JP4137928B2 - Blister packaging material - Google Patents
Blister packaging material Download PDFInfo
- Publication number
- JP4137928B2 JP4137928B2 JP2005247608A JP2005247608A JP4137928B2 JP 4137928 B2 JP4137928 B2 JP 4137928B2 JP 2005247608 A JP2005247608 A JP 2005247608A JP 2005247608 A JP2005247608 A JP 2005247608A JP 4137928 B2 JP4137928 B2 JP 4137928B2
- Authority
- JP
- Japan
- Prior art keywords
- synthetic resin
- resin film
- flap
- packaging material
- mount
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Description
本発明は、ブリスター包装材に関する。さらに詳しくは、本発明は、商品説明書をブリスター包装材に直接印刷し、商品説明書を別に添付する必要がなく、商品説明書を紛失するおそれもない、合理的かつ経済的に製造することができるブリスター包装材に関する。 The present invention relates to a blister packaging material. More specifically, the present invention can be manufactured rationally and economically by printing the product instructions directly on the blister packaging, without having to attach the product instructions separately and without losing the product instructions. It is related with the blister packaging material which can do.
小型の電気電子部品などは、ヘッダー部の付いたブリスター包装材に収納されて店頭に吊下展示される場合が多い。電気電子部品などには、商品説明書などの添付が必要であり、商品説明書などの収納部を備えたブリスター包装材が使用されている。
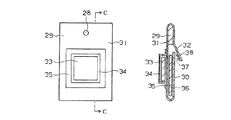
図12は、従来のブリスター包装材の一例の正面図及びC−C線断面図である。本例のブリスター包装材は、上部に吊下孔28を備えたヘッダー部29を有し、1枚の折り回された合成樹脂フィルムにより、袋体の裏面30、袋体の表面31及び封口片32が形成されている。袋体の表面に商品33を収納したブリスター部34が、そのフランジ35により接着されている。袋体の内部には商品説明書36が収納され、封口片32に設けられた剥離フィルム37を剥がして、粘着剤層38により袋体の裏面に封口片を接着することによって封止される。
この例のブリスター包装材は、店頭に見映えよく展示することができ、小型の電気電子部品などに商品説明書を添付して、消費者に販売することができる。しかし、袋体の内部に商品説明書を入れ、封口片の剥離フィルムを剥がして粘着剤層により封口片を袋体の裏面に接着するのは手間のかかる作業である。また、小型の電気電子部品に添付して袋体に収納される商品説明書も小型のパンフレットなどにならざるを得ず、商品を購入した消費者が商品説明書を紛失することも起こりがちであった。このために、小型の電気電子部品などをより合理的に収納することができるブリスター包装材が求められていた。
Small electric and electronic parts are often stored in blister packaging with a header and displayed at stores. An electric / electronic component or the like needs to be accompanied by a product manual or the like, and a blister packaging material having a storage unit for the product manual or the like is used.
FIG. 12: is the front view and CC sectional view taken on the line of an example of the conventional blister packaging material. The blister packaging material of this example has a
The blister packaging material of this example can be displayed nicely at a store, and can be sold to consumers by attaching a product manual to a small electric / electronic component or the like. However, putting a product manual inside the bag, peeling off the release film of the sealing piece, and adhering the sealing piece to the back surface of the bag with an adhesive layer is a time-consuming operation. Also, the product manuals attached to small electrical and electronic parts and stored in the bag body must be small brochures, etc., and consumers who have purchased the products tend to lose the product manuals. there were. For this reason, there has been a demand for a blister packaging material that can more reasonably accommodate small electrical and electronic components.
本発明は、商品説明書をブリスター包装材に直接印刷し、商品説明書を別に添付する必要がなく、商品説明書を紛失するおそれもない、合理的かつ経済的に製造することができるブリスター包装材を提供することを目的としてなされたものである。 The present invention is a blister packaging that can be manufactured rationally and economically by printing a product manual directly on a blister packaging material, without having to attach the product manual separately, and without losing the product manual. It was made for the purpose of providing materials.
本発明者らは、上記の課題を解決すべく鋭意研究を重ねた結果、ブリスター包装材の台紙にフラップを設け、フラップに外表面から視認可能な文字及び/又は模様と、内側面から視認可能な文字及び/又は模様を印刷することにより、フラップの両面を利用して商品の説明などに必要なスペースを十分に確保することができ、商品説明書を別に添付する必要がなく、商品説明書を紛失するおそれもなくなることを見いだし、この知見に基づいて本発明を完成するに至った。
すなわち、本発明は、
(1)表面側の合成樹脂フィルム、裏面側の合成樹脂フィルム及び裏面側の合成樹脂フィルムを覆う合成樹脂フィルムからなるフラップを有し、両側縁が溶断されてなる台紙であって、該台紙の裏面側の合成樹脂フィルムとフラップを形成する合成樹脂フィルムとの接触面に、溶着阻害剥離ニスを塗布することによって、裏面を構成する合成樹脂フィルムとフラップが強く溶着することがなく剥がして反転可能とされてなる台紙において、該フラップには、外表面から視認可能な文字及び/又は模様が施されているとともに、内側面から視認可能な文字及び/又は模様を施してなり、かつ、台紙の表面に、周縁にフランジを有するブリスター部が、該フランジにより表面側の合成樹脂フィルムに接着されてなることを特徴とするブリスター包装材、
(2)台紙が表面側の合成樹脂フィルム、裏面側の合成樹脂フィルム及び裏面側の合成樹脂フィルムを覆う合成樹脂フィルムからなるフラップを有し、表面側の合成樹脂フィルムと裏面側の合成樹脂フィルムの間に合成樹脂シート又は合成紙の芯材を有し、上部にヘッダー部を有する台紙である(1)記載のブリスター包装材、
(3)芯材を覆って台紙の表裏両面を構成する合成樹脂フィルムにおいて、フラップにより覆われる部分を含む表裏両面に視認可能な文字及び/又は模様を施すとともに、フラップの両縁を外すことにより、台紙の裏面を構成する合成樹脂フィルム面からフラップの内側面にかけて視認可能な文字及び/又は模様が施された商品説明書用印刷面とする(2)記載のブリスター包装材、
(4)芯材の表裏両面を覆う合成樹脂フィルムとフラップを形成する合成樹脂フィルムが、1枚の連続するフィルムからなる(2)又は(3)記載のブリスター包装材、
(5)フラップを形成する合成樹脂フィルムが透明フィルムであり、フラップに対して施される視認可能な文字及び/又は模様が、文字及び/又は模様、隠蔽性のベタ印刷、文字及び/又は模様がこの順に印刷されてなる(1)ないし(4)のいずれか1項に記載のブリスター包装材、
(6)台紙の裏面を構成する合成樹脂フィルムとフラップを形成する合成樹脂フィルムとの接触面において、フラップの上縁より5〜20mm下方から下縁まで、溶着阻害剥離ニスが塗布されてなる(1)ないし(5)のいずれか1項に記載のブリスター包装材、
(7)表面側の合成樹脂フィルム、裏面側の合成樹脂フィルム及び裏面側の合成樹脂フィルムを覆う合成樹脂フィルムからなるフラップを有し、両側縁が溶断されてなる台紙であって、該台紙の裏面側の合成樹脂フィルムとフラップを形成する合成樹脂フィルムとの接触面に、溶着阻害剥離ニスが塗布することによって、裏面を構成する合成樹脂フィルムとフラップが強く溶着することがなく剥がして反転可能とされてなる台紙を形成し、該台紙の裏面側の合成樹脂フィルムとフラップを形成する合成樹脂フィルムとの接触面に、剥離可能な感熱接着剤が塗布されてなる台紙の両側縁が溶断されてなり、該フラップには、外表面から視認可能な文字及び/又は模様が施されているとともに、内側面から視認可能な文字及び/又は模様を施してなり、かつ、台紙の表面に、周縁にフランジを有するブリスター部が、該フランジにより表面側の合成樹脂フィルムに接着されてなることを特徴とするブリスター包装材、
(8)台紙が表面側の合成樹脂フィルム、裏面側の合成樹脂フィルム及び裏面側の合成樹脂フィルムを覆う合成樹脂フィルムからなるフラップを有し、表面側の合成樹脂フィルムと裏面側の合成樹脂フィルムの間に合成樹脂シート又は合成紙の芯材を有し、上部にヘッダー部を有する台紙である(7)記載のブリスター包装材、
(9)周縁にフランジを有するブリスター部が、熱溶着、超音波溶着又は高周波溶着により表面側の合成樹脂フィルムに接着されてなる(1)ないし(8)のいずれか1項に記載のブリスター包装材、
(10)周縁にフランジを有するブリスター部が、インパルスシーラーを用いて表面側の合成樹脂フィルムに熱溶着されてなる(9)記載のブリスター包装材、
(11)ブリスター部が、フランジの周縁において、表面側の合成樹脂フィルムに断続的に部分接着されてなる(9)又は(10)記載のブリスター包装材、及び、
(12)合成樹脂フィルムの外面にブリスター部と同一の材質のフィルムが積層され、合成樹脂フィルムの内面が芯材に感圧接着剤により接着されてなる(2)又は(7)記載のブリスター包装材、
を提供するものである。
As a result of intensive studies to solve the above problems, the present inventors have provided a flap on the mount of the blister packaging material, and can be visually recognized from the inner surface and the letters and / or patterns visible from the outer surface of the flap. By printing simple characters and / or patterns, it is possible to secure enough space for the product description using both sides of the flap, and there is no need to attach a product manual separately. The present inventors have found that there is no risk of losing them, and have completed the present invention based on this finding.
That is, the present invention
(1) A mount having a flap made of a synthetic resin film on the front surface side, a synthetic resin film on the back surface side and a synthetic resin film covering the synthetic resin film on the back surface side, and fusing both side edges , By applying a welding-inhibiting peeling varnish to the contact surface between the synthetic resin film on the back side and the synthetic resin film that forms the flap, the synthetic resin film constituting the back side and the flap can be peeled off without being strongly welded. in board sheet formed by the, to the flap, with the possible characters and / or patterns visually recognized from the outer surface has been subjected, it will be subjected to possible characters and / or patterns visible from the inner surface, and the mount A blister package characterized in that a blister portion having a flange on the surface is bonded to a synthetic resin film on the surface side by the flange. Wood,
(2) The mount has a flap composed of a synthetic resin film on the front side, a synthetic resin film on the back side, and a synthetic resin film covering the synthetic resin film on the back side, and the synthetic resin film on the front side and the synthetic resin film on the back side The blister packaging material according to (1), which is a mount having a synthetic resin sheet or synthetic paper core material between and a header portion on the top ,
(3) In the synthetic resin film that covers both sides of the backing sheet covering the core material, by applying visible characters and / or patterns to both the front and back surfaces including the portions covered by the flaps, and removing both edges of the flaps The blister packaging material according to (2), which is a printed surface for product manuals with characters and / or patterns visible from the surface of the synthetic resin film constituting the back surface of the mount to the inner surface of the flap,
(4) The blister packaging material according to (2) or (3), wherein the synthetic resin film that covers both the front and back surfaces of the core material and the synthetic resin film that forms a flap are composed of one continuous film,
(5) The synthetic resin film forming the flap is a transparent film, and the visible characters and / or patterns applied to the flap are characters and / or patterns, concealing solid printing, characters and / or patterns. The blister packaging material according to any one of (1) to (4), which is printed in this order,
(6) Oite the contact surface between the synthetic resin film for forming a synthetic resin film and the flap constituting the rear surface of the backing sheet, from 5~20mm below the upper edge of the flap to the lower edge, welding inhibition peeling varnish is applied The blister packaging material according to any one of (1) to (5)
(7) A mount having a flap made of a synthetic resin film on the front surface side, a synthetic resin film on the back surface side and a synthetic resin film covering the synthetic resin film on the back surface side, and melted on both side edges, By applying welding-inhibiting peeling varnish to the contact surface between the synthetic resin film on the back side and the synthetic resin film that forms the flap, the synthetic resin film constituting the back side and the flap can be peeled off without being strongly welded. The both side edges of the backing sheet, to which a peelable heat-sensitive adhesive is applied, are fused to the contact surface between the synthetic resin film on the back side of the backing sheet and the synthetic resin film forming the flap. The flap is provided with characters and / or patterns that are visible from the outer surface, and characters and / or patterns that are visible from the inner surface. Ri, and the surface of the mount, the blister portion having a flange periphery, blister packaging material, characterized by comprising adhered to the synthetic resin film on the surface side by the flange,
(8) The mount has a flap composed of a synthetic resin film on the front side, a synthetic resin film on the back side, and a synthetic resin film covering the synthetic resin film on the back side, and the synthetic resin film on the front side and the synthetic resin film on the back side The blister packaging material according to (7), which is a mount having a synthetic resin sheet or a synthetic paper core material between and a header portion on the top,
(9) The blister packaging according to any one of (1) to (8), wherein a blister portion having a flange on the periphery is bonded to the surface side synthetic resin film by heat welding, ultrasonic welding or high frequency welding. Material,
(10) The blister packaging material according to (9), wherein a blister portion having a flange on the periphery is thermally welded to the surface side synthetic resin film using an impulse sealer,
(11) The blister packaging material according to (9) or (10), wherein the blister part is intermittently partially bonded to the surface side synthetic resin film at the periphery of the flange; and
(12) The blister packaging according to (2) or (7), wherein a film made of the same material as the blister portion is laminated on the outer surface of the synthetic resin film, and the inner surface of the synthetic resin film is bonded to the core material with a pressure sensitive adhesive Material,
Is to provide.
本発明のブリスター包装材は、包装される商品の使用説明書などをフラップの両面を利用して印刷することができるので、商品説明書を別に作製して袋体の内部に封入する必要がなく、コストを大幅に低減することができる。また、商品を購入した消費者も、商品説明書を紛失して困惑するおそれがない。 The blister packaging material of the present invention can print the instruction manual of the product to be packaged using both sides of the flap, so there is no need to prepare the product instruction separately and enclose it inside the bag body. Cost can be greatly reduced. Also, consumers who have purchased the product do not have to worry about losing the product manual.
本発明のブリスター包装材は、表面側の合成樹脂フィルム、裏面側の合成樹脂フィルム及び裏面側の合成樹脂フィルムを覆う合成樹脂フィルムからなるフラップを有し、両側縁が溶断されてなる台紙であって、該フラップには、外表面から視認可能な文字及び/又は模様が施されているとともに、内側面から視認可能な文字及び/又は模様を施してなり、台紙の表面に、周縁にフランジを有するブリスター部が、該フランジにより表面側の合成樹脂フィルムに接着されてなるブリスター包装材である。
図1は、本発明のブリスター包装材の一態様の正面図、背面図、A−A線断面図及びフラップを開いた状態を示す背面図である。本態様のブリスター包装材は、表面側の合成樹脂フィルム4、裏面側の合成樹脂フィルム5及び裏面側の合成樹脂フィルムを覆う合成樹脂フィルムからなるフラップ7を有する。フラップには、合成樹脂フィルムを通して読み取る文字及び/又は模様、該文字及び/又は模様を隠蔽する隠蔽性のベタ印刷、直接読み取る文字及び/又は模様がこの順に印刷されている。表面側の合成樹脂フィルム4、裏面側の合成樹脂フィルム5及びフラップ7を形成する合成樹脂フィルムは、台紙の両側縁8において、溶断されている。台紙の表面には、商品9を収納し、周縁にフランジ10を有するブリスター部11が、該フランジにより表面側の合成樹脂フィルム4に接着されている。
本発明のブリスター包装材においては、表面側の合成樹脂フィルム、裏面側の合成樹脂フィルム及びフラップを形成する合成樹脂フィルムを、1枚の連続するフィルムから構成することができる。図2は、本発明のブリスター包装材の他の態様の断面図である。本態様においては、表面側の合成樹脂フィルム4、裏面側の合成樹脂フィルム5及びフラップ7を形成する合成樹脂フィルムが、1枚の連続するフィルムから構成されている。表面側の合成樹脂フィルム4が上縁12において折り返されて裏面側の合成樹脂フィルム5を構成し、表面側の合成樹脂フィルム4が下縁6において折り返され、裏面側のフィルム上に積層されることにより、フラップ7が形成されている。
The blister packaging material of the present invention is a mount having a flap made of a synthetic resin film on the front surface side, a synthetic resin film on the back surface side, and a synthetic resin film covering the synthetic resin film on the back surface side. The flap is provided with characters and / or patterns that are visible from the outer surface, and characters and / or patterns that are visible from the inner surface. The blister part which the blister part has adhere | attaches to the synthetic resin film of the surface side by this flange.
FIG. 1 is a front view, a rear view, a cross-sectional view taken along line AA, and a rear view showing a state in which a flap is opened according to an embodiment of the blister packaging material of the present invention. The blister packaging material of this aspect has the
In the blister packaging material of the present invention, the synthetic resin film on the front side, the synthetic resin film on the back side, and the synthetic resin film forming the flap can be composed of a single continuous film. FIG. 2 is a cross-sectional view of another embodiment of the blister packaging material of the present invention. In the present embodiment, the
本発明のブリスター包装材は、合成樹脂シート又は合成紙を芯材とし、上部にヘッダー部を有し、芯材の表裏両面が合成樹脂フィルムにより覆われ、芯材の下縁からヘッダー部近傍に達する合成樹脂フィルムからなるフラップを裏面に有し、両側縁が溶断されてなる台紙であって、該フラップには、外表面から視認可能な文字及び/又は模様が施されているとともに、内側面から視認可能な文字及び/又は模様を施してなり、台紙の表面に、周縁にフランジを有するブリスター部が、該フランジにより表面側の合成樹脂フィルムに接着されてなるブリスター包装材とすることができる。
図3は、本発明のブリスター包装材の他の態様の正面図、背面図、B−B線断面図及びフラップを開いた状態を示す背面図である。本態様のブリスター包装材の台紙は、合成樹脂シート又は合成紙を芯材1とし、上部に吊下孔2を設けたヘッダー部3を有する。芯材の表裏両面が表面側の合成樹脂フィルム4及び裏面側の合成樹脂フィルム5により覆われている。また、芯材の下縁6から、ヘッダー部3の近傍に達する合成樹脂フィルムからなるフラップ7を裏面に有する。フラップ7には、合成樹脂フィルムを通して読み取る文字及び/又は模様、該文字及び/又は模様を隠蔽する隠蔽性のベタ印刷、直接読み取る文字及び/又は模様がこの順に印刷されている。表面側の合成樹脂フィルム4、芯材1の合成樹脂シート又は合成紙、裏面側の合成樹脂フィルム5及びフラップ7を形成する合成樹脂フィルムは、台紙の両側縁8において、溶断されている。台紙の表面には、商品9を収納し、周縁にフランジ10を有するブリスター部11が、該フランジにより表面側の合成樹脂フィルム4に接着されている。
The blister packaging material of the present invention has a synthetic resin sheet or synthetic paper as a core material, has a header portion at the top, and both front and back surfaces of the core material are covered with a synthetic resin film, from the lower edge of the core material to the vicinity of the header portion. The back surface has a flap made of a synthetic resin film, and both sides are fused, and the flap is provided with characters and / or patterns visible from the outer surface, and the inner surface The blister packaging material is provided with a letter and / or a pattern that can be visually recognized from the base plate, and a blister portion having a flange on the periphery of the mount is bonded to the synthetic resin film on the surface side by the flange. .
FIG. 3: is the front view of the other aspect of the blister packaging material of this invention, a rear view, a BB sectional drawing, and the rear view which shows the state which opened the flap. The mount of the blister packaging material of this aspect has a
本発明のブリスター包装材は、芯材を覆って台紙の表裏両面を構成する合成樹脂フィルムにおいて、フラップにより覆われる部分を含む表裏両面に視認可能な文字及び/又は模様を施すとともに、フラップの両縁を外すことにより、台紙の裏面を構成する合成樹脂フィルム面からフラップの内側面にかけて視認可能な文字及び/又は模様が施された商品説明書用印刷面とすることができる。
本発明のブリスター包装材は、表面側の合成樹脂フィルム4、裏面側の合成樹脂フィルム5及びフラップ7の両面を印刷面とすることができ、フラップ7は、その両面から読み取る印刷面とすることができる。例えば、表面側の合成樹脂フィルムには、商品名、メーカー名などを印刷し、フラップ7の内面には、透明な合成樹脂フィルムを通して読み取る電気電子部品などの仕様などを印刷し、その上に隠蔽性のベタ印刷を施すことができる。隠蔽性のベタ印刷に特に制限はなく、例えば、白ベタ印刷1回、白ベタ印刷2回、白ベタ印刷、銀ベタ印刷及び白ベタ印刷をこの順に各1回ずつなどとし、最初に印刷された文字及び/又は模様が隠蔽されるように、適宜選択することができる。裏面側の合成樹脂フィルム5とフラップ7の隠蔽性のべタ印刷の上には、商品説明書を印刷することができる。表面側の合成樹脂フィルム及び裏面側の合成樹脂フィルムに印刷する代わりに、芯材となる合成樹脂シート又は合成紙に印刷を施し、合成樹脂フィルムを通して読み取ることもできる。
本発明のブリスター包装材に包装された商品を購入した消費者が、溶断され、溶着しているフラップ7の両側縁を外して、図3の右端に示すようにフラップを反転させると、台紙の裏面側の合成樹脂フィルム5とフラップ7の内側面がつながった広い面積が確保され、この広い面積に印刷された商品説明書を読み取ることができる。したがって、商品説明書として別に小冊子を作製し、手間をかけて袋体に封入する必要がなく、消費者が商品説明書を紛失して困惑する事態が生ずるおそれもない。
The blister packaging material of the present invention, in a synthetic resin film that covers both sides of the backing sheet covering the core material, is provided with visible characters and / or patterns on both the front and back surfaces including the portions covered by the flaps. By removing the edge, it is possible to obtain a printed surface for a product manual on which characters and / or patterns that are visible from the surface of the synthetic resin film constituting the back surface of the mount to the inner surface of the flap.
In the blister packaging material of the present invention, both surfaces of the
When a consumer who has purchased a product packaged in the blister packaging material of the present invention removes both side edges of the melted and welded
本発明のブリスター包装材においては、芯材の表裏両面を覆う合成樹脂フィルムとフラップを形成する合成樹脂フィルムを、1枚の連続するフィルムから構成することができる。図4は、本発明のブリスター包装材の他の態様の断面図である。本態様においては、芯材の表裏両面を覆う合成樹脂フィルムとフラップを形成する合成樹脂フィルムが、1枚の連続するフィルムから構成されている。芯材1の合成樹脂シート又は合成紙より合成樹脂フィルムの方が長く、芯材の下縁6と合成樹脂フィルムの一方の縁が合わされ、積層されて裏面側の合成樹脂フィルム5が形成され、芯材の上縁12において合成樹脂フィルムが折り返され、表面側の合成樹脂フィルム4が形成され、さらに芯材の下縁6において、合成樹脂フィルムが芯材を巻いて、裏面側の合成樹脂フィルムと重なるように折り返されて、フラップ7が形成されている。
図5は、本発明のブリスター包装材の他の態様の断面図である。本態様においては、芯材の表裏両面を覆う合成樹脂フィルムとフラップを形成する合成樹脂フィルムが、1枚の連続するフィルムから構成されている。芯材1の合成樹脂シート又は合成紙より合成樹脂フィルムの方が長く、芯材の下縁6と合成樹脂フィルムの一方の縁が合わされ、積層されて表面側の合成樹脂フィルム4が形成され、芯材の上縁12において合成樹脂フィルムが折り返され、裏面側の合成樹脂フィルム5が形成され、さらに芯材の下縁6において、裏面側の合成樹脂フィルムと重なるように折り返されて、フラップ7が形成されている。
In the blister packaging material of the present invention, the synthetic resin film that covers both the front and back surfaces of the core material and the synthetic resin film that forms the flap can be composed of one continuous film. FIG. 4 is a cross-sectional view of another embodiment of the blister packaging material of the present invention. In this aspect, the synthetic resin film that covers both the front and back surfaces of the core material and the synthetic resin film that forms the flap are composed of one continuous film. The synthetic resin film is longer than the synthetic resin sheet or the synthetic paper of the core material 1, the
FIG. 5 is a cross-sectional view of another embodiment of the blister packaging material of the present invention. In this aspect, the synthetic resin film that covers both the front and back surfaces of the core material and the synthetic resin film that forms the flap are composed of one continuous film. The synthetic resin film or the synthetic paper of the core material 1 is longer than the synthetic resin film, and the
本発明のブリスター包装材においては、芯材の表裏両面を覆う合成樹脂フィルムとフラップを形成する合成樹脂フィルムを、1枚の連続するフィルムから構成することが好ましい。芯材の表裏両面を覆う合成樹脂フィルムとフラップを形成する合成樹脂フィルムを、1枚の連続するフィルムから構成することにより、表面側の合成樹脂フィルム、裏面側の合成樹脂フィルム及びフラップを形成する合成樹脂フィルムの印刷を、透明な長尺の合成樹脂フィルムを用いて同時に行うことができ、それぞれの合成樹脂フィルムの印刷の位置合わせをする必要性が解消される。
芯材の表裏両面を覆う合成樹脂フィルムとフラップを形成する合成樹脂フィルムを1枚の連続するフィルムから構成する態様のうち、図5に示す態様よりも図4に示す態様の方が好ましい。表面側の合成樹脂フィルム、芯材、裏面側の合成樹脂フィルム及びフラップを形成する合成樹脂フィルムを別々にすると、芯材の上縁及び下縁において、合成樹脂フィルムと芯材とを熱溶着などにより接着する必要が生ずる場合があり、図5に示す態様においても、芯材の下縁において熱溶着などにより芯材とフィルムを接着する必要が生ずる場合がある。しかし、図2示す態様においては、芯材の上縁及び下縁において芯材と合成樹脂フィルムを接着する必要がなく、両側縁の溶断による溶着のみで台紙を形成することができる。また、図4に示す態様においては、芯材の上縁及び下縁において、芯材及び合成樹脂フィルムの縁が露出することがないので、美観に優れた台紙とすることができる。
In the blister packaging material of the present invention, it is preferable that the synthetic resin film that covers both the front and back surfaces of the core material and the synthetic resin film that forms the flap are composed of one continuous film. The synthetic resin film that covers both the front and back surfaces of the core material and the synthetic resin film that forms the flap are composed of one continuous film, thereby forming the front surface side synthetic resin film, the back surface side synthetic resin film, and the flap. The printing of the synthetic resin film can be simultaneously performed using a transparent long synthetic resin film, and the necessity of aligning the printing of each synthetic resin film is eliminated.
Of the embodiments in which the synthetic resin film that covers both the front and back surfaces of the core material and the synthetic resin film that forms the flap are composed of one continuous film, the embodiment shown in FIG. 4 is preferable to the embodiment shown in FIG. When the synthetic resin film on the front side, the core material, the synthetic resin film on the back side and the synthetic resin film forming the flap are separated, the synthetic resin film and the core material are thermally welded at the upper and lower edges of the core material, etc. In some cases, it may be necessary to bond the core material to the film by thermal welding or the like at the lower edge of the core material. However, in the embodiment shown in FIG. 2, it is not necessary to bond the core material and the synthetic resin film at the upper edge and the lower edge of the core material, and the mount can be formed only by welding by fusing both side edges. Moreover, in the aspect shown in FIG. 4, since the edge of a core material and a synthetic resin film is not exposed in the upper edge and lower edge of a core material, it can be set as the mount excellent in aesthetics.
図6は、本発明のブリスター包装材の製造方法の一態様の説明図である。本図は、長尺の合成樹脂シート若しくは合成紙及び長尺の合成樹脂フィルムの断面を表す。印刷された長尺の合成樹脂フィルム13のブリスター包装材の裏面側の合成樹脂フィルムとなる部分の縁と芯材1となる合成樹脂シート又は合成紙の下縁となる縁を合わせて重ね合わせる。次いで、芯材の上縁となる長尺の合成樹脂シート又は合成紙の縁において半折し、裏面側の合成樹脂フィルム5を形成する。さらに、芯材の下縁となる長尺の合成樹脂シート又は合成紙の縁において、合成樹脂フィルムを芯材を巻くように折り返し、表面側の合成樹脂フィルム4とフラップ7を形成する。この状態で、商品が収納されたフランジを有するブリスター部と重ね合わせ、フランジにおいてブリスター部と表面側の合成樹脂フィルムとを接着し、ヘッダー部に吊下孔を穿孔し、ブリスター包装材の両側縁において溶断することにより、商品が収納された本発明のブリスター包装材を完成することができる。ヘッダー部の穿孔は、裏面となる合成樹脂フィルム5を形成したのちの任意の段階で行うことができる。
Drawing 6 is an explanatory view of one mode of the manufacturing method of the blister packing material of the present invention. This figure shows a cross section of a long synthetic resin sheet or synthetic paper and a long synthetic resin film. The edge of the printed
図7は、本発明のブリスター包装材の製造方法の他の態様の説明図である。本図は、長尺の合成樹脂シート若しくは合成紙及び長尺の合成樹脂フィルムの断面を表す。印刷された長尺の合成樹脂フィルム13のブリスター包装材の表面側の合成樹脂フィルムとなる部分に芯材1となる合成樹脂シート又は合成紙を重ね合わせる。次いで、芯材の上縁となる長尺の合成樹脂シート又は合成紙の縁において合成樹脂フィルムを半折し、裏面側の合成樹脂フィルム5を形成する。さらに、芯材の下縁となる長尺の合成樹脂シート又は合成紙の縁において、合成樹脂フィルムを芯材を巻くように折り返し、表面側の合成樹脂フィルム4とフラップ7を形成する。この状態で、商品が収納されたフランジを有するブリスター部と重ね合わせ、フランジにおいてブリスター部と表面側の合成樹脂フィルムとを接着し、ヘッダー部に吊下孔を穿孔し、ブリスター包装材の両側縁において溶断することにより、商品が収納された本発明のブリスター包装材を完成することができる。ヘッダー部の穿孔は、裏面となる合成樹脂フィルム5を形成したのちの任意の段階で行うことができる。
FIG. 7 is an explanatory view of another embodiment of the method for producing a blister packaging material of the present invention. This figure shows a cross section of a long synthetic resin sheet or synthetic paper and a long synthetic resin film. A synthetic resin sheet or synthetic paper to be the core material 1 is superposed on a portion of the printed
本発明に用いる合成樹脂シート、合成紙及び合成樹脂フィルムの材質に特に制限はなく、例えば、ポリエチレン、ポリプロピレン、ポリエステル、ポリアミドなどを挙げることができる。本発明においては、合成樹脂シート若しくは合成紙と合成樹脂フィルムの材質が同じであることが好ましい。同じ材質の合成樹脂シート若しくは合成紙と合成樹脂フィルムを用いることにより、両側縁の溶断に際して良好な状態の溶着を形成することができる。
本発明に用いる合成樹脂シート又は合成紙の厚さに特に制限はないが、100〜1,000μmであることが好ましく、150〜500μmであることがより好ましい。本発明に用いる合成樹脂フィルムの厚さに特に制限はないが、10〜100μmであることが好ましく、30〜80μmであることがより好ましい。
本発明において、ブリスター部を構成する合成樹脂シートは、透明な熱可塑性樹脂シートを特に制限なく使用することができ、例えば、ポリプロピレン、塩化ビニル樹脂などのシートを挙げることができる。周縁にフランジを有するブリスター部は、透明な熱可塑性樹脂シートの真空成形、圧空成形、圧縮成形などにより成形することができる。ブリスター部を構成する合成樹脂シートの厚さに特に制限はないが、80〜500μmであることが好ましく、100〜300μmであることがより好ましい。
本発明のブリスター包装材においては、台紙の裏面を構成する合成樹脂フィルムとフラップを形成する合成樹脂フィルムとの接触面に、溶着阻害剥離ニスを塗布することができる。図8は、本発明のブリスター包装材の他の態様の断面図である。本態様においては、芯材の表裏両面を覆う合成樹脂フィルムとフラップを形成する合成樹脂フィルムが、1枚の連続するフィルムから構成され、台紙の裏面を構成する合成樹脂フィルムとフラップを形成する合成樹脂フィルムとの接触面に、溶着阻害剥離ニスが塗布されている。芯材1の合成樹脂シート又は合成紙より合成樹脂フィルムの方が長く、芯材の下縁6と合成樹脂フィルムの一方の縁が合わされ、積層されて裏面側の合成樹脂フィルム5が形成され、芯材の上縁12において合成樹脂フィルムが折り返され、表面側の合成樹脂フィルム4が形成され、さらに芯材の下縁6において、合成樹脂フィルムが芯材を巻いて、裏面側の合成樹脂フィルムと重なるように折り返されて、フラップ7が形成されている。台紙の裏面を構成する合成樹脂フィルム5とフラップ7を形成する合成樹脂フィルムとの接触面に溶着阻害剥離ニスが塗布され、溶着阻害剥離ニス層14が形成されている。台紙の裏面を構成する合成樹脂フィルムとフラップを形成する合成樹脂フィルムとの接触面に溶着阻害剥離ニス層を形成することにより、ブリスター包装材を両側縁で溶断したとき、両側縁において台紙の裏面を構成する合成樹脂フィルムとフラップを形成する合成樹脂フィルムとが強く溶着することがなく、容易にフラップを剥がして反転させることができる。
There is no restriction | limiting in particular in the material of the synthetic resin sheet used for this invention, synthetic paper, and a synthetic resin film, For example, polyethylene, a polypropylene, polyester, polyamide etc. can be mentioned. In the present invention, the synthetic resin sheet or synthetic paper and the synthetic resin film are preferably made of the same material. By using a synthetic resin sheet or synthetic paper of the same material and a synthetic resin film, it is possible to form a weld in a good state when both side edges are fused.
Although there is no restriction | limiting in particular in the thickness of the synthetic resin sheet or synthetic paper used for this invention, it is preferable that it is 100-1,000 micrometers, and it is more preferable that it is 150-500 micrometers. Although there is no restriction | limiting in particular in the thickness of the synthetic resin film used for this invention, It is preferable that it is 10-100 micrometers, and it is more preferable that it is 30-80 micrometers.
In the present invention, as the synthetic resin sheet constituting the blister part, a transparent thermoplastic resin sheet can be used without particular limitation, and examples thereof include sheets of polypropylene, vinyl chloride resin and the like. The blister part having a flange on the periphery can be formed by vacuum forming, pressure forming, compression forming or the like of a transparent thermoplastic resin sheet. Although there is no restriction | limiting in particular in the thickness of the synthetic resin sheet which comprises a blister part, It is preferable that it is 80-500 micrometers, and it is more preferable that it is 100-300 micrometers.
In the blister packaging material of the present invention, the welding-inhibiting release varnish can be applied to the contact surface between the synthetic resin film constituting the back surface of the mount and the synthetic resin film forming the flap. FIG. 8 is a cross-sectional view of another embodiment of the blister packaging material of the present invention. In this aspect, the synthetic resin film that covers both the front and back surfaces of the core material and the synthetic resin film that forms the flap are composed of one continuous film, and the synthetic resin film that forms the back surface of the mount and the synthetic resin film that forms the flap A welding-inhibiting peeling varnish is applied to the contact surface with the resin film. The synthetic resin film is longer than the synthetic resin sheet or the synthetic paper of the core material 1, the
本発明のブリスター包装材においては、台紙の裏面を構成する合成樹脂フィルムとフラップを形成する合成樹脂フィルムとの接触面において、フラップの上縁より5〜20mm下方から下縁まで、溶着阻害剥離ニスが塗布されてなることが好ましい。図9は、本発明のブリスター包装材の他の態様の断面図である。本態様においては、芯材の表裏両面を覆う合成樹脂フィルムとフラップを形成する合成樹脂フィルムが、1枚の連続するフィルムから構成され、台紙の裏面を構成する合成樹脂フィルムとフラップを形成する合成樹脂フィルムとの接触面において、フラップの上縁より5〜20mm下方から下縁まで、溶着阻害剥離ニスが塗布されている。
芯材1の合成樹脂シート又は合成紙より合成樹脂フィルムの方が長く、芯材の下縁6と合成樹脂フィルムの一方の縁が合わされ、積層されて裏面側の合成樹脂フィルム5が形成され、芯材の上縁12において合成樹脂フィルムが折り返され、表面側の合成樹脂フィルム4が形成され、さらに芯材の下縁6において、合成樹脂フィルムが芯材を巻いて、裏面側の合成樹脂フィルムと重なるように折り返されて、フラップ7が形成されている。台紙の裏面を構成する合成樹脂フィルム5とフラップ7を形成する合成樹脂フィルムとの接触面において、フラップの上縁15より5〜20mm下方から下縁6まで溶着阻害ニスが塗布され、溶着阻害剥離ニス層16が形成されている。すなわち、溶着阻害剥離ニス層の上縁17と、フラップの上縁15の間に、幅aの溶着阻害剥離ニスが塗布されていない部分が存在する。幅aは、5〜20mmであることが好ましく、7〜15mmであることがより好ましい。幅aの溶着阻害剥離ニスが塗布されていない部分を設けることにより、ブリスター包装材を両側縁で溶断したとき、台紙の裏面を構成する合成樹脂フィルムとフラップを形成する合成樹脂フィルムとがこの部分においてのみ強く溶着されるので、取り扱い中や輸送中などにおいて、フラップが誤って外れる事故を防止することができる。幅aが5mm未満であると、フラップが外れる事故を防止する効果が十分に発現しないおそれがある。幅aが20mmを超えると、消費者がフラップを剥がす作業が困難となるおそれがある。図9に示す態様のブリスター包装材においては、溶着阻害剥離ニスを塗布するフィルムに特に制限はなく、台紙の裏面を構成する合成樹脂フィルム又はフラップを形成する合成樹脂フィルムのいずれに塗布することもできる。
In the blister packaging material of the present invention, on the contact surface between the synthetic resin film constituting the back surface of the backing sheet and the synthetic resin film forming the flap, from the upper edge of the flap to 5-20 mm from the lower edge to the lower edge, the welding inhibition peeling varnish Is preferably applied. FIG. 9 is a cross-sectional view of another embodiment of the blister packaging material of the present invention. In this aspect, the synthetic resin film that covers both the front and back surfaces of the core material and the synthetic resin film that forms the flap are composed of one continuous film, and the synthetic resin film that forms the back surface of the mount and the synthetic resin film that forms the flap On the contact surface with the resin film, the welding-inhibiting peeling varnish is applied from 5-20 mm below to the lower edge from the upper edge of the flap.
The synthetic resin film is longer than the synthetic resin sheet or the synthetic paper of the core material 1, the
本発明のブリスター包装材においては、フラップを、台紙の裏面を構成する合成樹脂フィルム面に、剥離可能な感熱接着剤で貼着することができる。フラップを台紙の裏面に剥離可能な感熱接着剤で貼着することにより、流通経路において、フラップと台紙の裏面との間への塵埃などの侵入を防ぎ、商品を購入した消費者は、フラップを台紙の裏面から剥がして、台紙の裏面からフラップの内側面に連続して印刷されている商品説明書を読み取ることができる。使用する感熱接着剤に特に制限はなく、例えば、エチレン−酢酸ビニル共重合体、ポリアミド、塩化ビニル−酢酸ビニル共重合体、ポリビニルブチラールなどを挙げることができる。
本発明のブリスター包装材において、ブリスター部をそのフランジにより表面側の合成樹脂フィルムに接着する方法に特に制限はなく、例えば、感圧接着剤、感熱接着剤などの接着剤を用いる接着、ステープラーを用いる機械的な接着、熱溶着、超音波溶着、高周波溶着などを挙げることができる。これらの中で、熱溶着、超音波溶着及び高周波溶着は、自動化が容易であり、短時間に接着作業を完了することができ、仕上がりが美麗なので、好適に用いることができる。本発明において、熱溶着に用いるシール機に特に制限はなく、例えば、熱板シーラー、バンドシーラー、インパルスシーラーなどを挙げることができる。これらの中で、インパルスシーラーを特に好適に用いることができる。インパルスシーラーは、ヒーターに瞬間的に大電流を流して加熱し、接着部を加圧した状態で短時間の熱伝導により溶着し、冷却、固化するまで加圧を続けるので、美麗で強力な接着部を形成することができる。
In the blister packaging material of the present invention, the flap can be attached to the surface of the synthetic resin film constituting the back surface of the mount with a peelable heat-sensitive adhesive. By sticking the flap to the back of the mount with a heat-sensitive adhesive that can be peeled off, it prevents dust from entering between the flap and the back of the mount in the distribution channel. It is possible to read a product manual that is peeled off from the back surface of the mount and continuously printed on the inner surface of the flap from the back surface of the mount. There is no restriction | limiting in particular in the heat-sensitive adhesive to be used, For example, ethylene-vinyl acetate copolymer, polyamide, vinyl chloride-vinyl acetate copolymer, polyvinyl butyral etc. can be mentioned.
In the blister packaging material of the present invention, the method for adhering the blister part to the synthetic resin film on the surface side by its flange is not particularly limited. For example, adhesion using a pressure sensitive adhesive, heat sensitive adhesive, etc., stapler Examples thereof include mechanical bonding, heat welding, ultrasonic welding, and high frequency welding. Among these, thermal welding, ultrasonic welding, and high-frequency welding are easy to automate, can complete the bonding operation in a short time, and can be suitably used because the finish is beautiful. In the present invention, the sealing machine used for heat welding is not particularly limited, and examples thereof include a hot plate sealer, a band sealer, and an impulse sealer. Among these, an impulse sealer can be particularly preferably used. Impulse sealer is heated by applying a large current instantaneously to the heater, and is welded by short-time heat conduction in a state where the bonding part is pressurized, and pressurization is continued until it cools and solidifies. The part can be formed.
本発明のブリスター包装材においては、ブリスター部が、フランジの周縁において、表面側の合成樹脂フィルムに断続的に部分接着されてなることが好ましい。図10は、本発明のブリスター包装材の他の2態様の正面図である。本態様のブリスター包装材は、上部に吊下孔18を設けたヘッダー部19を有し、芯材の表面が表面側の合成樹脂フィルム20に覆われている。芯材の裏面は、裏面側の合成樹脂フィルム(図示しない。)により覆われ、下縁21からヘッダー部の近傍に達するフラップ(図示しない。)を有する。表面側の合成樹脂フィルム20、芯材の合成樹脂シート又は合成紙、裏面側の合成樹脂フィルム及びフラップを形成する合成樹脂フィルムは、台紙の両側縁22において、溶断されている。台紙の表面には、商品23を収納し、周縁にフランジ24を有するブリスター部25が、該フランジにより表面側の合成樹脂フィルム20に断続的に部分接着されている。左方に示す態様においては、1個の商品を収納したブリスター部25が、フランジ24の周縁において、8個の円形の接着部26により、表面側の合成樹脂フィルム20に接着されている。右方に示す態様においては、2個の商品を収納したブリスター部25が、フランジ24の周縁において、10個の長方形の接着部27により、表面側の合成樹脂フィルム20に接着されている。ブリスター部をフランジの周縁において表面側の合成樹脂フィルムに断続的に部分接着することにより、連続的に接着する場合に比べて、ブリスター部を表面側の合成樹脂フィルムから取り外して商品を取り出す作業が容易になるのみならず、ブリスター部と表面側の合成樹脂フィルムの変形を最小限に抑えて、美麗なブリスター包装体とすることができる。
In the blister packaging material of the present invention, it is preferable that the blister part is intermittently partially bonded to the synthetic resin film on the surface side at the periphery of the flange. FIG. 10 is a front view of two other embodiments of the blister packaging material of the present invention. The blister packaging material of this aspect has the
本発明のブリスター包装材は、合成樹脂フィルムの外面にブリスター部と同一の材質のフィルムが積層され、合成樹脂フィルムの内面が芯材に感圧接着剤により接着されてなるブリスター包装材とすることができる。図11は、本発明のブリスター包装材の他の態様の断面図である。本態様のブリスター包装材においては、表面側の合成樹脂フィルム4、裏面側の合成樹脂フィルム5及びフラップ7の外面に、すべてブリスター部11と同一の材質のフィルム39が積層され、表面側の合成樹脂フィルムが感圧接着剤40により芯材1に接着されている。裏面側の合成樹脂フィルムのフラップと重なり合う部分には、溶着阻害剥離ニス層41が設けられている。表面側の合成樹脂フィルムの外面にブリスター部と同一の材質のフィルムを積層することにより、ブリスター部のフランジにおいて、熱溶着、超音波溶着、高周波溶着などにより、ブリスター部を表面側の合成樹脂フィルムに安定して強固に接着することができる。ブリスター部を合成樹脂フィルムに熱溶着、超音波溶着、高周波溶着などにより接着すると、接着部にシワが発生しやすくなるが、合成樹脂フィルムの内面を感圧接着剤で芯材に接着することにより、シワの発生を防止することができる。
本態様のブリスター包装材において、ブリスター部及びそれと同一の材質のフィルムとしては、例えば、ポリプロピレンシートからなるブリスター部と無延伸ポリプロピレンフィルムの組み合わせなどを挙げることができる。ブリスター部と合成樹脂フィルムとを接着するためには、ブリスター部と同一の材質のフィルムは、表面側の合成樹脂フィルムのみに積層されていれば目的は達せられるが、多くの場合は表面側の合成樹脂フィルム、裏面側の合成樹脂フィルム及びフラップのすべてがブリスター部と同一の材質のフィルムで積層されている合成樹脂フィルムを原材料として用いる方が合理的かつ経済的に本態様のブリスター包装材を製造することができる。合成樹脂フィルムにブリスター部と同一の材質のフィルムを積層する方法に特に制限はなく、例えば、ドライラミネーション、押出ラミネーションなどを挙げることができる。
図1に示す態様のブリスター包装材において、合成樹脂フィルムの内面と芯材を感圧接着剤により接着する方法に特に制限はなく、例えば、芯材の表面に感圧接着剤を塗布したのち、合成樹脂フィルムの内面と接着することができる。感圧接着剤の塗布パターンに特に制限はなく、例えば、亀甲模様、縞模様、全面塗布などを挙げることができる。これらの中で、亀甲模様塗布を好適に用いることができる。
The blister packaging material of the present invention is a blister packaging material in which a film of the same material as the blister portion is laminated on the outer surface of the synthetic resin film, and the inner surface of the synthetic resin film is bonded to the core material with a pressure sensitive adhesive. Can do. FIG. 11 is a cross-sectional view of another embodiment of the blister packaging material of the present invention. In the blister packaging material of this embodiment, a
In the blister packaging material of this aspect, examples of the blister part and the film made of the same material include a combination of a blister part made of a polypropylene sheet and an unstretched polypropylene film. In order to bond the blister part and the synthetic resin film, the purpose of the film made of the same material as the blister part can be achieved if it is laminated only on the synthetic resin film on the surface side. It is more reasonable and economical to use the blister packaging material of this aspect as a raw material using a synthetic resin film, a synthetic resin film on the back side, and a synthetic resin film in which all of the flaps are laminated with a film of the same material as the blister part. Can be manufactured. There is no restriction | limiting in particular in the method of laminating | stacking the film of the same material as a blister part on a synthetic resin film, For example, dry lamination, extrusion lamination, etc. can be mentioned.
In the blister packaging material of the embodiment shown in FIG. 1, there is no particular limitation on the method of adhering the inner surface of the synthetic resin film and the core material with a pressure sensitive adhesive. For example, after applying the pressure sensitive adhesive to the surface of the core material, It can be bonded to the inner surface of the synthetic resin film. There is no restriction | limiting in particular in the application pattern of a pressure sensitive adhesive, For example, a turtle shell pattern, a striped pattern, whole surface application | coating etc. can be mentioned. Among these, turtle shell pattern coating can be suitably used.
本発明のブリスター包装材は、商品使用説明書をブリスター包装材に直接印刷し、商品説明書を別に添付する必要がなく、商品説明書を紛失するおそれもなく、合理的かつ経済的に製造することができ、廃棄物の発生量も減少することができる。 The blister packaging material of the present invention is manufactured rationally and economically by printing a product instruction manual directly on the blister packaging material, without having to attach the product manual separately, and without losing the product manual. And the amount of waste generated can be reduced.
1 芯材
2 吊下孔
3 ヘッダー部
4 表面側の合成樹脂フィルム
5 裏面側の合成樹脂フィルム
6 下縁
7 フラップ
8 台紙の側縁
9 商品
10 フランジ
11 ブリスター部
12 上縁
13 長尺の合成樹脂フィルム
14 溶着阻害剥離ニス層
15 フラップの上縁
16 溶着阻害剥離ニス層
17 溶着阻害剥離ニス層の上縁
18 吊下孔
19 ヘッダー部
20 表面側の合成樹脂フィルム
21 下縁
22 側縁
23 商品
24 フランジ
25 ブリスター部
26 接着部
27 接着部
28 吊下孔
29 ヘッダー部
30 袋体の裏面
31 袋体の表面
32 封口片
33 商品
34 ブリスター部
35 フランジ
36 商品説明書
37 剥離フィルム
38 粘着剤層
39 ブリスター部と同一の材質のフィルム
40 感圧接着剤
41 溶着阻害剥離ニス層
DESCRIPTION OF SYMBOLS 1 Core material 2
Claims (12)
The blister packaging material according to claim 2 or 7, wherein a film made of the same material as that of the blister portion is laminated on the outer surface of the synthetic resin film, and the inner surface of the synthetic resin film is bonded to the core material with a pressure sensitive adhesive.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005247608A JP4137928B2 (en) | 2004-10-04 | 2005-08-29 | Blister packaging material |
| TW094134598A TW200621584A (en) | 2004-10-04 | 2005-10-04 | Blister pack material |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004291529 | 2004-10-04 | ||
| JP2005247608A JP4137928B2 (en) | 2004-10-04 | 2005-08-29 | Blister packaging material |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006131305A JP2006131305A (en) | 2006-05-25 |
| JP4137928B2 true JP4137928B2 (en) | 2008-08-20 |
Family
ID=36725198
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005247608A Expired - Fee Related JP4137928B2 (en) | 2004-10-04 | 2005-08-29 | Blister packaging material |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4137928B2 (en) |
| TW (1) | TW200621584A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8403395B2 (en) | 2007-10-20 | 2013-03-26 | Bentley Motors Limited | Vehicle seat |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4729057B2 (en) * | 2008-02-08 | 2011-07-20 | 一紀 山形 | Blister package and method for producing blister package |
| JP2010064768A (en) * | 2008-09-10 | 2010-03-25 | Yamagata Gravure Co Ltd | Blister packaging material, blister package, and method for manufacturing blister package |
-
2005
- 2005-08-29 JP JP2005247608A patent/JP4137928B2/en not_active Expired - Fee Related
- 2005-10-04 TW TW094134598A patent/TW200621584A/en unknown
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8403395B2 (en) | 2007-10-20 | 2013-03-26 | Bentley Motors Limited | Vehicle seat |
Also Published As
| Publication number | Publication date |
|---|---|
| TW200621584A (en) | 2006-07-01 |
| JP2006131305A (en) | 2006-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012035896A (en) | Packaging bag | |
| JP4137928B2 (en) | Blister packaging material | |
| JP4540110B2 (en) | Heat-shrinkable cylindrical label | |
| JP5988545B2 (en) | Method for manufacturing wet tissue package | |
| JP5200305B2 (en) | Product packaging bag | |
| JP3145144U (en) | Blister packaging mount | |
| JP4351647B2 (en) | Blister packaging material, continuous production method thereof, and continuous production method of blister packaging | |
| JP4447075B2 (en) | Manufacturing method for easy-open packaging bags | |
| JP4729057B2 (en) | Blister package and method for producing blister package | |
| JP4783033B2 (en) | Tamper-evident bag | |
| JP3460827B2 (en) | Blister packaging bag and blister packaging | |
| JP4236498B2 (en) | Attaching bag and method for producing affixing bag | |
| JP2774311B2 (en) | Method of making printed envelope and envelope assembly material used therefor | |
| JP2004256268A (en) | Connecting method of web material | |
| CN209832841U (en) | Packaging bag structure | |
| JP2001163352A (en) | Packaging material and vacuum packaging bag | |
| JPH084427Y2 (en) | Product packaging bag | |
| JP4456472B2 (en) | Continuous manufacturing method for packaging bags | |
| JP3047751U (en) | Product packaging bag | |
| JP3143280U (en) | Packaging bag body | |
| JP3469210B2 (en) | Method of manufacturing product package and product package | |
| JP2010064768A (en) | Blister packaging material, blister package, and method for manufacturing blister package | |
| JP4391902B2 (en) | Laminate for making card holder | |
| JP5793780B2 (en) | Sealing label | |
| JPS638603Y2 (en) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080108 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080215 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080415 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080519 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080604 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110613 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120613 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130613 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |