JP4128607B2 - Polishing pad - Google Patents
Polishing pad Download PDFInfo
- Publication number
- JP4128607B2 JP4128607B2 JP2007184658A JP2007184658A JP4128607B2 JP 4128607 B2 JP4128607 B2 JP 4128607B2 JP 2007184658 A JP2007184658 A JP 2007184658A JP 2007184658 A JP2007184658 A JP 2007184658A JP 4128607 B2 JP4128607 B2 JP 4128607B2
- Authority
- JP
- Japan
- Prior art keywords
- polishing pad
- polishing
- isocyanate
- polyurethane foam
- diisocyanate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Description
本発明はレンズ、反射ミラー等の光学材料やシリコンウエハ、ハードディスク用のガラス基板、アルミ基板、及び一般的な金属研磨加工等の高度の表面平坦性を要求される材料の平坦化加工を安定、かつ高い研磨効率で行うことが可能な研磨パッドに関するものである。本発明の研磨パッドは、特にシリコンウエハ並びにその上に酸化物層、金属層等が形成されたデバイスを、さらにこれらの酸化物層や金属層を積層・形成する前に平坦化する工程に好適に使用される。 The present invention stabilizes flattening processing of optical materials such as lenses and reflecting mirrors, silicon wafers, glass substrates for hard disks, aluminum substrates, and materials that require high surface flatness such as general metal polishing processing, In addition, the present invention relates to a polishing pad that can be performed with high polishing efficiency. The polishing pad of the present invention is particularly suitable for a step of planarizing a silicon wafer and a device having an oxide layer, a metal layer, etc. formed thereon, before further laminating and forming these oxide layers and metal layers. Used for.
高度の表面平坦性を要求される材料の代表的なものとしては、半導体集積回路(IC、LSI)を製造するシリコンウエハと呼ばれる単結晶シリコンの円盤があげられる。シリコンウエハは、IC、LSI等の製造工程において、回路形成に使用する各種薄膜の信頼できる半導体接合を形成するために、酸化物層や金属層を積層・形成する各工程において、表面を高精度に平坦に仕上げることが要求される。このような研磨仕上げ工程においては、一般的に研磨パッドはプラテンと呼ばれる回転可能な支持円盤に固着され、半導体ウエハ等の加工物は研磨ヘッドに固着される。そして双方の運動により、プラテンと研磨ヘッドとの間に相対速度を発生させ、さらに砥粒を含む研磨スラリーを研磨パッド上に連続供給することにより、研磨操作が実行される。 A typical material that requires high surface flatness is a single crystal silicon disk called a silicon wafer for manufacturing a semiconductor integrated circuit (IC, LSI). Silicon wafers have a highly accurate surface in each process of stacking and forming oxide layers and metal layers in order to form reliable semiconductor junctions of various thin films used for circuit formation in IC, LSI, and other manufacturing processes. It is required to finish flat. In such a polishing finishing process, a polishing pad is generally fixed to a rotatable support disk called a platen, and a workpiece such as a semiconductor wafer is fixed to a polishing head. A polishing operation is performed by generating a relative speed between the platen and the polishing head by both movements, and continuously supplying a polishing slurry containing abrasive grains onto the polishing pad.
研磨パッドの研磨特性としては、研磨対象物の平坦性(プラナリティー)及び面内均一性に優れ、研磨速度が大きいことが要求される。研磨対象物の平坦性、面内均一性については研磨層を高弾性率化することによりある程度は改善できる。また、研磨速度については、気泡を含有する発泡体にしてスラリーの保持量を多くすることにより向上できる。 The polishing characteristics of the polishing pad are required to be excellent in the flatness (planarity) and in-plane uniformity of the object to be polished and to have a high polishing rate. The flatness and in-plane uniformity of the object to be polished can be improved to some extent by increasing the elastic modulus of the polishing layer. The polishing rate can be improved by using a foam containing bubbles and increasing the amount of slurry retained.
上記特性を満たす研磨パッドとして、ポリウレタン発泡体からなる研磨パッドが提案されている(特許文献1、2)。該ポリウレタン発泡体は、イソシアネート末端プレポリマーと鎖延長剤(硬化剤)とを反応させることにより製造されており、イソシアネートプレポリマーの高分子ポリオール成分としては、耐加水分解性、弾性特性、耐摩耗性等の観点から、ポリエーテル(数平均分子量が500〜1600であるポリテトラメチレングリコール)やポリカーボネートが好適な材料として使用されている。
As a polishing pad that satisfies the above characteristics, polishing pads made of polyurethane foam have been proposed (
しかし、上記研磨層は、吸湿又は吸水時にハードセグメントの凝集力が低下して研磨層の寸法安定性が低下しやすかった。ひどい場合には、研磨パッドに反りやうねりが発生し、それにより平坦化特性や面内均一性等の研磨特性が次第に変化してくるという問題があった。 However, in the polishing layer, the cohesive force of the hard segment is reduced during moisture absorption or water absorption, and the dimensional stability of the polishing layer is likely to be reduced. In a severe case, the polishing pad is warped or wavy, which causes a problem that the polishing characteristics such as flattening characteristics and in-plane uniformity gradually change.
特許文献3には、スラリーの保持性を向上させることを目的として、温度23℃の水に72時間浸漬した場合の体積膨潤率が20%以下である研磨パッド用重合体組成物が開示されている。しかし、上記研磨パッド用重合体組成物は、研磨パッド用重合体として熱可塑性重合体を用いており、吸湿又は吸水時に研磨パッドの寸法安定性を高く維持することは困難である。
本発明は、吸湿又は吸水時に寸法安定性を高く維持することができる研磨パッド及びその製造方法を提供することを目的とする。また、該研磨パッドを用いた半導体デバイスの製造方法を提供することを目的とする。 An object of this invention is to provide the polishing pad which can maintain high dimensional stability at the time of moisture absorption or water absorption, and its manufacturing method. Moreover, it aims at providing the manufacturing method of the semiconductor device using this polishing pad.
本発明者らは、前記課題を解決すべく鋭意検討を重ねた結果、以下に示す研磨パッドにより上記目的を達成できることを見出し本発明を完成するに至った。 As a result of intensive studies to solve the above problems, the present inventors have found that the above object can be achieved by the polishing pad shown below, and have completed the present invention.
すなわち、本発明は、微細気泡を有するポリウレタン発泡体からなる研磨層を有する研磨パッドにおいて、前記ポリウレタン発泡体は、
ジイソシアネート、高分子量ポリオール、及び低分子量ポリオールを含むプレポリマー原料組成物を反応して得られるイソシアネート末端プレポリマー、3つ以上のジイソシアネートが付加することにより多量化したイソシアネート変性体、及び鎖延長剤を含むポリウレタン原料組成物の反応硬化体であることを特徴とする研磨パッド、に関する。
That is, the present invention provides a polishing pad having a polishing layer comprising a polyurethane foam having fine bubbles, wherein the polyurethane foam is
Diisocyanate, high molecular weight polyols, and low molecular weight polyol including prepolymer raw material composition and the reaction was obtained that isocyanate-terminated prepolymers obtained, isocyanate modified body obtained by a large amount by the three or more diisocyanate is added, and a chain extender It is related with the polishing pad characterized by being the reaction hardening body of the polyurethane raw material composition containing an agent.
従来の研磨層は、物理架橋のみにより形成されたハードセグメントを有するポリウレタン発泡体であるため、吸湿又は吸水時にハードセグメントの凝集力が容易に低下すると考えられる。そのため、研磨層が吸湿又は吸水するほど伸びや反り等により寸法変化が大きくなると考えられる。 Since the conventional polishing layer is a polyurethane foam having a hard segment formed only by physical crosslinking, it is considered that the cohesive force of the hard segment easily decreases during moisture absorption or water absorption. Therefore, it is considered that the dimensional change increases due to elongation, warpage, etc., as the polishing layer absorbs moisture or absorbs water.
本発明者らは、ポリウレタン発泡体の原料として、ジイソシアネート、高分子量ポリオール、及び低分子量ポリオールを含むプレポリマー原料組成物を反応して得られるイソシアネート末端プレポリマーと、3つ以上のジイソシアネートが付加することにより多量化したイソシアネート変性体とを併用し、これらと鎖延長剤との反応によりポリマー中に化学架橋を部分的に導入する(三次元架橋構造を部分的に形成する)ことにより、吸湿又は吸水時におけるハードセグメントの凝集力を高め、研磨層の寸法安定性を高く維持することができることを見出した。また、イソシアネート変性体をイソシアネート末端プレポリマー中に導入せずに鎖延長剤と直接反応させることにより、ポリマー中に規則的な化学架橋を導入することができる。それにより、研磨層全面における寸法変化を均一化することができ、研磨特性のバラツキを抑制することができる。 The present inventors, as a raw material of polyurethane foam, a diisocyanate, a high molecular weight polyol, and an isocyanate-terminated prepolymer of low molecular weight polyols that are obtained by reacting including prepolymer raw material composition, three or more diisocyanates By using together with the isocyanate-modified product that has been increased in quantity by addition, and partially introducing chemical crosslinks into the polymer by reaction with these and chain extenders (partially forming a three-dimensional cross-linked structure), It has been found that the cohesive force of the hard segment during moisture absorption or water absorption can be increased and the dimensional stability of the polishing layer can be maintained high. Moreover, regular chemical crosslinking can be introduced into the polymer by reacting the isocyanate-modified product directly with the chain extender without introducing it into the isocyanate-terminated prepolymer. Thereby, the dimensional change in the entire surface of the polishing layer can be made uniform, and variations in polishing characteristics can be suppressed.
前記高分子量ポリオールは、数平均分子量500〜5000のポリエーテルポリオールであり、前記ジイソシアネートは、トルエンジイソシアネート及びジシクロへキシルメタンジイソシアネートであることが好ましい。また、前記イソシアネート変性体は、イソシアヌレートタイプ及び/又はビュレットタイプの多量化ヘキサメチレンジイソシアネートであることが好ましい。これらを用いることにより、ハンドリング性よくポリウレタン発泡体を製造することができ、かつ本発明の効果がより優れたものとなる。 The high molecular weight polyol is a polyether polyol having a number average molecular weight of 500 to 5000, and the diisocyanate is preferably toluene diisocyanate and dicyclohexylmethane diisocyanate. The isocyanate-modified product is preferably an isocyanurate type and / or burette type multimerized hexamethylene diisocyanate. By using these, a polyurethane foam can be produced with good handling properties, and the effects of the present invention are more excellent.
イソシアネート変性体の添加量は、イソシアネート末端プレポリマー100重量部に対して5〜40重量部であることが好ましい。イソシアネート変性体の添加量が5重量部未満の場合には、ポリマー中の化学架橋の割合が不十分になるため、吸湿又は吸水時におけるハードセグメントの凝集力が不足し、研磨層の寸法安定性を高く維持することが困難になる傾向にある。一方、40重量部を超える場合には、ポリマー中の化学架橋の割合が過剰になり、研磨層の硬度が高くなりすぎるため、被研磨材の面内均一性が低下する傾向にある。また、被研磨材の表面にスクラッチが発生しやすくなる。 The addition amount of the isocyanate-modified product is preferably 5 to 40 parts by weight with respect to 100 parts by weight of the isocyanate-terminated prepolymer. When the amount of the isocyanate-modified product added is less than 5 parts by weight, the ratio of chemical cross-linking in the polymer becomes insufficient, so the cohesive strength of the hard segments at the time of moisture absorption or water absorption is insufficient, and the dimensional stability of the polishing layer Tends to be difficult to maintain high. On the other hand, when the amount exceeds 40 parts by weight, the ratio of chemical crosslinking in the polymer becomes excessive, and the hardness of the polishing layer becomes too high, so that the in-plane uniformity of the material to be polished tends to decrease. In addition, scratches are likely to occur on the surface of the material to be polished.
また、ポリウレタン発泡体は、平均気泡径が20〜70μmであり、かつ吸水時の寸法変化率が0.8%以下であることが好ましい。平均気泡径が上記範囲から逸脱する場合は、研磨速度が低下したり、研磨後の被研磨材のプラナリティ(平坦性)が低下する傾向にある。また、吸水時の寸法変化率が0.8%を超える場合には、研磨層が吸湿又は吸水した際に寸法変化が大きくなる傾向にある。 The polyurethane foam preferably has an average cell diameter of 20 to 70 μm and a dimensional change rate of 0.8% or less upon water absorption. When the average cell diameter deviates from the above range, the polishing rate tends to decrease or the planarity (flatness) of the polished material after polishing tends to decrease. When the dimensional change rate at the time of water absorption exceeds 0.8%, the dimensional change tends to increase when the polishing layer absorbs moisture or absorbs water.
また、ポリウレタン発泡体は、アスカーD硬度が45〜65度であることが好ましい。アスカーD硬度が45度未満の場合には、被研磨材の平坦性が低下する傾向にある。一方、65度より大きい場合は、平坦性は良好であるが、被研磨材の面内均一性が低下する傾向にある。また、被研磨材の表面にスクラッチが発生しやすくなる。 The polyurethane foam preferably has an Asker D hardness of 45 to 65 degrees. When Asker D hardness is less than 45 degrees, the flatness of the material to be polished tends to decrease. On the other hand, when it is larger than 65 degrees, the flatness is good, but the in-plane uniformity of the material to be polished tends to be lowered. In addition, scratches are likely to occur on the surface of the material to be polished.
また、ポリウレタン発泡体は、シリコン系ノニオン界面活性剤を0.05〜10重量%含有することが好ましい。シリコン系ノニオン界面活性剤の量が0.05重量%未満の場合には、微細気泡の発泡体が得られない傾向にある。一方、10重量%を超える場合には、該界面活性剤の可塑効果により高硬度のポリウレタン発泡体を得にくい傾向にある。 The polyurethane foam preferably contains 0.05 to 10% by weight of a silicon-based nonionic surfactant. When the amount of the silicon-based nonionic surfactant is less than 0.05% by weight, a fine-bubble foam tends to be not obtained. On the other hand, when it exceeds 10% by weight, a polyurethane foam having a high hardness tends to be difficult to obtain due to the plasticizing effect of the surfactant.
また本発明は、イソシアネート末端プレポリマーを含む第1成分と鎖延長剤を含む第2成分とを混合し、硬化してポリウレタン発泡体を作製する工程(1)を含む研磨パッドの製造方法において、
前記工程(1)は、ジイソシアネート、高分子量ポリオール、及び低分子量ポリオールを含むプレポリマー原料組成物を反応して得られるイソシアネート末端プレポリマー、及び3つ以上のジイソシアネートが付加することにより多量化したイソシアネート変性体を含む第1成分にシリコン系ノニオン界面活性剤をポリウレタン発泡体中に0.05〜10重量%になるように添加し、さらに前記第1成分を非反応性気体と撹拌して前記非反応性気体を微細気泡として分散させた気泡分散液を調製した後、前記気泡分散液に鎖延長剤を含む第2成分を混合し、硬化してポリウレタン発泡体を作製する工程であることを特徴とする研磨パッドの製造方法、に関する。
The present invention also relates to a method for producing a polishing pad comprising the step (1) of mixing a first component containing an isocyanate-terminated prepolymer and a second component containing a chain extender to produce a polyurethane foam by curing.
In the step (1), an isocyanate-terminated prepolymer obtained by reacting a prepolymer raw material composition containing a diisocyanate, a high molecular weight polyol, and a low molecular weight polyol , and an isocyanate increased in number by adding three or more diisocyanates. A silicon-based nonionic surfactant is added to the first component including the modified body so as to be 0.05 to 10% by weight in the polyurethane foam, and the first component is stirred with a non-reactive gas and the non-reactive gas is added. It is a step of preparing a polyurethane foam by preparing a bubble dispersion in which reactive gas is dispersed as fine bubbles, and then mixing and curing a second component containing a chain extender in the bubble dispersion. And a method of manufacturing a polishing pad.
さらに本発明は、前記研磨パッドを用いて半導体ウエハの表面を研磨する工程を含む半導体デバイスの製造方法、に関する。 Furthermore, the present invention relates to a semiconductor device manufacturing method including a step of polishing a surface of a semiconductor wafer using the polishing pad.
本発明の研磨パッドは、微細気泡を有するポリウレタン発泡体からなる研磨層を有する。本発明の研磨パッドは、前記研磨層のみであってもよく、研磨層と他の層(例えばクッション層など)との積層体であってもよい。 The polishing pad of the present invention has a polishing layer made of a polyurethane foam having fine bubbles. The polishing pad of the present invention may be only the polishing layer or a laminate of the polishing layer and another layer (for example, a cushion layer).
ポリウレタン樹脂は耐摩耗性に優れ、原料組成を種々変えることにより所望の物性を有するポリマーを容易に得ることができるため、研磨層の形成材料として特に好ましい材料である。 Polyurethane resin is a particularly preferable material for forming the polishing layer because it has excellent wear resistance and a polymer having desired physical properties can be easily obtained by variously changing the raw material composition.
前記ポリウレタン樹脂は、ジイソシアネート、高分子量ポリオール、及び低分子量ポリオールを含むプレポリマー原料組成物を反応して得られるイソシアネート末端プレポリマー、3つ以上のジイソシアネートが付加することにより多量化したイソシアネート変性体、及び鎖延長剤を含むポリウレタン原料組成物の反応硬化体である。 The polyurethane resin, a diisocyanate, a high molecular weight polyol and low molecular weight polyol is that isocyanate-terminated prepolymer obtained by reacting including prepolymer raw material composition, a large amount of the isocyanate-modified by more than two diisocyanate added And a reaction cured product of a polyurethane raw material composition containing a chain extender.
ジイソシアネートとしては、ポリウレタンの分野において公知の化合物を特に限定なく使用できる。例えば、2,4−トルエンジイソシアネート、2,6−トルエンジイソシアネート、2,2’−ジフェニルメタンジイソシアネート、2,4’−ジフェニルメタンジイソシアネート、4,4’−ジフェニルメタンジイソシアネート、1,5−ナフタレンジイソシアネート、p−フェニレンジイソシアネート、m−フェニレンジイソシアネート、p−キシリレンジイソシアネート、m−キシリレンジイソシアネート等の芳香族ジイソシアネート、エチレンジイソシアネート、2,2,4−トリメチルヘキサメチレンジイソシアネート、1,6−ヘキサメチレンジイソシアネート等の脂肪族ジイソシアネート、1,4−シクロヘキサンジイソシアネート、4,4’−ジシクロへキシルメタンジイソシアネート、イソホロンジイソシアネート、ノルボルナンジイソシアネート等の脂環式ジイソシアネート等が挙げられる。これらは1種で用いても、2種以上を混合しても差し支えない。これらのうち、トルエンジイソシアネートとジシクロへキシルメタンジイソシアネートとを併用することが好ましい。
As the diisocyanate , a known compound in the field of polyurethane can be used without particular limitation. For example, 2,4-toluene diisocyanate, 2,6-toluene diisocyanate, 2,2′-diphenylmethane diisocyanate, 2,4′-diphenylmethane diisocyanate, 4,4′-diphenylmethane diisocyanate, 1,5-naphthalene diisocyanate, p-phenylene Aromatic diisocyanates such as diisocyanate, m-phenylene diisocyanate, p-xylylene diisocyanate, m-xylylene diisocyanate, ethylene diisocyanate, 2,2,4-trimethylhexamethylene diisocyanate, 1,6-
一方、本発明におけるイソシアネート変性体とは、3つ以上のジイソシアネートが付加することにより多量化した化合物又はそれらの混合物である。前記イソシアネート変性体としては、例えば、1)トリメチロールプロパンアダクトタイプ、2)ビュレットタイプ、3)イソシアヌレートタイプなどが挙げられるが、特にイソシアヌレートタイプやビュレットタイプであることが好ましい。 On the other hand, the isocyanate-modified product in the present invention is a compound or a mixture thereof which has been multiplied by adding three or more diisocyanates. Examples of the modified isocyanate include 1) trimethylolpropane adduct type, 2) burette type, and 3) isocyanurate type, with isocyanurate type and burette type being particularly preferable.
本発明において、イソシアネート変性体を形成するジイソシアネートとしては、脂肪族ジイソシアネートを用いることが好ましく、特に1,6−ヘキサメチレンジイソシアネートを用いることが好ましい。また、イソシアネート変性体は、ウレタン変性、アロファネート変性、及びビュレット変性等の変性化したものであってもよい。 In the present invention, aliphatic diisocyanate is preferably used as the diisocyanate forming the isocyanate-modified product, and 1,6-hexamethylene diisocyanate is particularly preferably used. The isocyanate-modified product may be modified by urethane modification, allophanate modification, burette modification or the like.
高分子量ポリオールとしては、ポリテトラメチレンエーテルグリコールに代表されるポリエーテルポリオール、ポリブチレンアジペートに代表されるポリエステルポリオール、ポリカプロラクトンポリオール、ポリカプロラクトンのようなポリエステルグリコールとアルキレンカーボネートとの反応物などで例示されるポリエステルポリカーボネートポリオール、エチレンカーボネートを多価アルコールと反応させ、次いで得られた反応混合物を有機ジカルボン酸と反応させたポリエステルポリカーボネートポリオール、及びポリヒドキシル化合物とアリールカーボネートとのエステル交換反応により得られるポリカーボネートポリオールなどが挙げられる。これらは単独で用いてもよく、2種以上を併用してもよい。 Examples of the high molecular weight polyol include polyether polyols typified by polytetramethylene ether glycol, polyester polyols typified by polybutylene adipate, polycaprolactone polyol, and a reaction product of a polyester glycol such as polycaprolactone and alkylene carbonate. Polyester polycarbonate polyol, polyester polycarbonate polyol obtained by reacting ethylene carbonate with polyhydric alcohol and then reacting the resulting reaction mixture with organic dicarboxylic acid, and polycarbonate polyol obtained by transesterification reaction between polyhydroxyl compound and aryl carbonate Etc. These may be used alone or in combination of two or more.
高分子量ポリオールの数平均分子量は特に限定されるものではないが、得られるポリウレタン樹脂の弾性特性等の観点から500〜5000であることが好ましく、より好ましくは1000〜2000である。数平均分子量が500未満であると、これを用いたポリウレタン樹脂は十分な弾性特性を有さず、脆いポリマーとなる。そのためこのポリウレタン樹脂から製造される研磨パッドは硬くなりすぎ、ウエハ表面のスクラッチの原因となる。また、摩耗しやすくなるため、パッド寿命の観点からも好ましくない。一方、数平均分子量が5000を超えると、これを用いたポリウレタン樹脂は軟らかくなりすぎるため、このポリウレタン樹脂から製造される研磨パッドは平坦化特性に劣る傾向にある。 The number average molecular weight of the high molecular weight polyol is not particularly limited, but is preferably 500 to 5000, more preferably 1000 to 2000, from the viewpoint of the elastic properties of the resulting polyurethane resin. When the number average molecular weight is less than 500, a polyurethane resin using the number average molecular weight does not have sufficient elastic properties and becomes a brittle polymer. Therefore, the polishing pad manufactured from this polyurethane resin becomes too hard and causes scratches on the wafer surface. Moreover, since it becomes easy to wear, it is not preferable from the viewpoint of the pad life. On the other hand, when the number average molecular weight exceeds 5,000, the polyurethane resin using the number average molecular weight becomes too soft, and the polishing pad produced from this polyurethane resin tends to have poor planarization characteristics.
低分子量ポリオールとしては、例えば、エチレングリコール、1,2−プロピレングリコール、1,3−プロピレングリコール、1,2−ブタンジオール、1,3−ブタンジオール、1,4−ブタンジオール、2,3−ブタンジオール、1,6−ヘキサンジオール、ネオペンチルグリコール、1,4−シクロヘキサンジメタノール、3−メチル−1,5−ペンタンジオール、ジエチレングリコール、トリエチレングリコール、1,4−ビス(2−ヒドロキシエトキシ)ベンゼン、トリメチロールプロパン、グリセリン、1,2,6−ヘキサントリオール、ペンタエリスリトール、テトラメチロールシクロヘキサン、メチルグルコシド、ソルビトール、マンニトール、ズルシトール、スクロース、2,2,6,6−テトラキス(ヒドロキシメチル)シクロヘキサノール、ジエタノールアミン、N−メチルジエタノールアミン、及びトリエタノールアミン等が挙げられる。これらは単独で用いてもよく、2種以上を併用してもよい。 Examples of the low molecular weight polyol include ethylene glycol, 1,2-propylene glycol, 1,3-propylene glycol, 1,2-butanediol, 1,3-butanediol, 1,4-butanediol, 2,3- Butanediol, 1,6-hexanediol, neopentyl glycol, 1,4-cyclohexanedimethanol, 3-methyl-1,5-pentanediol, diethylene glycol, triethylene glycol, 1,4-bis (2-hydroxyethoxy) Benzene, trimethylolpropane, glycerin, 1,2,6-hexanetriol, pentaerythritol, tetramethylolcyclohexane, methylglucoside, sorbitol, mannitol, dulcitol, sucrose, 2,2,6,6-tetrakis (hydroxymethyl) ) Cyclohexanol, diethanolamine, N- methyldiethanolamine, and triethanolamine, and the like. These may be used alone or in combination of two or more.
また、イソシアネート末端プレポリマーの原料成分として、エチレンジアミン、トリレンジアミン、ジフェニルメタンジアミン、及びジエチレントリアミン等の低分子量ポリアミンを併用することもできる。また、モノエタノールアミン、2−(2−アミノエチルアミノ)エタノール、及びモノプロパノールアミン等のアルコールアミンを併用することもできる。これらは単独で用いてもよく、2種以上を併用してもよい。 Moreover, low molecular weight polyamines, such as ethylenediamine, tolylenediamine, diphenylmethanediamine, and diethylenetriamine, can also be used together as a raw material component of the isocyanate-terminated prepolymer. Also, alcohol amines such as monoethanolamine, 2- (2-aminoethylamino) ethanol, and monopropanolamine can be used in combination. These may be used alone or in combination of two or more.
低分子量ポリオールや低分子量ポリアミン等の配合量は特に限定されず、製造される研磨パッド(研磨層)に要求される特性により適宜決定されるが、イソシアネート末端プレポリマーの原料成分である全活性水素基含有化合物の20〜70モル%であることが好ましい。 The blending amount of the low molecular weight polyol, the low molecular weight polyamine or the like is not particularly limited and is appropriately determined depending on the characteristics required for the polishing pad (polishing layer) to be produced. It is preferable that it is 20-70 mol% of a group containing compound.
ポリウレタン発泡体をプレポリマー法により製造する場合において、プレポリマーの硬化には鎖延長剤を使用する。鎖延長剤は、少なくとも2個以上の活性水素基を有する有機化合物であり、活性水素基としては、水酸基、第1級もしくは第2級アミノ基、チオール基(SH)等が例示できる。具体的には、4,4’−メチレンビス(o−クロロアニリン)(MOCA)、2,6−ジクロロ−p−フェニレンジアミン、4,4’−メチレンビス(2,3−ジクロロアニリン)、3,5−ビス(メチルチオ)−2,4−トルエンジアミン、3,5−ビス(メチルチオ)−2,6−トルエンジアミン、3,5−ジエチルトルエン−2,4−ジアミン、3,5−ジエチルトルエン−2,6−ジアミン、トリメチレングリコール−ジ−p−アミノベンゾエート、ポリテトラメチレンオキシド−ジ−p−アミノベンゾエート、4,4’−ジアミノ−3,3’,5,5’−テトラエチルジフェニルメタン、4,4’−ジアミノ−3,3’−ジイソプロピル−5,5’−ジメチルジフェニルメタン、4,4’−ジアミノ−3,3’,5,5’−テトライソプロピルジフェニルメタン、1,2−ビス(2−アミノフェニルチオ)エタン、4,4’−ジアミノ−3,3’−ジエチル−5,5’−ジメチルジフェニルメタン、N,N’−ジ−sec−ブチル−4,4’−ジアミノジフェニルメタン、3,3’−ジエチル−4,4’−ジアミノジフェニルメタン、m−キシリレンジアミン、N,N’−ジ−sec−ブチル−p−フェニレンジアミン、m−フェニレンジアミン、及びp−キシリレンジアミン等に例示されるポリアミン類、あるいは、上述した低分子量ポリオールや低分子量ポリアミンを挙げることができる。これらは1種で用いても、2種以上を混合しても差し支えない。 When a polyurethane foam is produced by a prepolymer method, a chain extender is used for curing the prepolymer. The chain extender is an organic compound having at least two active hydrogen groups, and examples of the active hydrogen group include a hydroxyl group, a primary or secondary amino group, and a thiol group (SH). Specifically, 4,4′-methylenebis (o-chloroaniline) (MOCA), 2,6-dichloro-p-phenylenediamine, 4,4′-methylenebis (2,3-dichloroaniline), 3,5 -Bis (methylthio) -2,4-toluenediamine, 3,5-bis (methylthio) -2,6-toluenediamine, 3,5-diethyltoluene-2,4-diamine, 3,5-diethyltoluene-2 , 6-diamine, trimethylene glycol-di-p-aminobenzoate, polytetramethylene oxide-di-p-aminobenzoate, 4,4′-diamino-3,3 ′, 5,5′-tetraethyldiphenylmethane, 4, 4'-diamino-3,3'-diisopropyl-5,5'-dimethyldiphenylmethane, 4,4'-diamino-3,3 ', 5,5'-tetra Sopropyldiphenylmethane, 1,2-bis (2-aminophenylthio) ethane, 4,4′-diamino-3,3′-diethyl-5,5′-dimethyldiphenylmethane, N, N′-di-sec-butyl -4,4'-diaminodiphenylmethane, 3,3'-diethyl-4,4'-diaminodiphenylmethane, m-xylylenediamine, N, N'-di-sec-butyl-p-phenylenediamine, m-phenylenediamine And polyamines exemplified by p-xylylenediamine and the like, or the above-mentioned low molecular weight polyols and low molecular weight polyamines. These may be used alone or in combination of two or more.
本発明におけるイソシアネート末端プレポリマー、イソシアネート変性体、及び鎖延長剤の比は、各々の分子量や研磨パッドの所望物性などにより種々変え得る。イソシアネート変性体の添加量は、イソシアネート末端プレポリマー100重量部に対して5〜40重量部であることが好ましく、より好ましくは10〜20重量部である。また、所望する研磨特性を有する研磨パッドを得るためには、鎖延長剤の活性水素基(水酸基、アミノ基)数に対するイソシアネート成分のイソシアネート基数は、0.80〜1.20であることが好ましく、さらに好ましくは0.99〜1.15である。イソシアネート基数が前記範囲外の場合には、硬化不良が生じて要求される比重及び硬度が得られず、研磨特性が低下する傾向にある。 The ratio of the isocyanate-terminated prepolymer, isocyanate-modified product , and chain extender in the present invention can be variously changed depending on the molecular weight of each, the desired physical properties of the polishing pad, and the like. The addition amount of the isocyanate-modified product is preferably 5 to 40 parts by weight, more preferably 10 to 20 parts by weight with respect to 100 parts by weight of the isocyanate-terminated prepolymer. In order to obtain a polishing pad having desired polishing characteristics, the number of isocyanate groups in the isocyanate component relative to the number of active hydrogen groups (hydroxyl groups, amino groups) in the chain extender is preferably 0.80 to 1.20. More preferably, it is 0.99 to 1.15. When the number of isocyanate groups is outside the above range, curing failure occurs and the required specific gravity and hardness cannot be obtained, and the polishing characteristics tend to be deteriorated.
ポリウレタン発泡体は、溶融法、溶液法など公知のウレタン化技術を応用して製造することができるが、コスト、作業環境などを考慮した場合、溶融法で製造することが好ましい。 The polyurethane foam can be produced by applying a known urethanization technique such as a melting method or a solution method, but is preferably produced by a melting method in consideration of cost, working environment and the like.
本発明のポリウレタン発泡体の製造は、プレポリマー法により行われる。プレポリマー法にて得られるポリウレタン樹脂は、物理的特性が優れており好適である。 The polyurethane foam of the present invention is produced by a prepolymer method. The polyurethane resin obtained by the prepolymer method is suitable because of its excellent physical properties.
なお、イソシアネート末端プレポリマーは、分子量が800〜5000程度のものが加工性、物理的特性等が優れており好適である。 As the isocyanate-terminated prepolymer, a polymer having a molecular weight of about 800 to 5000 is preferable because it has excellent processability and physical characteristics.
前記ポリウレタン発泡体の製造は、イソシアネート末端プレポリマーとイソシアネート変性体とを含む第1成分、及び鎖延長剤を含む第2成分を混合して硬化させるものである。 In the production of the polyurethane foam, a first component containing an isocyanate-terminated prepolymer and an isocyanate-modified product and a second component containing a chain extender are mixed and cured.
ポリウレタン発泡体の製造方法としては、中空ビーズを添加させる方法、機械的発泡法、化学的発泡法などが挙げられる。なお、各方法を併用してもよいが、特にポリアルキルシロキサンとポリエーテルとの共重合体であるシリコン系ノニオン界面活性剤を使用した機械的発泡法が好ましい。該シリコン系ノニオン界面活性剤としては、SH−192、L−5340(東レダウコーニングシリコン製)等が好適な化合物として例示される。 Examples of the method for producing the polyurethane foam include a method of adding hollow beads, a mechanical foaming method, a chemical foaming method, and the like. Each method may be used in combination, but a mechanical foaming method using a silicon-based nonionic surfactant that is a copolymer of polyalkylsiloxane and polyether is particularly preferable. Examples of the silicon nonionic surfactant include SH-192, L-5340 (manufactured by Toray Dow Corning Silicon) and the like as suitable compounds.
なお、必要に応じて、酸化防止剤等の安定剤、滑剤、顔料、充填剤、帯電防止剤、その他の添加剤を加えてもよい。 In addition, you may add stabilizers, such as antioxidant, a lubricant, a pigment, a filler, an antistatic agent, and another additive as needed.
研磨パッド(研磨層)を構成する微細気泡タイプのポリウレタン発泡体を製造する方法の例について以下に説明する。かかるポリウレタン発泡体の製造方法は、以下の工程を有する。
1)気泡分散液を作製する発泡工程
イソシアネート末端プレポリマーとイソシアネート変性体とを含む第1成分にシリコン系ノニオン界面活性剤をポリウレタン発泡体中に0.05〜10重量%になるように添加し、非反応性気体の存在下で撹拌し、非反応性気体を微細気泡として分散させて気泡分散液とする。前記プレポリマーが常温で固体の場合には適宜の温度に予熱し、溶融して使用する。
2)硬化剤(鎖延長剤)混合工程
上記の気泡分散液に鎖延長剤を含む第2成分を添加、混合、撹拌して発泡反応液とする。
3)注型工程
上記の発泡反応液を金型に流し込む。
4)硬化工程
金型に流し込まれた発泡反応液を加熱し、反応硬化させる。
An example of a method for producing a fine cell type polyurethane foam constituting the polishing pad (polishing layer) will be described below. The manufacturing method of this polyurethane foam has the following processes.
1) Foaming step for producing a cell dispersion liquid A silicone-based nonionic surfactant is added to the first component containing an isocyanate-terminated prepolymer and an isocyanate-modified product so as to be 0.05 to 10% by weight in the polyurethane foam. The mixture is stirred in the presence of a non-reactive gas to disperse the non-reactive gas as fine bubbles to obtain a bubble dispersion. When the prepolymer is solid at normal temperature, it is preheated to an appropriate temperature and melted before use.
2) Curing Agent (Chain Extender) Mixing Step A second component containing a chain extender is added to the above cell dispersion, mixed and stirred to obtain a foaming reaction solution.
3) Casting process The above foaming reaction liquid is poured into a mold.
4) Curing process The foaming reaction liquid poured into the mold is heated and reacted and cured.
前記微細気泡を形成するために使用される非反応性気体としては、可燃性でないものが好ましく、具体的には窒素、酸素、炭酸ガス、ヘリウムやアルゴン等の希ガスやこれらの混合気体が例示され、乾燥して水分を除去した空気の使用がコスト的にも最も好ましい。 As the non-reactive gas used to form the fine bubbles, non-flammable gases are preferable, and specific examples include nitrogen, oxygen, carbon dioxide, rare gases such as helium and argon, and mixed gases thereof. In view of cost, it is most preferable to use air that has been dried to remove moisture.
非反応性気体を微細気泡状にしてシリコン系ノニオン界面活性剤を含む第1成分に分散させる撹拌装置としては、公知の撹拌装置は特に限定なく使用可能であり、具体的にはホモジナイザー、ディゾルバー、2軸遊星型ミキサー(プラネタリーミキサー)等が例示される。撹拌装置の撹拌翼の形状も特に限定されないが、ホイッパー型の撹拌翼の使用にて微細気泡が得られ好ましい。 As the stirring device for dispersing the non-reactive gas in the form of fine bubbles and dispersing in the first component containing the silicon-based nonionic surfactant, a known stirring device can be used without particular limitation. Specifically, a homogenizer, a dissolver, A two-axis planetary mixer (planetary mixer) is exemplified. The shape of the stirring blade of the stirring device is not particularly limited, but it is preferable to use a whipper type stirring blade because fine bubbles can be obtained.
なお、発泡工程において気泡分散液を作成する撹拌と、混合工程における鎖延長剤を添加して混合する撹拌は、異なる撹拌装置を使用することも好ましい態様である。特に混合工程における撹拌は気泡を形成する撹拌でなくてもよく、大きな気泡を巻き込まない撹拌装置の使用が好ましい。このような撹拌装置としては、遊星型ミキサーが好適である。発泡工程と混合工程の撹拌装置を同一の撹拌装置を使用しても支障はなく、必要に応じて撹拌翼の回転速度を調整する等の撹拌条件の調整を行って使用することも好適である。 In addition, it is also a preferable aspect to use a different stirring apparatus for the stirring which produces a cell dispersion in a foaming process, and the stirring which adds and mixes the chain extender in a mixing process. In particular, the stirring in the mixing step may not be stirring that forms bubbles, and it is preferable to use a stirring device that does not involve large bubbles. As such an agitator, a planetary mixer is suitable. There is no problem even if the same stirring device is used as the stirring device for the foaming step and the mixing step, and it is also preferable to adjust the stirring conditions such as adjusting the rotation speed of the stirring blade as necessary. .
ポリウレタン発泡体の製造方法においては、発泡反応液を型に流し込んで流動しなくなるまで反応した発泡体を、加熱、ポストキュアすることは、発泡体の物理的特性を向上させる効果があり、極めて好適である。金型に発泡反応液を流し込んで直ちに加熱オーブン中に入れてポストキュアを行う条件としてもよく、そのような条件下でもすぐに反応成分に熱が伝達されないので、気泡径が大きくなることはない。硬化反応は、常圧で行うことが気泡形状が安定するために好ましい。 In the production method of polyurethane foam, heating and post-curing the foam that has reacted until the foaming reaction liquid is poured into the mold and no longer flows is effective in improving the physical properties of the foam and is extremely suitable. It is. The foam reaction solution may be poured into the mold and immediately put into a heating oven for post cure, and heat is not immediately transferred to the reaction components under such conditions, so the bubble size does not increase. . The curing reaction is preferably performed at normal pressure because the bubble shape is stable.
ポリウレタン発泡体において、第3級アミン系等の公知のポリウレタン反応を促進する触媒を使用してもかまわない。触媒の種類、添加量は、混合工程後、所定形状の型に流し込む流動時間を考慮して選択する。 In the polyurethane foam, a known catalyst that promotes polyurethane reaction such as tertiary amine may be used. The type and addition amount of the catalyst are selected in consideration of the flow time for pouring into a mold having a predetermined shape after the mixing step.
ポリウレタン発泡体の製造は、各成分を計量して容器に投入し、撹拌するバッチ方式であっても、また撹拌装置に各成分と非反応性気体を連続して供給して撹拌し、気泡分散液を送り出して成形品を製造する連続生産方式であってもよい。 Polyurethane foam can be produced by weighing each component, putting it in a container and stirring it, or by continuously supplying each component and non-reactive gas to the stirrer and stirring to disperse the bubbles. It may be a continuous production method in which a liquid is fed to produce a molded product.
また、ポリウレタン発泡体の原料となるプレポリマーを反応容器に入れ、その後鎖延長剤を投入、撹拌後、所定の大きさの注型に流し込みブロックを作製し、そのブロックを鉋状、あるいはバンドソー状のスライサーを用いてスライスする方法、又は前述の注型の段階で、薄いシート状にしても良い。また、原料となる樹脂を溶解し、Tダイから押し出し成形して直接シート状のポリウレタン発泡体を得ても良い。 Also, put the prepolymer that is the raw material of the polyurethane foam into the reaction vessel, and then add the chain extender, and after stirring, cast it into a casting mold of a predetermined size to make the block into a bowl shape or a band saw shape In the method of slicing using the above slicer, or in the casting step described above, a thin sheet may be formed. Alternatively, a raw material resin may be dissolved and extruded from a T-die to directly obtain a sheet-like polyurethane foam.
前記ポリウレタン発泡体の平均気泡径は、20〜70μmであることが好ましく、より好ましくは30〜60μmである。また、前記ポリウレタン発泡体は、吸水時の寸法変化率が0.8%以下であることが好ましく、より好ましくは0.5%以下である。なお、寸法変化率の測定方法は実施例の記載による。 The average cell diameter of the polyurethane foam is preferably 20 to 70 μm, more preferably 30 to 60 μm. Further, the polyurethane foam preferably has a dimensional change rate at the time of water absorption of 0.8% or less, more preferably 0.5% or less. In addition, the measuring method of a dimensional change rate is based on description of an Example.
前記ポリウレタン発泡体は、アスカーD硬度が45〜65度であることが好ましく、より好ましくは55〜65度である。 The polyurethane foam preferably has an Asker D hardness of 45 to 65 degrees, more preferably 55 to 65 degrees.
本発明の研磨パッド(研磨層)の被研磨材と接触する研磨表面は、スラリーを保持・更新するための凹凸構造を有する。発泡体からなる研磨層は、研磨表面に多くの開口を有し、スラリーを保持・更新する働きを持っているが、研磨表面に凹凸構造を形成することにより、スラリーの保持と更新をさらに効率よく行うことができ、また被研磨材との吸着による被研磨材の破壊を防ぐことができる。凹凸構造は、スラリーを保持・更新する形状であれば特に限定されるものではなく、例えば、XY格子溝、同心円状溝、貫通孔、貫通していない穴、多角柱、円柱、螺旋状溝、偏心円状溝、放射状溝、及びこれらの溝を組み合わせたものが挙げられる。また、これらの凹凸構造は規則性のあるものが一般的であるが、スラリーの保持・更新性を望ましいものにするため、ある範囲ごとに溝ピッチ、溝幅、溝深さ等を変化させることも可能である。 The polishing surface that contacts the material to be polished of the polishing pad (polishing layer) of the present invention has a concavo-convex structure for holding and updating the slurry. The polishing layer made of foam has many openings on the polishing surface and has the function of holding and updating the slurry. By forming a concavo-convex structure on the polishing surface, the slurry can be held and updated more efficiently. It can be performed well, and destruction of the material to be polished due to adsorption with the material to be polished can be prevented. The concavo-convex structure is not particularly limited as long as it is a shape that holds and renews the slurry. For example, an XY lattice groove, a concentric circular groove, a through hole, a non-penetrating hole, a polygonal column, a cylinder, a spiral groove, Examples include eccentric circular grooves, radial grooves, and combinations of these grooves. In addition, these uneven structures are generally regular, but in order to make the slurry retention and renewability desirable, the groove pitch, groove width, groove depth, etc. should be changed for each range. Is also possible.
前記凹凸構造の作製方法は特に限定されるものではないが、例えば、所定サイズのバイトのような治具を用い機械切削する方法、所定の表面形状を有した金型に樹脂を流しこみ、硬化させることにより作製する方法、所定の表面形状を有したプレス板で樹脂をプレスし作製する方法、フォトリソグラフィを用いて作製する方法、印刷手法を用いて作製する方法、炭酸ガスレーザーなどを用いたレーザー光による作製方法などが挙げられる。 The method for producing the concavo-convex structure is not particularly limited. For example, a method of machine cutting using a jig such as a tool of a predetermined size, pouring a resin into a mold having a predetermined surface shape, and curing. Using a press plate having a predetermined surface shape, a method of producing a resin by pressing, a method of producing using photolithography, a method of producing using a printing technique, a carbon dioxide laser, etc. Examples include a manufacturing method using laser light.
研磨層の厚みは特に限定されるものではないが、通常0.8〜4mm程度であり、1.5〜2.5mmであることが好ましい。前記厚みの研磨層を作製する方法としては、前記微細発泡体のブロックをバンドソー方式やカンナ方式のスライサーを用いて所定厚みにする方法、所定厚みのキャビティーを持った金型に樹脂を流し込み硬化させる方法、及びコーティング技術やシート成形技術を用いた方法などが挙げられる。 The thickness of the polishing layer is not particularly limited, but is usually about 0.8 to 4 mm, and preferably 1.5 to 2.5 mm. As a method for producing the polishing layer having the above thickness, a method in which the block of the fine foam is made to have a predetermined thickness using a band saw type or canna type slicer, a resin is poured into a mold having a cavity having a predetermined thickness, and curing is performed. And a method using a coating technique or a sheet forming technique.
また、前記研磨層の厚みバラツキは100μm以下であることが好ましい。厚みバラツキが100μmを越えるものは、研磨層に大きなうねりを持ったものとなり、被研磨材に対する接触状態が異なる部分ができ、研磨特性に悪影響を与える。また、研磨層の厚みバラツキを解消するため、一般的には、研磨初期に研磨層表面をダイヤモンド砥粒を電着、融着させたドレッサーを用いてドレッシングするが、上記範囲を超えたものは、ドレッシング時間が長くなり、生産効率を低下させるものとなる。 The thickness variation of the polishing layer is preferably 100 μm or less. When the thickness variation exceeds 100 μm, the polishing layer has a large waviness, and there are portions where the contact state with the material to be polished is different, which adversely affects the polishing characteristics. In order to eliminate the thickness variation of the polishing layer, in general, the surface of the polishing layer is dressed with a dresser in which diamond abrasive grains are electrodeposited and fused in the initial stage of polishing. As a result, the dressing time becomes longer and the production efficiency is lowered.
研磨層の厚みのバラツキを抑える方法としては、所定厚みにスライスした研磨シート表面をバフィングする方法が挙げられる。また、バフィングする際には、粒度などが異なる研磨材で段階的に行うことが好ましい。 Examples of a method for suppressing the variation in the thickness of the polishing layer include a method of buffing the surface of the polishing sheet sliced to a predetermined thickness. Moreover, when buffing, it is preferable to carry out stepwise with abrasives having different particle sizes.
本発明の研磨パッドは、前記研磨層とクッションシートとを貼り合わせたものであってもよい。 The polishing pad of the present invention may be a laminate of the polishing layer and a cushion sheet.
前記クッションシート(クッション層)は、研磨層の特性を補うものである。クッションシートは、CMPにおいて、トレードオフの関係にあるプラナリティとユニフォーミティの両者を両立させるために必要なものである。プラナリティとは、パターン形成時に発生する微小凹凸のある被研磨材を研磨した時のパターン部の平坦性をいい、ユニフォーミティとは、被研磨材全体の均一性をいう。研磨層の特性によって、プラナリティを改善し、クッションシートの特性によってユニフォーミティを改善する。本発明の研磨パッドにおいては、クッションシートは研磨層より柔らかいものを用いることが好ましい。 The cushion sheet (cushion layer) supplements the characteristics of the polishing layer. The cushion sheet is necessary for achieving both planarity and uniformity in a trade-off relationship in CMP. Planarity refers to the flatness of a pattern portion when a material having fine irregularities generated during pattern formation is polished, and uniformity refers to the uniformity of the entire material to be polished. The planarity is improved by the characteristics of the polishing layer, and the uniformity is improved by the characteristics of the cushion sheet. In the polishing pad of the present invention, it is preferable to use a cushion sheet that is softer than the polishing layer.
前記クッションシートとしては、例えば、ポリエステル不織布、ナイロン不織布、アクリル不織布などの繊維不織布やポリウレタンを含浸したポリエステル不織布のような樹脂含浸不織布、ポリウレタンフォーム、ポリエチレンフォームなどの高分子樹脂発泡体、ブタジエンゴム、イソプレンゴムなどのゴム性樹脂、感光性樹脂などが挙げられる。 Examples of the cushion sheet include a fiber nonwoven fabric such as a polyester nonwoven fabric, a nylon nonwoven fabric, and an acrylic nonwoven fabric, a resin-impregnated nonwoven fabric such as a polyester nonwoven fabric impregnated with polyurethane, a polymer resin foam such as polyurethane foam and polyethylene foam, a butadiene rubber, Examples thereof include rubber resins such as isoprene rubber and photosensitive resins.
研磨層とクッションシートとを貼り合わせる手段としては、例えば、研磨層とクッションシートとを両面テープで挟みプレスする方法が挙げられる。 Examples of means for attaching the polishing layer and the cushion sheet include a method of pressing the polishing layer and the cushion sheet with a double-sided tape.
前記両面テープは、不織布やフィルム等の基材の両面に接着層を設けた一般的な構成を有するものである。クッションシートへのスラリーの浸透等を防ぐことを考慮すると、基材にフィルムを用いることが好ましい。また、接着層の組成としては、例えば、ゴム系接着剤やアクリル系接着剤等が挙げられる。金属イオンの含有量を考慮すると、アクリル系接着剤は、金属イオン含有量が少ないため好ましい。また、研磨層とクッションシートは組成が異なることもあるため、両面テープの各接着層の組成を異なるものとし、各層の接着力を適正化することも可能である。 The double-sided tape has a general configuration in which adhesive layers are provided on both sides of a substrate such as a nonwoven fabric or a film. In consideration of preventing the penetration of the slurry into the cushion sheet, it is preferable to use a film for the substrate. Examples of the composition of the adhesive layer include rubber adhesives and acrylic adhesives. Considering the content of metal ions, an acrylic adhesive is preferable because the metal ion content is low. In addition, since the composition of the polishing layer and the cushion sheet may be different, the composition of each adhesive layer of the double-sided tape can be made different so that the adhesive force of each layer can be optimized.
本発明の研磨パッドは、プラテンと接着する面に両面テープが設けられていてもよい。該両面テープとしては、上述と同様に基材の両面に接着層を設けた一般的な構成を有するものを用いることができる。基材としては、例えば不織布やフィルム等が挙げられる。研磨パッドの使用後のプラテンからの剥離を考慮すれば、基材にフィルムを用いることが好ましい。また、接着層の組成としては、例えば、ゴム系接着剤やアクリル系接着剤等が挙げられる。金属イオンの含有量を考慮すると、アクリル系接着剤は、金属イオン含有量が少ないため好ましい。 The polishing pad of the present invention may be provided with a double-sided tape on the surface to be bonded to the platen. As the double-sided tape, a tape having a general configuration in which an adhesive layer is provided on both surfaces of a base material can be used as described above. As a base material, a nonwoven fabric, a film, etc. are mentioned, for example. In consideration of peeling from the platen after use of the polishing pad, it is preferable to use a film for the substrate. Examples of the composition of the adhesive layer include rubber adhesives and acrylic adhesives. Considering the content of metal ions, an acrylic adhesive is preferable because the metal ion content is low.
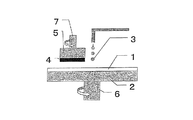
半導体デバイスは、前記研磨パッドを用いて半導体ウエハの表面を研磨する工程を経て製造される。半導体ウエハとは、一般にシリコンウエハ上に配線金属及び酸化膜を積層したものである。半導体ウエハの研磨方法、研磨装置は特に制限されず、例えば、図1に示すように研磨パッド(研磨層)1を支持する研磨定盤2と、半導体ウエハ4を支持する支持台(ポリシングヘッド)5とウエハへの均一加圧を行うためのバッキング材と、研磨剤3の供給機構を備えた研磨装置などを用いて行われる。研磨パッド1は、例えば、両面テープで貼り付けることにより、研磨定盤2に装着される。研磨定盤2と支持台5とは、それぞれに支持された研磨パッド1と半導体ウエハ4が対向するように配置され、それぞれに回転軸6、7を備えている。また、支持台5側には、半導体ウエハ4を研磨パッド1に押し付けるための加圧機構が設けてある。研磨に際しては、研磨定盤2と支持台5とを回転させつつ半導体ウエハ4を研磨パッド1に押し付け、スラリーを供給しながら研磨を行う。スラリーの流量、研磨荷重、研磨定盤回転数、及びウエハ回転数は特に制限されず、適宜調整して行う。
The semiconductor device is manufactured through a step of polishing the surface of the semiconductor wafer using the polishing pad. A semiconductor wafer is generally a laminate of a wiring metal and an oxide film on a silicon wafer. The method and apparatus for polishing the semiconductor wafer are not particularly limited. For example, as shown in FIG. 1, a polishing
これにより半導体ウエハ4の表面の突出した部分が除去されて平坦状に研磨される。その後、ダイシング、ボンディング、パッケージング等することにより半導体デバイスが製造される。半導体デバイスは、演算処理装置やメモリー等に用いられる。
As a result, the protruding portion of the surface of the
以下、本発明を実施例を上げて説明するが、本発明はこれら実施例に限定されるものではない。 Hereinafter, the present invention will be described with reference to examples, but the present invention is not limited to these examples.
[測定、評価方法]
(数平均分子量の測定)
数平均分子量は、GPC(ゲル・パーミエーション・クロマトグラフィ)にて測定し、標準ポリスチレンにより換算した。
GPC装置:島津製作所製、LC−10A
カラム:Polymer Laboratories社製、(PLgel、5μm、500Å)、(PLgel、5μm、100Å)、及び(PLgel、5μm、50Å)の3つのカラムを連結して使用
流量:1.0ml/min
濃度:1.0g/l
注入量:40μl
カラム温度:40℃
溶離液:テトラヒドロフラン
[Measurement and evaluation methods]
(Measurement of number average molecular weight)
The number average molecular weight was measured by GPC (gel permeation chromatography) and converted by standard polystyrene.
GPC device: manufactured by Shimadzu Corporation, LC-10A
Column: Polymer Laboratories, (PLgel, 5 μm, 500 mm), (PLgel, 5 μm, 100 mm), and (PLgel, 5 μm, 50 mm) connected to three columns, flow rate: 1.0 ml / min
Concentration: 1.0 g / l
Injection volume: 40 μl
Column temperature: 40 ° C
Eluent: Tetrahydrofuran
(平均気泡径測定)
作製したポリウレタン発泡体を厚み1mm以下になるべく薄くミクロトームカッターで平行に切り出したものを平均気泡径測定用試料とした。試料をスライドガラス上に固定し、SEM(S−3500N、日立サイエンスシステムズ(株))を用いて100倍で観察した。得られた画像を画像解析ソフト(WinRoof、三谷商事(株))を用いて、任意範囲の全気泡径を測定し、平均気泡径を算出した。
(Average bubble diameter measurement)
The produced polyurethane foam was cut as thin as possible to a thickness of 1 mm or less in parallel with a microtome cutter, and used as a sample for measuring the average cell diameter. The sample was fixed on a slide glass and observed at 100 times using SEM (S-3500N, Hitachi Science Systems, Ltd.). Using the image analysis software (WinRoof, Mitani Shoji Co., Ltd.) for the obtained image, the total bubble diameter in an arbitrary range was measured, and the average bubble diameter was calculated.
(比重測定)
JIS Z8807−1976に準拠して行った。作製したポリウレタン発泡体を4cm×8.5cmの短冊状(厚み:任意)に切り出したものを比重測定用試料とし、温度23℃±2℃、湿度50%±5%の環境で16時間静置した。測定には比重計(ザルトリウス社製)を用い、比重を測定した。
(Specific gravity measurement)
This was performed according to JIS Z8807-1976. The produced polyurethane foam was cut into a 4 cm x 8.5 cm strip (thickness: arbitrary) and used as a sample for measuring the specific gravity, and allowed to stand for 16 hours in an environment of a temperature of 23 ° C ± 2 ° C and a humidity of 50% ± 5%. did. The specific gravity was measured using a hydrometer (manufactured by Sartorius).
(硬度測定)
JIS K6253−1997に準拠して行った。作製したポリウレタン発泡体を2cm×2cm(厚み:任意)の大きさに切り出したものを硬度測定用試料とし、温度23℃±2℃、湿度50%±5%の環境で16時間静置した。測定時には、試料を重ね合わせ、厚み6mm以上とした。硬度計(高分子計器社製、アスカーD型硬度計)を用い、硬度を測定した。
(Hardness measurement)
This was performed in accordance with JIS K6253-1997. A sample obtained by cutting the produced polyurethane foam into a size of 2 cm × 2 cm (thickness: arbitrary) was used as a sample for hardness measurement and allowed to stand for 16 hours in an environment of temperature 23 ° C. ± 2 ° C. and humidity 50% ± 5%. At the time of measurement, the samples were overlapped to a thickness of 6 mm or more. The hardness was measured using a hardness meter (manufactured by Kobunshi Keiki Co., Ltd., Asker D type hardness meter).
(吸水時の寸法変化率の測定)
JIS K7312に準拠して行った。作製したポリウレタン発泡体を幅20mm×長さ50mm×厚み1.27mmの大きさに切り出したものをサンプルとした。該サンプルを25℃の蒸留水中に48時間浸漬し、浸漬前後の長さを下記式に代入して寸法変化率を算出した。
寸法変化率(%)=〔(浸漬後の長さ−浸漬前の長さ)/浸漬前の長さ〕×100
(Measurement of dimensional change rate during water absorption)
This was performed according to JIS K7312. A sample obtained by cutting the produced polyurethane foam into a size of width 20 mm × length 50 mm × thickness 1.27 mm was used as a sample. The sample was immersed in distilled water at 25 ° C. for 48 hours, and the dimensional change rate was calculated by substituting the length before and after the immersion into the following formula.
Dimensional change rate (%) = [(length after immersion−length before immersion) / length before immersion] × 100
(研磨特性の評価)
研磨装置としてSPP600S(岡本工作機械社製)を用い、作製した研磨パッドを用いて、研磨特性の評価を行った。酸化膜の膜厚測定には、干渉式膜厚測定装置(大塚電子社製)を用いた。研磨条件としては、スラリーとして、シリカスラリー(SS12、キャボット社製)を研磨中に流量150ml/min添加した。研磨荷重としては350g/cm2、研磨定盤回転数35rpm、ウエハ回転数30rpmとした。
(Evaluation of polishing characteristics)
Using SPP600S (manufactured by Okamoto Machine Tool Co., Ltd.) as a polishing apparatus, polishing characteristics were evaluated using the prepared polishing pad. An interference type film thickness measuring device (manufactured by Otsuka Electronics Co., Ltd.) was used for measuring the thickness of the oxide film. As polishing conditions, silica slurry (SS12, manufactured by Cabot Corporation) was added as a slurry at a flow rate of 150 ml / min. The polishing load was 350 g / cm 2 , the polishing platen rotation number was 35 rpm, and the wafer rotation number was 30 rpm.
平坦化特性の評価では、8インチシリコンウエハに熱酸化膜を0.5μm堆積させた後、所定のパターニングを行った後、p−TEOSにて酸化膜を1μm堆積させ、初期段差0.5μmのパターン付きウエハを作製し、このウエハを前述条件にて研磨を行った。 In the evaluation of the planarization characteristics, after depositing a thermal oxide film of 0.5 μm on an 8-inch silicon wafer and performing predetermined patterning, an oxide film of 1 μm is deposited by p-TEOS, and an initial step of 0.5 μm is formed. A wafer with a pattern was prepared, and this wafer was polished under the above conditions.
平坦化特性としては削れ量を測定した。幅270μmのラインが30μmのスペースで並んだパターンと幅30μmのラインが270μmのスペースで並んだパターンにおいて、上記の2種のパターンのライン上部の段差が2000Å以下になるときの270μmのスペースの削れ量を測定した。スペースの削れ量が少ないと削れて欲しくない部分の削れ量が少なく平坦性が高いことを示す。ウエハ100枚目、300枚目及び500枚目における削れ量を表1に示す。 The amount of scraping was measured as the flattening characteristic. In a pattern in which lines with a width of 270 μm are arranged in a space of 30 μm and a pattern in which lines with a width of 30 μm are arranged in a space of 270 μm, the cutting of the space of 270 μm when the level difference of the upper part of the above two types of patterns is 2000 mm or less The amount was measured. If the amount of shaving is small, the amount of shaving that is not desired to be shaved is small and the flatness is high. Table 1 shows the amount of wear on the 100th, 300th and 500th wafers.
面内均一性の評価は、8インチシリコンウエハに熱酸化膜が1μm堆積したものを用いて上記研磨条件にて2分間研磨を行い、図2に示すようにウエハ上の特定位置25点の研磨前後の膜厚測定値から研磨速度最大値と研磨速度最小値を求め、その値を下記式に代入することにより算出した。ウエハ100枚目、300枚目及び500枚目における面内均一性を表1に示す。なお、面内均一性の値が小さいほどウエハ表面の均一性が高いことを表す。
面内均一性(%)={(研磨速度最大値−研磨速度最小値)/(研磨速度最大値+研磨速度最小値)}×100
In-plane uniformity is evaluated by polishing for 2 minutes under the above polishing conditions using a 1-μm thick thermal oxide film deposited on an 8-inch silicon wafer, and polishing at 25 specific positions on the wafer as shown in FIG. The maximum polishing rate and the minimum polishing rate were obtained from the measured film thickness before and after, and the values were calculated by substituting them into the following formula. Table 1 shows the in-plane uniformity of the 100th, 300th and 500th wafers. Note that the smaller the in-plane uniformity value, the higher the uniformity of the wafer surface.
In-plane uniformity (%) = {(maximum polishing rate−minimum polishing rate) / (maximum polishing rate + minimum polishing rate)} × 100
実施例1
容器にトルエンジイソシアネート(2,4−体/2,6−体=80/20の混合物)1229重量部、4,4’−ジシクロヘキシルメタンジイソシアネート272重量部、数平均分子量1018のポリテトラメチレンエーテルグリコール1901重量部、ジエチレングリコール198重量部を入れ、70℃で4時間反応させてイソシアネート末端プレポリマーを得た。
該プレポリマー100重量部、多量化1,6−ヘキサメチレンジイソシアネート(住化バイエルウレタン社製、スミジュールN−3300、イソシアヌレートタイプ)20重量部、及びシリコン系ノニオン界面活性剤(東レダウコーニングシリコン製、SH−192)3重量部を重合容器内に加えて混合し、80℃に調整して減圧脱泡した。その後、撹拌翼を用いて、回転数900rpmで反応系内に気泡を取り込むように激しく約4分間撹拌を行った。そこへ予め120℃に溶融した4,4’−メチレンビス(o−クロロアニリン)39重量部を添加した。該混合液を約70秒間撹拌した後、パン型のオープンモールド(注型容器)へ流し込んだ。この混合液の流動性がなくなった時点でオーブン内に入れ、100℃で16時間ポストキュアを行い、ポリウレタン発泡体ブロックを得た。 約80℃に加熱した前記ポリウレタン発泡体ブロックをスライサー(アミテック社製、VGW−125)を使用してスライスし、ポリウレタン発泡体シートを得た。次に、バフ機(アミテック社製)を使用して、厚さ1.27mmになるまで該シートの表面バフ処理をし、厚み精度を整えたシートとした。このバフ処理をしたシートを直径61cmの大きさで打ち抜き、溝加工機(テクノ社製)を用いて表面に溝幅0.25mm、溝ピッチ1.50mm、溝深さ0.40mmの同心円状の溝加工を行い研磨シート(研磨層)を得た。この研磨シートの溝加工面と反対側の面にラミ機を使用して、両面テープ(積水化学工業社製、ダブルタックテープ)を貼りつけた。更に、コロナ処理をしたクッションシート(東レ社製、ポリエチレンフォーム、トーレペフ、厚み0.8mm)の表面をバフ処理し、それを前記両面テープにラミ機を使用して貼り合わせた。さらに、クッションシートの他面にラミ機を使用して両面テープを貼り合わせて研磨パッドを作製した。
Example 1
In a container, 1229 parts by weight of toluene diisocyanate (mixture of 2,4-isomer / 2,6-isomer = 80/20), 272 parts by weight of 4,4′-dicyclohexylmethane diisocyanate, polytetramethylene ether glycol 1901 having a number average molecular weight of 1018 Part by weight and 198 parts by weight of diethylene glycol were added and reacted at 70 ° C. for 4 hours to obtain an isocyanate-terminated prepolymer.
100 parts by weight of the prepolymer, 20 parts by weight of
実施例2
イソシアネート変性体として、多量化1,6−ヘキサメチレンジイソシアネート(住化バイエルウレタン社製、スミジュールN−3200、ビュレットタイプ)20重量部を用いた以外は実施例1と同様の方法で研磨パッドを作製した。
Example 2
A polishing pad was prepared in the same manner as in Example 1 except that 20 parts by weight of a large amount of 1,6-hexamethylene diisocyanate (manufactured by Sumika Bayer Urethane Co., Ltd., Sumidur N-3200, burette type) was used as the isocyanate-modified product. Produced.
実施例3
実施例1において、スミジュールN−3300の添加量を20重量部から10重量部に変更した以外は実施例1と同様の方法で研磨パッドを作製した。
Example 3
A polishing pad was produced in the same manner as in Example 1 except that the amount of Sumidur N-3300 added in Example 1 was changed from 20 parts by weight to 10 parts by weight.
比較例1
実施例1において、スミジュールN−3300を添加しなかった以外は実施例1と同様の方法で研磨パッドを作製した。

In Example 1, a polishing pad was produced in the same manner as in Example 1 except that Sumidur N-3300 was not added.
表1の結果から明らかなように、本発明の研磨パッドは、吸湿又は吸水時の寸法安定性が高く、平坦化特性及び面内均一特性のバラツキが抑制されていることがわかる。 As is apparent from the results in Table 1, it can be seen that the polishing pad of the present invention has high dimensional stability during moisture absorption or water absorption, and suppresses variations in planarization characteristics and in-plane uniformity characteristics.
1:研磨パッド(研磨層)
2:研磨定盤
3:研磨剤(スラリー)
4:被研磨材(半導体ウエハ)
5:支持台(ポリシングヘッド)
6、7:回転軸
1: Polishing pad (polishing layer)
2: Polishing surface plate 3: Abrasive (slurry)
4: Material to be polished (semiconductor wafer)
5: Support base (polishing head)
6, 7: Rotating shaft
Claims (9)
ジイソシアネート、高分子量ポリオール、及び低分子量ポリオールを含むプレポリマー原料組成物を反応して得られるイソシアネート末端プレポリマー、3つ以上のジイソシアネートが付加することにより多量化したイソシアネート変性体、及び鎖延長剤を含むポリウレタン原料組成物の反応硬化体であることを特徴とする研磨パッド。 In a polishing pad having a polishing layer made of a polyurethane foam having fine bubbles, the polyurethane foam is:
Diisocyanate, high molecular weight polyols, and low molecular weight polyol including prepolymer raw material composition and the reaction was obtained that isocyanate-terminated prepolymers obtained, isocyanate modified body obtained by a large amount by the three or more diisocyanate is added, and a chain extender A polishing pad, which is a reaction cured product of a polyurethane raw material composition containing an agent.
前記工程(1)は、ジイソシアネート、高分子量ポリオール、及び低分子量ポリオールを含むプレポリマー原料組成物を反応して得られるイソシアネート末端プレポリマー、及び3つ以上のジイソシアネートが付加することにより多量化したイソシアネート変性体を含む第1成分にシリコン系ノニオン界面活性剤をポリウレタン発泡体中に0.05〜10重量%になるように添加し、さらに前記第1成分を非反応性気体と撹拌して前記非反応性気体を微細気泡として分散させた気泡分散液を調製した後、前記気泡分散液に鎖延長剤を含む第2成分を混合し、硬化してポリウレタン発泡体を作製する工程であることを特徴とする研磨パッドの製造方法。 In the method for producing a polishing pad comprising the step (1) of mixing a first component comprising an isocyanate-terminated prepolymer and a second component comprising a chain extender and curing to produce a polyurethane foam,
In the step (1), an isocyanate-terminated prepolymer obtained by reacting a prepolymer raw material composition containing a diisocyanate, a high molecular weight polyol, and a low molecular weight polyol , and an isocyanate increased in number by adding three or more diisocyanates. A silicon-based nonionic surfactant is added to the first component including the modified body so as to be 0.05 to 10% by weight in the polyurethane foam, and the first component is stirred with a non-reactive gas and the non-reactive gas is added. It is a step of preparing a polyurethane foam by preparing a bubble dispersion in which reactive gas is dispersed as fine bubbles, and then mixing and curing a second component containing a chain extender in the bubble dispersion. A method for producing a polishing pad.
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007184658A JP4128607B2 (en) | 2006-08-28 | 2007-07-13 | Polishing pad |
| CN2011100498403A CN102152233B (en) | 2006-08-28 | 2007-08-16 | Polishing pad |
| CN200780027350.5A CN101489721B (en) | 2006-08-28 | 2007-08-16 | Polishing pad |
| KR1020097002004A KR101107043B1 (en) | 2006-08-28 | 2007-08-16 | Polishing pad |
| US12/439,154 US8993648B2 (en) | 2006-08-28 | 2007-08-16 | Polishing pad |
| PCT/JP2007/065934 WO2008026451A1 (en) | 2006-08-28 | 2007-08-16 | Polishing pad |
| TW096130712A TW200819472A (en) | 2006-08-28 | 2007-08-20 | Polishing pad |
| US14/537,497 US9358661B2 (en) | 2006-08-28 | 2014-11-10 | Polishing pad |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006230805 | 2006-08-28 | ||
| JP2007184658A JP4128607B2 (en) | 2006-08-28 | 2007-07-13 | Polishing pad |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008080479A JP2008080479A (en) | 2008-04-10 |
| JP4128607B2 true JP4128607B2 (en) | 2008-07-30 |
Family
ID=39351841
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007184658A Active JP4128607B2 (en) | 2006-08-28 | 2007-07-13 | Polishing pad |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4128607B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9079288B2 (en) | 2010-10-26 | 2015-07-14 | Toyo Tire & Rubber Co., Ltd. | Polishing pad and method for producing same |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140342641A1 (en) * | 2011-12-16 | 2014-11-20 | Toyo Tire & Rubber Co., Ltd. | Polishing pad |
-
2007
- 2007-07-13 JP JP2007184658A patent/JP4128607B2/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9079288B2 (en) | 2010-10-26 | 2015-07-14 | Toyo Tire & Rubber Co., Ltd. | Polishing pad and method for producing same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008080479A (en) | 2008-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5078000B2 (en) | Polishing pad | |
| JP5088865B2 (en) | Polishing pad | |
| JP5008927B2 (en) | Polishing pad | |
| JP4786347B2 (en) | Polishing pad | |
| WO2008026451A1 (en) | Polishing pad | |
| JP5074224B2 (en) | Polishing pad, polishing pad manufacturing method, and semiconductor device manufacturing method | |
| JP4859110B2 (en) | Polishing pad | |
| JP5013447B2 (en) | Polishing pad and manufacturing method thereof | |
| WO2014119367A1 (en) | Polishing pad | |
| JP5288715B2 (en) | Polishing pad | |
| JP5276502B2 (en) | Polishing pad and manufacturing method thereof | |
| JP5506008B2 (en) | Polishing pad | |
| JP4128606B2 (en) | Polishing pad | |
| JP6155018B2 (en) | Polishing pad | |
| JP5356098B2 (en) | Polishing pad and manufacturing method thereof | |
| JP4128607B2 (en) | Polishing pad | |
| WO2012056512A1 (en) | Polishing pad and method for producing same | |
| JP4986274B2 (en) | Polishing pad and manufacturing method thereof | |
| JP2014111296A (en) | Polishing pad and its manufacturing method | |
| JP5009020B2 (en) | Polishing pad | |
| JP5453507B1 (en) | Polishing pad and manufacturing method thereof | |
| JP5087440B2 (en) | Polishing pad, polishing pad manufacturing method, and semiconductor device manufacturing method | |
| JP2017113856A (en) | Polishing pad and method for producing the same | |
| JP4979200B2 (en) | Polishing pad | |
| JP2007210236A (en) | Laminated polishing pad |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080124 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20080124 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20080125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080415 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080514 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110523 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4128607 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140523 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |