JP4195165B2 - Placement type granular material separator for drums - Google Patents
Placement type granular material separator for drums Download PDFInfo
- Publication number
- JP4195165B2 JP4195165B2 JP2000029050A JP2000029050A JP4195165B2 JP 4195165 B2 JP4195165 B2 JP 4195165B2 JP 2000029050 A JP2000029050 A JP 2000029050A JP 2000029050 A JP2000029050 A JP 2000029050A JP 4195165 B2 JP4195165 B2 JP 4195165B2
- Authority
- JP
- Japan
- Prior art keywords
- powder
- granular material
- vacuum
- suction
- separator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Air Transport Of Granular Materials (AREA)
- Filtering Of Dispersed Particles In Gases (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、粉粒体分離機及び粉粒体輸送機に関し、詳しくは、Mo粉末等に用いられる粉粒体分離機及び粉粒体輸送機に関する。
【0002】
【従来の技術】
従来、高融点金属板、例えば、モリブデン板(Mo)の製造工程において、材料特性を出すために、Mo粉末に添加物を混合するものがある。
【0003】
図3に示すように、Mo粉末110と添加物を混合するには、混合乾燥機100と呼ばれる装置の混合槽101の中で薬液等を加え、スラリー状にして撹拌機102で撹拌混合を行い、加熱乾燥することで所望するMo粉末110を得ることができる。
【0004】
また、混合乾燥機100で仕上げられたMo粉末110は、混合槽101から例えば、シャベル103等で取り出し、ドラム缶104に移し替えて次工程に引き渡される。
【0005】
このように、従来においては、混合槽101の中のMo粉末をシャベルを用いて人力で抄い取ってドラム缶に移し替えを行っていた。
【0006】
【発明が解決しようとする課題】
移し替え方法がシャベルを用いて人力で移し替える事の人力によるものであり、且つ抄い取り回数が多いため、手や腕、腰に負担がかかり、作業疲労が大きい。
【0007】
また、この従来の方法では70kgのMo粉末の移し替えに20〜25分要し、作業効率が極めて悪かった。
【0008】
また、Mo粉末には1.5μm程度の微粒子径のものが含まれているため、シャベルで抄い取り時に粉塵が舞い上がり、作業者の健康上や安全衛生上からも問題が有った。
【0009】
混合槽101の内面は薬液に対する耐触性を考慮し、グラスライニングを施工しているが、施工費用が高額であることと、衝撃に大変弱い性質的な欠点がある。そのため、シャベルの取扱いを誤って破損させると、修理費用面での経済的損失が大きかった。
【0010】
一方、このような従来例の様な場合、真空吸引による粉粒体輸送機の採用が考えられるが、現在において粉体機器メーカー各社が販売している粉粒体輸送機の方式を大別すると、図4乃至6に示す3方式で、採用できない理由は次項の通りである。図4は吸引式粉粒体輸送機(以下、方式Aと呼ぶ)の概略構成図である。図4を参照すると、吸引式粉粒体輸送機は、輸送機本体120を備えている。輸送機本体120は、容器、例えば、ドラム缶104上に載せられ、ドラム缶内部を密封するパッキン105を下底面に備えた蓋106と、蓋106に取り付けられ、内部の回転羽根107を回転させる真空発生用ブロワー109とを備えている。蓋106には、粉体吸引ホース108の一端に接続される吸引口と、回転羽根107によって、空気を送り出す排気口とを備えている。排気口は、バグフィルター111に接続されている。このバグフィルター111は、上部を支持棒112に支持されているとともに、下方に開口を有し、この開口には開閉可能な口金113が設けられている。粉体吸引ホース108によって吸引された粉体は、ドラム缶104内に入り、その一部が真空発生用ブロワー109によって吸引されてバグフィルター111内に至り、バグフィルター111内部に蓄えられるとともに、空気は排気114として、バグフィルター111外に出される。
【0011】
しかしながら、A方式は、次のような欠点を有している。
【0012】
A方式の欠点を要約すると、粉末と空気の分離能力が低いこと、ブロワー109の羽根に吸引した粉末が直接付着すること、バグフィルター111の中にも吸引した粉末が入り込むことである。
【0013】
実機による輸送テストでは、(i)ブロワー109の羽根107への粉末の付着及びバグフィルター111の中へ入り込んだ粉末の重量を除いて、ドラム缶104内に受け取った量は92.8%と回収効率が低くかったこと、(ii)ブロワー109の羽根に付着した粉末及びバグフィルター111の中に入り込んだ粉末を完全に清掃除去することは困難な構造であり、輸送する粉末の品種が多く、且つ、品質管理基準が厳しい今回の製造作業に於いて、A方式の輸送機を1台で兼用した場合、品質汚染問題を招く原因となること。これを解決するには、製造する品種数に応じた輸送機の台数を購入することが考えられるが、経済的負担が大きくなること、(iii)ブロワー109を組み付けた蓋106に対し、バグフィルター111の組み付け位置がズレているため、重心吊合いが悪く、ドラム缶104に載置する際の取扱い性が悪い。又、バグフィルター111から漏れた微粉末がバグフィルター111の表面に付着し、取扱い時、汚れ作業となることから採用に無理があった。
【0014】
図5は吸引式粉粒体輸送機(以下、方式Bと呼ぶ)の概略構成図である。図5を参照すると、吸引式粉粒体輸送機130は、ドラム缶104上に設けられたサイクロン115と、吸引輸送機本体125とを備えている。サイクロン115は、下端に粉末を落下させるための開口を備えた蓋を備え、側部に粉体吸引ホース116に接続される吸入管を備え、この吸入管は、内部まで貫通している。一方、サイクロン115上端部には、真空引き配管121に接続される排出口を有している。また、吸引輸送機本体125は、上端に開口を備えた円筒形状の容器からなり、この開口を封じるように底下面にパッキングを備えた蓋が設けられている。蓋の上部には、真空発生用ブロワー122が設けられ、下部には、真空発生用ブロワーの吸引羽根が設けられている。この吸引羽根を覆うように、バグフィルター124が設けられている。容器の内部の底には、粉体を受け取り、取り出すための回収箱126が設けられ、側部には、真空引き配管121と接合される吸引口が設けられ、また、これとは異なる側部の位置にバグフィルターに付着した粉体を払い落とすための払い落しハンドル127が設けられている。
【0015】
粉体吸引ホース116によって吸引された粉体は、サイクロン115内で、粉末と空気とを分離されて、粉末110はドラム缶内部104に落下するとともに、その一部は、真空引き配管121によって、吸引輸送機本体125内に送られる。吸引機本体125内で、バグフィルター124によって、粉体と空気とが分離され、分離された空気は排気123として、外部に出される。
【0016】
しかしながら、B方式では、次のような欠点を有していた。
【0017】
B方式の欠点を要約すると、A方式と同様にドラム缶104に於ける回収効率が低いこと、吸引輸送機本体125への粉末の入り込み量が多いことである。以下にその詳細理由をまとめる。まず、(i)吸引された粉末は、サイクロン115内で発生する下降らせん気流と自重によって空気と分離する方式のため、回収効率は一般的に98%程度で効率が低いこと、(ii)サイクロン115で分離できなかった微粉末は、吸引輸送機本体125内のバグフィルター124で分離され、回収箱126に回収されるが、ドラム缶104への移し替え回数が頻繁となること,(iii)吸引輸送機本体125内やバグフィルター124に付着した粉末を完全に清掃除去することは困難な構造であり、A方式と同様に多品種の粉末を輸送機1台で兼用した場合、品質汚染問題を招くこと、又、これを解決するには品種数に応じた輸送機台数を必要とし、経済的負担が大きくなること、等である。
【0018】
図6は吸引式粉粒体輸送機(以下、方式Cと呼ぶ)の概略構成図である。図6を参照すると、吸引式粉粒体輸送機は、輸送機本体140と吸引機150とを備えている。輸送機本体140は、架台138に設けられた漏斗状の容器からなるホッパー133を備えている。このホッパー133は、側面部には、粉体吸引ホース134に接続される吸引口が設けられ、天井部の上部には、払い落とし機131と、天井面下部には、バグフィルター132を備えている。この天井部には、真空引き配管135に接続される排出口が設けられている。また、ホッパー133下部には、開口を備え、この開口は、エアシリンダー136によって駆動される排出蓋137が設けられている。また、この開口の直下には、粉末受け容器としてのドラム缶104が設けられている。吸引機150は、真空発生用ブロワー141からなり、モーター139によって駆動される。
【0019】
このような構成の吸引式粉粒体輸送機において、粉体吸引ホース134によって、空気とともに吸引された粉体は、ホッパー133内部に至り、自重でホッパー133内に落下するとともに、浮遊している粉体部分は、バグフィルター132によって分離され、バグフィルター132を通過した空気は、真空引き配管135に送り出され、これを通って真空発生用ブロワー141に至り、排気142として外部に排出される。
【0020】
しかしながら、C方式には次のような欠点を有している。
【0021】
C方式の欠点を要約すると、ドラム缶104への粉末の供給が直接的にできないこと、輸送機本体140の寸法が大きいことである。以下に、詳細な理由をまとめる。(i)吸引された粉末はバグフィルター132によって空気と分離する方式のため、回収効率は99%以上となるが、粉末を一旦、ホッパー133に溜めた後、ドラム缶104に排出する方式のため、輸送完了迄に要する時間が長くかかること、(ii)ホッパー133の排出蓋137とドラム缶104との間に粉塵発生防止のための、例えば、カバー等の工夫取付けが必要なこと、(iii)上記カバー等は、ドラム缶104の交換の度に着脱が必要であり、わずらわしさ作業となること,(iv)装置寸法が大きく、粉末の品種数に応じた輸送機本体130台数を設置すると、スペース面で問題が生じること、(v)上記に於いて、輸送機本体140の台数を備えることは経済的負担が大きくなること,(vi)輸送機本体140は密閉構造であり、ホッパー133内面の清掃やバグフィルター132の交換が容易にできないことなどである。
【0022】
そこで、本発明の一技術的課題は、槽の中にある粉末をドラム缶に移し替える作業に於いて、作業効率を向上することができる粉粒体分離機及び粉粒体輸送機を提供することにある。
【0023】
また、本発明のもう一つの技術的課題は、粉粒体分離機の回収効率を高めて、製品歩留りを向上、また取扱い粉末が高価な場合、特に経済的効果が大きい粉粒体分離機及び粉粒体輸送機とを提供することにある。
【0024】
さらに、本発明の他の技術的課題は、小型化と軽量化を図ることができる粉粒体分離機及び粉粒体輸送機を提供することにある。
【0025】
【課題を解決するための手段】
本発明によれば、真空発生用ブロワーの真空の力によって粉粒体を吸引輸送し、前記吸引輸送されてくる粉粒体と空気とを分離し、前記分離された粉粒体を回収用ドラム缶に直に落下排出を行う粉粒体分離機において、円筒体を成し且つ当該円筒体の底部側の面を開口形状に成した粉粒体分離機ケースと、前記粉粒体分離機ケースの上部面を覆うとともに、一端が前記真空発生用ブロアーに接続された真空吸引ホースの他端に接続される真空吸引側パイプを備えたメンテナンス蓋と、前記粉粒体分離機ケースのほぼ上端面位置から吊り下げた多数のバグフィルターと、前記粉粒体分離機ケースの側面下部から前記バグフィルターの下部に至り前記粉粒体分離機ケース内の中心部付近で下向きに開口する管状の粉末吸引パイプと、前記粉末吸引パイプの外側に接続される粉末吸引ホースと、前記粉粒体分離機ケースの円筒体の底面に沿った外周に設けられた断面が逆L字型の段付き部に配設された真空シール用パッキンとを備えてなることを特徴とするドラム缶への載置式粉粒体分離機が得られる。
【0026】
【発明の実施の形態】
以下、本発明の実施の形態について図面を参照して説明する。
【0027】
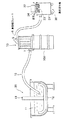
図1は本発明の実施の形態による粉粒体輸送機を示す図である。
【0028】
図2は図1の粉粒体分離機を示す図であり、(a)は断面図、(b)は平面図、(c)は(a)のA−A線断面図である。
【0029】
図1に示すように、吸引式粉粒体輸送機は、ドラム缶104上の載置固定された粉粒体分離機としての粉粒体分離機10と、真空発生機30とを備えている。粉粒体分離機10は、下端部が、混合乾燥機20の混合乾燥槽12内の粉末内に一端を挿入された粉末吸引ホース15の他端に接続されている。また、粉粒体分離機10の上端には、真空吸引ホース6の一端が設けられており、真空吸引ホース6の他端は、真空発生機30に接続されている。
【0030】
真空発生機30は、真空タンク21と、真空タンク21の上部に設けられた真空発生用ブロワー22と、真空発生用ブロワー22の下端に設けられた吸込み口23を備えている。真空発生用ブロワー22が駆動すると、粉粒体分離機10からの真空吸引ホース6を介して真空タンク21内に空気が吸引され、吸込み口23を通り、矢印24に示されるように真空発生機30外に排気される。
【0031】
図2(a),(b)、及び(c)を参照して、粉粒体分離機10について更に詳しく説明する。
【0032】
粉粒体分離機10は、円筒形状の分離機ケース1と、分離機ケース1内の上部に設けられた取付板4aの開口穴2bを覆うようにフィルター固定用枠4bを介して設けられたバグフィルター2と、分離機ケース1の外側から内側に向かって挿入されバグフィルター2内を横断するように設けられた払い落し棒3とを備えている。バグフィルター2は、粉粒体分離機10における粉末と空気の分離効率を高めるための分離手段として機能する。このバグフィルター2の分離能力は、バグフィルター2の面積に比例するため、断面形状を長方形の袋状とし、本数を増加することで面積を広く形成している。また、粉粒体分離機10に取り付けるバグフィルター2の配置は、表面に付着した粉末の払い落とされる場所がドラム缶104の中央部となる様に、分離機ケース1の中心を基準に等間隔に配置されている。
【0033】
さらに、粉粒体分離機10の持ち運こびとドラム缶104への載置作業とを容易にするように、バグフィルター2の取付けは分離機ケース1の円筒の中心を基準に等間隔で配置され、これにより重量吊合いの均等化を図ることができるように構成されている。
【0034】
分離機ケース1は、内面に付着する粉末の払い落としと清掃の容易化を図るため直円筒形を有している。また、分離機ケース1は、粉末を受ける容器、例えば、ドラム缶104に直接載置を可能にするため、上部をメンテナンス蓋1cで密閉し、底部は開放形状となっている。具体的に、分離機ケース1の下端には、真空シール用パッキン1bが設けられ、ドラム缶104の上端部に密着して、シールする構造となっている。
【0035】
また、分離機ケース1の下部側面には、粉末吸引パイプ7が設けられている。この粉末吸引パイプ7は、外側からケースの壁を貫通して内部に至り、中心部付近で下方に屈曲して、開口を下に向けるように配置されている。即ち、粉末吸引パイプ7の位置は、バグフィルター2の下側に配置する構造とすることにより、粉粒体分離機10に吸引した粉末がバグフィルター2の表面に直接衝突するとその部位に粉末が固着し、分離面積が減少することを防止することができる。
【0036】
また、粉粒体分離機10に吸引した粉末をドラム缶104内に均等に堆積させるために、粉末吸引パイプ7の排出位置は、当該分離機1の円筒中心位置とし、排出方向を下向きとなるように構成されている。
【0037】
一方、分離機ケース1の上端部では、メンテナンス蓋1cに真空吸引側パイプ5が設けられている。また、メンテナンス蓋1cとフィルター2の上端及びフィルター取り付け板4aとの間に空間部8を形成している。この空間部8は、各バグフィルター2に均等に真空力が加わる様にするため、バグフィルター2の上部にバグフィルター取付け用開口穴2bの面積を上回わるように設けられている。
【0038】
また、真空吸引側パイプ5の吸引口は、吸引する空気の流れが均等になる様に円筒ケースの中心位置に配置されている。
【0039】
図1に戻って、本発明の実施の形態による粉粒体輸送機においては、真空発生機30の真空発生用ブロワー22の羽根に、バグフィルター2を通過した微粉末が付着するのを抑制するため、粉粒体分離機10の後に、即ち、下流側に真空タンク及び真空発生用ブロワー22を配置する装置構成を採用している。したがって、真空タンク21内で微粉末は、自重によって分離し、清浄空気が真空発生用ブロワー22に導入される。
【0040】
次に、本発明の実施の形態による粉粒体輸送機の具体例な使用結果について説明する。
【0041】
まず、見掛け密度1.6kg/l、粒度1.5μm〜45μmのMo粉末210kgを同一の床面上で、距離3mの位置にあるドラム缶104に20分で輸送することができた。
【0042】
また、バグフィルター2による粉粒体分離機10を用いることで、ドラム缶104への回収率を99.96%以上とすることが可能となった。
【0043】
また、粉粒体分離機10で取り切れなかった粉末は、真空タンク21内で重力によって落下すため、回収率は99.98%となった。
【0044】
また、本発明の実施の形態による粉粒体輸送機は、乾燥状態にある各種粉末で、粒度が1.5μm〜1mm程度で見掛け密度2kg/l以下の粉粒体の輸送用に特に好適である。
【0045】
さらに、本発明の実施の形態による粉粒体輸送機の輸送能力は、吸引風量6.9m3 /min、真空度2.5kPaに於ける値で、輸送能力は10.5kg/minである。又、輸送距離は水平輸送で最大15mであった。
【0046】
【発明の効果】
以上説明した様に、本発明によれば、槽の中にある粉末をドラム缶に移し替える作業に於いて、作業効率を向上できる粉粒体分離機及び粉粒体輸送機を提供することができる。
【0047】
また、本発明によれば、粉粒体分離機の回収効率が高いため、製品歩留りを向上でき、取扱い粉末が高価な場合、特に経済的効果が大きい粉粒体分離機及び粉粒体輸送機を提供することができる。
【0048】
また、本発明によれば、粉粒体分離機の回収効率が高いため、真空発生機への粉末の入り込みが微少で、回収を無視できるため、多品種を輸送する場合でも真空発生機は1台で兼用が可能となり、経済的効果が大きい粉粒体分離機及び粉粒体輸送機を提供することができる。
【0049】
また、本発明によれば、吸引式粉体輸送機の粉末と空気の分離部にバグフィルターを使用し、当該分離機を粉末受け取り側機器に直接載置して使用できる方式としたことにより、小型化と軽量化を図ることができる粉粒体分離機及び粉粒体輸送機を提供することができる。
【0050】
また、本発明によれば、粉末と空気の分離能力を高めることができる粉粒体分離機及び粉粒体輸送機を提供することができる。
【0051】
さらに、本発明の粉末輸送機は低価格で製作が可能であるため、工業化が容易である粉粒体分離機及び粉粒体輸送機を提供することができる。
【図面の簡単な説明】
【図1】 本発明の実施の形態による粉粒体輸送機を示す図である。
【図2】 図1の粉粒体分離機を示す図であり、(a)は断面図、(b)は平面図、(c)は(a)のA−A線断面図である。
【図3】 従来の技術による混合粉末輸送方法の説明に供せられる図である。
【図4】 吸引式粉粒体輸送機(以下、方式Aと呼ぶ)の概略構成図である。
【図5】 吸引式粉粒体輸送機(以下、方式Bと呼ぶ)の概略構成図である。
【図6】 吸引式粉粒体輸送機(以下、方式Cと呼ぶ)の概略構成図である。
【符号の説明】
1 分離機ケース
1b 真空シール用パッキン
1c メンテナンス蓋
2 バグフィルター
2b 開口穴
3 払い落し棒
4a 取付板
4b フィルター固定用枠
5 真空吸引側パイプ
6 真空吸引ホース
7 粉末吸引パイプ
8 空間部
10 粉粒体分離機
11 (Mo)粉末
12 混合乾燥槽
15 粉末吸引ホース
20 混合乾燥機
21 真空タンク
22 真空発生用ブロワー
23 吸込み口
24 矢印
30 真空発生機
100 混合乾燥機
101 混合槽
102 撹拌機
103 シャベル
104 ドラム缶
105 パッキン
106 蓋
107 回転羽根
108 粉体吸引ホース
109 真空発生用ブロワー
110 (Mo)粉末
111 バグフィルター
112 支持棒
113 口金
114 排気
115 サイクロン
116 粉体吸引ホース
120 輸送機本体
121 真空引き配管
122 真空発生用ブロワー
124 バグフィルター
125 吸引輸送機本体
126 回収箱
127 ハンドル
130 吸引式粉粒体輸送機
131 払い落とし機
132 バグフィルター
133 ホッパー
134 粉体吸引ホース
135 真空引き配管
136 エアシリンダー
137 排出蓋
138 架台
139 モーター
140 輸送機本体
141 真空発生用ブロワー
150 吸引機[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a granular material separator and a granular material transporter, and more particularly to a granular material separator and a granular material transporter used for Mo powder and the like.
[0002]
[Prior art]
2. Description of the Related Art Conventionally, in a manufacturing process of a refractory metal plate, for example, a molybdenum plate (Mo), there is one in which an additive is mixed with Mo powder in order to obtain material characteristics.
[0003]
As shown in FIG. 3, in order to mix the
[0004]
Further, the
[0005]
As described above, conventionally, the Mo powder in the
[0006]
[Problems to be solved by the invention]
The transfer method is based on the human power of using a shovel to transfer manually, and since the number of papers to be picked is large, a burden is placed on the hands, arms, and waist, and work fatigue is large.
[0007]
Further, in this conventional method, it took 20 to 25 minutes to transfer 70 kg of Mo powder, and the working efficiency was extremely poor.
[0008]
In addition, since the Mo powder contains particles having a fine particle size of about 1.5 μm, the dust rises when picking up with a shovel, and there is a problem from the viewpoint of health and safety of workers.
[0009]
The inner surface of the
[0010]
On the other hand, in the case of such a conventional example, it is conceivable to adopt a granular material transport machine by vacuum suction, but when dividing the method of the granular material transport machine currently sold by various powder equipment manufacturers The reason why the three methods shown in FIGS. 4 to 6 cannot be adopted is as follows. FIG. 4 is a schematic configuration diagram of a suction-type granular material transporter (hereinafter referred to as “system A”). Referring to FIG. 4, the suction type granular material transport machine includes a transport machine
[0011]
However, the A method has the following drawbacks.
[0012]
To summarize the drawbacks of the A method, the ability to separate powder and air is low, the sucked powder directly adheres to the blades of the
[0013]
In the transport test using the actual machine, the amount received in the
[0014]
FIG. 5 is a schematic configuration diagram of a suction-type granular material transporter (hereinafter referred to as “method B”). Referring to FIG. 5, the suction-type granular
[0015]
The powder sucked by the
[0016]
However, the B method has the following drawbacks.
[0017]
To summarize the disadvantages of the B method, the recovery efficiency of the drum can 104 is low as in the A method, and the amount of powder entering the suction transport machine
[0018]
FIG. 6 is a schematic configuration diagram of a suction-type granular material transporter (hereinafter referred to as “method C”). Referring to FIG. 6, the suction-type granular material transport machine includes a transport machine main body 140 and a
[0019]
In the suction type granular material transport machine having such a configuration, the powder sucked together with air by the
[0020]
However, the C method has the following drawbacks.
[0021]
To summarize the disadvantages of the C method, the powder cannot be supplied directly to the drum can 104 and the size of the transport body 140 is large. The detailed reasons are summarized below. (I) Since the sucked powder is separated from the air by the
[0022]
Therefore, one technical problem of the present invention is to provide a granular material separator and a granular material transporter that can improve work efficiency in the operation of transferring powder in a tank to a drum can. It is in.
[0023]
Further, another technical object of this invention is to improve the recovery efficiency of the granule fraction away machine, improve the product yield, and if the handling powder is expensive, particularly economical effect is large granule separator And it is providing a granular material transport machine.
[0024]
Furthermore, the other technical subject of this invention is providing the granular material separator and granular material transport machine which can achieve size reduction and weight reduction.
[0025]
[Means for Solving the Problems]
According to the present invention, the powdery grains sucked transported by the vacuum force of the vacuum generator blower, wherein the suction transported come powdery particles and air are separated, recovering the separated granular material In a granular material separator that drops and discharges directly to a drum can, a granular material separator case that forms a cylindrical body and that has an opening on the bottom surface of the cylindrical body, and the granular material separator A maintenance lid provided with a vacuum suction side pipe that covers the upper surface of the case and has one end connected to the other end of the vacuum suction hose connected to the vacuum generating blower, and substantially above the powder separator case. Numerous bag filters suspended from the end face position, and tubular powder that opens downward from the lower part of the side of the powder separator case to the lower part of the bag filter and near the center of the powder separator case Suction pipe and said powder suction A vacuum suction hose connected to the outside of the pipe and a cross section provided on the outer periphery along the bottom surface of the cylindrical body of the granular material separator case provided in an inverted L-shaped stepped portion A mounting type granular material separator for a drum can characterized by comprising a packing is obtained.
[0026]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, embodiments of the present invention will be described with reference to the drawings.
[0027]
FIG. 1 is a view showing a granular material transport machine according to an embodiment of the present invention.
[0028]
2A and 2B are diagrams showing the granular material separator of FIG. 1, where FIG. 2A is a cross-sectional view, FIG. 2B is a plan view, and FIG. 2C is a cross-sectional view taken along line AA in FIG.
[0029]
As shown in FIG. 1, the suction-type granular material transport machine includes a
[0030]
The
[0031]
With reference to FIG. 2 (a), (b), and (c), the
[0032]
The
[0033]
Furthermore, the
[0034]
The separator case 1 has a right cylindrical shape in order to facilitate removal of powder adhering to the inner surface and cleaning. Further, the separator case 1 has a top portion sealed with a
[0035]
A powder suction pipe 7 is provided on the lower side surface of the separator case 1. The powder suction pipe 7 is arranged so as to penetrate the wall of the case from the outside to the inside, bend downward near the center, and face the opening downward. That is, the position of the powder suction pipe 7 is arranged below the
[0036]
Further, in order to uniformly deposit the powder sucked into the
[0037]
On the other hand, at the upper end of the separator case 1, a vacuum suction side pipe 5 is provided on the
[0038]
Further, the suction port of the vacuum suction side pipe 5 is arranged at the center position of the cylindrical case so that the flow of air to be sucked becomes uniform.
[0039]
Returning to FIG. 1, in the granular material transport device according to the embodiment of the present invention, the fine powder that has passed through the
[0040]
Next, the specific use result of the granular material transport machine by embodiment of this invention is demonstrated.
[0041]
First, 210 kg of Mo powder having an apparent density of 1.6 kg / l and a particle size of 1.5 μm to 45 μm could be transported in 20 minutes to the drum can 104 located at a distance of 3 m on the same floor surface.
[0042]
Further, by using the
[0043]
In addition, the powder that could not be removed by the
[0044]
Moreover, the granular material transport device according to the embodiment of the present invention is particularly suitable for transporting granular materials having various particle sizes in a dry state and having a particle size of about 1.5 μm to 1 mm and an apparent density of 2 kg / l or less. is there.
[0045]
Furthermore, the transport capacity of the granular material transport machine according to the embodiment of the present invention is a value at a suction air volume of 6.9 m 3 / min and a vacuum degree of 2.5 kPa, and the transport capacity is 10.5 kg / min. The transport distance was a maximum of 15 m for horizontal transport.
[0046]
【The invention's effect】
As described above, according to the present invention, it is possible to provide a granular material separator and a granular material transporter that can improve the work efficiency in the operation of transferring the powder in the tank to the drum can. .
[0047]
In addition, according to the present invention, since the recovery efficiency of the granular material separator is high, the product yield can be improved, and when the handled powder is expensive, the granular material separator and the granular material transporter having a particularly large economic effect. Can be provided.
[0048]
Further, according to the present invention, due to high collection efficiency of the granule separator, entry of the powder to the vacuum generator is very small, since negligible recovery, vacuum generator even when transporting many types 1 It is possible to use the unit together, and it is possible to provide a granular material separator and a granular material transporter that have a large economic effect.
[0049]
In addition, according to the present invention, a bag filter is used for the powder and air separation unit of the suction type powder transport machine, and the separator can be directly mounted on the powder receiving side device for use. It is possible to provide a granular material separator and a granular material transporter that can be reduced in size and weight.
[0050]
Moreover, according to this invention, the granular material separator and the granular material transporter which can improve the isolation | separation capability of powder and air can be provided.
[0051]
Furthermore, since the powder transport machine of the present invention can be manufactured at a low price, it is possible to provide a granular material separator and a granular material transport machine that are easily industrialized.
[Brief description of the drawings]
FIG. 1 is a diagram showing a granular material transport machine according to an embodiment of the present invention.
2A and 2B are diagrams showing the powder and particle separator of FIG. 1, in which FIG. 2A is a cross-sectional view, FIG. 2B is a plan view, and FIG. 2C is a cross-sectional view along line AA in FIG.
FIG. 3 is a diagram for explaining a mixed powder transport method according to a conventional technique.
FIG. 4 is a schematic configuration diagram of a suction-type granular material transporter (hereinafter referred to as “system A”).
FIG. 5 is a schematic configuration diagram of a suction-type granular material transporter (hereinafter referred to as “method B”).
FIG. 6 is a schematic configuration diagram of a suction-type granular material transporter (hereinafter referred to as “method C”).
[Explanation of symbols]
1 Separator case
1b Vacuum seal packing
5 Vacuum suction side pipe 6 Vacuum suction hose
7 Powder suction pipe 8
Claims (1)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000029050A JP4195165B2 (en) | 2000-02-07 | 2000-02-07 | Placement type granular material separator for drums |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000029050A JP4195165B2 (en) | 2000-02-07 | 2000-02-07 | Placement type granular material separator for drums |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001219019A JP2001219019A (en) | 2001-08-14 |
| JP2001219019A5 JP2001219019A5 (en) | 2005-06-16 |
| JP4195165B2 true JP4195165B2 (en) | 2008-12-10 |
Family
ID=18554370
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000029050A Expired - Fee Related JP4195165B2 (en) | 2000-02-07 | 2000-02-07 | Placement type granular material separator for drums |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4195165B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102639581B1 (en) * | 2022-12-23 | 2024-02-22 | 이강진 | Vacuum type powder transfer apparatus for easy cleaning |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102910454A (en) * | 2012-10-22 | 2013-02-06 | 新乡市华音再生能源设备有限公司 | Vacuum carbon black elevator |
-
2000
- 2000-02-07 JP JP2000029050A patent/JP4195165B2/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102639581B1 (en) * | 2022-12-23 | 2024-02-22 | 이강진 | Vacuum type powder transfer apparatus for easy cleaning |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001219019A (en) | 2001-08-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20070226948A1 (en) | Canister vacuum arrangement | |
| CN105478203B (en) | A kind of powder package bag crusberscreen | |
| US9687767B2 (en) | Filter apparatus for extracting fine dust from air | |
| CN208960383U (en) | A kind of industrial chemicals screening plant | |
| CN110280715A (en) | Sand collection processing system implementing more than a kind of 3D printer | |
| EP0219226B1 (en) | Dusting flour recycling system | |
| CN212951494U (en) | Dust-free ton bag unpacking machine | |
| JP4195165B2 (en) | Placement type granular material separator for drums | |
| CN111099359A (en) | Feeding station | |
| EP0520183B1 (en) | Method and apparatus for debagging dust-containing or hazardous materials | |
| CN216547141U (en) | High-efficient active carbon liquid filling machine | |
| CN207857337U (en) | Device for vibration screening | |
| JP2002145224A (en) | Flexible container-bag opening apparatus | |
| US2299623A (en) | Dust removing means for feeders | |
| CN105129431B (en) | Micro mist wax automatic production line | |
| CN211895227U (en) | Ton package pouch dustless material screening all-in-one of throwing | |
| JP3568788B2 (en) | Flexible container bag opening device | |
| CN109261684B (en) | Ceramic manufacturing vacuum cleaner | |
| CN209631564U (en) | A kind of grain processing cleaning screen | |
| CN214916932U (en) | Feeding station | |
| JPH01254270A (en) | Powder recovery apparatus | |
| CN213770596U (en) | Screening pay-off integral type is dustless throws material station | |
| CN219238677U (en) | Ton bag pouch double-purpose dustless material station of throwing | |
| CN214916933U (en) | Integrated crushing equipment | |
| CN217626344U (en) | Vacuum feeding machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040915 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040915 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060516 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060524 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060721 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061025 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080618 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080808 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080903 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080925 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111003 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |