縁碍子410が、同様に別の工程において作製された主体金具450に、加締めによって一体に保持される(碍子保持工程)。
As shown in FIG. 22, also in the plasma
次に、孔を有する円盤状の電極母材433が、絶縁碍子410の先端部416より先端側に配置される(電極母材配置工程)。この工程では、電極母材433の外縁部435が、段状をなす主体金具450の係合段部457に嵌め込むように係合される。更に電極母材433が絶縁碍子410の先端部416へ向けて押さえられ、電極母材433と、絶縁碍子410の先端部416との間の間隙が塞がれる。そのまま電極母材433の外縁部435(図21参照)と、主体金具450の係合段部457との合わせ面を狙ってレーザ光が周方向に一周して照射される。電極母材433の配置位置の調整を行いやすくするため、電極母材433が係合段部457に配置されたときの位置よりも係合段部457が軸線O方向先端側へ突出されるようになっており、レーザ光は軸線Oと鋭角に交差する角度から照射される。これにより、主体金具450と接地電極430の電極母材433とは、より確実に接合される(接地電極接合工程)。
Next, the disc-shaped
そして、筒状に形成された貴金属チップ436が電極母材433の孔に挿入され、連通部431に配置される(貴金属部材配置工程)。その状態で、貴金属チップ436と電極母材433との合わせ面を狙ってレーザ光が周方向に一周して照射され、両者の溶接が行われる(貴金属部材接合工程)。貴金属チップ436は電極母材433と一体となって、連通部431を構成する。このようにして、主体金具450の先端部465に接地電極430が接合されて、第4の実施の形態のプラズマジェット点火プラグ400が完成する。
Then, the
この第4の実施の形態においても、主体金具450に絶縁碍子410を加締め保持させてから主体金具450に接地電極430を接合しており、製造過程において絶縁碍子410の破損が生じにくい。また、接地電極430の主体金具450への接合時に接地電極430を絶縁碍子410側に押さえながら行うので、接地電極430と絶縁碍子410の先端部416との間に間隙を生じないようにすることができ、着火性の低下を防止することができる。
Also in the fourth embodiment, the
なお、第4の実施の形態のプラズマジェット点火プラグ400も各種の変形が可能である。例えば、図23に示す、プラズマジェット点火プラグ401の主体金具451のように、係合段部458に接地電極430を係合させたときの軸線O方向に係合段部458の先端側の面の位置を、接地電極430の先端側の面の位置よりも後端側にしてもよい。このようにすることで、上記同様、係合段部458と接地電極430の外縁部435との接合の際にレーザ光を軸線Oと鋭角に交差する角度から照射しやすくでき、より確実な接合を行うことができる。
The plasma
また、図24に示す、プラズマジェット点火プラグ402のように、接地電極472は、貴金属チップを備えないものであってもよい。更に、第3,第4の実施の形態のプラズマジェット点火プラグでは、主体金具が取付段部を備えていたが、図25に示す、プラズマジェット点火プラグ403のように、主体金具453は、取付段部を備えないものであってもよい。これらの場合でも、接地電極472,473の接触部421,422を主体金具452,453に接合する際に、接地電極472を絶縁碍子410の先端部416側に押さえながら行えば、接地電極472,473と絶縁碍子410の先端部416との間に間隙が生じないようにすることができる。プラズマジェット点火プラグ402,403では、貴金属チップを備えない接地電極472,473の内周壁が、連通部の内周壁167,168を構成する。
Further, like the plasma
上記説明した第1〜第4の実施の形態のプラズマジェット点火プラグでは、貴金属チップとして、筒状あるいは円環状のものを例に説明を行った。そのうち、第3,第4の実施の形態のプラズマジェット点火プラグでは、電極母材あるいは電極母材に接合された貴金属チップを用いて接地電極と絶縁碍子の先端部との間の間隙を塞ぐ構成であるため、必ずしも貴金属チップが筒状あるいは円環状である必要はない。すなわち、第3,第4の実施の形態では、少なくとも電極母材が円環状をなし、その電極母材が絶縁碍子の先端部に接触しつつ主体金具に接合されれば十分に、両者の間に生じ得る間隙を塞ぐことができる。従って、貴金属チップは連通部の一部として電極母材に接合され、その貴金属チップと中心電極との間で火花放電が行われる構成(すなわち、電極母材と中心電極との間の絶縁破壊抵抗値よりも貴金属チップと中心電極との間の絶縁破壊抵抗値が低い構成)となれば足りる。 In the plasma jet spark plugs of the first to fourth embodiments described above, the noble metal tip has been described as an example of a cylindrical or annular shape. Among them, in the plasma jet ignition plugs of the third and fourth embodiments, the gap between the ground electrode and the tip of the insulator is closed using the electrode base material or the noble metal tip joined to the electrode base material. For this reason, the noble metal tip is not necessarily cylindrical or annular. That is, in the third and fourth embodiments, at least the electrode base material has an annular shape, and it is sufficient that the electrode base material is joined to the metal shell while being in contact with the tip of the insulator. It is possible to close gaps that may occur. Therefore, the noble metal tip is joined to the electrode base material as a part of the communication portion, and a spark discharge is performed between the noble metal tip and the center electrode (that is, the dielectric breakdown resistance between the electrode base material and the center electrode). The dielectric breakdown resistance value between the noble metal tip and the center electrode is lower than the value).
第1〜第4の実施の形態のプラズマジェット点火プラグでは、接触部が接地電極の径方向内周壁側に設けられていた。そして、第1,第2の実施の形態のプラズマジェット点火プラグのように、接地電極と絶縁碍子の先端部との間に間隙がある場合でも、その間隙はキャビティの内部と連通しておらず、着火性の低下を最大限防止する構成となっていた。しかし、接地電極の径方向における接触部の設置位置は、上記実施形態に限定されず、例えば、接触部が接地電極の径方向中央部に設けられてもよい。すなわち、接地電極と絶縁碍子の先端部との間に間隙がキャビティの内部と連通していてもよい。このような場合であっても、接触部が存在する部位の接地電極と絶縁碍子の先端部との間に間隙、およびその間隙に連通する主体金具と絶縁碍子との間に間隙を塞ぐことができる。ただし、着火性の低下を防止する観点から、接地電極と絶縁碍子の先端部との間にキャビティの内部と連通する間隙がある場合、その間隙の容積が小さいほど好ましい。 In the plasma jet ignition plugs of the first to fourth embodiments, the contact portion is provided on the radially inner wall side of the ground electrode. And even if there is a gap between the ground electrode and the tip of the insulator as in the plasma jet ignition plug of the first and second embodiments, the gap is not in communication with the inside of the cavity. It was configured to prevent the decrease in ignitability as much as possible. However, the installation position of the contact portion in the radial direction of the ground electrode is not limited to the above embodiment, and for example, the contact portion may be provided in the central portion in the radial direction of the ground electrode. That is, the gap may be communicated with the inside of the cavity between the ground electrode and the tip of the insulator. Even in such a case, it is possible to close the gap between the ground electrode in the portion where the contact portion exists and the tip of the insulator, and between the metal shell and the insulator communicating with the gap. it can. However, from the viewpoint of preventing a decrease in ignitability, when there is a gap communicating with the inside of the cavity between the ground electrode and the tip of the insulator, it is preferable that the volume of the gap is smaller.
そして同様に、第1,第2の実施の形態のプラズマジェット点火プラグでは、貴金属チップを用いて接地電極と絶縁碍子の先端部との間の間隙を塞ぐ構成であるため、必ずしも電極母材が円環状でなくともよく、貴金属チップが筒状あるいは円環状をなせば足りる。すなわち、電極母材は貴金属チップを絶縁碍子の先端部に接触させた状態が維持されるように支持する部材であればよい。更に、接触部材として貴金属チップを用いていたが、接触部材として貴金属以外の導電性部材からなる金属チップを用いてもよい。 Similarly, in the plasma jet spark plugs of the first and second embodiments, the noble metal tip is used to close the gap between the ground electrode and the tip of the insulator, so that the electrode base material is not necessarily used. It is not necessary to have an annular shape, and it is sufficient that the noble metal tip has a cylindrical shape or an annular shape. In other words, the electrode base material may be a member that supports the noble metal tip so that the noble metal tip is in contact with the tip of the insulator. Furthermore, although the noble metal tip is used as the contact member, a metal tip made of a conductive member other than the noble metal may be used as the contact member.
また、第1〜第4の実施の形態のプラズマジェット点火プラグの説明においては、絶縁碍子の主体金具による保持方法について所謂熱加締めによる構成を説明したが、この保持方法についてはなんら限定されることはない。例えば、加熱を行わず冷間加工にて加締めを行ってもよいし、タルクを用いず、直接またはパッキン等を介して間接的に加締部の端部が絶縁碍子を押圧して絶縁碍子を保持してもよい。更には、加締めによらずとも絶縁碍子を保持できればよく、その方法を限定するものではない。しかしながら、保持方法として加締め等により絶縁碍子が軸線O方向の先端側へ押圧される方法である場合には、本発明に係る製造過程のように、絶縁碍子の先端部に当接するものがない状態で主体金具による加締め保持を行えば、絶縁碍子の破損を防ぐ効果を有する面で好適である。 In the description of the plasma jet ignition plug according to the first to fourth embodiments, the structure by the so-called heat caulking has been described with respect to the method of holding the insulator by the metal shell, but this holding method is not limited at all. There is nothing. For example, it may be crimped by cold working without heating, or without using talc, either directly or indirectly through packing, etc., the end of the crimped portion presses the insulator, and the insulator May be held. Furthermore, the method is not limited as long as the insulator can be held regardless of caulking. However, when the insulator is pressed toward the tip end side in the direction of the axis O by caulking or the like as a holding method, there is nothing that comes into contact with the tip portion of the insulator as in the manufacturing process according to the present invention. If the caulking is held with the metal shell in the state, it is preferable in terms of the effect of preventing breakage of the insulator.
10 絶縁碍子
12 軸孔
20 中心電極
26 先端面
30 接地電極
31 連通部
33 電極母材
34 内突部
35 外縁部
36 貴金属チップ
37 外突部
38 接触部
50 主体金具
60 キャビティ
61 先端小径部
66 開口部
70 内周壁
100 プラズマジェット点火プラグ
DESCRIPTION OF
Claims (5)
軸線方向に延びる軸孔を有し、前記中心電極の先端面を前記軸孔内先端側に収容すると共に、前記中心電極を保持する絶縁碍子と、
当該絶縁碍子の先端部において、前記軸孔の内周面と前記中心電極の先端面とを壁面とする凹部状に形成されたキャビティと、
前記絶縁碍子の前記軸線方向に垂直な径方向周囲を取り囲んで保持する主体金具と、
前記絶縁碍子の前記先端部よりも前記軸線方向先端側に配置されると共に、前記絶縁碍子の前記先端部と環状に接触し、前記軸線方向から見たときに前記キャビティの開口部が自身の内側にある接触部と、前記キャビティの内部を外気と連通させる連通部とを有する接地電極と
を備え、
前記接地電極は、
前記連通部を有し、前記軸線方向には前記絶縁碍子と非接触である一方、前記主体金具とは接触すると共に、自身の外縁部が前記主体金具と接合されて前記主体金具と電気的に接続されている電極母材と、
前記連通部の一部、および前記接触部を有する接触部材と
が接合された複合部材からなる電極であり、
前記接地電極の前記電極母材は、前記径方向において最も内側に位置する部位である内突部を有すると共に、前記接地電極の前記接触部材は、前記内突部よりも前記径方向の外側に位置する外突部を有し、
前記外突部は、前記軸線方向において前記内突部と重ねられつつ、その内突部よりも前記軸線方向後端側に配置されていることを特徴とするプラズマジェット点火プラグ。 And the middle heart electrode,
Having an axial hole extending in the axial direction, accommodating the distal end surface of the central electrode on the distal end side in the axial hole, and an insulator for holding the central electrode;
At the tip of the insulator, a cavity formed in a concave shape with the inner peripheral surface of the shaft hole and the tip surface of the center electrode as wall surfaces;
A metal shell that surrounds and holds a radial circumference perpendicular to the axial direction of the insulator;
The insulator is disposed closer to the distal end side in the axial direction than the distal end portion of the insulator, and is in annular contact with the distal end portion of the insulator, so that the opening of the cavity is located inside itself when viewed from the axial direction. A grounding electrode having a contact portion and a communication portion for communicating the inside of the cavity with the outside air,
The ground electrode is
While having the communication part and being in non-contact with the insulator in the axial direction, the outer metal is in contact with the metal shell, and its outer edge is joined to the metal shell to electrically connect with the metal shell. A connected electrode base material;
Some of the communicating portion, and Ri electrode der composed of a composite member which contact with the members are joined with the contact portion,
The electrode base material of the ground electrode has an inner protrusion that is a part located on the innermost side in the radial direction, and the contact member of the ground electrode is located on the outer side in the radial direction than the inner protrusion. Having an outer protrusion located,
The plasma jet ignition plug , wherein the outer protrusion is disposed on the rear end side in the axial direction with respect to the inner protrusion while being overlapped with the inner protrusion in the axial direction .
軸線方向に延びる軸孔を有し、前記中心電極の先端面を前記軸孔内先端側に収容すると共に、前記中心電極を保持する絶縁碍子と、
当該絶縁碍子の先端部において、前記軸孔の内周面と前記中心電極の先端面とを壁面とする凹部状に形成されたキャビティと、
前記絶縁碍子の前記軸線方向に垂直な径方向周囲を取り囲んで保持する主体金具と、
前記絶縁碍子の前記先端部よりも前記軸線方向先端側に配置されると共に、前記絶縁碍子の前記先端部と環状に接触し、前記軸線方向から見たときに前記キャビティの開口部が自身の内側にある接触部と、前記キャビティの内部を外気と連通させる連通部とを有する接地電極と
を備え、
前記接地電極は、
前記連通部と、前記径方向において最も内側に位置する部位である内突部とを有し、前記軸線方向には前記絶縁碍子と非接触である一方、前記主体金具とは接触する電極母材と、
前記連通部の一部と、前記接触部と、前記内突部よりも前記径方向の外側に位置する外突部とを有する接触部材と
が接合された複合部材からなる電極であるプラズマジェット点火プラグの製造方法であって、
前記中心電極を保持した前記絶縁碍子を前記主体金具に保持させる碍子保持工程と、
前記碍子保持工程後に前記絶縁碍子の前記先端部に前記接触部材を配置する接触部材配置工程と、前記軸線方向に、前記電極母材の前記内突部を前記接触部材の前記外突部に重ねつつ、前記外突部よりも前記内突部が前記軸線方向先端側に配置されるように、前記電極母材の前記連通部に前記接触部材を配置しながら、前記電極母材を前記絶縁碍子の前記先端部よりも前記軸線方向先端側に配置する電極母材配置工程とを有する配置工程と、
前記接地電極が有する前記電極母材の外縁部を前記主体金具に接合する接地電極接合工程と、
前記接地電極接合工程後に、前記接触部材を前記絶縁碍子の前記先端部に接触させつつ、前記接触部材と前記電極母材とを接合する接触部材接合工程と
を有することを特徴とするプラズマジェット点火プラグの製造方法。 A center electrode;
Having an axial hole extending in the axial direction, accommodating the distal end surface of the central electrode on the distal end side in the axial hole, and an insulator for holding the central electrode;
At the tip of the insulator, a cavity formed in a concave shape with the inner peripheral surface of the shaft hole and the tip surface of the center electrode as wall surfaces;
A metal shell that surrounds and holds a radial circumference perpendicular to the axial direction of the insulator;
The insulator is disposed closer to the distal end side in the axial direction than the distal end portion of the insulator, and is in annular contact with the distal end portion of the insulator, so that the opening of the cavity is located inside itself when viewed from the axial direction. A grounding electrode having a contact portion and a communication portion for communicating the inside of the cavity with the outside air,
The ground electrode is
An electrode base material that has the communication portion and an inner protrusion that is a portion located on the innermost side in the radial direction, and is in non-contact with the insulator in the axial direction, but in contact with the metal shell When,
Plasma jet ignition, which is an electrode composed of a composite member in which a part of the communication part, the contact part, and a contact member having an outer protrusion located outside the inner protrusion in the radial direction are joined together A method of manufacturing a plug,
An insulator holding step for holding the insulator holding the center electrode on the metal shell;
A contact member disposing step of disposing the contact member at the tip of the insulator after the insulator holding step; and the inner protrusion of the electrode base material overlapping the outer protrusion of the contact member in the axial direction. However, the electrode base material is placed on the insulator while the contact member is disposed at the communication portion of the electrode base material so that the inner protrusion is disposed on the tip end side in the axial direction with respect to the outer protrusion. An arrangement step of arranging an electrode base material arrangement step to be arranged closer to the tip side in the axial direction than the tip portion of
A ground electrode joining step for joining an outer edge of the electrode base material of the ground electrode to the metal shell;
A plasma jet ignition comprising a contact member joining step for joining the contact member and the electrode base material while bringing the contact member into contact with the tip of the insulator after the ground electrode joining step. Plug manufacturing method.
前記接触部は前記係合部に係合されることを特徴とする請求項4に記載のプラズマジェット点火プラグの製造方法。 An engagement portion that is engaged with the contact portion of the ground electrode is provided at the tip of the insulator.
The method of manufacturing a plasma jet ignition plug according to claim 4 , wherein the contact portion is engaged with the engagement portion.
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008030584A JP4413973B2 (en) | 2007-03-30 | 2008-02-12 | Plasma jet ignition plug and method for manufacturing the same |
| CN200810084898XA CN101276996B (en) | 2007-03-30 | 2008-03-28 | Plasma jet spark plug and manufacturing method thereof |
| CN2011102442027A CN102324700B (en) | 2007-03-30 | 2008-03-28 | Plasma jet spark plug and manufacturing method thereof |
| KR1020080029142A KR101005694B1 (en) | 2007-03-30 | 2008-03-28 | Plasma jet spark plug and manufacturing method therefor |
| US12/057,520 US7839065B2 (en) | 2007-03-30 | 2008-03-28 | Plasma jet spark plug and manufacturing method therefor |
| EP08153852.2A EP1976081B1 (en) | 2007-03-30 | 2008-03-31 | Plasma jet spark plug and manufacturing method therefor |
| US12/904,193 US8138660B2 (en) | 2007-03-30 | 2010-10-14 | Plasma jet spark plug |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007092509 | 2007-03-30 | ||
| JP2008030584A JP4413973B2 (en) | 2007-03-30 | 2008-02-12 | Plasma jet ignition plug and method for manufacturing the same |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009161483A Division JP4843076B2 (en) | 2007-03-30 | 2009-07-08 | Plasma jet ignition plug and method for manufacturing the same |
| JP2009161486A Division JP4944928B2 (en) | 2007-03-30 | 2009-07-08 | Plasma jet ignition plug and method for manufacturing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008277257A JP2008277257A (en) | 2008-11-13 |
| JP4413973B2 true JP4413973B2 (en) | 2010-02-10 |
Family
ID=39996111
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008030584A Expired - Fee Related JP4413973B2 (en) | 2007-03-30 | 2008-02-12 | Plasma jet ignition plug and method for manufacturing the same |
| JP2008088295A Expired - Fee Related JP4721237B2 (en) | 2007-03-30 | 2008-03-28 | Plasma jet ignition plug and method for manufacturing the same |
| JP2009161486A Expired - Fee Related JP4944928B2 (en) | 2007-03-30 | 2009-07-08 | Plasma jet ignition plug and method for manufacturing the same |
| JP2009161483A Expired - Fee Related JP4843076B2 (en) | 2007-03-30 | 2009-07-08 | Plasma jet ignition plug and method for manufacturing the same |
Family Applications After (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008088295A Expired - Fee Related JP4721237B2 (en) | 2007-03-30 | 2008-03-28 | Plasma jet ignition plug and method for manufacturing the same |
| JP2009161486A Expired - Fee Related JP4944928B2 (en) | 2007-03-30 | 2009-07-08 | Plasma jet ignition plug and method for manufacturing the same |
| JP2009161483A Expired - Fee Related JP4843076B2 (en) | 2007-03-30 | 2009-07-08 | Plasma jet ignition plug and method for manufacturing the same |
Country Status (3)
| Country | Link |
|---|---|
| JP (4) | JP4413973B2 (en) |
| KR (1) | KR101005694B1 (en) |
| CN (2) | CN102324700B (en) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4948515B2 (en) * | 2008-12-26 | 2012-06-06 | 日本特殊陶業株式会社 | Plasma jet ignition plug |
| EP2624385B1 (en) * | 2010-10-01 | 2015-12-16 | Ngk Spark Plug Co., Ltd. | Spark plug |
| JP5303014B2 (en) * | 2010-10-05 | 2013-10-02 | 日本特殊陶業株式会社 | Plasma jet ignition plug and manufacturing method thereof |
| JP5140718B2 (en) * | 2010-12-15 | 2013-02-13 | 日本特殊陶業株式会社 | Plasma jet ignition plug |
| CN102155344B (en) * | 2011-01-21 | 2012-07-04 | 电子科技大学 | Slot coupling micro-wave plasma igniter for internal-combustion engine |
| JP6039436B2 (en) * | 2013-01-17 | 2016-12-07 | 日本特殊陶業株式会社 | Plasma jet ignition plug |
| JP6045464B2 (en) * | 2013-09-11 | 2016-12-14 | 日本特殊陶業株式会社 | Spark plug manufacturing method and spark plug |
| JP5981975B2 (en) * | 2013-11-26 | 2016-08-31 | 日本特殊陶業株式会社 | Spark plug |
| JP6451148B2 (en) * | 2014-09-01 | 2019-01-16 | 株式会社デンソー | Spark plug for internal combustion engine and method for manufacturing the same |
| JP7457610B2 (en) | 2020-09-01 | 2024-03-28 | 株式会社やまびこ | 2 stroke engine |
| JP7567656B2 (en) | 2021-05-21 | 2024-10-16 | 株式会社デンソー | Method for manufacturing spark plug for internal combustion engine |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5811034Y2 (en) * | 1979-11-27 | 1983-03-01 | 日産自動車株式会社 | plasma spark plug |
| JPS56167288A (en) * | 1980-05-26 | 1981-12-22 | Nissan Motor | Ignition plug for internal combustion engine |
| JPS5715379A (en) * | 1980-07-01 | 1982-01-26 | Ngk Spark Plug Co | Plasma jet ignition plug |
| JPS5729089A (en) * | 1980-07-29 | 1982-02-16 | Fujitsu Ltd | Method of indicating and controlling project system display unit |
| US4388549A (en) | 1980-11-03 | 1983-06-14 | Champion Spark Plug Company | Plasma plug |
| JPH01274374A (en) * | 1988-04-25 | 1989-11-02 | Ngk Spark Plug Co Ltd | Drawing-in gap type ignitor plug |
| JPH0272577A (en) * | 1988-09-06 | 1990-03-12 | Honda Motor Co Ltd | Ignition plug of internal combustion engine |
| FR2649577B1 (en) * | 1989-06-23 | 1991-10-11 | Hiverlet Franck | METHODS FOR GENERATING PLASMA AND FOR PRODUCING OZONE, METHODS OF IGNITION AND DEPOLLUTION, AND DEVICE RELATING THERETO |
| DE10331418A1 (en) * | 2003-07-10 | 2005-01-27 | Bayerische Motoren Werke Ag | Plasma jet spark plug |
| FR2859869B1 (en) * | 2003-09-12 | 2006-01-20 | Renault Sa | PLASMA GENERATION SYSTEM. |
| JP4483660B2 (en) * | 2005-04-05 | 2010-06-16 | 株式会社デンソー | Ignition device for internal combustion engine |
-
2008
- 2008-02-12 JP JP2008030584A patent/JP4413973B2/en not_active Expired - Fee Related
- 2008-03-28 CN CN2011102442027A patent/CN102324700B/en not_active Expired - Fee Related
- 2008-03-28 JP JP2008088295A patent/JP4721237B2/en not_active Expired - Fee Related
- 2008-03-28 KR KR1020080029142A patent/KR101005694B1/en not_active IP Right Cessation
- 2008-03-28 CN CN200810084898XA patent/CN101276996B/en not_active Expired - Fee Related
-
2009
- 2009-07-08 JP JP2009161486A patent/JP4944928B2/en not_active Expired - Fee Related
- 2009-07-08 JP JP2009161483A patent/JP4843076B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN102324700A (en) | 2012-01-18 |
| JP2009224344A (en) | 2009-10-01 |
| KR101005694B1 (en) | 2011-01-05 |
| CN102324700B (en) | 2013-10-09 |
| JP2008277257A (en) | 2008-11-13 |
| CN101276996A (en) | 2008-10-01 |
| JP4721237B2 (en) | 2011-07-13 |
| KR20080089273A (en) | 2008-10-06 |
| JP4843076B2 (en) | 2011-12-21 |
| JP4944928B2 (en) | 2012-06-06 |
| CN101276996B (en) | 2012-05-30 |
| JP2008277284A (en) | 2008-11-13 |
| JP2009224345A (en) | 2009-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4413973B2 (en) | Plasma jet ignition plug and method for manufacturing the same | |
| JP2009224344A5 (en) | ||
| JP2009224345A5 (en) | ||
| EP1976081B1 (en) | Plasma jet spark plug and manufacturing method therefor | |
| JP5249385B2 (en) | Plasma jet ignition plug | |
| JP4482589B2 (en) | Plasma jet ignition plug | |
| US9843166B2 (en) | Spark plug and method for manufacturing spark plug | |
| EP1976080B1 (en) | Plasma-jet spark plug | |
| US8388395B2 (en) | Method for manufacturing ignition plug | |
| JP2011175980A5 (en) | ||
| US20210359495A1 (en) | Spark plug | |
| US20240204488A1 (en) | Spark plug and method for producing a spark plug | |
| JP7202222B2 (en) | spark plug |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081222 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090424 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090512 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090708 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091020 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091118 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121127 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121127 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121127 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131127 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |