JP4167961B2 - ink cartridge - Google Patents
ink cartridge Download PDFInfo
- Publication number
- JP4167961B2 JP4167961B2 JP2003346866A JP2003346866A JP4167961B2 JP 4167961 B2 JP4167961 B2 JP 4167961B2 JP 2003346866 A JP2003346866 A JP 2003346866A JP 2003346866 A JP2003346866 A JP 2003346866A JP 4167961 B2 JP4167961 B2 JP 4167961B2
- Authority
- JP
- Japan
- Prior art keywords
- ink
- cartridge
- supply port
- ink cartridge
- ink supply
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


















Description
本発明は、キャリッジにインクジェット式記録ヘッドとインクカートリッジを搭載し、インクの補給をカートリッジの交換により行うインクジェット式記録装置のインクカートリッジに関する。 The present invention relates to an ink cartridge of an ink jet recording apparatus in which an ink jet recording head and an ink cartridge are mounted on a carriage and ink is supplied by exchanging the cartridge.
インクジェット式記録ヘッドを搭載したキャリッジにインク収容体を搭載する形式のインクジェット式プリンタにあっては、キャリッジの移動によるインクの揺動に起因する水頭圧の変動や、泡立ちによる印字不良を防止するために、特許文献1に記載されたようにインク収容容器を2つの領域に分割し、記録ヘッド側に多孔質体を収容し、また他方の領域にインクを収容するようにしたものが提案されている。
このような構造を採ると、記録ヘッドへのインクの供給が多孔質体を介して行なわれるため、インクの揺動に起因する不都合を防止することができる。
By adopting such a structure, the ink is supplied to the recording head through the porous body, so that it is possible to prevent inconvenience due to the oscillation of the ink.
ところで、インクジェット式記録装置は、圧力発生室のインクを加圧してインク滴を発生させる関係上、インクに気泡が含まれていると、圧力が低下してインク滴の吐出性能も低下するため、溶存空気を排除したインクを多孔質体に注入することが行われている。
一方、気密性を維持して記録ヘッドとの接続を確保するため、インク供給口には弾性部材からなるパッキンを嵌装されているが、パッキンとカートリッジ本体との間に微小な空間が存在し、この空間の空気が膨張して記録ヘッドに流入してインク吐出に不都合を来すという問題がある。
本発明の目的は、インク供給口に残存する空気を確実に排除することができるインクジェット式記録装置のインクカートリッジを提供することである。
By the way, the ink jet recording apparatus pressurizes the ink in the pressure generating chamber to generate ink droplets, and if the ink contains bubbles, the pressure decreases and the ink droplet ejection performance also decreases. Ink from which dissolved air is excluded is injected into a porous body.
On the other hand, in order to maintain the airtightness and secure the connection with the recording head, a packing made of an elastic member is fitted in the ink supply port, but there is a minute space between the packing and the cartridge body. There is a problem that the air in this space expands and flows into the recording head, causing inconvenience in ink ejection.
An object of the present invention is to provide an ink cartridge of an ink jet recording apparatus that can reliably exclude air remaining in an ink supply port.
このような問題を解消するために請求項1の発明は、インクを収容するインク収容領域、及び前記インク収容領域と連通するインク供給口を備えたインクカートリッジにおいて、前記インク供給口近傍のインクカートリッジ表面に凹部が形成されていて、前記インク供給口の開口部が、気体透過性が高く、水分透過性が低い低密度ポリエチレンフィルムにより封止され、また前記インク供給口近傍のインクカートリッジ表面の凹部により前記インクカートリッジとの間に空間を形成して減圧状態で遮気性フィルムにより包装されている。
In order to solve such a problem, the invention of
請求項1の発明によれば、インク供給口近傍のインクに溶存している空気だけが低密度ポリエチレンフィルムを透過して空間と遮気性フィルムとで形成された空間に排出され、インク供給口近傍のインクの空気溶存度を可及的に低下させて、カートリッジのインク全体の溶存空気量を可及的に低減して、記録ヘッドでの気泡の発生を確実に防止することができる。 According to the first aspect of the present invention, only the air dissolved in the ink in the vicinity of the ink supply port passes through the low density polyethylene film and is discharged into the space formed by the space and the air shielding film, and in the vicinity of the ink supply port. By reducing the dissolved degree of air in the ink as much as possible and reducing the amount of dissolved air in the entire ink in the cartridge as much as possible, it is possible to reliably prevent generation of bubbles in the recording head.
図1は、本発明の製造方法が対象とするインクカートリッジの一実施例を、シアン、マゼンタ、イエローの3種類のインクを収容するものについて示すものであって、図中符号1は、開口側が若干末広がりとなるほぼ直方体の容器本体で、各部材との接合を熱溶着により行いやすくするために、ポリプロピレン、ポリエチレン、ポリスチレン等の高分子材料を射出成形して構成されている。 FIG. 1 shows an embodiment of an ink cartridge targeted by the manufacturing method of the present invention, which contains three types of inks of cyan, magenta, and yellow. In FIG. The container body is a substantially rectangular parallelepiped that is slightly widened, and is made by injection molding a polymer material such as polypropylene, polyethylene, polystyrene, etc., in order to facilitate joining with each member by thermal welding.
容器本体1は、仕切り板2、3、4よりインクを吸収するのに適した弾性材料からなる多孔質体5を収容するフォーム室6、6、6と、インクをそのまま収容するインク室7、7、7に分離されている。
The
各フォーム室6の下端には記録ヘッドのインク供給針と係合するインク供給口8が設けられ、また容器本体1の開口は、フォーム室6のインク供給口8の近傍に位置するように穿設されたインク注入口9、9、9と、大気連通口10、10、10を備えた蓋体11で封止されている。
An
各フォーム室6の底部には、多孔質体5を蓋体11と協同して圧縮するための凸部12が形成されていて、その上端に一定の開口面積を有する空室を形成する凹部13が形成され、この凹部13からインク供給口8まで延びる通孔14が穿設されている。通孔14の外端には、記録ヘッドのインク供給針と液密に係合するように拡開部15を形成して、パッキン16が挿入されており、また凸部12の先端には凹部13を覆うようにフィルタ材17が貼着されている。
A
これらフィルター材18、凹部12、及び通孔14のインクと接する面は、紫外線を照射してインクに対する濡れ性を改善する処理が施されている。
The surface of the filter material 18, the
またパッキン16は、図3に示したように面16aにリング状の細いリブ16bを形成して構成されており、図4(イ)に示したように凸部12側の上面16aに耐インク性を備えた接着剤19を塗布して容器本体1との間の空間Sを完全に埋めるように装填されている。また同図(ロ)に示したようにインク供給針の挿通が可能な窓20aを備えた押圧部材20を、パッキン16の下端に弾接させて容器本体1に熱溶着され、パッキン16のリブ16bを拡開部15に弾性変形させた状態でパッキン16が挿入されている。
As shown in FIG. 3, the
このような手法を採ることによりパッキン16の側部と拡開部15との間に存在する空間Sと通孔14との連通を断つことができる。
By adopting such a method, the communication between the space S existing between the side portion of the
このようにパッキン16を挿入して形成されたインク供給口8の先端にはインク供給針の挿入により破損可能で、かつ好ましくは気体透過性が高く、水分透過性が低い低密度ポリエチレンフィルム等からなる遮気性フィルム21が貼着され、また容器本体1の底部1aとの間には肉盗み部22を設けて、包装袋等に密閉された場合にも内部に空間を確保できるように構成されている。
The tip of the
蓋体11の表面には、図5(イ)に示したように一端が大気連通口10に連通し、また他端が蓋体11の他側に延びる蛇行した溝23、23、23が形成され、図5(ロ)に示したようにインク注入口9、大気連通口10、及び溝23を覆うように、舌片24aの引き剥がしにより溝23の先端23aを大気に開放可能とするフィルム24が貼着されている。このフィルム24は、気体透過性が高く、水分透過性が低い低密度ポリエチレンフィルム等の遮気性フィルムを使用するのが望ましい。
On the surface of the lid body 11, meandering
つぎに製造方法について説明する。
図6は、製造工程中、容器本体を移送するためのパレットの一実施例を示すものであって、パレット30は、その表面に容器本体1の底面1aの外周が填まり込む位置と、開口1bの内面が填まり込む位置のそれぞれ少なくとも4本ずつのピン31、及び32を植設し、またインク供給口8が対向する位置にはこれを収容できる凹部33を形成し、さらに周囲に後述するインク注入工程でシール部を形成する段差部34を形成して構成されている。
Next, the manufacturing method will be described.
FIG. 6 shows an embodiment of a pallet for transferring the container main body during the manufacturing process. The
先ず、予め射出成形により形成された容器本体1(図7(I))を底面1aが上方となるように開口部1bをピン31に位置合わせしてパレット30にセットし、先端に耐インク性を備えた接着剤を薄く塗布したパッキン16をインク供給口8に仮圧入し、次いで中心を軸にして押込み治具40を回動させて摩擦を低減させながら所定位置まで圧入する(図7(II))。このようにねじれを与えながら圧入すると、パッキン16は、周縁等の端部領域のめくれ上がりや、ねじれを起こすこと無くインク供給口8に嵌合されるため、装填後にパッキン16がインク供給口8からの飛び出しを確実に防止でき、また容器本体1との間のすき間を接着剤で埋めることができる。
First, the container body 1 (FIG. 7 (I)) formed in advance by injection molding is set on the
またパッキン16をインクに浸漬してインクを付着させてから、上述と同様に装填し、前述したようにインク供給針の挿通が可能な窓20aを備えた押圧部材20を、パッキン16の下端に弾接させて容器本体1に熱溶着することにより、後述するインク充填工程でインクが進入し難い空間20(図4)に予めインクを注入して、パッキン16の外側側面と拡開部15との間の空間とインク供給口8とを遮断することができる。
In addition, after the
熱溶着性材料からなる遮気性フィルム21をインク供給口8を覆うようにセットし、治具41によりインク供給口8の周囲を加熱、加圧して、インク供給口8をフィルム21により封止し(図7(III))、必要に応じて底面1aや側面1cにロット番号や有効期限を印刷したり、刻印する。
An
容器本体1の底面1aに対する全ての作業が終了した段階で、容器本体1を天地返して容器本体1の開口部1bが上方となるように容器本体1をパレット30に再セットする。
At the stage when all the operations on the bottom surface 1a of the
インク供給口8と通口により通する凸部12に形成されている凹部13の幅よりも若干大きめの幅を有するフィルタとなる不錆鋼のメッシュ材や不織布等のフィルター材のテープを、長手方向に対して斜め方向に所定のサイズに切断してフィルター材17を形成し、これを凹部13を覆うようにセットし、セット後に容器本体1が若干軟化する程度に治具42により加熱、加圧して熱溶着する(図8(I))。不錆鋼のワイヤを織ってフィルター材17のテープが構成されている場合には、縦糸及び横糸となるワイヤの方向に対して非平行となるように切断することにより、ほつれを防止することができる。
A tape of filter material such as non-rust steel mesh material or non-woven fabric, which becomes a filter having a width slightly larger than the width of the
ほつれの発生を皆無とすると次のような効果がある。すなわち、フィルター材17を構成するワイヤがパッキン16の領域に浸入すると、カートリッジを記録ヘッドに装着する際に記録ヘッドのインク供給針とパッキン16との間にワイヤが挟まり込み、これに起因して記録ヘッドのインク供給針とカートリッジとの気密性の保持が低下して外部からの空気の浸入を許して記録ヘッドへのインクの供給に支障を来すという問題を生じるが、ほつれを無くするとこの問題を確実に回避することができる。
If no fraying occurs, the following effects are obtained. That is, when the wire constituting the
また、フィルタ−材17が固定される凸部12の形状、通常円形、もしくは楕円形に一致わせてフィルター材をプレスで打ち抜き加工する整形方法に比較して、上述のようにテープ材を斜めカットする整形方法を採ると、ワイヤのほつれ防止の他にテープ材の有効利用を図ることができる。
Also, the tape material is cut obliquely as described above, compared to the shaping method in which the filter material is punched out by press so as to match the shape of the
ついで、多孔質体5の圧入工程に移る。
図9(イ)(ロ)は、それぞれ多孔質材挿入装置、及び多孔質材挿入工程の一実施例を示すものであって、多孔質材挿入装置は、図9(イ)に示したように櫛歯状に形成されて、対向方向に移動可能な圧縮部材43、43と、これの間に位置して上下動可能な押圧部材44とから構成されている。
Next, the process proceeds to the press-fitting process of the
FIGS. 9 (a) and 9 (b) show examples of the porous material insertion device and the porous material insertion step, respectively, and the porous material insertion device is as shown in FIG. 9 (a). The
圧縮部材43、43を水平方向に移動させて多孔質材5を挟み(図9(ロ)I)、圧縮部材43、43の外端の幅がフォーム室6の内幅よりも小さくなるまで圧縮部材43、43を押圧部材44側に移動させて多孔質材5をその幅がフォーム室6の幅よりも小さくなるように圧縮する(図9(ロ)II)。
The
ついでフォーム室6に移動して2本の圧縮部材43、43の間の押圧部材44を容器本体1側に移動させて多孔質材5を上端からフォーム室6に押込む(図9(ロ)III)。ついで押圧部材44を若干さらに降下させてから、容器1を多孔質挿入装置から待避させる。
Subsequently, it moves to the
これにより、図8(II)に示したようにフォーム室6の容積よりも若干大きく成形された多孔質材5が圧縮された状態でフォーム室6にセットされる。
As a result, as shown in FIG. 8 (II), the
ついで容器本体1の開口部1bに蓋材11を位置決めし、所定の圧力で蓋部材11を容器本体1に押圧しながら開口部1bを含む平面内で治具45を介して蓋材11の平面を含む方向、または垂直な方向、さらには斜め方向の何れか、または組み合わせた方向に超音波振動を加えて、容器本体1の開口部1bと蓋材11の裏面とを摩擦溶融させて接着する(図8(III))。
Next, the lid member 11 is positioned in the opening 1b of the container
溶着後、容器本体1、及び蓋材11を構成する材料を軟化させるに足る温度に加熱した加熱棒46を接合部の周囲に当接させたり、また噴射ノズル47から熱風を噴射して接合時により生じたバリ等を除去する(図10)。
After welding, a
このようにして容器が完成した段階で、インク注入ステーションに移動する。
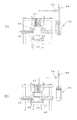
図11はインク注入装置の一実施例を示すものであって、図中符号50は、パレット30を保持する受台で、図示しない駆動機構により矢印Aで示すように上下動可能に構成されている。51は、基台で、貫通口を備え、下面をパレット30の周面の段差部34とにより、また上面を後述する蓋部材52とにより注入室53を形成し、また流路54により真空ポンプ55に接続されている。
When the container is completed in this way, it moves to the ink injection station.
FIG. 11 shows an embodiment of the ink injection device.
52は、前述の蓋部材で、注入室53に対向する領域に通口56が穿設され、ここに気密状態を保持しながら図中矢印Bで示したように上下動可能なピストン部材57が挿入されている。
52 is a lid member as described above, and a through
ピストン部材57は、注入室53にセットされた容器1のインク注入口9に対向する位置に注入針58と、容器1の大気連通口10に対向するように図示しない給気装置に連通する流路60を設けて構成されている。また注入針58は、流路59、チューブ61を介して分岐管62に接続されている。
The
63は、気液分離ユニットで、この実施例では中空糸束64を液流路とするように上端と下端をシリンダ65に液密に固定し、またシリンダ65を真空ポンプ66に接続して中空糸の外周に負圧を作用させるように構成され、シリンダ65の一端がチューブ67によりインクタンク68に接続され、また他端が止弁69を介して分岐管62に接続されている。
70は、計量管で、シリンダ71とピストン72とにより構成され、上死点側がチューブ73により分岐管62に接続されている。なお、図中符号74は止弁を、また75はインク圧送用のポンプをそれぞれ示す。
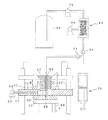
前述の工程により各部材の組み付けが終了した容器1を載せたパレット30がインク注入装置に到達して、注入室53の下方にセットされると(図12(I))、受台50が基台51の下面に密着するまで上昇する(図12(II))。
When the
ついでピストン56を容器1の蓋部材11との間に空間が確保できる程度まで降下させて、また気液分離ユニット63に連通する止弁68を閉弁状態に維持したまま止弁74を開弁して、真空ポンプ55を作動させて注入室53、チューブ61、73、及び計量管70を所定の圧力まで減圧する(図13(I))。
Next, the
所定の圧力まで減圧が進行した段階で、止弁74を閉弁し、また止弁68を開弁して所定量のインク7を計量管63に注入し(図13(II))、これに併行してピストン部材57を下死点まで降下させる。これによりピストン部材47の下端の各パッキン77、78が容器1のインク供給口10、及び大気連通口10に弾接し、また注入針58が容器1の底面近傍まで進入する。
When the pressure has been reduced to a predetermined pressure, the
この挿入過程においては、好ましくは注入針58がフィルタ17の直上に位置させると、フィルタ17、凹部13、通孔14、パッキン16に気泡を残留させることなくインクを確実に充填することができる。そして、インク注入針のインク噴出口を放射状に形成することにより、多孔質材5全体に均等にインクを吸収させることができる。
In this insertion process, preferably, when the
また計量管70に接近して気液分離ユニット63が接続されているため、計量管70には気液分離ユニット63で脱気された直後のインクが流入する。
Further, since the gas-
ついで、止弁69を閉弁して気液分離ユニット63と遮断した状態で、止弁74を開弁して計量管70のピストンを押圧して所定量のインクを排出すると、容器1には所定量のインクが注入される(図14))。
Next, when the
このとき、気液分離ユニット60により確実に脱気されたインクが多孔質体5に注入されるため、インクは、上述の減圧工程(図13(I))では排出しきれなかった多孔質体5の細孔内に吸着されている気体を容易に溶解させて多孔質材5内に気泡を発生させたりまた残留させること無く、多孔質体5に均一に吸収される。
At this time, since the ink reliably deaerated by the gas-
特に止弁74とインク注入針58を接続するチューブ61を、インク注入期間中、室温よりも温度が10乃至20°C程度上昇するように加熱すると、インクの粘度が低下して多孔質体5の細孔に確実に進入させることができる。
In particular, when the
これにより、インクの注入が終了した時点では、少なくとも多孔質材5には気体が存在しなくなるため、気泡を含むことがなく、印字品質を保証することができる。
As a result, since gas does not exist at least in the
インクの注入が終了した段階で、排気口60を大気に開放して多孔質材5の上部に残ったインクを大気圧との差圧により多孔質材5に完全に吸収させる。その後、受台50を降下させ、パレット40を次の工程に移動させてインク注入口9等に付着しているインクを真空吸引や布等で拭き取り、最後にインク注入口9に導管を当接させて微小な正圧を作用させて、蓋体11の裏に付着しているインクを多孔質体5側に拭き落とす。
When the ink injection is completed, the
容器1を大気連通口10が上方となるように傾けて減圧容器に収容して、少なくとも大気連通口10、インク注入口9、及び細溝23を覆う程度のサイズに切断された遮気性フィルム24を治具80により熱溶着により仮止する(図15)。この際、温度上昇により容器1内の圧力が上昇したとしても、大気連通口10が可及的に上方に位置するから、膨張した空気は、大気連通口10から速やかに排出されてインク注入口9からのインクの漏洩を防止することができる。
The
次いで溝19を覆う領域を加熱してフイルム24の一半を溶着し、また他半の要部を引き剥がし可能な程度に溶着して、細溝19とフィルム24によりキャピラリを形成する。フィルム24の他半を貼着する以前にインクカートリッジを脱気室に収容して再脱気する場合には、その減圧値を200mmHg程度に抑えると、パッキン16により生じたフィルタ17よりもインク供給口近傍に残留する、気泡の発生核の物理的成長を抑えつつカートリッジを再減圧することができ、またインク注入口からのインクの噴出を抑え、インクカートリッジに可及的に多くのインクを充填することができる。
Next, the region covering the groove 19 is heated to weld one half of the
このようにして完成したインクカートリッジ70は、図16に示したようように少なくともインク供給口8のシール16を破損しないように少なくともインク供給口8に緩衝材81を当接させ、かつ遮気フィルム24の舌片24aを折り畳んだ上、遮気性フィルムにより構成された襠83a付きの袋83に挿入する。
As shown in FIG. 16, the completed
そして開口部近傍の襠83aを内側に折り畳んで均等な厚みに成形した上で、減圧環境下で開口近傍を熱溶着して密封すると(図17(イ))、インク供給口8の近傍に設けられている肉盗み部22が袋83との間で減圧空間を形成する。一方、インク供給口8を封止するフィルム21をガス透過性が高く、かつ水分透過性が低い低密度ポリエチレンフィルム等により構成しておくと、インク供給口近傍のインクに溶存している空気だけがフィルム21を透過して肉盗み部22と袋83とで形成された減圧空間に排出される。これによりインク供給口近傍のインクの空気溶存度を可及的に低下させて記録ヘッドへの気泡の流入を防止することができる。
Then, the ridge 83a in the vicinity of the opening is folded inward to have a uniform thickness, and then the vicinity of the opening is thermally welded and sealed in a reduced pressure environment (FIG. 17 (a)), provided near the
また、インク供給口8を封止するフィルム21、及び蓋体11のインク注入口9、排気口10、及び溝23を封止するフィルム24を気体透過性が高く、水分透過性が低い低密度ポリエチレンフィルム等の遮気性フィルムにより構成することにより、カートリッジのインク全体の溶存空気量を可及的に低減して、記録ヘッドでの気泡の発生を確実に防止することができる。
望ましくは、再脱気後、72時間以内に袋83に封入するのが望ましい。
In addition, the
Desirably, it is desirable to enclose the
特に、記録ヘッドに初めてインクを充填する場合には、記録ヘッド内の気泡を確実にインクに溶解させて排除する必要上、カートリッジのインクをマイナス300mmHg程度の脱気度に維持しておくのが望まし。このようにインクに高い脱気度を維持させるためには容器の肉盗み部22の容積を大きくしたり、また袋83とカートリッジとの間に積極的にデッドスペースを形成する目的で、厚目の緩衝材81に凹部や通孔を設けたり、またスペーサを同封して封止するのが望ましい。
In particular, when the recording head is filled with ink for the first time, it is necessary to ensure that bubbles in the recording head are dissolved and eliminated in the ink, so that the ink in the cartridge is maintained at a degassing degree of about minus 300 mmHg. Desired. In order to maintain a high degree of deaeration in the ink in this way, the volume of the
最後にケース84に納めて商品に仕上げる(図17(ロ))。記録装置本体の付属品として同梱するインクカートリッジは、当該記録装置の記録ヘッドに最初に装着されるインクカートリッジであるから、前述した高い脱気度のインクを充填したものを選択し、また、サプライ用には脱気度が若干低いインクカートリッジを供給するのが望ましく、これら2種類のカートリッジを簡単に区別できるように、ケース84を記号や色で区別できるように構成しておく。
Finally, the product is put in a
なお、上述の実施例においてはインク室を備えたカートリッジに例を採って説明したが、図18に示したように容器1に多孔質材5を充填して、この多孔質材5にだけインクを収容するカートリッジ85の製造にも適用できることは明らかである。
In the above-described embodiment, the cartridge provided with the ink chamber has been described as an example. However, as shown in FIG. 18, the
また、は図19に示したように小型のカートリッジ86にあってインク注入口と大気開放口とを兼用する1つの開口87だけが形成されているが、このような場合には、図20に示したようにインク注入針58と、排気装置に連通する流路60とを同軸に配置することにより、カートリッジ85の1つの開口87をインク注入作業と排気作業とに同時に利用することができる。
Further, as shown in FIG. 19, in the
1 容器本体 5 多孔質体 6 フォーム室 7 インク室 8 インク供給口 9 インク注入口 10 大気連通口 11 蓋材 16 パッキン 16b リング状リブ 81 インクカートリッジ 83 袋
DESCRIPTION OF
Claims (2)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003346866A JP4167961B2 (en) | 2003-10-06 | 2003-10-06 | ink cartridge |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003346866A JP4167961B2 (en) | 2003-10-06 | 2003-10-06 | ink cartridge |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP9076582A Division JPH10250104A (en) | 1997-03-12 | 1997-03-12 | Ink cartridge for ink-jet type recording apparatus, and its manufacture |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004009743A JP2004009743A (en) | 2004-01-15 |
| JP4167961B2 true JP4167961B2 (en) | 2008-10-22 |
Family
ID=30439190
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003346866A Expired - Lifetime JP4167961B2 (en) | 2003-10-06 | 2003-10-06 | ink cartridge |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4167961B2 (en) |
-
2003
- 2003-10-06 JP JP2003346866A patent/JP4167961B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004009743A (en) | 2004-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7086723B2 (en) | Ink cartridge for ink-jet recorder and method of manufacturing same | |
| JPH10138507A (en) | Manufacture of ink cartridge for ink jet recording unit | |
| KR100497454B1 (en) | Liquid container, liquid supplying apparatus, and recording apparatus | |
| JP5804727B2 (en) | Method and apparatus for manufacturing liquid storage container | |
| JP2002321387A (en) | Storage form of ink jet head and method for liquid filling during storage of ink jet head | |
| JP4165278B2 (en) | Ink jet recording apparatus and ink cartridge | |
| JP4929798B2 (en) | Liquid container, method for manufacturing the same, and ink jet recording apparatus using the liquid container | |
| US6742879B2 (en) | Dual chamber ink-jet cartridge | |
| JP4167961B2 (en) | ink cartridge | |
| JP3596617B2 (en) | Method for manufacturing ink cartridge | |
| JP2003063031A (en) | Method for manufacturing ink cartridge | |
| JP3412150B2 (en) | ink cartridge | |
| JP2000158662A (en) | Manufacture for ink cartridge for ink-jet recording apparatus | |
| JP3666601B2 (en) | Ink refilling method | |
| JP2021151724A (en) | Liquid supply device, liquid storage tank, cartridge and liquid discharge device | |
| JP2001105618A (en) | Ink cartridge, production method thereof and ink jet recording apparatus | |
| JP3613346B2 (en) | Ink cartridge filling method | |
| JP2004314558A (en) | Method and device for filling liquid in liquid containing bag | |
| JP4213288B2 (en) | Ink tank and manufacturing apparatus thereof | |
| JP2004338146A (en) | Method and device for filling liquid of liquid containing bag | |
| JP4281372B2 (en) | ink cartridge | |
| JP2004122498A (en) | Process for producing convex sheet being employed in liquid container, liquid container and its manufacturing process | |
| JP2004050698A (en) | Ink cartridge and its manufacturing method | |
| JPH10329329A (en) | Ink cartridge for ink jet recorder | |
| JPH0958005A (en) | Ink cartridge and manufacture thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20031224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040324 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20040707 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040902 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20041025 |
|
| A912 | Removal of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20041217 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20071221 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20071227 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080804 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110808 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120808 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130808 Year of fee payment: 5 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| EXPY | Cancellation because of completion of term |