JP4098401B2 - Microporous membrane for battery separator made of polyolefin - Google Patents
Microporous membrane for battery separator made of polyolefin Download PDFInfo
- Publication number
- JP4098401B2 JP4098401B2 JP13704398A JP13704398A JP4098401B2 JP 4098401 B2 JP4098401 B2 JP 4098401B2 JP 13704398 A JP13704398 A JP 13704398A JP 13704398 A JP13704398 A JP 13704398A JP 4098401 B2 JP4098401 B2 JP 4098401B2
- Authority
- JP
- Japan
- Prior art keywords
- microporous membrane
- polyethylene
- film
- microporous
- stretched
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Laminated Bodies (AREA)
- Cell Separators (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は孔閉塞温度が低く、かつ孔閉塞温度以下におけるTDの最大収縮応力及び/又は最大収縮率が小さく、優れた透過性能を有するポリオレフィン製の微多孔膜に関する。さらに、本発明の微多孔膜は電池セパレーターとして有用であり、とりわけリチウム一次電池、リチウムイオン二次電池、リチウム二次電池のような非水溶媒系リチウム電池用セパレーターに適している。
【0002】
【従来の技術】
ポリオレフィン素材の電池セパレーターとしてはポリエチレン製、ポリプロピレン製及びその両方の素材を併用したセパレーターが従来より知られており、主としてリチウム一次電池やリチウムイオン二次電池の非水溶媒系の電池において使用されており、近年は特にリチウムイオン二次電池のセパレーターとしての需要が急増している。リチウムイオン二次電池のセパレーターに求められる特性としては、厚みが薄いこと、電池作成時に支障をきたさない強度及び寸法安定性を有すること、高いイオン透過性を有すること、電池の暴走反応を停止させる孔閉塞機能を有すること及び高温での形状保持特性を有することが挙げられる。
【0003】
特に小型ポータブル機器に搭載される角型電池に使用されるセパレーターは、角型電池の構造上正負電極や周囲の電池缶からの押さえが円筒型電池に比べて弱いために、特にセパレーターの捲回方向(以下、MDという)と垂直の方向(以下、TDという)の収縮応力や収縮率が大きいと、電池の温度が上がった際にセパレーターが収縮することにより電極がむき出しになり内部短絡を起こしてしまう場合がある。従って、セパレーターへの要求としては孔閉塞温度が低いだけでなく、孔が閉塞するまでのTDの熱収縮が小さいことがあげられる。
【0004】
また、角型や円筒型を問わず、電池にとっては小型化と共に大容量化も重要な課題であるため、電池の放電特性やサイクル特性向上の妨げにならないような高透過性能を有するセパレーターの要求が高くなってきている。そのためにはセパレーターが適度な空孔率及び孔径を有する必要があり、特にサイクル特性の向上の観点から、大孔径を有するセパレーターの要求が高くなってきている。
【0005】
これまで、例えば、特公平4−71416号公報、特公昭59−36575号公報、特開平2−21559号公報などに記載されているように、多くの微多孔膜が提案されているが、上記の点からみるといずれもセパレーター用膜として十分とは言い難い。
また、積層微多孔膜としては、例えば特開平7−304110号公報、特開平8−222197号公報、特開平9−219184号公報に、ポリプロピレンとポリエチレンの3枚積層膜が開示されているが、これらの膜は高温におけるTD収縮が改良されているものの、延伸開孔法による微多孔膜のためガーレー値が低くても300sec/100cc程度の小孔径膜であり、透気度が高い。
【0006】
【発明が解決しようとする課題】
本発明の目的は、電池が異常反応により温度上昇を起こした際に、より早くから温度上昇を停止させ事故を未然に防ぐ低温孔閉塞機能を有し、かつ孔が閉塞するまでに発生するTDの最大収縮応力及び/又は最大収縮率が小さく、さらに電池の放電特性及びサイクル特性を阻害しない良好な透過性能と電池作成時に支障をきたさない強度を有するポリオレフィン製の微多孔膜を提供することである。
【0007】
【課題を解決するための手段】
この発明は上記課題を解決したものである。
すなわち本発明は、
(1)ポリエチレン製の微多孔膜Aの両表面に、Aと孔閉塞温度の異なるポリエチレン製の微多孔膜Bを積層したB/A/B型の形態を有する3枚積層膜であって、
前記微多孔膜A、又は前記微多孔膜Bが、分子量が100万を超える超高分子量ポリエチレンと、分子量が10〜40万の高密度ポリエチレンと、を含み、
該積層膜が膜厚10〜60μm、透気度50〜250sec/100cc、空孔率30〜80%、孔閉塞温度110〜136℃、孔閉塞温度以下でのTDの最大収縮応力が2.5kg/cm2以下及び/又は最大収縮率が25.0%以下、突刺強度200g以上であることを特徴とする電池セパレーター用微多孔膜、
(2)ポリエチレン製の微多孔膜Aの両表面に、Aと孔閉塞温度の異なるポリエチレン製の微多孔膜Bを積層したB/A/B型の形態を有する3枚積層膜であって、
前記微多孔膜A、又は前記微多孔膜Bが、分子量が100万を超える超高分子量ポリエチレンと、分子量が10〜40万の高密度ポリエチレンと、低密度ポリエチレン又は線状低密度ポリエチレンとを含み、
該積層膜が膜厚10〜60μm、透気度50〜250sec/100cc、空孔率30〜80%、孔閉塞温度110〜136℃、孔閉塞温度以下でのTDの最大収縮応力が2.5kg/cm 2 以下及び/又は最大収縮率が25.0%以下、突刺強度200g以上であることを特徴とする電池セパレーター用微多孔膜、
(3)(1)又は(2)のいずれかに記載された電池セパレーター用微多孔膜の製造方法であって、ポリエチレン製の未延伸微多孔膜Aと、当該未延伸微多孔膜Aとは孔閉塞温度の異なるポリエチレン製の未延伸微多孔膜Bとを製造した後、以下の(g)、(h)の各工程、
(g)未延伸微多孔膜A、Bを個別にTD延伸する工程、
(h)(g)工程にて得られたTD延伸微多孔膜Aの両表面に、同じく(g)工程にて得られたTD延伸微多孔膜Bを重ね合わせ、MDに延伸しながら熱圧着することによりB/A/B型に積層一体化する工程、
を含むことを特徴とする電池セパレーター用微多孔膜の製造方法、
(4)前記(g)工程が、TD延伸した微多孔膜Bを熱処理する工程を含む(3)に記載の製造方法、
(5)前記(g)工程におけるTD延伸が、目的倍率よりも高い倍率まで延伸した後、熱処理領域にて熱処理しながら目的倍率まで延伸倍率を落とすことによりなされる(3)又は(4)に記載の製造方法、
に関する。
【0008】
前述したように、この発明でMDとはセパレーターの捲回方向をいい、TDとはMDと垂直の方向をいう。別の言い方をすれば、セパレーターの捲回方向とは微多孔膜を製膜する際の機械方向(巻き取り方向)のことであり、その垂直方向とはすなわち膜の巾方向のことである。
本発明の微多孔膜において、厚みは10〜60μmが適当であるが、好ましくは10〜50μm、より好ましくは20〜50μmである。厚みが10μmより薄いと膜強度が低くなり、電極表面の突起物により破損し内部短絡を起こす危険性がある。厚みが60μmを超えると電池の小型・高容量化に支障をきたす。
【0009】
電池寿命の尺度であるサイクル特性を良好に保つためには、電極表面から脱落した活物質によるセパレーターの目詰まりを押さえる必要があり、この観点から大孔径が要求される。孔径の一つの尺度である透気度が50〜250sec/100ccであれば良好なサイクル特性を有するが、好ましくは70〜200sec/100cc、より好ましくは70〜150sec/100ccである。透気度が50sec/100ccより低いと膜強度が低くなり、250sec/100ccを超えると孔径が小さくなり、サイクル特性が悪くなる傾向がある。
【0010】
電解液の保持や放電特性及び膜強度の観点から空孔率は30%〜80%が適当であるが、好ましくは40%〜70%であり、より好ましくは40%〜65%である。空孔率が30%より低いと膜の電気抵抗が高くなり、大電流を流しにくくなる。一方、空孔率が80%を超えると膜強度が弱くなってしまう。
孔閉塞温度は110℃〜136℃が適当だが、好ましくは120℃〜134℃であり、より好ましくは125℃〜134℃である。孔閉塞温度が110℃より低いと、通常の使用において孔閉塞が発生する可能性がある。さらに微多孔膜の製造において、特に延伸工程で温度を上げることができず、延伸破断が多発してしまう危険性がある。孔閉塞温度が136℃を超えると、電池の異常反応を抑制するのが遅れ電池温度が大きく上昇してしまう危険性がある。
【0011】
孔閉塞温度以下でのTDの最大収縮応力は2.5kg/cm2 以下、好ましくは1.5kg/cm2 以下が適当であり、より好ましくは1kg/cm2 以下である。最大収縮応力が2.5kg/cm2 を超えると孔閉塞温度に達するまでにTDに収縮して内部短絡を起こす危険性がある。
又、孔閉塞温度以下でのTDの最大収縮率が25.0%以下であれば、仮に収縮応力が2.5kg/cm2 を超えたとしても収縮量が小さいために電極がむき出しになる程の収縮は起こらない。
【0012】
従って、電池内部の温度が上昇した際に内部短絡を防ぐための条件としては、孔閉塞温度以下でのTDの最大収縮応力が2.5kg/cm2 以下でかつ最大収縮率が25.0%以下であることが最も好ましいが、最低限最大収縮応力が2.5kg/cm2 以下か、又は最大収縮率が25.0%以下のどちらかを満たしていれば良い。
突刺強度は200g以上が適当であるが、好ましくは250g以上、より好ましくは300g以上である。突刺強度が200gよりも低いと、電極表面の突起物により破損し内部短絡を起こす危険性がある。
【0013】
また、1枚膜よりも孔閉塞温度の異なる膜を重ね合わせた積層膜が好ましい。孔閉塞温度の異なる素材からなる膜を積層すると、孔閉塞温度の高い素材が支持体の役割を果たして、膜全体の収縮を小さくすることができる。さらに、強度を維持したままでの孔閉塞温度の低下といった総合的な物性バランスの面や、ピンホール等による電池内部での短絡防止の強化といった観点からも積層膜の形態は好ましい。その際、積層膜のカールを防ぐためにも微多孔膜Aの両側を微多孔膜Bで挟み込むB/A/B型の3枚積層型が好ましい。また、収縮応力及び収縮率低下の観点から、孔閉塞温度の高い方の膜を微多孔膜Bとし、孔閉塞温度の低い方の膜を微多孔膜Aとするのが好ましい。
3枚より多く積層すると薄膜化が困難となる。また、微多孔膜AとBの接着性を考慮すると、微多孔膜A及びB共に同種類の素材、特にポリエチレン製であることが好ましい。
【0014】
次に本発明のポリオレフィン製微多孔膜の製造方法の例として、ポリエチレン製微多孔膜の製法について説明する。この発明のポリエチレン製微多孔膜は、例えば下記の(a)〜(e)の工程によって作られる。
(a)ポリエチレンを有機液状物、無機フィラー及び添加剤と共に混合造粒する工程。ここで、ポリエチレン、有機液状物、無機フィラーの合計重量に対するポリエチレンの割合は10〜60重量%、有機液状物と無機フィラーの合計割合は40〜90重量%である。ポリエチレンの割合が10重量%未満では膜強度が低く、60重量%を超えると押出成型時の流動性が悪くなり成形加工性が困難となったり、微多孔膜の空孔率が低くなって透過性能が悪化する。
【0015】
ここで使用されるポリエチレンとしては、密度が0.94g/cm3 を超えるような高密度ポリエチレン、密度が0.93〜0.94g/cm3 の範囲の中密度ポリエチレン、密度が0.93g/cm3 より低い低密度ポリエチレン・直鎖状低密度ポリエチレンが挙げられる。
ポリエチレンの選定に関しては、膜強度を高くする観点からは密度及び分子量は高い方が好ましく、従って高分子量の高密度ポリエチレンが好ましい。一方、孔閉塞温度を低くする観点からは低融点のポリエチレン、すなわち密度の低いポリエチレンの使用が好ましい。又、分子量が高すぎると成形加工性が悪化してしまう。従って、高強度・低孔閉塞温度・良好な成形加工性を達成するには、分子量が100万を超えるような超高分子量ポリエチレンと分子量が10〜40万程度の高密度ポリエチレン、さらには低密度ポリエチレンや線状低密度ポリエチレンを混合することが好ましい。
【0016】
さらに、本発明の参考例1及び2に記載のような、分子量が30万以上の高密度ポリエチレンでありながら融点が低いポリエチレンを使用すると、低密度ポリエチレンや線状低密度ポリエチレンを混合せずに孔閉塞温度をさげることができるので、強度を維持したまま孔閉塞温度を下げる観点から好ましい。
有機液状物としてはフタル酸ジオクチル、フタル酸ジヘプチル、フタル酸ジブチルのようなフタル酸エステルやアジピン酸エステルやグリセリン酸エステルのような有機酸エステル類、リン酸トリオクチルのようなリン酸エステル、流動パラフィンや固形ワックスやミネラルオイル等が挙げられる。それらを単独で用いても、あるいは幾種類かを混合して使用しても良い。無機フィラーとしては、微粉シリカ、マイカ、タルク等が挙げられ、それらを単独で使用しても或いは混合物として用いても良い。
【0017】
なお、ポリエチレン、有機液状物、無機フィラーの他に本発明を大きく阻害しない範囲で必要に応じて酸化防止剤、紫外線吸収剤、滑剤、アンチブロッキング剤等の各種添加剤を添加することができる。
ポリエチレン、有機液状物、無機フィラー、添加剤の混合造粒は、例えば、ヘンシェルミキサーやロールニーダー等で行われる。
(b)(a)工程で得た混合物を、先端にT−ダイを装着した押出機中で溶融混練し、T−ダイから押出しシート状に成形する工程。
(c)(b)工程で得たシート状の成形物を、ハロゲン化炭化水素やメチルエチルケトンやアルコールやヘキサン等のポリエチレンは溶解しないが、有機液状物を溶解する有機溶剤に浸漬することにより、有機液状物を抽出除去して半抽出膜を得、その後乾燥する工程。
(d)(c)工程で得た半抽出膜を、ポリエチレンは溶解しないが、無機フィラーを溶解する液体に浸漬することにより、無機フィラーを抽出除去し、その後乾燥して未延伸微多孔膜を得る工程。
(e)(d)工程で得た未延伸微多孔膜をMDのみに一軸延伸又はMD及びTDに二軸延伸する工程。二軸延伸する場合は同時二軸延伸でも逐次二軸延伸でもどちらでもよい。なお逐次二軸延伸の場合の延伸順序はMD、TDのどちらが先でも良い。
【0018】
次に、この発明の3枚積層型のポリオレフィン製微多孔膜は、例えば下記の(f)〜(h)によって作成される。
(f)上記(a)〜(d)の手法により、ポリオレフィン製の未延伸微多孔膜A及びAよりも孔閉塞温度の高い未延伸微多孔膜Bを製造する。
(g)(f)工程にて得られた2種類の未延伸微多孔膜A、Bを個別にTD延伸する。ここで、TD延伸した微多孔膜Bを、特定の範囲の温度にて熱処理することにより、最終的にA、Bを積層一体化して得られる微多孔膜の孔閉塞温度以下でのTDの最大収縮応力及び最大収縮率を低下させることができる。その温度とは、TD延伸した微多孔膜Aの孔閉塞温度以上、好ましくは積層一体化された微多孔膜の孔閉塞温度以上で、かつTD延伸された微多孔膜Bの孔閉塞温度より低い範囲の温度である。ここでのTD延伸及び熱処理は例えばテンターのような延伸機にて連続的に行われる。
(h)(g)工程にて得られたTD延伸微多孔膜Aの両表面に、同じく(g)工程にて得られたTD延伸微多孔膜Bを重ね合わせ、MDに延伸しながら熱圧着することによりB/A/B型に積層一体化する。
【0019】
ここでのMD延伸及び積層は例えばロール延伸機やカレンダー成形機のようなロールが数本並んでいるような成形機にて行われる。
(g)〜(h)の3枚積層膜の製造法を詳細に説明する。この発明の3枚積層膜の製造法の特徴は、先に孔閉塞温度の異なる2種類の微多孔膜A、Bを個別にTD延伸し、その後でMD延伸をしながら積層することである。(g)工程でのTD延伸の目的は大孔径化と薄膜化であり、さらに孔閉塞温度の高い微多孔膜BをTD延伸後に特定の範囲の温度にて熱処理することにより、積層一体化された膜の孔閉塞温度以下でのTDの最大収縮応力及び最大収縮率を小さくすることである。その際、孔閉塞温度の異なる2種類の微多孔膜A、Bを個別にTD延伸することにより、各々の微多孔膜の最適条件に合わせることができるため、大孔径化と薄膜化及び熱処理によるTDの収縮応力及び収縮率の低減がより達成しやすい。
【0020】
これに対し、融点が大きく異なる無孔質フィルムを個別ではなく積層一体化した後で延伸しようとすると、特に温度条件の設定が困難で、物性コントロールが困難となる。
さらに、個別ではなく3枚重ねての延伸では、延伸温度を孔閉塞温度の低い微多孔膜Aに合わせざるをえないので、孔閉塞温度以上の温度で熱処理ができず、孔閉塞温度近傍での収縮応力及び収縮率が低減できない。(g)工程においては微多孔膜A、BをTD延伸する際に、一度目的倍率よりも高い倍率まで延伸した後、熱処理領域にて熱処理しながら目的倍率まで延伸倍率を落とすことによって強制的に緩和させると、さらに収縮応力及び収縮率の低減化が達成されるので好ましい。
以上の発明内容を下記の実施例にて具体的に説明するが、本発明は下記の実施例に限定されるものではない。
【0021】
【発明の実施の形態】
以下、本発明を実施例により説明する。しかし、本発明はこれらの実施例に限定されるものではない。なお、本発明の微多孔膜についての諸特性は次の試験方法により評価した。
1.粘度平均分子量(Mv):溶剤(デカリン)を用い、測定温度135℃にて[η]を測定し、(1)式によりMvを算出した。
[η]=6.8×10-4Mv0.67 (1)
2.密度:ASTM D1238に準拠して測定した。
3.融点:示差走査熱量計(セイコー電子工業製DSC220C)にて、窒素雰囲気中にて、サンプル量3mg、昇温速度10℃/minの条件にて測定。
先ず10℃/minで180℃まで昇温し、180℃にて5min保持する。それから10℃/minにて30℃まで冷却し、30℃にて5min保持する。その後、再度10℃/minにて180℃まで昇温し、その時の融解ピークの頂点部の温度を融点と定義した。
4.膜厚:最小目盛り1μmのダイヤルゲージ(JISに規定)にて、温度23℃±2℃の下で測定した。
【0022】
5.空孔率:Xcm×Ycmの長方形のサンプルを切り出し、下記の(2)式により算出した。
空孔率(%)={1−(104 ×M)/(X×Y×T×ρ)}×100 (2)
T:サンプル厚み(μm)
M:サンプル重量(g)
ρ:サンプル密度(0.95g/cm3 とした)
6.透気度:JIS P8117に準拠し、東洋精機製B型ガーレー式デンソメーターを用い、標線目盛り0〜100まで要する時間をストップウオッチで測定した。
7.最大収縮応力:熱機械的分析装置(セイコー電子工業製TMA120)にて、
サンプル長(TD)×サンプル幅=10mm×3mm
初期荷重1.2g
昇温速度10℃/min
の条件にて測定。収縮応力曲線において最大収縮荷重(g)を求め、下記の(3)式より、最大収縮応力を算出した。
最大収縮応力(kg/cm2 )={最大収縮荷重/(3×T)}×102 (3)
T:サンプル厚み(μm)
【0023】
8.収縮率:ステンレスのフレーム(外形=6cm×6cm、内形=4cm×4cm)にMDの両端のみをクリップにてサンプルを固定。固定したサンプルの大きさはMD×TD=5.0cm×4cm。固定した状態にて、所定温度のオーブン中に30分間放置。オーブンで加熱後のTDの長さを測定し、以下の(4)式にて収縮率を算出。
TD収縮率(%)={(加熱前のTD長(4cm)−加熱後のTD長)/加熱前のTD長(4cm)}×100
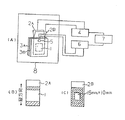
9.孔閉塞温度:図1(A)〜(C)に孔閉塞温度の測定装置の概略図を示す。図1(A)は測定装置の構成図である。1は微多孔膜であり、2A及び2Bは厚さ10μmのNi箔、3A及び3Bはガラス板である。4は電気抵抗測定装置(安藤電気LCRメーター AG4311)であり、Ni箔(2A、2B)と接続されている。5は熱電対であり温度計6と接続されている。7はデーターコレクターであり、電気抵抗測定装置4及び温度計6と接続されている。8はオーブンであり、微多孔膜を加熱する。
【0024】
さらに詳細に説明すると、微多孔膜1には規定の電解液が含浸されており、図1(B)に示すようにNi箔2A上にMDのみテフロンテープで止められた形で固定されている。Ni箔2Bは図1(C)に示すように15mm×10mmの部分を残してテフロンテープでマスキングされている。Ni箔2AとNi箔2Bを微多孔膜1を挟むような形で重ね合わせ、さらにその両側からガラス板3A、3Bによって2枚のNi箔を挟み込む。2枚のガラス板は市販のクリップではさむことにより固定する。
図1(A)に示した装置を用い、連続的に温度と電気抵抗を測定する。なお、温度は2℃/minの速度にて昇温させ、電気抵抗値は1kHzの交流にて測定する。
孔閉塞温度とは微多孔膜1の電気抵抗値が103 Ωに達する時の温度と定義する。
【0025】
なお、規定の電解液組成とは下記の通りである。
溶媒:炭酸プロピレン/炭酸エチレン/γブチルラクトン=1/1/2 体積%
溶質:上記溶媒にてホウフッ化リチウムを1mol/リットルの濃度になるように溶かす。
10.突刺強度:カトーテック株式会社製のハンディー圧縮試験器KES−G5型に直径1mm、先端の曲率半径0.5mmの針を装着し、温度23±2℃、針の移動速度0.2cm/secで突刺試験を行った。
【0026】
[参考例1]
超高分子量ポリエチレンA4.6重量%、高密度ポリエチレンa18.4重量%、フタル酸ジオクチル56重量%、微粉シリカ21重量%を混合造粒した後、先端にT−ダイを装着した押出機中で溶融混練し、厚さ95μmのシートを作成した。このシートを塩化メチレン中に浸漬し、フタル酸ジオクチルを抽出除去して乾燥した後、水酸化ナトリウム水溶液中へ浸漬し、微粉シリカを抽出除去し、乾燥させて90μmの未延伸微多孔膜を得た。
この未延伸微多孔膜を110〜115℃に加熱された数本のロールを通すことによりMDに2.7倍延伸し、その後122℃に加熱された数本のロールを通すことにより熱処理を行い微多孔膜1を得た。得られた微多孔膜1の物性を表1に、使用したポリエチレンの特性を表2に示す。
【0027】
[参考例2]
超高分子量ポリエチレンA3.6重量%、高密度ポリエチレンa14.4重量%、フタル酸ジオクチル59.5重量%、微粉シリカ22.5重量%を混合造粒した後、参考例1と同様の方法で厚さ100μmの未延伸微多孔膜を得た。
この未延伸微多孔膜を110〜115℃に加熱された数本のロールを通すことによりMDに4倍延伸し、その後122℃に加熱された数本のロールを通すことにより熱処理を行い微多孔膜2を得た。
得られた微多孔膜2の物性を表1に示す、使用したポリエチレンの特性を表2に示す。
【0028】
【実施例3】
超高分子量ポリエチレンB6.9重量%、高密度ポリエチレンb6.9重量%、直鎖状低密度ポリエチレン9.2重量%、フタル酸ジオクチル53重量%、微粉シリカ24重量%を混合造粒した後、参考例1と同様の方法で厚さ85μmの未延伸微多孔膜A1 を得た。この未延伸微多孔膜A1 の孔閉塞温度は128℃であった。
また、超高分子量ポリエチレンA9.2重量%、高密度ポリエチレンc13.8重量%、フタル酸ジオクチル56.0重量%、微粉シリカ21.0重量%を混合造粒した後、参考例1と同様の方法で厚さ90μmの未延伸微多孔膜B1 を得た。この未延伸微多孔膜B1 の孔閉塞温度は135℃であった。
【0029】
次に、未延伸微多孔膜A1 を110℃に加熱されたテンターにてTDに1.9倍延伸し、続いて同テンター内の120℃に加熱された領域にて熱処理しながら1.7倍まで強制的に緩和させてTD延伸微多孔膜A1 を作成した。このTD延伸微多孔膜A1 の孔閉塞温度は130℃であった。
未延伸微多孔膜B1 は130℃に加熱されたテンターにて1.9倍にTD延伸し、続いて同テンター内の134℃に加熱された領域にて熱処理しながら1.7倍まで延伸倍率を落とすことにより強制的に緩和させ、TD延伸微多孔膜B1 を作成した。このTD延伸微多孔膜B1 の孔閉塞温度は141℃であった。
TD延伸微多孔膜A1 を、その両側からTD延伸微多孔膜B1 で挟み込み、110℃に加熱されたロールを数本通しながらMDに2.0倍延伸して、3枚積層した微多孔膜3を作成した。
得られた微多孔膜3の物性を表1に、使用したポリエチレンの特性を表2に示す。
【0030】
【実施例4】
超高分子量ポリエチレンB6.9重量%、高密度ポリエチレンb6.9重量%、直鎖状低密度ポリエチレン9.2重量%、フタル酸ジオクチル53重量%、微粉シリカ24重量%を混合造粒した後、参考例1と同様の方法で厚さ85μmの未延伸微多孔膜A2 を得た。この未延伸微多孔膜A2 の孔閉塞温度は128℃であった。
【0031】
又、超高分子量ポリエチレンA9.2重量%、高密度ポリエチレンc13.8重量%、フタル酸ジオクチル56.7重量%、微粉シリカ20.3重量%を混合造粒した後、参考例1と同様の方法で120μmの未延伸微多孔膜B2 を得た。この未延伸微多孔膜B2 の孔閉塞温度は135℃であった。次に、未延伸微多孔膜A2を100℃に加熱されたテンターにてTDに1.9倍延伸し、続いて同テンター内の110℃に加熱された領域にて熱処理しながら1.7倍まで強制的に緩和させ、TD延伸微多孔膜A2を作成した。このTD延伸微多孔膜A2 の孔閉塞温度は131℃であった。
【0032】
未延伸微多孔膜B2 は130℃に加熱されたテンターにて3.8倍にTD延伸し、続いて同テンター内の135℃に加熱された領域にて熱処理しながら3.5倍まで延伸倍率を落とすことにより強制的に緩和させ、TD延伸微多孔膜B2 を作成した。このTD延伸微多孔膜B2 の孔閉塞温度は140℃であった。
TD延伸された微多孔膜A2 を、その両側からTD延伸微多孔膜B2 で挟み込み、116℃に加熱されたロールを数本通しながらMDに2.0倍延伸して3枚積層した微多孔膜4を作成した。
得られた微多孔膜4の物性を表1に、使用したポリエチレンの特性を表2に示す。
【0033】
【実施例5】
超高分子量ポリエチレンB6.9重量%、高密度ポリエチレンb6.9重量%、直鎖状低密度ポリエチレン9.2重量%、フタル酸ジオクチル53重量%、微粉シリカ24重量%を混合造粒した後、参考例1と同様の方法で85μmの未延伸微多孔膜A3 を得た。この未延伸微多孔膜A3 の孔閉塞温度は128℃であった。
又、超高分子量ポリエチレンA9.2重量%、高密度ポリエチレンc13.8重量%、フタル酸ジオクチル56.7重量%、微粉シリカ20.3重量%を混合造粒した後、参考例1と同様の方法で120μmの未延伸微多孔膜B3 を得た。この未延伸微多孔膜B3 の孔閉塞温度は135℃であった。
次に、未延伸微多孔膜A3 を100℃に加熱されたテンターにてTDに1.9倍延伸し、続いて同テンター内の110℃に加熱された領域にて熱処理しながら1.7倍まで強制的に緩和させて、TD延伸微多孔膜A3を作成した。このTD延伸微多孔膜A3 の孔閉塞温度は131℃であった。
【0034】
未延伸微多孔膜B3 は130℃に加熱されたテンターにて3.8倍にTD延伸し、続いて同テンター内の135℃に加熱された領域にて熱処理しながら3.5倍まで延伸倍率を落とすことにより強制的に緩和させて、TD延伸微多孔膜B3 を作成した。このTD延伸微多孔膜B3 の孔閉塞温度は140℃であった。
TD延伸微多孔膜A3 を、その両側からTD延伸微多孔膜B3 で挟み込み、116℃に加熱されたロールを数本通しながらMDに2.6倍延伸した後、続いて118℃に加熱されたロールを数本通すことにより熱処理して3枚積層した微多孔膜5を作成した。
得られた微多孔膜5の物性を表1に、使用したポリエチレンの特性を表2に示す。
【0035】
【実施例6】
高密度ポリエチレンa23重量%、フタル酸ジオクチル53重量%、微粉シリカ24重量%を混合造粒した後、参考例1と同様の方法で厚さ90μmの未延伸微多孔膜A4 を作成した。この未延伸微多孔膜A4 の孔閉塞温度は130℃であった。
また、超高分子量ポリエチレンB13.8重量%、高密度ポリエチレンc9.2重量%、フタル酸ジオクチル56重量%、微粉シリカ21重量%を混合造粒した後、参考例1と同様の方法で未延伸微多孔膜B4 を得た。この未延伸微多孔膜B4 の孔閉塞温度は137℃であった。
次に、未延伸微多孔膜A4 を110℃に加熱されたテンターでTDに1.7倍延伸し、その後で同テンター内の120℃に加熱された領域を通過させることにより熱処理して、TD延伸微多孔膜A4を作成した。このTD延伸微多孔膜A4の孔閉塞温度は131℃であった。
【0036】
未延伸微多孔膜B4 は130℃に加熱されたテンターにて3.8倍にTD延伸し、その後で同テンター内の136℃に加熱された領域を通過させながら、3.5倍まで強制的に緩和させることにより熱処理してTD延伸微多孔膜B4 を作成した。このTD延伸微多孔膜B4 の孔閉塞温度は142℃であった。
TD延伸微多孔膜A4 を、その両側からTD延伸微多孔膜B4 で挟み込み、116℃に加熱されたロールを数本通しながらMDに2.5倍延伸した後、120℃に加熱されたロールを数本通すことにより熱処理して、3枚積層した微多孔膜6を作成した。
得られた微多孔膜6の物性を表1に、使用したポリエチレンの特性を表2に示す。
【0037】
【比較例1】
超高分子量ポリエチレンA9.2重量%、高密度ポリエチレンc13.8重量%、フタル酸ジオクチル56重量%、微粉シリカ21重量%を混合造粒した後、参考例1記載の未延伸微多孔膜と同様の方法で厚さ90μmの未延伸微多孔膜を得た。この未延伸微多孔膜を110℃に加熱されたロールを数本通すことによりMDに2.8倍延伸した後、126℃に加熱されたロールを数本通すことにより熱処理して微多孔膜7を得た。得られた微多孔膜7の物性を表1に、使用したポリエチレンの特性を表2に示す。
【0038】
【比較例2】
超高分子量ポリエチレンB6.9重量%、高密度ポリエチレンb6.9重量%、直鎖状低密度ポリエチレン9.2重量%、フタル酸ジオクチル53重量%、微粉シリカ24重量%を混合造粒した後、参考例1記載の未延伸微多孔膜と同様の方法で厚さ90μmの未延伸微多孔膜を得た。この未延伸微多孔膜を110℃に加熱されたロールを数本通すことによりMDに2.8倍延伸した後、116℃に加熱されたロールを数本通すことにより熱処理して微多孔膜8を得た。得られた微多孔膜8の物性を表1に、使用したポリエチレンの特性を表2に示す。
【0039】
【比較例3】
超高分子量ポリエチレンB10.8重量%、高密度ポリエチレンb10.8重量%、直鎖状低密度ポリエチレン14.4重量%、フタル酸ジオクチル44重量%、微粉シリカ20重量%を混合造粒した後、参考例1記載の微多孔膜と同手法にて90μmの未延伸微多孔膜を得た。
【0040】
この未延伸微多孔膜を2枚重ね117℃に加熱されたロールを数本通すことによりMDに4.3倍延伸し、次いで124℃に加熱されたロールを数本通すことにより熱処理した。さらに118℃に加熱されたテンターに通しTDに1.8倍延伸した後、125℃に加熱された領域を通過させながら強制的に1.7倍まで緩和させながら熱処理することにより微多孔膜9を得た。
得られた微多孔膜9の物性を表1に、使用したポリエチレンの特性を表2に示す。
【0041】
【表1】

【表2】
【発明の効果】
本発明のポリオレフィン製の微多孔膜は、透気度が低く、孔閉塞温度が低く、孔閉塞温度以下でのTDの最大収縮応力及び/又は最大収縮率が小さく、電池作成時に支障をきたさない強度を有するものであり、該微多孔膜は良好な放電特性およびサイクル特性を有し、且つ安全性に優れたリチウム電池のような非水溶媒系の電池を作成する上で有用である。
【図面の簡単な説明】
【図1】孔閉塞温度を測定する装置の構成を示す全体概略図であり、(A)は孔閉塞温度を測定する装置、(B)は(A)のNi箔(2A)面での断面図、(C)は(A)のNi箔(2B)面での断面図である。
【符号の説明】
1 :微多孔膜
2A、2B:Ni箔
3A、3B:ガラス板
4 :電気抵抗測定装置
5 :熱電対
6 :温度計
7 :データーコレクター
8 :オーブン[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a microporous membrane made of polyolefin having a low pore closing temperature and a low TD maximum shrinkage stress and / or a maximum shrinkage ratio below the pore closing temperature and having excellent permeability. Furthermore, the microporous membrane of the present invention is useful as a battery separator, and is particularly suitable for a separator for a non-aqueous solvent type lithium battery such as a lithium primary battery, a lithium ion secondary battery, or a lithium secondary battery.
[0002]
[Prior art]
As a battery separator made of a polyolefin material, a separator made of polyethylene, polypropylene and a combination of both materials has been conventionally known, and is mainly used in a nonaqueous solvent battery such as a lithium primary battery or a lithium ion secondary battery. In recent years, the demand for lithium ion secondary battery separators has been increasing rapidly. The characteristics required of a lithium ion secondary battery separator include a thin thickness, strength and dimensional stability that do not hinder battery creation, high ion permeability, and stopping battery runaway reaction. It has a hole closing function and a shape retention property at high temperature.
[0003]
In particular, separators used for prismatic batteries mounted on small portable devices are especially wound around separators because the positive and negative electrodes and surrounding battery cans are weaker than cylindrical batteries due to the structure of the prismatic battery. If the shrinkage stress or shrinkage rate in the direction perpendicular to the direction (hereinafter referred to as MD) (hereinafter referred to as TD) is large, the separator shrinks when the battery temperature rises, causing the electrodes to be exposed and causing an internal short circuit. May end up. Therefore, a requirement for the separator is not only a low hole closing temperature but also a small TD thermal shrinkage until the hole is closed.
[0004]
Regardless of whether it is a square or cylindrical type, it is important to reduce the battery size and increase the capacity, so there is a need for a separator with high permeability that does not interfere with the battery's discharge and cycle characteristics. Is getting higher. For this purpose, it is necessary for the separator to have an appropriate porosity and pore diameter. In particular, from the viewpoint of improving the cycle characteristics, the demand for a separator having a large pore diameter is increasing.
[0005]
So far, for example, many microporous membranes have been proposed as described in JP-B-4-71416, JP-B-59-36575, JP-A-2-21559, and the like. From the point of view, it is difficult to say that both are sufficient as a separator film.
Further, as the laminated microporous film, for example, JP-A-7-304110, JP-A-8-222197, and JP-A-9-219184 disclose a three-layered film of polypropylene and polyethylene. Although these membranes have improved TD shrinkage at high temperatures, they are microporous membranes obtained by the stretch-opening method and are small-diameter membranes having a low Gurley value of about 300 sec / 100 cc and high air permeability.
[0006]
[Problems to be solved by the invention]
It is an object of the present invention to have a low temperature hole closing function that prevents an accident from occurring by stopping the temperature increase earlier when the battery rises in temperature due to an abnormal reaction. It is to provide a microporous membrane made of polyolefin having a small maximum shrinkage stress and / or maximum shrinkage ratio, good permeation performance that does not hinder battery discharge characteristics and cycle characteristics, and strength that does not hinder battery formation. .
[0007]
[Means for Solving the Problems]
This invention solves the said subject.
That is, the present invention
(1) A three-layer laminated film having a B / A / B type structure in which polyethylene microporous film B having a pore closing temperature different from A is laminated on both surfaces of polyethylene microporous film A,
The microporous membrane A or the microporous membrane B includes ultra-high molecular weight polyethylene having a molecular weight exceeding 1,000,000 and high-density polyethylene having a molecular weight of 100,000 to 400,000,
The laminated film has a film thickness of 10 to 60 μm, an air permeability of 50 to 250 sec / 100 cc, a porosity of 30 to 80%, a pore closing temperature of 110 to 136 ° C., and a maximum shrinkage stress of TD of 2.5 kg or less. / Cm2And / or a microporous membrane for a battery separator, wherein the maximum shrinkage is 25.0% or less and the puncture strength is 200 g or more,
(2)A three-layer laminated film having a B / A / B type configuration in which polyethylene microporous film B having a pore closing temperature different from A is laminated on both surfaces of polyethylene microporous film A,
The microporous membrane A or the microporous membrane B includes ultrahigh molecular weight polyethylene having a molecular weight exceeding 1,000,000, high density polyethylene having a molecular weight of 100,000 to 400,000, and low density polyethylene or linear low density polyethylene. ,
The laminated film has a film thickness of 10 to 60 μm, an air permeability of 50 to 250 sec / 100 cc, a porosity of 30 to 80%, a pore closing temperature of 110 to 136 ° C., and a maximum shrinkage stress of TD of 2.5 kg or less. / Cm 2 And / or a microporous membrane for a battery separator, wherein the maximum shrinkage is 25.0% or less and the puncture strength is 200 g or more,
(3) A method for producing a microporous membrane for a battery separator described in either (1) or (2), wherein the unstretched microporous membrane A made of polyethylene and the unstretched microporous membrane A are After producing an unstretched microporous membrane B made of polyethylene having different pore closing temperatures, the following steps (g) and (h):
(G) a step of individually TD-stretching the unstretched microporous membranes A and B;
(H) The TD stretched microporous membrane B obtained in the same step (g) is superposed on both surfaces of the TD stretched microporous membrane A obtained in the (g) step, and thermocompression bonded while stretching the MD. A step of stacking and integrating into the B / A / B type by
A method for producing a microporous membrane for a battery separator, comprising:
(4) The manufacturing method according to (3), wherein the step (g) includes a step of heat-treating the TD-stretched microporous membrane B.
(5) The TD stretching in the step (g) is carried out by stretching the stretch ratio to a higher ratio than the target ratio and then dropping the stretch ratio to the target ratio while performing heat treatment in the heat treatment region (3) or (4). The manufacturing method described,
About.
[0008]
As described above, in the present invention, MD refers to the winding direction of the separator, and TD refers to the direction perpendicular to MD. In other words, the winding direction of the separator is the machine direction (winding direction) when forming the microporous membrane, and the vertical direction is the width direction of the membrane.
In the microporous membrane of the present invention, the thickness is suitably 10 to 60 μm, preferably 10 to 50 μm, more preferably 20 to 50 μm. If the thickness is less than 10 μm, the film strength is low, and there is a risk of causing damage due to protrusions on the electrode surface and causing an internal short circuit. If the thickness exceeds 60 μm, it will hinder the battery size and capacity.
[0009]
In order to maintain good cycle characteristics as a measure of battery life, it is necessary to suppress clogging of the separator due to the active material that has fallen from the electrode surface, and a large pore diameter is required from this viewpoint. If the air permeability, which is one measure of the pore diameter, is 50 to 250 sec / 100 cc, good cycle characteristics are obtained, but preferably 70 to 200 sec / 100 cc, more preferably 70 to 150 sec / 100 cc. When the air permeability is lower than 50 sec / 100 cc, the film strength is lowered, and when it exceeds 250 sec / 100 cc, the pore diameter is decreased and the cycle characteristics tend to be deteriorated.
[0010]
The porosity is suitably 30% to 80% from the viewpoints of holding of the electrolytic solution, discharge characteristics, and film strength, but it is preferably 40% to 70%, more preferably 40% to 65%. When the porosity is lower than 30%, the electric resistance of the film increases and it becomes difficult to pass a large current. On the other hand, when the porosity exceeds 80%, the film strength becomes weak.
The pore closing temperature is suitably 110 ° C. to 136 ° C., preferably 120 ° C. to 134 ° C., more preferably 125 ° C. to 134 ° C. When the hole closing temperature is lower than 110 ° C., hole blocking may occur in normal use. Furthermore, in the production of the microporous membrane, the temperature cannot be raised particularly in the stretching step, and there is a risk that stretching breakage occurs frequently. When the hole closing temperature exceeds 136 ° C., there is a risk that the abnormal battery reaction is delayed and the battery temperature rises greatly.
[0011]
The maximum shrinkage stress of TD below the hole closing temperature is 2.5 kg / cm2Below, preferably 1.5 kg / cm2The following is suitable, more preferably 1 kg / cm2It is as follows. Maximum shrinkage stress is 2.5kg / cm2Exceeding this causes a risk of causing an internal short circuit by contracting to TD before reaching the hole closing temperature.
In addition, if the maximum shrinkage of TD below the hole closing temperature is 25.0% or less, the shrinkage stress is 2.5 kg / cm.2Even if the temperature exceeds the range, the amount of contraction is so small that the electrode does not contract so much as to be exposed.
[0012]
Therefore, as a condition for preventing an internal short circuit when the temperature inside the battery rises, the maximum shrinkage stress of TD below the hole closing temperature is 2.5 kg / cm.2Most preferably, the maximum shrinkage is 25.0% or less, but the minimum maximum shrinkage stress is 2.5 kg / cm.2Or the maximum shrinkage rate only needs to satisfy 25.0% or less.
The puncture strength is suitably 200 g or more, preferably 250 g or more, more preferably 300 g or more. If the piercing strength is lower than 200 g, there is a risk of causing damage due to protrusions on the electrode surface and causing an internal short circuit.
[0013]
Further, a laminated film in which films having different hole closing temperatures are stacked rather than a single film is preferable. When films made of materials having different hole closing temperatures are stacked, the material having a higher hole closing temperature serves as a support, and the shrinkage of the entire film can be reduced. Furthermore, the form of the laminated film is also preferable from the viewpoint of overall physical property balance such as a decrease in the hole closing temperature while maintaining the strength and the enhancement of prevention of short circuit inside the battery due to pinholes or the like. At that time, in order to prevent curling of the laminated film, a B / A / B type three-layered type in which both sides of the microporous film A are sandwiched by the microporous film B is preferable. Further, from the viewpoint of shrinkage stress and shrinkage rate reduction, it is preferable that the membrane having the higher pore closing temperature is the microporous membrane B and the membrane having the lower pore closing temperature is the microporous membrane A.
If more than three layers are stacked, it becomes difficult to reduce the thickness. In consideration of the adhesion between the microporous membranes A and B, it is preferable that both the microporous membranes A and B are made of the same material, particularly polyethylene.
[0014]
Next, as an example of the method for producing a polyolefin microporous membrane of the present invention, a method for producing a polyethylene microporous membrane will be described. The polyethylene microporous membrane of the present invention is produced, for example, by the following steps (a) to (e).
(A) A step of mixing and granulating polyethylene with an organic liquid, an inorganic filler, and an additive. Here, the ratio of polyethylene to the total weight of polyethylene, organic liquid and inorganic filler is 10 to 60% by weight, and the total ratio of organic liquid and inorganic filler is 40 to 90% by weight. When the proportion of polyethylene is less than 10% by weight, the film strength is low. Performance deteriorates.
[0015]
The polyethylene used here has a density of 0.94 g / cm.ThreeHigh density polyethylene, density is 0.93-0.94 g / cmThreeMedium density polyethylene with a density of 0.93 g / cmThreeExamples include lower low density polyethylene and linear low density polyethylene.
Regarding the selection of polyethylene, from the viewpoint of increasing the film strength, higher density and molecular weight are preferable, and therefore high-density polyethylene having a high molecular weight is preferable. On the other hand, from the viewpoint of lowering the pore closing temperature, it is preferable to use low melting point polyethylene, that is, low density polyethylene. On the other hand, if the molecular weight is too high, the moldability is deteriorated. Therefore, in order to achieve high strength, low pore closing temperature, and good moldability, ultrahigh molecular weight polyethylene having a molecular weight exceeding 1,000,000, high density polyethylene having a molecular weight of about 100,000 to 400,000, and low density It is preferable to mix polyethylene or linear low density polyethylene.
[0016]
Furthermore, the present inventionreferenceUse of high-density polyethylene having a molecular weight of 300,000 or more and a low melting point as described in Examples 1 and 2 can reduce the pore closing temperature without mixing low-density polyethylene or linear low-density polyethylene. Therefore, it is preferable from the viewpoint of lowering the pore closing temperature while maintaining the strength.
Organic liquids include dioctyl phthalate, diheptyl phthalate, dibutyl phthalate, organic acid esters such as adipate and glycerate, phosphate esters such as trioctyl phosphate, liquid paraffin And solid wax and mineral oil. They may be used alone or in combination of several kinds. Examples of the inorganic filler include finely divided silica, mica, talc and the like, and these may be used alone or as a mixture.
[0017]
In addition to polyethylene, organic liquids, and inorganic fillers, various additives such as antioxidants, ultraviolet absorbers, lubricants, and antiblocking agents can be added as necessary within a range that does not significantly impair the present invention.
The mixed granulation of polyethylene, organic liquid, inorganic filler, and additives is performed, for example, with a Henschel mixer or a roll kneader.
(B) A step in which the mixture obtained in the step (a) is melt-kneaded in an extruder equipped with a T-die at the tip and formed into an extruded sheet from the T-die.
(C) The sheet-like molded product obtained in the step (b) is not dissolved in halogenated hydrocarbons, polyethylene, such as methyl ethyl ketone, alcohol, or hexane, but is immersed in an organic solvent that dissolves organic liquids, so that A process of extracting and removing a liquid material to obtain a semi-extracted film and then drying.
(D) Although the polyethylene is not dissolved in the semi-extracted membrane obtained in the step (c), the inorganic filler is extracted and removed by immersing it in a liquid that dissolves the inorganic filler, and then dried to form an unstretched microporous membrane. Obtaining step.
(E) The process of extending | stretching the unstretched microporous film obtained at the process (d) uniaxially to MD only, or biaxially to MD and TD. In the case of biaxial stretching, either simultaneous biaxial stretching or sequential biaxial stretching may be used. In the case of sequential biaxial stretching, either MD or TD may be used first.
[0018]
Next, the three-layered polyolefin microporous membrane of the present invention is prepared by, for example, the following (f) to (h).
(F) The non-stretched microporous membrane B having a pore closing temperature higher than that of the polyolefin unstretched microporous membranes A and A is produced by the methods (a) to (d).
(G) The two types of unstretched microporous membranes A and B obtained in the step (f) are individually TD-stretched. Here, the maximum TD at or below the pore closing temperature of the microporous membrane obtained by stacking and integrating A and B finally by heat-treating the TD-stretched microporous membrane B at a temperature in a specific range. Shrinkage stress and maximum shrinkage can be reduced. The temperature is equal to or higher than the pore closing temperature of the TD-stretched microporous membrane A, preferably higher than the pore closing temperature of the laminated microporous membrane, and lower than the pore closing temperature of the TD-stretched microporous membrane B. The temperature in the range. Here, the TD stretching and the heat treatment are continuously performed by a stretching machine such as a tenter.
(H) The TD stretched microporous membrane B obtained in the same step (g) is superposed on both surfaces of the TD stretched microporous membrane A obtained in the (g) step, and thermocompression bonded while stretching the MD. By doing so, the B / A / B type is laminated and integrated.
[0019]
Here, MD stretching and lamination are performed in a molding machine in which several rolls such as a roll stretching machine and a calendar molding machine are arranged.
The method for producing the three-layer laminated film (g) to (h) will be described in detail. The feature of the method for producing a three-layer laminated film of the present invention is that two kinds of microporous films A and B having different pore closing temperatures are first individually TD-stretched and then laminated while MD stretching is performed. (G) The purpose of TD stretching in the process is to increase the pore size and to reduce the thickness of the film. Furthermore, the microporous film B having a high pore closing temperature is heat-treated at a specific range of temperature after TD stretching. It is to reduce the maximum shrinkage stress and the maximum shrinkage rate of TD below the pore closing temperature of the film. At that time, two types of microporous membranes A and B having different pore blocking temperatures can be individually TD-stretched to meet the optimum conditions of each microporous membrane. Reduction of shrinkage stress and shrinkage of TD is more easily achieved.
[0020]
On the other hand, when non-porous films having greatly different melting points are laminated and integrated instead of individually, it is particularly difficult to set the temperature condition and to control the physical properties.
Furthermore, when stretching three layers, not individually, the stretching temperature must be matched to the microporous membrane A having a low pore closing temperature, so heat treatment cannot be performed at a temperature equal to or higher than the pore closing temperature. The shrinkage stress and shrinkage rate cannot be reduced. (G) In the step, when the microporous membranes A and B are TD-stretched, the film is forcibly stretched once to a magnification higher than the target magnification and then lowered to the target magnification while performing heat treatment in the heat treatment region. Relaxing is preferable because the shrinkage stress and shrinkage rate can be further reduced.
The contents of the above invention will be specifically described in the following examples, but the present invention is not limited to the following examples.
[0021]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, the present invention will be described with reference to examples. However, the present invention is not limited to these examples. Various characteristics of the microporous membrane of the present invention were evaluated by the following test methods.
1. Viscosity average molecular weight (Mv): [η] was measured at a measurement temperature of 135 ° C. using a solvent (decalin), and Mv was calculated according to the equation (1).
[Η] = 6.8 × 10-FourMv0.67(1)
2. Density: Measured according to ASTM D1238.
3. Melting point: Measured with a differential scanning calorimeter (DSC220C manufactured by Seiko Denshi Kogyo Co., Ltd.) in a nitrogen atmosphere under the conditions of a sample amount of 3 mg and a heating rate of 10 ° C./min.
First, the temperature is raised to 180 ° C. at 10 ° C./min, and held at 180 ° C. for 5 min. Then, it is cooled to 30 ° C. at 10 ° C./min and held at 30 ° C. for 5 min. Thereafter, the temperature was raised again to 180 ° C. at 10 ° C./min, and the temperature at the top of the melting peak at that time was defined as the melting point.
4). Film thickness: Measured at a temperature of 23 ° C. ± 2 ° C. with a dial gauge (specified in JIS) having a minimum scale of 1 μm.
[0022]
5. Porosity: A rectangular sample of Xcm × Ycm was cut out and calculated by the following equation (2).
Porosity (%) = {1- (10Four× M) / (X × Y × T × ρ)} × 100 (2)
T: Sample thickness (μm)
M: sample weight (g)
ρ: Sample density (0.95 g / cmThreeAnd)
6). Air permeability: In accordance with JIS P8117, a Toyo Seiki B-type Gurley-type densometer was used, and the time required from a marked scale of 0 to 100 was measured with a stopwatch.
7. Maximum shrinkage stress: With a thermomechanical analyzer (TMA120 manufactured by Seiko Electronics Industry)
Sample length (TD) x sample width = 10 mm x 3 mm
Initial load 1.2g
Temperature increase rate 10 ° C / min
Measured under the following conditions. The maximum shrinkage load (g) was obtained from the shrinkage stress curve, and the maximum shrinkage stress was calculated from the following equation (3).
Maximum shrinkage stress (kg / cm2) = {Maximum shrinkage load / (3 × T)} × 102(3)
T: Sample thickness (μm)
[0023]
8). Shrinkage: A sample is fixed to a stainless steel frame (outside = 6 cm × 6 cm, inner shape = 4 cm × 4 cm) with clips only at both ends of the MD. The size of the fixed sample is MD × TD = 5.0 cm × 4 cm. In a fixed state, left in an oven at a predetermined temperature for 30 minutes. The length of TD after heating in an oven is measured, and the shrinkage is calculated by the following equation (4).
TD shrinkage (%) = {(TD length before heating (4 cm) −TD length after heating) / TD length before heating (4 cm)} × 100
9. Hole closing temperature: FIGS. 1A to 1C are schematic diagrams of a hole closing temperature measuring apparatus. FIG. 1A is a configuration diagram of a measuring apparatus. 1 is a microporous film, 2A and 2B are Ni foils having a thickness of 10 μm, and 3A and 3B are glass plates. 4 is an electrical resistance measuring device (Ando Electric LCR meter AG4311), which is connected to Ni foils (2A, 2B). A thermocouple 5 is connected to the
[0024]
More specifically, the
Using the apparatus shown in FIG. 1A, temperature and electric resistance are continuously measured. The temperature is raised at a rate of 2 ° C./min, and the electrical resistance value is measured at an alternating current of 1 kHz.
The pore closing temperature is the electrical resistance value of the
[0025]
The prescribed electrolyte composition is as follows.
Solvent: Propylene carbonate / ethylene carbonate / γ-butyl lactone = 1/1/2 volume%
Solute: Lithium borofluoride is dissolved in the above solvent to a concentration of 1 mol / liter.
10. Puncture strength: A handy compression tester KES-G5 manufactured by Kato Tech Co., Ltd. is attached with a needle having a diameter of 1 mm and a curvature radius of 0.5 mm at a tip temperature of 23 ± 2 ° C. and a needle moving speed of 0.2 cm / sec. A piercing test was conducted.
[0026]
[Reference Example 1]
In an extruder equipped with a T-die at the tip after mixing and granulating ultra high molecular weight polyethylene A 4.6% by weight, high density polyethylene a18.4% by weight, dioctyl phthalate 56% by weight and fine silica 21% by weight. A sheet having a thickness of 95 μm was prepared by melt-kneading. This sheet is immersed in methylene chloride, dioctyl phthalate is extracted and dried, and then immersed in an aqueous sodium hydroxide solution to extract and remove finely divided silica, followed by drying to obtain a 90 μm unstretched microporous membrane. It was.
This unstretched microporous membrane is stretched 2.7 times in the MD by passing several rolls heated to 110-115 ° C, and then heat-treated by passing several rolls heated to 122 ° C. A
[0027]
[Reference Example 2]
After granulating ultra high molecular weight polyethylene A 3.6% by weight, high density polyethylene a 14.4% by weight, dioctyl phthalate 59.5% by weight, fine silica 22.5% by weight,referenceAn unstretched microporous film having a thickness of 100 μm was obtained in the same manner as in Example 1.
This unstretched microporous membrane is stretched 4 times to MD by passing several rolls heated to 110-115 ° C, and then heat-treated by passing several rolls heated to 122 ° C. Membrane 2 was obtained.
The physical properties of the obtained microporous membrane 2 are shown in Table 1, and the properties of the used polyethylene are shown in Table 2.
[0028]
[Example 3]
After mixing and granulating ultra high molecular weight polyethylene B 6.9 wt%, high density polyethylene b 6.9 wt%, linear low density polyethylene 9.2 wt%, dioctyl phthalate 53 wt%, fine silica 24 wt%,referenceUnstretched microporous membrane A having a thickness of 85 μm by the same method as in Example 11Got. This unstretched microporous membrane A1The hole closing temperature was 128 ° C.
In addition, after 9.2% by weight of ultra high molecular weight polyethylene A, 13.8% by weight of high density polyethylene c, 56.0% by weight of dioctyl phthalate, and 21.0% by weight of fine silica,referenceUnstretched microporous membrane B having a thickness of 90 μm by the same method as in Example 11Got. This unstretched microporous membrane B1The hole closing temperature was 135 ° C.
[0029]
Next, unstretched microporous membrane A1Is stretched 1.9 times to TD with a tenter heated to 110 ° C, and then forcibly relaxed to 1.7 times while heat-treating in the region heated to 120 ° C in the tenter. Microporous membrane A1It was created. This TD stretched microporous membrane A1The hole closing temperature was 130 ° C.
Unstretched microporous membrane B1Is forced by TD stretching to 1.9 times with a tenter heated to 130 ° C, and then dropping the draw ratio to 1.7 times while heat-treating in the region heated to 134 ° C in the same tenter. TD stretched microporous membrane B1It was created. This TD stretched microporous membrane B1The hole closing temperature was 141 ° C.
TD stretched microporous membrane A1TD stretched microporous membrane B from both sides1The film was stretched 2.0 times in the MD while passing several rolls heated to 110 ° C. to prepare a microporous membrane 3 having three laminated layers.
Table 1 shows the physical properties of the obtained microporous membrane 3, and Table 2 shows the properties of the polyethylene used.
[0030]
[Example 4]
After mixing and granulating ultra high molecular weight polyethylene B 6.9 wt%, high density polyethylene b 6.9 wt%, linear low density polyethylene 9.2 wt%, dioctyl phthalate 53 wt%, fine silica 24 wt%,referenceUnstretched microporous membrane A having a thickness of 85 μm by the same method as in Example 12Got. This unstretched microporous membrane A2The hole closing temperature was 128 ° C.
[0031]
Further, after 9.2% by weight of ultrahigh molecular weight polyethylene A, high-density polyethylene c13.8% by weight, dioctyl phthalate 56.7% by weight, and finely divided silica 20.3% by weight,reference120 μm unstretched microporous membrane B by the same method as in Example 12Got. This unstretched microporous membrane B2The hole closing temperature was 135 ° C. Next, unstretched microporous membrane A2Is stretched 1.9 times to TD with a tenter heated to 100 ° C, and then forcibly relaxed to 1.7 times while heat-treating in the region heated to 110 ° C in the tenter. Microporous membrane A2It was created. This TD stretched microporous membrane A2The hole closing temperature was 131 ° C.
[0032]
Unstretched microporous membrane B2Is forced by TD stretching to 3.8 times with a tenter heated to 130 ° C, and then dropping the draw ratio to 3.5 times while heat-treating in the region heated to 135 ° C in the tenter. TD stretched microporous membrane B2It was created. This TD stretched microporous membrane B2The hole closing temperature was 140 ° C.
TD stretched microporous membrane A2TD stretched microporous membrane B from both sides2The
The physical properties of the obtained
[0033]
[Example 5]
After mixing and granulating ultra high molecular weight polyethylene B 6.9 wt%, high density polyethylene b 6.9 wt%, linear low density polyethylene 9.2 wt%, dioctyl phthalate 53 wt%, fine silica 24 wt%,reference85 μm unstretched microporous membrane A in the same manner as in Example 1ThreeGot. This unstretched microporous membrane AThreeThe hole closing temperature was 128 ° C.
Further, after 9.2% by weight of ultrahigh molecular weight polyethylene A, high-density polyethylene c13.8% by weight, dioctyl phthalate 56.7% by weight, and finely divided silica 20.3% by weight,reference120 μm unstretched microporous membrane B by the same method as in Example 1ThreeGot. This unstretched microporous membrane BThreeThe hole closing temperature was 135 ° C.
Next, unstretched microporous membrane AThreeThe film was stretched 1.9 times to TD with a tenter heated to 100 ° C., and then forcibly relaxed to 1.7 times while being heat-treated in a region heated to 110 ° C. in the tenter. Stretched microporous membrane AThreeIt was created. This TD stretched microporous membrane AThreeThe hole closing temperature was 131 ° C.
[0034]
Unstretched microporous membrane BThreeIs forced by TD stretching to 3.8 times with a tenter heated to 130 ° C, and then dropping the draw ratio to 3.5 times while heat-treating in the region heated to 135 ° C in the tenter. TD stretched microporous membrane BThreeIt was created. This TD stretched microporous membrane BThreeThe hole closing temperature was 140 ° C.
TD stretched microporous membrane AThreeTD stretched microporous membrane B from both sidesThreeA microporous membrane in which three rolls heated at 116 ° C. are stretched 2.6 times through MD while passing several rolls heated to 116 ° C., and then heat-treated by passing several rolls heated to 118 ° C. 5 was created.
The physical properties of the obtained microporous membrane 5 are shown in Table 1, and the properties of the polyethylene used are shown in Table 2.
[0035]
[Example 6]
After mixing and granulating 23% by weight of high density polyethylene a, 53% by weight of dioctyl phthalate and 24% by weight of fine silica,referenceUnstretched microporous membrane A having a thickness of 90 μm by the same method as in Example 1FourIt was created. This unstretched microporous membrane AFourThe hole closing temperature was 130 ° C.
Further, after mixing and granulating ultra-high molecular weight polyethylene B 13.8% by weight, high-density polyethylene c 9.2% by weight, dioctyl phthalate 56% by weight, fine silica 21% by weight,referenceUnstretched microporous membrane B in the same manner as in Example 1FourGot. This unstretched microporous membrane BFourThe hole closing temperature was 137 ° C.
Next, unstretched microporous membrane AFourIs stretched 1.7 times to TD with a tenter heated to 110 ° C., and then heat-treated by passing through a region heated to 120 ° C. in the tenter to produce a TD-stretched microporous membrane AFourIt was created. This TD stretched microporous membrane AFourThe hole closing temperature was 131 ° C.
[0036]
Unstretched microporous membrane BFourIs TD-stretched 3.8 times with a tenter heated to 130 ° C and then heat-treated by forcibly relaxing up to 3.5 times while passing through a region heated to 136 ° C in the tenter. TD stretched microporous membrane BFourIt was created. This TD stretched microporous membrane BFourThe hole closing temperature was 142 ° C.
TD stretched microporous membrane AFourTD stretched microporous membrane B from both sidesFourThe film was stretched 2.5 times in MD while passing several rolls heated to 116 ° C., and then heat-treated by passing several rolls heated to 120 ° C. It was created.
Table 1 shows the physical properties of the obtained
[0037]
[Comparative Example 1]
After granulating a mixture of 9.2% by weight of ultrahigh molecular weight polyethylene A, 13.8% by weight of high-density polyethylene c, 56% by weight of dioctyl phthalate, and 21% by weight of fine silica,referenceAn unstretched microporous membrane having a thickness of 90 μm was obtained in the same manner as the unstretched microporous membrane described in Example 1. This unstretched microporous membrane was stretched 2.8 times in the MD by passing several rolls heated to 110 ° C., and then heat-treated by passing several rolls heated to 126 ° C. Got. Table 1 shows the physical properties of the obtained microporous membrane 7, and Table 2 shows the properties of the polyethylene used.
[0038]
[Comparative Example 2]
After mixing and granulating ultra high molecular weight polyethylene B 6.9 wt%, high density polyethylene b 6.9 wt%, linear low density polyethylene 9.2 wt%, dioctyl phthalate 53 wt%, fine silica 24 wt%,referenceAn unstretched microporous membrane having a thickness of 90 μm was obtained in the same manner as the unstretched microporous membrane described in Example 1. The unstretched microporous membrane was stretched 2.8 times in the MD by passing several rolls heated to 110 ° C. and then heat-treated by passing several rolls heated to 116 ° C. Got. Table 1 shows the physical properties of the obtained microporous membrane 8, and Table 2 shows the properties of the polyethylene used.
[0039]
[Comparative Example 3]
After granulating ultrahigh molecular weight polyethylene B 10.8% by weight, high density polyethylene b 10.8% by weight, linear low density polyethylene 14.4% by weight, dioctyl phthalate 44% by weight, finely divided silica 20% by weight,referenceAn unstretched microporous membrane of 90 μm was obtained in the same manner as the microporous membrane described in Example 1.
[0040]
Two unrolled microporous membranes were stacked and passed through several rolls heated to 117 ° C. to be stretched 4.3 times in the MD, and then heat treated by passing several rolls heated to 124 ° C. Furthermore, after passing through a tenter heated to 118 ° C. and stretching 1.8 times to TD, the microporous membrane 9 is subjected to heat treatment while forcibly relaxing to 1.7 times while passing through a region heated to 125 ° C. Got.
Table 1 shows the physical properties of the obtained microporous membrane 9, and Table 2 shows the properties of the polyethylene used.
[0041]
[Table 1]
[Table 2]
【The invention's effect】
The microporous membrane made of polyolefin of the present invention has a low air permeability, a low pore closing temperature, a small maximum TD shrinkage stress and / or maximum shrinkage ratio below the pore closing temperature, and does not interfere with battery production. The microporous membrane has strength and is useful for producing a non-aqueous solvent type battery such as a lithium battery having good discharge characteristics and cycle characteristics and excellent safety.
[Brief description of the drawings]
BRIEF DESCRIPTION OF DRAWINGS FIG. 1 is an overall schematic diagram showing the configuration of an apparatus for measuring hole closing temperature, (A) is an apparatus for measuring hole closing temperature, and (B) is a cross section of Ni foil (2A) in (A). FIG. 4C is a cross-sectional view of the Ni foil (2B) in FIG.
[Explanation of symbols]
1: Microporous membrane
2A, 2B: Ni foil
3A, 3B: Glass plate
4: Electric resistance measuring device
5: Thermocouple
6: Thermometer
7: Data collector
8: Oven
Claims (5)
前記微多孔膜A、又は前記微多孔膜Bが、分子量が100万を超える超高分子量ポリエチレンと、分子量が10〜40万の高密度ポリエチレンと、を含み、
該積層膜が膜厚10〜60μm、透気度50〜250sec/100cc、空孔率30〜80%、孔閉塞温度110〜136℃、孔閉塞温度以下でのTDの最大収縮応力が2.5kg/cm2以下及び/又は最大収縮率が25.0%以下、突刺強度200g以上であることを特徴とする電池セパレーター用微多孔膜。A three-layer laminated film having a B / A / B type configuration in which polyethylene microporous film B having a pore closing temperature different from A is laminated on both surfaces of polyethylene microporous film A,
The microporous membrane A or the microporous membrane B includes ultra-high molecular weight polyethylene having a molecular weight exceeding 1,000,000 and high-density polyethylene having a molecular weight of 100,000 to 400,000,
The laminated film has a film thickness of 10 to 60 μm, an air permeability of 50 to 250 sec / 100 cc, a porosity of 30 to 80%, a pore closing temperature of 110 to 136 ° C., and a maximum shrinkage stress of TD of 2.5 kg or less. A microporous membrane for a battery separator having a / cm 2 or less and / or a maximum shrinkage of 25.0% or less and a puncture strength of 200 g or more.
前記微多孔膜A、又は前記微多孔膜Bが、分子量が100万を超える超高分子量ポリエチレンと、分子量が10〜40万の高密度ポリエチレンと、低密度ポリエチレン又は線状低密度ポリエチレンとを含み、
該積層膜が膜厚10〜60μm、透気度50〜250sec/100cc、空孔率30〜80%、孔閉塞温度110〜136℃、孔閉塞温度以下でのTDの最大収縮応力が2.5kg/cm 2 以下及び/又は最大収縮率が25.0%以下、突刺強度200g以上であることを特徴とする電池セパレーター用微多孔膜。 A three-layer laminated film having a B / A / B type configuration in which polyethylene microporous film B having a pore closing temperature different from A is laminated on both surfaces of polyethylene microporous film A,
The microporous membrane A or the microporous membrane B includes ultrahigh molecular weight polyethylene having a molecular weight exceeding 1,000,000, high density polyethylene having a molecular weight of 100,000 to 400,000, and low density polyethylene or linear low density polyethylene. ,
The laminated film has a film thickness of 10 to 60 μm, an air permeability of 50 to 250 sec / 100 cc, a porosity of 30 to 80%, a pore closing temperature of 110 to 136 ° C., and a maximum shrinkage stress of TD of 2.5 kg or less. A microporous membrane for a battery separator having a / cm 2 or less and / or a maximum shrinkage of 25.0% or less and a puncture strength of 200 g or more .
(g)未延伸微多孔膜A、Bを個別にTD延伸する工程、
(h)(g)工程にて得られたTD延伸微多孔膜Aの両表面に、同じく(g)工程にて得られたTD延伸微多孔膜Bを重ね合わせ、MDに延伸しながら熱圧着することによりB/A/B型に積層一体化する工程、
を含むことを特徴とする電池セパレーター用微多孔膜の製造方法。 It is a manufacturing method of the microporous film for battery separators described in any one of Claim 1 or 2, Comprising: Polyethylene unstretched microporous film A and the said non-stretched microporous film A differ in a pore blockage temperature. After producing the unstretched microporous membrane B made of polyethylene, the following steps (g) and (h):
(G) a step of individually TD-stretching the unstretched microporous membranes A and B;
(H) The TD stretched microporous membrane B obtained in the same step (g) is superposed on both surfaces of the TD stretched microporous membrane A obtained in the (g) step, and thermocompression bonded while stretching the MD. A step of stacking and integrating into the B / A / B type by
Method for producing a battery separator for a microporous membrane which comprises a.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP13704398A JP4098401B2 (en) | 1998-05-19 | 1998-05-19 | Microporous membrane for battery separator made of polyolefin |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP13704398A JP4098401B2 (en) | 1998-05-19 | 1998-05-19 | Microporous membrane for battery separator made of polyolefin |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11322989A JPH11322989A (en) | 1999-11-26 |
| JP4098401B2 true JP4098401B2 (en) | 2008-06-11 |
Family
ID=15189539
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP13704398A Expired - Lifetime JP4098401B2 (en) | 1998-05-19 | 1998-05-19 | Microporous membrane for battery separator made of polyolefin |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4098401B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012102241A1 (en) | 2011-01-27 | 2012-08-02 | 三菱樹脂株式会社 | Polyolefin resin porous film, and non-aqueous electrolyte cell separator using same |
| KR20180070594A (en) | 2016-11-08 | 2018-06-26 | 아사히 가세이 가부시키가이샤 | An ethylene polymer, a drawn molded article and a microporous membrane |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001229971A (en) * | 2000-02-14 | 2001-08-24 | At Battery:Kk | Nonaqueous electrolyte secondary battery |
| JP5070659B2 (en) * | 2001-03-05 | 2012-11-14 | パナソニック株式会社 | Nonaqueous electrolyte secondary battery |
| JP2002289164A (en) * | 2001-03-28 | 2002-10-04 | Matsushita Electric Ind Co Ltd | Nonaqueous electrolyte secondary battery |
| JP5031150B2 (en) * | 2001-06-08 | 2012-09-19 | 旭化成イーマテリアルズ株式会社 | Polyolefin separator |
| JP4817567B2 (en) * | 2001-09-28 | 2011-11-16 | 東レ東燃機能膜合同会社 | Polyolefin microporous membrane and method for producing the same |
| JP2003229174A (en) * | 2002-01-31 | 2003-08-15 | Sanyo Electric Co Ltd | Nonaqueous electrolyte secondary battery using film- like outer package |
| KR100599898B1 (en) | 2002-08-28 | 2006-07-19 | 아사히 가세이 케미칼즈 가부시키가이샤 | Polyolefin Microporous Membrane and Method of Evaluating The Same |
| JP2005209570A (en) * | 2004-01-26 | 2005-08-04 | Teijin Ltd | Separator for nonaqueous secondary battery, its manufacturing method and nonaqueous secondary battery |
| JP2006027024A (en) * | 2004-07-14 | 2006-02-02 | Asahi Kasei Chemicals Corp | Multi-layer porous film |
| US8409747B2 (en) | 2005-07-25 | 2013-04-02 | Teijin Limited | Nonaqueous secondary battery separator and process for its fabrication |
| JP5126813B2 (en) * | 2006-05-22 | 2013-01-23 | パナソニック株式会社 | Nonaqueous electrolyte secondary battery |
| US20100009249A1 (en) | 2006-10-13 | 2010-01-14 | Toyo Tanso Co., Ltd | Separator for nonaqueous electrolyte secondary battery and multilayer separator for nonaqueous electrolyte secondary battery |
| KR101288803B1 (en) | 2007-09-12 | 2013-07-23 | 에스케이이노베이션 주식회사 | Microporous polyethylene film with good property of strength and permeability at high temperature |
| KR101432146B1 (en) | 2007-11-28 | 2014-08-28 | 에스케이이노베이션 주식회사 | Microporous polyethylene film possessing good mechanical properties and thermal stability |
| KR101093858B1 (en) * | 2008-09-03 | 2011-12-13 | 주식회사 엘지화학 | A separator having porous coating layer, and electrochemical device containing the same |
| PL2672546T3 (en) | 2009-03-09 | 2018-08-31 | Asahi Kasei Kabushiki Kaisha | Polyolefin microporous membrane |
| JP5541966B2 (en) * | 2009-08-06 | 2014-07-09 | 旭化成イーマテリアルズ株式会社 | Method for producing microporous membrane |
| JP5629542B2 (en) * | 2010-10-04 | 2014-11-19 | 旭化成イーマテリアルズ株式会社 | Polyolefin microporous membrane |
| KR101936555B1 (en) * | 2011-07-28 | 2019-01-08 | 스미또모 가가꾸 가부시끼가이샤 | Laminated porous film and non-aqueous electrolyte secondary cell |
| JP5942134B2 (en) * | 2013-02-04 | 2016-06-29 | 旭化成株式会社 | Polyolefin microporous membrane |
| KR102299957B1 (en) | 2014-07-30 | 2021-09-08 | 에스케이이노베이션 주식회사 | Manufacturing method with good productivity for preparing porous multilayered polyolefin |
| JP6208187B2 (en) * | 2015-09-03 | 2017-10-04 | 旭化成株式会社 | Polyolefin microporous membrane, power storage device separator, and power storage device |
| WO2019163935A1 (en) | 2018-02-23 | 2019-08-29 | 東レ株式会社 | Porous polyolefin film |
| JP6517404B2 (en) * | 2018-06-04 | 2019-05-22 | 株式会社アストム | Ion exchange membrane |
| CN116315423B (en) * | 2023-03-29 | 2023-12-19 | 南京贝迪新材料科技股份有限公司 | Preparation device and method of modified polyethylene lithium battery diaphragm |
-
1998
- 1998-05-19 JP JP13704398A patent/JP4098401B2/en not_active Expired - Lifetime
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012102241A1 (en) | 2011-01-27 | 2012-08-02 | 三菱樹脂株式会社 | Polyolefin resin porous film, and non-aqueous electrolyte cell separator using same |
| US9419266B2 (en) | 2011-01-27 | 2016-08-16 | Mitsubishi Plastics, Inc. | Polyolefin resin porous film, and non-aqueous electrolyte cell separator using same |
| KR20180070594A (en) | 2016-11-08 | 2018-06-26 | 아사히 가세이 가부시키가이샤 | An ethylene polymer, a drawn molded article and a microporous membrane |
| US10947361B2 (en) | 2016-11-08 | 2021-03-16 | Asahi Kasei Kabushiki Kaisha | Ethylene polymer, stretched molded article and microporous membrane |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11322989A (en) | 1999-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4098401B2 (en) | Microporous membrane for battery separator made of polyolefin | |
| JP4931163B2 (en) | Polyolefin microporous membrane | |
| JP4931894B2 (en) | Polyolefin microporous membrane and evaluation method thereof | |
| US20210384587A1 (en) | Laminated multilayer membranes, separators, batteries, and methods | |
| ES2435786T3 (en) | Microporous membranes and procedures for preparing and using such membranes | |
| US10246567B2 (en) | Polyolefin microporous film | |
| JP4931911B2 (en) | Polyolefin microporous membrane | |
| JP5202866B2 (en) | Polyolefin multilayer microporous membrane, method for producing the same, battery separator and battery | |
| JPH09219184A (en) | Separator for battery | |
| CN110461925B (en) | Polyolefin microporous membrane and method for producing polyolefin microporous membrane | |
| JP5629542B2 (en) | Polyolefin microporous membrane | |
| JPWO2008044761A1 (en) | Nonaqueous electrolyte secondary battery separator and multi-layer separator for nonaqueous electrolyte secondary battery | |
| JP2020079426A (en) | Polyolefin microporous membrane | |
| JP5942134B2 (en) | Polyolefin microporous membrane | |
| JP3486785B2 (en) | Battery separator and method of manufacturing the same | |
| CN113226732B (en) | Polyolefin microporous membrane and power storage device | |
| JP7140926B2 (en) | Polyolefin microporous membrane | |
| JP6359368B2 (en) | Laminated microporous film, method for producing the same, and battery separator |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050427 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050427 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070720 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070724 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070925 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071023 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080129 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080214 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080311 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080313 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110321 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110321 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110321 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110321 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110321 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110321 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120321 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120321 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130321 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140321 Year of fee payment: 6 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| EXPY | Cancellation because of completion of term |