JP4086981B2 - Weight control method for motors and weight control device using the method - Google Patents
Weight control method for motors and weight control device using the method Download PDFInfo
- Publication number
- JP4086981B2 JP4086981B2 JP30238898A JP30238898A JP4086981B2 JP 4086981 B2 JP4086981 B2 JP 4086981B2 JP 30238898 A JP30238898 A JP 30238898A JP 30238898 A JP30238898 A JP 30238898A JP 4086981 B2 JP4086981 B2 JP 4086981B2
- Authority
- JP
- Japan
- Prior art keywords
- control
- weight
- command torque
- motors
- target
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Control Of Electric Motors In General (AREA)
- Manipulator (AREA)
- Supply And Installment Of Electrical Components (AREA)
- Control Of Position Or Direction (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、サーボモータなどの各種モータ類を、指令トルクにより駆動して位置制御負荷を目標位置へ移動させて作業対象に当接させる位置制御時に、指令トルクによって前記位置制御負荷から作業対象へ与える加重の制御を行うモータ類の加重制御方法とその方法を用いた加重制御装置に関するものである。
【0002】
【従来の技術】
位置制御および加重制御は高い位置精度および作業性が必要な、例えば電子部品を取り扱う技術分野で用いられる。このような位置制御には、ベアICチップを回路基板に実装したりする場合の電子部品を取り扱う吸着ノズルなどの位置制御、特に電子部品の高さ寸法の違いに対応した装着高さの制御、あるいはベアICチップの電極部に金属バンプを形成する場合のボンディングツールの位置制御、特に金属線のボンディング位置への押しつけ高さの制御などがある。
【0003】
加重制御にはコネクタなどの異形部品や、それぞれ加重の許容範囲の異なる電子部品を回路基板上に装着したり、金属線をICチップの電極部に押しつけた状態で超音波振動などによってそれを溶融させて溶着させた後、金属線を前記溶着部から引きちぎって前記電極部上にバンプを形成したりするとき、これらの作業を行う部品取り扱いツールやボンディングツールを作業対象である回路基板やICチップなどに電子部品や金属線を押しつける制御がある。
【0004】
図5は従来のモータ類の位置決め制御時の加重方法および装置を説明する模式図である。
【0005】
従来、このような位置制御および加重制御は、部品取り扱いツールやボンディングツールないしはこれらに連結されるねじ軸などの動作部材を、図5に示すような位置制御の対象、つまり位置制御負荷1をACサーボモータやボイスコイルモータなどのモータ2を駆動源として行われる。モータ2は、その時々に必要な方向および速度での移動,停止や当接および当接時の加重を行わせるべき指令トルクTeを電流制御部3としてのドライバに与えて駆動制御する。そして、位置制御負荷1は作業対象4に対して矢印方向から加重Wを加え押しつける。
【0006】
図6は図5の位置決め加重制御装置の具体的構成を示すブロック図である。
【0007】
位置制御は図6に示す位置決めコントロール部5の制御機能によって行われる。追値制御の場合、図5に示す位置制御負荷1を目標位置へ向かわせる指令位置bと位置検出部6で検出される現在位置cとの差分から位置制御部7で指令速度dを生成し、この指令速度dと速度検出部8で検出される現在速度eとの差分から速度制御部9で、指令位置bに到達させるために必要な指令トルクTeを生成する。
【0008】
指令トルクTeは制御のオン,オフスイッチ10を介して電流制御部3のドライバに与えられ、ドライバは受けた指令トルクTeに対応した出力電流によりモータ2を駆動して位置制御負荷1を位置制御し、これの連続で目標位置、例えば電子部品を装着する回路基板、あるいは金属バンプを形成するベアIC等の図5に示すような作業対象4に当接する位置へ到達させる。
【0009】
図5に示す位置制御負荷1が作業対象4に当接したときに現在速度が0になるのに対応して、速度制御部9から出力される指令トルクTeが増大する変化によってあたり検出部11はその当接を検出する。あたり検出部11は当接を検出すると位置決めコントロール部5の制御を停止させて、加重制御コントロール部12を働かせる。加重コントロール部12は目標加重値に対応した所定の指令トルクTe´を電流制御部(ドライバ)3に入力してモータ2がさらに駆動力を得て、作業対象4に当接している位置制御負荷1をさらに押しつけ所定の加重Wが達成されるようにする。
【0010】
【発明が解決しようとする課題】
しかしながら、電子部品の微細化も手伝って、前記位置制御や加重制御のさらなる高精度化が望まれるなか、上記従来のような制御では、加重制御で特に精度不足を招き、十分な信頼性が得られなくなっている。
【0011】
これにつき、本発明者等が種々に実験し検討を重ねたところ、精度不足に影響する要因は、図7のようにモータの各位置X(横軸)と同一指令トルクでの発生加重W(縦軸)との関係で見られるような同一モータ内での位置制御負荷の位置における加重(推力)Wの変化がある。具体的には、モータ位置XがA点とB点では、同一の指令トルクにより加重(推力)Wを発生させた場合でも、実際の出力はそれぞれC点とD点といったように異なる。
【0012】
回路基板に装着したり実装したりするとき、対象とする電子部品の種類が変わることにより高さ寸法の違いにより、モータの加重開始点が変化するが、この場合、前記理由により同一指令トルクにより装着時の加重制御を実施した場合にも、実際に作業対象に加わる加重は異なる事態が発生し、加重制御の精度不良の要因となる。従来の制御方法では前記課題に対応することができないという問題があった。
【0013】
本発明は、上記のような新たな検知に基づき、実測した加重特性を制御に反映させた高精度な加重制御ができる信頼性の高いモータ類の位置制御時の加重制御方法およびその装置を提供することを目的とする。
【0014】
【課題を解決するための手段】
上記のような目的を達成するために、本発明のモータ類の加重制御方法は、サーボモータなどのモータ類を指令トルクにより駆動して位置制御負荷を目標位置へ移動させて作業対象に当接させる制御時に、指令トルクによって位置ごとに作業対象へ与える加重の制御を行うときに、位置ごとに実測して得たモータ類における各種指令トルクに対する駆動時の加重特性結果を対応させたキャリブレーションテーブルから、あらかじめ設定される作業対象および位置制御負荷の形状,高さなどの特性に応じて、位置ごとに目標の加重値に対応する指令トルクを選択し、選択した指令トルクによりモータ類を駆動することを特徴としている。
【0015】
このように、モータ類の位置制御によって位置制御負荷が作業対象に当接して以降、加重制御を行うのに位置ごとに実測して得た同一モータ類における各種指令トルクに対する加重特性結果を対応させたキャリブレーションテーブルから、位置ごとに目標の加重値に対応するものを選択し適応するので、モータ類から位置制御負荷に至るまでの認識できる、できないに係わらないあらゆるばらつき要素を含む実績データに基づき、位置ごとに目標通りの加重値が高精度に得られる。
【0016】
本発明のモータ類の加重制御装置は、サーボモータ等のモータ類を指令トルクにより駆動して位置制御負荷を目標位置へ移動させて作業対象に当接させる位置制御手段と、指令トルクによって位置ごとに作業対象へ与える加重を制御する加重制御手段と、位置ごとに加重制御の目標の加重値を設定する加重値設定手段と、位置ごとに実測して得た同一モータ類における各種指令トルクとそれに対応する加重特性結果を対応させたキャリブレーションテーブルと、あらかじめ設定される作業対象および位置制御負荷の形状,高さなどの特性に応じて、位置ごとに設定された目標の加重値に対応する指令トルクを選択してこれを前記加重制御手段に与える指令トルク設定手段と、前記位置制御負荷の作業対象への当接を検出する当接検出手段と、前記当接検出手段による当接の検出があったときモータ類の制御を前記位置制御手段による位置制御から前記加重制御手段による加重制御に切り換える切換手段とを有することを特徴とするものであり、上記本発明の加重制御方法を自動的に達成することができる。
【0017】
この構成により作業対象が変わり装着高さなどが変化しても、加重コントロール部はモータ類の加重特性を知ることができ、モータ類の加重特性に従った高精度な指令トルクを生成することが可能となる。
【0018】
【発明の実施の形態】
以下、本発明の実施の形態について、図1〜図4を参照しながら説明する。
【0019】
(実施の形態)
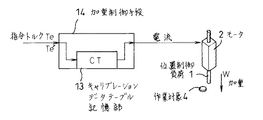
図1は本発明の実施の形態におけるモータ類の位置決め制御時の加重制御方法および装置を示す模式図である。図1において、13はキャリブレーションデータテーブル記憶部、14は加重制御手段である。その他、前記従来例の図5と同じ部分には同じ符号で示す。
【0020】
本実施の形態の加重制御方法に基づき、図1に示す位置制御および加重制御を行う加重制御装置に基づき説明する。
【0021】
ACサーボモータなどの各種モータ類を指令トルクTeにより駆動して目標位置へ移動させて作業対象4に位置制御負荷1を当接させる位置制御時に、指令トルクTeによって位置制御負荷1からこれが当接した作業対象4へ与える加重制御を行うのに用いるモータ2において位置制御負荷1によって実測して得た(表1)に示すようなモータ位置P1〜Pnにおける各種指令トルクTe1〜Tenそれぞれによる駆動時の加重特性L1〜Lnを対応させたキャリブレーションテーブルCT(表1)から、装着時のモータ位置Pにおいて加重値Lに対応する指令トルクTeを選択し、選択した指令トルクTeによりモータ2を駆動して加重制御を行う。
【0022】
【表1】

【表2】
装着時のモータ位置PによりキャリブレーションテーブルCTより対応する指令トルクTeを選択する場合、あらかじめ種々の作業対象4と位置制御負荷1の高さなどの形状に関する形状データテーブル(SDT)をキャリブレーションデータテーブル記憶部13に(表2)のような形式で記憶しておく。電子部品をプリント基板に実装する場合、モータ2,位置制御負荷1,作業対象4は図2に示すような関係となる。
【0025】
この中で、モータ類の原点15aと基準面15bは装置の製作時に決まり、既知の値であり変化しない。位置制御負荷1と作業対象4およびプリント基板の組み合わせは使用者に任意に選ばれる。プリント基板の厚み16と部品の高さ17は既知であらかじめ設定されるため、装着プログラムにより指定される位置制御負荷1と作業対象4の特性を(表2)のSDTより参照し装着高さ18を計算することにより、キャリブレーションテーブルCTを参照する場合のモータ位置Pを決定することができる。
【0026】
図3は本発明の実施の形態における加重制御装置の構成を示すブロック図であり、モータ2の位置制御は、図3に示す位置制御手段21によって従来と同様に行われればよい。しかし別の方法であってもよい。図3において、19はキャリブレーションコントロール部、20はデータテーブル記憶部、21は位置制御手段、22は加重値設定手段、23は指令トルク設定手段、24は切換手段である。その他の数字,記号は前記図1および図6と同じであるので、その説明を省略する。
【0027】
図3に示す位置制御手段21などによる位置制御においてその負荷1が作業対象4に当接して以降加重制御を行うのに、加重制御のための指令トルクTeを、前記のように用いるモータ2および位置制御負荷1などにつき実測して得た各種指令トルクTe1〜Tenとそれによる駆動時の加重特性結果L1〜Lnを対応させたキャリブレーションテーブルCTから目標の加重値Lに対応するものを選択して適応するので、モータ2から位置制御負荷1に至るまでの認識できる、できないに係わらないばらつき要素を含む実績データに基づき、目標通りの加重値Lが高精度に達成される。
【0028】
モータ類の位置制御時の加重制御手段14は、上記のような位置制御を行うためモータ2を指令トルクTeにより駆動して位置制御負荷1を目標位置へ移動させて作業対象に当接させる位置制御手段21に加え、指令トルクTeによってモータ2を駆動し、前記位置制御負荷1からこれが当接した作業対象4へ加える加重を制御する加重制御手段14としての加重コントロール部12と、加重制御での目標値を手入力または動作制御プログラムに従い自動で入力して設定する加重値設定手段22と、前記のように用いるモータ2および位置制御負荷1で実測して得たモータの各位置における各種指令トルクTeに対する駆動時の加重特性を対応させたキャリブレーションテーブルCTから、動作制御プログラムよりあらかじめ種々の作業対象4と位置制御負荷1の高さなどの形状に関する形状データテーブルSDTを用いて、設定された目標の加重値に対応する指令トルクTeを選択しこれを加重コントロール部12に与える指令トルク設定手段23と、位置制御負荷1を作業対象4への当接を検出する当接検出手段であるあたり検出部11と、あたり検出部11により当接の検出があったときモータ2の制御を位置制御手段21による位置制御から加重制御手段14による加重制御に切り換える切換手段24とを備え、上記のような方法を自動的に達成することができる。
【0029】
位置制御手段21は従来通りのものであり、位置制御負荷1を作業対象4に当接させる位置制御は位置決めコントロール部5の制御機能によって行われる。制御は追値制御である。加重値設定手段22は加重コントロール部12への設定入力手段を示しているが、操作パネルや加重コントロール部12などの制御機器内部あるいは外部の記憶手段を記憶した動作プログラムによって設定されるものであってもよい。指令トルク設定手段23は加重コントロール部12の内部機能を利用したものでもよいが、外部機器を用いたものでもよい。さらに図3に示す各機器は、作業対象の動作制御を行うマイクロコンピュータの内部機能で代替できるし、それぞれの独立の、あるいは各種に組み合わせ構成した部分的な機器とすることもできる。要は必要な機能が達成されればよい。
【0030】
加重制御手段14はさらに、キャリブレーションテーブルCTと形状データテーブルSDTを格納した記憶手段としてのデータテーブル記憶部20を備え、指令トルク設定手段23は設定された目標の加重値に対応した指令トルクTeをデータテーブル記憶部20に格納されたCT,SDTを用いて指令トルクTeを設定する。これによりその装置につき実測して得たキャリブレーションテーブルCTと形状データテーブルSDTを一旦データテーブル記憶部20に記憶しておけば、その後何らかの変化によりデータ変更が必要になるまで、その時々に必要な加重値の設定を行うだけで自動的に対応できる。
【0031】
作業機の使用が開始されると、図4のフローチャートに示すようにまず位置制御手段21により位置決め動作S1が行われ、目標位置に到達したかどうかのサーチ動作S2が行われる。具体的には位置制御負荷1を目標位置に向かわせる指令位置bと位置検出部6で検出される現在位置cとの差分から位置制御部7で速度指令dを生成しこの速度指令dと速度検出部8で検出される現在速度eとの差分から速度制御部9で、指令位置bに到達させるために必要な指令トルクTeを生成する。
【0032】
指令トルクTeは制御のON・OFFスイッチ10を介してドライバを含む電流制御部3に与えられ、電流制御部3は受けた指令トルクTeに従いモータ2を駆動して位置制御負荷1を位置制御し、目標位置、例えば電子部品を装着する回路基板あるいは金属バンプを形成するベアICなどの作業対象4に当接する位置に到達させる。
【0033】
目標位置に到達して位置制御負荷1が作業対象4に当接したあたりが、あたり検出部11にて検出されるとS3、加重制御手段14による加重制御に切り換わりS4、加重動作が行われる。具体的には、位置制御負荷1が作業対象4に当接したときに現在速度が0になるのに対応して、速度制御部9から出力される指令トルクTeが増大する変化によって、あたり検出部11がその当接を検出する。あたり検出部11が当接を検出すると位置決めコントロール部5はその後の指令位置などの信号に基づいて所定の指令トルクTe´を電流制御部3に入力しモータ2がさらなる駆動力を得て、位置制御負荷1をそれが当接した制御対象4へ加重を加え所定の加重状態が得られる。加重動作の終了によりリターン動作S5が行われる。
【0034】
【発明の効果】
以上説明したように本発明は、モータから位置制御負荷に至るまでの認識できる、できないに係わらないあらゆるばらつき要素を含む位置ごとの実測データに基づき、目標通りの加重値が高精度に得られ、装置では特にそのような加重制御を自動的に達成することができる。
【0035】
また、モータにおける各種指令トルクの変化があっても、そのような加重制御特性に対処したことにより、位置ごとに正確な加重制御を達成することができる。
【図面の簡単な説明】
【図1】本発明の実施の形態におけるモータ類の位置決め制御時の加重制御方法および装置を示す模式図
【図2】モータ類と位置制御負荷,作業対象の関係を表した図
【図3】本発明の実施の形態における加重制御装置の構成を示すブロック図
【図4】キャリブレーションテーブルを利用した場合の位置決め制御およびそれに続く加重制御の一例を示すフローチャート
【図5】従来のモータ類の位置決め制御時の加重制御方法および装置を示す模式図
【図6】図5の方法および装置の具体的構成を示すブロック図
【図7】同一モータの各位置における同一指令トルクに対する加重のばらつき状態を示す図
【符号の説明】
1 位置制御負荷
2 モータ
3 電流制御部
4 作業対象
5 位置決めコントロール部
6 位置検出部
7 位置制御部
8 速度検出部
9 速度制御部
11 あたり検出部
12 加重コントロール部
13 キャリブレーションデータテーブル記憶部
14 加重制御手段
19 キャリブレーションコントロール部
20 データテーブル記憶部
21 位置制御手段
22 加重値設定手段
23 指令トルク設定手段
24 切換手段
Te,Te´ 指令トルク[0001]
BACKGROUND OF THE INVENTION
According to the present invention, during position control in which various motors such as a servo motor are driven by a command torque to move a position control load to a target position and come into contact with a work target, the position control load is changed from the position control load to the work target by the command torque. The present invention relates to a weight control method for motors for controlling the applied weight and a weight control apparatus using the method.
[0002]
[Prior art]
Position control and weight control are used in the technical field where, for example, electronic components are required, which requires high position accuracy and workability. For such position control, position control such as suction nozzle that handles electronic components when mounting a bare IC chip on a circuit board, particularly control of mounting height corresponding to the difference in height dimension of electronic components, Alternatively, there is a position control of the bonding tool in the case of forming a metal bump on the electrode part of the bare IC chip, in particular, a control of the pressing height of the metal wire to the bonding position.
[0003]
For weight control, deformed parts such as connectors and electronic parts with different allowable load ranges are mounted on the circuit board or melted by ultrasonic vibration or the like with the metal wire pressed against the electrode part of the IC chip. Circuit board or IC chip that is a work target when a metal wire is torn off from the welded part and bumps are formed on the electrode part. There is a control to press electronic parts and metal wires.
[0004]
FIG. 5 is a schematic diagram for explaining a conventional weighting method and apparatus for positioning control of motors.
[0005]
Conventionally, such position control and load control are performed by using a component handling tool, a bonding tool, or an operation member such as a screw shaft connected thereto, as an object of position control as shown in FIG. A
[0006]
FIG. 6 is a block diagram showing a specific configuration of the positioning weight control apparatus of FIG.
[0007]
The position control is performed by the control function of the
[0008]
The command torque Te is given to the driver of the
[0009]
Corresponding to the fact that the current speed becomes 0 when the
[0010]
[Problems to be solved by the invention]
However, while further miniaturization of electronic components is required and further higher accuracy of the position control and weight control is desired, the above-described conventional control causes particularly insufficient accuracy in the weight control, and sufficient reliability is obtained. It is no longer possible.
[0011]
As a result of various experiments and examinations conducted by the present inventors, the factors affecting the insufficiency are as follows. As shown in FIG. 7, the generated load W (with the same command torque as each position X (horizontal axis) of the motor is shown. There is a change in the weight (thrust) W at the position of the position control load in the same motor as seen in relation to the vertical axis). Specifically, when the motor position X is point A and point B, even when a weight (thrust) W is generated by the same command torque, the actual outputs are different such as point C and point D, respectively.
[0012]
When mounting or mounting on a circuit board, the weight start point of the motor changes due to the difference in height due to the change in the type of electronic component, but in this case, due to the same command torque due to the above reason Even when the weight control at the time of mounting is performed, a situation in which the weight actually applied to the work object is different occurs, which causes the accuracy of the weight control to be poor. The conventional control method has a problem that it cannot cope with the problem.
[0013]
The present invention provides a weight control method and apparatus for position control of highly reliable motors capable of highly accurate weight control in which the actually measured weight characteristics are reflected in the control based on the new detection as described above. The purpose is to do.
[0014]
[Means for Solving the Problems]
In order to achieve the above-described object, the weight control method for motors according to the present invention drives a motor such as a servo motor with a command torque to move a position control load to a target position to contact a work target. in time Ru control it is, when performing weighting control of giving the work object for each position by the command torque, is made to correspond to the weighted characteristics results at the time of driving to various instruction torque in motors obtained by actually measuring each position calibration Select the command torque corresponding to the target weight value for each position according to the preset work target and the characteristics such as the shape and height of the position control load, and select the motors based on the selected command torque. It is characterized by driving.
[0015]
In this way, after the position control load comes into contact with the work object by the position control of the motors, the weight characteristics results for various command torques in the same motors obtained by actual measurement for each position are made to correspond to the load control. From the calibration table, the one corresponding to the target weight value is selected and adapted for each position, so that it can be recognized from the motors to the position control load, based on the actual data including all the variability elements that can not be recognized For each position, a target weight value can be obtained with high accuracy.
[0016]
Weight control device for motors of the present invention, a position control means for abutting position control load the motor such as a servo motor driven by a command torque to the work object is moved to the target position, each position by the command torque tasks and weighting control means for controlling the weighting given to the subject, a weight setting means for setting a weight of the target weight control for each position, various command torque and therewith in the same motors obtained by actual measurement for each position in the A calibration table that correlates the corresponding weighting characteristic results, and a command that corresponds to the target weighting value set for each position according to characteristics such as the preset work target and the shape and height of the position control load. Command torque setting means for selecting torque and applying it to the weight control means; contact detection means for detecting contact of the position control load with a work object; Switching means for switching the control of the motors from position control by the position control means to weight control by the weight control means when contact detection by the contact detection means has been detected, The weight control method of the present invention can be automatically achieved.
[0017]
With this configuration, even if the work target changes and the mounting height changes, the weight control unit can know the weight characteristics of the motors and can generate highly accurate command torque according to the weight characteristics of the motors. It becomes possible.
[0018]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, embodiments of the present invention will be described with reference to FIGS.
[0019]
(Embodiment)
FIG. 1 is a schematic diagram showing a weight control method and apparatus for positioning control of motors in an embodiment of the present invention. In FIG. 1, 13 is a calibration data table storage unit, and 14 is a weight control means. In addition, the same parts as those of the conventional example shown in FIG.
[0020]
Based on the weight control method of the present embodiment, a description will be given based on a weight control apparatus that performs position control and weight control shown in FIG.
[0021]
At the time of position control in which various motors such as an AC servo motor are driven by the command torque Te and moved to the target position to bring the
[0022]
[Table 1]
[Table 2]
When the corresponding command torque Te is selected from the calibration table CT according to the motor position P at the time of mounting, the shape data table (SDT) relating to the shape such as the height of the
[0025]
Among these, the
[0026]
FIG. 3 is a block diagram showing the configuration of the weight control apparatus according to the embodiment of the present invention. The position control of the
[0027]
In the position control by the position control means 21 shown in FIG. 3 or the like, the
[0028]
The weight control means 14 at the time of the position control of the motors is a position where the
[0029]
The position control means 21 is conventional, and the position control for bringing the
[0030]
The weight control means 14 further includes a data
[0031]
When the use of the work machine is started, as shown in the flowchart of FIG. 4, first, the position control means 21 performs the positioning operation S1, and the search operation S2 for determining whether or not the target position has been reached. Specifically, the
[0032]
The command torque Te is given to the
[0033]
When the
[0034]
【The invention's effect】
As described above, the present invention is capable of recognizing from the motor to the position control load, and based on the actual measurement data for each position including any variation element that can be recognized, a weight value according to the target is obtained with high accuracy, In particular, the device can automatically achieve such weight control.
[0035]
Moreover, even if there are changes in various command torques in the motor, it is possible to achieve accurate weight control for each position by dealing with such weight control characteristics.
[Brief description of the drawings]
FIG. 1 is a schematic diagram showing a weight control method and apparatus for positioning control of motors according to an embodiment of the present invention. FIG. 2 is a diagram showing the relationship between motors, position control load, and work target. FIG. 4 is a block diagram showing a configuration of a weight control apparatus according to an embodiment of the present invention. FIG. 4 is a flowchart showing an example of positioning control and subsequent weight control when a calibration table is used. FIG. FIG. 6 is a block diagram showing a specific configuration of the method and apparatus of FIG. 5. FIG. 7 shows a variation state of weight with respect to the same command torque at each position of the same motor. Figure [Explanation of symbols]
DESCRIPTION OF
Claims (3)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30238898A JP4086981B2 (en) | 1998-10-23 | 1998-10-23 | Weight control method for motors and weight control device using the method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30238898A JP4086981B2 (en) | 1998-10-23 | 1998-10-23 | Weight control method for motors and weight control device using the method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000134983A JP2000134983A (en) | 2000-05-12 |
| JP2000134983A5 JP2000134983A5 (en) | 2005-09-22 |
| JP4086981B2 true JP4086981B2 (en) | 2008-05-14 |
Family
ID=17908317
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP30238898A Expired - Fee Related JP4086981B2 (en) | 1998-10-23 | 1998-10-23 | Weight control method for motors and weight control device using the method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4086981B2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5638978B2 (en) * | 2011-02-18 | 2014-12-10 | Juki株式会社 | Pressure control head of mounter |
| JP5774971B2 (en) * | 2011-11-25 | 2015-09-09 | ヤマハ発動機株式会社 | Surface mount apparatus and head drive control method |
| JP6008795B2 (en) * | 2013-05-23 | 2016-10-19 | 三菱電機株式会社 | Robot cell system and method |
-
1998
- 1998-10-23 JP JP30238898A patent/JP4086981B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000134983A (en) | 2000-05-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20090151149A1 (en) | Method of controlling contact load in electronic component mounting apparatus | |
| US7325459B2 (en) | Identifying unit for working machine and pressure apparatus | |
| EP0368533B1 (en) | Quality control for wire bonding | |
| US20040186627A1 (en) | Teaching position correcting apparatus | |
| JP4086981B2 (en) | Weight control method for motors and weight control device using the method | |
| JP3503359B2 (en) | Method and apparatus for controlling pressure of welding gun | |
| JP3724948B2 (en) | Weight control method for position control of motors | |
| TWI330394B (en) | ||
| JPH11297749A (en) | Flip-chip bonding apparatus and method therefor | |
| CN116420221A (en) | Method of operating a wire bonding machine, including a method of monitoring the accuracy of bonding force on a wire bonding machine, and related methods | |
| JP3724875B2 (en) | A wire bonding method, a semiconductor mounting method using the wire bonding method, a wire bonding apparatus, and a semiconductor mounting apparatus including the wire bonding apparatus. | |
| US20060178763A1 (en) | Positioning apparatus and method of controlling positioning apparatus | |
| JP2001062765A (en) | Method and device for automatic pressing | |
| JP4098274B2 (en) | Wire bonding equipment | |
| JPH0724387A (en) | Adhesive applicator | |
| JP2004335941A (en) | Method and device for bonding | |
| JP2001345352A (en) | Apparatus and method for bonding electronic component | |
| JPH0897590A (en) | Method and device for automatically pressing object against another object | |
| TWI847614B (en) | Semiconductor device manufacturing apparatus and inspection method | |
| JPH0830311A (en) | Origin out method for robot and controller | |
| JPH1131723A (en) | Ultrasonic wire bonding method and apparatus therefor | |
| CN117855129A (en) | Chip lamination method, device, equipment and storage medium | |
| JP2980275B2 (en) | Wire bonding equipment | |
| JP4013502B2 (en) | Ultrasonic bonding apparatus and ultrasonic bonding method | |
| JPH08272453A (en) | Mechanism of automatically detecting deviation of reference position of ic test handler |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050413 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050413 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070912 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071030 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080129 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080220 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110228 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120229 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |