JP4093582B2 - Hollow molding method and apparatus - Google Patents
Hollow molding method and apparatus Download PDFInfo
- Publication number
- JP4093582B2 JP4093582B2 JP2004292110A JP2004292110A JP4093582B2 JP 4093582 B2 JP4093582 B2 JP 4093582B2 JP 2004292110 A JP2004292110 A JP 2004292110A JP 2004292110 A JP2004292110 A JP 2004292110A JP 4093582 B2 JP4093582 B2 JP 4093582B2
- Authority
- JP
- Japan
- Prior art keywords
- parison
- mold
- molds
- right molds
- inner mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000465 moulding Methods 0.000 title claims description 47
- 238000000034 method Methods 0.000 title claims description 29
- 238000005520 cutting process Methods 0.000 claims description 39
- 238000001125 extrusion Methods 0.000 claims description 16
- 239000000463 material Substances 0.000 claims description 11
- 125000006850 spacer group Chemical group 0.000 claims description 11
- 238000000071 blow moulding Methods 0.000 claims description 10
- 229920003002 synthetic resin Polymers 0.000 claims description 10
- 239000000057 synthetic resin Substances 0.000 claims description 10
- 229920001169 thermoplastic Polymers 0.000 claims description 10
- 239000004416 thermosoftening plastic Substances 0.000 claims description 10
- 238000001816 cooling Methods 0.000 claims description 8
- 229920005989 resin Polymers 0.000 claims description 7
- 239000011347 resin Substances 0.000 claims description 7
- 239000002356 single layer Substances 0.000 claims description 5
- 230000015572 biosynthetic process Effects 0.000 claims description 2
- 238000003786 synthesis reaction Methods 0.000 claims 1
- 238000007664 blowing Methods 0.000 description 19
- 230000000694 effects Effects 0.000 description 17
- 230000013011 mating Effects 0.000 description 12
- 230000007246 mechanism Effects 0.000 description 11
- 239000002184 metal Substances 0.000 description 9
- 230000002093 peripheral effect Effects 0.000 description 8
- 230000009471 action Effects 0.000 description 7
- 230000009467 reduction Effects 0.000 description 6
- 239000012530 fluid Substances 0.000 description 5
- 238000003825 pressing Methods 0.000 description 4
- 239000004809 Teflon Substances 0.000 description 3
- 229920006362 Teflon® Polymers 0.000 description 3
- 206010052428 Wound Diseases 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 230000011218 segmentation Effects 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
Images


























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/26—Component parts, details or accessories; Auxiliary operations
- B29C51/266—Auxiliary operations after the thermoforming operation
- B29C51/267—Two sheets being thermoformed in separate mould parts and joined together while still in the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4273—Auxiliary operations after the blow-moulding operation not otherwise provided for
- B29C49/4278—Cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
- B29C49/50—Moulds having cutting or deflashing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/04—Extrusion blow-moulding
Description
本発明は、中空成形方法及びその装置に関するものである。 The present invention relates to a hollow molding method and an apparatus therefor.
従来の中空成形方法として、例えば特許文献1に記載されるものが知られている。これは、図28に示すように、開閉可能な一対の金型63間にパリソン67を垂下させ、該パリソン67の所定部位の内周面と外周面とに各一対のクランプ部材68,69の各当接面を押し当てて上記所定部位をクランプし、このクランプ状態のままで、該クランプ部材68,69による上記パリソン67の上記所定部位の冷却を伴いつつ、上記クランプ部材68,69を上記パリソン67の上記所定部位以外の部分が延伸される方向に移動させて該所定部位以外の部分を薄肉化した後、上記一対の金型63を閉じ合わせ、その後、上記パリソン67の内側に加圧空気を吹き込んでブロー成形を行うことを特徴としている。61は中空成形装置、71は、押出装置62のダイ・コアである。
As a conventional hollow molding method, for example, a method described in Patent Document 1 is known. As shown in FIG. 28, a
この一対のクランプ部材68,69の内、パリソン67の内周面に押し当てるエキスパンダパネル(68)を駆動するエキスパンダ部材駆動装置は、例えば左右一対に配置された2個のエキスパンダパネル68を一組として、この一組のエキスパンダパネル68,68を同時に駆動するもので、パリソン67の中心軸に略直交する方向(横方向)において互いに離間又は接近するように各エキスパンダパネル68を駆動する左右一対の横方向シリンダ41と、これら2個の横方向シリンダ41を上下方向に移動させる上下方向シリンダ44とを備え、上記各エキスパンダパネル68は、略L字形のアーム部材42を介して上記各横方向シリンダ41のピストンロッド41aに連結されている。
Of the pair of
符号66は、インサート部材駆動装置であり、左右のクランプ部材である鋼板製ブラケット69,69’をインサート部材として成形型63内にインサートし、ブロー成形によつて成形品(シートバックフレーム)に一体成形させる。すなわち、インサート部材(69,69’)をパリソン67の中心軸に略直交する方向(横方向)において互いに離間又は接近するように駆動する。
これによれば、クランプ部材68,69によつてパリソン67の所定部位は直ちに冷却され、パリソン67の所定部位以外の部分が延伸されて薄肉化される際には、所定部位は肉厚が一定に維持される。その結果、成形品の厚肉部の肉厚を十分に高精度で設定することができ、肉厚部の薄肉部に対する板厚比を確実に所定値以上に保つことができる、としている。
しかしながら、パリソン67の内部に挿入されるエキスパンダパネル68,68の駆動のために、上下方向シリンダ44に加えて一対の横方向シリンダ41を備えるため、中空成形装置の構造が複雑になるという技術的課題が存在していた。また、クランプ部材68,69は、パリソン67の所定部位の肉厚を一定に維持させながら、パリソン67の所定部位以外の部分を延伸させて薄肉化させる機能を有するものであり、均等な肉厚の中空成形品を得て中空成形品の軽量化を図ることができないという技術的課題が存在している。つまり、エキスパンダパネル68,68は、パリソン67の肉厚部の肉厚を維持する機能を有し、肉厚部を薄肉化させるものではないと共に、エキスパンダパネル68,68の押し当て部分に隣接する箇所の肉厚を厚くする機能も積極的には有していない。更に、パリソン67を左パリソン及び右パリソンに切断し2分割するものではなく、金型の型合わせ面に空気吹き込み口を形成しない限り、針状の空気吹き込み機構をパリソンに突き刺す必要があり、自由な形状の中空成形品を突き刺し傷を残すことなく成形することが困難である。
However, since the
加えて、クランプ部材68,69をパリソン67の所定部位以外の部分が延伸される方向に移動させて所定部位以外の部分を薄肉化した後、一対の金型63を閉じ合わせ、その後、パリソン67の内側に加圧空気を吹き込んでブロー成形を行う。このように金型63の型閉じ前にパリソン67を薄肉化し、その後に型閉じし、ブロー成形を行うため、薄肉化するときにパリソン67の空冷が確実に進行し、ブロー成形に際して金型のキャビティが中空成形品に良好に転写されない傾向にある。
In addition, after the
本発明は、このような従来の技術的課題に鑑み、型開き状態の金型のセンター位置及び退避位置を相対的に採れるように内金型を設けると共に、金型の型開き・型閉じ運動を有効活用しながらパリソンを成形して、中空成形品を得ることを目的としてなされたもので、その構成は、次の通りである。
請求項1の発明は、正面視で、金型4a,4bより小さい形状の内金型5を型開き状態の金型4a,4bのセンター位置及び退避位置を相対的に採れるように設け、内金型5に被せるように熱可塑性合成樹脂材料を予備成形したパリソン1を押出し可能であると共に、内金型5に被せるように押出したパリソン1を内金型5の退避開始前までに左パリソン(1a)及び右パリソン(1b)に2分割し、左金型(4a)及び右金型(4b)からなる金型(4)に第1の型閉じを与え、パリソン1を内金型5と金型4a,4bとの間に挟み、
切断したパリソン(1)の内の左パリソン(1a)を左金型(4a)に付着させ、右パリソン(1b)を右金型(4b)に付着させて左・右金型(4a,4b)を開き、内金型(5)を左・右金型(4a,4b)の間から相対的に退避させた後に、
左・右金型(4a,4b)に第2の型閉じを与え、左・右金型(4a,4b)によつて周囲を挟圧して軟化状態にある2分割したパリソン(1a,1b)を一体に溶着させ、
かつ、パリソン(1)を左・右金型(4a,4b)に接しさせることで冷却し、
中空成形品1fの形状を与えることを特徴とする中空成形方法である。
請求項2の発明は、正面視で、型開き状態の左・右金型4a,4bの間に、内金型5を相対移動させて配置させると共に押出装置のダイ・コア2からの熱可塑性合成樹脂材料を筒状に予備成形したパリソン1を型開き状態の左金型4a及び右金型4bと内金型5との間に垂下させ、内金型5の周囲に該パリソン1を配置させた状態で、
左・右金型4a,4bに第1の型閉じを与え、かつ、パリソン1を膨張させて左・右金型4a,4bの内面4cにパリソン1の少なくとも一部を密着させると共に、
内金型5の周囲に配置させる該パリソン1を内金型5の退避開始前までの間に左パリソン1a及び右パリソン1bに切断し、
切断したパリソン1の内の左パリソン1aを左金型4aに付着させ、右パリソン1bを右金型4bに付着させて左・右金型4a,4bを開き、内金型5を左・右金型4a,4bの間から相対的に退避させた後に、
左・右金型4a,4bに第2の型閉じを与え、左・右金型4a,4bによつて周囲を挟圧して軟化状態にある2分割したパリソン1a,1bを一体に溶着させ、かつ、パリソン(1)を左・右金型(4a,4b)に接しさせることで冷却し、中空成形品1fに成形することを特徴とする中空成形方法である。
請求項3の発明は、前記第1の型閉じを与えるとき、内金型5の外形面の少なくとも一部の接触部をパリソン1に押圧させて、左・右金型4a,4bの内面4cとの間で該パリソン1の肉厚調整を図ることを特徴とする請求項2の中空成形方法である。
請求項4の発明は、前記パリソン1の切断が、第1の型閉じを与える前に、押出装置のダイ・コア2からのパリソン1を切断してなされることを特徴とする請求項2又は3の中空成形方法である。
請求項5の発明は、前記内金型5の左右方向の中央部に、左・右パリソン1a,1b同士の密着を防ぐ突出部5bが形成され、第1の型閉じの際、左・右パリソン1a,1bの切断部1c付近が突出部5bの両側面に接触することを特徴とする請求項2,3又は4の中空成形方法である。
請求項6の発明は、前記内金型5の突出部5bの左右両側面にスペーサ部5dが突出形成され、左・右金型4a,4bの第1の型閉じのときにスペーサ部5dが左・右金型4a,4bの型合わせ面4dに当接し、左・右金型4a,4bの喰い切り部4e,4eと突出部5bとの間に隙間を形成することを特徴とする請求項5の中空成形方法である。
請求項7の発明は、前記内金型5の左右方向の中央部に、左・右パリソン1a,1b同士の密着を防ぐ突出部5bが形成され、パリソン1の切断が、第1の型閉じを与える際に左・右金型4a,4bの喰い切り部4e,4eが突出部5bに押し付けられてなされることを特徴とする請求項2又は3の中空成形方法である。
請求項8の発明は、前記内金型5の左右方向の中央部に、左・右パリソン1a,1b同士の密着を防ぐ突出部5bが形成され、パリソン1の切断が、第1の型閉じを与えた後に突出部5bから突出する分割刃27によつてなされることを特徴とする請求項2又は3の中空成形方法である。
請求項9の発明は、前記内金型5の接触部が、中空成形品1fのブロー比が大きくなる部分に隣接する部分にあり、中空成形品1fのブロー比が大きくなる部分の肉厚を増加させることを特徴とする請求項3の中空成形方法である。
請求項10の発明は、正面視で、内金型5に被せるように熱可塑性合成樹脂材料を予備成形したパリソン1を押出し、左・右金型4a,4bを閉じて該パリソン1を挟み込み、左・右金型4a,4bから該パリソン1を吸引し膨張させて該金型4a,4b内壁に密着させ、更に左・右金型4a,4bに2分割した該パリソン1をそれぞれ付着させたまま開き、内金型5を相対的に退避させ、再度左・右金型4a,4bを閉じて該パリソン1を密着成形し、かつ、パリソン(1)を左・右金型(4a,4b)に接しさせることで冷却し、最後に該金型4a,4bを開き該パリソン1からなる中空成形品1fを取り出す工程からなることを特徴とする中空成形方法である。
請求項11の発明は、正面視で、内金型5に被せるように熱可塑性合成樹脂材料を予備成形したパリソン1を押出し、左・右金型4a,4bを閉じて該パリソン1を挟み込み、内金型5から気体を吹込んで、該パリソン1を膨張させて該金型4a,4b内壁に密着させ、更に左・右金型4a,4bに2分割した該パリソン1をそれぞれ付着させたまま開き、内金型5を相対的に退避させ、再度左・右金型4a,4bを閉じて該パリソン1を密着成形し、かつ、パリソン(1)を左・右金型(4a,4b)に接しさせることで冷却し、最後に該金型4a,4bを開き該パリソン1からなる中空成形品1fを取り出す工程からなることを特徴とする中空成形方法である。
請求項12の発明は、前記パリソン1が、単層ないし多層をなしていることを特徴とする請求項1から11の中空成形方法である。
請求項13の発明は、正面視で、対をなす左・右金型4a,4bと、型開き状態の左・右金型4a,4bの間に相対的に挿脱自在な内金型5と、ダイ・コア2から吐出される熱可塑性合成樹脂材料を予備成形したパリソン1を内金型5の退避開始前までの間に左パリソン1a及び右パリソン1bに切断するカッター部3,4e,27とを有し、
型開き状態の左・右金型4a,4bと該左・右金型4a,4bの間に配置した内金型5との間に該パリソン1を垂下させ、
内金型5の周囲に該パリソン1を配置させた状態で、左・右金型4a,4bに第1の型閉じを与え、左・右金型4a,4bの内面4cにパリソン1の少なくとも一部を密着させた後、
左パリソン1aを左金型4aに付着させ、かつ、右パリソン1bを右金型4bに付着させて左・右金型4a,4bを開き、内金型5を左・右金型4a,4bの間から退避させた後に、左・右金型4a,4bに第2の型閉じを与え、
左・右金型4a,4bによつて周囲を挟圧して軟化状態の2分割した該パリソン1a,1bを一体に溶着させ、かつ、パリソン1を左・右金型4a,4bに接しさせることで冷却し、中空成形品1fに成形することを特徴とする中空成形装置である。
請求項14の発明は、前記第1の型閉じを与えるとき、内金型5の少なくとも一部の接触部をパリソン1に押圧させて、左・右金型4a,4bの内面4cにパリソン1の少なくとも一部を密着させ、該パリソン1の肉厚調整を図ることを特徴とする請求項13の中空成形装置である。
請求項15の発明は、前記カッター部3が、ダイ・コア2に形成されていることを特徴とする請求項13の中空成形装置である。
請求項16の発明は、前記パリソン1が、単層ないし多層をなしていることを特徴とする請求項13,14又は15の中空成形装置である。
In view of such a conventional technical problem, the present invention provides an inner mold so that the center position and the retracted position of the mold in the mold open state can be relatively taken, and mold opening / closing movement of the mold It was made for the purpose of obtaining a hollow molded product by molding a parison while effectively utilizing the structure, and its configuration is as follows.
According to the first aspect of the present invention, the
The left parison (1a) of the cut parison (1) is attached to the left mold (4a), the right parison (1b) is attached to the right mold (4b), and the left and right molds (4a, 4b) are attached. ), And relatively retracting the inner mold (5) from between the left and right molds (4a, 4b),
The left and right molds (4a, 4b) are provided with a second mold closing, and the left and right molds (4a, 4b) are clamped around and softened into two divided parisons (1a, 1b) Are welded together,
In addition, the parison (1) is cooled by contacting the left and right molds (4a, 4b),
It is a hollow molding method characterized by giving the shape of the hollow molded article 1f.
The invention according to
Giving the first mold closure to the left and
The parison 1 to be arranged around the
The left parison 1a of the cut parison 1 is attached to the
A second mold closing is applied to the left and
According to the invention of
The invention of claim 4 is characterized in that the parison 1 is cut by cutting the parison 1 from the
In the invention of
According to the sixth aspect of the present invention,
According to the seventh aspect of the present invention, a protruding
In the invention of
In the invention of claim 9, the contact portion of the
The invention of claim 1 0, in a front view, sandwiching the parison 1 a parison 1 that the thermoplastic synthetic resin material and preformed so as to cover the
The invention of claim 1 1, in a front view, sandwiching the parison 1 a parison 1 that the thermoplastic synthetic resin material and preformed so as to cover the
The invention of claim 1 2, the parison 1 is a hollow molding method of claims 1 1 1, characterized in that it forms a monolayer or multilayer.
The invention of claim 1 3, in a front view, left and
The parison 1 is suspended between the left and
In a state where the parison 1 is arranged around the
The left parison 1a is attached to the
The parisons 1a and 1b, which are divided into two softened parts by pressing the periphery with the left and
The invention of claim 1 4, wherein when the first mold closing give, at least a part of the contact portion of the
The invention of claim 1 5, wherein the
The invention of claim 1 6, wherein the parison 1 is a hollow molding apparatus according to claim 13, 14 or 15, characterized in that it forms a monolayer or multilayer.
独立請求項1,2,10,11及び13に係る発明によれば、先ず、金型より小さい形状の内金型を用いて中空成形品を成形するため、内金型に被せるように押出すパリソンを内金型の退避開始前までに2分割し、2分割状態のパリソンを膨張させて中空成形品の形状を与えることにより、パリソンを膨らませる手段として、内金型によつてパリソンを膨張させる手段、金型からパリソンを吸引して膨張させる手段、内金型から気体を吹込んでパリソンを膨張させる手段、或いは空気吹き込み機構を金型から突き刺してパリソンに気体を吹き込んで膨張させる手段のいずかの手段を採用する新規な中空成形方法及びその装置が提供される。そして、これによれば、金型の型合わせ面に接する全周箇所を閉塞させた形状の中空成形品を形成することが可能になる。特に、小形の内金型を用いて、パリソンを膨らませる手段として、金型からパリソンを吸引して膨張させる手段又は内金型から気体を吹込んでパリソンを膨張させる手段を採用することにより、空気吹き込み機構の突き刺し傷すら残らない中空成形品を形成することが可能になる。加えて、内金型が金型のセンター位置及び退避位置を相対的に採れるように駆動する駆動装置を設けるのみでよいため、中空成形装置の構造が簡素である。
According to the
特に、独立請求項2及び13に係る発明によれば、切断した左・右パリソンを左・右金型に付着させて左・右金型を開き、内金型を左・右金型の間から相対的に退避させる前に、高温状態のパリソンを膨張させて左・右金型の内面にパリソンの少なくとも一部を密着させて成形する。このため、左・右金型に第2の型閉じを与え、左・右金型によつて周囲を挟圧して軟化状態にある2分割したパリソンを一体に溶着させ、中空成形品に成形するとき、パリソンの膨張は省略可能であり、パリソンの膨張を行う場合であつても、高温状態のときに予め良好に成形した左・右パリソンの形状を維持したままで、高品質の中空成形品を成形することができる。
In particular, the invention according to
請求項3及び14に係る発明によれば、第1の型閉じを与えるとき、内金型の外形面の少なくとも一部の接触部をパリソンに押圧させて、左・右金型の内面との間で該パリソンひいては中空成形品の肉厚を所望に調節するため、構造簡素及び動作簡素にして、接触部が押圧されるパリソンの少なくとも一部の肉厚を自由な方向に所望に調節して成形することができる。その結果、特にブロー比が大きく、かつ、パリソンの上下及び左右方向での肉厚変更が求められる中空成形品において、所望の肉厚を得る上で著効が得られる。
According to the invention of
本発明の第1実施の形態に係る中空成形装置について、図1〜図7を参照して説明する。中空成形装置は、図1,図2に示すように押出装置のダイ・コア2を有し、ダイ・コア2からは、熱可塑性合成樹脂材料を筒状に予備成形したパリソン1が押出し垂下される。この押出装置のダイ・コア2からのパリソン1は、カッター3(カッター部)によつて切断部1cにおいて直径方向に切断され、縦割り2分割の左パリソン1a及び右パリソン1bとされる。カッター3は、図1上ではダイ・コア2の下方に配置してあるが、ダイ・コア2の下端部内の溶融樹脂の流路の直径方向の2箇所に配置し、このダイ・コア2に組み込まれたカッター部によつて2分割の左・右パリソン1a,1bを生成することもできる。つまり、カッター3が無くても、ダイ・コア2自体が2分割の左・右パリソン1a,1bを生成するようにカッター機能部材が構成されていればよい。切断された後の左パリソン1a及び右パリソン1bは、切断部1c付近が弾性的に開いて、断面が略楕円形状の一部をなしている。パリソン1は、単層ないし多層を使用することができる。なお、左パリソン1a及び右パリソン1bは、2つの押出装置のダイ・コアから個別に垂下させることもできる。
A hollow molding apparatus according to a first embodiment of the present invention will be described with reference to FIGS. The hollow molding apparatus has a
ダイ・コア2の下方には、対をなす左・右金型4a,4bと、型開き状態の左・右金型4a,4bの間に挿脱自在な内金型5とが配置される。各10は、それぞれ左・右金型4a,4bを取り付けるプラテンである。左・右金型4a,4bは、それぞれ型開閉装置11,12によつて型開き又は型閉じされ、型合わせ面4d同士が密着する型閉じ状態で、意図する中空成形品(例えば車両用のガソリンタンク)の外形形状に適合するキャビティ4cを画成する。この型開閉装置11,12は、複動式のシリンダ装置によつて構成され、それぞれ左右の液圧室11a,11b,12a,12bに作動液を給排させることにより、左・右金型4a,4bが開閉駆動される。なお、左・右金型4a,4b及び左・右パリソン1a,1bは、切断したパリソン1a,1bを金型4a,4bに付着させて開くように実質的に対応する左・右金型4a,4b及び左・右パリソン1a,1bを有すればよく、3分割以上であつてもよい。
Below the
一方の金型4aには、空気吹き込み機構8が付属されている。この空気吹き込み機構8は、針状をなし、パリソン1に突き刺した後に空気(気体)を供給することができる。
An
また、内金型5は、内金型本体5aと、内金型本体5aの左右方向の中央部に形成される突出部5bとを有している。この内金型本体5aは、その外形面の略全体を接触部とし、左・右パリソン1a,1bの内面に接触させてパリソン1a,1bに中空成形品の内面全体形状を与え、ひいては左・右金型4a,4bの内面であるキャビティ4cとの間で中空成形品として適正な肉厚を与える機能を有する。すなわち、内金型5の接触部となる内金型本体5aの外形面の略全体が、中空成形品1fの内面形状に適合し、左・右金型4a,4bの第1の型閉じ状態でのキャビティ4cよりも中空成形品1fの肉厚に相当する分だけ小さい形状をなしている。厳密には、後記するスペーサ部5dが左・右金型4a,4bの型合わせ面4dに当接する状態で、内金型本体5aと左・右金型4a,4bのキャビティ4cとの間で中空成形品として適正な肉厚を与える。但し、内金型本体5aは、キャビティ4cよりも小さい形状をなし、その外形面の少なくとも一部の接触部を左・右パリソン1a,1bの内面の少なくとも一部に密着させてパリソン1a,1bの部分的な肉厚調整を図ればよい。
The
内金型5の突出部5bは、内金型5の左右方向の中央部に、内金型5を小形化しながら左・右パリソン1a,1b同士の密着を防ぐ目的で形成され、一回目の型閉じ(第1の型閉じ)状態での左・右パリソン1a,1bの切断部1c及びその付近を突出部5bの両側面に接触させ、切断部1c及びその付近同士の密着を防止する機能を有する。このため、突出部5bは、左・右金型4a,4bの型合わせ面4dに沿つて内金型本体5aの縦方向及び横方向の全周に形成されていることが望ましいが、所定間隔にて複数形成させた場合であつても、軟化状態の左・右パリソン1a,1b同士の密着を防ぐことは可能である。また、突出部5bのパリソン1a,1bが接触する箇所には、低摩擦係数のテフロン(登録商標)加工が施され、パリソン1a,1bが突出部5bに左・右金型4a,4bに比して強固に付着することを抑制してある。なお、左・右パリソン1a,1bに押圧される内金型本体5aの接触部にも、同様のテフロン(登録商標)被覆を施し、左・右金型4a,4bのキャビティ4c面に比して強固に付着することを抑制することができる。要するに、第1の型閉じ後の型開き時に、パリソン1a,1bが左・右金型4a,4bに付着する手段を施せばよく、テフロン(登録商標)被覆に代えて、左・右金型4a,4bに各左・右パリソン1a,1bを真空吸引によつて吸着する手段を設けることもできる。
The projecting
また、突出部5bの左右両側面には、図3に示すスペーサ部5dが突出形成され、左・右金型4a,4bの第1の型閉じのときに喰い切り部4eよりも外側の型合わせ面4dに当接し、型合わせ面4dに形成した喰い切り部4eと突出部5bとの間に隙間を形成する。この喰い切り部4eと突出部5bとの間の隙間は、余分な溶融樹脂を左・右金型4a,4bの型合わせ面4d,4dと突出部5bとの間の空間に逃がすためのものである。喰い切り部4eは、内金型5が左・右金型4a,4bの間から退避した状態で、左・右金型4a,4b同士が密着する型閉じ(第2の型閉じ)のときに、パリソン1a,1bの密着する切断部1c付近を喰い切る機能を有する。なお、左・右金型4a,4bのキャビティ4cと内金型5の内金型本体5aとの間に余分な溶融樹脂を生じないときは、スペーサ部5dを省略し、喰い切り部4eを突出部5bに当接させることもできる。このときは、内金型5が左・右金型4a,4bの間のセンター位置にある状態での型閉じ(第1の型閉じ)のときに、喰い切り部4eが突出部5bに当接し、パリソン1a,1bの切断部1c付近を喰い切ることになる。
In addition,
この内金型5は、図2に示すように内金型駆動装置である複動式のシリンダ装置7を備え、液圧室7a,7bに作動液を適宜に給排させることによつてピストン及びピストンロッド7cを介して駆動され、図2に矢印で示す水平方向(横方向(前後方向))に挿脱自在である。ピストンロッド7cの先端は、突出部5bに結合している。内金型5は、シリンダ装置7によつて駆動されて、型開き状態の左・右金型4a,4bの間のセンター位置に挿入配置され、また、左・右金型4a,4bの間から退避させた退避位置を採る。内金型5の自重は、ピストンロッド7cに付属する機構(図示せず)によつて支持されている。
As shown in FIG. 2, the
次に作用について説明する。
先ず、一対の左・右金型4a,4bを型開き(第1の型開き)し、シリンダ装置7を駆動して、型開き状態の左・右金型4a,4bの間のセンター位置に内金型5を挿入・位置させる。一方、押出装置のダイ・コア2からの筒状のパリソン1をカッター3に触れさせて中心軸線方向に切断し、縦割り2分割の左パリソン1a及び右パリソン1bとし、図3に示すように型開き状態の左金型4a及び右金型4bと内金型5との間の空間に2分割した該左右パリソン1a,1bを垂下させる。このとき、左パリソン1a及び右パリソン1bは、切断部1cが弾性的に開いて左・右金型4a,4bの対向する型合わせ面4dの間に位置している。
Next, the operation will be described.
First, the pair of left and
このように内金型5の周囲に左右パリソン1a,1bを可及的に非接触で被せた状態で、左・右金型4a,4bに第1の型閉じを与える。これにより、左パリソン1aは、図4に示すように切断部1c付近が左金型4aの型合わせ面4dと内金型5の突出部5bの左側面との間に挟まれながら、左金型4aのキャビティ4c面と内金型本体5aの接触部との間にも挟圧され、スペーサ部5dが左金型4aの型合わせ面4dに当接する。
In this manner, the left and right dies 4a and 4b are closed in the first mold closing state with the left and right parisons 1a and 1b covered as much as possible in a non-contact manner around the
同様に、右パリソン1bは、図4に示すように切断部1c付近が右金型4bの型合わせ面4dと内金型5の突出部5bの右側面との間に挟まれながら、右金型4bのキャビティ4c面と内金型本体5aの接触部との間にも挟圧され、スペーサ部5dが右金型4bの型合わせ面4dに当接する。
Similarly, as shown in FIG. 4, the right parison 1b has a right metal mold that is sandwiched between the
従つて、左・右パリソン1a,1bの切断部1c付近同士を非接触として金型4a,4bの型合わせ面4d,4dの間に位置させた状態で、内金型5の内金型本体5aの外形面の接触部を左・右パリソン1a,1bの内面に押圧させてパリソン1a,1bの中央部全体に肉厚減少又は肉厚増加つまり肉厚調整が図られる。肉厚増加は、肉厚減少が図られた部分の隣接箇所で自由な方向に得られる。内金型本体5aの外形面の一部の接触部を左・右パリソン1a,1bの内面の一部に押圧させる場合には、該接触部が押圧される箇所のパリソン1a,1bの肉厚低減化が自由な方向に図られる。
Therefore, the inner mold body of the
このとき、該接触部が押圧させられる箇所のパリソン1a,1bに、加工を施すことも可能である。この加工としては、中空成形品1fがガソリンタンクの場合のバッフルプレート(揺動防止板)や内部部品の取付座等の形成がある。また、内金型本体5aに予め付着させたインサート部品をパリソン1a,1bに取り付けることも可能である。これにより、中空成形品1fの生産性の向上及び低コスト化を実現することができる。金型4a,4bのキャビティ4c面と内金型5の内金型本体5aの外形面との間の隙間を増減変化させることにより、中空成形品1fに均一厚さのみならず任意の厚さを与えることが可能である。
At this time, it is also possible to process the parisons 1a and 1b where the contact portions are pressed. This processing includes formation of a baffle plate (swing prevention plate), a mounting seat for internal parts, etc. when the hollow molded product 1f is a gasoline tank. Moreover, it is also possible to attach the insert components previously attached to the
その後、図5に示すように左・右金型4a,4bに第1の型開きを与える。このとき、パリソン1a,1bが左・右金型4a,4bに付着する手段の作用により、左パリソン1aが左金型4aに付着し、右パリソン1bが右金型4bに付着して、左・右金型4a,4bが開かれる。次いで、内金型5を左・右金型4a,4bの間から退避位置に退避させた後に、左・右金型4a,4bに第2の型閉じを与える。
Thereafter, as shown in FIG. 5, the first mold opening is given to the left and
この第2の型閉じにより、図6に示すように左・右金型4a,4bの型合わせ面4d,4d、特に喰い切り部4eによつて左・右パリソン1a,1bの切断部1c付近の全周を挟み込み軟化状態にある2分割したパリソン1a,1bを一体に密着・溶着させると共に、喰い切り部4eは、内金型5が左・右金型4a,4bの間から退避しているので、左・右金型4a,4b同士で密着して、パリソン1a,1bの密着する切断部1c付近の余肉を喰い切る。なお、左・右パリソン1a,1bは、第1の型閉じ後であつて後記する第2の型開き前に、切断刃26によつて左・右金型4a,4bの上方であつてカッター3よりも下方において、切断する。
By closing the second mold, as shown in FIG. 6, the left and
引き続き、必要に応じて空気吹き込み機構8を突き刺して一体をなすパリソン1a,1bの密封空間内に空気を吹き込んで、パリソン1a,1bを左・右金型4a,4bのキャビティ4c内で膨らませ、中空成形品1fにブロー成形する。パリソン1a,1bは、左・右金型4a,4bに接することで冷却されて固化するが、吹き込まれた空気によつても冷却される。空気吹き込み機構8による左・右パリソン1a,1b内への空気吹き込みは、第2の型閉じと同時又は直前から開始し、中空成形品1fにブロー成形する。
Subsequently, if necessary, air is blown into the sealed space of the parisons 1a and 1b that are pierced with the
左・右パリソン1a,1bの冷却・固化後、図7に示すように左・右金型4a,4bを型開き(第2の型開き)することにより、外形に型内面形状が良好に与えられた中空成形品1fが得られる。喰い切り部4eによつて喰い切られた切断部1c付近の余肉1gは、バリとして取り除く。左・右金型4a,4bに第1の型閉じを与える際、左・右パリソン1a,1bの若干の冷却がなされるので、中空成形品1fがブロー成形された後の冷却・固化に要する時間は短縮される。
After the left and right parisons 1a and 1b are cooled and solidified, the left and
左・右金型4a,4bの第1の型閉じから第2の型閉じまでを可及的速やかに行い、第2の型閉じによつて左・右パリソン1a,1bの切断部1c付近を迅速に挟圧することにより、第1の型閉じによつて切断部1c付近を過度に冷却させることなく、切断部1c付近を十分に高い温度の軟化状態のままとして、第2の型閉じによつてパリソン1a,1bを一体に溶着させることが可能である。勿論、左・右パリソン1a,1bの切断部1c付近の再溶融又は接着剤による溶着又は接着作業は不要である。
From the first mold closing to the second mold closing of the left and
中空成形品1fに適正な肉厚が与えられるので、喰い切り部4eによつて喰い切る余肉1gを少なくすることにより、中空成形品1fの成形に要する樹脂原料の使用量を減少させ、コスト低減及び省エネルギーを図ることが可能になる。特に、中空成形品1fのブロー比の大きな局所に適正肉厚を与え、他の大部分の箇所に適正な薄肉状態を与えることが可能であり、薄肉箇所への二次加工の容易化が得られるのみならず、中空成形品1fを軽量化させて、コスト低減及び輸送コスト低減等の省エネルギーを図ることができる。ガソリンタンクにあつては、車両の隅所に装備されるため、一般に複雑形状となるが、このような製品において、所望の肉厚を設定できることによる効果は大きい。
Since the appropriate thickness is given to the hollow molded product 1f, the amount of resin raw material required for molding the hollow molded product 1f can be reduced by reducing the excess 1g bited off by the biting
ところで、第1実施の形態にあつては押出装置のダイ・コア2及び型開閉装置11,12を固定し、内金型駆動装置である複動式のシリンダ装置7によつて内金型5を移動させたが、ダイ・コア2及び型開閉装置11,12と内金型5とを相対移動させればよく、内金型5を固定し、ダイ・コア2及び型開閉装置11,12を移動させても同様の作用が得られる。
By the way, in the first embodiment, the
次に、本発明の第2実施の形態に係る中空成形装置について、図8〜図16を参照し、第1実施の形態と同一機能部分には同一符号を付して説明する。 Next, a hollow molding apparatus according to a second embodiment of the present invention will be described with reference to FIGS. 8 to 16 with the same reference numerals assigned to the same functional parts as those in the first embodiment.
第2実施の形態にあつては、第1実施の形態において押出装置のダイ・コア2及び型開閉装置11,12を固定し、内金型駆動装置である複動式のシリンダ装置7によつて内金型5を移動させるのに代えて、ダイ・コア2及び内金型5を固定し、型開閉装置11,12及び金型4a,4bを移動させる。また、カッター3及び空気吹き込み機構8は、備えていない。空気吹き込み機構8を省略したため、内金型本体5aは、その外形面の全体が形成する接触部をパリソン1の内面の中央部に押圧させてパリソン1の要部の全体的な肉厚調整を行う。
In the second embodiment, the
すなわち、内金型5は、押出装置のダイ・コア2の下方に中心軸線を合致させて位置させて、図10,図11に示されるL字状の支持部材20を介して突出部5bの下端部を基台21に固定してある。内金型5の突出部5bは、内金型本体5aの縦方向及び横方向(上下及び前後方向)の全周に形成されている。突出部5bの左右両側面のスペーサ部5dは、省略してある。
That is, the
従つて、喰い切り部4eは、左・右金型4a,4bが内金型5を挟んで型閉じ(第1の型閉じ)するときに中空成形品の各半部を整形すると同時に、内金型5の周囲のパリソン1を喰い切る機能を有する。このため、左・右金型4a,4bのキャビティ4cと内金型5の内金型本体5aとの間に余分な溶融樹脂を可及的に生じないように設計してある。
Therefore, when the left and
一方、対をなす左・右金型4a,4bを型開き又は型閉じさせる型開閉装置11,12は、コ字状の成形機架台22に対向させて固設してある。成形機架台22は、基台21に設けた一対のレール23上を車輪24を介して前後方向に移動自在である。実際には、モータ等の駆動装置(図示せず)によつて成形機架台22を前後方向(図11上で左右方向)に移動させ、内金型5が左・右金型4a,4bの間のセンターに進入・位置する状態(図10に示す状態)と、内金型5を左・右金型4a,4bの間のセンター位置から相対的に退避させた退避位置(図11に示す位置)を採らせる。なお、各プラテン10は、成形機架台22上に案内させることができる。
On the other hand, the mold opening and
次に作用について説明する。
先ず、図8〜図10に示すように対をなす左・右金型4a,4bを型開き(第1の型開き)して成形機架台22を相対移動させ、左・右金型4a,4bの間に内金型5を進入させた状態にする。
Next, the operation will be described.
First, as shown in FIGS. 8 to 10, the paired left and
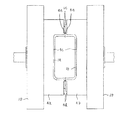
一方、押出装置のダイ・コア2からの筒状のパリソン1を2分割することなく垂下させ、型開き状態の左金型4a及び右金型4bと内金型5との間の空間に供給する。このとき、パリソン1は、十分に型開きした左金型4a及び右金型4b並びに内金型5と可及的に非接触状態で、図12に示すようにダイ・コア2からの吐出形状をほぼ維持している。
On the other hand, the cylindrical parison 1 from the
パリソン1が内金型5の周囲に被さるように垂下し、左・右金型4a,4bの型合わせ面4dの下端付近にまで達したなら、左・右金型4a,4bに第1の型閉じを与える。これにより、パリソン1の左側は、図13左半部に示すように周縁部が左金型4aの型合わせ面4dと内金型5の突出部5bの左側面との間に挟まれながら、中央部が左金型4aのキャビティ4c面と内金型本体5aの接触部との間に挟圧される。
When the parison 1 hangs down so as to cover the
同時に、パリソン1の右側は、図13右半部に示すように周縁部が右金型4bの型合わせ面4dと内金型5の突出部5bの右側面との間に挟まれながら、中央部が右金型4bのキャビティ4c面と内金型本体5aの接触部との間に挟圧される。
At the same time, as shown in the right half of FIG. 13, the right side of the parison 1 is centered while the peripheral edge is sandwiched between the
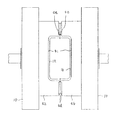
このとき、パリソン1の周縁部が型合わせ面4dに形成した左・右金型4a,4bの喰い切り部4eによつて突出部5bに押し付けられ、それぞれ環状の切断部1c’において切断され、2分割の左パリソン1a及び右パリソン1bとされる。左・右金型4a,4bの喰い切り部4eと突出部5bとの間の隙間から若干の余分な溶融樹脂が逃げることは許容される。
At this time, the peripheral portion of the parison 1 is pressed against the protruding
かくして、ダイ・コア2から吐出されるパリソン1は、内金型5の退避開始前までの間、つまり次に左・右金型4a,4bを開くまでの間に左パリソン1a及び右パリソン1bに切断される。左右の切断部1c’によつて切断されて突出部5bの外周に残る余肉1hは、後にバリとして取り除く。
Thus, the parison 1 discharged from the
従つて、左・右パリソン1a,1bの切断部1c’付近同士を非接触として金型4a,4bの型合わせ面4d,4dの間に位置させた状態で、内金型本体5aの外形面の接触部を左・右パリソン1a,1bの内面に押圧させて、キャビティ4cとの間でパリソン1a,1bの中央部全体に肉厚減少又は肉厚増加つまり肉厚調整が図られる。肉厚増加は、肉厚減少が図られた部分の隣接箇所で自由な方向に得られる。内金型本体5aの外形面の一部の接触部を左・右パリソン1a,1bの内面の一部に押圧させる場合には、該接触部が押圧される箇所のパリソン1a,1bの肉厚低減化が自由な方向に図られる。パリソン1a,1bの肉厚低減化が自由な方向に得られる点で、パリソンの押出し時にその肉厚を制御するパリソンコントローラのように、上下方向のみで肉厚変更を行うものとは異なり、周方向を含んで自由な方向に肉厚調整が得られる。
Accordingly, the outer surface of the inner mold
その後、図14に示すように左・右金型4a,4bに第1の型開きを与える。このとき、パリソン1a,1bが左・右金型4a,4bに付着する手段の作用により、左パリソン1aが左金型4aに付着し、右パリソン1bが右金型4bに付着して、左・右金型4a,4bが開かれる。次いで、左・右金型4a,4bを図11に示すように退避位置まで移動させ、内金型5を挟むセンター位置から相対的に退避させた後に、左・右金型4a,4bに第2の型閉じを与える。喰い切り部4eによつて喰い切られた切断部1c’付近の余肉1hは、ロボットハンド(図示せず)により内金型5の突出部5bから取り除き、必要に応じてリサイクルする。
Thereafter, as shown in FIG. 14, the first mold opening is given to the left and
この第2の型閉じにより、図15に示すように左・右金型4a,4bの型合わせ面4d,4d、特に喰い切り部4eによつて左・右パリソン1a,1bの切断部1c’及びその付近を挟み込んで、軟化状態にある2分割したパリソン1a,1bの周囲を一体に密着・溶着させる。喰い切り部4eは、内金型5が左・右金型4a,4bの間から退避しているので、左・右金型4a,4b同士で密着する。なお、パリソン1(左・右パリソン1a,1b)は、第1の型閉じ後であつて左・右金型4a,4bを内金型5を挟むセンター位置から退避位置に退避させる前に、切断刃26により、左・右金型4a,4bの上方において、切断する。パリソン1a,1bは、左・右金型4a,4bに接することで冷却されて固化する。
Due to the second mold closing, as shown in FIG. 15, the left and
左・右パリソン1a,1bの冷却・固化後、図16に示すように左・右金型4a,4bを型開き(第2の型開き)することにより、外形に型内面形状が良好に与えられた中空成形品1fが得られる。
After the left and right parisons 1a and 1b are cooled and solidified, the left and
左・右金型4a,4bの第1の型閉じから第2の型閉じまでを可及的速やかに行い、第2の型閉じによつて左・右パリソン1a,1bの切断部1c’付近を迅速に挟圧することにより、第1の型閉じによつて切断部1c’付近を過度に冷却させることなく、切断部1c’付近を十分に高い温度の軟化状態のままとして、第2の型閉じによつてパリソン1a,1bを一体に密着・溶着させることが可能である。勿論、左・右パリソン1a,1bの切断部1c’付近の再溶融又は接着剤による溶着又は接着作業は不要である。
From the first mold closing to the second mold closing of the left and
図17〜図21には、カッター部の他の構造例を示す。このカッター部である分割刃27は、内金型5の突出部5bに進退可能に設けてある。すなわち、駆動装置である複動式のシリンダ装置28を内金型5に前後対称に配設し、そのピストンロッドの先端にそれぞれ分割刃27を取り付けてある。
17 to 21 show other structural examples of the cutter unit. The
この分割刃27は、左・右金型4a,4bの喰い切り部4eにより第1の型閉じのときに軟質状態のパリソン1を完全に切断することができない場合に装備される。分割刃27は、パリソン1の切断刃26による切断箇所近くからパリソン1の下端部までの上下方向の全幅にわたつて直径方向に切断して、左・右パリソン1a,1bを形成する機能を有する。すなわち、上記第2実施の形態では、図13に示す第1の型閉じのとき、パリソン1の周縁部が各型合わせ面4dに形成した喰い切り部4eによつて突出部5bに押し付けられ、それぞれ切断部1c’において切断され、2分割の左パリソン1a及び右パリソン1bとされ、両切断部1c’によつて切断されて突出部5bの外周に環状の余肉1hが残るものとしたが、軟質状態のパリソン1は完全に切断されず、図14に示すように左・右金型4a,4bに第1の型開きを与えるとき、パリソン1a,1bが余肉1hに引つ張られて変形する恐れがある。しかし、この構造例によれば、第1の型閉じのとき、分割刃27の機能によつてパリソン1が確実に左・右パリソン1a,1bに分割されるので、パリソン1a,1bが余肉1hに引つ張られて変形することが防止される。
The
内金型5の各シリンダ装置28の内室及び外室に接続する2対の配管29は、図8に仮想線で示すように突出部5b内を通して下方に配設され、支持部材20又は基台21に固設した制御装置30に接続させてある。しかして、制御装置30からの圧液を配管29を通して各シリンダ装置28の内室に供給することにより、一対の分割刃27が突出作動し、切断刃26による切断箇所より下方のパリソン1を中心軸線方向に切断し、縦割り2分割の左パリソン1a及び右パリソン1bとする。また、制御装置30からの圧液を配管29を通して各シリンダ装置28の外室に供給し、内室の作動液を排出させることにより、各分割刃27が没入作動する。
Two pairs of pipes 29 connected to the inner chamber and the outer chamber of each
この構造例によれば、図17に示すように第1の型閉じを与えた後に、図18に示すように各シリンダ装置28の内室に作動液を供給し、ピストンロッド及び分割刃27を突出させることにより、パリソン1の要部が中心軸線方向に切断され、縦割り2分割の左パリソン1a及び右パリソン1bとなる。かくして、ダイ・コア2から吐出されるパリソン1は、第1の型閉じを与えた後、内金型5の退避開始前までの間、つまり次に左・右金型4a,4bを開くまでの間に、突出部5bから突出する分割刃27によつて左パリソン1a及び右パリソン1bに切断される。第1の型閉じでは、上記第2実施の形態と同様に、左・右パリソン1a,1bの切断部1c’付近同士を非接触として金型4a,4bの型合わせ面4d,4dの間に位置させた状態で、内金型本体5aの外形面の接触部を左・右パリソン1a,1bの内面に押圧させて、パリソン1a,1bの中央部全体に肉厚減少又は肉厚増加つまり肉厚調整が自由な方向に図られる。
According to this structural example, after giving the first mold closing as shown in FIG. 17, the working fluid is supplied to the inner chambers of the
その後、図19に示すように左・右金型4a,4bに第1の型開きを与える。このとき、パリソン1a,1bが左・右金型4a,4bに付着する手段の作用により、左パリソン1aが左金型4aに付着し、右パリソン1bが右金型4bに付着して、左・右金型4a,4bが開かれる。突出部5bの外周に残る余肉1hは、左右に分割されているので、左・右金型4a,4bに付着したままで第1の型開きが行われる。
Then, as shown in FIG. 19, the first mold opening is given to the left and
次いで、左・右金型4a,4bを図11に示すと同様に、内金型5を挟むセンター位置から相対的に退避位置に移動させた後に、図20に示すように左・右金型4a,4bに第2の型閉じを与える。
Next, as shown in FIG. 11, the left and
この第2の型閉じにより、図20に示すように左・右金型4a,4bの型合わせ面4d,4d、特に喰い切り部4eによつて左・右パリソン1a,1bの切断部1c’の付近を挟圧して、軟化状態にある2分割したパリソン1a,1bの周縁部を一体に溶着させると共に、切断部1c’の切断が促される。喰い切り部4eは、内金型5が左・右金型4a,4bの間から退避しているので、左・右金型4a,4b同士で良好に密着する。勿論、パリソン1(左・右パリソン1a,1b)は、第1の型閉じ後であつて左・右金型4a,4bを開く前に、切断刃26により、左・右金型4a,4bの上方において、切断する。
By this second mold closing, as shown in FIG. 20, the cut surfaces 1c ′ of the left and right parisons 1a and 1b are formed by the mating surfaces 4d and 4d of the left and
左・右パリソン1a,1bの冷却・固化後、図21に示すように左・右金型4a,4bを型開き(第2の型開き)することにより、外形に型内面形状(キャビティ4c形状)が良好に与えられた中空成形品1fが得られる。
After the left and right parisons 1a and 1b are cooled and solidified, the left and
図22〜図27には、内金型5の他の構造例を示す。この内金型5にあつては、内金型本体5a’が、パリソン1の肉厚調整を図るための接触部を有していない。すなわち、内金型本体5a’は、キャビティ4cよりも小さい形状をなしているが、パリソン1の内面に押圧させて中空成形品の内面形状を与える接触部を積極的には有さず、左・右金型4a,4bが第1の型閉じし、突出部5bが左・右金型4a,4bの型合わせ面4dの喰い切り部4eに当接する状態で、キャビティ4cに対しパリソン1の肉厚に相当する分よりも更に小さい形状をなしている。また、左・右金型4a,4bのキャビティ4c面には、各左・右パリソン1a,1bを真空吸引によつて膨張させてキャビティ4c面に吸着する手段(図示せず)を備えている。
22 to 27 show other structural examples of the
この内金型5を備える中空成形装置によれば、次の作用が得られる。先ず、図22に示すように一対の左・右金型4a,4bを型開き(第1の型開き)し、型開き状態の左・右金型4a,4bの間のセンター位置に内金型5を進入・位置させる。一方、押出装置のダイ・コア2からの筒状のパリソン1を切断することなく垂下させ、型開き状態の左金型4a及び右金型4bと内金型5との間の空間に位置させて内金型5に被せる。
According to the hollow molding apparatus provided with the
このように内金型5の周囲にパリソン1を被せた状態で、左・右金型4a,4bに第1の型閉じを与える。これにより、パリソン1は、図23に示すように周縁部が左・右金型4a,4bの型合わせ面4dと内金型5の突出部5bの左・右側面との間に挟まれると同時に、パリソン1の周縁部が型合わせ面4dに形成した左・右金型4a,4bの喰い切り部4eによつて突出部5bに押し付けられ、それぞれ切断部1c’において環状に切断され、2分割の左パリソン1a及び右パリソン1bとされる。かくして、ダイ・コア2から吐出されるパリソン1は、内金型5の退避開始前(第1の型閉じ終了までの間)までの間、つまり次に左・右金型4a,4bを開くまでの間に左パリソン1a及び右パリソン1bに切断される。この第1の型閉じのとき、内金型本体5a’は、キャビティ4cとの間にパリソン1の肉厚に相当する分よりも大きな空間を形成しているので、パリソン1はキャビティ4c面と内金型本体5a’との間に挟圧されない。
In this manner, with the parison 1 covered around the
従つて、左・右パリソン1a,1bの切断部1c’付近同士を非接触として金型4a,4bの型合わせ面4d,4dの間に位置させた状態で、内金型本体5a’の外形面を左・右パリソン1a,1bの内面に積極的には押圧させず、パリソン1a,1bの中央部全体に肉厚調整を図ることなく、第1の型閉じが行われる。但し、パリソン1の切断部1c’付近は、内金型本体5a’の肩部を押圧し、突出部5bの外周に残る余肉1hに隣接する部分を成形すれば、成形品の切断部1c’同士の接合箇所を良好に平坦化させることができる。この場合、左・右金型4a,4bの内面(キャビティ4c面)と内金型5の外形面との間で一部の接触部をパリソン1に押圧させてパリソン1の肉厚調整が図られる。
Accordingly, the outer shape of the inner mold
引き続き、左・右金型4a,4bをそれぞれ貫通させて設けた通孔から真空引きする。これにより、左・右パリソン1a,1bはそれぞれ伸長・膨んで、図24に示すように左・右金型4a,4bの内壁であるキャビティ4c面に密着する。つまり、キャビティ4c及び左・右パリソン1a,1bは、左・右パリソン1a,1bが若干膨張してキャビティ4c面に密着する大きさに形成してある。なお、真空引きに代えて、図8に示す配管29と同様に配設した気体配管を通じて内金型本体5a’から左右にエアー等の気体を吹き込んでも、図24に示すものと同様に膨んでキャビティ4c面に密着する。この真空引き又は気体吹き込みによる成形によれば、図8,図9に示す針状の空気吹き込み機構8をパリソン1に突き刺す必要がなく、中空成形品1fの傷つきを回避できると共に、空気吹き込み口を金型4a,4bの型合わせ面4d,4dに形成する必要もなく、自由な形状の中空成形品1fを得ることが可能になる。
Subsequently, the left and
その後、図25に示すように左・右金型4a,4bに第1の型開きを与える。このとき、パリソン1a,1bが左・右金型4a,4bに付着する手段の作用により、左パリソン1aが左金型4aに付着し、右パリソン1bが右金型4bに付着して、左・右金型4a,4bが開かれる。次いで、左・右金型4a,4bを内金型5を挟むセンター位置から相対的に退避位置へと移動させた後に、左・右金型4a,4bに第2の型閉じを与える。喰い切り部4eによつて喰い切られた切断部1c’付近の環状の余肉1hは、ロボットハンド(図示せず)により内金型5の突出部5bから取り除く。
Thereafter, as shown in FIG. 25, the first mold opening is given to the left and
この第2の型閉じにより、図26に示すように左・右金型4a,4bの型合わせ面4d,4d、特に喰い切り部4eによつて左・右パリソン1a,1bの切断部1c’付近を環状に挟圧して、軟化状態にある2分割したパリソン1a,1bを一体に溶着させる。喰い切り部4eは、内金型5が左・右金型4a,4bの間から退避しているので、左・右金型4a,4b同士で密着する。なお、パリソン1(左・右パリソン1a,1b)は、第1の型閉じ後であつて左・右金型4a,4bを内金型5を挟むセンター位置から退避させる前に、切断刃26により、左・右金型4a,4bの上方において、切断する。パリソン1a,1bは、左・右金型4a,4bに接することで冷却されて固化する。
By the second mold closing, as shown in FIG. 26, the left and
左・右パリソン1a,1bの冷却・固化後、図27に示すように左・右金型4a,4bを型開き(第2の型開き)することにより、外形に金型4a,4bの型内面形状が良好に与えられた中空成形品1fが得られる。但し、パリソン1の肉厚調整は積極的には図られていない。
After the left and right parisons 1a and 1b are cooled and solidified, the left and
1:パリソン
1a:左パリソン
1b:右パリソン
1c,1c’:切断部
1f:中空成形品
1g:余肉
2:ダイ・コア
3:カッター(カッター部)
4a:左金型
4b:右金型
4c:キャビティ
4d:型合わせ面
4e:喰い切り部(カッター部)
5:内金型
5a,5a’:内金型本体
5b:突出部
5d:スペーサ部
7:シリンダ装置
11,12:型開閉装置
27:分割刃(カッター部)
1: Parison 1a: Left parison 1b: Right parison 1c, 1c ': Cutting part 1f: Hollow molded product 1g: Extra wall 2: Die core 3: Cutter (cutter part)
4a:
5:
Claims (16)
切断したパリソン(1)の内の左パリソン(1a)を左金型(4a)に付着させ、右パリソン(1b)を右金型(4b)に付着させて左・右金型(4a,4b)を開き、内金型(5)を左・右金型(4a,4b)の間から相対的に退避させた後に、
左・右金型(4a,4b)に第2の型閉じを与え、左・右金型(4a,4b)によつて周囲を挟圧して軟化状態にある2分割したパリソン(1a,1b)を一体に溶着させ、
かつ、パリソン(1)を左・右金型(4a,4b)に接しさせることで冷却し、
中空成形品(1f)の形状を与えることを特徴とする中空成形方法。 An inner mold (5) having a smaller shape than the molds (4a, 4b) is provided in a front view so that the center position and the retracted position of the molds (4a, 4b) in the mold open state can be taken relatively. The parison (1) preformed with the thermoplastic synthetic resin material so as to cover the mold (5) can be extruded, and the parison (1) extruded so as to cover the inner mold (5) ) Before the start of evacuation, the left parison (1a) and the right parison (1b) are divided into two, and the mold (4) consisting of the left mold (4a) and the right mold (4b) is closed with the first mold closure. Giving the parison (1) between the inner mold (5) and the mold (4a, 4b),
The left parison (1a) of the cut parison (1) is attached to the left mold (4a), the right parison (1b) is attached to the right mold (4b), and the left and right molds (4a, 4b) are attached. ) And relatively retracting the inner mold (5) from between the left and right molds (4a, 4b),
The left and right molds (4a, 4b) are provided with a second mold closing, and the left and right molds (4a, 4b) are clamped around and softened into two divided parisons (1a, 1b) Are welded together,
In addition, the parison (1) is cooled by contacting the left and right molds (4a, 4b),
A hollow molding method characterized by giving a shape of a hollow molded article (1f).
左・右金型(4a,4b)に第1の型閉じを与え、かつ、パリソン(1)を膨張させて左・右金型(4a,4b)の内面(4c)にパリソン(1)の少なくとも一部を密着させると共に、
内金型(5)の周囲に配置させる該パリソン(1)を内金型(5)の退避開始前までの間に左パリソン(1a)及び右パリソン(1b)に切断し、
切断したパリソン(1)の内の左パリソン(1a)を左金型(4a)に付着させ、右パリソン(1b)を右金型(4b)に付着させて左・右金型(4a,4b)を開き、内金型(5)を左・右金型(4a,4b)の間から相対的に退避させた後に、
左・右金型(4a,4b)に第2の型閉じを与え、左・右金型(4a,4b)によつて周囲を挟圧して軟化状態にある2分割したパリソン(1a,1b)を一体に溶着させ、かつ、パリソン(1)を左・右金型(4a,4b)に接しさせることで冷却し、中空成形品(1f)に成形することを特徴とする中空成形方法。 In front view , the inner mold (5) is relatively moved between the left and right molds (4a, 4b) in the mold open state, and the thermoplastic synthesis from the die core (2) of the extrusion device A parison (1) preliminarily molded with a resin material in a cylindrical shape is suspended between the left mold (4a) and the right mold (4b) in the mold open state and the inner mold (5), and the inner mold (5 ) With the parison (1) placed around
First mold closing is applied to the left and right molds (4a, 4b), and the parison (1) is expanded so that the inner surface (4c) of the left and right molds (4a, 4b) has the parison (1) At least partly adhere,
The parison (1) placed around the inner mold (5) is cut into a left parison (1a) and a right parison (1b) before the inner mold (5) starts to retract,
The left parison (1a) of the cut parison (1) is attached to the left mold (4a), the right parison (1b) is attached to the right mold (4b), and the left and right molds (4a, 4b) are attached. ), And relatively retracting the inner mold (5) from between the left and right molds (4a, 4b),
The left and right molds (4a, 4b) are provided with a second mold closing, and the left and right molds (4a, 4b) are clamped around and softened into two divided parisons (1a, 1b) And forming a hollow molded product (1f) by cooling by bringing the parison (1) into contact with the left and right molds (4a, 4b) .
型開き状態の左・右金型(4a,4b)と該左・右金型(4a,4b)の間に配置した内金型(5)との間に該パリソン(1)を垂下させ、
内金型(5)の周囲に該パリソン(1)を配置させた状態で、左・右金型(4a,4b)に第1の型閉じを与え、左・右金型(4a,4b)の内面(4c)にパリソン(1)の少なくとも一部を密着させた後、
左パリソン(1a)を左金型(4a)に付着させ、かつ、右パリソン(1b)を右金型(4b)に付着させて左・右金型(4a,4b)を開き、内金型(5)を左・右金型(4a,4b)の間から退避させた後に、左・右金型(4a,4b)に第2の型閉じを与え、
左・右金型(4a,4b)によつて周囲を挟圧して軟化状態の2分割した該パリソン(1a,1b)を一体に溶着させ、かつ、パリソン(1)を左・右金型(4a,4b)に接しさせることで冷却し、中空成形品(1f)に成形することを特徴とする中空成形装置。 An inner mold (5) that is relatively detachable between the paired left and right molds (4a, 4b) and the left and right molds (4a, 4b) in an open state in a front view; The left parison (1a) and the right parison (1b) between the parison (1) preliminarily molded from the thermoplastic synthetic resin material discharged from the die core (2) and before the inner mold (5) starts to retract. And a cutter part (3, 4e, 27) for cutting into
The parison (1) is suspended between the left and right molds (4a, 4b) in an open state and the inner mold (5) disposed between the left and right molds (4a, 4b).
With the parison (1) disposed around the inner mold (5), the left and right molds (4a, 4b) are closed with the first mold, and the left and right molds (4a, 4b) After adhering at least a part of the parison (1) to the inner surface (4c) of
The left parison (1a) is attached to the left mold (4a) and the right parison (1b) is attached to the right mold (4b) to open the left and right molds (4a, 4b), and the inner mold After retracting (5) from between the left and right molds (4a, 4b), a second mold closing is applied to the left and right molds (4a, 4b),
The left and right molds (4a, 4b) sandwich the softly divided parison (1a, 1b) by clamping the periphery and integrally weld the parison (1) to the left / right mold ( 4a, 4b) is cooled by being brought into contact therewith, and is formed into a hollow molded product (1f).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004292110A JP4093582B2 (en) | 2004-10-05 | 2004-10-05 | Hollow molding method and apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004292110A JP4093582B2 (en) | 2004-10-05 | 2004-10-05 | Hollow molding method and apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006103116A JP2006103116A (en) | 2006-04-20 |
| JP4093582B2 true JP4093582B2 (en) | 2008-06-04 |
Family
ID=36373361
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004292110A Active JP4093582B2 (en) | 2004-10-05 | 2004-10-05 | Hollow molding method and apparatus |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4093582B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101772056B1 (en) | 2012-02-02 | 2017-09-12 | 카우텍스 마쉬넨바우 게엠베하 | Method for producing a plastic article, and part of a blow-mould |
| US9950616B2 (en) | 2010-12-03 | 2018-04-24 | Jeffrey Yager | Deployable fuel tank baffle and fuel tank system |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008030318A1 (en) | 2008-06-30 | 2009-12-31 | Ti Automotive Technology Center Gmbh | Process for producing a plastic container |
| EP2141000B1 (en) * | 2008-06-30 | 2014-02-26 | TI Automotive Technology Center GmbH | Method of manufacturing an article and apparatus therefore |
| BR122020003472B1 (en) * | 2009-06-25 | 2021-04-20 | Ti Automotive Technology Center Gmbh | method of making a plastic product comprising extruding a parison |
| US8377368B2 (en) | 2009-12-11 | 2013-02-19 | Ti Automotive Technology Center Gmbh | Component mounting arrangement |
| US8721956B2 (en) | 2010-03-03 | 2014-05-13 | Ti Automotive Technology Center Gmbh | Method of forming a fluid receptacle |
| DE102010026716B4 (en) * | 2010-07-09 | 2013-01-24 | Kautex Textron Gmbh & Co. Kg | Blow mold and process for producing extrusion blow molded plastic articles |
| JP5809835B2 (en) * | 2011-04-14 | 2015-11-11 | ニチアス株式会社 | Cutting device |
| DE102013203085A1 (en) | 2013-02-25 | 2014-08-28 | Ti Automotive Technology Center Gmbh | blow molding |
| JP5740027B2 (en) * | 2014-04-01 | 2015-06-24 | 八千代工業株式会社 | Hollow molding product manufacturing apparatus and manufacturing method |
| US10265904B2 (en) | 2014-12-05 | 2019-04-23 | Yachiyo Industry Co., Ltd. | Device for producing hollow container |
| KR101816789B1 (en) * | 2016-11-29 | 2018-01-15 | (주)동희산업 | Forming apparatus of plastic fuel tank for vehicle |
-
2004
- 2004-10-05 JP JP2004292110A patent/JP4093582B2/en active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9950616B2 (en) | 2010-12-03 | 2018-04-24 | Jeffrey Yager | Deployable fuel tank baffle and fuel tank system |
| KR101772056B1 (en) | 2012-02-02 | 2017-09-12 | 카우텍스 마쉬넨바우 게엠베하 | Method for producing a plastic article, and part of a blow-mould |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006103116A (en) | 2006-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4093582B2 (en) | Hollow molding method and apparatus | |
| KR100292971B1 (en) | Method and apparatus for forming and hydraulic perforating tubular frame members | |
| CA2802079C (en) | Method for producing a plastics article and blow mold for carrying out the method | |
| JP2012531334A (en) | Container manufacturing method | |
| JP2009539642A (en) | Method for manufacturing hollow body made of thermoplastic material by extrusion blow molding with continuous adjustment of extrusion nozzle gap | |
| JP2011073422A (en) | Molding method | |
| US20180147771A1 (en) | Apparatus for forming plastic fuel tank for vehicle | |
| JP7198994B2 (en) | Molded body manufacturing method | |
| TW201136804A (en) | Manufacturing method of hollow blow molding box and mold structure thereof | |
| JP3082493B2 (en) | Blow molding method | |
| JP6657551B2 (en) | Method for manufacturing resin molded body | |
| JP3861072B2 (en) | Manufacturing method of semi-finished product for piston | |
| JP3315045B2 (en) | Method for manufacturing molded article by simultaneous filling hollow molding machine and mold | |
| JP5345906B2 (en) | Method for molding single wall structure made of thermoplastic resin | |
| JP6970530B2 (en) | Molding machine, hollow molding machine equipped with it, and manufacturing method of hollow molded product | |
| JP7194323B2 (en) | Molded body manufacturing method | |
| CN218535590U (en) | Two-piece type clamping blow molding die | |
| JP2019081371A (en) | Apparatus for molding container | |
| JP3644676B2 (en) | How to cut unnecessary molded parts in hollow mold | |
| WO2020153436A1 (en) | Die lip opening/closing device and method for manufacturing molded body | |
| CN112743624B (en) | Auxiliary mechanism and method for forming hollow body edge clamping hole | |
| JPH11309773A (en) | Blow mold and molding method thereof | |
| US9469064B2 (en) | Side blowing molding apparatus and method | |
| JP7303974B2 (en) | Molded body manufacturing method | |
| JP3202778B2 (en) | Blow molding method for resin molded products |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080219 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20080303 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080303 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110314 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4093582 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110314 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120314 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130314 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140314 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |