JP4158871B2 - Method and apparatus for manufacturing metal decorative body - Google Patents
Method and apparatus for manufacturing metal decorative body Download PDFInfo
- Publication number
- JP4158871B2 JP4158871B2 JP15787399A JP15787399A JP4158871B2 JP 4158871 B2 JP4158871 B2 JP 4158871B2 JP 15787399 A JP15787399 A JP 15787399A JP 15787399 A JP15787399 A JP 15787399A JP 4158871 B2 JP4158871 B2 JP 4158871B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- pattern
- ink receiving
- receiving layer
- thermoplastic resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Landscapes
- Laminated Bodies (AREA)
Description
【0001】
【発明の属する技術分野】
この発明は、例えばエレベータの乗場の戸、かごの戸及びかご室壁等に使用され、金属製の基材上に着色模様が形成されている金属装飾体の製造方法及びその方法に使用される製造装置に関するものである。
【0002】
【従来の技術】
従来、例えばエレベータの乗場の戸、かごの戸及びかご室壁等の金属装飾パネルを製造する場合、着色模様が印刷された模様シートを、表面に下地塗装が施された金属製の基材上に接着剤を介して貼り付ける方法があった。また、この方法では、透明なポリエステルフィルム上にインク受容層を形成し、このインク受容層に顔料インクによる着色模様を印刷することにより、模様シートが製作される。
【0003】
【発明が解決しようとする課題】
上記のような従来の金属装飾パネルの製造方法においては、模様シートと塗装層とを接着剤により接着しているが、単に接着するだけでは十分な接着力が得られず、また全体に均等に接着するのが難しく、模様シートと塗装層とをより強固かつ均等に接着する必要があった。
【0004】
この発明は、上記のような課題を解決するためになされたものであり、模様シートを塗装層上に強固かつ均等に結合することができる金属装飾体の製造方法及びその方法に使用される製造装置を得ることを目的とする。
【0005】
【課題を解決するための手段】
請求項1の発明に係る金属装飾体の製造方法は、金属製の基材上に樹脂塗料により塗装層を形成する工程、熱可塑性樹脂シートと、この熱可塑性樹脂シート上に接着剤層を介して接着され、着色材による着色模様が形成されているインク受容層とを有している模様シートを製作する工程、熱可塑性樹脂シートが塗装層に接合されるように、模様シートを基材に重ねる工程、模様シートが重ねられた基材を、排気通路を有する真空排気台上に載置するとともに、通気性を有するシート状の弾性体を介して模様シート上にシート状のカバーを被せる工程、排気通路を介して真空排気台とカバーとの間を排気することにより、弾性体及びカバーを介して模様シートを基材に押し付け、熱可塑性樹脂シートを塗装層に密着させる工程、及び模様シートを加熱することにより熱可塑性樹脂シートを塗装層に溶着させる工程を含むものである。
【0006】
請求項2の発明に係る金属装飾体の製造方法は、模様シートを製作する工程で、インク受容層の表面に多数の微小な凹凸を設けるものである。
【0007】
請求項3の発明に係る金属装飾体の製造方法は、多数の微小な凹凸を有するセパレータの表面にインク受容層を塗布し、この後セパレータを剥離することによりインク受容層の表面に多数の微小な凹凸を形成するものである。
【0008】
請求項4の発明に係る金属装飾体の製造方法は、長繊維からなる長繊維シートを弾性体と模様シートとの間に介在させるものである。
【0009】
請求項5の発明に係る金属装飾体の製造方法は、多数の微小な凹凸を有するセパレータの表面にインク受容層を塗布する工程、インク受容層上に接着剤層を介して熱可塑性樹脂シートを接着する工程、セパレータを剥離することによりインク受容層の表面に多数の微小な凹凸を形成するとともに、露出されたインク受容層の表面に着色模様を印刷して模様シートとする工程、金属製の基材上に樹脂塗料により塗装層を形成する工程、熱可塑性樹脂シートが塗装層に接合されるように、模様シートを基材に重ねる工程、及び模様シートを加熱することにより熱可塑性樹脂シートを塗装層に溶着させる工程を含むものである。
【0010】
請求項6の発明に係る金属装飾体の製造装置は、着色材による着色模様が形成されている模様シートをパネル状で金属製の基材に圧着させるものであって、基材に模様シートが重ねられてなるパネル体が載置される平面部と、この平面部に設けられている凹部と、この凹部内を排気するための排気通路とを有する真空排気台、平面部に載置されるパネル体及び凹部を囲むように平面部に設けられているパッキン、平面部に載置されたパネル体に被せられる通気性を有するシート状の弾性体、この弾性体に被せられるとともに、全周に渡ってパッキンに接し、平面部との間の気密を保つシート状のカバー、及びパッキンとの間にカバーを挟持する押さえ枠を備えたものである。
【0011】
請求項7の発明に係る金属装飾体の製造装置は、弾性体とパネル体との間に介在される長繊維からなる長繊維シートを備えたものである。
【0012】
【発明の実施の形態】
以下、この発明の実施の形態を図について説明する。
実施の形態1.
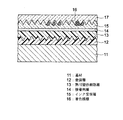
図1はこの発明の実施の形態1による製造方法により製造された金属装飾体の断面図であり、ここではエレベータ用の装飾パネルの例を示している。図において、パネル形状に折曲加工された基材11の表面には、塗装層12が形成されている。基材11は、例えば鉄又はアルミニウム合金等の金属からなっている。また、塗装層12は、例えばメラミン、アクリル、ウレタン又はエポキシ樹脂塗料からなっている。また、塗装層12の表面には、多数の微小な凹凸が形成され粗面化されている。
【0013】
塗装層12上には、熱可塑性樹脂層13が形成されている。熱可塑性樹脂層13上には、接着剤層14を介して透明なインク受容層15が接着されている。このインク受容層15は、例えば水分散性樹脂、ポリエステル系樹脂又はポリウレタン系樹脂等により構成されている。インク受容層15には、着色材としての顔料インクによる着色模様16が形成されている。インク受容層15上には、透明な保護膜層17が形成されている。
【0014】
次に、図2は図1の金属装飾体を製造するために使用される模様シート18の要部断面図である。図において、熱可塑性樹脂シート13A上には、接着剤層14を介してインク受容層15が接着されている。インク受容層15には、着色模様16が印刷されている。
【0015】
次に、図2の模様シート18の製造方法について説明する。まず、図3に示すように、セパレータとしてのポリエステルフィルム19の表面にインク受容層15の材料となる樹脂が塗布される。この樹脂を乾燥させることにより、インク受容層15が形成される。また、ここで使用されるポリエステルフィルム19の表面は、図4に示すように、微小な凹凸が一面に形成されている状態、いわゆるマット(mat)な状態になっている。
【0016】
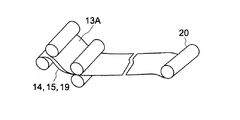
この後、図5に示すように、インク受容層15上に接着剤層14が塗布され、さらにその上に、図6に示すように、熱可塑性樹脂シート13Aが接着される。熱可塑性樹脂シート13Aの接着後、乾燥工程を経てシート積層体20が巻き取られる。
【0017】
この後、図7に示すように、巻き取られたシート積層体20からポリエステルフィルム19が剥離されるとともに、露出された硬化前のインク受容層15上に着色模様16が印刷され、図2に示した模様シート18が製造される。このとき、着色模様16の印刷は、コンピュータ21に接続されたインクジェットプリンタ22により行われる。また、ポリエステルフィルム19の剥離により露出されたインク受容層15の表面には、図8に示すように、ポリエステルフィルム19のマットな表面状態が写し取られている。
【0018】
次に、模様シート18を用いた金属装飾体の製造方法について説明する。まず、基材11上に塗装層12が形成される。次に、塑性変形による微小な凹凸を形成することにより塗装層12の表面が粗面化される。この粗面化工程は、ショットブラストノズル(図示せず)から塗装層12上に多数の透明ガラスビーズ(図示せず)を吹き付ける方法、即ちショットブラスト加工により行われる。
【0019】
また、塗装層12の粗面化工程は、外周面に微小な凹凸が形成されたローレット(図示せず)を塗装層12に押し当てながら転動させるローレット加工によって行ってもよい。
【0020】
塗装層12の表面が所定の面粗度に塑性変形された後、塗装層12上の所定の位置に模様シート18が重ねられる。このとき、模様シート18の熱可塑性樹脂シート13Aが塗装層12に接合される。そして、熱可塑性樹脂シート13Aと塗装層12との間が真空圧着され、さらに熱可塑性樹脂シート13Aが加熱溶融される。
【0021】
溶融された熱可塑性樹脂シート13Aは、再び常温に戻されることにより硬化して熱可塑性樹脂層13となり、アンカー効果で塗装層12に溶着される。これにより、着色模様16が形成されたインク受容層15も、接着剤層14及び熱可塑性樹脂層13を介して塗装層12の表面に強固に固着される。また、インク受容層15は加熱硬化され、これにより着色模様が定着される。
【0022】
次に、熱硬化性のクリヤ塗料がインク受容層15上に塗布され、加熱硬化されることにより、保護膜層17が形成される。この保護膜層17のクリヤ塗料は、その加熱硬化温度が熱可塑性樹脂層13の溶融温度よりも低くなるように選択されている。最後に、保護膜層17の表面が研磨されて平面度が高められ、図1に示した断面を有する金属装飾体が完成される。
【0023】
次に、模様シート18を基材11に真空圧着する工程について具体的に説明する。まず、図9は図1の金属装飾体を製造するために使用される真空排気台を示す斜視図である。図において、平板状の真空排気台31は、基材11が載置される平面部31a、この平面部31aに設けられている複数の凹部31b、これらの凹部31b内を排気するための複数の排気通路31cとを有している。平面部31aの周縁部には、平面部31aの気密を保つためのパッキン32が全周に渡って連続して設けられている。
【0024】
図10は図9の真空排気台31を有する金属装飾体の製造装置、即ち真空圧着装置の要部を示す分解斜視図である。真空排気台31の側面部には、排気通路31cを排気ポンプ(図示せず)に接続するための複数本の排気パイプ33が接続されている。平面部31a上には、基材11に模様シート18を重ねてなるパネル体34が載置される。このパネル体34においては、所定の面粗度に塑性変形された塗装層12に、模様シート18の熱可塑性樹脂シート13Aが接合されている。
【0025】
パネル体34上には、通気性を有するシート状の弾性体35が被せられる。この弾性体35の材料としては、例えばシリコンゴムスポンジ、テフロンスポンジ、ポリアミドスポンジ、シリコン繊維シート、テフロン繊維シート、ポリアミド繊維シート、硝子繊維シート、硝子繊維綿、ステンレススチールウール、チタンウール、又はアルミウールなど、樹脂、硝子、金属等の耐熱性と柔軟性とを備えたものが使用される。
【0026】
弾性体35上には、全周に渡ってパッキン32に接し平面部31aとの間を気密に保つシート状のカバー36が被せられる。このカバー36としては、例えばゴムシート、ポリエチレンシート、又はシリコンシートなどが使用される。カバー36の周縁部は、押さえ枠37とパッキン32との間に挟持される。押さえ枠37の材料としては、例えば金属、FRP、ポリアミド樹脂、又はセメントなど、十分な剛性、耐熱性を有するものが使用される。
【0027】
図11は図10の真空圧着装置の組立状態を示す斜視図である。真空排気台31及び押さえ枠37の組立体の側部には、押さえ枠37をパッキン32に押し付ける複数の押さえ金38が装着される。各押さえ金38には、ばね等の加圧調整機構39が設けられている。
【0028】
なお、例えば図12に示すように、押さえ枠37の一辺と真空排気台31の一辺とをヒンジ機構により接続してもよく、真空排気台31に対する押さえ枠37の位置合わせが容易となり、作業性が向上する。また、押さえ枠37と真空排気台31とをパンタグラフ機構(図示せず)等により接続してもよい。
【0029】
次に、図13は図10の真空圧着装置の組立状態を示す断面図であり、この状態ではまだ真空引きは開始されていない。この状態から、排気ポンプが駆動され、排気通路31cを通して凹部31b内が真空引きされる。これにより、カバー36と真空排気台31との間の空気が排出され、図14に示すように、カバー36が大気圧でパネル体34に押し付けられ、弾性体35が圧縮される。また、模様シート18と塗装層12との間も脱気され、密着性が向上する。
【0030】
この後、真空引きしたままの状態で真空圧着装置が乾燥炉(図示せず)に入れられ、パネル体34が真空圧着装置とともに加熱される。このような加熱により、カバー36の柔軟性は増し、より微細な部分までカバー36が大気圧でパネル体34に押し付けられる。これにより、模様シート18は、弾性体35を介して基材11の表面に均等な圧力で押し付けられる。従って、模様シート18が十分かつ均等な強度で基材11上に圧着される。
【0031】
このような金属装飾体の製造方法によれば、真空排気台31上にパネル体34を載置し、その上から弾性体35及びカバー36を被せてカバー36内を真空排気するようにしたので、模様シート18を基材11に均等に圧着することができ、作業性及び品質を向上させることができる。
【0032】
また、模様シート18の表面に位置するインク受容層15の表面がマットな状態であるため、摩擦係数が高く、弾性体35及びカバー36の横滑りが防止され、真空引きによる加圧力が模様シート18に良好に伝えられ、模様シート18の伸びや皺の発生を抑えて、模様シート18を基材11に均等に押し付けることができる。
【0033】
さらに、インク受容層15の表面をマットにしたので、インク受容層15の表面積が大きくなり、顔料などの着色成分を除いた水分などの溶剤が、従来よりも数倍早く吸収、分散、乾燥される。これにより、記録密度を高くすることができ、繊細でメリハリのある美しい画像を提供することができる。
【0034】
さらにまた、ポリエステルフィルム19のマットな表面状態をインク受容層15に写し取るようにしたので、インク受容層15の表面をマットな状態にするのが容易である。
【0035】
実施の形態2.
次に、図15はこの発明の実施の形態2による金属装飾体の製造方法を示す断面図である。この例では、基材11上に模様シート18を真空圧着する際、弾性体35と模様シート18のインク受容層15との間に通気性のある長繊維シート41が介在される。この長繊維シート41は、長繊維により構成されたシートである。他の製造方法は、実施の形態1と同様である。
【0036】
このような長繊維シート41を介在させることにより、真空圧着時に弾性体35がインク受容層15に付着するのが防止される。また、このような付着を防止する場合、一般的にはインク受容層15上に剥離効果のある薬剤を塗布する方法が用いられるが、インク受容層15上には後工程で保護膜層17が塗布されるため、剥離効果のある薬剤を塗布する方法では、保護膜層17の密着性に悪影響が出る。これに対して、長繊維シート41を用いる方法によれば、保護膜層17の密着性への影響もない。
【0037】
なお、実施の形態2では長繊維シート41を弾性体35とは別に設けたが、弾性体35を長繊維により構成してもよい。また、弾性体35の一方の面に長繊維シート41が接合され一体化されたシートを用いてもよい。
さらに、実施の形態1,2ではパネル状の金属装飾体を示したが、金属装飾体の形状はこれに限定されるものではない。
【0038】
【発明の効果】
以上説明したように、請求項1の発明の金属装飾体の製造方法は、模様シートが重ねられた基材を、排気通路を有する真空排気台上に載置するとともに、通気性を有するシート状の弾性体を介して模様シート上にシート状のカバーを被せ、この後、排気通路を介して真空排気台とカバーとの間を排気するようにしたので、模様シートを基材に強固かつ均等に圧着し溶着することができ、作業性及び品質を向上させることができる。
【0039】
請求項2の発明の金属装飾体の製造方法は、模様シートを製作する工程で、インク受容層の表面に多数の微小な凹凸を設けるようにしたので、インク受容層の摩擦係数が高くなり、弾性体及びカバーの横滑りが防止され、真空引きによる加圧力が模様シートに良好に伝えられ、模様シートの伸びや皺の発生を抑えて、模様シートを基材に均等に押し付けることができる。また、インク受容層の表面積が大きくなり、顔料などの着色成分を除いた水分などの溶剤が、従来よりも数倍早く吸収、分散、乾燥される。これにより、記録密度を高くすることができ、繊細でメリハリのある美しい画像を提供することができる。
【0040】
請求項3の発明の金属装飾体の製造方法は、多数の微小な凹凸を有するセパレータの表面にインク受容層を塗布し、この後セパレータを剥離することによりインク受容層の表面に多数の微小な凹凸を形成するようにしたので、インク受容層の表面に微小な凹凸を形成するのが容易である。
【0041】
請求項4の発明の金属装飾体の製造方法は、長繊維からなる長繊維シートを弾性体と模様シートとの間に介在させるようにしたので、真空圧着時に弾性体がインク受容層に付着するのが防止される。
【0042】
請求項5の発明の金属装飾体の製造方法は、多数の微小な凹凸を有するセパレータの表面にインク受容層を塗布し、この後セパレータを剥離することによりインク受容層の表面に多数の微小な凹凸を形成するようにしたので、インク受容層の表面積が大きくなり、顔料などの着色成分を除いた水分などの溶剤が、従来よりも数倍早く吸収、分散、乾燥される。これにより、記録密度を高くすることができ、繊細でメリハリのある美しい画像を提供することができる。
【0043】
請求項6の発明の金属装飾体の製造装置は、パネル体が載置される平面部と、この平面部に設けられている凹部と、この凹部内を排気するための排気通路とを有する真空排気台、凹部を囲むように平面部に設けられているパッキン、平面部に載置されたパネル体に被せられる通気性を有するシート状の弾性体、この弾性体に被せられるとともに、全周に渡ってパッキンに接し、平面部との間の気密を保つシート状のカバー、及びパッキンとの間にカバーを挟持する押さえ枠を備えているので、簡単な構成により模様シートを均等に基材に押し付け圧着することができる。
【0044】
請求項7の発明の金属装飾体の製造装置は、長繊維からなる長繊維シートを弾性体とパネル体との間に介在させるようにしたので、真空圧着時に弾性体がインク受容層に付着するのが防止される。
【図面の簡単な説明】
【図1】 この発明の実施の形態1による製造方法により製造された金属装飾体の断面図である。
【図2】 図1の金属装飾体を製造するために使用される模様シートの要部断面図である。
【図3】 図2の模様シートの製造途中の状態を示す斜視図である。
【図4】 図3のポリエステルフィルム及びインク受容層の断面図である。
【図5】 図3のインク受容層上に接着剤層を塗布する工程を示す斜視図である。
【図6】 図5の接着剤層上に熱可塑性樹脂シートを接着する工程を示す斜視図である。
【図7】 図6の工程の後にインク受容層に着色模様を印刷する工程を示す斜視図である。
【図8】 図7のシート積層体からポリエステルフィルムを剥離する様子を拡大して示す断面図である。
【図9】 図1の金属装飾体を製造するために使用される真空排気台を示す斜視図である。
【図10】 図9の真空排気台を有する真空圧着装置の要部を示す分解斜視図である。
【図11】 図10の真空圧着装置の組立状態を示す斜視図である。
【図12】 図10の真空圧着装置の組立状態の他の例を示す斜視図である。
【図13】 図10の真空圧着装置の組立状態を示す断面図である。
【図14】 図13の真空圧着装置を真空引きした状態を示す断面図である。
【図15】 この発明の実施の形態2による金属装飾体の製造方法を示す断面図である。
【符号の説明】
11 基材、12 塗装層、13 熱可塑性樹脂層、13A 熱可塑性樹脂シート、14 接着剤層、15 インク受容層、16 着色模様、18 模様シート、19 ポリエステルフィルム(セパレータ)、31 真空排気台、31a 平面部、31b 凹部、31c 排気通路、32 パッキン、35 弾性体、36 カバー、37 押さえ枠。[0001]
BACKGROUND OF THE INVENTION
The present invention is used for, for example, a method of manufacturing a metal decorative body in which a colored pattern is formed on a metal base material and used for an elevator landing door, a car door, a car room wall, and the like. The present invention relates to a manufacturing apparatus.
[0002]
[Prior art]
Conventionally, when manufacturing metal decorative panels such as elevator landing doors, car doors, and car room walls, for example, a colored sheet printed pattern sheet on a metal substrate with a base coating on the surface There was a method of sticking through an adhesive. In this method, an ink receiving layer is formed on a transparent polyester film, and a colored sheet is printed on the ink receiving layer to produce a pattern sheet.
[0003]
[Problems to be solved by the invention]
In the conventional method of manufacturing a decorative metal panels as described above, even a pattern sheet and paint layer although more adhered to the adhesive, no sufficient adhesive force can be obtained merely adhere, also in the entire is to bond difficult, it is necessary to bond the the pattern sheet coating layer more firmly and evenly to.
[0004]
The present invention has been made in order to solve the above-described problems, and a manufacturing method of a metal decorative body capable of firmly and evenly bonding a pattern sheet on a coating layer and manufacturing used in the method. The object is to obtain a device.
[0005]
[Means for Solving the Problems]
The method for producing a metal decorative body according to the invention of claim 1 includes a step of forming a coating layer by a resin paint on a metal substrate, a thermoplastic resin sheet, and an adhesive layer on the thermoplastic resin sheet. The pattern sheet is used as a base material so that the thermoplastic resin sheet is joined to the coating layer. The step of stacking, the step of placing the base material on which the pattern sheet is stacked on the vacuum evacuation table having the exhaust passage and covering the pattern sheet with the sheet-like cover through the sheet-like elastic body having air permeability The process of pressing the pattern sheet against the substrate through the elastic body and the cover by exhausting the space between the vacuum evacuation table and the cover through the exhaust passage, and closely contacting the thermoplastic resin sheet to the coating layer, and the pattern sheet It is intended to include the step of welding the thermoplastic resin sheet coated layer by heating.
[0006]
According to the second aspect of the present invention, there is provided a method for producing a metal decorative body in which a large number of minute irregularities are provided on the surface of an ink receiving layer in the process of producing a pattern sheet.
[0007]
According to a third aspect of the present invention, there is provided a method for producing a metal decorative body comprising: applying an ink receiving layer to a surface of a separator having a large number of minute irregularities; Forming unevenness.
[0008]
According to a fourth aspect of the present invention, there is provided a method for producing a metal decorative body comprising a long fiber sheet made of long fibers interposed between an elastic body and a pattern sheet .
[0009]
According to a fifth aspect of the present invention, there is provided a method for producing a metal decorative body comprising: applying an ink receiving layer to a surface of a separator having a large number of minute irregularities; and placing a thermoplastic resin sheet on the ink receiving layer via an adhesive layer. A process of bonding, a process of forming a large number of minute irregularities on the surface of the ink receiving layer by peeling the separator, and printing a colored pattern on the surface of the exposed ink receiving layer to form a pattern sheet, A step of forming a coating layer by a resin paint on a base material, a step of stacking a pattern sheet on a base material so that the thermoplastic resin sheet is bonded to the coating layer, and a thermoplastic resin sheet by heating the pattern sheet The process includes welding to the coating layer.
[0010]
The apparatus for manufacturing a metal decorative body according to the invention of claim 6 is for pressing a pattern sheet on which a colored pattern by a coloring material is formed to a metal substrate in a panel shape, and the pattern sheet is on the substrate. A vacuum evacuation table having a flat surface portion on which the stacked panel body is placed, a concave portion provided in the flat surface portion, and an exhaust passage for exhausting the inside of the concave portion, is placed on the flat surface portion. Packing provided on the flat portion so as to surround the panel body and the concave portion, a sheet-like elastic body having air permeability to be put on the panel body placed on the flat portion, and covering the elastic body all around A sheet-like cover that is in contact with the packing and maintains airtightness with the flat surface portion, and a pressing frame that sandwiches the cover between the packing and the packing are provided.
[0011]
The apparatus for manufacturing a metal decorative body according to the invention of claim 7 includes a long fiber sheet made of long fibers interposed between the elastic body and the panel body.
[0012]
DETAILED DESCRIPTION OF THE INVENTION
Embodiments of the present invention will be described below with reference to the drawings.
Embodiment 1 FIG.
FIG. 1 is a cross-sectional view of a metal decorative body manufactured by a manufacturing method according to Embodiment 1 of the present invention. Here, an example of a decorative panel for an elevator is shown. In the figure, a
[0013]
A
[0014]
Next, FIG. 2 is a cross-sectional view of an essential part of the
[0015]
Next, the manufacturing method of the
[0016]
Thereafter, as shown in FIG. 5, an
[0017]
Thereafter, as shown in FIG. 7, the
[0018]
Next, a method for manufacturing a metal decorative body using the
[0019]
Further, the roughening step of the
[0020]
After the surface of the
[0021]
The molten
[0022]
Next, a
[0023]
Next, the process of vacuum-bonding the
[0024]
FIG. 10 is an exploded perspective view showing a main part of a metal decorative body manufacturing apparatus having the vacuum exhaust table 31 of FIG. 9, that is, a vacuum pressure bonding apparatus. A plurality of
[0025]
The
[0026]
On the
[0027]
FIG. 11 is a perspective view showing an assembled state of the vacuum pressure bonding apparatus of FIG. A plurality of
[0028]
For example, as shown in FIG. 12, one side of the
[0029]
Next, FIG. 13 is a cross-sectional view showing an assembled state of the vacuum pressure bonding apparatus of FIG. 10, and evacuation has not yet started in this state. From this state, the exhaust pump is driven to evacuate the
[0030]
Thereafter, the vacuum pressure bonding apparatus is placed in a drying furnace (not shown) while being evacuated, and the
[0031]
According to such a method of manufacturing a metal decorative body, the
[0032]
In addition, since the surface of the
[0033]
Further, since the surface of the
[0034]
Furthermore, since the matte surface state of the
[0035]
Embodiment 2. FIG.
Next, FIG. 15 is a sectional view showing a method for manufacturing a metal decorative body according to Embodiment 2 of the present invention. In this example, when the
[0036]
By interposing such a
[0037]
Although the
Furthermore, although the panel-shaped metal decoration body was shown in Embodiment 1, 2, the shape of a metal decoration body is not limited to this.
[0038]
【The invention's effect】
As described above, in the method for manufacturing a metal decorative body according to the first aspect of the present invention, the base material on which the pattern sheets are stacked is placed on a vacuum evacuation table having an exhaust passage and is air permeable. Since the sheet-like cover is placed on the pattern sheet via the elastic body, and then the space between the vacuum exhaust stand and the cover is exhausted via the exhaust passage, the pattern sheet is firmly and evenly applied to the base material. Can be pressure-bonded and welded to each other, and workability and quality can be improved.
[0039]
In the manufacturing method of the metal decorative body of the invention of claim 2, since the surface of the ink receiving layer is provided with a large number of minute irregularities in the process of producing the pattern sheet, the friction coefficient of the ink receiving layer becomes high, The elastic body and the cover are prevented from slipping, the pressure applied by evacuation is transmitted well to the pattern sheet, and the pattern sheet can be pressed against the substrate evenly while suppressing the elongation and wrinkle of the pattern sheet. In addition, the surface area of the ink receiving layer is increased, and a solvent such as moisture excluding coloring components such as pigments is absorbed, dispersed, and dried several times faster than before. As a result, the recording density can be increased, and a beautiful image with a fineness and sharpness can be provided.
[0040]
According to a third aspect of the present invention, there is provided a method for producing a metal decorative body comprising: applying an ink receiving layer to a surface of a separator having a large number of minute irregularities; Since irregularities are formed, it is easy to form minute irregularities on the surface of the ink receiving layer.
[0041]
In the method for producing a metal decorative body according to the fourth aspect of the invention, since the long fiber sheet made of long fibers is interposed between the elastic body and the pattern sheet , the elastic body adheres to the ink receiving layer at the time of vacuum pressure bonding. Is prevented.
[0042]
According to a fifth aspect of the present invention, there is provided a method for producing a metal decorative body, in which an ink receiving layer is applied to the surface of a separator having a large number of minute irregularities, and then the separator is peeled off to thereby form a large number of minute objects on the surface of the ink receiving layer. Since the unevenness is formed, the surface area of the ink receiving layer is increased, and the solvent such as moisture excluding coloring components such as pigments is absorbed, dispersed and dried several times faster than before. As a result, the recording density can be increased, and a beautiful image with a fineness and sharpness can be provided.
[0043]
An apparatus for manufacturing a metal decorative body according to a sixth aspect of the present invention is a vacuum having a flat part on which a panel body is placed, a concave part provided in the flat part, and an exhaust passage for exhausting the inside of the concave part Exhaust stand, packing provided on the flat part so as to surround the concave part, a sheet-like elastic body having air permeability to be put on the panel body placed on the flat part, and covering the elastic body, Since it has a sheet-like cover that contacts the packing and keeps airtightness between the flat part and a holding frame that clamps the cover between the packing, the pattern sheet can be evenly applied to the base material with a simple configuration. It can be pressed.
[0044]
In the metal decoration body manufacturing apparatus according to the seventh aspect of the present invention, the long fiber sheet made of long fibers is interposed between the elastic body and the panel body, so that the elastic body adheres to the ink receiving layer during vacuum pressure bonding. Is prevented.
[Brief description of the drawings]
FIG. 1 is a cross-sectional view of a metal decorative body manufactured by a manufacturing method according to Embodiment 1 of the present invention.
2 is a cross-sectional view of an essential part of a pattern sheet used for manufacturing the metal decorative body of FIG. 1;
3 is a perspective view showing a state in the middle of manufacturing the pattern sheet of FIG. 2. FIG.
4 is a cross-sectional view of the polyester film and ink receiving layer of FIG. 3;
5 is a perspective view showing a step of applying an adhesive layer on the ink receiving layer of FIG. 3. FIG.
6 is a perspective view showing a process of bonding a thermoplastic resin sheet on the adhesive layer of FIG. 5. FIG.
7 is a perspective view showing a step of printing a colored pattern on the ink receiving layer after the step of FIG. 6. FIG.
8 is an enlarged cross-sectional view showing a state where a polyester film is peeled from the sheet laminate of FIG.
9 is a perspective view showing an evacuation table used for manufacturing the metal decorative body of FIG. 1; FIG.
10 is an exploded perspective view showing a main part of a vacuum pressure bonding apparatus having the vacuum evacuation table of FIG. 9;
11 is a perspective view showing an assembled state of the vacuum pressure bonding apparatus of FIG.
12 is a perspective view showing another example of the assembled state of the vacuum pressure bonding apparatus of FIG.
13 is a cross-sectional view showing an assembled state of the vacuum pressure bonding apparatus of FIG.
14 is a cross-sectional view showing a state where the vacuum pressure bonding apparatus of FIG. 13 is evacuated. FIG.
FIG. 15 is a cross-sectional view showing a method for manufacturing a metal ornament according to Embodiment 2 of the present invention.
[Explanation of symbols]
DESCRIPTION OF
Claims (7)
熱可塑性樹脂シートと、この熱可塑性樹脂シート上に接着剤層を介して接着され、着色材による着色模様が形成されているインク受容層とを有している模様シートを製作する工程、
上記熱可塑性樹脂シートが上記塗装層に接合されるように、上記模様シートを上記基材に重ねる工程、
上記模様シートが重ねられた基材を、排気通路を有する真空排気台上に載置するとともに、通気性を有するシート状の弾性体を介して上記模様シート上にシート状のカバーを被せる工程、
上記排気通路を介して上記真空排気台と上記カバーとの間を排気することにより、上記弾性体及び上記カバーを介して上記模様シートを上記基材に押し付け、上記熱可塑性樹脂シートを上記塗装層に密着させる工程、及び
上記模様シートを加熱することにより上記熱可塑性樹脂シートを上記塗装層に溶着させる工程
を含むことを特徴とする金属装飾体の製造方法。Forming a paint layer with a resin paint on a metal substrate;
A step of producing a pattern sheet having a thermoplastic resin sheet and an ink receiving layer formed on the thermoplastic resin sheet through an adhesive layer and having a colored pattern formed by a coloring material;
A step of stacking the pattern sheet on the substrate so that the thermoplastic resin sheet is bonded to the coating layer;
Placing the base material on which the pattern sheet is stacked on a vacuum evacuation table having an exhaust passage, and covering a sheet-like cover on the pattern sheet via an air-permeable sheet-like elastic body;
The pattern sheet is pressed against the base material via the elastic body and the cover by exhausting between the vacuum exhaust stand and the cover via the exhaust passage, and the thermoplastic resin sheet is applied to the coating layer. And a step of welding the thermoplastic resin sheet to the coating layer by heating the pattern sheet.
上記インク受容層上に接着剤層を介して熱可塑性樹脂シートを接着する工程、
上記セパレータを剥離することにより上記インク受容層の表面に多数の微小な凹凸を形成するとともに、露出された上記インク受容層の表面に着色模様を印刷して模様シートとする工程、
金属製の基材上に樹脂塗料により塗装層を形成する工程、
上記熱可塑性樹脂シートが上記塗装層に接合されるように、上記模様シートを上記基材に重ねる工程、及び
上記模様シートを加熱することにより上記熱可塑性樹脂シートを上記塗装層に溶着させる工程
を含むことを特徴とする金属装飾体の製造方法。Applying an ink receiving layer to the surface of a separator having a large number of minute irregularities;
Adhering a thermoplastic resin sheet on the ink receiving layer via an adhesive layer;
Forming a large number of minute irregularities on the surface of the ink receiving layer by peeling the separator, and printing a colored pattern on the exposed surface of the ink receiving layer to form a pattern sheet;
Forming a paint layer with a resin paint on a metal substrate;
A step of stacking the pattern sheet on the substrate so that the thermoplastic resin sheet is bonded to the coating layer, and a step of welding the thermoplastic resin sheet to the coating layer by heating the pattern sheet. A method for producing a metal decorative body, comprising:
上記基材に上記模様シートが重ねられてなるパネル体が載置される平面部と、この平面部に設けられている凹部と、この凹部内を排気するための排気通路とを有する真空排気台、
上記平面部に載置される上記パネル体及び上記凹部を囲むように上記平面部に設けられているパッキン、
上記平面部に載置された上記パネル体に被せられる通気性を有するシート状の弾性体、
この弾性体に被せられるとともに、全周に渡って上記パッキンに接し、上記平面部との間の気密を保つシート状のカバー、及び
上記パッキンとの間に上記カバーを挟持する押さえ枠
を備えていることを特徴とする金属装飾体の製造装置。A metal decorative body manufacturing apparatus for pressing a pattern sheet on which a colored pattern by a coloring material is formed to a metal substrate in a panel shape,
A vacuum evacuation table having a flat part on which a panel body in which the pattern sheet is superimposed on the base material is placed, a concave part provided in the flat part, and an exhaust passage for exhausting the inside of the concave part ,
A packing provided on the planar portion so as to surround the panel body and the concave portion placed on the planar portion,
A sheet-like elastic body having air permeability that covers the panel body placed on the plane portion;
A sheet-like cover that covers the elastic body and is in contact with the packing over the entire circumference and maintains airtightness with the flat surface portion, and a pressing frame that sandwiches the cover with the packing. An apparatus for producing a metal decorative body, comprising:
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP15787399A JP4158871B2 (en) | 1999-06-04 | 1999-06-04 | Method and apparatus for manufacturing metal decorative body |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP15787399A JP4158871B2 (en) | 1999-06-04 | 1999-06-04 | Method and apparatus for manufacturing metal decorative body |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000343645A JP2000343645A (en) | 2000-12-12 |
| JP2000343645A5 JP2000343645A5 (en) | 2006-06-01 |
| JP4158871B2 true JP4158871B2 (en) | 2008-10-01 |
Family
ID=15659283
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP15787399A Expired - Fee Related JP4158871B2 (en) | 1999-06-04 | 1999-06-04 | Method and apparatus for manufacturing metal decorative body |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4158871B2 (en) |
-
1999
- 1999-06-04 JP JP15787399A patent/JP4158871B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000343645A (en) | 2000-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2002535163A (en) | Vacuum type laminator and method of using the same | |
| WO2005067527A3 (en) | Method for laminating glass sheets using microwave radiation | |
| JP3102916B2 (en) | Vacuum press lamination molding method and apparatus | |
| JP4158871B2 (en) | Method and apparatus for manufacturing metal decorative body | |
| JP4132284B2 (en) | Manufacturing apparatus and manufacturing method for decorative sheet pasting plate material | |
| JP4425388B2 (en) | Decorative member and manufacturing method thereof | |
| JP4267147B2 (en) | Decorative member manufacturing method | |
| JP2001018351A (en) | Decorative member and manufacture thereof | |
| JP2005271380A (en) | Decorative member and method of manufacturing the same | |
| JPH0648096A (en) | Method of manufacturing products, on which transfer is performed | |
| JP2001334601A (en) | Decorative member and method for manufacturing the same | |
| JP3359878B2 (en) | Method of manufacturing decorative member and decorative panel for elevator | |
| EP1721733A1 (en) | Decorative member and process for producing the same | |
| KR20070088440A (en) | Decoration member and process for producing the same | |
| JP2001130196A (en) | Decorative member and its manufacturing method | |
| JP2000343645A5 (en) | ||
| JPH07205273A (en) | Patterning of decorated three-dimensional molded product | |
| JP3888909B2 (en) | Manufacturing method of decorative sheet | |
| JPWO2006117849A1 (en) | Decorative member and manufacturing method thereof | |
| WO2006117848A1 (en) | Decoration member and process for producing the same | |
| KR20070088441A (en) | Decoration member and process for producing the same | |
| JPH08192404A (en) | Adhering method for fancy-veneer to board | |
| JP3061876B2 (en) | Method for manufacturing curved honeycomb panel | |
| JPH0757530B2 (en) | Laminating body crimping method | |
| TW529316B (en) | Method for making composite plate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060407 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060407 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080708 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080709 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110725 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |