JP4380010B2 - Ultra-low carbon cold-rolled steel sheet excellent in homogeneity and surface appearance after forming and method for producing the same - Google Patents
Ultra-low carbon cold-rolled steel sheet excellent in homogeneity and surface appearance after forming and method for producing the same Download PDFInfo
- Publication number
- JP4380010B2 JP4380010B2 JP2000095778A JP2000095778A JP4380010B2 JP 4380010 B2 JP4380010 B2 JP 4380010B2 JP 2000095778 A JP2000095778 A JP 2000095778A JP 2000095778 A JP2000095778 A JP 2000095778A JP 4380010 B2 JP4380010 B2 JP 4380010B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- steel sheet
- temperature
- ultra
- surface appearance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Heat Treatment Of Sheet Steel (AREA)
Description
【0001】
【発明の属する技術分野】
この発明は、食缶、飲料缶のような缶容器用のぶりき原板および表面処理鋼板用の原板として好適な、均質性および成形加工後の表面外観に優れた極低炭素冷延鋼板およびその製造方法に関するものである。
【0002】
【従来の技術】
食缶や飲料缶等の缶容器用鋼板は、缶コストの低減のため、板厚を薄肉化する傾向にある。しかしながら、板厚を薄くすると、それに伴って缶強度が低下するため、従来は、例えば結晶粒径を小さくするなどして硬質化することにより、強度の向上を図っていた。
【0003】
しかしながら、材質を硬質化させると、冷間圧延や調質圧延の際における加工性および製缶時における深絞り性を劣化させることになる。
また、缶胴部の被加工材は、缶胴に成形後、天蓋を取り付けるためのフランジ加工を行うが、この際いわゆるフランジ割れが発生する場合があった。
このため、上記のような加工性の劣化を招くことのない材料の開発が望まれていた。
【0004】
上記のような加工性の良好な缶容器用鋼板として、例えば発明者らは、先に、Nb添加極低炭素鋼をベースとする2ピース缶用鋼板を開発し、特開平8−92695号公報において開示した。
この鋼板の開発により、圧延時や製缶時における加工性の劣化を招くことなしに、板厚の薄肉化に伴う缶強度不足を効果的に補償することができるようになった。
【0005】
しかしながら、このようなNb添加極低炭素鋼材を、工業的規模で実際に製造した場合に、コイル長手方向における材質のバラツキ、具体的にはコイルの先端部および後端部における硬度が中央部よりも高くなるバラツキが、しばしば観察された。
このような硬度の高い部位は、上述したような弊害を招くので切り捨てざるを得ず、その分歩留りの大幅な低下を招く。また、このような鋼材では、素材の降伏点伸びに起因して、製缶後の容器の外観が不良となることもあった。
【0006】
【発明が解決しようとする課題】
この発明は、上記の問題を有利に解決するもので、工業的規模での製造に際してもコイル長手方向における硬度のバラツキがなく、また成形後の表面外観にも優れた缶容器用の極低炭素冷延鋼板を、その有利な製造方法と共に提案することを目的とする。
【0007】
【課題を解決するための手段】
さて、発明者らは、上記の目的を達成すべく、まず材質バラツキの発生原因について調査したところ、次の知見を得た。
すなわち、図1に示すように、ホットコイルの先端部(LE)および後端部(TE)は、中央部(Middle)に比べて、熱延コイル巻取り後の冷却速度が速いことから、その冷却過程でNbCが十分には析出・粗大化せず、また固溶Cも残存するため、冷延圧延後の焼鈍時に残りのCが微細なNbCとして析出する。
この点、ホットコイルの中央部(Middle)は、熱延コイル巻取り後の冷却速度が遅いこともあって、その冷却過程でNbCが十分に析出・粗大化し、固溶Cもほとんど残存しないため、冷延圧延後の焼鈍時に新たに微細なNbCが析出することはない。
【0008】
上述したように、微細なNbCが析出したコイル先端部および後端部は、再結晶温度が上昇するため、図2に示すように、焼鈍条件によっては先端部および後端部が再結晶せず、いわゆる「生焼け」の状態となり、その結果として、先端部および後端部の方が中央部に比べて硬くなる。
また、焼鈍温度を、コイル先端部および後端部で再結晶が終了する温度以上としても、再結晶終了温度の低いコイルの中央部とコイルの先後端部とでは、粒成長等が大きく異なるため、材質のバラツキが大きくなる。
【0009】
そこで、次に、発明者らは、上記の問題を解決すべく鋭意研究を重ねた結果、以下に述べる知見を得た。
(1) 上記のようなコイル先後端部におけるNbCの微細析出を防止するためには、成分系の厳密な管理が必要で、特にNbについては 0.010〜0.012 mass%という狭い範囲に制限する必要がある。
【0010】
(2) Nbを上記の狭い範囲に制限した場合には、降伏点伸びが大きくなって、成形加工後の表面外観が劣化する場合があるが、この点については鋼中C量をNb量との兼ね合いで適切な範囲に制御することによって解決できる。
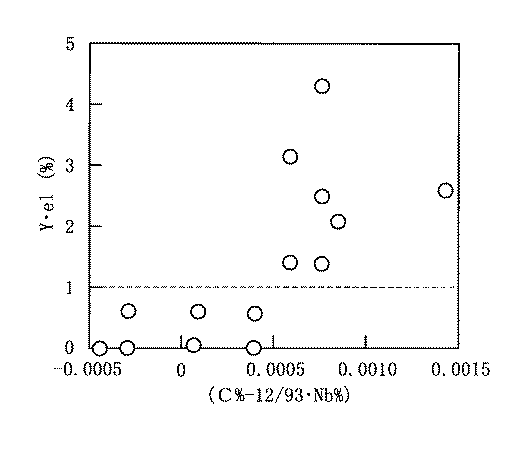
図3に、1〜2%の調質圧延後、時効処理(210 ℃, 20分)を行った後の降伏点伸び(Y.el)に及ぼす、鋼中のCおよびNb(C当量)の影響について調べた結果を示すが、同図に示したとおり、(C%−12/93・Nb%)を0.0005%以下に制限することによって、加工後の降伏点伸びを格段に軽減することができる。なお、時効処理後の降伏点伸びが1%以下であれば、製缶後の表面外観は全く問題ない。
【0011】
(3) さらに、製造工程中、特に熱間圧延後の巻取り温度を高めに設定することが、NbCの微細析出防止に一層効果的である。
この発明は、上記の知見に立脚するものである。
【0012】
すなわち、この発明は、質量百分率で
C:0.0010〜0.0020%、
Si:0.04%以下、
Mn:0.1 〜0.5 %、
P:0.02%以下、
S:0.005%以下、
N:0.005 %以下、
Al:0.01〜0.05%、
Nb:0.010 〜0.012 %
を含有し、かつCおよびNbが次式
(C%−12/93・Nb%)≦0.0005%
の関係を満足し、残部はFeおよび不可避的不純物の組成になることを特徴とする、均質性および成形加工後の表面外観に優れた極低炭素冷延鋼板である。
【0013】
また、この発明は、質量百分率で
C:0.0010〜0.0020%、
Si:0.04%以下、
Mn:0.1 〜0.5 %、
P:0.02%以下、
S:0.005%以下、
N:0.005 %以下、
Al:0.01〜0.05%、
Nb:0.010 〜0.012 %
を含有し、かつCおよびNbが次式
(C%−12/93・Nb%)≦0.0005%
の関係を満足し、残部はFeおよび不可避的不純物の組成になる鋼片を、熱間圧延後、 600〜800 ℃の温度で巻取り、ついで圧下率:80%以上の冷間圧延を施したのち、再結晶温度以上、 800℃以下の温度で連続焼鈍を施すことを特徴とする、均質性および成形加工後の表面外観に優れた極低炭素冷延鋼板の製造方法である。
【0014】
【発明の実施の形態】
以下、この発明を具体的に説明する。
まず、この発明において鋼板の成分組成を上記の範囲に限定した理由について説明する。なお、以下に示す化学組成の%表示は全て質量百分率である。
C:0.0010〜0.0020%
Cは、この発明における重要成分の一つである。C量が増大すると、それに伴って固溶C量も増大し、前掲図3に示したように降伏点伸びが大きくなり、表面荒れが発生する。この問題を防止するには、固溶Cの固定化元素であるNb量を増加させれば良いのであるが、後述するとおり、この発明では、材質のバラツキ防止の観点からNb量を所定の狭い範囲に制限しなければならず、従ってC量についても厳密に制御する必要がある。ここに、C量が0.0020%を超えると上述した降伏点伸びに起因した表面荒れが発生するので、C量の上限は0.0020%とする。一方、C量が0.0010%を下回ると結晶粒の粗大化による製品外観への悪影響が懸念されるので、下限は0.0010%に定めた。
【0015】
Si:0.04%以下
Siは、多量に含有されると鋼が著しく硬質化するだけでなく、表面処理時の酸化量が多くなり、長時間の加熱によってめっき層が剥離する等の問題が生じるため、Siは0.04%以下で含有させるものとした。
【0016】
Mn:0.1 〜0.5 %
Mnは、Sによる熱間脆性割れを防止するのに有効な元素であり、鋼中S量に応じて含有させる必要がある。しかしながら、多量に含有させると鋼板が硬質化し、延性の著しい低下を招くので、Mnは 0.1〜0.5 %の範囲で含有させるものとした。より、好ましくは 0.2〜0.4 %である。
【0017】
P:0.02%以下
Pは、鋼を著しく硬質化させ、製缶時の深絞り性やフランジ加工性を劣化させるだけでなく、耐食性を著しく阻害するので、0.02%以下に制限した。
【0018】
S:0.005%以下
Sは、鋼板の延性を減少させ、脆性や耐食性の劣化を招く元素であるので、その混入は極力低減することが好ましいが、0.005%以下で許容される。
【0019】
Al:0.01〜0.05%
Alは、固溶NをAlNとして析出・固定するのに必要な元素であり、製缶時における深絞り性およびフランジ加工性を良好にするには、少なくとも0.01%以上の含有が必要であるが、過剰に添加するとコストの上昇を招くだけでなく、介在物の増大により製缶時にフランジ加工性が劣化するので、Al量は0.01〜0.05%の範囲に限定した。
【0020】
N:0.005 %以下
Nは、固溶状態で存在すると鋼板を硬質化させ、製缶時における深絞り性およびフランジ加工性を劣化させるので、0.005 %以下に限定した。
【0021】
Nb:0.010 〜0.012 %、(C%−12/93・Nb%)≦0.0005%
Nbは、この発明において、その含有量を厳密に制御すべき重要な元素である。すなわち、Nbは、缶用鋼板の重要な特性である深絞り性(r値)および特に2ピース缶用素材で重視されるr値の面内異方性を改善する有用元素であるが、前述したとおり、冷延後の連続焼鈍においてコイル先後端部にNbCが微細に析出すると材質のバラツキを生じる。ここに、含有量が 0.010%に満たないと、巻取り時のNbCの析出が遅くなるためと考えられるが、材質のバラツキが大きくなる。一方 0.012%を超えるとコイル先後端部におけるNbCの微細析出が懸念されるので、Nbは 0.010〜0.012 %の範囲に限定した。
また、Nbは、固溶Cの固定化にも有効に寄与し、前掲図3に示したように、両者が次式、(C%−12/93・Nb%)≦0.0005%の関係を満足する範囲に制御することによって、固溶Cに起因した降伏点伸びの発生ひいては成形加工後の表面外観の劣化を効果的に防止することができる。
【0022】
なお、固溶Cの固定元素としては、上記したNbの他、Tiなども考えられるが、Tiを添加した場合、比較的大きな介在物が形成され、製缶時におけるフランジ割れの発生が懸念されるので、この発明ではTiを含有させることはない。
【0023】
次に、この発明に従う製造方法について説明する。
スラブ加熱温度:1150〜1300℃
スラブ加熱温度が、1150℃に満たないと、熱間圧延において十分に高い仕上げ温度を確保することが難しく、一方1300℃を超えると、最終的に鋼板の表面性状が劣化するので、スラブ加熱温度は1150〜1300℃程度とすることが好ましい。
【0024】
熱間圧延時の仕上げ温度(FDT):880 ℃以上
熱間圧延時における仕上げ温度が、880 ℃に満たないと、熱間圧延性が劣化することがあるので、仕上げ温度は 880℃以上とすることが好ましい。より好ましくは 930℃以上である。
【0025】
巻取り温度:600 〜800 ℃
巻取り温度が低すぎると、熱延板の形状が劣化し、次工程の酸洗、冷間圧延に支障をきたすだけでなく、熱延コイル先後端部の冷却速度が速くなって固溶Cが残存する結果、冷延圧延後の焼鈍時に微細なNbCが析出し、特にコイル先後端部において材質のバラツキが生じる。
そこで、この発明では、できるだけ高い温度すなわち 600℃以上の温度で巻取るものとした。しかしながら 巻取り温度が 800℃を超えると、熱延コイル中にカーバイドが凝集した組織が形成され、これが鋼板の耐食性に悪影響を与えるだけでなく、鋼板表面に生じるスケール厚の増大に伴い、酸洗工程で十分なスケール除去が困難となるので、巻取り温度の上限は 800℃とした。
【0026】
冷間圧延時の圧下率:80%以上
冷間圧延時における圧下率が、80%に満たないと、十分な深絞り性が得られないので、圧下率の下限を80%とした。なお、この発明のように極低炭素鋼を素材とした鋼板で、その面内異方性を小さくするためには、圧下率は85〜95%とすることが好ましい。
【0027】
焼鈍温度:再結晶温度以上、 800℃以下
連続焼鈍時の焼鈍温度は、少なくとも再結晶温度以上とする必要がある。
通常、Nbを添加した鋼を素材とすると、前述したように、コイル長手方向端部で再結晶終了温度が極端に高くなる傾向にあるが、この発明では、極めて厳密に成分を調整しているので、コイル長手方向での再結晶終了温度差が小さく、コイル全長にわたって再結晶温度以上の焼鈍温度を確保し易い。
しかしながら、再結晶温度があまりに高くなると、連続焼鈍時にヒートバックルや板破断等の欠陥を生じる危険性が増大するだけでなく、表面濃化の増大などによって表面処理性の劣化を招くので、その上限は 800℃とした。より好ましくは 780℃以下である。
【0028】
調質圧延の圧下率:0.5 〜10.0%
焼鈍後には、形状調整等の目的で 0.5〜3.0 %程度の調質圧延を施すことが好ましい。また、この種鋼板は、各用途に応じた調質度を、圧下率を制御することによって得ることができるが、圧下率が10.0%を超えると鋼板が著しく硬質化し、十分の製缶加工性およびフランジ加工性が得られなくなるので、調質圧延における圧下率は 0.5〜10.0%程度とすることが好ましい。
【0029】
【実施例】
表1に示す種々の成分組成になる鋼スラブを、1200℃に加熱後、表2に示す条件で熱間圧延、冷間圧延、連続焼鈍および調質圧延を施して製品とした。
かくして得られた極低炭素鋼板のコイル先端部(先端から5mの位置)、コイル中央部およびコイル後端部(後端から5mの位置)の板幅中央部から試験片を採取し、組織観察、機械的性質(硬さ(HR30T)、r値、Δrおよび材質のバラツキ)および表面外観について調べた結果を表3に示す。
【0030】
なお、ここで、材質のバラツキとは、コイル先端部、中央部、後端部で調査した値の最大値と最小値の差を意味し、表3に硬さのバラツキを示した。
また、採取した試験片の板厚断面の組織観察は、光学顕微鏡によって行い、再結晶が終了しているかどうかを判定した。
さらに、r値、Δrは、次式により定義される平均r値およびr値の面内異方性である。
r値=(rL +2rD +rC )/4
Δr=(rL −2rD +rC )/2
ただし、rL , rD , rC はそれぞれ、鋼板の圧延方向(rL )、圧延方向に対して45°方向(rD )、圧延方向に対して90°方向(rC )のr値(ランクフォード値)を表す。
また、製缶後の表面外観不良は降伏点伸び(Y.el)に起因するので、Y.elで評価するものとし、時効処理後、この値が1%以下であれば、缶とした時の表面外観は良好といえる。降伏点伸びに関しては、JIS 5 号の引張り試験片に加工後、時効処理(210 ℃, 20分)を行った後に引張り試験を行って評価した。評価結果は、板幅中央部で代表して表3に示す。
【0031】
【表1】
【表2】
【表3】
表3から明らかなように、この発明に従い得られたものはいずれも、機械的諸特性に優れるだけでなく、硬さ(HR30T)のバラツキが1以下小さく、また表面外観も良好であった。
さらに、試験片すべてについて、再結晶が終了していることが確認された。
【0035】
【発明の効果】
かくして、この発明によれば、缶容器用鋼板としての諸特性に優れるのはいうまでもなく、鋼板長手方向にわたる各特性のバラツキが極めて小さく、しかも表面外観にも優れた極低炭素冷延鋼板を安定して得ることができる。
【図面の簡単な説明】
【図1】 ホットコイルの冷却速度を、先端部(LE)、中央部(Middle)および後端部(TE)で比較して示した図である。
【図2】 微細なNbCが析出したコイル先後端部における「生焼け」の発生状況の説明図である。
【図3】 鋼中のCおよびNb(C当量)が降伏点伸び(Y.el)に及ぼす影響を示したグラフである。[0001]
BACKGROUND OF THE INVENTION
The present invention relates to an ultra-low carbon cold-rolled steel sheet excellent in homogeneity and surface appearance after forming processing, suitable as a tin plate for can containers such as food cans and beverage cans, and a base plate for surface-treated steel sheets, and its It relates to a manufacturing method.
[0002]
[Prior art]
Steel plates for can containers such as food cans and beverage cans tend to be thinned to reduce can costs. However, if the plate thickness is reduced, the strength of the can decreases accordingly. Conventionally, for example, the strength has been improved by making it harder by reducing the crystal grain size.
[0003]
However, if the material is hardened, the workability during cold rolling or temper rolling and the deep drawability during canning are deteriorated.
Moreover, the workpiece of the can body part is subjected to flange processing for attaching a canopy after being formed on the can body, and so-called flange cracking may occur at this time.
For this reason, development of the material which does not cause the deterioration of workability as mentioned above was desired.
[0004]
As a steel plate for a can container having good workability as described above, for example, the inventors previously developed a steel plate for a two-piece can based on an Nb-added ultra-low carbon steel, and disclosed in JP-A-8-92695. Disclosed in.
The development of this steel sheet has made it possible to effectively compensate for the lack of can strength that accompanies the reduction in sheet thickness without incurring deterioration in workability during rolling or can manufacturing.
[0005]
However, when such an Nb-added ultra-low carbon steel material is actually manufactured on an industrial scale, the material variation in the coil longitudinal direction, specifically, the hardness at the tip and rear ends of the coil is greater than that at the center. Higher variations were often observed.
Such a portion having high hardness causes the above-described adverse effects, and therefore must be discarded, resulting in a significant decrease in yield. Moreover, in such a steel material, the appearance of the container after canning may become defective due to the elongation at yield of the material.
[0006]
[Problems to be solved by the invention]
The present invention advantageously solves the above-mentioned problems, has no variation in hardness in the longitudinal direction of the coil even during production on an industrial scale, and has an extremely low surface carbon appearance after molding. The object is to propose a cold-rolled steel sheet together with its advantageous production method.
[0007]
[Means for Solving the Problems]
In order to achieve the above object, the inventors first investigated the cause of the material variation, and obtained the following knowledge.
That is, as shown in FIG. 1, the front end portion (LE) and the rear end portion (TE) of the hot coil have a higher cooling rate after winding the hot rolled coil than the center portion (Middle). In the cooling process, NbC is not sufficiently precipitated and coarsened, and solid solution C also remains, so that the remaining C precipitates as fine NbC during annealing after cold rolling.
In this respect, the middle part of the hot coil has a slow cooling rate after winding the hot-rolled coil, and NbC is sufficiently precipitated and coarsened during the cooling process, so that almost no solid solution C remains. In addition, fine NbC is not newly deposited during annealing after cold rolling.
[0008]
As described above, since the recrystallization temperature rises at the coil front end and the rear end where fine NbC is deposited, the front end and the rear end are not recrystallized depending on the annealing conditions as shown in FIG. In other words, a so-called “burnt” state is obtained, and as a result, the front end portion and the rear end portion are harder than the central portion.
Also, even if the annealing temperature is higher than the temperature at which the recrystallization is completed at the coil front end and the rear end, the grain growth and the like are greatly different between the center portion of the coil having a low recrystallization end temperature and the front and rear end portions of the coil. , Material variation will increase.
[0009]
Then, as a result of intensive studies to solve the above problems, the inventors have obtained the following knowledge.
(1) In order to prevent the fine precipitation of NbC at the front and rear ends of the coil as described above, it is necessary to strictly control the component system, and particularly Nb must be limited to a narrow range of 0.010 to 0.012 mass%. is there.
[0010]
(2) When Nb is limited to the above-mentioned narrow range, the yield point elongation becomes large and the surface appearance after forming may be deteriorated. This can be solved by controlling to an appropriate range in view of the above.
Fig. 3 shows the effects of C and Nb (C equivalent) in steel on yield point elongation (Y.el) after temper rolling at 1 to 2% and after aging treatment (210 ° C, 20 minutes). As shown in the figure, the results of investigating the effects are shown. By limiting (C% -12 / 93 · Nb%) to 0.0005% or less, the yield point elongation after processing can be significantly reduced. it can. In addition, if the yield point elongation after the aging treatment is 1% or less, the surface appearance after the can manufacturing has no problem.
[0011]
(3) Furthermore, it is more effective for preventing fine precipitation of NbC to set the coiling temperature higher after the hot rolling during the manufacturing process.
The present invention is based on the above findings.
[0012]
That is, the present invention is, in mass percentage, C: 0.0010 to 0.0020%,
Si: 0.04% or less,
Mn: 0.1-0.5%
P: 0.02% or less,
S: 0.005 % or less,
N: 0.005% or less,
Al: 0.01-0.05%
Nb: 0.010 to 0.012%
And C and Nb are represented by the following formula (C% -12 / 93 · Nb%) ≦ 0.0005%
This is an ultra-low carbon cold-rolled steel sheet excellent in homogeneity and surface appearance after forming, characterized in that the balance is the composition of Fe and inevitable impurities.
[0013]
Moreover, this invention is the mass percentage C: 0.0010-0.0020%,
Si: 0.04% or less,
Mn: 0.1-0.5%
P: 0.02% or less,
S: 0.005 % or less,
N: 0.005% or less,
Al: 0.01-0.05%
Nb: 0.010 to 0.012%
And C and Nb are represented by the following formula (C% -12 / 93 · Nb%) ≦ 0.0005%
The steel slab with the composition of Fe and unavoidable impurities in the balance was rolled up at a temperature of 600-800 ° C after hot rolling, and then cold-rolled at a reduction rate of 80% or more. Then, a method for producing an ultra-low carbon cold-rolled steel sheet excellent in homogeneity and surface appearance after forming, characterized by performing continuous annealing at a temperature not lower than the recrystallization temperature and not higher than 800 ° C.
[0014]
DETAILED DESCRIPTION OF THE INVENTION
The present invention will be specifically described below.
First, the reason why the composition of the steel sheet is limited to the above range in the present invention will be described. In addition,% display of the chemical composition shown below is all the mass percentage.
C: 0.0010-0.0020%
C is one of the important components in the present invention. As the amount of C increases, the amount of dissolved C also increases, and as shown in FIG. 3, the elongation at the yield point increases and surface roughness occurs. In order to prevent this problem, it is sufficient to increase the amount of Nb, which is an immobilized element of solute C. However, as will be described later, in the present invention, the amount of Nb is set to a predetermined narrow value from the viewpoint of preventing material variations. It must be limited to a range, and therefore the amount of C must be strictly controlled. Here, when the C content exceeds 0.0020%, surface roughness due to the above-described yield point elongation occurs, so the upper limit of the C content is set to 0.0020%. On the other hand, if the C content is less than 0.0010%, there is a concern about the adverse effect on the appearance of the product due to the coarsening of crystal grains, so the lower limit was set to 0.0010%.
[0015]
Si: 0.04% or less
If Si is contained in a large amount, not only does the steel harden significantly, but the amount of oxidation during surface treatment increases, and problems such as peeling of the plating layer due to prolonged heating occur. It was made to contain below.
[0016]
Mn: 0.1 to 0.5%
Mn is an element effective for preventing hot brittle cracking due to S, and needs to be contained according to the amount of S in the steel. However, if contained in a large amount, the steel sheet becomes hard and causes a significant decrease in ductility. Therefore, Mn is contained in the range of 0.1 to 0.5%. More preferably, it is 0.2 to 0.4%.
[0017]
P: 0.02% or less P not only hardens the steel and deteriorates deep drawability and flange workability during canning, but also significantly inhibits corrosion resistance, so it was limited to 0.02% or less.
[0018]
S: 0.005 % or less S is an element that reduces the ductility of the steel sheet and causes brittleness and deterioration of corrosion resistance. Therefore, its mixing is preferably reduced as much as possible, but 0.005 % or less is allowed.
[0019]
Al: 0.01-0.05%
Al is an element necessary for precipitating and fixing solute N as AlN. To improve the deep drawability and flange workability during canning, it is necessary to contain at least 0.01% or more. If excessively added, not only will the cost increase, but the flange workability will deteriorate during can making due to the increase in inclusions, so the Al content is limited to the range of 0.01 to 0.05%.
[0020]
N: 0.005% or less N, when present in a solid solution state, hardens the steel sheet and deteriorates deep drawability and flange workability during canning, so is limited to 0.005% or less.
[0021]
Nb: 0.010 to 0.012%, (C% -12 / 93 · Nb%) ≤ 0.0005%
Nb is an important element in the present invention whose content should be strictly controlled. That is, Nb is a useful element that improves the deep drawability (r value), which is an important characteristic of steel plates for cans, and the in-plane anisotropy of r value, which is particularly important for 2-piece can materials. As described above, when NbC is finely deposited on the rear end of the coil tip in continuous annealing after cold rolling, the material varies. Here, if the content is less than 0.010%, it is considered that the precipitation of NbC at the time of winding is delayed, but the variation of the material becomes large. On the other hand, if it exceeds 0.012%, there is a concern about the fine precipitation of NbC at the rear end of the coil tip, so Nb was limited to the range of 0.010 to 0.012%.
Nb also contributes effectively to the fixation of solute C, and as shown in FIG. 3, the two satisfy the following formula: (C% −12 / 93 · Nb%) ≦ 0.0005% By controlling within the range, it is possible to effectively prevent the occurrence of yield point elongation due to the solid solution C and the deterioration of the surface appearance after the forming process.
[0022]
In addition to the above-mentioned Nb, Ti, etc. can be considered as a fixed element of solute C, but when Ti is added, a relatively large inclusion is formed, and there is a concern about the occurrence of flange cracking during can manufacturing. Therefore, Ti is not contained in this invention.
[0023]
Next, the manufacturing method according to the present invention will be described.
Slab heating temperature: 1150 ~ 1300 ℃
If the slab heating temperature is less than 1150 ° C, it will be difficult to secure a sufficiently high finishing temperature in hot rolling. On the other hand, if it exceeds 1300 ° C, the surface properties of the steel will eventually deteriorate. Is preferably about 1150 to 1300 ° C.
[0024]
Finishing temperature during hot rolling (FDT): 880 ° C or more If the finishing temperature during hot rolling is less than 880 ° C, the hot rolling property may deteriorate, so the finishing temperature should be 880 ° C or more. It is preferable. More preferably, it is 930 ° C or higher.
[0025]
Winding temperature: 600-800 ° C
If the coiling temperature is too low, the shape of the hot-rolled sheet deteriorates, which not only hinders pickling and cold rolling in the next process, but also increases the cooling rate of the front and rear end portions of the hot-rolled coil, resulting in solid solution C As a result, fine NbC precipitates during annealing after cold rolling, and material variations occur especially at the coil tip rear end.
Therefore, in the present invention, winding is performed at a temperature as high as possible, that is, a temperature of 600 ° C. or higher. However, when the coiling temperature exceeds 800 ° C, a structure in which carbide aggregates is formed in the hot-rolled coil, which not only adversely affects the corrosion resistance of the steel sheet, but also increases the scale thickness that occurs on the steel sheet surface. The upper limit of the coiling temperature was set to 800 ° C because it would be difficult to remove the scale sufficiently in the process.
[0026]
Rolling ratio during cold rolling: 80% or more If the rolling ratio during cold rolling is less than 80%, sufficient deep drawability cannot be obtained, so the lower limit of the rolling ratio is set to 80%. In order to reduce the in-plane anisotropy of a steel plate made of extremely low carbon steel as in the present invention, the rolling reduction is preferably 85 to 95%.
[0027]
Annealing temperature: Recrystallization temperature or higher, 800 ° C or lower The annealing temperature during continuous annealing must be at least the recrystallization temperature or higher.
Normally, when steel made of Nb is used as a raw material, as described above, the recrystallization end temperature tends to be extremely high at the end in the longitudinal direction of the coil, but in this invention, the components are adjusted very strictly. Therefore, the recrystallization end temperature difference in the coil longitudinal direction is small, and it is easy to ensure an annealing temperature not less than the recrystallization temperature over the entire length of the coil.
However, if the recrystallization temperature becomes too high, the risk of causing defects such as heat buckles and plate breakage during continuous annealing not only increases, but surface treatment properties deteriorate due to increased surface concentration. Was 800 ° C. More preferably, it is 780 ° C. or lower.
[0028]
Temper rolling reduction ratio: 0.5 to 10.0%
After annealing, it is preferable to perform temper rolling of about 0.5 to 3.0% for the purpose of shape adjustment and the like. In addition, this type of steel sheet can be tempered according to each application by controlling the reduction ratio. However, if the reduction ratio exceeds 10.0%, the steel sheet becomes extremely hard, and sufficient canning workability is achieved. In addition, since the flange workability cannot be obtained, the rolling reduction in the temper rolling is preferably about 0.5 to 10.0%.
[0029]
【Example】
Steel slabs having various component compositions shown in Table 1 were heated to 1200 ° C., and then subjected to hot rolling, cold rolling, continuous annealing and temper rolling under the conditions shown in Table 2 to obtain products.
The specimens were collected from the coil tip of the ultra-low carbon steel plate thus obtained (position 5 m from the tip), the coil center and the coil rear end (position 5 m from the back), and observed for structure. Table 3 shows the results of examining the mechanical properties (hardness (HR30T), r value, Δr and material variation) and surface appearance.
[0030]
Here, the material variation means a difference between the maximum value and the minimum value of the values investigated at the coil front end portion, the central portion, and the rear end portion, and Table 3 shows the hardness variation.
Moreover, the structure | tissue observation of the plate | board thickness cross section of the extract | collected test piece was performed with the optical microscope, and it was determined whether recrystallization was complete | finished.
Furthermore, the r value and Δr are the in-plane anisotropy of the average r value and the r value defined by the following equations.
r value = (r L + 2r D + r C ) / 4
Δr = (r L −2r D + r C ) / 2
However, r L , r D , and r C are r values in the rolling direction (r L ) of the steel sheet, 45 ° direction (r D ) with respect to the rolling direction, and 90 ° direction (r C ) with respect to the rolling direction, respectively. (Rankford value).
In addition, since surface appearance defects after canning are due to yield point elongation (Y.el), they should be evaluated by Y.el. If this value is 1% or less after aging treatment, The surface appearance of can be said to be good. Yield point elongation was evaluated by performing a tensile test after processing a JIS No. 5 tensile test piece and performing an aging treatment (210 ° C., 20 minutes). The evaluation results are shown in Table 3 on behalf of the center portion of the plate width.
[0031]
[Table 1]
[Table 2]
[Table 3]
As is apparent from Table 3, all of the products obtained in accordance with the present invention were not only excellent in mechanical properties, but also had a hardness (HR30T) variation of less than 1 and good surface appearance.
Further, it was confirmed that recrystallization was completed for all the test pieces.
[0035]
【The invention's effect】
Thus, according to the present invention, it is needless to say that the various characteristics as a steel plate for can containers are excellent, and the variation of each characteristic in the longitudinal direction of the steel plate is extremely small, and the ultra-low carbon cold-rolled steel plate is excellent in surface appearance. Can be obtained stably.
[Brief description of the drawings]
FIG. 1 is a diagram showing the cooling rate of a hot coil by comparing a front end portion (LE), a central portion (Middle), and a rear end portion (TE).
FIG. 2 is an explanatory view of the occurrence state of “burnt” at the coil front and rear end portions where fine NbC is deposited.
FIG. 3 is a graph showing the effect of C and Nb (C equivalent) in steel on yield point elongation (Y.el).
Claims (2)
C:0.0010〜0.0020%、
Si:0.04%以下、
Mn:0.1 〜0.5 %、
P:0.02%以下、
S:0.005%以下、
N:0.005 %以下、
Al:0.01〜0.05%、
Nb:0.010 〜0.012 %
を含有し、かつCおよびNbが次式
(C%−12/93・Nb%)≦0.0005%
の関係を満足し、残部はFeおよび不可避的不純物の組成になることを特徴とする、均質性および成形加工後の表面外観に優れた極低炭素冷延鋼板。In mass percentage C: 0.0010-0.0020%,
Si: 0.04% or less,
Mn: 0.1-0.5%
P: 0.02% or less,
S: 0.005 % or less,
N: 0.005% or less,
Al: 0.01-0.05%
Nb: 0.010 to 0.012%
And C and Nb are represented by the following formula (C% -12 / 93 · Nb%) ≦ 0.0005%
An ultra-low carbon cold-rolled steel sheet excellent in homogeneity and surface appearance after forming, characterized by satisfying the above relationship, with the balance being a composition of Fe and inevitable impurities.
C:0.0010〜0.0020%、
Si:0.04%以下、
Mn:0.1 〜0.5 %、
P:0.02%以下、
S:0.005%以下、
N:0.005 %以下、
Al:0.01〜0.05%、
Nb:0.010 〜0.012 %
を含有し、かつCおよびNbが次式
(C%−12/93・Nb%)≦0.0005%
の関係を満足し、残部はFeおよび不可避的不純物の組成になる鋼片を、熱間圧延後、 600〜800 ℃の温度で巻取り、ついで圧下率:80%以上の冷間圧延を施したのち、再結晶温度以上、 800℃以下の温度で連続焼鈍を施すことを特徴とする、均質性および成形加工後の表面外観に優れた極低炭素冷延鋼板の製造方法。In mass percentage C: 0.0010-0.0020%,
Si: 0.04% or less,
Mn: 0.1-0.5%
P: 0.02% or less,
S: 0.005 % or less,
N: 0.005% or less,
Al: 0.01-0.05%
Nb: 0.010 to 0.012%
And C and Nb are represented by the following formula (C% -12 / 93 · Nb%) ≦ 0.0005%
The steel slab with the balance of Fe and the unavoidable impurities in the balance was rolled up at a temperature of 600-800 ° C after hot rolling, and then cold rolled at a reduction rate of 80% or more. Then, a method for producing an ultra-low carbon cold-rolled steel sheet excellent in homogeneity and surface appearance after forming, characterized by performing continuous annealing at a temperature not lower than the recrystallization temperature and not higher than 800 ° C.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000095778A JP4380010B2 (en) | 2000-03-30 | 2000-03-30 | Ultra-low carbon cold-rolled steel sheet excellent in homogeneity and surface appearance after forming and method for producing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000095778A JP4380010B2 (en) | 2000-03-30 | 2000-03-30 | Ultra-low carbon cold-rolled steel sheet excellent in homogeneity and surface appearance after forming and method for producing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001279374A JP2001279374A (en) | 2001-10-10 |
| JP4380010B2 true JP4380010B2 (en) | 2009-12-09 |
Family
ID=18610635
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000095778A Expired - Fee Related JP4380010B2 (en) | 2000-03-30 | 2000-03-30 | Ultra-low carbon cold-rolled steel sheet excellent in homogeneity and surface appearance after forming and method for producing the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4380010B2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5239331B2 (en) * | 2007-12-27 | 2013-07-17 | Jfeスチール株式会社 | Cold-rolled steel sheet with small in-plane anisotropy and excellent strain aging characteristics and method for producing the same |
| CN109136780A (en) * | 2018-09-26 | 2019-01-04 | 首钢集团有限公司 | A kind of aerosol top ends of cans tin plate and its production method |
| CN111621704A (en) * | 2020-06-17 | 2020-09-04 | 武汉钢铁有限公司 | Boron and chromium-containing ultra-low carbon tin plate with hardness HR30Tm within 55 +/-4 and manufacturing method thereof |
-
2000
- 2000-03-30 JP JP2000095778A patent/JP4380010B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001279374A (en) | 2001-10-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2799562B1 (en) | Hot-rolled steel sheet and process for manufacturing same | |
| EP2465961A1 (en) | High-strength steel sheets and processes for production of the same | |
| EP3181714B1 (en) | Material for cold-rolled stainless steel sheets | |
| JP4682806B2 (en) | Ferritic stainless steel cold-rolled steel sheet excellent in press formability and manufacturing method thereof | |
| EP3828301A1 (en) | High-strength steel sheet having excellent impact resistant property and method for manufacturing thereof | |
| JP5309528B2 (en) | High strength steel plate and manufacturing method thereof | |
| CN113166893A (en) | High-strength steel material having excellent durability and method for producing same | |
| JP5225968B2 (en) | Aging-resistant cold-rolled steel sheet with excellent workability and method for producing the same | |
| JP4626484B2 (en) | Ferritic stainless steel cold-rolled steel sheet excellent in press formability and manufacturing method thereof | |
| EP3239335B1 (en) | Ferritic stainless steel having excellent ductility and method for manufacturing same | |
| JP4367091B2 (en) | High-strength hot-rolled steel sheet having excellent fatigue resistance and excellent strength-ductility balance and method for producing the same | |
| KR102378653B1 (en) | Cold rolled steel sheet and its manufacturing method | |
| JP4214671B2 (en) | Ferritic Cr-containing cold-rolled steel sheet excellent in ductility, workability and ridging resistance and method for producing the same | |
| JP4779737B2 (en) | Manufacturing method of steel sheet for ultra thin can and steel sheet for ultra thin can | |
| JP4380010B2 (en) | Ultra-low carbon cold-rolled steel sheet excellent in homogeneity and surface appearance after forming and method for producing the same | |
| JP4867338B2 (en) | Ultra-high strength steel sheet and method for manufacturing the same | |
| JP3941363B2 (en) | Ferritic stainless cold-rolled steel sheet excellent in ductility, workability and ridging resistance, and method for producing the same | |
| JPH03170618A (en) | Highly efficient production of cold-rolled steel sheet extremely excellent in workability | |
| JPS59197526A (en) | Preparation of deep drawing cold rolled steel plate having excellent quality uniformity | |
| JP4094498B2 (en) | Deep drawing high strength cold-rolled steel sheet and method for producing the same | |
| JPH10204588A (en) | Ferritic stainless steel sheet excellent in workability and roping characteristic, and its manufacture | |
| JP2005023348A (en) | Method for manufacturing hot-dip galvanized steel sheet | |
| JP4959061B2 (en) | Ferritic stainless steel sheet with excellent overhanging property and method for producing the same | |
| JP3863803B2 (en) | High-strength hot-rolled steel sheet excellent in stretch flangeability and fatigue characteristics and method for producing the same | |
| JP3923485B2 (en) | Manufacturing method of ferritic single-phase stainless steel with excellent deep drawability |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061026 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081216 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090212 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20090212 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090901 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090914 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121002 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4380010 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121002 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131002 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |