JP4185149B2 - Injection molding machine - Google Patents
Injection molding machine Download PDFInfo
- Publication number
- JP4185149B2 JP4185149B2 JP2007183383A JP2007183383A JP4185149B2 JP 4185149 B2 JP4185149 B2 JP 4185149B2 JP 2007183383 A JP2007183383 A JP 2007183383A JP 2007183383 A JP2007183383 A JP 2007183383A JP 4185149 B2 JP4185149 B2 JP 4185149B2
- Authority
- JP
- Japan
- Prior art keywords
- setting
- equipment
- item
- injection molding
- molding machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Description
本発明は、射出成形機に関し、成形条件の設定、変更に関するものである。 The present invention relates to an injection molding machine and relates to setting and changing molding conditions.
射出成形機により成形品を成形するには、成形動作の射出、充填、保圧、計量、型開き、型閉じ、型締めの各行程に対して、それぞれ各種成形条件を設定しなければならず、この設定すべき成形条件は多量なものとなる。しかも、良成形品を得るには、試射を繰り返しながら、試射で成形された成形品を観察して成形条件を変更調整する条件出し作業を必要とする。この条件出し作業は困難で長時間の作業となることから、良成形品が得られたときの全成形条件の設定値の組を使用金型又は成形品に対応させて射出成形機の記憶装置又は射出成形機外の記憶装置や記憶媒体に記憶しておき、次にこの金型を使用して成形するとき(同じ成形品を成形するとき)には、その金型又は成形品に対応して記憶していた成形条件の設定値の組を記憶装置から読み出し、読み出した成形条件の設定値を射出成形機に自動的に一括設定する方式が一般的である(特許文献1,2,3参照)。
In order to mold a molded product with an injection molding machine, it is necessary to set various molding conditions for each process of injection, filling, holding pressure, weighing, mold opening, mold closing, and mold clamping. The molding conditions to be set are large. Moreover, in order to obtain a good molded product, it is necessary to perform a condition setting operation for changing and adjusting the molding conditions by observing the molded product molded by the trial firing while repeating the trial firing. Since this condition setting operation is difficult and takes a long time, a storage device for an injection molding machine is used in which a set of set values of all molding conditions when a good molded product is obtained corresponds to the mold or molded product used. Or when it is stored in a storage device or storage medium outside the injection molding machine and then molded using this mold (when molding the same molded product), it corresponds to that mold or molded product. In general, a set of molding condition setting values stored in advance is read from a storage device, and the read molding condition setting values are automatically collectively set in an injection molding machine (
なお、記憶装置あるいは外部記憶媒体に記憶する成形条件の組は、金型別すなわち成形品別に記憶するのが一般的であるが、同じ金型に対して複数種類の成形条件の組を作成しそれぞれの成形条件の組を記憶しておくこともあるが、この場合も、金型に対応するいずれかの成形条件の組を選択して成形条件を自動設定するようにしている。このように、一般に成形条件は、金型の交換に連動して変わり、自動設定されるようになっている。 In general, a set of molding conditions stored in a storage device or an external storage medium is stored for each mold, that is, for each molded product. However, a plurality of sets of molding conditions are created for the same mold. Each set of molding conditions may be stored, but in this case as well, any one set of molding conditions corresponding to the mold is selected and the molding conditions are automatically set. As described above, the molding conditions generally change in conjunction with the replacement of the mold and are automatically set.
しかし、射出成形機に設定する成形条件の設定項目の中には、有人・無人運転モードやヒータの断線検出値やロードセル圧力の補正確認などのような金型の交換には連動しない設定項目(金型が変わっても変更すべきでない成形条件の設定項目)や、警報ランプに出力する機械状態やカレンダ機能によるタイマなどのような金型とは別の条件から決まる設定項目がある。このような設定項目については、金型交換等に連動して記憶装置から成形条件を読み出して設定値を設定する場合でも、設定値は変化させないようにする必要がある。このように、射出成形機の設定項目の中には、記憶装置から成形条件を読み出したときにその設定値が連動して変化する設定項目と変化しない設定項目とがある。 However, among the setting items of the molding conditions set in the injection molding machine, there are setting items that are not linked to mold replacement such as manned / unmanned operation mode, heater disconnection detection value, load cell pressure correction confirmation, etc. There are setting items that are determined from conditions other than the mold, such as a molding condition setting item that should not be changed even if the mold changes, and a machine state that is output to the alarm lamp and a timer that uses a calendar function. For such setting items, it is necessary not to change the setting value even when the setting value is set by reading the molding conditions from the storage device in conjunction with the mold replacement or the like. As described above, among the setting items of the injection molding machine, there are a setting item whose setting value changes in conjunction with a setting item whose setting value changes when the molding condition is read from the storage device, and a setting item which does not change.
この区別を明確にする例として、金型によって決まる成形条件とそれ以外の成形条件を分けて記憶しておき、金型によって決まる成形条件には金型IDを付して、金型に対応させて記憶しておき、金型交換時には、使用金型に対する金型によって決まる成形条件を読み出し一括設定するようにし、かつ、成形条件を表示するときには、金型によって決まる成形条件か、それ以外の成形条件かを区別して表示するようにした発明も知られている(特許文献4参照)。 As an example to clarify this distinction, the molding conditions determined by the mold and other molding conditions are stored separately, and the molding conditions determined by the mold are attached with a mold ID to correspond to the mold. When the mold is replaced, the molding conditions determined by the mold used are read and set in a batch, and when the molding conditions are displayed, the molding conditions determined by the mold or other molding There is also known an invention in which the condition is displayed separately (see Patent Document 4).
さらには、すでに射出成形機に成形条件が設定されており、この成形条件を、外部又は内部のメモリに記憶する成形条件を読み出し変更する際に、外部又は内部のメモリに記憶する温度データを含む全ての成形条件のデータを読み出しこの成形条件に置き換えて設定するか、又は、外部又は内部のメモリに記憶する成形条件の内で温度データ以外のデータのみを読み出し置き換え設定するかを選択できるようにした発明も知られている(特許文献5参照)。 Furthermore, the molding conditions are already set in the injection molding machine, and when the molding conditions stored in the external or internal memory are read and changed, the temperature data stored in the external or internal memory is included. It is possible to select whether to read all molding condition data and replace it with this molding condition, or to read and set only data other than temperature data among molding conditions stored in the external or internal memory. This invention is also known (see Patent Document 5).
記憶装置から成形条件を読み出しその設定値を一括設定するときに、ある成形条件の設定項目の設定値が成形条件の読み出し動作と連動して設定値を変えるか否かは、射出成形機メーカの設計で決まっているのが一般的である。しかし、記憶装置から各成形条件の設定項目の設定値を読み出し一括変更設定するとき、設定項目によっては、設定値を変更せず、それまで射出成形機に設定されていた設定値を使用したい場合がある。例えば、シャットダウンシーケンス後の機械動作を固定しておきたい場合や、良否判別を実施するモニタ項目を固定しておきたい場合など、金型が変わり、その金型に対応する成形条件を読み出して設定するとき、これらの設定項目に対する設定値は変更しないようにしたい場合がある。 Whether or not the setting value of a setting item of a certain molding condition changes the setting value in conjunction with the reading operation of the molding condition when the molding condition is read from the storage device and the setting value is collectively set, is determined by the injection molding machine manufacturer. Generally, it is determined by design. However, when reading the setting values of the setting items of each molding condition from the storage device and performing batch change settings, depending on the setting items, if you want to use the setting values that were previously set for the injection molding machine without changing the setting values There is. For example, when you want to fix the machine operation after the shutdown sequence, or when you want to fix the monitor item that performs pass / fail judgment, the mold changes, and the molding conditions corresponding to that mold are read and set In some cases, it may be desirable not to change the setting values for these setting items.
さらに、金型の作成部門で金型完成時に成形安定性を確認した成形条件をマスタ条件として、このマスタ条件を金型と共に量産工場に移設するような場合、その工場の運営では、ある成形条件の設定項目については、その設定値を固定したままで変更しないようにしたい場合がある。このような場合に、マスタ条件をそのまま設定すると成形条件の全ての設定項目の設定値がマスタ条件に変更されるという問題が起こる。
そのため、成形条件を読み出しその設定値を一括設定するとき、設定値を変更せず固定した状態にする設定項目を選択できるようにすることが望ましい。
Furthermore, when the molding conditions confirmed by the mold creation department at the time of mold completion are the master conditions, and this master conditions are transferred to the mass production factory together with the molds, certain factory conditions are There are cases in which it is desired to keep the setting value fixed and not change. In such a case, if the master condition is set as it is, the setting values of all setting items of the molding condition are changed to the master condition.
For this reason, when reading the molding conditions and setting the set values at once, it is desirable to be able to select the setting items to be fixed without changing the set values.
一方、設定値を固定化する設定項目を選択できるようにすると、該設定値を固定化する設定項目の設定値が変わる現象が生じる。成形条件には、設定項目どうしが相互に関連し合っている場合があり、このような設定項目に対して設定値を固定化する設定項目とし選択設定すると、この設定値を固定化した設定項目の設定値が変更されないが為に、関連する設定項目の設定値間に矛盾が生じる場合がある。最適な成形条件の設定値が設定できない場合が生じる。 On the other hand, when the setting item for fixing the setting value can be selected, a phenomenon occurs in which the setting value of the setting item for fixing the setting value changes. There are cases where setting items are related to each other in the molding conditions. If you select and set a setting value for such a setting item as a setting item, this setting value is fixed. Since the setting values of the setting items are not changed, there may be a conflict between the setting values of the related setting items. There are cases where the optimum molding condition setting value cannot be set.
上述した、相互に関連する設定項目としては、例えば、エジェクト開始位置(エジェクト動作を開始する可動金型の位置)は、可動側金型の型開完了位置に達するまでの間に設定する必要がある。このエジェクト開始位置という設定項目を固定する項目として、変化させないようにした場合に、記憶装置より固定したエジェクト開始位置よりも小さい型開完了位置を持つ成形条件の一組を読んで設定値を固定していない設定項目(型開完了位置の設定項目を含む)を一括変更設定すると、エジェクト開始位置が型開完了位置よりも大きくなるという矛盾が発生する。 As the above-described setting items related to each other, for example, it is necessary to set the ejection start position (the position of the movable mold at which the ejection operation starts) until the mold opening completion position of the movable mold is reached. is there. If you do not want to change this setting item, which is the eject start position, read the set of molding conditions that have a mold opening completion position smaller than the fixed eject start position from the storage device, and fix the set value. If setting items that have not been set (including setting items for the mold opening completion position) are collectively changed and set, an inconsistency occurs that the eject start position becomes larger than the mold opening completion position.
又、機能1と機能2は同時に有効にならない機能である場合、機能1を有効で固定した場合、成形条件の一組を読んで設定値を設定したとき機能2も有効になってしまうという問題が生じる。
そこで、本発明の目的は、記憶手段から全成形条件の設定値の組を読み出して、読み出した成形条件の設定値を実行設定値として設定するとき、設定値を変更しない設定項目を選択設定できるようにした射出成形機を提供することにある。
In addition, when
Accordingly, an object of the present invention is to select and set a setting item that does not change the set value when the set value of all molding conditions is read from the storage unit and the read setting value of the molding condition is set as an execution set value. An object of the present invention is to provide an injection molding machine.
さらには、設定値を変更しない設定項目を選択設定することから、又、相互に関連する設定項目があることから、設定値を固定すると選択設定された設定項目の、射出成形機に記憶する設定値と記憶手段から読み出した設定値が異なるような場合に、全ての設定項目の設定値の変更設定を行わないようにすることを目的とする。又、この設定値が異なったとき、設定値を変更せず固定すると設定された設定項目以外の設定値を記憶手段から読み出した設定値に変更設定するか、全ての設定項目の設定値の変更設定を行わないようにするか選択できるようにすることをも本発明の目的とするものである。 Furthermore, since setting items that do not change the setting value are selected and set, and there are setting items that are related to each other, the setting items that are selected and set when the setting value is fixed are stored in the injection molding machine. It is an object to prevent the setting values of all setting items from being changed when the value and the setting value read from the storage means are different. If this setting value is different, if the setting value is fixed without changing, the setting value other than the setting item that has been set is changed to the setting value read from the storage means, or the setting values of all setting items are changed. It is also an object of the present invention to make it possible to select whether or not to perform setting.
本願請求項1に係る発明は、表示手段とデータ入力手段を有し、前記表示手段に成形条件設定画面を表示し、該成形条件設定画面に表示された成形条件の設定項目に対して設定値を設定することができ、かつ、記憶手段に記憶した成形条件の組を読み出し、該読み出した全成形条件の設定値を一括して設定できるようにした表示設定手段を備えた射出成形機において、前記表示設定手段は、前記設定項目に対して設定値の変更ができない設備設定への設定と該設備設定の解除を行う設備設定手段と、前記記憶手段より成形条件の組を読み出し、該読み出した全成形条件の設定項目の設定値を一括して設定するとき、前記設備設定手段で設備設定に設定された項目を判別し、該設備設定に設定された項目に対してその設定値の変更を行わせないようにする制御手段とを設けて、成形条件の設定値を一括設定するときに設備設定された設定項目に対しては設定値の変更が行われず、前の設定値に固定されるようにした。
The invention according to
又、請求項2に係る発明においては、前記制御手段により、設備設定として設定された項目以外の設定項目の設定値を前記記憶手段より読み出した成形条件の設定値に変更するようにした。又、請求項3に係る発明は、前記制御手段に、設備設定として設定された項目に対して、射出成形機に設定されている設定値と前記記憶手段から読み出した設定値とが一致するか判断する判断手段を設け、該判断手段で一致していないと判断されたときには、該制御手段は、設備設定以外の設定項目の設定値も変更しないようにした。
In the invention according to
さらに、請求項4に係る発明は、設備設定として設定された設定項目において射出成形機に設定されている設定値と前記記憶手段から読み出した設定値が一致しないとき、設備設定の項目以外の設定項目の設定値の変更設定を行うモードか、又は、行わないモードかを選択する手段を設け、前記制御手段に、設備設定として設定された設定項目に対して、射出成形機に設定されている設定値と前記記憶手段から読み出した設定値が一致するか判断する判断手段を設け、該制御手段は、設備設定の項目以外の設定項目の設定値の変更設定を行うモードが選択されている場合は、設備設定の項目以外の設定項目の設定値を変更し、行わないモードが選択されている場合には、前記判断手段で、設備設定に設定された全ての項目において、その設定値が一致したときのみ設備設定の項目以外の設定項目の設定値を変更するようにした。
Furthermore, in the invention according to
又、請求項5に係る発明は、前記表示設定手段に、入力されたパスワードと登録認証パスワードの一致を判別する認証パスワード判別手段を設け、該認証パスワード判別手段で、入力されたパスワードと登録認証パスワードが一致すると判別されたとき、前記設備設定手段による設定項目に対する設備設定の設定及びその解除を可能にした。さらに、請求項6に係る発明は、前記表示設定手段に、設備設定の設定項目の設定値を変更可能とするパスワードが入力されたか判別し、該パスワードが入力されたとき、設備設定の設定項目の設定値を変更可能とする設備設定の設定値変更手段を備えるものとした。
In the invention according to
請求項7に係る発明は、前記表示設定手段により、設備設定として設定された設定項目の情報を入出力可能にした。又、請求項8に係る発明は、前記表示設定手段を、射出成形機の制御装置に備えられているものとし、請求項9に係る発明は、前記表示設定手段を、射出成形機の外部に設け、射出成形機の制御装置と接続するものとした。
The invention according to
成形条件の設定項目を設備設定に設定することによって、全成形条件の設定値を記憶手段から読み出し一括して設定するときにも、設備設定された設定項目については、設定値の書き換えは行われず、以前の設定値のままに固定されることから、設定値を変更すべきでない設定項目が、意識せずに変更されることを防止することができる。又、設備設定に設定された項目の設定値が、すでに射出成形機に設定されている設定値と記憶手段から読み出し変更設定しようとする設定値とが異なるとき、設備設定以外の設定項目の設定値も変更設定しないようにして、成形条件の設定項目間に関連性があるとき、その設定値がその関連性に合致しないようになることを防止することができる。 When setting items for molding conditions are set to equipment settings, when setting values for all molding conditions are read from the storage means and set collectively, the setting values for equipment setting items are not rewritten. Since the previous setting value is fixed, it is possible to prevent a setting item whose setting value should not be changed from being changed without being aware of it. Also, when the setting value of the item set in the equipment setting is different from the setting value already set in the injection molding machine and the setting value to be read and changed from the storage means, setting of setting items other than equipment setting It is possible to prevent the setting value from being inconsistent with the relevance when there is a relevance between the setting items of the molding conditions without changing the value.
以下、本発明の一実施形態について図面と共に説明する。
図1は、本発明の第1の実施形態における射出成形機を制御する制御装置の要部ブロック図である。射出成形機の構成、及び該射出成形機を制御する制御装置のハードウェアの構成は従来の射出成形機と同じであり、後述する設定項目を設備設定に設定する処理や、記憶手段に記憶する成形条件を設定するための処理のソフトウェアが相違するのみであるから、図1では、射出成形機を制御する制御装置の構成の要部だけを簡単に記載している。
Hereinafter, an embodiment of the present invention will be described with reference to the drawings.
FIG. 1 is a principal block diagram of a control device that controls the injection molding machine according to the first embodiment of the present invention. The configuration of the injection molding machine and the hardware configuration of the control device that controls the injection molding machine are the same as those of the conventional injection molding machine, and the setting items described later are set in the equipment settings and stored in the storage means. Since only the processing software for setting the molding conditions is different, only the main part of the configuration of the control device for controlling the injection molding machine is simply described in FIG.
射出成形機を制御する制御装置10は、従来の制御装置と同様に、全体を制御するプロセッサ(CPU)11と、記憶手段12、軸制御手段13、表示装置/入力手段14、インタフェース15がバス16で接続されている。
記憶手段12は、射出成形機を制御するためのソフトウェア、各種設定値を記憶している。本発明に関係し、設定項目を設備設定に設定する処理や、記憶手段に記憶する成形条件を設定するための処理のソフトウェアが該記憶手段12に記憶されている。さらに、実行する成形条件の設定値を記憶する記憶部を有する。又、表示装置/入力手段14の表示画面に表示する成形条件設定画面等のデータも格納されている。さらに、金型と対応させて、その金型に用いる成形条件のそれぞれの設定値を一組として金型ファイルとして記憶している。なお、金型に対して各成形条件に対する設定値の組が複数ある場合には、それを区別して金型ファイルは記憶されている。又、この金型ファイルは、記憶手段12に格納せずに、外部の記憶装置20に記憶しておき、インタフェース15を介して、この金型ファイルから成形条件の一組を読み出し、実行する成形条件の記憶部に設定するようにしてもよいものである。
The
The storage means 12 stores software for controlling the injection molding machine and various set values. In relation to the present invention, processing software for setting the setting item to equipment setting and processing for setting the molding conditions stored in the storage means are stored in the storage means 12. Furthermore, it has a memory | storage part which memorize | stores the setting value of the molding conditions to perform. Data such as a molding condition setting screen displayed on the display screen of the display device / input means 14 is also stored. Further, in association with the mold, each set value of the molding conditions used for the mold is stored as a set as a mold file. In addition, when there are a plurality of sets of set values for each molding condition for the mold, the mold file is stored in a distinguished manner. The mold file is not stored in the storage means 12 but is stored in the
軸制御手段13は、射出成形機の型締機構、射出機構、計量機構等の各機構を駆動するサーボモータの位置、速度を制御するものであり、サーボモータに取り付けられた位置・速度検出器からのフィードバック信号と、プロセッサ11から出力される移動指令に基づいて位置、速度のフィードバック制御を行い各機構を駆動制御する。
表示装置/入力手段14は、CRTや液晶等の表示装置とキーボードやポインティングディバイス等のデータ入力手段で構成され、後述する各種設定値を入力できるように構成されている。本実施形態においては、この射出成形機の制御装置10が備える表示装置/入力手段14や記憶手段12に記憶されている設定項目を設備設定に設定する処理や、記憶手段に記憶する成形条件を設定するための処理のソフトウェアによって、表示設定手段を構成している。
インタフェース15は、射出成形機に設けられたセンサやアクチュエータと接続されるものであるが、本発明と関係し、外部に設けた記憶装置20と接続されるようになっている。
The shaft control means 13 controls the position and speed of a servo motor that drives each mechanism such as a mold clamping mechanism, an injection mechanism, and a metering mechanism of an injection molding machine, and is a position / speed detector attached to the servo motor. The position and speed feedback control is performed based on the feedback signal from the controller 11 and the movement command output from the processor 11 to drive and control each mechanism.
The display device / input means 14 includes a display device such as a CRT or a liquid crystal display and data input means such as a keyboard and a pointing device, and is configured to input various setting values to be described later. In the present embodiment, processing for setting the setting items stored in the display device / input means 14 and the storage means 12 included in the
The
成形条件の設定項目において、その設定値の変更を不可とし固定した値とする設定項目を設備設定の項目とする。この設備設定の項目に設定する作業、及びその設備設定を解除してその設定値を変更可能にする作業は、設定項目の設備設定を許可する認証パスワードを入力した特定のオペレータのみに許されている。
そこで、設定項目に対して設備設定の設定/解除を行う場合、表示装置/入力手段14の入力手段を操作し、表示装置の画面に図2(a)に示すような、設備設定ロック画面を表示させる。この画面で指定されたパスワード入力欄30にパスワードを入力すると、プロセッサ11は、入力されたパスワードが予め登録され記憶されている認証パスワードと一致するか判断し、一致する場合には、図2(b)に示すように「設備設定ロック解除」ボタン31を表示する。
Among the setting items of the molding conditions, the setting item that is a fixed value that cannot be changed is set as the equipment setting item. Only the specific operator who entered the authentication password that permits the equipment setting of the setting item is permitted to perform the work to set the equipment setting item and the work to release the equipment setting and change the setting value. Yes.
Therefore, when setting / canceling the equipment setting for the setting item, the input means of the display device / input means 14 is operated, and the equipment setting lock screen as shown in FIG. Display. When a password is entered in the
該「設備設定ロック解除」ボタン31を押すことによって(ポインティングディバイスで該ボタン31をクリックするか、カーソルで該ボタン31を選択しエンターキーを操作する。以下、ボタンを押すという動作は、このポインティングディバイスやカーソルでそのボタンを操作し入力することをいう)、図2(c)に示すような表示画面に変わり、設備設定ロックの解除を実行するか否かを問う「はい」、「いいえ」のボタン32a、32bが表示される。この画面で「はい」のボタン32aを押すと、表示画面に図2(d)に示すように、「変更開始」、「初期化」のボタン33a、33bが表示される。なお、図2(d)は、図2(c)における下部の「グループ設定」の欄のみを表しており上部の部分も表示されるのであるが、図2(d)では省略している。
「変更開始」のボタン33aを押すと、該ボタンの表示が「変更適用」の表示となり以後、成形条件の設定画面での各成形条件の設定項目に対して、設備設定の設定とその解除が可能となる。
By pressing the “equipment setting unlock” button 31 (click the
When the “change start” button 33a is pressed, the display of the button becomes “apply change”, and thereafter, the setting of the equipment setting and the release thereof are set for each setting item of the forming condition on the forming condition setting screen. It becomes possible.
図3は、成形条件設定画面の一例である。各成形条件の設定項目の内、設備設定とされた項目に対しては、設定値の設定欄の背景が灰色で表示される。図3において、符号34で示した設定項目の設定値の背景が灰色で表示され、設備設定にされている項目であることを表示し、設備設定ではない通常の設定項目は設定欄の背景が白色で表示される。
FIG. 3 is an example of a molding condition setting screen. Of the setting items of each molding condition, the background of the setting value setting column is displayed in gray for the item set as the equipment setting. In FIG. 3, the background of the setting value of the setting item indicated by
そこで、カーソル等のポインティングディバイスで設定項目を選択し、設備設定保護ボタン35a、設備設定保護解除ボタン35bを押すことによって、その選択した設定項目を設備設定の項目に設定したり、設備設定の項目から通常の設定項目に変更する。すなわち、設備設定保護ボタン35aを押すと、選択設定項目が設備設定の項目とされ、その設定値の変更ができなくなる。又、設備設定された項目を選択して、設備設定保護解除ボタン35bを押すと、その設定項目は、設備設定が解除され、通常の設定項目となり、その設定値は変更可能となる。 Therefore, by selecting a setting item with a pointing device such as a cursor and pressing the equipment setting protection button 35a and the equipment setting protection release button 35b, the selected setting item can be set as an equipment setting item or an equipment setting item. Change to the normal setting item. That is, when the equipment setting protection button 35a is pressed, the selected setting item is set as an equipment setting item, and the setting value cannot be changed. Also, when an equipment setting item is selected and the equipment setting protection cancel button 35b is pressed, the equipment setting is canceled and the setting item becomes a normal setting item, and the setting value can be changed.
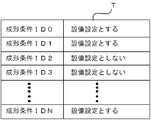
こうして、成形条件の設定項目に対して設備設定が設定されると、記憶手段12内に図4に示すような、各成形条件のID番号毎にその成形条件の設定項目が設備設定か否かの情報を記憶する設備設定記憶テーブルTが作成される。
そして、各成形条件の設定項目に対して設備設定が選択的に設定された後は、設備設定された設定項目の設定値は変更不能となり、射出成形機の金型を交換して、記憶手段12に記憶されたその金型に対する成形条件の組を読み出し、実行成形条件として一括設定するとき、プロセッサ11は、設備設定記憶テーブルTをサーチして、設備設定されている項目に対しては、読み出した設定値に変更することなく、すでに設定されている設定値を保持し固定した状態とし、設備設定されていない設定項目に対してのみ、読み出した設定値に変更し設定することになる。射出成形機が稼動する場合は、こうして設定された設定条件で射出成形機は稼動されることになる。
Thus, when the equipment setting is set for the molding condition setting item, whether or not the molding condition setting item is the equipment setting for each molding condition ID number as shown in FIG. The equipment setting storage table T for storing the information is created.
Then, after the equipment settings are selectively set for the setting items for each molding condition, the setting values of the setting items set for the equipment cannot be changed, the mold of the injection molding machine is replaced, and the storage means 12, when a set of molding conditions for the mold stored in 12 is read out and set as an execution molding condition at a time, the processor 11 searches the equipment setting storage table T, and for the items in which the equipment is set, Without changing to the read set value, the set value that has already been set is held and fixed, and only the setting items that are not set as equipment are changed to the read set value and set. When the injection molding machine is operated, the injection molding machine is operated under the setting conditions thus set.
図5は、各成形条件の設定項目に対する設備設定の設定/解除処理を示す動作フローを示すアルゴリズムである。
前述したように、オペレータが、図2(a)に示すような設備設定ロック画面を選択し表示装置に表示させて、パスワードが入力されると、プロセッサ11は、この入力パスワードが登録されている認証パスワードと一致するか判別する処理を行い、入力パスワードと認証パスワードが一致すると、図2(b)に示すような表示画面とし、「設備設定ロック解除」ボタン31が操作されると表示画面を図2(c)の状態に切り換え、さらに、設備設定ロック解除を指令する「はい」のボタン32aが押されると、図2(d)の表示画面に切り換える処理を行う(ステップ100)。そして、変更開始33aのボタンが押されると、プロセッサ11は設備設定モードに切り換える(ステップ101)。
FIG. 5 is an algorithm showing an operation flow showing the setting / cancellation processing of the equipment setting for the setting items of each molding condition.
As described above, when the operator selects the equipment setting lock screen as shown in FIG. 2A and displays it on the display device, and the password is input, the processor 11 registers this input password. If the input password and the authentication password match, the display screen as shown in FIG. 2B is displayed. When the “equipment setting unlock”
オペレータが成形条件の設定画面を選択すると、プロセッサ11は、その選択された成形条件の設定画面を表示するが、このとき、プロセッサ11は、設備設定記憶テーブルTをサーチし、表示しようとする設定項目が設備設定に設定されているか否かを判別し、設備設定に設定されていれば、その設定項目の設定値設定欄の背景を灰色として、現在実行成形条件として設定されている設定値を表示する。又、設備設定に設定されていない設定項目は設定欄を白色として現在の設定値を表示する(ステップ102)。 When the operator selects the molding condition setting screen, the processor 11 displays the selected molding condition setting screen. At this time, the processor 11 searches the equipment setting storage table T and sets to display it. It is determined whether the item is set to equipment setting. If the setting is set to equipment setting, the background of the setting value setting field of that setting item is gray and the setting value currently set as the execution molding condition is set. indicate. For setting items that are not set in the equipment setting, the current setting value is displayed with the setting field white (step 102).
表示された成形条件の設定画面に対して、オペレータが設定項目を選択して、設備設定保護ボタン35a又は設備設定保護解除ボタン35bを操作して、選択した設定項目に対する設備設定の設定又はその解除処理を実行し、プロセッサ11は、設定項目が設備設定に設定されたか、解除されたかによって、設備設定記憶テーブルTの記憶内容を更新し、設備設定された設定項目の成形条件には設備設定であることを記憶し、設備設定ではない設定項目の成形条件には、設備設定でないことを記憶する(ステップ103,104)。
On the displayed molding condition setting screen, the operator selects a setting item and operates the equipment setting protection button 35a or the equipment setting protection release button 35b to set or cancel the equipment setting for the selected setting item. The processing is executed, and the processor 11 updates the storage content of the equipment setting storage table T depending on whether the setting item is set to the equipment setting or canceled, and the molding condition of the setting item for which the equipment is set is the equipment setting. It is stored, and in the molding condition of the setting item that is not the equipment setting, it is stored that the equipment setting is not set (
当該設定画面の設備設定の登録処理を終了し、他の設定画面を選択すると(ステップ105)、その選択した設定画面を表示装置の画面に表示し(ステップ108)、前述した設定項目の設備設定への設定及びその解除処理を行う。
そして、オペレータが設備設定処理終了指令を入力し、設備設定された項目以外の設定項目の設定値変更処理を選択する。本実施形態では、金型ファイルより成形条件の設定値の一組を読み出し、実行成形条件として設定するときに、設備設定された項目以外の設定項目の設定値の設定方法を2つの設定値変更処理のいずれかを選択できるようにしている。設定値変更処理モードAは、設備設定された項目以外の設定項目に対しては、全て金型ファイルより読み込んだ設定値に設定変更するものである。又、設定値変更処理モードBは、設備設定された項目のいずれか1つでもその設定値が、この時点で射出成形機に設定されている実行成形条件として設定されている設定値と金型ファイルより読み込んだ設定値と異なっているときは、全ての成形条件の設定値の変更設定処理を実行せず、実行成形条件の設定値は、それまでの設定値とし、設備設定された項目に対する射出成形機に設定されている実行成形条件の設定値と金型ファイルより読み込んだ設定値とが全て一致したとき、全ての成形条件の設定値の変更設定処理を実行するようにしたものである。
When the registration process of the equipment setting on the setting screen is finished and another setting screen is selected (step 105), the selected setting screen is displayed on the screen of the display device (step 108). Set to and release it.
Then, the operator inputs an equipment setting process end command, and selects setting value change processing for setting items other than the equipment set items. In this embodiment, when a set of molding condition setting values is read from a mold file and set as an execution molding condition, two setting value setting methods for setting items other than equipment set items are changed. One of the processes can be selected. In the setting value change processing mode A, setting items other than the items set for equipment are all changed to setting values read from the mold file. In addition, the set value change processing mode B is a set value and mold that are set as execution molding conditions set in the injection molding machine at this point in any one of the items set in the equipment. If the setting value is different from the setting value read from the file, the setting value change setting process for all molding conditions is not executed, and the setting value for the actual molding condition is set as the previous setting value and the equipment setting item is set. When all the setting values of the execution molding conditions set in the injection molding machine match the setting values read from the mold file, change setting processing of all molding condition setting values is executed. .
成形条件において、設備設定と設定された項目と他の設定項目との間に何ら関連性がなく、設備設定に設定された項目の設定値が他の設定項目の設定値に影響を与えない、又は
他の設定項目の設定値から影響を受けないような場合や、設備設定と設定された項目と他の設定項目との間に関連性があり、これらの設定項目の設定値が互いに影響し問題となる場合でも、この関係を崩してもよいから、設備設定項目以外の設定項目の設定値を変更し、手作業で設定値を修正して成形機を運用する場合には、設定値変更処理モードAを選択する。
In the molding conditions, there is no relationship between the equipment setting and the set item and other setting items, and the setting value of the item set in the equipment setting does not affect the setting value of other setting items. Or when there is no influence from the setting values of other setting items, or there is a relationship between the equipment settings and the set items and other setting items, and the setting values of these setting items affect each other. Even if it becomes a problem, this relationship may be disrupted, so if you change the setting values of setting items other than equipment setting items and manually correct the setting values to operate the molding machine, change the setting values. Processing mode A is selected.
又、相互に関連する成形条件の項目をのいずれか一方を設備設定とした場合に、成形条件の組を読み込んで設定するとき、その関係を崩さないために、設備設定された項目の設定値が異なり変更されるような場合に、設備設定項目以外の設定項目もまったく変更しないようにして射出成形機の運用方法を行うようにするときには、設定値変更処理モードBを選択する。このように本実施形態では、設定値変更処理モードA又はBを選択できるようにしている。 In addition, when one of the items of molding conditions related to each other is set as equipment, when setting and reading a set of molding conditions, the set value of the item set as equipment is set so as not to break the relationship. When the operation method of the injection molding machine is to be performed without changing any setting items other than the equipment setting items, the setting value change processing mode B is selected. Thus, in the present embodiment, the setting value change processing mode A or B can be selected.
ステップ103,104の処理で、設備設定に設定された項目は、設備設定に設定されていない設定項目との間に関連性がなく、設備設定に設定された項目の設定値が、設備設定に設定されていない設定項目の設定値に影響を与えないと判断される場合、又は、影響があっても、手作業で設定値を修正することを選択した場合には、オペレータは設定値変更処理モードAを選択して、設備設定に設定された項目以外の設定項目の設定値を、金型ファイルより読み込んだ設定値に変更設定できるようにする。一方、設備設定に設定された項目と設備設定に設定されていない設定項目に関連性があり、設備設定に設定された項目の設定値が、設備設定に設定されていない設定項目の設定値に影響を与えると判断される場合等においては、オペレータは設定値変更処理モードBを選択することによって、関連性がある設定項目間の設定値の矛盾、誤りが発生しないようにする。
The items set in the equipment settings in the processes of
そこで、ステップ106で、設定値変更処理モードA、Bを表示画面に表示し選択を促す。オペレータがこの設定値変更処理モードA、Bのいずれかを選択すると、設備設定モードをOFFとし(ステップ107)、この設備設定処理を終了する。
In
図6は、記憶手段12もしくは外部の記憶装置20に格納されている金型ファイルより成形条件の設定値の一組を読み出し、実行成形条件として記憶設定するときの金型ファイル読込処理のアルゴリズムを示すフローチャートである。
金型ファイル読み込み指令が入力されるとプロセッサ11は、図6の処理を開始し、まず指令された金型ファイルの成形条件の設定値の一組を読み出す(ステップ200)。次に、指標iを0にセットし(ステップ201)、設定値変更処理モードA、Bのいずれかが選択設定されているか判断する(ステップ202)。
FIG. 6 shows an algorithm of a mold file reading process when a set of molding condition setting values is read from a mold file stored in the storage means 12 or the
When a mold file read command is input, the processor 11 starts the processing of FIG. 6 and first reads a set of molding condition setting values of the commanded mold file (step 200). Next, the index i is set to 0 (step 201), and it is determined whether any one of the setting value change processing modes A and B is selected and set (step 202).
設定値変更処理モードAが選択されていると、設備設定記憶テーブルTよりID番号IDiの成形条件の設定項目が設備設定に設定されているか否か判断し(ステップ203)、設定されていなければ、読み込んだ当該成形条件の設定値を、実行する成形条件として当該設定項目に対応して記憶させる(ステップ204)。又、ID番号IDiの成形条件の設定項目が設備設定に設定されているときは、ステップ204の処理を行わず、その設定項目の成形条件の設定値は変更せず、それまで設定されていた設定値をそのまま保持し設定値として固定する。
When the set value change processing mode A is selected, it is determined whether or not the setting item of the molding condition of the ID number IDi is set in the equipment setting from the equipment setting storage table T (step 203). The read setting value of the molding condition is stored in correspondence with the setting item as the molding condition to be executed (step 204). Also, when the setting item of the molding condition of ID number IDi is set to the equipment setting, the processing of
そして、指標iを1インクリメントし(ステップ205)、該指標iが成形条件の設定項目数Nを越えたか判断し(ステップ206)、指標iが設定項目数Nを越えるまで、ステップ203〜206の処理を繰り返し実行し、設備設定に設定されていない設定項目の成形条件の設定値を金型ファイルから読み込まれた各成形条件の設定値に書き換え、設備設定に設定されている項目に対しては、書き換えは行わず、それまで使用してきた設定値に固定し、実際に実行する成形条件とする。 Then, the index i is incremented by 1 (step 205), it is determined whether the index i exceeds the number N of setting items of the molding condition (step 206), and steps 203 to 206 are performed until the index i exceeds the number N of set items. Repeat the process to rewrite the molding condition setting values of the setting items not set in the equipment settings to the setting values of each molding condition read from the mold file, and for the items set in the equipment settings The molding conditions are set to the setting values that have been used up to now, without rewriting.
一方、ステップ202で、設定値変更処理モードBが選択されていると判別されたとき、ステップ207に移行し、設備設定記憶テーブルTよりID番号IDiの成形条件の設定項目が設備設定に設定されているか否か判断し、設備設定に設定されていなければ、ステップ209に移行する。又、設備設定に設定されていれば、このID番号IDiの成形条件の設定項目に対する、当該時点で射出成形機に実行成形条件の設定記憶されている設定値と、金型ファイルより読み出した当該設定項目の設定値が一致するか判別する(ステップ208)。一致せず、異なっていれば、このまま金型ファイル読込処理を終了する。又、一致していれば、ステップ209に進み、指標iを1インクリメントし、該指標iが成形条件の設定項目数Nを越えたか判断し(ステップ210)、指標iが設定項目数Nを越えていなければ、ステップ207に戻りステップ207以降の処理を実行する。以下、射出成形機に実行成形条件として設定記憶されている設定値と、金型ファイルより読み出した当該設定項目の設定値の不一致がない限り、ステップ207〜210の処理を繰り返し実行し、指標iが成形条件の設定項目数Nを越えたと判別されると(ステップ210)、全ての成形条件ID0〜Nの設定項目に対して、金型ファイルより読み出した設定値に書き換え変更し(ステップ211)、この金型ファイル読込処理を終了する。
On the other hand, when it is determined in
以上のように、モードAでは、設備設定に設定された項目の現在の実行成形条件の設定値と金型ファイルより読み出した設定値が一致するか否かは関係なく、設備設定された項目以外の設定項目の設定値を金型ファイルより読み出した設定値に変更設定し実行成形条件の設定値とする。又、モードBでは設備設定に設定された項目の現在の実行成形条件の設定値と金型ファイルより読み出した設定値が、全ての設備設定の項目において一致したときのみ、射出成形機に記憶する実行成形条件の設定値として、全ての設定項目の設定値を金型ファイルより読み出した設定値に変更設定し、設備設定に設定された項目の中で1つでも、現在の実行成形時要件として設定された設定値と金型ファイルより読み出した設定値が異なれば、成形条件の設定項目の設定値の変更はされないものとする。これによって、関連する項目間の設定値の矛盾、誤りをなくすようにしている。 As described above, in mode A, the items other than the items set in the equipment are set regardless of whether or not the set values of the current execution molding conditions of the items set in the equipment settings match the setting values read from the mold file. The setting value of the setting item is changed to the setting value read from the mold file and set as the setting value of the execution molding condition. In Mode B, only when the setting value read from the mold file matches the current execution molding condition setting value of the item set in the equipment setting, it is stored in the injection molding machine. As the execution molding condition setting values, change the setting values of all setting items to the setting values read from the mold file, and even one of the items set in the equipment settings is the current execution molding requirement If the set value set is different from the set value read from the mold file, the set value of the setting item of the molding condition is not changed. In this way, inconsistencies and errors in setting values between related items are eliminated.
上述したように、本実施形態では、成形条件の設定項目に対する設備設定の設定/解除を許容するパスワードが入力されたときには、設定項目を設備設定に設定することも又それを解除することもできるものであることから、設備設定された項目の設定値を変えるような場合には、一旦、その設定項目に対して設備設定を解除して、その設定値を変更設定し、その後、設備設定にすればよい。
しかし、設備設定されている設定項目の設定値を変更する場合に、上述したように、設備設定を解除して設定値を変更入力し、再度設備設定にセットすることは、不便であり、かつ、この設備設定の設定/解除を許容するパスワードを入力できるオペレータは、実質的に設備設定された設定項目の設定値を変更できるものであることから、このパスワードが入力されたときは、設備設定されている設定項目の設定値を直接変更設定できるようにしてもよいものである。
As described above, in the present embodiment, when a password that allows setting / cancellation of the equipment setting for the setting item of the molding condition is input, the setting item can be set to the equipment setting or can be released. Therefore, when changing the setting value of an item that has been set for equipment, once cancel the equipment setting for that setting item, change the setting value, and then change to the equipment setting. do it.
However, as described above, when changing the setting value of a setting item that is set as equipment, it is inconvenient to cancel the equipment setting, change and input the setting value, and set the equipment setting again. An operator who can input a password that allows the setting / cancellation of the equipment setting can substantially change the setting value of the setting item that has been set for the equipment. The setting value of the setting item being set may be directly changed and set.
又、作業現場等において、設備設定の設定/解除はできないまでも、設備設定された設定項目の設定値を変更したい場合がある。そのため、設備設定の設定項目における設定値の変更を許容するパスワードを設けて、このパスワードを入力したオペレータのみに、設備設定の設定項目における設定値の変更を可能とすることができる。 In addition, there are cases where it is desired to change the setting values of the setting items that are set in the facility even if the setting / cancellation of the facility setting cannot be performed at the work site. Therefore, it is possible to provide a password that allows the setting value of the equipment setting setting item to be changed, and to change the setting value of the equipment setting setting item only to an operator who has input this password.
この場合、図2(a)に示した画面でこの設備設定の設定項目の設定値の変更を許容するパスワードを入力すると、図2(b)が表示され、「設備設定ロック解除」のボタンを押すと、図2(c)に示す画面が表示され、さらに、設備設定ロック解除の「はい」ボタン32aを押すと、図2(d)に示す画面が表示され、「変更開始」ボタン33aを押すと、設備設定のロックが解除され、各成形条件設定画面における設備設定の設定項目における設定値の変更が可能となる。この場合、設定項目に対して設備設定の設定/解除はできないが、設定値の変更だけが可能となるものである。この点の処理については図5に示す処理のアルゴリズムとほぼ同じであり、ステップ103の処理が設定値の変更処理に変わるだけである。
In this case, when a password that allows the setting value of the setting item of the equipment setting to be changed is entered on the screen shown in FIG. 2A, FIG. 2B is displayed, and the button “Release equipment setting unlock” When the button is pressed, the screen shown in FIG. 2 (c) is displayed. Further, when the “Yes”
又、成形条件の設定項目の設定値を設定、変更し、実際の成形に使用する成形条件が確定した後この成形条件を上述した金型ファイル等に保存する場合には、設定項目が設備設定に設定されているか否かに関係なく、金型ファイルに格納される。 In addition, when setting values of molding condition setting items are set and changed, and after the molding conditions to be used for actual molding are determined, the molding conditions are saved in the above-mentioned mold file etc. Regardless of whether or not it is set to, it is stored in the mold file.
又、上述した設備設定記憶テーブルTの情報、すなわち設定項目が設備設定されているか否かの情報は、ファイルとして外部に出力し、他の射出成形機の制御装置に格納し、この設備設定記憶テーブルTを他の射出成形機も利用できるようにする。これによって、1台の射出成形機で、成形条件を調整し、設備設定か否かを設定しておけば、他の射出成形機においても利用できるものである。 The information on the equipment setting storage table T described above, that is, information on whether or not the setting item is equipment set is output to the outside as a file and stored in the control device of another injection molding machine. The table T is made available for other injection molding machines. Thus, if one injection molding machine adjusts the molding conditions and sets whether or not the equipment is set, it can be used in other injection molding machines.
上述した実施形態は、射出成形機を制御する制御装置10の表示装置/入力手段14及び記憶手段に格納したソフトウェアによって表示設定手段を構成し、該表示設定手段によって、上述した成形条件の設定項目に対する設備設定の設定/解除処理、及び設備設定の設定項目における設定値の変更設定処理を行うものとしたが、この表示設定手段に代えて、設備設定の設定/解除処理及び設備設定の設定項目における設定値の変更設定処理等を射出成形機の外部に設けたパーソナルコンピュータ等で構成された表示設定装置によって実行し、最終的に得られた成形条件の情報(設備設定可否か、及び設定値等)を射出成形機の制御装置に送り設定するようにしてもよいものである。
In the embodiment described above, the display setting unit is configured by software stored in the display device / input unit 14 and the storage unit of the
図7は本発明の第2の実施形態の概要図であり、この第2の実施形態では、パーソナルコンピュータで構成された表示設定装置21を射出成形機の外部に設け、射出成形機の制御装置10に通信インタフェース17を設けて接続し、この設備設定の設定/解除処理及び設備設定の設定項目における設定値の変更処理、さらには通常の設定項目に対する設定値の設定処理をこの表示設定装置21で実行するようにしたものである。
表示設定装置21のメモリには、成形条件設定画面のデータ、その時点での射出成形機の実行成形条件として設定されている各成形条件の設定項目の設定値を記憶する記憶部が設けられており、さらに、設備設定記憶テーブルTも設けられている。又、金型ファイルはこの表示設定装置21のメモリに格納されるか、図示しない外部の記憶装置に記憶しておき、表示設定装置21が該記憶装置から金型ファイルの成形条件情報を読み出すようにしてもよい。
FIG. 7 is a schematic view of a second embodiment of the present invention. In the second embodiment, a display setting device 21 configured by a personal computer is provided outside the injection molding machine, and a control device for the injection molding machine is provided. 10 is connected to the
The memory of the display setting device 21 is provided with a storage unit for storing molding condition setting screen data and setting values of setting items for each molding condition set as an execution molding condition of the injection molding machine at that time. In addition, an equipment setting storage table T is also provided. The mold file is stored in the memory of the display setting device 21 or stored in an external storage device (not shown) so that the display setting device 21 reads the molding condition information of the mold file from the storage device. It may be.
表示設定装置21のキーボード等の入力装置を操作して、表示設定装置21の表示装置を介して、設備設定の設定/解除を許容するパスワードもしくは設備設定の設定項目の設定値を設定変更可能とするパスワードを入力し、「設備設定ロック解除」のボタン31、「はい」のボタン32a、「変更開始」のボタン33aを操作し(図2参照)、この操作に基づいて表示設定装置21のプロセッサは、設備設定モードとし、前述したように、設定項目の設備設定の設定/解除、さらには、設備設定の設定項目における設定値の変更設定を行い、設備設定記憶テーブルTを作成更新する。そして、金型ファイルから一組の成形条件の設定値を読み出し設定する際には、前述したように、選択されたモードA又はモードBに基づいて成形条件の設定項目に対する設定値の変更処理が実行される。又、こうして読み込まれた設定値に対して、設定項目の設備設定の設定/解除、設備設定の設定項目における設定値の変更、通常の設定項目における設定値の変更等があれば前述したように、その変更処理を行って、最終的に決まった、各成形条件の設定項目とその設定値及び設備設定記憶テーブルTのデータを射出成形機の制御装置10に送り、制御装置10の記憶手段に格納する。射出成形機の制御装置はこうして送られてきた成形条件の情報に基づいて、成形条件設定画面の表示を行うと共に、この成形条件の設定値に基づいて射出成形機を駆動制御する。
By operating an input device such as a keyboard of the display setting device 21, it is possible to change the setting of the password or the setting item of the equipment setting that allows setting / canceling of the equipment setting via the display device of the display setting device 21. The user inputs the password to be operated and operates the "equipment setting unlock"
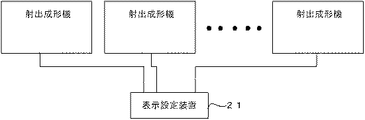
図8は、本発明の第3の実施形態の概要図である。パーソナルコンピュータ等で構成された表示設定装置21に複数の射出成形機が接続され、この表示設定装置21は、射出成形機より実行成形条件として設定されている各設定項目の設定値を読み込み記憶し、前述したように、成形条件の各設定項目への設定値の設定、設定項目の設備設定への設定/解除処理、設備設定の設定項目における設定値の変更処理、金型ファイルからの成形条件の設定値の読込処理等を行い、成形条件の各設定項目の設定値を確定し、射出成形機を指定してこの成形条件の情報を指定した射出成形機に送り、その射出成形機に成形条件の設定を行うようにしたものである。この第3の実施形態の場合は、表示設定装置21が1台で複数の射出成形機への成形条件の設定が可能となる。 FIG. 8 is a schematic diagram of the third embodiment of the present invention. A plurality of injection molding machines are connected to a display setting device 21 constituted by a personal computer or the like. The display setting device 21 reads and stores setting values of each setting item set as execution molding conditions from the injection molding machine. As described above, setting of setting values for each setting item of molding conditions, setting / releasing processing of setting items to equipment settings, processing of changing setting values of setting items of equipment settings, molding conditions from mold files The setting value of each setting item of the molding condition is fixed, the injection molding machine is specified, the molding condition information is sent to the specified injection molding machine, and molding is performed on the injection molding machine. The conditions are set. In the case of the third embodiment, a single display setting device 21 can set molding conditions for a plurality of injection molding machines.
10 射出成形機の制御装置
34 設備設定の設定項目
35a 設備設定保護ボタン
35b 設備設定保護解除ボタン
DESCRIPTION OF
Claims (9)
前記表示設定手段は、
前記設定項目に対して設定値の変更ができない設備設定への設定と該設備設定の解除を行う設備設定手段と、
前記記憶手段より成形条件の組を読み出し、該読み出した全成形条件の設定項目の設定値を一括して設定するとき、前記設備設定手段で設備設定に設定された項目を判別し、該設備設定に設定された項目に対してその設定値の変更を行わせないようにする制御手段とを備えたことを特徴とする射出成形機。 Display means and data input means, display a molding condition setting screen on the display means, can set a set value for the setting items of the molding conditions displayed on the molding condition setting screen, and In an injection molding machine provided with a display setting means that reads a set of molding conditions stored in a storage means and can set the set values of all the read molding conditions at once.
The display setting means includes
Equipment setting means for setting to equipment settings where setting values cannot be changed for the setting items and canceling the equipment settings;
When a set of molding conditions is read from the storage means, and the set values of the setting items of all the read molding conditions are collectively set, the items set in the equipment settings are determined by the equipment setting means, and the equipment settings are determined. An injection molding machine comprising control means for preventing the set value from being changed for the item set in (1).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007183383A JP4185149B2 (en) | 2006-08-08 | 2007-07-12 | Injection molding machine |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006216267 | 2006-08-08 | ||
| JP2007183383A JP4185149B2 (en) | 2006-08-08 | 2007-07-12 | Injection molding machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008062642A JP2008062642A (en) | 2008-03-21 |
| JP4185149B2 true JP4185149B2 (en) | 2008-11-26 |
Family
ID=39285752
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007183383A Expired - Fee Related JP4185149B2 (en) | 2006-08-08 | 2007-07-12 | Injection molding machine |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4185149B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012133690A (en) | 2010-12-24 | 2012-07-12 | Yokogawa Electric Corp | Wireless field instrument, instrument management system, and instrument management method |
| EP3006184A4 (en) * | 2013-05-31 | 2017-04-05 | Mitsubishi Heavy Industries Plastic Technology Co., Ltd. | Control device for injection molding machine |
| JP2016049578A (en) * | 2014-08-29 | 2016-04-11 | ファナック株式会社 | Wire cut electric discharge machine having management function of machining information |
| JP6479387B2 (en) * | 2014-09-29 | 2019-03-06 | 東洋機械金属株式会社 | Operating method of molding machine |
-
2007
- 2007-07-12 JP JP2007183383A patent/JP4185149B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008062642A (en) | 2008-03-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1886790B1 (en) | Injection molding machine | |
| JP4173790B2 (en) | Control device | |
| JP6049874B2 (en) | Control device for injection molding machine | |
| US8707423B2 (en) | Programmable display device, and control system | |
| JP4185149B2 (en) | Injection molding machine | |
| EP1717655A1 (en) | Display controller for injection molding machine | |
| JPH09239799A (en) | Initialization of internal memory data of molding machine controller | |
| US20060235567A1 (en) | Display apparatus for injection molding machine | |
| JP2013257782A (en) | Numerical control device for machine tool with operation support control section | |
| JP4109236B2 (en) | Injection molding machine with operating condition display function | |
| JP5485775B2 (en) | Method and apparatus for displaying input window on touch panel | |
| JP2003076401A (en) | Operation monitor system | |
| JP5186272B2 (en) | Processing device and processing device content display program | |
| JP2007072518A (en) | Human machine interface device of control unit | |
| JP2001129862A (en) | Method for displaying setting history of injection molding machine, and display unit | |
| JP4474371B2 (en) | Data storage method for injection molding machine | |
| JP2002149205A (en) | Control device and operation parameter output method of control device | |
| JP5896774B2 (en) | Input device and input method | |
| WO2022045005A1 (en) | Injection molding machine | |
| JP2001075620A (en) | Controller | |
| JP2015104869A (en) | Molding machine | |
| JP3271386B2 (en) | Input control device | |
| JP2005143163A (en) | Apparatus and method for setting function of inverter device | |
| JP2688788B2 (en) | Control device for injection molding machine | |
| JP3067166B2 (en) | Digital controller |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20080522 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20080605 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080808 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080812 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080904 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110912 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4185149 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110912 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120912 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120912 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130912 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |