JP4256703B2 - Water-soluble lubricant for high temperature plastic processing and high temperature plastic processing method - Google Patents
Water-soluble lubricant for high temperature plastic processing and high temperature plastic processing method Download PDFInfo
- Publication number
- JP4256703B2 JP4256703B2 JP2003085238A JP2003085238A JP4256703B2 JP 4256703 B2 JP4256703 B2 JP 4256703B2 JP 2003085238 A JP2003085238 A JP 2003085238A JP 2003085238 A JP2003085238 A JP 2003085238A JP 4256703 B2 JP4256703 B2 JP 4256703B2
- Authority
- JP
- Japan
- Prior art keywords
- water
- lubricant
- acid copolymer
- temperature plastic
- soluble
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Landscapes
- Lubricants (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、高温塑性加工用水溶性潤滑剤及び高温塑性加工方法に関し、さらに詳細には、鋼材や非鉄金属の500℃以上での高温塑性加工において優れた潤滑性を発揮し、工具表面への被加工材の焼き付きや工具摩耗を防止ないし軽減する事の出来る金属塑性加工(例えば鍛造、圧延、押出し、伸線、プレス等)用水溶性潤滑剤に関するものであり、従来から使用されている不水溶性潤滑剤に替わりうるものに関する。
【0002】
【従来の技術】
従来から鋼材や非鉄金属材料の高温塑性加工においては、工具の肌荒れや焼きつき、摩耗の防止ないし軽減、金属材料と工具間の摩擦低減、工具または金型からの金属材料の離型性向上を目的として、鉱油、脂肪酸エステル、リンや硫黄系の極圧剤、高塩基性金属塩を主成分とした不水溶性塑性加工用潤滑剤が使用されている。しかしこれらの潤滑剤を使用すると潤滑剤が高温で分解または燃焼し、発煙や臭気で作業環境を著しく悪化させるという問題がある。
この問題を解決するために、難燃性である水溶性の塑性加工用潤滑剤が開発されている。例えば、アジピン酸塩と有機増粘剤を用いた潤滑剤(特許文献1)、フタル酸アルカリ金属塩と有機増粘剤を用いた潤滑剤(特許文献2)、芳香族カルボン酸のアルカリ金属塩を用いた潤滑剤(特許文献3)、表面を界面活性剤で改質した炭酸カルシウムの水分散液からなる潤滑剤(特許文献4)、マレイン酸アルカリ金属塩と有機増粘剤を用いた潤滑剤(特許文献5)、フマル酸アルカリ金属塩と有機増粘剤を用いた潤滑剤(特許文献6)、カルボキシ基を有する芳香族多カルボン酸のアルカリ金属塩を用いた潤滑剤(特許文献7)、脂環式多価カルボン酸のアルカリ金属塩、熱硬化性樹脂粉末、水溶性高分子化合物及び水からなる塑性加工用潤滑剤(特許文献8)、オレフィン又はビニルエーテル・マレイン酸系共重合体を含有する水性金属塑性加工用潤滑剤(特許文献9)、平均分子量500〜1000000のアニオン系高分子化合物と平均分子量500〜1000000のノニオン系高分子化合物を含む熱間水溶性塑性加工用潤滑剤(特許文献10)、水溶性高分子化合物の水溶液に繊維状物質を分散させた熱間圧延用潤滑剤(特許文献11)等である。
【0003】
しかし、以上の水溶性塑性加工用潤滑剤は、従来より使用されているニュートラル油やマシン油等の鉱油及び、なたね油やトリメーチロールプロパンオレイン酸エステル等の脂肪酸エステル、ジンクジアルキルジチオホスフェートや硫化油脂やトリクレジルホスフェート等のリンや硫黄系の極圧剤、高塩基性カルシウムスルホネートやサリシネート等の高塩基性金属塩を主成分として構成された不水溶性塑性加工潤滑剤と比べ潤滑性が劣るという問題がある。
例えば、前記の水溶性塑性加工用潤滑剤を適用し、材料温度が500℃を超える鍛造加工を行った場合、潤滑性が不十分なことから、焼付きや欠肉等の品質問題、離型不良による作業の中断等、が発生し金型の交換を必要とし、著しく生産効率が低下する。一方、材料温度が500℃以上の高温でおこなわれる温間、または熱間の圧延において、水溶性の高温塑性加工用潤滑剤を使用した場合、同様に潤滑性が不足し、圧延ロール表面の肌荒れや焼きつき、摩耗を防止することができず、ロールの交換を必要とし、著しく生産効率が低下する。
【0004】
【特許文献1】
特開昭55−139498号公報
【特許文献2】
特開昭58−84898号公報
【特許文献3】
特開昭60―1293号公報
【特許文献4】
特開昭62―39198号公報
【特許文献5】
特開昭61−103996号公報
【特許文献6】
特開昭62−12960号公報
【特許文献7】
特開昭62−50396号公報
【特許文献8】
特開平7―324195号公報
【特許文献9】
特開平10−46184号公報
【特許文献10】
特開2002―265974
【特許文献11】
特開2001−181669
【0005】
【発明が解決しようとする課題】
本発明の目的は、500℃以上の高温においても潤滑性に優れ、かつ、発煙や臭気の少ない高温塑性加工用水溶性潤滑剤、及びこれを用いた高温塑性加工方法を提供することである。
【0006】
【課題を解決するための手段】
本発明は、以下の高温塑性加工用水溶性潤滑剤、及びこれを用いた高温塑性加工方法を提供するものである。
1.A.マレイン酸系共重合体又はその部分エステルの水溶性塩及びアクリル酸系共重合体又はその部分エステルの水溶性塩からなる群から選ばれる少なくとも1種、 B.固体潤滑剤、C.界面活性剤、及び D.水を含む高温塑性加工用水溶性潤滑剤。
2.A成分1〜30質量%、B成分1〜40質量%、C成分0.01質量%〜5質量%及び、 D成分25〜97.99質量%からなる上記1記載の高温塑性加工用水溶性潤滑剤。
3.マレイン酸系共重合体及びアクリル酸系共重合体が、イソブチレン・マレイン酸共重合体、メチルビニルエーテル・マレイン酸共重合体、マレイン酸・アクリル酸共重合体及びスチレン・マレイン酸共重合体からなる群から選ばれる少なくとも1種である上記1又は2記載の高温塑性加工用水溶性潤滑剤。
4.成分Bが炭酸カルシウムであることを特徴とする上記1〜3のいずれか1項記載の高温塑性加工用水溶性潤滑剤。
5.成分Cがノニオン系界面活性剤であることを特徴とする上記1〜4のいずれか1項記載の高温塑性加工用水溶性潤滑剤。
6.上記1〜5のいずれか1項記載の高温塑性加工用水溶性潤滑剤を、工具表面及び/又は工具と被加工物の間に給油して、工具表面の焼きつき、摩耗、肌荒れを防止することを特徴とする温間又は熱間塑性加工方法。
【0007】
【発明の実施の形態】
本発明のA成分の原料となるマレイン酸系共重合体、アクリル酸系共重合体、これらの部分エステルとしては、イソブチレン・マレイン酸共重合体、アクリル酸・マレイン酸共重合体、メチルビニルエーテル・マレイン酸共重合体、スチレン・マレイン酸共重合体、これらの部分エステルが挙げられる。本発明に使用するマレイン酸系共重合体、アクリル酸系共重合体、これらの部分エステルの水溶性塩は、上記市販のマレイン酸系共重合体、アクリル酸系共重合体、これらの部分エステル(例えば、メチル又はエチル部分エステル)から得られる水溶性塩であり、例えば、ナトリウム塩、カリウム塩等のアルカリ金属塩、アンモニウム塩、ジエタノールアミンやトリエタノールアミン等のアルカノールアミンの塩が挙げられる。これらの水溶性塩には市販されているものもあるのでこれらをそのまま使用しても良いし、マレイン酸系共重合体、アクリル酸系共重合体、これらの部分エステル(例えば、メチル又はエチル部分エステル)に、例えば、カセイソーダやカセイカリ等のアルカリ金属水酸化物、アンモニア、ジエタノールアミンやトリエタノールアミン等のアルカノールアミン等を反応させて製造してもよい。
【0008】
イソブチレン・マレイン酸共重合体の市販品としては、例えば、ISOBAN18(クラレ株式会社製)、ISOBAN10(クラレ株式会社製)が挙げられる。メチルビニルエーテル・マレイン酸共重合体の市販品としては、VEMA(ダイセル株式会社製)が挙げられる。アクリル酸共重合体の市販品としては、例えば、カーボポール(BFGoodrich株式会社製)が挙げられる。なお、イソブチレン・マレイン酸共重合体にはその誘導体として部分イミド化物、例えば、イミド化イソバン(クラレ株式会社製)があり、このような誘導体も本発明に使用することができる。
水溶性塩の市販品としては、イソブチレン・無水マレイン酸共重合体部分メチルエステル化物アンモニウム塩水溶液、イソブチレン・無水マレイン酸共重合体部分エチルエステル化物アンモニウム塩水溶液、イソブチレン・無水マレイン酸共重合体部分アルコキシポリオキシエチレンエステル化物アンモニウム塩水溶液(例えば、ビスマルYK-1:東邦化学工業株式会社製)、アクリル酸共重合体ナトリウム塩水溶液(例えば、アクアリックDL:日本触媒株式会社製)、(アクリル酸・マレイン酸共重合体ナトリウム塩水溶液(例えば、アクアリックTL:日本触媒株式会社製)等が挙げられる。
【0009】
これらの物質の添加量は好ましくは1〜30質量%、さらに好ましくは1〜20質量%である。1質量%未満では本発明の所期の効果が充分に発揮されない傾向があり、また30質量%を超えると、潤滑剤が流動性を失い、均一な潤滑膜ができず、潤滑性が低下する傾向がある。
【0010】
本発明の成分Bの固体潤滑剤の具体例としては、タルク、窒化ホウ素、セリサイト、ベントナイト、黒鉛、酸化鉄、フッ化黒鉛、雲母、モリブデン酸カルシウム、メタリン酸カリウム、メタリン酸ナトリウム等が挙げられる。以下の実施態様では、炭酸カルシウムを例として説明するが、本発明はこれに限定されるものではない。本発明に使用可能な炭酸カルシウムとしては、天然より得られる重質炭酸カルシウム、合成して得られる沈降性炭酸カルシウムが挙げられる。沈降性炭酸カルシウムとしては、炭酸ガス化合法や可溶性塩化合法等で合成して得られる軽微性炭酸カルシウム、極微細炭酸カルシウム、これらの合成した炭酸カルシウム表面を樹脂酸、石ケン、脂肪酸等で表面処理した極微細活性化炭酸カルシウムが挙げられる。
これらの炭酸カルシウムの粒径は好ましくは10μm以下さらに好ましくは5μm以下である。
本発明においてB成分の固体潤滑剤の添加量は好ましくは1〜40質量%、さらに好ましくは5〜30質量%である。1質量%未満では本発明の所期の効果が充分に発揮されない傾向があり、また40質量%を超えると、潤滑剤が流動性を失い、均一な潤滑膜ができず、潤滑性が低下する傾向がある。
【0011】
本発明に使用する成分Cの界面活性剤はノニオン系、アニオン系、カチオン系のいずれでもよい。以下の実施態様では界面活性剤としてノニオン系界面活性剤を使用した場合について説明するが、本発明はこれに限定されるものではない。ノニオン系界面活性剤の具体例としては、ポリエチレングリコール、ポリオキシエチレンアルキルエーテル、ポリオキシエチレングリセリン脂肪酸エステル、ポリオキシエチレンソルビタン脂肪酸エステル、ポリオキシエチレングリコール脂肪酸エステル、ポリオキシエチレンポリグリセリン脂肪酸エステル、アルキレングリコール共重合体などがあげられる。
本発明において界面活性剤の添加量は、好ましくは0.01〜5質量%、さらに好ましくは0.05〜3質量%である。0.01質量%未満では本発明の所期の効果が充分に発揮されない傾向があり、また5質量%を超えると、界面活性剤が水に均一に溶解又は分散しないため潤滑性が低下する傾向がある。
【0012】
本発明の潤滑剤には、上記成分に加えて、セバチン酸、テレフタル酸、イソフタル酸、アジピン酸、トリメリット酸のアルカリ金属塩(例えば、ナトリウム塩、カリウム等)またはアンモニウム塩、ポリビニルピロリドン、カルボキシメチルセルロース、ヒドロキシエチルセルロース、ポリビニルアルコール、アルギン酸ソーダ、炭酸ナトリウム、炭酸水素ナトリウム、ホウ酸塩化合物等の水溶性潤滑物質、防腐剤、消泡剤、防錆防食剤、耐荷重添加剤等の添加剤を添加してもよい。これにより、潤滑性および耐焼付き性をさらに向上させることができる場合がある。これらの添加量は特に限定されないが、通常、0.1〜30質量%の範囲が適当である。
【0013】
こうして得られた本発明の潤滑剤は、原液または水で希釈した状態で、一般的に潤滑剤用ポンプとして使用されるギアポンプ、エアーポンプ、プランジャーポンプ等によって工具へ直接スプレーするか、エアースプレーまたは、ウオーターインジェクション方式でスプレーが可能である。また、原液または水で希釈した状態で、刷毛等を用い直接塗布しても良いし、工具に給油後、乾燥させて、水分を除去した形で使用することも可能である。
【0014】
【実施例】
本発明を高温での鍛造及び圧延を例として以下に実施例と比較例によりさらに具体的に説明するが、本発明はこれに限定されるものではない。
実施例1〜18、比較例1〜7
撹拌機を備えたステンレス製加熱釜に、表1〜3に記載した量の水、固体潤滑剤、界面活性剤、及び添加剤を加え、80℃で1時間攪拌した。次に、アルカリ成分(カセイソーダ水溶液、アンモニア水又はトリエタノールアミン)を投入し、次いでマレイン酸系共重合体、アクリル酸系共重合体、マレイン酸・アクリル酸共重合体を添加し、反応させつつ90℃まで昇温し1時間保持して完全に反応したら、冷却し、蒸発した水分を補給し、製品とした。
【0015】
比較例8〜10
撹拌機を備えたステンレス製加熱釜に、表3に記載した原料をすべて加え、80℃で1時間攪拌し、製品とした。
【0016】
【試験例】
1.鍛造試験
160tプレス機を用いたリング圧縮試験により鍛造加工性を評価した。下記条件にて鍛造加工を行い、金型表面の焼付の有無から判断する。焼き付きの発生が無いものほど潤滑性良好と評価する。
(試験条件)
鍛造機:KOMATSU MAYPRES(MKN−160)
金型材質:SKD−61
試験片:SUS304(外径30mm、内径15、高さ10mm)
試験片温度:(温間)750℃、(熱間)1200℃
加工速度:9.1mm/sec
加工物の圧縮率設定 :30%
試料の供給:金型の加工面に厚さ0.1mmで塗布する。
(焼きつき性評価)
○:焼付きは全く無い。
△:焼付きが認められる。
×:焼付きが顕著に認められる。
【0017】
2.温間及び熱間圧延試験
150mm2Hi圧延機を用いた圧延試験により、高温圧延時の潤滑性を評価した。下記条件で圧延した際の、圧延終了後のロール表面に焼きつきが発生しない場合、潤滑性が良好とする。
(試験条件)
圧延ロール:ハイスピードスチールロール(150mmφ×150mmL)
圧延材:SUS430鋼板(厚さ4mm 幅25mm 長さ100mm)
200本(ロールの同一箇所で圧延した)
圧下率:20%、速度:14mpm
仕上げ厚さ:3.2mm
潤滑剤給油量:上下ロールに合計0.1L/分
潤滑剤給油ポンプの形式:ギヤーポンプ
圧延材温度:(温間)750℃、(熱間)1200℃
(焼きつき性評価)
○:焼きつきが全く無い。
△:焼きつきが認められる。
×:焼きつきが顕著に認められる
【0018】
3.高温臭気試験
潤滑剤の高温下での臭気発生について評価する。
(試験条件)500℃に加熱した鋼板上に試料原液を1cc滴下する。
(評価)
○:臭気及び発煙なし
×:臭気及び発煙あり
【0019】
【表1】
【表2】
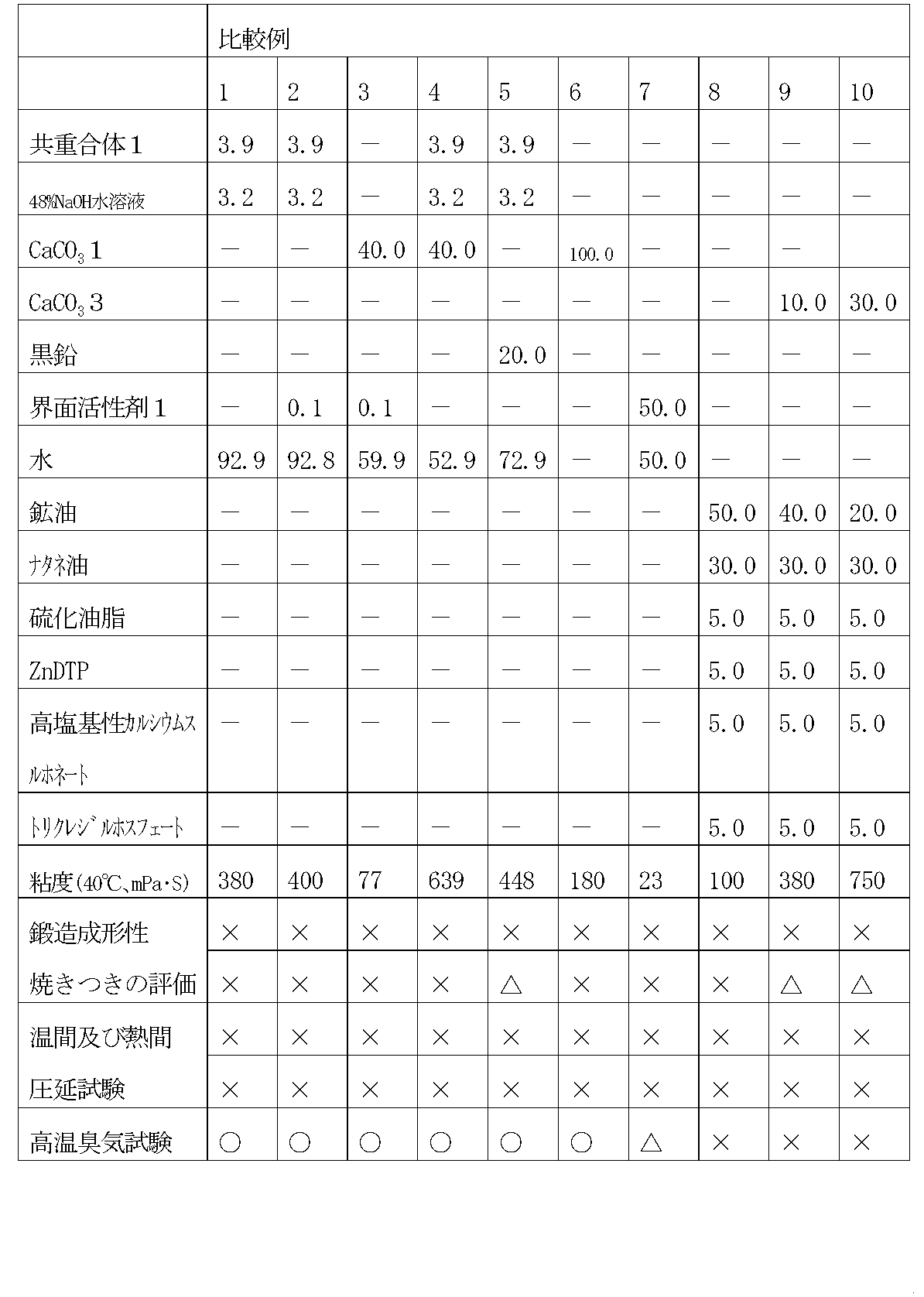
【表3】
共重合体1:イソブチレン・無水マレイン酸共重合体(ISOBAN-18 クラレ株式会社製)
共重合体2:イソブチレン・無水マレイン酸共重合体(ISOBAN-10 クラレ株式会社製)
共重合体3:アクリル酸共重合体(CARBOPOL941 BFGoodrich製)
水溶性塩1:イソブチレン・無水マレイン酸共重合体部分メチルエステルアンモニウム塩20%水溶液
水溶性塩2:イソブチレン・無水マレイン酸共重合体部分エチルエステルアンモニウム塩20%水溶液
水溶性塩3:メチルビニルエーテル/無水マレイン酸共重合体部分ポリオキシエチレンアルキルエーテルアンモニウム塩
(ビスマルYK-1 東邦化学株式会社製)
無水トリメリット酸:三菱化学株式会社製
CaCO3 1:炭酸カルシウム60%水分散液(BrilliantS15 白石工業株式会社製)
CaCO3 2:炭酸カルシウム60%水分散液(MPX-D、丸尾カルシウム株式会社製)
CaCO3 3:炭酸カルシウム(ホモカルD、白石工業株式会社製)
CaCO3 4:炭酸カルシウム(白艶化PZ、白石工業株式会社製)
界面活性剤1:ポリオキシアルキレン型ノニオン系界面活性剤(SNウエット980 サンノプコ株式会社製)
界面活性剤2:モノオレイン酸ポリエチレングリコール(イオネットMO-600,三洋化成株式会社製)
界面活性剤3:ポリエチレングリコール(PEG200、三洋化成株式会社製)
界面活性剤4:ポリオキシエチレンオクチルフェニルエーテル(オクタポール100、三洋化成株式会社製)
界面活性剤5:モノステアリン酸ポリオキシエチレンソルビタン(イオネット T-60C、三洋化成株式会社製)
鉱油:500ニュートラル油
硫化油脂:ダイルーブS310KD 大日本インキ株式会社製
ZnDTP:ジンクジアルキルジチオホスフェート(ルブリゾール1360;ルブリゾール社製)
高塩基性カルシウムスルホネート:高塩基性カルシウムスルホネート(ルブリゾール5347;ルブリゾール社製)
トリクレジルホスフェート:大八化学工業所株式会社製
粘度(40℃、mPa・S):JIS2283
鍛造成形性焼きつきの評価:上段750℃、下段1200℃
温間及び熱間圧延試験:上段750℃、下段1200℃[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a water-soluble lubricant for high-temperature plastic processing and a high-temperature plastic processing method. More specifically, the present invention exhibits excellent lubricity in high-temperature plastic processing of steel materials and non-ferrous metals at 500 ° C. or higher, and covers the tool surface. It is related to water-soluble lubricants for metal plastic processing (for example, forging, rolling, extrusion, wire drawing, press, etc.) that can prevent or reduce seizure of workpieces and tool wear, and it has been used in the past for water-insoluble. It relates to what can replace the lubricant.
[0002]
[Prior art]
Conventionally, in high-temperature plastic processing of steel and non-ferrous metal materials, the roughening and seizure of tools and the prevention or reduction of wear, the reduction of friction between metal materials and tools, and the improvement of mold release properties of metal materials from tools or molds. For the purpose, mineral oil, fatty acid esters, phosphorus and sulfur extreme pressure agents, and water-insoluble plastic processing lubricants based on highly basic metal salts are used. However, when these lubricants are used, there is a problem that the lubricant is decomposed or burned at a high temperature, and the working environment is remarkably deteriorated by smoke or odor.
In order to solve this problem, a water-soluble plastic working lubricant that is flame retardant has been developed. For example, a lubricant using an adipate and an organic thickener (Patent Document 1), a lubricant using an alkali metal phthalate and an organic thickener (Patent Document 2), an alkali metal salt of an aromatic carboxylic acid (Patent Document 3), a lubricant composed of an aqueous dispersion of calcium carbonate whose surface is modified with a surfactant (Patent Document 4), lubrication using an alkali metal maleate and an organic thickener (Patent Document 5), Lubricant using an alkali metal fumarate salt and an organic thickener (Patent Document 6), Lubricant using an alkali metal salt of an aromatic polycarboxylic acid having a carboxy group (Patent Document 7) ), An alkali metal salt of an alicyclic polyvalent carboxylic acid, a thermosetting resin powder, a water-soluble polymer compound and water, a plastic processing lubricant (Patent Document 8), an olefin or a vinyl ether / maleic acid copolymer Aqueous containing Metallic plastic working lubricant (Patent Document 9), Hot water-soluble plastic working lubricant (Patent Document 10) containing an anionic polymer compound having an average molecular weight of 500 to 1,000,000 and a nonionic polymer compound having an average molecular weight of 500 to 1,000,000 ), A hot rolling lubricant in which a fibrous material is dispersed in an aqueous solution of a water-soluble polymer compound (Patent Document 11).
[0003]
However, the above-mentioned water-soluble plastic processing lubricants include conventionally used mineral oils such as neutral oil and machine oil, fatty acid esters such as rapeseed oil and trimethylolpropane oleate, zinc dialkyldithiophosphate and sulfurized oils and fats. Lubricant is inferior to water-insoluble plastic processing lubricants composed mainly of phosphorus, sulfur extreme pressure agents such as tricresyl phosphate, and high basic metal salts such as highly basic calcium sulfonate and salicinate There is a problem.
For example, when the above-mentioned water-soluble plastic working lubricant is applied and the forging process in which the material temperature exceeds 500 ° C. is performed, since the lubricity is insufficient, quality problems such as seizure and undercutting, mold release, etc. Production interruptions due to defects occur, necessitating replacement of the mold, and production efficiency is significantly reduced. On the other hand, when a water-soluble high-temperature plastic working lubricant is used in warm or hot rolling performed at a material temperature of 500 ° C. or higher, the lubricity is similarly insufficient, and the surface of the rolling roll becomes rough. In addition, it is impossible to prevent seizure and wear, and it is necessary to replace the roll, which significantly reduces the production efficiency.
[0004]
[Patent Document 1]
Japanese Patent Laid-Open No. 55-139498 [Patent Document 2]
Japanese Patent Laid-Open No. 58-84898 [Patent Document 3]
JP-A-60-1293 [Patent Document 4]
JP 62-39198 A [Patent Document 5]
JP-A-61-103996 [Patent Document 6]
JP 62-12960 A [Patent Document 7]
JP-A-62-50396 [Patent Document 8]
JP-A-7-324195 [Patent Document 9]
Japanese Patent Laid-Open No. 10-46184 [Patent Document 10]
JP 2002-265974 A
[Patent Document 11]
JP2001-181669
[0005]
[Problems to be solved by the invention]
An object of the present invention is to provide a water-soluble lubricant for high-temperature plastic working which is excellent in lubricity even at a high temperature of 500 ° C. or more and has little smoke and odor, and a high-temperature plastic working method using the same.
[0006]
[Means for Solving the Problems]
The present invention provides the following water-soluble lubricant for high-temperature plastic working and a high-temperature plastic working method using the same.
1. A. B. at least one selected from the group consisting of a water-soluble salt of a maleic acid copolymer or a partial ester thereof and a water-soluble salt of an acrylic acid copolymer or a partial ester thereof; Solid lubricant, C.I. A surfactant, and D. Water-soluble lubricant for high temperature plastic processing containing water.
2. The water-soluble lubrication for high-temperature plastic working as described in 1 above, comprising 1 to 30% by mass of component A, 1 to 40% by mass of component B, 0.01% to 5% by mass of component C, and 25 to 99.99% by mass of component D Agent.
3. The maleic acid copolymer and acrylic acid copolymer consist of isobutylene / maleic acid copolymer, methyl vinyl ether / maleic acid copolymer, maleic acid / acrylic acid copolymer and styrene / maleic acid copolymer. 3. The water-soluble lubricant for high-temperature plastic working as described in 1 or 2 above, which is at least one selected from the group.
4). 4. The water-soluble lubricant for high-temperature plastic working according to any one of 1 to 3 above, wherein component B is calcium carbonate.
5. 5. The water-soluble lubricant for high-temperature plastic working according to any one of 1 to 4 above, wherein Component C is a nonionic surfactant.
6). Supplying the water-soluble lubricant for high-temperature plastic working according to any one of 1 to 5 above between the tool surface and / or between the tool and the workpiece to prevent seizure, wear, and rough skin on the tool surface. A warm or hot plastic working method.
[0007]
DETAILED DESCRIPTION OF THE INVENTION
The maleic acid copolymer and acrylic acid copolymer used as the raw material for the component A of the present invention, and partial esters thereof include isobutylene / maleic acid copolymer, acrylic acid / maleic acid copolymer, methyl vinyl ether / Examples thereof include maleic acid copolymers, styrene / maleic acid copolymers, and partial esters thereof. The maleic acid copolymer, acrylic acid copolymer and water-soluble salts of these partial esters used in the present invention are the above-mentioned commercially available maleic acid copolymers, acrylic acid copolymers, and these partial esters. Water-soluble salts obtained from (for example, methyl or ethyl partial esters), for example, alkali metal salts such as sodium salts and potassium salts, ammonium salts, and alkanolamine salts such as diethanolamine and triethanolamine. Since some of these water-soluble salts are commercially available, they may be used as they are, or maleic acid copolymers, acrylic acid copolymers, partial esters thereof (for example, methyl or ethyl moieties) Esters may be produced by reacting, for example, alkali metal hydroxides such as caustic soda and caustic potash, ammonia, alkanolamines such as diethanolamine and triethanolamine, and the like.
[0008]
Examples of commercially available products of isobutylene / maleic acid copolymer include ISOBAN18 (manufactured by Kuraray Co., Ltd.) and ISOBAN10 (manufactured by Kuraray Co., Ltd.). A commercially available product of methyl vinyl ether / maleic acid copolymer is VEMA (manufactured by Daicel Corporation). Examples of commercially available acrylic acid copolymers include Carbopol (manufactured by BFGoodrich Co., Ltd.). The isobutylene / maleic acid copolymer includes a partially imidized product such as an imidized isoban (manufactured by Kuraray Co., Ltd.), and such a derivative can also be used in the present invention.
Commercially available water-soluble salts include isobutylene / maleic anhydride copolymer partial methyl esterified ammonium salt aqueous solution, isobutylene / maleic anhydride copolymer partial ethyl esterified ammonium salt aqueous solution, isobutylene / maleic anhydride copolymer portion. Alkoxypolyoxyethylene esterified ammonium salt aqueous solution (for example, Bismal YK-1: manufactured by Toho Chemical Industry Co., Ltd.), acrylic acid copolymer sodium salt aqueous solution (for example, Aqualic DL: manufactured by Nippon Shokubai Co., Ltd.), (acrylic acid -Maleic acid copolymer sodium salt aqueous solution (for example, Aqualic TL: manufactured by Nippon Shokubai Co., Ltd.)
[0009]
The addition amount of these substances is preferably 1 to 30% by mass, more preferably 1 to 20% by mass. If the amount is less than 1% by mass, the desired effect of the present invention tends not to be sufficiently exhibited. If the amount exceeds 30% by mass, the lubricant loses its fluidity, and a uniform lubricating film cannot be formed, resulting in poor lubricity. Tend.
[0010]
Specific examples of the solid lubricant of component B of the present invention include talc, boron nitride, sericite, bentonite, graphite, iron oxide, graphite fluoride, mica, calcium molybdate, potassium metaphosphate, sodium metaphosphate, and the like. It is done. In the following embodiments, calcium carbonate will be described as an example, but the present invention is not limited to this. Examples of calcium carbonate that can be used in the present invention include heavy calcium carbonate obtained from nature and precipitated calcium carbonate obtained by synthesis. Precipitated calcium carbonate includes light calcium carbonate, ultrafine calcium carbonate obtained by synthesis by carbon dioxide compounding method or soluble chloride method, etc., and the surface of these synthesized calcium carbonates with resin acid, soap, fatty acid, etc. Examples include treated ultrafine activated calcium carbonate.
The particle size of these calcium carbonates is preferably 10 μm or less, more preferably 5 μm or less.
In the present invention, the amount of the B component solid lubricant added is preferably 1 to 40% by mass, more preferably 5 to 30% by mass. If the amount is less than 1% by mass, the desired effect of the present invention tends not to be sufficiently exhibited. If the amount exceeds 40% by mass, the lubricant loses fluidity, and a uniform lubricating film cannot be formed, resulting in a decrease in lubricity. Tend.
[0011]
The surfactant of component C used in the present invention may be any of nonionic, anionic and cationic. In the following embodiments, a case where a nonionic surfactant is used as the surfactant will be described, but the present invention is not limited to this. Specific examples of nonionic surfactants include polyethylene glycol, polyoxyethylene alkyl ether, polyoxyethylene glycerin fatty acid ester, polyoxyethylene sorbitan fatty acid ester, polyoxyethylene glycol fatty acid ester, polyoxyethylene polyglycerin fatty acid ester, alkylene Examples thereof include glycol copolymers.
In this invention, the addition amount of surfactant becomes like this. Preferably it is 0.01-5 mass%, More preferably, it is 0.05-3 mass%. If the amount is less than 0.01% by mass, the desired effect of the present invention tends not to be sufficiently exhibited. If the amount exceeds 5% by mass, the surfactant does not uniformly dissolve or disperse in water, and thus lubricity tends to decrease. There is.
[0012]
In addition to the above components, the lubricant of the present invention includes sebacic acid, terephthalic acid, isophthalic acid, adipic acid, trimellitic acid alkali metal salts (for example, sodium salt, potassium, etc.) or ammonium salts, polyvinylpyrrolidone, carboxy Additives such as methylcellulose, hydroxyethylcellulose, polyvinyl alcohol, sodium alginate, sodium carbonate, sodium bicarbonate, borate compounds and other water-soluble lubricants, antiseptics, antifoaming agents, rustproofing anticorrosives, and load bearing additives It may be added. Thereby, lubricity and seizure resistance may be further improved. The amount of addition is not particularly limited, but a range of 0.1 to 30% by mass is usually appropriate.
[0013]
The lubricant of the present invention thus obtained is directly sprayed on a tool by a gear pump, an air pump, a plunger pump or the like generally used as a lubricant pump in a state diluted with a stock solution or water, or by air spray. Alternatively, spraying is possible with a water injection method. In addition, it may be applied directly with a brush or the like after being diluted with a stock solution or water, or it may be used after the oil is supplied to the tool and dried to remove moisture.
[0014]
【Example】
The present invention will be described in more detail below by way of examples and comparative examples using forging and rolling at high temperatures as examples, but the present invention is not limited thereto.
Examples 1-18, Comparative Examples 1-7
The amount of water, solid lubricant, surfactant, and additive described in Tables 1 to 3 was added to a stainless steel heating kettle equipped with a stirrer, and stirred at 80 ° C. for 1 hour. Next, an alkaline component (caustic soda aqueous solution, ammonia water or triethanolamine) is added, and then a maleic acid copolymer, an acrylic acid copolymer, and a maleic acid / acrylic acid copolymer are added and reacted. When the temperature was raised to 90 ° C. and held for 1 hour to complete the reaction, the product was cooled and replenished with evaporated water to obtain a product.
[0015]
Comparative Examples 8-10
All the raw materials shown in Table 3 were added to a stainless steel heating kettle equipped with a stirrer, and stirred at 80 ° C. for 1 hour to obtain a product.
[0016]
[Test example]
1. Forging test The forging processability was evaluated by a ring compression test using a 160-ton press. Forging is performed under the following conditions, and judgment is made based on the presence or absence of seizure on the mold surface. A product having no seizure is evaluated as having good lubricity.
(Test conditions)
Forging machine: KOMATSU MAYPRESS (MKN-160)
Mold material: SKD-61
Test piece: SUS304 (outer diameter 30 mm, inner diameter 15, height 10 mm)
Test piece temperature: (warm) 750 ° C, (hot) 1200 ° C
Processing speed: 9.1 mm / sec
Workpiece compression rate setting: 30%
Sample supply: The sample is applied to the processed surface of the mold with a thickness of 0.1 mm.
(Evaluation of burn-in)
○: No seizure.
Δ: Seizure is observed.
X: Significant seizure is observed.
[0017]
2. Warm and hot rolling test The lubricity during high temperature rolling was evaluated by a rolling test using a 150 mm 2 Hi rolling mill. When there is no seizure on the roll surface after completion of rolling when rolling under the following conditions, the lubricity is good.
(Test conditions)
Rolling roll: High speed steel roll (150mmφ × 150mmL)
Rolled material: SUS430 steel plate (thickness 4 mm, width 25 mm, length 100 mm)
200 (rolled at the same location on the roll)
Reduction ratio: 20%, speed: 14 mpm
Finished thickness: 3.2mm
Lubricant oil supply amount: 0.1 L / min in total for upper and lower rolls Lubricant oil pump type: Gear pump Rolling material temperature: (Warm) 750 ° C, (Hot) 1200 ° C
(Evaluation of burn-in)
○: No burn-in.
Δ: Burn-in is recognized.
×: Burn-in is noticeable. [0018]
3. High temperature odor test Evaluates the generation of odor at high temperature in lubricants.
(Test conditions) 1 cc of the sample stock solution is dropped on a steel plate heated to 500 ° C.
(Evaluation)
○: Odor and no smoke ×: Odor and smoke [0019]
[Table 1]
[Table 2]
[Table 3]
Copolymer 1: Isobutylene / maleic anhydride copolymer (ISOBAN-18 manufactured by Kuraray Co., Ltd.)
Copolymer 2: Isobutylene / maleic anhydride copolymer (ISOBAN-10 manufactured by Kuraray Co., Ltd.)
Copolymer 3: Acrylic acid copolymer (CARBOPOL941 manufactured by BFGoodrich)
Water-soluble salt 1: Isobutylene / maleic anhydride copolymer partial methyl ester ammonium salt 20% aqueous solution water-soluble salt 2: Isobutylene / maleic anhydride copolymer partial ethyl ester ammonium salt 20% aqueous solution water-soluble salt 3: Methyl vinyl ether / Maleic anhydride copolymer partial polyoxyethylene alkyl ether ammonium salt
(Bismal YK-1 manufactured by Toho Chemical Co., Ltd.)
Trimellitic anhydride: manufactured by Mitsubishi Chemical Corporation
CaCO 3 1: 60% calcium carbonate aqueous dispersion (Brilliant S15 manufactured by Shiroishi Kogyo Co., Ltd.)
CaCO 3 2: Calcium carbonate 60% aqueous dispersion (MPX-D, manufactured by Maruo Calcium Co., Ltd.)
CaCO 3 3: Calcium carbonate (Homocal D, manufactured by Shiroishi Kogyo Co., Ltd.)
CaCO 3 4: Calcium carbonate (white glazed PZ, manufactured by Shiroishi Kogyo Co., Ltd.)
Surfactant 1: Polyoxyalkylene type nonionic surfactant (SN wet 980 manufactured by San Nopco Co., Ltd.)
Surfactant 2: Polyethylene glycol monooleate (Ionette MO-600, manufactured by Sanyo Chemical Co., Ltd.)
Surfactant 3: Polyethylene glycol (PEG200, manufactured by Sanyo Chemical Co., Ltd.)
Surfactant 4: Polyoxyethylene octyl phenyl ether (Octapol 100, manufactured by Sanyo Chemical Co., Ltd.)
Surfactant 5: Polyoxyethylene sorbitan monostearate (Ionette T-60C, manufactured by Sanyo Chemical Co., Ltd.)
Mineral oil: 500 Neutral oil Sulfurized oil: Dilube S310KD Dainippon Ink Co., Ltd.
ZnDTP: zinc dialkyl dithiophosphate (Lubrisol 1360; manufactured by Lubrizol)
High basic calcium sulfonate: High basic calcium sulfonate (Lubrisol 5347; manufactured by Lubrizol)
Tricresyl phosphate: Daihachi Chemical Industry Co., Ltd. viscosity (40 ° C, mPa · S): JIS2283
Evaluation of seizure forging formability: upper 750 ° C., lower 1200 ° C.
Warm and hot rolling tests: upper 750 ° C, lower 1200 ° C
Claims (5)
B.固体潤滑剤、
C.界面活性剤、及び
D.水を含む高温塑性加工用水溶性潤滑剤であって、
成分Bが炭酸カルシウムであることを特徴とする高温塑性加工用水溶性潤滑剤。A. At least one selected from the group consisting of a water-soluble salt of a maleic acid copolymer or a partial ester thereof and a water-soluble salt of an acrylic acid copolymer or a partial ester thereof;
B. Solid lubricant,
C. Surfactants, and D.I. A water-soluble lubricant for high-temperature plastic processing containing water ,
A water-soluble lubricant for high-temperature plastic working, wherein Component B is calcium carbonate .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003085238A JP4256703B2 (en) | 2003-03-26 | 2003-03-26 | Water-soluble lubricant for high temperature plastic processing and high temperature plastic processing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003085238A JP4256703B2 (en) | 2003-03-26 | 2003-03-26 | Water-soluble lubricant for high temperature plastic processing and high temperature plastic processing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004292565A JP2004292565A (en) | 2004-10-21 |
| JP4256703B2 true JP4256703B2 (en) | 2009-04-22 |
Family
ID=33400204
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003085238A Expired - Fee Related JP4256703B2 (en) | 2003-03-26 | 2003-03-26 | Water-soluble lubricant for high temperature plastic processing and high temperature plastic processing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4256703B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2450423B1 (en) | 2009-06-29 | 2019-05-15 | Nihon Parkerizing Co., Ltd. | Water-based lubricant for plastic processing having excellent corrosion resistance and metal material having excellent plastic processability |
| JP5636651B2 (en) * | 2009-08-19 | 2014-12-10 | 株式会社Moresco | Water-based lubricant for plastic processing |
| JP2015074767A (en) * | 2013-10-11 | 2015-04-20 | 貴和化学薬品株式会社 | Lubricant for plastic working |
| JP2022129484A (en) * | 2021-02-25 | 2022-09-06 | 大同化学株式会社 | Water-soluble lubricating mold release agent for warm and hot forging |
-
2003
- 2003-03-26 JP JP2003085238A patent/JP4256703B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004292565A (en) | 2004-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2055764B1 (en) | Oil-based lubricant for forging, forging method and use of the lubricant | |
| US4118331A (en) | Method for working metal and lubricants for use therein | |
| JP2586871B2 (en) | Non-graphite lubricating oil dispersed in oil | |
| US20080194439A1 (en) | Lubricant for use in press working of a metal material and a press working method of a metal material using the same | |
| EP1835012B1 (en) | Lubricant composition for cold working and cold working method using the same | |
| WO1996033253A1 (en) | Metal working oil composition and metal working method | |
| JP4256703B2 (en) | Water-soluble lubricant for high temperature plastic processing and high temperature plastic processing method | |
| JP3272973B2 (en) | High temperature plastic working lubricant | |
| JP2010106208A (en) | Water-soluble lubricant for plastic working and plastic working method | |
| JPH10316989A (en) | Water-dispersion-type lubricant for plastic working | |
| JP4007813B2 (en) | Lubricant composition for metal processing | |
| JP2009132885A (en) | Water-soluble lubricant for plastic working | |
| CA1073442A (en) | Hot melt metal working lubricants | |
| CA1053654A (en) | Method for working metal and lubricants for use therein | |
| JP3008823B2 (en) | Lubricant composition for plastic working of metal | |
| JP2011042709A (en) | Aqueous lubricant for plastic working | |
| JP4094641B2 (en) | Mold lubricant for warm hot forging | |
| KR100714084B1 (en) | Oil-based metal working fluid and metal processing method using the same | |
| JP3923106B2 (en) | Forging die lubricant | |
| JP4535719B2 (en) | Processing agent for plastic working of steel, plastic working method and oxidation inhibiting method | |
| JP2004323563A (en) | Lubricant for plastic working and method for plastic working | |
| CA1311462C (en) | Process for lubricating the surface of metal parts, made of copper or of iron- or copper- based alloys, to be cold or warm worked and means of lubrication implemented | |
| JP2010084076A (en) | Water-soluble lubricant for warm or hot plastic working | |
| JP2014043537A (en) | Aqueous lubricant composition for plastic working of nonferrous metallic material | |
| JP2001316689A (en) | Hot rolling oil composition and hot rolling method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051013 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080728 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080926 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090119 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090130 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120206 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4256703 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130206 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140206 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |