JP4177664B2 - Masonry block dividing apparatus and method - Google Patents
Masonry block dividing apparatus and method Download PDFInfo
- Publication number
- JP4177664B2 JP4177664B2 JP2002542585A JP2002542585A JP4177664B2 JP 4177664 B2 JP4177664 B2 JP 4177664B2 JP 2002542585 A JP2002542585 A JP 2002542585A JP 2002542585 A JP2002542585 A JP 2002542585A JP 4177664 B2 JP4177664 B2 JP 4177664B2
- Authority
- JP
- Japan
- Prior art keywords
- dividing
- blade
- workpiece
- split
- blade holder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/0061—Moulds, cores or mandrels specially adapted for mechanically working moulding surfaces during moulding or demoulding, e.g. smoothing by means of mould walls driven during moulding or of parts acting during demoulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B17/00—Details of, or accessories for, apparatus for shaping the material; Auxiliary measures taken in connection with such shaping
- B28B17/0027—Accessories for obtaining rubblestones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/0064—Moulds characterised by special surfaces for producing a desired surface of a moulded article, e.g. profiled or polished moulding surfaces
- B28B7/0085—Moulds characterised by special surfaces for producing a desired surface of a moulded article, e.g. profiled or polished moulding surfaces with surfaces for moulding chamfers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/006—Artificial ageing of stones; Providing stones with an antique appearance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/22—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by cutting, e.g. incising
- B28D1/222—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by cutting, e.g. incising by pressing, e.g. presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/30—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor to form contours, i.e. curved surfaces, irrespective of the method of working used
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mining & Mineral Resources (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Retaining Walls (AREA)
- Ceramic Products (AREA)
- Paper (AREA)
- Drilling And Exploitation, And Mining Machines And Methods (AREA)
- Devices Affording Protection Of Roads Or Walls For Sound Insulation (AREA)
- Curing Cements, Concrete, And Artificial Stone (AREA)
- Joining Of Building Structures In Genera (AREA)
Abstract
Description
【0001】
本願は、2001年10月19日付、米国国内企業であるアンカー ウォール システムズ,インク.(Anchor Wall Systems, Inc.)名義で、PCT国際特許出願として、米国を除くすべての国を指定して出願するものである。
【0002】
【発明の属する技術分野】
本発明は、一般に、メーソンリーブロックの製造に関する。より詳細には、メーソンリーブロック上に装飾面を形成する装置及び方法に関する。さらに詳しくいえば、本発明は、メーソンリーブロック上に、不揃いなテクスチャ及びエッジが風化したもしくは岩石のような外見を作出する装置及び方法、並びにそのような装置及び方法の結果形成されるメーソンリーブロックに関する。
【0003】
【従来の技術】
景観設計の目的でコンクリート製のメーソンリーブロックを使用することはかなり一般化している。そのようなブロックは、例えば、比較的大規模な構造物から小さな年輪壁(tree ring walls)や庭園境界壁に至る擁壁に使用される。コンクリート製のメーソンリーブロックは高速生産工場で製造され、概して外観が極端に均一なものになる。このことは、景観設計の用途によっては、望ましからぬ特徴ではないこともあるが、壁などの景観構造を建造するのに用いる素材に「自然な」外観が要求されるような多くの場合には、欠点となる。
【0004】
コンクリート製メーソンリーブロックを、均一性を低減して、より「自然な」外観のものとするための方法のひとつは、そのブロック上に「岩石様のフェイス(こぶ出しrock-face)」を作出する分割方法を用いることである。この方法においては、通常実施されているように、適度に硬化させた大きなコンクリート製ワークを分割ないし破砕して二つのブロックを形成する。分割ないし粉砕によってできた二つのブロックの分割ないし破砕した面に沿った側は、テクスチャを生じ、不揃いになって、「岩石のよう」に見えるようになる。ワークを二つのメーソンリーブロックに分割し、そのブロックの露出面上に岩石のような外見を作出するという、前記の方法は、例えば、槌や鑿を用いた手作業によるブロックの分割を開示するベッサー(Besser)の米国特許第1,534,353号に示されている。
【0005】
ブロックを分割する自動装置は広く知られており、一般に、支持テーブルと、対向する液圧駆動の分割ブレードからなる分割装置を含む。この適用例における分割ブレードは、典型的に、比較的狭いか鋭く尖った刃先に向かってテーパのついた堅固な鋼製プレートである。前記ブレードは、典型的に、その刃先がワークの上面及び下面に、その面に対して垂直な関係で食い込むように配置されており、互いに共面関係に配置されている。動作において、前記ワークは、前記支持テーブル上のブレードの間に移送される。該ブレードを、前記ワークの上面及び下面に食い込ませる。各ブレードに加えられる力は増大し、該ブレードをお互いの方向に付勢する。該ブレードに対する力が増大すると、ワークは、一般に該ブレードの配列面に沿って分割(破砕)される。
【0006】
これらの機械は、ブロックを高速加工するのに役立つ。これによって、ブロック上にはこぶ出し(rock-face)仕上げが施される。この方法により形成されたフェイスに同じものは二つとないので、そのブロックは標準の非分割ブロックより、外観がより自然なものとなる。しかし、前記工業標準分割方法の結果形成されるフェイスのエッジは、一般に輪郭がはっきりした、すなわち規則的で「角張った(sharp)」仕上げとなり、該ブロックの非分割面は、景観に適用する場合の見える側に配置されることがあるが、規則的で「艶出し(shiny)」されたテクスチャのないものとなり、「機械加工された」外観となる。
【0007】
これらのコンクリート製メーソンリーブロックは、そのフェイスの規則的で角張ったエッジを排除すれば、より自然に見えるように作成することができる。
【0008】
コンクリート製ブロックのこのような規則的で角張ったエッジを排除するための技術として既知のものに、転がし(tumbling)として知られている方法がある。この方法によれば、比較的多くのブロックを略水平な軸周りに回転するドラム中に装填する。このブロックは互いにぶつかって、角張ったエッジを削り落とすとともに、ブロックのエッジ及びフェイスを切り欠き、傷つける。この方法は、コンクリート製の敷石に、風化し、「使い古した」外観を作出するために一般的に利用される方法である。これらの敷石は、典型的に、コンクリート製の比較的小さなブロックである。通常のサイズは、幅9.53センチメートル(3・3/4インチ)、長さ19.67センチメートル(7・3/4インチ)、厚さ6.35センチメートル(2・1/2インチ)で、重量は約2.72キログラム(6ポンド)である。
【0009】
【発明が解決しようとする課題】
また、転がし法は現在、ある種の擁壁ブロックにも、ブロックのフェイスに風化し、規則性を低減した外観を作出するために使用されている。この転がし法の使用に伴う一般的な欠点、及び、特に擁壁ブロックの転がしに伴う欠点が、いくつか存在する。一般に、転がしは、コストがかさむ方法である。ブロックは、非常に強度の高いものでなければ、転がすことができない。一般に、ブロックは適当な郷土を獲得するため形成後数週間寝かせておかなくてはならない。このことは、それらを、典型的には木製パレット上に、立方体形状に組み立ててその必要な保管期間しておくために生産ラインから搬出しなければならないことを意味する。それから、ブロックは転がし器に搬送され、パレットから降ろし、転がし器にかけて、再び立方体形状にしてパレットに載せなければならないのである。この「ライン外」処理は総じて高価なものとなる。さらに、転がし器中で割れてしまうブロックの実質的損傷もありうる。この転がし装置自体、非常に高価で、高メンテナンス品となる傾向がある。
【0010】
擁壁ブロックは、敷石とは異なり、比較的複雑な形状を有することがある。擁壁ブロックは、使用時、各層が下の層から一定距離セットバックするように、層状に積み重ねられる。また、擁壁は、典型的に、壁の背後の土圧に耐えるだけの層間せん断強さを有するものでなければならない。均一なセットバックと層間のせん断強さを確保するための通常の方法は、ブロック上に統合位置決め/せん断キーを形成することである。通常、これらのキーは、リップ(フランジ)状または舌状で、溝構造をとる。擁壁ブロックは、サイズが非常に小さなブロック(例えば、約4.54キログラム(10ポンド)の、フェイスの面積が約0.023平方メートル(1/4平方フィート)あるもの)から、フェイスがたっぷり30.48センチメートル(1フィート)あり重量が45.36キログラム(100ポンド)のオーダーに及ぶ非常に大きなブロックまであるので、キーは、芯を取ったものや、尾部の伸びたものであってもよい。このような複雑な形状は、転がし法にかけてなお維持することは不可能である。位置決めは、削り落とされ、フェイスのシェルは砕けてしまう。その結果、転がしを経た擁壁ブロックは、典型的に、非常に簡素な形状の、比較的小さなものとなり、統合位置決め/せん断キーのないものになってしまう。代わりに、補助ピン、クリップなどの装置を、セットバックやせん断耐力を確保するために使用しなければならない。これらの補助ピンやクリップを使用すると、統合位置決めを有するブロックの場合と比べ壁を構築するのが難しく、コストのかかるものとなってしまう。
【0011】
角張った、均一なエッジを除去し、コンクリート製ブロックのフェイスを傷つけるための別の選択肢に、ハンマーミル型機械を使用することがある。この種の機械は、回転するハンマー等の道具がブロックのフェイスを打擲してその断片を削り取る。この種の機械は、概して高価で、生産ライン上に、ブロック工場で、特に古い工場では、確保することが多くの場合不可能なスペースを必要とする。この選択肢の場合でも、「インライン」生産される場合には、この方法ではブロック毎にハンマーミルが加工する速度でしか処理が進行しないうえ、ブロックの全部のエッジを打擲するため、ブロックを操縦―ひっくり返したり回転したり―する必要がでてくるので、生産スピードが遅くなる可能性がある。
【0012】
従って、とりわけ、生産ラインのスピードを落とさず、ラインへの高価な装置の導入を必要とせず、生産ライン上に追加スペースを必要とせず、労働集約的作業を増やさず、かつ統合位置決めフランジを有するブロックを処理するときに不良率が高くならないなどの特徴を有するやり方で、特に、工業標準分割方法の結果形成される規則的で角張ったエッジを除去することによって、コンクリート製擁壁ブロックのフェイスに、より自然な外見を作出する装置及び方法に対するニーズが存在する。
【0013】
【課題を解決するための手段】
本発明の第1の側面に従って、分割線を有するブロック分割器における少なくともひとつの分割装置による鋳型成型品ワークの分割加工によって製造されるメーソンリーブロックを提供する。前記少なくともひとつの分割装置は前記分割線の少なくとも片方の側に配設されて前記分割加工中にワークに食い込むように配置された複数の突起部を有する。前記製造されるメーソンリーブロックは、上面、下面、該上面及び該下面の間に延在する前面、該上面及び該下面の間に延在する背面、及び該前面及び該背面の間の側面を含むブロック本体を有する。また、前記ブロックは、前記ブロックと一体成形されその前記上面または下面上に配設された位置決め突起とを有する。前記前面及び前記上面の交線が上縁を画するとともに前記前面及び前記下面の交線が下縁を画し、前記表面及び前記上縁及び前記下縁のうちの一方の少なくとも一部が前記分割加工中に前記複数の突起部がワークに食い込む結果不均一である。
【0014】
この好ましい実施態様において、前記位置決め突起は、好ましくは下面に配設される。前記ブロックの不均一エッジ部は、輪郭がはっきりした均一なエッジをもつ角張った外見ではなく、むしろ、風化させ、転がされ、あるいは壊され、不均一で摩滅した外見となるように傷つけられている。
【0015】
本発明の第2の側面に従って、鋳型成型されたワークから形成されるメーソンリーブロックを提供する。該メーソンリーブロックは、上面、下面、該上面及び該下面の間に延在する前面、該上面及び該下面の間に延在する背面、及び該前面及び該背面の間の側面を含むブロック本体からなる。前記ワーク成型鋳型の壁に少なくとも一条のチャネルを設けた結果、前記面のうち少なくともひとつの一部にテクスチャが施される。
【0016】
本発明の別の側面において、分割線を有するブロック分割器で分割される鋳型成型ワークから製造されるメーソンリーブロックを提供する。前記ブロック分割器は前記分割線の少なくとも一方の側に配設された複数の突起部を含む第1の分割装置からなる。前記突起部は、前記分割加工中に前記ワークに食い込むように配置されているため、前記メーソンリーブロックは前記第1の分割装置によって生成された少なくともひとつの不均一なエッジ及び面を有する。
【0017】
本発明の別の側面において、少なくともひとつの不均一分割エッジ及び面を有するメーソンリーブロックを製造する方法を提供する。該方法は、分割するメーソンリーワークをそれに沿って配置する分割線を有するメーソンリーブロック分割器であって、該ブロック分割器は前記分割線の少なくとも一方の側に配設された複数の突起部を含む第1の分割装置を含むメーソンリーブロック分割器を装備する。該突起部は前記分割加工中にワークに食い込むように配置されている。メーソンリーワークは、前記メーソンリーブロック分割器に、該ワークが前記分割線に沿って配置されるように、位置決めされ、前記ワークは、前記第1の分割装置を用いて、少なくとも2つに分割される。
【0018】
本発明の別の側面において、成型されたワークが、第1のブレードホルダに接続した第1の分割ブレードを有する第1の分割ブレード装置からなるブロック分割器において分割されるときに生成する、少なくともひとつの不均一な分割エッジ及び分割面を有するメーソンリーブロックを提供する。前記第1のブレードホルダはその少なくとも一方の側面に前記第1の分割ブレードから延在するブレードホルダ面を有する。前記ブレードホルダ面は水平面に対して鋭角をなして配設され、前記ブレードホルダ面は前記分割加工中に前記ワークに食い込み可能である。前記不均一分割エッジ及び面は、少なくとも部分的には、前記ワークに前記ブレードホルダ面が接触する結果生ずるものである。
【0019】
本発明のさらに別の側面において、ブロック分割器に用いる分割装置を提供する。該分割装置は、分割ブレードと、前記分割ブレードの少なくとも一方の側面に隣接して配置された複数の突起部からなる。前記突起部及び前記分割ブレードは分割加工中に互いに固定されていることにより前記突起部及び前記ブレードは該分割加工中同時に動くことになる。
【0020】
本発明のさらに別の側面において、少なくともひとつの面にテクスチャを有する少なくともひとつのメーソンリーユニットを製造するための鋳型は、複数の側壁が、その上部と下部が空いた鋳型キャビティを区画しており、メーソンリー充填材をその開口上部から鋳型キャビティに導入し、成型メーソンリーユニットのかたちに成型された充填剤をその開口下部から排出することができることを特徴とする。少なくとも一条の、表面にテクスチャを施すチャネルが、前記側壁の少なくともひとつの表面に形成されており、該チャネルは、前記側壁の前記表面上を前記鋳型の剥離方向に並行ではない方法に延在ししている。該チャネルは、高さが約1.91センチメートル(0.75インチ)未満、深さが約1.27センチメートル(0.50インチ)未満であり、前記チャネルの少なくとも一部は、前記側壁の上部から前記側壁の下部までの距離の約40%より長い距離分形成されている前記壁の上部から離間している。また、前記側壁の前記チャネルが設けられた全突起領域の、すべてのチャネルの全突起領域に対する比が、約2:1となる。
【0021】
本発明のさらに別の側面において、ワークをそれに沿って配置する分割線を有する、該ワークを少なくとも2片に分割するためのメーソンリーブロック分割器を提供する。該ブロック分割器は、前記分割線の少なくとも一方の側に配設した複数の突起部を含む第1の分割装置を有する。前記突起部は、それが前記少なくとも2片に前記ブロック分割器によって分割されるときに前記ワークの中に移動するように配置されていることによって、前記第1の分割装置が少なくともひとつの不均一な分割エッジ及び面を前記分割片の少なくともひとつの上に形成することに貢献する。
【0022】
本発明を特徴づける新規性の、これらのそして多様な他の利点及び特徴は、ここに添付し、この一部を構成する特許請求の範囲において特に示されている。しかし、本発明及びその使用により獲得されるその利点と目的をよりよく理解するために、さらにこの一部を構成する図面、そして本発明の好ましい実施態様を記載した添付の発明の実施の形態を参照すべきである。
【0023】
【発明の実施の形態】
図面を参照すると、複数の図を通じて同じ部品は同じ番号で特定されるものとする。図1では、従来のブロック分割機械を本発明に従って変形したものを、部分的に、特にブロック分割器装置10を、図示する。一般に、本発明に使用可能なブロック分割機械は、ミシガン州ホランドに所在のリチバー社(Lithibar Co.)等の装置メーカーから入手可能である。特に、Lithibar Co. 6386 は本発明実施に用いた実績がある。ブロック分割器装置10は、一般に支持テーブル11及び対向する第1及び第2の分割ブレード装置12、22を有する。第1の分割ブレード装置12はブロック分割器10の底面に位置し、図に示すように、ブレードホルダ15から突出する分割ブレード14と、そのブレードの両側に隣接して、前記ブレードホルダ15上に多くの突起部16を有している。この場合、突起部16は、通常円筒形の鋼片であり、丸い形状または弾丸形状の先端部を有する。前記第1の分割ブレード装置12は、前記ワーク40に食い込むように前記支持テーブル11の開口部を通じて上昇し、次のワークを該分割器に配置することができるように該開口部を通じて下降するよう構成されている。
【0024】
本発明は、さまざまな方法で成型・形成されたさまざまなブロックに用いることができる。そのようなブロック及び方法は、たとえば、1998年10月27日発行の米国特許第5,827,015号、1991年5月21日発行の米国特許第5,017,049号、及び、1998年1月20日発行の米国特許第5,709,062号に開示されている。
【0025】
上部/第2の分割ブレード装置22も図1中に示されている。第2の分割ブレード装置22も、分割ブレード24と、そのブレード24の両側に位置する複数の突起部26を有している。第2の分割ブレード装置は、ブレードホルダ28を介して、機械の天板30に取り付けることができる。ブロック分割器内のワーク40(透視図として示されている)の位置は、図1中、分割可能位置に示されている。
【0026】
図2Aに示すように、分割ブレード装置12は、一般に、ブレード14に隣接し、かつ該ブレード14の両側に位置する多くの突起部16からなる。図示のように、ブレードの第1の側面側の突起部16は、ブレードの第2の側面側の突起部16’に関してずらして配置されている。ブレードの両側の突起部は、操作者の意向により揃えて配置することもできる。
【0027】
図2Bに示すように、突起部16は分割ブレードなしで用いることができる。また、突起部16は、直径又は周辺長(丸くない場合)を変えたり、分割装置12上にランダムに配置したりしてもよい。整然としたあるいはランダムな突起部16のパターンは、分割ブロックに生成される効果によって、規則的あるいは不規則な間隔で、いくつでも形成することができる。
【0028】
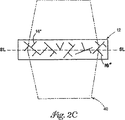
図2Cは、本発明のさらに別の代替実施態様を示しており、板状部材16’’が装置12、22のどちらか又は両方に取り付けられている。図示からわかるように、これらの板状部材は、ランダムな配列で、装置12の表面にわたって不連続に構成することができる。本発明は、約5.08センチメートル(2インチ)の高さの多くの部分的に繋がった突起部16’’を提供するために、約10.16センチメートル(4インチ)の長さのスチール製板状部材を装置に溶接したものを用いて、実施されている。
【0029】
分割ブレード14、24のような分割ブレードを用いた分割装置において、分割ブレードは、共面関係に、そして前記ワーク40の下面及び上面に略垂直な関係で食い込むように配置されている。分割ブレード14(及び同様の分割ブレード24)は、図2Aに示す分割線SLを画定するものであり、分割されるワーク40は、その分割線に揃えて配置される。図2Bに示すような分割ブレードが用いられない場合も、ワーク40は、略装置12の中心を通って延在するよう図示されている分割線SLに揃えて配置される。どちらの場合も、ブロック分割器は従来、分割ブレードを使用する場合はそれによって確定される分割線SLを有し、分割されるワークはその分割線に揃えて配置される。
【0030】
図1、2A及び2Bに示すように、突起部16及び16’は丸い形状をとることができる。しかし,突起部の形は、角錐形、方形、又は突起部の上面に一乃至複数の点を打った形でもかまわない。図2A、2B及び2Cに、ワーク40の相対位置は、再び概略透視図で示されている。
【0031】
一般に、突起部は、直径がおよそ1.27センチメートル(1/2インチ)から3.18センチメートル(1と1/4インチ)で、溶接、ねじ留め、他の適当な手段で取り付けることができる。突起部の高さは、約3.18センチメートル(1と1/4インチ)で、分割時にブロックに形成される効果によって、プラスマイナス約1.91センチメートル(3/4インチ)幅のばらつきがある。ねじ切りとねじ留めによって突起部を取り付けることで、図8−9及び11に示すように、突起部の高さを容易に調整できる。
【0032】
突起部とブレードの相対的な高さは、本発明によりワークから分割されたブロックに形成されるべき効果に応じても、変えることができる。具体的には、図3に示されているように、ブレード14の相対的な高さは突起部16の相対的な高さより小さくすることができる。あるいは代替的に、図4に示されているように、ブレードの相対的な高さを突起部26の高さより大きくすることもできる。例えば、第1の分割ブレード装置12については、Xの値が第1のブレードよりも約0.32センチメートル(1/8インチ)から約0.95センチメートル(3/8インチ)小さいまたは大きい値の範囲をとることができることを我々は見出した。第2の分割ブレード装置22については、X’の値は複数の突起部26の高さよりも約0.16センチメートル(1/16インチ)から約0.32センチメートル(1/8インチ)大きい値の範囲をとることができる。
【0033】
図2Aに示すような突起部16は、直径が約3.18センチメートル(1と1/4)インチで、第1/下部装置12のブレードよりも約0.32センチメートル(1/8インチ)低く、第2/上部装置22のブレード24よりも0.32センチメートル(1/8インチ)低い高さのブレード14と一緒に使用するとき、有効であることがわかっている。全体的にみて、下部装置12又は上部装置22突起部の高さは、ブレードの上端をゼロとしたときブレードの上端に対するいずれかの方向におけるブレードの高さと比べてプラスマイナス約0.95センチメートル(3/8インチ)の幅で変更することができる。
【0034】
運転中、ワーク40は、一般に、図1及び図2A、B及びCに示すように、周知の手法でブロック分割器の中央に、分割線SLに揃えて配置される。次に、ブロック分割器を作動させて、第1及び第2の対向分割ブレード装置12、22がワーク40に被さって打擲する。運転中、第1及び第2の分割ブレード装置は、ワークの上面及び下面の中に約0.64センチメートル(1/4インチ)から2.54センチメートル(1インチ)程度食い込むように移動するようにしてもよい。すると、ワーク40は分割されて、図5に示すように、処理後のブロック42及び44の分割エッジ46a、46b及び46a’、46b’上に不均一で不規則なパターンができる。図示のように、ワーク40は2つに分割されている。しかし、ワークを3つ以上に分割することも可能であり、本発明の範囲に含まれる。また、ワークを使用可能なメーソンリーブロックと廃棄片とに分割することも可能であり、本発明の範囲に含まれる。
【0035】
突起部16、26がワーク中に食い込む距離は、ブロック分割機械のリミットスイッチを調整してから分割装置を駆動する液圧を変えることによって、変更可能である。一般に、分割装置がブロックに作用する圧力の範囲は、約4136854.2(600)から6894757Pa(1000psi)までであり、好ましくは、約5171067.75(750)から5515805.5Pa(800psi)の範囲である。
【0036】
当業者であればよく理解されるであろうが、分割機械には、対向した上面及び下面の装置と同様のタイミングと方法で、ブロックに作用する図示しない対向した液圧駆動の側面刃形装置を含むことができる。突起部16、26は、図12を参照して以下説明するように、側面刃の作用を補完ないし代替するために使用することもできる。例えば、図8に示す上部分割ブレード24同様の側面刃が使用可能である。
【0037】
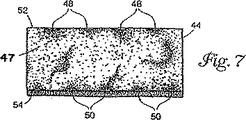
分割後のブロック44をさらに綿密に調べてみると(図6及び7参照)、ブロック44の分割された不規則な前面47に、強調された侵食点が形成されていることがわかる。図示したブロック44とともに、第1及び第2のブレード装置12及び22の両方が、それぞれ突起部16及び26を含んでいた。その結果、ブロック44の上部52、下部54の各面にとの交線、ブロック44の分割された前面47の上部及び下部エッジ46a、46bに、へこみ48及び50が形成された。
【0038】
くぼみ48、50又は侵食点の大きさは、従来の分割ブレードによるものに比べはるかに大きく、ブレードの高さと厚みに対する突起部16及び26(高さ及び大きさ)の突出度を変えることによって変更することができる。本発明の一実施態様では、メーソンリーブロックはブレード14及び24を用いないで一列乃至複数列の突起部16及び26のみを用いて分割することができる。
【0039】
図8及び9を参照すると、上部分割ブレード装置22’及び下部分割ブレード装置12’の代替実施態様がそれぞれ示されている。突起部16、26を有するより大きなブレード装置12’、22’が、より望ましいブロックのフェイスの外観を作出することがわかっている。ブレード装置12’、22’は、それぞれ、中心切刃21、31を含むブレード14’、24’を有するブレードホルダ15’、28’を含む。ブレードホルダ15’、28’は、ブレード14’、24’から外側に延在する面19、29を含む。切刃21、31はそれに沿ってワークを分割する分割線を画定する。面19、29は比較的浅い角度でブレード14’、24’から延在しているので、ブレード装置が分割時に互いに近づくと面19、29がワークの分割エッジに食い込む。このように食い込むことで、分割エッジを不規則に割り、削り、傷つけ、あるいは柔らかくし、この傷をつける作用は、要望に応じて面19、29上に突起部を配置することによって強化される。面19、29は、好ましくは水平面に対して約0度及び約30度の間、最も好ましくは約23度の角度αを有する。
【0040】
ブレード装置12’、22’は調整可能で除去可能な突起部16、26を有する。このように、同じブレード装置を、前記突起部の数、位置、間隔及び高さを変えることで、異なるブロック構成を分割するために使用することができる。突起部16、26は、好ましくは、調節できるように対応するねじ孔17、27にねじ込まれるが、他の高さ調節手段を用いることもできる。しかし、分割動作中に、突起部、ブレード及びブレードホルダは、互いに固定された関係におくことにより、ブレードホルダが動くとブレード及びブレードホルダに付随する突起部がそれと同時に動く。
【0041】
本実施態様における突起部16、26は好ましくはカーバイドが先端に付いた金属材料でできている。また、突起部16、26の上面は、ぎざぎざになっており、チェックボード模様に多くの角錐を有する。これらのような突起部は、ミシガン州、フレーザのフェアレイン・プロダクツ社(Fairlane Products Co.)から入手可能である。他の様々な突起上面構成が使用可能であると理解される。突起部の上面の高さは、好ましくは、ブレード14’、24’の切刃21、31より低い、最も好ましくは、0.102センチメートル(0.040インチ)低い距離X’である。他の実施態様について上述したように、突起部は、本発明の原理の範囲内で、ブレードの上端に対してさらに下に又はある程度の距離だけ上に伸ばすことができる。図示の突起部は、直径約1.91センチメートル(3/4インチ)、ねじのピッチが3.9スレッド/センチメートル(10スレッド/インチ)、長さ約3.81センチメートル(1.50インチ)である。直径は、約1.27(0.50)から約2.54センチメートル(1.0インチ)が好ましいと考えられる。柔らかいブロック材料が分割処理からねじに入り込めば、分割打擲の垂直力と合わさって、突起部の場所を固定するのに充分と考えられる。しかし、分割処理中にブレードに対する突起部の場所を固定するために、他の機構を用いることもできるであろう。
【0042】
上述の説明から明らかなように、ブレード14’、24’及び突起部16、26は、分割処理中に、磨耗する箇所がある。突起部16、26は除去可能に取り付けられているので、そのような磨耗のため、必要に応じて取り外し、交換することができる。また、ブレード14’、24’も取り外し、交換を可能とし、ブレードが磨耗したら必要に応じて交換できるようにしておくことが好ましい。ブレード14’、24’は、従来の取り外し可能に固定するいくつかの技術、例えばブレードをボルト締めするなどによって、各々のブレードホルダ15’、28’に固定することができ、各ブレードは、ブレード14’に対して図11に示すような各ブレードホルダに形成されたスロット25の中に取り外しができるよう配設されている。
【0043】
好ましい上部ブレード装置22’は、ブレードホルダ28’の側壁28a、28bの間を計測して約6.35センチメートル(2.5インチ)幅である。突起部26は、面29から垂直に延在しているので、ワークをある角度で打擲する。
【0044】
好ましい下部ブレード装置12’は、ブレードホルダ15’の側壁15a、15bの間を計測して約10.16センチメートル(4.0インチ)幅である。突起部16は、面19の反対側のショルダ23から上方に延在する。この構成により、より多くの素材を粉砕し、形成される分割ブロックの上エッジをより多くの丸まった岩石様に作出することになる(ワークは、形成されるブロックの上面となるべきところを下にして横置きすることができる「リップスアップ(lips up)」姿勢で、形成されるので、分割中は、典型的に、反転又は「リップアップ」している)。
【0045】
好ましい下部ブレード装置12’もまた、図11及び12に示すように、面19から上方に延在する、調節可能で取り外し可能な突起部16を有する。この場合、該突起部16は、面19に垂直に延在し、ワークをある角度で打擲する。面19から上方に延在する突起部16及びショルダ23から上方に延在する突起部は、図11に示すように、サイズが異なるものであってもよく、あるいは図12に示すように、同じサイズであってもよい。
【0046】
突起部16のブレードホルダ15’の面19上の角度づけ及び突起部26のブレードホルダ28’の面29上の角度づけによって、突起物16、26はワークにえぐり込み、形成されるブロックの下及び上のエッジに主に隣接する材料を破砕することができるようになるが、破砕される材料が多くなりすぎることはない。図12に関連して詳細は後述するが、下部ブレード装置は、典型的に、上部ブレード装置がその分割動作を開始した後で、ワークに接触する。上部ブレード装置の初期分割動作は、下部ブレード装置12’及び角度づけされた突起部16が完全にその分割動作を完了した後で、形成されるワーク分割片を互いに引き離す。ブレードホルダ15’の面23上の垂直突起部16は、分割片の位置を保持するのに役立つため、角度のついた突起部26がその分割動作を完了することができる。また、垂直突起部16は、形成されるブロックの下エッジに隣接する分割片の部分を破砕する。従って、下部ブレードホルダ15’上の垂直突起部16は、ともに、形成されるブロックの下エッジを丸くする一方で、ブレードホルダ28’の角度が付いた突起部26は、形成されるブロックの上エッジを丸くする。
【0047】
動作中、図8及び11のブレード装置は、好ましくは、ともに、上記の同じ切削深さと油圧によって、ワークを分割するために用いられる。下部ブレード装置は、上面に対して用いることができ、上部分割ブレード装置は、下面に対して用いることができる。
【0048】
次に、図10を参照すると、図9によるブレード装置12’が、ワーク58を打擲する位置に図示されている。ワーク58は、小さい60、中くらいの62及び大きい64ブロックができる部分からなる。突起部16は、好ましくは、ワーク58の分割時に、3つのブロック60、62、64を生成するためにブレードホルダ15’上の適切な位置に配置される。例えば、突起部16は、図10に示すように配置することができる。図8の上部ブレード装置は、ワーク58を分割するために図9のブレード装置と組み合わせて使用されるが、切刃31によって画定される分割線SLにより近接していることを除けば、同じような姿勢の突起部を有している。このように、加工後のメーソンリーブロック上には、分割加工中に、より多くの丸く、岩石様のエッジが形成される。
【0049】
ブレードホルダ15’、28’上の突起部の位置決めは、丸い、岩石様の角をよりよく作出するために所定の場所にワーク58をあらかじめ形成する鋳型構成と関連付けて使用される。例えば、図10のワーク58を形成するために用いられる鋳型の壁は、ワーク58に起伏領域59a、59b、59cを形成するために適切な起伏部を含む。起伏領域59a、59b、59cは、ワーク58を分割するときに、丸い、岩石様の角を形成するのに貢献する。ワーク58を作成するために用いられる鋳型構成についてのさらなる情報は、同時に係属している2000年10月19日に出願した米国特許出願シリアル番号第09/691,931号に見ることができ、その内容全体をここで引用によって組み込むものとする。
【0050】
次に図12を参照すると、本発明によって一対のブロックを形成する際に使用される好ましいワーク68と関連付けて、グリッパー装置70が示されている。図11による下部分割ブレード装置12’は、好ましくは、ワーク68を分割するために図8の上部分割ブレード装置と組み合わせて使用されるものであり、ワーク68と関連付けて示されてもいる。図12Aは、図12の線12Aに含まれる部分を詳しく示すものである。ワーク68は、わかりやすくするため、破線で示している。
【0051】
グリッパー装置70は、ある種の大きなブロックユニットの分割を補助する。分割機会の既存の側刃シリンダ上に、取り付けヘッド71を介して取り付けられている。ゴム製シュー72がワーク68の対応する外面に適合するように構成されている。各グリッパー装置70は、ワーク68を両側から把持するため、矢印で示すように、横方向に出入りする。好ましい設計においては、装置70は、高さ7.62センチメートル(3.0インチ)で、ゴム製シュー72は50−100デュロメーター硬度である。油圧シリンダによって印加される圧力は、上部及び下部ブレードと同じである。
【0052】
このグリッパー装置の利点のひとつは、下部分割ブレード装置によって作成されるワークの丸いエッジの形成を向上させることである。ワーク68は、図示の矢印の方向に、位置決めバー80によって、製造ライン沿いに搬送される。分割中、ワーク68の後部はバー80によって、位置を保持されるが、前部は自由に前進する。分割機械は、その多くが、上部ブレード装置がワークの上部に触れてから下部ブレード装置がワークに食い込む動きをするような分割動作を有する。上部ブレード装置の初期切断動作が前進部を前進させ始めることができるようになってから、下部ブレード装置が完全に、例えば突起部16及び/又は面19によって丸まったエッジを前進ブロックに形成する機会を得る。下部ブレード装置も、ワーク68を持ち上げることができるが、それは、いくつかの理由から好ましくない。分割中に、一緒に、ワーク68を保持することによりこの問題は回避される。
【0053】
グリッパー装置70は、図12及び12Aに示すように、選択的に、突起部16を含むことができる。突起部16は、好ましくは、ワーク68の上及び下エッジのやや内側に配置される(各グリッパー装置70毎に4つの突起部)ので、ワーク68の側面を打擲するとき、より多くの丸いブロックの角が形成される。装置70も、その中央キャビティ73内に、分割ブロックの丸い、岩石様のエッジを形成するために、上述したような鈍いブレードを有する側面刃を含むことができる。グリッパー及び刃から所望の作用を得るために、側刃の背後に適当な強度のばねを含む必要がある。
【0054】
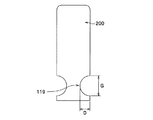
好ましいワーク68も、丸く、岩石様の角をよりよく作出するために所定の場所に、起伏領域74、75、76、77を含み形成される。例えば、図12のワーク68を形成するために使用される鋳型の壁は、ワーク68に起伏領域74−77を形成するように適切な起伏を含むことができる(図13参照)。起伏領域74−77は、ワーク68を分割するときに、丸い、岩石様の角を形成するのに貢献する。起伏領域74−77は、好ましくは、ワークの、下面から上面にいたる高さの全体に広がるのが望ましい。起伏領域74、75は、図12Aに最もよく示されている。起伏領域76、77は、領域74、75と同一であるが、ワーク68の反対側に配置されている。起伏領域はそれぞれ、アールRを有する凸部78と、ワーク68の側面に移行する直線部79とを含む。起伏領域の形状は、ワーク68を分割するときにブロックの満足のいくアールの付いた角を達成するために選択される。アールRが約2.54センチメートル(1.0インチ)、凸部78の直線部79との交線と突起部16のエッジとの間の距離d1が0.64センチメートル(0.25インチ)、凸部78の直線部79との交線と突起部16の中心との間の距離d2が1.43センチメートル(0.563インチ)、凸部74、74の際近接点の間の距離d3が1.72センチメートル(0.677インチ)を用いると、満足のいく結果が得られた。求める最終結果によっては、他の寸法を用いることができる。
【0055】
図13は、ワーク68を形成するのに用いる鋳型84を示す。鋳型84は、一対のワーク68及び4つのブロックを同時に形成することができるように、2つの鋳型キャビティ86a、86bを備える。より多く又はより少ない数のワークを製造する他の鋳型構成も使用可能である。各鋳型キャビティにおける鋳型84の壁は、ワーク68にそれぞれ起伏領域74−77を生成するための形状を有する領域88−91を含む。図11及び8の分割装置12’、22’を用いてワーク68に分割処理を施した結果形成されるメーソンリーブロック100を、図14−16に示す。メーソンリーブロック100は、略平坦な上面102、略平坦な下面104、側面106、108、前面110及び背面112を有する。「上」及び「下」の用語は、分割後、該ブロックが分割中にリップスアップ姿勢から反転した後のブロックの表面102、104を示す。また、ブロック100の前面110は、側面106、108とアールの付いた部分114、116で接続している。アール付部114、116は、ワーク上の起伏領域74−77の結果約2.54センチメートル(1.0インチ)のアール付きとなる。また、図12に示すブレード装置12’上の突起部16の配置によって、そしてブレード装置22’上の突起部26の同様の配置によって、アール付部114、116における、ブロック100の上側左右の角及び下側左右の角が、分割加工中に除去される。
【0056】
アール付部114、116は、いくつかの目的に寄与する。まず第一に、前面が側面と鋭角で交わるブロックに比べて、より丸い、自然な外観をブロックに提供する。第二に、鋭角ブロックの場合には、ここに記載の分割ブレード装置によってもたらされる分割し/傷つける作用は、その角の大きな部分を破砕することができ、その壁に、かなり目立つ間隙を作出することができる。一般に壁の外観を損なうと考えられている隣接ブロックの間の間隙を排除することと同様に、壁から滲出してくるかもしれない土などの埋め戻し材のためのブロックとして機能することのために、壁の中で隣り合うブロックの間の接触がしばしば求められる。壁の後ろにフィルタ用織物を配置するなどの適切な予防措置が用いられなければ、壁の後ろの細かい土が結果的に壁から滲出してしまうだろう。アール付部114、116の使用によって、角が破砕してしまうことを最小化し、許容できる程度に抑え、壁を形成するためにブロックを積層する際に同じ層の隣り合わせのブロックとのよりよい接触及び合口を保持することになるように見える。
【0057】
図14−16のブロックにおいて、上面及び下面102、104は完全に平面でなくてもよいが、層に積み上げられたときに、隣り合わせの層のブロックの上面及び下面が互いに平行となるように構成されていなければならない。さらに、各ブロックの前面110は、背面112より広くなっており、それは、側面106、108のうちの少なくとも一方、好ましくは両方の側面を、背面方向へいくにつれ狭くなるようにすることによって成し遂げることができる。このような構成によって内部半径壁(internal radius walls)を構成することができる。側面106、108が、前面110から離間した位置から始まって、狭くなっていくようにすることも考えられる。こうすることによって、隣同士のブロックが前面の少し後ろで接合することが可能になり、壁の背後の細かい材料が壁のフェイスを通って滲出してしまう可能性が少なくなることを意味する。このようなブロック形状を、図17に示す。
【0058】
ブロックの前面110は、不均一で、岩石様のテクスチャを有する。また、この前面110の上側エッジ118及び下側エッジ120も、分割ブレード装置12’上の突起部16、26の結果、不均一となっている。その結果、前面110及びエッジ118、120は、不均一で、岩石様の外観を呈するようになる。さらに、前面110の全面が、横から見たときに上から下にかけて少し丸くなっている。エッジ118、120もまた丸くなっている。
【0059】
図14及び15では、アール付部114、116、及び側面106、108の少なくとも一部が軽くテクスチャが施されているものとして描かれている。軽いテクスチャは、鋳型の壁の、ワーク及び得られたブロック上の軽いテクスチャがほしいところ、に形成される水平の溝ないしチャネルによって達成される。
【0060】
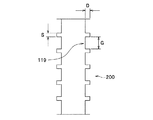
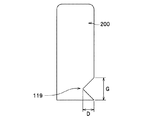
図19は、壁の下部に近い壁に設けられた略水平のチャネル又は溝119を有する、図13の鋳型84から鋳型壁117の一部を示す。図20は、チャネル119の形状を示す壁117の断面図である。鋳型壁117は、軽くテクスチャが施されたブロックの壁、側壁106などに対応する。チャネル119は壁117の一部に沿って延在するように示されているが、この場合、ワークの対応する面の一部にのみ軽いテクスチャが生ずる。しかし、チャネル119は、軽いテクスチャが対応する面の全面に沿って欲するものとなった場合、壁117の全長に延在することができる。
【0061】
チャネル119は、断面長方形であるように描かれている。しかし、他の形状、例えば、半円形(図23及び23A参照)、v字形(図26参照)、あるいは、耳形などが使用でき、複数の溝ないしチャネル(図22、22A、24、25参照)を使用することができる。これらの複数の溝ないしチャネルは、鋳型壁上に同じ高さであっても異なる高さであってもよい。チャネルは鋳型の底に対して略平行であってもよく(図25参照)、傾いていてもよく(図22参照)、あるいは、蛇行するなど直線でなくてもよい(図27参照)。十文字模様を使うこともできる(図24参照)。溝は、鋳型壁を部分的に横切るのでも、全体にわたって延在するのでもよい。すぐには理解されない理由のために、チャネルパターンのなかのあるもの(例えば十文字)は、完成したメーソンリーユニットの表面で反復又は複写される傾向があり、メーソンリーユニットを組んで壁や他の構造にしたときに面白い視覚効果を生む。
【0062】
図19及び20のチャネル119は、好ましくは、高さが約1.27センチメートル(0.50インチ)、深さが約0.152センチメートル(0.060インチ)で、チャネル119は、壁117の下から約0.229センチメートル(0.090インチ)から始まる。チャネル形状に加えて、他のチャネル寸法を使用することも可能であり、結果として生成する軽いテクスチャのヴァリエーションを提供する。
【0063】
例えば、図22は、鋳型壁200の正面図であり、複数の浅い斜めの溝ないしチャネルが、水平面に対して約30度の角度で、壁に切られている。図22Aを参照すると、チャネルの典型的なサイズは、幅Gが約0.635センチメートル(0.25インチ)、深さDが約0.08センチメートル(0.03インチ)、チャネル間の間隔Sが0.64センチメートル(0.25インチ)である。代替的に、溝ないしチャネルは、水平面に対して約45度の角度で、壁に切られて、幅Gが約1.27センチメートル(0.5インチ)、深さDが約0.08センチメートル(0.03インチ)、間隔Sが約1.27センチメートル(0.50インチ)とすることができる。図22Aは、図22に示す鋳型壁の断面図であり、溝の、浅い、長方形の断面を示している。
【0064】
図23は、鋳型壁200の正面図であり、単一の水平な溝ないしチャネルが、壁の下の近くの壁の中に切られている。半円形の断面を有するチャネルの適切なサイズは、直径約0.953センチメートル(0.375インチ)(図23Aの寸法G)で、チャネルは、壁の下の約0.254センチメートル(0.1インチ)以内にある。代替的に、チャネルは長方形の断面とすることもできる。
【0065】
図24は、鋳型壁200の正面図であり、複数の斜めの溝ないしチャネルが、水平に対して約45度の角度をなして壁に切られており、「十文字」模様を提供している。チャネルは、幅が約1.27センチメートル(0.5インチ)、深さが約0.076センチメートル(0.03インチ)で、間隔は約1.27センチメートル(0.5インチ)空けてある。
【0066】
図25は、鋳型の断面図であり、複数の水平な溝ないしチャネルが壁に切られており、鋳型壁の下辺近くから、鋳型壁の上辺近くまで延在している。チャン留は幅が約0.47625センチメートル(0.1875インチ)、深さが約0.23センチメートル(0.09インチ)で、間隔は0.4763センチメートル(0.1875インチ)離れており、壁の下辺から約0.127センチメートル(0.050インチ)からスタートしている。
【0067】
図26は、鋳型壁の断面図であり、単一の水平な溝ないしチャネルが、壁の下辺近くで壁に切られている。チャネルは、好ましくは、幅が約1.27センチメートル(0.500インチ)、深さが約0.051センチメートル(0.020インチ)で、鋳型壁の下辺から約0.127センチメートル(0.050インチ)のところからスタートしている。断面はV字形状である。
【0068】
図27は、鋳型壁の蛇行する溝ないしチャネルを示す。
【0069】
図22−27に示すチャネルは、図19の鋳型壁117に使用することができる他、鋳型84の他の壁に使用したり、煉瓦鋳型の鋳型壁など、他のメーソンリーユニットの壁に使用したりすることができる。好ましい構成は、一条の、浅く、水平なチャネルを鋳型壁の下縁近くに形成することである。「浅い(shallow)」とは、チャネルの幅G(図22A参照)の、チャネルの最大深さDに対する比が少なくとも約1:1であり、しばしば1:1よりも大きい(例えば、少なくとも約2:1である)ことを意味する。
【0070】
チャネル119を設けることにより、ワークを鋳型から取り出した後の、成形されたワークの対応する表面にテクスチャがつくことが発見されている。何らかの理論に拘束されることは望まないが、ワークを形成するのに用いられる充填材料の中には、鋳造処理中にチャネル119の中に一時的に残留するものがあると信じられている。これは、「チャネル充填材料」と呼ばれる。圧縮され鋳造された、鋳型キャビティから取り出された後のチャネル充填材料は、鋳型キャビティ内のワークの動きによって、乱され、あるいは粉砕され始めることにより、ワークの通過する表面に対して、転がされ、あるいは回転させられ、かすかに粗いテクスチャが与えられる。チャネル充填材料は、ワークを鋳型から取り出す間の、ワークがチャネルを通過するときに、常に交換/補充されているようである。その機構にかかわらず、このプロセスによって、通過するワークの表面にはわずかに粗いテクスチャが与えられるのである。この効果は、単一のチャネルによって、あるいは一連のチャネルによって達成可能である。このチャネルのうち少なくとも一つは、鋳型からワークをはがす方向に対して傾いている(好ましくは垂直である)。これは、ブロックの対応するフェイス上に、単なる一条の、あるいは一連の垂直縞を作り出さないためには重要である。
【0071】
各チャネルの深さと高さは、集塊サイズ及び配分を含む充填材料の混合設計を考慮に入れて、意図した用途のための最適な、もしくは望ましい表面テクスチャを提供するために選択される。チャネルが大きすぎると、ブロック作成処理中に、チャネル内に、大きな集塊が保持されることがあり、チャネルに保持される集塊が大きいほど、ワークのフェイスに、完成したブロックや他のメーソンリーユニットを見たときにすぐに視認できるような刻み目がついてしまうことがある(通常望ましからぬ結果である)。
【0072】
ほとんどの用途においては、チャネルの高さ(例えば、図22Aの寸法G)は、約1.91センチメートル(0.75インチ)より小さく、普通は約1.5センチメートル(0.6インチ)より小さいことがわかっている。約0.38センチメートル(0.15インチ)から約1.52センチメートル(0.6インチ)までのチャネル高さが特に有用である。チャネル深さ(図22Aの寸法D)は、通常、約1.27センチメートル(0.5インチ)より小さく、通常約0.89センチメートル(0.35インチ)より小さい。約0.25センチメートル(0.1インチ)から約0.64センチメートル(0.25インチ)の深さが、極めて望ましい。一般に、チャネルを広くする場合には、チャネル充填材料の量が大きすぎず、大きな集塊がチャネル内に保持されないように、それを同時に浅くしなければならない。メーソンリーユニットを鋳型キャビティから取り出すときに、チャネル内に残留しているチャネル充填材料があっても、特に、鋳型の振動中に、チャネルから脱落する傾向にある。この意味で、好ましい鋳型のデザインは自己洗浄するものであり、詰まった充填材料の鋳型壁を洗浄するために製造を中断する必要はない。チャネルを浅くすることによって、充填材料は周期ごとにチャネル内に残らず、硬化することができる。これは、望ましくないのであって、所望の目的である、できたての硬化していない柔らかな充填材料を、鋳型キャビティから取り出されるコンクリート製メーソンリーユニットの通過する表面に対して、転がし、回転させることができなくなってしまう。
【0073】
図23に示すように、壁は、H×Wに等しい合計推定表面積に対応して、高さH及び幅Wを有する。同様に、チャネルは、G×Wに等しい合計推定表面積に対応して、高さGを有する。G×Wで割ったH×Wの比は、鋳型壁の表面にどの程度のチャネリングがなされたかを示す有益な尺度となる。実際には、チャネルの合計推定面積に対する鋳型壁の合計推定面積の比は、通常、約2:1より大きく、好ましくは、約4:1よりも大きい。約10〜15:1の比が通常の最適条件である。これは、所望の表面テクスチャが得られるのは、チャネリングの量が適度なときのみであることを意味する。これによって、鋳型の構成が簡素になる。多くの用途に対して、壁の下縁又は下辺の約1.27センチメートル(0.5インチ)以内で、通常は約0.254センチメートル(0.1インチ)未満に配置された、壁を略完全に横切って延在する、一条の水平なチャネルを使用するのが好ましい。
【0074】
典型的には、チャネルのうちの少なくとも一本が、壁の上辺から下辺までの距離Hの40%を超えて、壁の上辺から離間しており、より通常の場合には、チャネルのうちの少なくとも一本が、壁の中央ないしそれより下(Hの50%)にある。チャネルのうちの少なくとも一本を壁のさらに下方に(例えば少なくともその距離の60%下方に、好ましくはHの少なくとも75%に)配置すると、ほとんどの用途に対して、より望ましいテクスチャが得られるであろう。この点で、一番下のチャネルより下の成型ワークのフェイスはチャネルの作用の影響を受けず、その自然な表面仕上げを維持するため、チャネルの位置は、ワーク上のどこからテクスチャが始まるのかを決定するものである。ワークの対応する面のほとんど全体に表面テクスチャを施すことを欲する場合には、少なくとも一条のチャネルを、壁の下辺に実際に可能なだけ近づけて配置すべきである。典型的には、これは、壁の下辺の約0.254センチメートル(0.1インチ)以内である。一方、一番下のチャネルを壁の上方に移動することによって、成型ワークのフェイスの一部がテクスチャを施されることになり、一部はテクスチャが施されなくなる。この(部分的にテクスチャが施され、部分的に滑らかな表面となる)外見は、用途によっては、望ましいものとなるかもしれない。
【0075】
また、チャネルは、その全長にわたって高さ及び/又は深さを異ならせることも可能であり、ワークの対応する表面に異なる表面テクスチャ効果をもたらすことができ、用途によっては、望ましい外観となるかもしれない。
【0076】
鋳型壁におけるチャネルもしくは溝の使用は、ブロックのみならず、煉瓦や敷石等の鋳型成型されるメーソンリーユニット上に、軽い、適度な、細かいテクスチャを施した面を作出するために活用できる。(例えば米国特許第3,940,229号、第5,078,940号、第5,217,630号、第5,879,603号、及び第6,113,379号に記載がある)突出リップや、壁の突起部や、格子を用いることなく、テクスチャ付けが達成される。もっとも、これらの特徴は、個々に記載の作用を補完するものとして利用することができる。しかし、薄い突出リップに付随する急速に摩耗してしまうという問題は、ヘッドの不整合により突出リップに損傷を与えることがあるが、最小化することができる。また、チャネルは、平坦でない面を含む、鋳型の他の成形面上に設けることも可能である。
【0077】
テクスチャを施すための、鋳型及び鋳型壁の溝ないしチャネルに関する、さらに詳細な記載が、同時に係属中の、それぞれ2000年10月19日に出願された米国特許出願シリアル番号第09/691,931号及び第09/691,898号(米国特許第6,464,199(B1)号明細書)に見いだすことができるが、その内容の全体を、ここに引用によって組み込むものとする。
【0078】
少なくともアール付部114、116及び側面106、108の前部は、軽くテクスチャが施されるのが好ましい。これは、ブロックが、壁に積み上げられるとブロックの側面の一部を、前記突起部16、26により作出された不均一な部位が露出することがあるため、重要である。これらの側面のテクスチャ付けは、ブロックの露出部分の機械生産的な外観を隠す効果を有する。テクスチャ付けが使用されなければ、概ね滑らかで、幾分つやのあるブロックの側面は、非常に機械生産的にみえる傾向がある。30.48センチメートル(12インチ)のブロックの前面から測って、各ブロック側面の約7.62(3.0)から約20.32センチメートル(8.0インチ)にわたり、各アールの付いた部位及び各側面の一部におよび、テクスチャを施すことが好ましい。しかし、前記前方の部位だけでなく、側面の全面を含めて、側面にもっとテクスチャを施すこと、および背面112にテクスチャを施すことが考えられ、本発明の範囲となる。
【0079】
メーソンリーブロック100を形成するのに用いられる材料は、自然な、風化した岩石様の外観をさらに加えるための混合材料が好ましい。当業界において知られているように、ブロック、煉瓦、敷石等を作るのに使用される充填材料は、砂や礫等の骨材とセメントと水を含有する。充填材料は、軽石、珪岩、タコナイト等天然又は人口の充填材を含んでもよい。また、その他、着色顔料や水耐性、硬化強度等の性質を改善する化学品等の添加物を含有することもできる。様々な成分の比率や、材料及び篩特性のタイプは、技術者の技能の範囲内で選択可能であり、しばしば原料の地域における入手可能性や最終製品の技術的要求や使用される機械のタイプに基づき選択される。
【0080】
ブロック100を形成するために用いられる充填材料は、分割されたブロック100の加工後の前面110が斑紋の付いた外見を有し、ブロックの前面が天然の石や岩に似るように、混合した色を生成するよう配合されるのが好ましい。例えば、図14に示すように、前面110は複数の色122、124により作出された斑紋付きの外観を有する。この斑紋付きの外観を変更するために一乃至複数の追加色を追加することができる。しかし、斑紋付きの外見が望ましくない場合には、単色の充填材料又は天然骨材混合物を使用することができる。
【0081】
斑紋付き外観が望まれる場合には、ワーク及びそれによる加工後のブロックを形成するために用いられる充填材料は、好ましくは、鋳型上部の、業界公知の分割重力ホッパとフィードボックスを用いて、鋳型に導入される。図21は、充填材料における色の渦を作出するのに役立つ、ホッパ170及びホッパ170に取り付けられた隔壁プレート172の上面図を示す。隔壁プレート172は、ホッパ170の幅を横切って延在しており、プレート172のエッジが、ホッパ上に形成されたチャネル174、176内に取り外しができるように配置されており、プレート172の取り外しが可能となっている。また、プレート172はホッパ170の中に垂直に延在している。
【0082】
プレート172は、充填材料をホッパ170に注いだときに、各充填材料の色をランダムに分布させることを意図したバフル178の配置からなる。各充填材料色は、ホッパに別々に注がれ、プレート172が、前にホッパに注がれた材料の上に各色をランダムに分配する。フィードボックスに充填剤が排出されたときのホッパ上のフィードボックスの吸入作用が、さらに充填材料の多様な色をランダムに分布させるのに役立つ。また、充填材をならすために、業界公知の攪拌格子が、フィードボックス中に存在する。攪拌格子の作用も、充填材料の色を渦状に混ぜるのに役立つ。
【0083】
ランダムに分配され、あるいは渦状に混ざった色を有する充填材料は、その後、フィードボックスから鋳型に搬送されてワークを生成する。充填材料の色の渦は、ワークが分割されたときにブロック100の前面上に斑紋付きの外観を作出する。プレート172、フィードボックスの吸入作用、及び攪拌格子によって生成された渦は、ランダムなので、各ワークの色の渦及び各ブロック上に形成される斑紋付きの外観は、一般に、各ワーク及び形成されたブロックごとに異なる。また、前面の斑紋付きの外観は、ワーク中の色のランダムな渦によって、ワークが分割される場所により変化する。
【0084】
3色混合を用いて斑紋付き外観を作出するために用いることができる一充填材料の、重量ベースの組成例を以下に示す:
【0085】
【表1】

グレース・プロダクツ(Grace Products)社製RX−901は、ブロックのフェイスを通じて、水酸化カルシウムないし「遊離石灰(free lime)」のブリージングを除去するために用いられる一次白華制御剤である。
【0087】
ブロックの前面の所望の斑紋付き外観によって、他の充填材料組成を用いることも可能であり、上記リストの組成は、単なる例示に過ぎない。例えば、2色材料を使用することもできる。
【0088】
充填材料を調製すると、ブロック形成機械に搬送され、一般に理解されているやり方で鋳型に導入される。ブロック形成機械は、「未加工(green)」の未硬化ワークを形成した後で、硬化領域に送り、そこでワークが硬化して、その最大強度の一部を獲得する。適切な硬化期間を経て、ワークは窯炉から取り出されて、上述のように構成された分割ステーションに導入され、そこでワークは、個々のブロックに分割される。分割ステーションから、ブロックはキュービングステーションに送られ、そこで、木製パレット上の出荷用立方体状荷姿に組み上げる。そして、パレットに載置された立方体状荷物は、在庫品集積場に搬送され、販売店や工事現場への発送を待つ。
【0089】
また、ブロック100は、背面112に隣接し、好ましくはその一部を形成して、下面104上に一体成型された位置決めリップ又はフランジ126を含む。リップ126は、ブロック100から形成された壁に対する均一なセットバックを構築し、せん断力に対する耐力を提供する。好ましい構成において、リップ126は、一側面から他の側面まで連続している必要はなく、リップ126は、背面112と連続している必要もない。ブロックを位置決めするためのリップ126と同等の機能を有する異なる突出形状を使用することが可能である。
【0090】
図14〜16に示すブロック形状が好ましい。しかし、他のブロック形状の上に、突起部16、26によって不均一なエッジを作出すること、及び/又は側面にテクスチャを付けること、及び/又は前面の外観に斑紋を付けることを含む、本文に記載のコンセプトを利用することが考えられるとともに、本発明の範囲を構成する。また、ブロック100は、ブロック100の重量を低減するために、内部に空隙を有して形成することも可能である。
【0091】
例えば、図17は、不均一な前面152と、不均一なエッジ152a、152bと、側面154、156(図16中は、一方の面154及びその上のテクスチャのみが見える)の一部のテクスチャ付け、及び前面152の斑紋付き彩色を備えるブロック150を示す。ブロック100のように、背面152同様、側面154、156の前面にテクスチャを施すことが可能である。ブロック150は、好ましくは、図11及び8の分割装置12’及び22’をそれぞれ用いて、適当なワークから分割される。ブロック150の一般的な形状は、米国特許第5,827,015号の図1−3に開示されたものと同様である。他のブロック形状も、一乃至複数のこれらの特徴を備えることができる。
【0092】
好ましい実施態様において、ブロック100は、図8及び11に示したタイプの分割ブレード装置を用いて、図12のワーク68のようなワークを分割することの結果形成される一対のブロックのうちのひとつである。ブロックを生成するワークのサイズを縮小又は拡大することにより、異なるブロックサイズを形成することができる。しかし、図10に関連して説明したように、ワーク58を形成してから分割して、各々がブロック100に類似する3つの異なるブロックサイズを生成することができる。また、ワークから単一のブロック100を形成し、分割後にブロック100に加えて廃棄片ができるようにすることが考えられるとともに、本発明の範囲内である。
【0093】
図18は、ひとつひとつがブロック100と類似した構成を有するブロックである3つの異なるサイズのブロックから構成される壁を示す。
【0094】
ブロックが前面にひとつだけ不均一なエッジを備えるときに満足のいく場合がある。従って、本文に記載の分割装置の一つを用いてワークを分割することができることがかんがえられるとともに、本発明の範囲内である。さらに、分割装置は、分割線の片側だけに配設された突起部を有することができる。
【0095】
上述の明細書、実施例、及びデータは、本発明の構成の製造及び用法について完全に記載するものである。本発明の多くの実施態様が本発明の精神及び範囲を逸脱せずに実施可能なので、本発明は以下に添付の請求項に帰するものとする。
【図面の簡単な説明】
【図1】 本発明のブロック分割器ブレード装置を用いたブロック分割機械の一部斜視図である。
【図2A】 本発明による分割ブレード装置の一部を示す上面平面図である。
【図2B】 分割ブレード装置の一部とともに、ランダムに配置した直径の異なる突起部を示す上面平面図である。
【図2C】 ランダムな連続したパネル及び不連続なパネルとしての突起部を有する、本発明のさらに別の代替的実施態様による分割ブレード装置の一部を示す上面平面図である。
【図3】 本発明による突起部の代替的実施態様を示す側面立面図である。
【図4A】 本発明による突起部の別の代替的実施態様を示す側面立面図である。
【図4B】 本発明のさらに別の代替的実施態様を示す側面立面図であって、高さの異なる突起部が示されている。
【図5】 本発明の分割器ブレード装置を用いて分割された分割後のワーク(2つのメーソンリーブロックを形成)の斜視図である。
【図6】 本発明の分割器ブレード装置を用いて分割されたメーソンリーブロックの上面平面図である。
【図7】 図6に示すメーソンリーブロックの正面立面図である。
【図8】 上部分割器ブレード装置の代替的実施態様を示す部分断面端面図である。
【図9】 下部分割器ブレード装置の代替的実施態様を示す部分断面端面図である。
【図10】 図9の下部分割器ブレード装置の一部を示す上面平面図であり、突起部の一配置をワークとの関連で示す。
【図11】 下部分割器ブレード装置の他の代替的実施態様を示す部分断面端面図である。
【図12】 本発明によるグリッパー装置とともに、図11の前記下部分割器ブレード装置を突起部の別の配置をワークとの関連で示す、上面平面図である。
【図12A】 図12の線12A内に含まれる部分の分解図である。
【図13】 図12に示すワークを形成するための鋳型装置の上面図である。
【図14】 図8及び11に示すタイプの上部及び下部分割ブレード装置を用いてワークから分割されるメーソンリーブロックの斜視図である。
【図15】 図14のメーソンリーブロックの下部平面図である。
【図16】 図14のメーソンリーブロックの側面図である。
【図17】 本発明により分割されたメーソンリーブロックの代替的実施態様を示す斜視図である。
【図18】 本発明により分割された異なるサイズのブロックから構築された壁を示す。
【図19】 鋳型の壁の正面図であり、該壁の下部近くの壁に一条の水平な溝又はチャネルが切られているものを示す。
【図20】 図19に示す前記鋳型壁の、線20−20における前記溝の断面を示す、断面図である。
【図21】 充填材の色をかき混ぜるためのホッパ及び隔壁プレートを示す上面図である。
【図22】 水平面に対しある角度をなして複数の狭く斜めの溝またはチャネルが切られている、鋳型壁の上面図である。
【図22A】 図22に示す前記鋳型壁の、線22A−22Aにおける前記溝の断面を示す、断面図である。
【図23】 鋳型の壁の正面図であり、該壁の下部近くの壁に一条の水平な溝又はチャネルが切られているものを示す。
【図23A】 図23に示す前記鋳型壁の、線23A−線23Aにおける前記溝の断面を示す、断面図である。
【図24】 水平面に対し約45度の角度をなして「十文字」を形作る複数の狭く斜めの溝またはチャネルが切られている、鋳型壁の上面図である。
【図25】 鋳型壁の断面図であって、該鋳型壁の下部近くから、該鋳型壁の上部近くまで延在する、前記鋳型壁に切られた複数の狭く斜めの溝またはチャネルの断面を示す。
【図26】 v字形の溝の断面を示す、鋳型壁の断面図である。
【図27】 蛇行する溝またはチャネルが切られている、鋳型の壁の正面図である。[0001]
The present application is an American company, Anchor Wall Systems, Inc., dated October 19, 2001. In the name of (Anchor Wall Systems, Inc.), PCT international patent applications are filed by designating all countries except the United States.
[0002]
BACKGROUND OF THE INVENTION
The present invention relates generally to the manufacture of masonry blocks. More particularly, it relates to an apparatus and method for forming a decorative surface on a masonry block. More particularly, the present invention relates to an apparatus and method for creating an irregular texture and edge weathered or rock-like appearance on a masonry block, and a masonry formed as a result of such an apparatus and method. Regarding blocks.
[0003]
[Prior art]
The use of concrete masonry blocks for landscape design purposes is quite common. Such blocks are used, for example, for retaining walls ranging from relatively large structures to small tree ring walls and garden boundary walls. Masonry blocks made of concrete are manufactured in a high-speed production plant and generally have an extremely uniform appearance. This may not be an undesired feature, depending on the landscape design application, but it is often the case that a “natural” appearance is required for the materials used to build the landscape structure, such as walls. There are drawbacks.
[0004]
One way to make a concrete masonry block more uniform and have a more “natural” appearance is to create a “rock-face” on the block. Is to use a dividing method. In this method, two blocks are formed by dividing or crushing a large concrete workpiece that has been appropriately hardened, as is usually done. The side along the split or crushed surface of the two blocks made by splitting or crushing will be textured, uneven and will appear "rocky". The above method of dividing a work into two masonry blocks and creating a rock-like appearance on the exposed surface of the block, for example, discloses the division of the blocks by hand using scissors or scissors This is shown in US Pat. No. 1,534,353 to Besser.
[0005]
Automatic devices for dividing blocks are widely known and generally include a dividing device comprising a support table and opposing hydraulically driven dividing blades. The split blades in this application are typically solid steel plates that taper towards a relatively narrow or sharp point. The blades are typically arranged such that the cutting edges bite into the upper and lower surfaces of the workpiece in a relationship perpendicular to the surface, and are arranged in a coplanar relationship with each other. In operation, the workpiece is transferred between blades on the support table. The blade bites into the upper surface and the lower surface of the workpiece. The force applied to each blade increases and biases the blades toward each other. As the force on the blade increases, the workpiece is generally divided (broken) along the array plane of the blade.
[0006]
These machines are useful for high speed machining of blocks. This gives a rock-face finish on the block. Since there are no two identical faces formed by this method, the block is more natural in appearance than a standard undivided block. However, the edges of the face formed as a result of the industry standard segmentation method generally have a well-defined, ie regular, “sharp” finish, and the undivided surface of the block is applied to the landscape. May be placed on the visible side of the surface, but without a regular “shiny” texture, resulting in a “machined” appearance.
[0007]
These concrete masonry blocks can be made to look more natural by eliminating the regular, angular edges of the face.
[0008]
One known technique for eliminating such regular, angular edges of concrete blocks is a method known as tumbling. According to this method, a relatively large number of blocks are loaded into a drum that rotates about a substantially horizontal axis. The blocks collide with each other, scraping off the angular edges and cutting out and damaging the block edges and face. This method is commonly used to create a weathered and “worn” appearance on concrete paving stones. These paving stones are typically relatively small blocks made of concrete. Normal size is width 9.53 cm ( 3.3 / 4 inch ) ,length 19.67 cm ( 7.3 / 4 inch ) ,thickness 6.35 cm ( 2 1/2 inch ) And the weight is about 2.72 kg ( 6 pounds ) It is.
[0009]
[Problems to be solved by the invention]
The rolling method is also currently used on certain retaining wall blocks to create a weathered appearance on the face of the block, with reduced regularity. There are several general disadvantages associated with the use of this rolling method, and in particular with the rolling of retaining wall blocks. In general, rolling is a costly method. The block cannot be rolled unless it is very strong. In general, blocks must be laid for a few weeks after formation in order to acquire the appropriate hometown. This means that they must be transported out of the production line, typically on a wooden pallet, to be assembled in a cubic shape and have the necessary shelf life. The blocks must then be transported to a rolling device, unloaded from the pallet, applied to the rolling device and re-cubiced and placed on the pallet. This “out-of-line” process is generally expensive. In addition, there may be substantial damage to the blocks that breaks in the rolling device. This rolling device itself is very expensive and tends to be a high maintenance product.
[0010]
Retaining wall blocks, unlike paving stones, may have a relatively complex shape. Retaining wall blocks are stacked in layers so that, in use, each layer sets back a certain distance from the underlying layer. Also, the retaining wall must typically have an interlaminar shear strength to withstand the earth pressure behind the wall. The usual way to ensure uniform setback and interlaminar shear strength is to form an integrated positioning / shear key on the block. These keys are usually lip (flange) or tongue-like and have a groove structure. Retaining wall blocks are very small blocks (for example, about 4.54 kilograms ( 10 pounds ) The face area is about 0.023 square meters ( 1/4 square foot ) There are plenty of faces 30.48 cm ( 1 foot ) There is weight 45.36 kilograms ( 100 pounds ) There are even very large blocks of the order, so the key may be cored or the tail extended. Such a complex shape cannot still be maintained over the rolling process. The positioning is scraped off and the face shell is broken. As a result, the retaining wall blocks that have been rolled are typically of a very simple shape, relatively small, and without an integrated positioning / shear key. Instead, auxiliary pins, clips, and other devices must be used to ensure setback and shear strength. When these auxiliary pins and clips are used, it is difficult and costly to construct a wall as compared to a block having integrated positioning.
[0011]
Another option for removing angular, uniform edges and damaging the face of concrete blocks is to use a hammer mill machine. In this type of machine, tools such as a rotating hammer strike the block face and scrape the fragments. This type of machine is generally expensive and requires space on the production line that is often impossible to reserve in block factories, especially in older factories. Even with this option, when producing in-line, this method only proceeds at the speed at which the hammer mill processes each block, and the block is maneuvered to beat all the edges of the block. Production needs to be slowed because it has to be flipped and rotated.
[0012]
Therefore, among other things, it does not slow down the production line, does not require the introduction of expensive equipment into the line, does not require additional space on the production line, does not increase labor intensive work, and has an integrated positioning flange In a way that has a feature such as a high defect rate when processing the block, especially on the face of a concrete retaining wall block by removing regular and square edges formed as a result of the industry standard segmentation method. There is a need for devices and methods that create a more natural look.
[0013]
[Means for Solving the Problems]
According to a first aspect of the present invention, there is provided a masonry block manufactured by dividing a molded product workpiece by at least one dividing device in a block divider having dividing lines. The at least one dividing device has a plurality of protrusions arranged on at least one side of the dividing line and arranged to bite into the workpiece during the dividing process. The manufactured masonry block has an upper surface, a lower surface, a front surface extending between the upper surface and the lower surface, a back surface extending between the upper surface and the lower surface, and a side surface between the front surface and the rear surface. It has a block body containing. The block includes a positioning protrusion formed integrally with the block and disposed on the upper surface or the lower surface. An intersection line between the front surface and the upper surface defines an upper edge, and an intersection line between the front surface and the lower surface defines a lower edge, and at least a part of one of the surface, the upper edge, and the lower edge is the As a result of the plurality of protrusions biting into the workpiece during the division processing, the workpieces are non-uniform.
[0014]
In this preferred embodiment, the positioning protrusion is preferably disposed on the lower surface. The non-uniform edge of the block is not squared with a well-defined and uniform edge, but rather is weathered, rolled or broken, and damaged to give a non-uniform and worn appearance Yes.
[0015]
In accordance with a second aspect of the present invention, there is provided a masonry block formed from a molded workpiece. The masonry block includes a top surface, a bottom surface, a front surface extending between the top surface and the bottom surface, a back surface extending between the top surface and the bottom surface, and a side surface between the front surface and the back surface. Consists of. As a result of providing at least one channel on the wall of the workpiece molding mold, at least one part of the surface is textured.
[0016]
In another aspect of the present invention, a masonry block manufactured from a mold work that is divided by a block divider having a dividing line is provided. The block divider includes a first dividing device including a plurality of protrusions disposed on at least one side of the dividing line. Since the protrusions are arranged to bite into the workpiece during the dividing process, the masonry block has at least one non-uniform edge and surface generated by the first dividing device.
[0017]
In another aspect of the invention, a method of manufacturing a masonry block having at least one non-uniformly divided edge and face is provided. The method is a masonry block divider having a dividing line along which a masonry work to be divided is arranged, the block divider having a plurality of protrusions disposed on at least one side of the dividing line A masonry block divider including a first divider comprising: The protrusions are arranged so as to bite into the workpiece during the division processing. The masonry work is positioned on the masonry block divider so that the work is arranged along the dividing line, and the work is divided into at least two using the first dividing device. Is done.
[0018]
In another aspect of the present invention, at least generated when the molded workpiece is divided in a block divider comprising a first divided blade device having a first divided blade connected to a first blade holder, A masonry block having one non-uniform split edge and split plane is provided. The first blade holder has a blade holder surface extending from the first divided blade on at least one side surface thereof. The blade holder surface is disposed at an acute angle with respect to a horizontal plane, and the blade holder surface can bite into the workpiece during the division processing. The non-uniformly divided edges and surfaces are at least partly the result of the blade holder surface contacting the workpiece.
[0019]
In still another aspect of the present invention, a dividing device used for a block divider is provided. The dividing device includes a dividing blade and a plurality of protrusions arranged adjacent to at least one side surface of the dividing blade. Since the projection and the split blade are fixed to each other during the division processing, the projection and the blade move simultaneously during the division processing.
[0020]
In still another aspect of the present invention, a mold for manufacturing at least one masonry unit having a texture on at least one surface has a plurality of side walls defining a mold cavity having upper and lower portions. The masonry filler can be introduced into the mold cavity from the upper part of the opening, and the filler molded in the shape of the molding masonry unit can be discharged from the lower part of the opening. At least one surface-textured channel is formed on at least one surface of the side wall, and the channel extends on the surface of the side wall in a manner that is not parallel to the mold peeling direction. is doing. The channel has a height of about 1.91 cm ( 0.75 inch ) Less than about the depth 1.27 cm ( 0.50 inch ) And at least a portion of the channel is spaced from the top of the wall that is formed by a distance greater than about 40% of the distance from the top of the side wall to the bottom of the side wall. In addition, the ratio of the total protrusion region provided with the channel on the side wall to the total protrusion region of all the channels is about 2: 1.
[0021]
In yet another aspect of the invention, a masonry block divider is provided for dividing the workpiece into at least two pieces having a dividing line along which the workpiece is placed. The block divider includes a first dividing device including a plurality of protrusions disposed on at least one side of the dividing line. The protrusion is arranged to move into the workpiece when it is divided into the at least two pieces by the block divider so that the first dividing device has at least one non-uniformity. This contributes to forming a split edge and surface on at least one of the split pieces.
[0022]
These and various other advantages and features of the novelty that characterize the invention are pointed out with particularity in the claims annexed hereto and forming a part hereof. However, in order to better understand the invention and its advantages and objectives gained through its use, the drawings that form part of this and the accompanying embodiments of the invention that describe preferred embodiments of the invention are shown. Should be referenced.
[0023]
DETAILED DESCRIPTION OF THE INVENTION
Referring to the drawings, like parts are identified by like numerals throughout the several views. In FIG. 1, a modification of a conventional block division machine according to the present invention is illustrated in part, in particular a
[0024]
The present invention can be used for various blocks molded and formed by various methods. Such blocks and methods are described, for example, in US Pat. No. 5,827,015 issued Oct. 27, 1998, US Pat. No. 5,017,049 issued May 21, 1991, and US Pat. This is disclosed in US Pat. No. 5,709,062.
[0025]
An upper / second
[0026]
As shown in FIG. 2A, the
[0027]
As shown in FIG. 2B, the
[0028]
FIG. 2C shows yet another alternative embodiment of the present invention in which a plate member 16 '' is attached to either or both of the
[0029]
In the dividing apparatus using the dividing blades such as the
[0030]
As shown in FIGS. 1, 2A and 2B, the
[0031]
In general, the protrusion has a diameter of approximately 1.27 cm ( 1/2 inch ) From 3.18 cm ( 1 and 1/4 inch ) And can be attached by welding, screwing, or other suitable means. The height of the protrusion is about 3.18 cm ( 1 and 1/4 inch ) Depending on the effect formed on the block when dividing, plus or minus about 1.91 cm ( 3/4 inch ) There are variations in width. By attaching the protrusions by threading and screwing, the height of the protrusions can be easily adjusted as shown in FIGS. 8-9 and 11.
[0032]
The relative height of the protrusion and the blade can also be changed according to the effect to be formed in the block divided from the workpiece according to the present invention. Specifically, as shown in FIG. 3, the relative height of the
[0033]
The
[0034]
During operation, the
[0035]
The distance that the
[0036]
As will be appreciated by those skilled in the art, the splitting machine includes opposed hydraulically driven side blade devices (not shown) that act on the block in the same timing and manner as the opposed top and bottom devices. Can be included. The
[0037]
A closer examination of the divided block 44 (see FIGS. 6 and 7) reveals that an enhanced erosion point is formed on the irregular
[0038]
The size of the
[0039]
Referring to FIGS. 8 and 9, alternative embodiments of the upper
[0040]
The
[0041]
The
[0042]
As is apparent from the above description, the
[0043]
A preferred upper blade device 22 'measures approximately between the
[0044]
A preferred lower blade device 12 'measures approximately between the side walls 15a, 15b of the
[0045]
The preferred
[0046]
Angling on the
[0047]
In operation, the blade apparatus of FIGS. 8 and 11 are preferably both used to divide the workpiece with the same cutting depth and hydraulic pressure as described above. The lower blade device can be used for the upper surface, and the upper split blade device can be used for the lower surface.
[0048]
Next, referring to FIG. 10, the
[0049]
The positioning of the protrusions on the blade holders 15 ', 28' is used in conjunction with a mold configuration that pre-forms the
[0050]
Referring now to FIG. 12, a
[0051]
The
[0052]
One advantage of this gripper device is that it improves the formation of the rounded edge of the workpiece created by the lower split blade device. The workpiece 68 is conveyed along the production line by the positioning bar 80 in the direction of the arrow shown in the drawing. During splitting, the rear part of the work 68 is held in position by the bar 80, while the front part is free to advance. Many of the dividing machines have a dividing operation in which the upper blade device touches the upper part of the workpiece and then the lower blade device moves into the workpiece. After the initial cutting action of the upper blade device can begin to advance the advancement, the opportunity for the lower blade device to completely form, for example, a rounded edge in the advancement block by the
[0053]
The
[0054]
The preferred workpiece 68 is also formed to include
[0055]
FIG. 13 shows a
[0056]
The
[0057]
14-16, the upper and
[0058]
The
[0059]
14 and 1 5 In the drawing, at least a part of the
[0060]
FIG. 19 shows a portion of
[0061]
[0062]
The
[0063]
For example, FIG. 22 is a front view of
[0064]
FIG. 23 is a front view of
[0065]
FIG. 24 is a front view of
[0066]
FIG. 25 is a cross-sectional view of the mold, in which a plurality of horizontal grooves or channels are cut in the wall, extending from near the bottom side of the mold wall to near the top side of the mold wall. Chang-ru is about the width 0.47625 cm ( 0.1875 inch ) The depth is about 0.23 cm ( 0.09 inch ) And the interval is 0.4763 cm ( 0.1875 inch ) Away and about from the bottom of the wall 0.127 cm ( 0.050 inch ) Starting from.
[0067]
FIG. 26 is a cross-sectional view of the mold wall with a single horizontal groove or channel cut into the wall near the bottom of the wall. The channel is preferably about 1.27 cm ( 0.500 inch ) The depth is about 0.051 cm ( 0.020 inch ) And about from the bottom of the mold wall 0.127 cm ( 0.050 inch ) Starting from the place. The cross section is V-shaped.
[0068]
FIG. 27 shows a serpentine groove or channel in the mold wall.
[0069]
The channels shown in FIGS. 22-27 can be used in the
[0070]
By providing
[0071]
The depth and height of each channel is optimal for the intended application, taking into account the filling material mixing design, including agglomerate size and distribution Na Or it is selected to provide the desired surface texture. If the channel is too large, large agglomerates may be retained in the channel during the block creation process, and the larger the agglomerates retained in the channel, the more complete blocks or other masons will be on the work face When you look at the Lee unit, you may notice a notch that is immediately visible (usually an undesirable result).
[0072]
For most applications, the channel height (eg, dimension G in FIG. 22A) is about 1.91 cm ( 0.75 inch ) Smaller, usually about 1.5 cm ( 0.6 inch ) I know it is smaller. about 0.38 cm ( 0.15 inch ) About from 1.52 cm ( 0.6 inch ) Channel heights up to are particularly useful. The channel depth (dimension D in FIG. 22A) is typically about 1.27 cm ( 0.5 inch ) Smaller, usually about 0.89 cm ( 0.35 inch ) Smaller than. about 0.25 cm ( 0.1 inch ) About from 0.64 cm ( 0.25 inch ) The depth of is very desirable. In general, if the channel is widened, it must be simultaneously shallow so that the amount of channel filling material is not too large and large agglomerates are not retained in the channel. When removing the masonry unit from the mold cavity, any channel filling material remaining in the channel tends to fall out of the channel, especially during mold vibration. In this sense, the preferred mold design is self-cleaning, and there is no need to interrupt production to clean the mold wall of the packed filler material. By shallowing the channel, the filler material does not remain in the channel every period and can be cured. This is undesired and the desired purpose is to roll and rotate the fresh uncured soft filling material against the passing surface of the concrete masonry unit taken out of the mold cavity It can no longer be made.
[0073]
As shown in FIG. 23, the wall has a height H and a width W corresponding to a total estimated surface area equal to H × W. Similarly, the channel has a height G corresponding to a total estimated surface area equal to G × W. The ratio of H × W divided by G × W is a useful measure of how much channeling has been done on the mold wall surface. In practice, the ratio of the total estimated area of the mold wall to the total estimated area of the channel is usually greater than about 2: 1 and preferably greater than about 4: 1. A ratio of about 10-15: 1 is a normal optimum. This means that the desired surface texture is obtained only when the amount of channeling is moderate. This simplifies the mold configuration. For many applications, about the lower or lower edge of the wall 1.27 cm ( 0.5 inch ) Within, usually about 0.254 cm ( 0.1 inch ) It is preferred to use a single horizontal channel, which is disposed below and extends substantially completely across the wall.
[0074]
Typically, at least one of the channels is spaced from the top side of the wall by more than 40% of the distance H from the top side to the bottom side of the wall, and more usually in the channel At least one is in the middle of the wall or below (50% of H). Placing at least one of the channels further down the wall (eg at least 60% below that distance, preferably at least 75% of H) will give a more desirable texture for most applications. I will. In this regard, the face of the molded workpiece below the bottom channel is unaffected by the action of the channel and maintains its natural surface finish so that the channel position determines where the texture begins on the workpiece. To decide. If it is desired to apply surface texture to almost the entire corresponding surface of the workpiece, at least one channel should be placed as close as practical to the bottom of the wall. Typically this is about the lower side of the wall 0.254 cm ( 0.1 inch ) Is within. On the other hand, by moving the bottom channel above the wall, a part of the face of the molded workpiece is textured, and a part of the face is not textured. This appearance (partially textured and partly smooth surface) may be desirable in some applications.
[0075]
The channels can also vary in height and / or depth over their entire length, which can provide different surface texture effects on the corresponding surface of the workpiece, and may have a desirable appearance in some applications. Absent.
[0076]
The use of channels or grooves in the mold walls can be used to create light, moderate, fine textured surfaces on masonry units that are molded, such as bricks and paving stones, as well as blocks. (For example, as described in US Pat. Nos. 3,940,229, 5,078,940, 5,217,630, 5,879,603, and 6,113,379) Texturing is achieved without the use of protruding lips, wall protrusions, or grids. The However, these features can be used as supplements to the actions described individually. However, the problem of rapid wear associated with thin protruding lips, which can damage the protruding lips due to head misalignment, can be minimized. The channels can also be provided on other molding surfaces of the mold, including non-planar surfaces.
[0077]
More detailed descriptions of molds and mold wall grooves or channels for texturing are co-pending, U.S. Patent Application Serial Nos. 09 / 691,931 and 09 / 691,931 filed October 19, 2000, respectively. 09 / 691,898 (U.S. Pat. No. 6,464,199 (B1)) The entire contents of which are incorporated herein by reference.
[0078]
At least the front portions of the
[0079]
The material used to form the
[0080]
The filler material used to form the
[0081]
If a mottled appearance is desired, the filler material used to form the workpiece and the resulting processed block is preferably the mold top, using an industry known split gravity hopper and feed box. To be introduced. FIG. 21 shows a top view of the
[0082]
[0083]
The filling material having a randomly distributed or swirled color is then transported from the feed box to the mold to produce a workpiece. The color vortex of the filling material creates a mottled appearance on the front surface of the
[0084]
An example weight-based composition of one filling material that can be used to create a mottled appearance using a three-color blend is shown below:
[0085]
[Table 1]
Grace Products, Inc. RX-901 is a primary white bloom control agent used to remove calcium hydroxide or "free lime" breathing through the face of the block.
[0087]
Depending on the desired mottled appearance of the front of the block, other filler material compositions may be used, and the above listed compositions are merely exemplary. For example, a two-color material can be used.
[0088]
Once the filling material is prepared, it is transported to a block forming machine and introduced into the mold in a generally understood manner. The block forming machine forms a “green” uncured workpiece and then sends it to the curing zone where the workpiece is cured to obtain a portion of its maximum strength. After an appropriate curing period, the workpiece is removed from the kiln and introduced into a dividing station configured as described above, where the workpiece is divided into individual blocks. From the split station, the blocks are sent to a cuvette station where they are assembled into a shipping cubic form on a wooden pallet. Then, the cube-shaped luggage placed on the pallet is transported to an inventory collection site and waits for shipment to a store or a construction site.
[0089]
The
[0090]
The block shape shown in FIGS. However, the text, including creating non-uniform edges with
[0091]
For example, FIG. 17 shows a partial texture of a non-uniform
[0092]
In a preferred embodiment, block 100 is one of a pair of blocks formed as a result of dividing a workpiece, such as workpiece 68 of FIG. 12, using a split blade device of the type shown in FIGS. It is. Different block sizes can be formed by reducing or enlarging the size of the workpiece that generates the blocks. However, as described in connection with FIG. 10, the
[0093]
FIG. 18 shows a wall made up of three different sized blocks, each block having a configuration similar to block 100.
[0094]
It may be satisfactory when the block has only one uneven edge on the front. Therefore, it can be understood that the workpiece can be divided using one of the dividing devices described in the text, and is within the scope of the present invention. Furthermore, the dividing device can have a protrusion disposed only on one side of the dividing line.
[0095]
The above specification, examples, and data provide a complete description of the manufacture and use of the composition of the invention. Since many embodiments of the invention can be made without departing from the spirit and scope of the invention, the invention resides in the claims hereinafter appended.
[Brief description of the drawings]
FIG. 1 is a partial perspective view of a block dividing machine using a block divider blade apparatus of the present invention.
2A is a top plan view showing a part of a split blade device according to the present invention. FIG.
FIG. 2B is a top plan view showing protrusions with different diameters arranged at random together with a part of the split blade device.
2C is a top plan view of a portion of a split blade device according to yet another alternative embodiment of the present invention having protrusions as random continuous panels and discontinuous panels. FIG.
FIG. 3 is a side elevational view showing an alternative embodiment of a protrusion according to the present invention.
FIG. 4A is a side elevational view showing another alternative embodiment of a protrusion according to the present invention.
FIG. 4B is a side elevational view showing yet another alternative embodiment of the present invention, showing protrusions of different heights.
FIG. 5 is a perspective view of a divided work (two masonry blocks are formed) divided using the divider blade device of the present invention.
FIG. 6 is a top plan view of a masonry block divided using the divider blade device of the present invention.
7 is a front elevation view of the masonry block shown in FIG. 6. FIG.
FIG. 8 is a partial cross-sectional end view showing an alternative embodiment of the upper divider blade apparatus.
FIG. 9 is a partial cross-sectional end view showing an alternative embodiment of a lower divider blade apparatus.
10 is a top plan view showing a portion of the lower divider blade device of FIG. 9, showing one arrangement of protrusions in relation to the workpiece.
FIG. 11 is a partial cross-sectional end view showing another alternative embodiment of a lower divider blade apparatus.
12 is a top plan view of the lower divider blade device of FIG. 11 together with the gripper device according to the present invention showing another arrangement of protrusions in relation to the workpiece.
12A is an exploded view of the portion included within
FIG. 13 is a top view of a mold apparatus for forming the workpiece shown in FIG.
14 is a perspective view of a masonry block divided from a workpiece using upper and lower split blade devices of the type shown in FIGS. 8 and 11. FIG.
15 is a lower plan view of the masonry block of FIG. 14. FIG.
16 is a side view of the masonry block of FIG. 14. FIG.
FIG. 17 is a perspective view showing an alternative embodiment of a masonry block divided according to the present invention.
FIG. 18 shows a wall constructed from blocks of different sizes divided according to the present invention.
FIG. 19 is a front view of a mold wall showing a single horizontal groove or channel cut in the wall near the bottom of the wall.
20 is a cross-sectional view showing a cross-section of the groove at line 20-20 of the mold wall shown in FIG. 19;
FIG. 21 is a top view showing a hopper and a partition plate for stirring the color of the filler.
FIG. 22 is a top view of a mold wall with a plurality of narrow diagonal grooves or channels cut at an angle to a horizontal plane.
22A is a cross-sectional view showing a cross section of the groove at
FIG. 23 is a front view of a mold wall showing a single horizontal groove or channel cut in the wall near the bottom of the wall.
23A is a cross-sectional view showing a cross section of the groove taken along
FIG. 24 is a top view of a mold wall with a plurality of narrow and slanted grooves or channels forming “cross-shaped” at an angle of about 45 degrees to a horizontal plane.
FIG. 25 is a cross-sectional view of the mold wall, showing a cross-section of a plurality of narrow diagonal grooves or channels cut in the mold wall extending from near the bottom of the mold wall to near the top of the mold wall. Show.
FIG. 26 is a cross-sectional view of a mold wall showing a cross-section of a v-shaped groove.
FIG. 27 is a front view of a mold wall with serpentine grooves or channels cut.
Claims (13)
(a) (i)ワーク(40)をそれに沿って分割する分割線を画定する板状である第1の分割ブレード(24’)と、
(ii) 前記板状である第1の分割ブレード(24’)が接続され、前記板状である第1の分割ブレード(24’)から、前記分割線の少なくとも一方の側に、分割動作中に前記ワーク(40)の第1の分割エッジに食い込むように水平方向に対して鋭角をなして延在する第1のブレードホルダ面(29)を有する第1のブレードホルダ(28’)と、
(iii) 分割動作中に前記製造されるメーソンリーブロックの前面に隣接する前記ワーク(40)の一面に食い込んで前記製造されるメーソンリーブロックの前面に隣接する前記ワーク(40)の前記第1の分割エッジ部分を破砕するように配置された、前記第1のブレードホルダ面(29)上の複数の突起部(26)と、
を有する第1の分割装置(22’)と、支持手段(11)とを含むメーソンリーブロック分割器(10)を用意するステップと、
(b)前記メーソンリーブロック分割器(10)に、前記分割線に揃うようにワーク(40)を配置するとともに、前記支持手段(11)によって該ワーク(40)を保持するステップと、
(c)前記板状である第1の分割ブレード(24’)が前記ワーク(40)を少なくとも2片に分割し、前記第1のブレードホルダ面(29)およびその突起部(26)が前記ワーク(40)に食い込んで前記製造されるメーソンリーブロックの前記前面と前記第1の分割エッジとを不均一にするように、前記第1の分割装置(22’)を駆動するステップとを含むことを特徴とする方法。A method of manufacturing a masonry block having a non-uniform front surface and at least one non-uniform edge from a workpiece (40) comprising :
(A) (i) a first dividing blade (24 ′) that is plate-like to define a dividing line that divides the workpiece (40) along;
(ii) The plate-shaped first divided blade (24 ′) is connected, and the dividing operation is being performed from the plate-shaped first divided blade (24 ′) to at least one side of the dividing line. A first blade holder (28 ') having a first blade holder surface (29) extending at an acute angle with respect to the horizontal direction so as to bite into the first divided edge of the workpiece (40) ;
(iii) the first of the workpiece adjacent the front of the masonry blocks the is produced bites on one surface of the workpiece (40) adjacent the front of the masonry blocks the produced during division operation (40) A plurality of protrusions (26) on the first blade holder surface (29) , arranged to crush the split edge portions of
Providing a masonry block divider (10) comprising a first divider (22 ') having a support means (11) ;
(B) placing the workpiece (40) on the masonry block divider (10) so as to align with the dividing line, and holding the workpiece (40) by the support means (11) ;
(C) The plate-shaped first divided blade (24 ′) divides the work (40) into at least two pieces, and the first blade holder surface (29) and its protrusion (26) Driving the first dividing device (22 ′) so as to cut into the work (40) and make the front surface of the manufactured masonry block and the first dividing edge non-uniform. A method characterized by that.
(iv) 前記分割線に揃えて配置された第2の分割ブレード(14’)と、
(v) 前記第2の分割ブレード(14’)が接続され、前記第2の分割ブレード(14’)から、前記分割線の前記少なくとも一方の側に、分割動作中に前記ワーク(40)の第2の分割エッジに食い込むように水平方向に対して鋭角をなして延在する第2のブレードホルダ面(19)を有する第2のブレードホルダ(15’)と、
(vi) 分割動作中に前記製造されるメーソンリーブロックの前面に隣接する前記ワーク(40)の一面に食い込んで前記製造されるメーソンリーブロックの前面に隣接する前記ワーク(40)の前記第2の分割エッジ部分を破砕するように配置された、前記第2のブレードホルダ面(19)上の複数の突起部(16)と、
を有する第2の分割装置(12’)を前記第1の分割装置(22’)に対向させて配置するステップと、
(e)前記板状である第1の分割ブレード(24’)および前記第2の分割ブレード(14’)で前記ワーク(40)を少なくとも2片に分割する間に、前記第2のブレードホルダ面(19)およびその突起部(16)が前記ワーク(40)に食い込んで前記製造されるメーソンリーブロックの前記前面と前記第2の分割エッジとを不均一にするように、前記第2の分割装置(12’)を駆動するステップをさらに含むこと特徴とする、請求項1に記載の方法。(D) Prior to the step (c) for driving the first dividing device (22 ′) , the masonry block divider (10)
(iv) a second dividing blade (14 ') arranged in alignment with the dividing line;
(v) The second split blade (14 ′) is connected, and from the second split blade (14 ′) to the at least one side of the split line, during the split operation, the workpiece (40) A second blade holder (15 ′) having a second blade holder surface (19) extending at an acute angle with respect to the horizontal direction so as to bite into the second split edge;
(vi) The second of the workpiece (40) adjacent to the front surface of the manufactured masonry block by biting into one surface of the workpiece (40) adjacent to the front surface of the manufactured masonry block during the dividing operation. A plurality of protrusions (16) on the second blade holder surface (19) , arranged to crush the split edge portions of
Disposing a second dividing device (12 ′) having a position facing the first dividing device (22 ′) ;
(E) The second blade holder while the workpiece (40) is divided into at least two pieces by the plate-like first divided blade (24 ′) and the second divided blade (14 ′). The second (19) and its protrusion (16) bite into the work (40) so that the front surface of the manufactured masonry block and the second split edge are non-uniform. The method according to claim 1, further comprising the step of driving the dividing device (12 ') .
前記第1の分割装置(22’)は、
(i)ワーク(40)をそれに沿って分割する分割線を画定する板状である第1の分割ブレード(24’)と、
(ii)前記板状である第1の分割ブレード(24’)が接続され、前記板状である第1の分割ブレード(24’)から、前記分割線の少なくとも一方の側に、分割動作中に前記ワーク(40)の第1の分割エッジに食い込むように水平方向に対して鋭角をなして延在する第1のブレードホルダ面(29)を有する第1のブレードホルダ(28’)と、
(iii)分割動作中に前記製造されるメーソンリーブロックの前面に隣接する前記ワーク(40)の一面に食い込んで前記製造されるメーソンリーブロックの前面に隣接する前記ワーク(40)の前記第1の分割エッジ部分を破砕するように配置された、前記第1のブレードホルダ面(29)上の複数の突起部(26)と、を有し、
前記支持手段(11)は、前記分割線に揃うように前記メーソンリーブロック分割器(10)に配置したワーク(40)を保持するよう構成され、
前記第1の分割装置(22’)を駆動すると、前記板状である第1の分割ブレード(24’)は、前記ワーク(40)を少なくとも2片に分割し、前記第1のブレードホルダ面(29)およびその突起部(26)が前記ワーク(40)に食い込んで前記製造されるメーソンリーブロックの前記前面と前記第1の分割エッジとを不均一にする
ことを特徴とするメーソンリーブロック分割器(10)。A masonry block divider (10) comprising a first divider (22 ') and support means (11) ,
The first dividing device (22 ′)
(i) a first dividing blade (24 ') that is plate-like to define a dividing line dividing the workpiece (40) along;
(ii) The plate-shaped first divided blade (24 ′) is connected, and the dividing operation is being performed from the plate-shaped first divided blade (24 ′) to at least one side of the dividing line. A first blade holder (28 ') having a first blade holder surface (29) extending at an acute angle with respect to the horizontal direction so as to bite into the first divided edge of the workpiece (40) ;
(iii) the first of the workpiece adjacent the front of the masonry blocks the is produced bites on one surface of the workpiece (40) adjacent the front of the masonry blocks the produced during division operation (40) A plurality of protrusions (26) on the first blade holder surface (29) , arranged to crush the split edge portions of
The support means (11) is configured to hold a work (40) disposed in the masonry block divider (10) so as to align with the dividing line,
When the first dividing device (22 ′) is driven, the plate-shaped first dividing blade (24 ′) divides the workpiece (40) into at least two pieces, and the first blade holder surface. (29) and its projection (26) bite into the work (40) to make the front surface of the manufactured masonry block and the first divided edge non-uniform. Divider (10) .
該第2の分割装置(12’)は、
(iv) 前記分割線に揃えて配置された第2の分割ブレード(14’)と、
(v) 前記第2の分割ブレード(14’)が接続され、前記第2の分割ブレード(14’)から、前記分割線の前記少なくとも一方の側に、分割動作中に前記ワーク(40)の第2の分割エッジに食い込むように水平方向に対して鋭角をなして延在する第2のブレードホルダ面(19)を有する第2のブレードホルダ(15’)と、
(vi) 分割動作中に前記製造されるメーソンリーブロックの前面に隣接する前記ワーク(40)の一面に食い込んで前記製造されるメーソンリーブロックの前面に隣接する前記ワーク(40)の前記第2の分割エッジ部分を破砕するように配置された、前記第1のブレードホルダ面(29)上の複数の突起部(26)と、を有し、
前記第2の分割装置(12’)を駆動すると、前記板状である第1の分割ブレード(24’)および前記第2の分割ブレード(14’)で前記ワーク(40)を少なくとも2片に分割する間に、前記第2のブレードホルダ面(19)およびその突起部(16)が前記ワーク(40)に食い込んで前記製造されるメーソンリーブロックの前記前面と前記第2の分割エッジとを不均一にする
ことを特徴とする請求項6に記載のメーソンリーブロック分割器(10)。A second dividing device (12 ′) disposed to face the first dividing device (22 ′) ;
The second dividing device (12 ′)
(iv) a second dividing blade (14 ') arranged in alignment with the dividing line;
(v) The second split blade (14 ′) is connected, and from the second split blade (14 ′) to the at least one side of the split line, during the split operation, the workpiece (40) A second blade holder (15 ′) having a second blade holder surface (19) extending at an acute angle with respect to the horizontal direction so as to bite into the second split edge;
(vi) The second of the workpiece (40) adjacent to the front surface of the manufactured masonry block by biting into one surface of the workpiece (40) adjacent to the front surface of the manufactured masonry block during the dividing operation. A plurality of protrusions (26) on the first blade holder surface (29) , arranged to crush the split edge portions of
When the second dividing device (12 ′) is driven, the workpiece (40) is divided into at least two pieces by the plate-shaped first dividing blade (24 ′) and the second dividing blade (14 ′). During the division, the second blade holder surface (19) and its protrusion (16) bite into the workpiece (40) to connect the front surface of the manufactured masonry block and the second divided edge. The masonry block divider (10) according to claim 6, characterized in that it is non-uniform.
(i)ワーク(40)をそれに沿って分割する分割線を画定する分割ブレード(14’)と、
(ii)前記分割ブレード(14’)が接続され、前記分割ブレード(14’)から、前記分割線の少なくとも一方の側に、分割動作中に前記ワーク(40)の分割エッジに食い込むように水平方向に対して鋭角をなして延在するブレードホルダ面(19)を有するブレードホルダ(15’)と、
(iii)分割動作中に前記製造されるメーソンリーブロックの前面に隣接する前記ワーク(40)の一面に食い込んで前記製造されるメーソンリーブロックの前面に隣接する前記ワーク(40)の前記分割エッジ部分を破砕するように配置された、前記ブレードホルダ面(19)上の複数の突起部(16)と、を有し、
前記分割装置(12’)を駆動すると、前記分割ブレード(14’)は、前記ワーク(40)を少なくとも2片に分割し、前記ブレードホルダ面(19)およびその突起部(16)が前記ワーク(40)に食い込んで前記製造されるメーソンリーブロックの前記前面と前記分割エッジとを不均一にする
ことを特徴とする分割装置(12’)。A dividing device (12 ′) used in a masonry block divider (10 ) for dividing a work (40) to produce a masonry block,
(i) a split blade (14 ') defining a split line along which the workpiece (40) is split;
(ii) the split blade (14 ') is connected, the divided blade (14' from), on at least one side of the dividing line, horizontal bite into the split edges of the workpiece (40) during the splitting operation A blade holder (15 ') having a blade holder surface (19) extending at an acute angle to the direction;
(iii) The dividing edge of the workpiece (40) adjacent to the front surface of the manufactured masonry block by biting into one surface of the workpiece (40) adjacent to the front surface of the manufactured masonry block during the dividing operation. A plurality of protrusions (16) on the blade holder surface (19) , arranged to crush parts,
When the dividing device (12 ′) is driven, the dividing blade (14 ′) divides the work (40) into at least two pieces, and the blade holder surface (19) and its protrusion (16) are formed on the work. (40) A dividing apparatus (12 ′) characterized by making the front surface of the manufactured masonry block and the dividing edge uneven by biting into (40 ) .
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/691,898 US6464199B1 (en) | 2000-10-19 | 2000-10-19 | Molds for producing masonry units with roughened surface |
| US09/691,864 US6910474B1 (en) | 1999-06-11 | 2000-10-19 | Block splitting assembly and method |
| US09/884,795 US6918715B2 (en) | 1999-06-11 | 2001-06-19 | Block splitting assembly and method |
| PCT/US2001/050186 WO2002040235A2 (en) | 2000-10-19 | 2001-10-19 | Masonry block splitting assembly and method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004515380A JP2004515380A (en) | 2004-05-27 |
| JP2004515380A5 JP2004515380A5 (en) | 2005-12-22 |
| JP4177664B2 true JP4177664B2 (en) | 2008-11-05 |
Family
ID=27418550
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002542585A Expired - Fee Related JP4177664B2 (en) | 2000-10-19 | 2001-10-19 | Masonry block dividing apparatus and method |
Country Status (15)
| Country | Link |
|---|---|
| EP (1) | EP1372923B8 (en) |
| JP (1) | JP4177664B2 (en) |
| CN (1) | CN1541153A (en) |
| AT (1) | ATE353746T1 (en) |
| AU (2) | AU3969902A (en) |
| CA (1) | CA2426192C (en) |
| DE (1) | DE60126676T2 (en) |
| DK (1) | DK1372923T3 (en) |
| ES (1) | ES2282313T3 (en) |
| GB (1) | GB2388337B (en) |
| MX (1) | MXPA03003409A (en) |
| NO (1) | NO325750B1 (en) |
| NZ (1) | NZ525872A (en) |
| PL (1) | PL365572A1 (en) |
| WO (1) | WO2002040235A2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2392934C (en) * | 2002-07-10 | 2010-09-07 | Hans Pedersen | Concrete stone texturing machine, method and product |
| US9259853B2 (en) | 2011-02-02 | 2016-02-16 | Anchor Wall Systems, Inc. | Molds for producing concrete blocks with roughened surfaces; blocks made therefrom; and methods of use |
| KR102510418B1 (en) * | 2020-12-10 | 2023-03-16 | 흥덕산업 주식회사 | Split Retaining Wall Block Having Nature Stone Surface and Manufacturing Method Thereof |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK134102B (en) * | 1974-05-22 | 1976-09-13 | Hans Juul | Method of chopping building stones, in particular bricks, and machine for carrying out the method. |
| US5294216A (en) * | 1989-09-28 | 1994-03-15 | Anchor Wall Systems, Inc. | Composite masonry block |
| JP2689962B2 (en) * | 1995-07-27 | 1997-12-10 | 株式会社ケイ | Method for molding concrete block having spotted cross section |
| US6149352A (en) * | 1999-02-11 | 2000-11-21 | Keystone Retaining Wall Systems, Inc. | Retaining wall block system |
| US6321740B1 (en) * | 1999-06-11 | 2001-11-27 | Anchor Wall Systems, Inc. | Block splitter assembly |
-
2001
- 2001-10-19 WO PCT/US2001/050186 patent/WO2002040235A2/en active IP Right Grant
- 2001-10-19 EP EP01987492A patent/EP1372923B8/en not_active Expired - Lifetime
- 2001-10-19 AU AU3969902A patent/AU3969902A/en active Pending
- 2001-10-19 CA CA002426192A patent/CA2426192C/en not_active Expired - Fee Related
- 2001-10-19 CN CNA018176658A patent/CN1541153A/en active Pending
- 2001-10-19 JP JP2002542585A patent/JP4177664B2/en not_active Expired - Fee Related
- 2001-10-19 PL PL01365572A patent/PL365572A1/en unknown
- 2001-10-19 ES ES01987492T patent/ES2282313T3/en not_active Expired - Lifetime
- 2001-10-19 MX MXPA03003409A patent/MXPA03003409A/en active IP Right Grant
- 2001-10-19 AT AT01987492T patent/ATE353746T1/en not_active IP Right Cessation
- 2001-10-19 DK DK01987492T patent/DK1372923T3/en active
- 2001-10-19 NZ NZ525872A patent/NZ525872A/en unknown
- 2001-10-19 GB GB0311347A patent/GB2388337B/en not_active Expired - Lifetime
- 2001-10-19 AU AU2002239699A patent/AU2002239699B2/en not_active Ceased
- 2001-10-19 DE DE60126676T patent/DE60126676T2/en not_active Expired - Fee Related
-
2003
- 2003-04-15 NO NO20031766A patent/NO325750B1/en not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| GB2388337A (en) | 2003-11-12 |
| DK1372923T3 (en) | 2007-06-11 |
| GB2388337B (en) | 2004-12-01 |
| WO2002040235A3 (en) | 2003-10-23 |
| EP1372923A2 (en) | 2004-01-02 |
| AU3969902A (en) | 2002-05-27 |
| NZ525872A (en) | 2005-06-24 |
| CN1541153A (en) | 2004-10-27 |
| CA2426192A1 (en) | 2002-05-23 |
| EP1372923B1 (en) | 2007-02-14 |
| CA2426192C (en) | 2008-04-29 |
| NO325750B1 (en) | 2008-07-14 |
| ES2282313T3 (en) | 2007-10-16 |
| PL365572A1 (en) | 2005-01-10 |
| DE60126676D1 (en) | 2007-03-29 |
| WO2002040235A2 (en) | 2002-05-23 |
| NO20031766L (en) | 2003-06-19 |
| DE60126676T2 (en) | 2007-11-22 |
| AU2002239699A2 (en) | 2002-05-27 |
| GB0311347D0 (en) | 2003-06-25 |
| EP1372923B8 (en) | 2007-04-11 |
| NO20031766D0 (en) | 2003-04-15 |
| JP2004515380A (en) | 2004-05-27 |
| ATE353746T1 (en) | 2007-03-15 |
| AU2002239699B2 (en) | 2007-09-20 |
| MXPA03003409A (en) | 2005-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8327833B2 (en) | Block splitting assembly and method | |
| US20050268901A1 (en) | Block splitting assembly and method | |
| US6464199B1 (en) | Molds for producing masonry units with roughened surface | |
| JP4177664B2 (en) | Masonry block dividing apparatus and method | |
| AU2002239699A1 (en) | Masonry block splitting assembly and method | |
| WO2004091879A1 (en) | Masonry block splitting assembly and method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040831 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041020 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050929 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051116 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060214 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20060920 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20070302 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080708 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080822 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110829 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |