JP4028788B2 - Shrink label - Google Patents
Shrink label Download PDFInfo
- Publication number
- JP4028788B2 JP4028788B2 JP2002337048A JP2002337048A JP4028788B2 JP 4028788 B2 JP4028788 B2 JP 4028788B2 JP 2002337048 A JP2002337048 A JP 2002337048A JP 2002337048 A JP2002337048 A JP 2002337048A JP 4028788 B2 JP4028788 B2 JP 4028788B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- intermediate layer
- layer
- styrene
- base film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Laminated Bodies (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、熱収縮により容器等に装着されるシュリンクラベルに関し、詳しくは、熱収縮性のベースフィルムを備えたシュリンクラベルに関する。
【0002】
【従来の技術】
従来、瓶や缶等の容器、食品や雑貨等の包装体等には、シュリンクラベルが装着されており、この種のシュリンクラベルとしては、例えば、ベースフィルムがスチレン系樹脂からなるものが使用されている。
斯かるシュリンクラベルは、低温収縮性に優れる一方で、耐溶剤性が不十分であり、例えば、通常の有機溶剤ベースのグラビアインキを用いて印刷すると、フィルムがカールしたり、ラベルに残留する溶剤量が増えて印刷後にブロッキングが生じたり、有機溶剤臭がしたりする場合があり、塗布量や乾燥に注意が必要となる。
また、耐熱性も十分でなく、例えば、ホットベンダー(保温式自動販売機)で使用される容器への適用も困難である。
【0003】
一方、ベースフィルムがポリエステル系樹脂からなるシュリンクラベルも使用されている。斯かるシュリンクラベルは、ポリスチレン系のものに比べて、耐熱性、耐溶剤性に優れるものの低温収縮性(低温で緩やかに収縮する性能)が悪いという欠点を有している。
【0004】
これに対し、包装材料に使用するフィルムとして、スチレン系樹脂からなる中間層に、接着剤層を介してポリエステル系樹脂からなる外面層が積層されてなるものも提案されている(特許文献1参照)。
斯かるフィルムは、スチレン系樹脂からなる中間層によって低温収縮性に優れ、しかも、該中間層が、ポリエステル系樹脂からなる外面層に覆われているため、耐溶剤性、耐熱性にも優れているという利点を有している。
【0005】
【特許文献1】
特開昭61−41543号公報(表4)
【0006】
しかしながら、斯かるフィルムをシュリンクラベルのベースフィルムとした場合には、中間層と外面層との間に接着剤層を介しているため、接着剤層を形成する操作が必要となることから、製造コストがかかるという問題を有している。
例えば、一工程でベースフィルムたる積層体を形成する場合には、五層の積層が可能な高価な装置が必要となる。
また、高収縮させた場合においては、接着剤層がフィルムの収縮に追従できないことにより、層間剥離を起こすという事態も生じている。
尚、ベースフィルムを透明にすべく、中間層、外面層を透明としたものにおいては、接着剤層によって光透過が阻害され、特に、高収縮時(例えば、30%以上)において、接着剤層がフィルムの収縮に追従できず、ムラが発生して、光透過性が低下するという事態も生じている。
【0007】
これに対し、接着剤を用いずに接着することも考えられるが、現状では、中間層と外面層とが良好に接着する構成は見出されておらず、接着剤を用いない場合には、直ちに層間剥離が発生することとなる。
【0008】
【発明が解決しようとする課題】
そこで、上記従来の問題点に鑑み、本発明の課題は、耐熱性、低温収縮性、耐溶剤性に優れると共に、低コストで簡易に製造でき、しかもベースフィルムの層間剥離が発生し難いシュリンクラベルを提供することにある。
【0009】
【課題を解決するための手段】
本発明者は、上記課題に鑑み鋭意検討した結果、接着剤を使用することなく、所定スチレン系樹脂と所定ポリエステル系樹脂が溶着することを見出し、更に検討を重ねた結果、これらを混合した複合樹脂と前記所定ポリエステル系樹脂とが、一層良好な溶着性を呈することを発見して本発明を完成するに至った。
【0010】
即ち、本発明に係るシュリンクラベルは、中間層と該中間層の両側に積層された外面層とからなる3.0〜4.5倍に延伸されたベースフィルムを備えたシュリンクラベルであって、
前記外面層は、ジオール成分として1、4−シクロヘキサンジメタノールを含有するポリエステル系樹脂からなり、
前記中間層は、スチレン系樹脂と前記ポリエステル系樹脂との複合樹脂からなり、
前記スチレン系樹脂として、ブタジエンを含有する樹脂が含まれてなり、
前記中間層と外面層とは、溶着により直接接着されてなり、
前記複合樹脂中、前記ポリエステル系樹脂が3〜40重量%含まれてなることを特徴とする。
【0011】
斯かる構成からなるシュリンクラベルにおいて、ベースフィルムは、溶着性が非常に良好な所定複合樹脂と所定ポリエステル系樹脂とからそれぞれ中間層と外面層とが形成され且つこれらが溶着により直接接着されてなるので、層間剥離の非常に起こりにくいものとなる。
また、接着剤層によって収縮性が阻害されることもなく、双方の利点、即ち、耐熱性、耐溶剤性、低温収縮性に優れたものとなる。
更に、接着剤層を設ける操作が削減でき、低コストで簡易に製造できるシュリンクラベルとなる。例えば、三層共押し出し法等の簡便な方法でベースフィルムを製造することができる。
【0012】
また、本発明に於いては、前記ベースフィルムを透明とすることもできる。
即ち、前記スチレン系樹脂及び前記ポリエステル系樹脂として透明なものを用いた場合には、これらの屈折率が近似しているためか、これらが混合された複合樹脂を殆ど白濁せず透明に維持することができることから、中間層を容易に透明とすることができ、更に、接着剤層が無いため、接着剤層によって光透過が阻害されることもなく、ベースフィルムを容易に透明とすることができる。
また、接着剤層が収縮に追従できないことによる収縮時のムラの虞も無く、収縮時に光透過性が低下する虞も少ないものとしうる。
ここで、透明とは、JIS K 7136に基づいて測定した対象物(例えば、ベースフィルム)のヘイズが10以下であることを意味する。
【0013】
尚、本発明に於いて、ポリエステル系樹脂からなるとは、外面層を構成する主要樹脂成分(通常、全樹脂成分中の80重量%以上)として、ポリエステル系樹脂が配合されていることを意味する。同様に、スチレン系樹脂と前記ポリエステル系樹脂との複合樹脂からなるとは、中間層を構成する主要樹脂成分(通常、全樹脂成分中の80重量%以上)として、これらの複合樹脂が配合されていることを意味する。
また、ブタジエンを含有する樹脂とは、該樹脂を構成する単量体成分としてブタジエンを含有する樹脂を意味する。
【0014】
本発明におけるポリエステル系樹脂として、好ましくは、ジカルボン酸成分として、テレフタル酸をジカルボン酸成分全体に対して95〜100モル%含有するものを挙げることができる。テレフタル酸以外のジカルボン酸成分としては、例えば、マロン酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スペリン酸、アゼライン酸、セバシン酸、1,12−ドデカンジオン酸などの脂肪族ジカルボン酸;1,4−デカヒドロナフタレンジカルボン酸、1,5−デカヒドロナフタレンジカルボン酸、2,6−デカヒドロナフタレンジカルボン酸、シス−1,4−シクロヘキサンジカルボン酸、トランス−1,4−シクロヘキサンジカルボン酸、1,3−シクロヘキサンジカルボン酸などの脂環式ジカルボン酸;イソフタル酸、4,4’−ビフェニルジカルボン酸、トランス3,3’−スチルベンジカルボン酸、トランス−4,4’−スチルベンジカルボン酸、4,4’−ジベンジルジカルボン酸、1,4−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,3−ナフタレンジカルボン酸、2,6−ナフタレンジカルボン酸、2,7−ナフタレンジカルボン酸などの芳香族ジカルボン酸等を挙げることができる。
これらのジカルボン酸成分は、単独で又は2種以上組み合わせて使用できる。ジカルボン酸成分全体に占めるこれらテレフタル酸以外のジカルボン酸成分の割合は、例えば、5モル%以下(0〜5モル%)である。
【0015】
また、ジオール成分として1,4−シクロヘキサンジメタノールが含有されている限りいずれのものでも使用することができるが、エチレングリコールと1,4−シクロヘキサンジメタノールとを主成分(ジオール成分の総量に対し、通常、75モル%以上、即ち75〜100モル%、特に、80〜100モル%)とするものが好ましい。その割合は、中間層との接着性が良好な点からモル比でエチレングリコール/1、4−シクロヘキサンジメタノール=55/45〜85/15が好ましく、60/40〜80/20がより好ましい。1、4−シクロヘキサンジメタノールは、シス体、トランス体及びこれらの混合物の何れであっても良い。
【0016】
更に、エチレングリコール及び1、4−シクロヘキサンジメタノール以外のジオール成分として、ジエチレングリコールが5〜20モル%含有されているものが、より優れた低温収縮性が得られるため好ましい。
尚、その他のジオール成分としては、例えば、プロピレングリコール、1,3−プロパンジオール、2,2−ジメチル−1,3−プロパンジオール、2−エチル−2−ブチル−1,3−プロパンジオール、2−エチル−2−イソブチル−1,3−プロパンジオール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、2,2,4−トリメチル−1,6−ヘキサンジオール、2−エチル−2,4−ジメチル−1,3−ヘキサンジオール、1,8−オクタンジオール、チオジエタノール、1,2−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、2,2,4,4−テトラメチル−1,3−シクロブタンジオールなどが挙げられる。これらのジオール成分は、単独で又は2種以上を組み合わせて使用できる。ジオール成分全体に占めるこれらのジオール成分の割合は、例えば、0〜20モル%程度である。
【0017】
スチレン系樹脂としては、スチレン、o−メチルスチレン、m−メチルスチレン又はp−メチルスチレン等をスチレン系単量体として含有する1種又は2種以上を挙げることができる。
但し、本発明に於いては、スチレン系樹脂として、少なくとも1種のブタジエンを含有する樹脂が含まれていることを要する。即ち、中間層を構成するスチレン系樹脂の内、少なくとも1種がブタジエンを含有する樹脂(スチレン系樹脂)であることを要する。
斯かる樹脂が含まれることにより、前記ポリエステル系樹脂との複合樹脂は、該ポリエステル系樹脂との溶着性の非常に良好なものとなる。
【0018】
前記ブタジエンを含有する樹脂として、好ましくは、スチレン−ブタジエン共重合体を挙げることができる。スチレン系樹脂として、他のスチレン系樹脂が含まれている構成に於いては、他のスチレン系樹脂として、(メタ)アクリル酸エステルとスチレンとの共重合体、ポリスチレン(GPPS)を挙げることができる。
【0019】
本発明に於いては、前記スチレン系樹脂全量中のブタジエンの含有量が5重量%以上であるものが好ましく、8〜12重量%がより好ましい。
スチレン系樹脂は、通常、高い熱収縮性を呈するものであるが、ブタジエン含有量を5重量%以上とすることにより、スチレンの脆さが改善され、収縮性が良好となる。
ここで、ブタジエンの含有量とは、単量体換算量、即ち、全スチレン系樹脂を構成する単量体に換算し、全単量体中に於けるブタジエン単量体の重量割合を意味する。
このブタジエンの含有量は、スチレン−ブタジエン共重合体等のブタジエンを含有する樹脂を重合する際に、ブタジエン単量体の存在量を調整することにより、また、全スチレン系樹脂中に於けるブタジエンを含有する樹脂の割合を調整することにより、所望の値に調整することができる。
【0020】
本発明に於けるスチレン系樹脂として具体的には、ブタジエンを含有する樹脂としてスチレン−ブタジエン共重合体(特に、スチレン−ブタジエンブロック共重合体)が50重量%以上、他のスチレン系樹脂として(メタ)アクリル酸エステルとスチレンとの共重合体及びポリスチレン(GPPS)が0〜50重量%以下含まれているものを挙げることができる。
斯かるスチレン系樹脂(複合樹脂)であれば、適度な剛性と良好な低温収縮性が得られ、自然収縮率を低く抑えることができる。
【0021】
また、本発明に於いては、前記複合樹脂中、前記ポリエステル系樹脂が3〜40重量%含まれてなり、3〜10重量%含まれてなるものが好ましい。
3重量%以上とすることにより、中間層と外面層との接着性がより一層十分となり、しかも、40重量%以下、特に10重量%以下であれば、低温収縮性が十分で収縮が急激でない等、スチレン系樹脂の利点を十分に備えたものとなる。
【0022】
【発明の実施の形態】
以下、本発明の実施の形態について、図面を参照しつつ説明する。
図1は、筒状に形成されたシュリンクラベルを軸方向に対して直交する方向に切断した際の断面図である。
【0023】
図1に示すように、本実施形態のシュリンクラベルは、ラベルの基体をなすベースフィルム1を備え、該ベースフィルム1の幅方向における両端部が重ね合わされた状態で、例えば、有機溶剤の塗布等、周知の方法によって接着され、筒状に形成されている。
前記ベースフィルム1には、その一面(筒状のシュリンクラベルの内側面)において、例えば、商品名やデザイン等を表示するための印刷層2が施されている。
【0024】
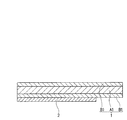
図2は、本実施形態のシュリンクラベルを形成するベースフィルム1を示す断面図である。
前記ベースフィルム1は、中間層A1と該中間層A1の両側に溶着により直接接着された両外面層B1とを備えた3層構造のフィルムから構成されている。
前記中間層A1の厚さは、通常、20〜60μm、好ましくは、20〜50μmに設定されており、前記外面層B1の厚さは、中間層A1の1/3〜1/6倍に設定されている。
【0025】
前記中間層A1を構成する樹脂としては、ジオール成分として、1,4−シクロヘキサンジメタノールを含有するポリエステル系樹脂とスチレン系樹脂との複合樹脂が使用されており、該スチレン系樹脂としては、ブタジエンを含有する樹脂が含まれている。
前記複合樹脂中に於けるポリエステル系樹脂の配合量は、3〜10重量%に設定されている。
【0026】
前記中間層A1は、通常、前記複合樹脂の他、例えば、滑剤、充填剤、熱安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、難燃剤、着色剤などの各種添加剤が配合されて構成されている。
尚、必要に応じて他の樹脂が配合されていても良い。
【0027】
前記外面層B1を構成する樹脂としては、ジオール成分として、1,4−シクロヘキサンジメタノールを含有するポリエステル系樹脂が使用されている。
尚、前記複合樹脂中のポリエステル系樹脂と前記外面層B1を構成するポリエステル系樹脂とは、中間層A1と外面層B1とのより良好な溶着性の観点から同種ものが採用されている。
この外面層B1も、通常、滑剤、充填剤、熱安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、難燃剤、着色剤などの各種添加剤が配合されて構成されている。尚、必要に応じて他の樹脂が配合されていても良い。
【0028】
本実施形態に於いて、シュリンクラベル用のベースフィルム1は、前記複合樹脂からなる中間層A1の両側に前記ポリエステル系樹脂からなる外面層B1を積層し且つ溶着させて積層シートを形成し、該積層シートに於ける積層状態の耳部(両端部)を把持して延伸させた後、未延伸の該耳部を裁断する方法、例えば、共押出法等により製造しうる。
【0029】
この方法によれば、中間層A1と、両外面層B1とが良好な溶融接着性を呈することから、接着剤を用いずとも、層間剥離の殆どないベースフィルム1を製造することができる。
また、裁断した耳部の樹脂を、中間層A1を構成する複合樹脂の一部として再利用することもできる。
即ち、従来においては、積層フィルムの耳部を裁断した場合、該耳部には、各層を構成する樹脂が混在するため再利用しえないものであったが、本実施形態のシュリンクラベルに於いては、外面層B1を構成するポリエステル系樹脂が中間層A1を構成する複合樹脂の1成分であることから、裁断した耳部の樹脂に外面層B1を構成するポリエステル系樹脂が混在していても、該ポリエステル系樹脂の含有割合を調整することにより、前記中間層A1を構成する複合樹脂として再利用することができる。
【0030】
前記ベースフィルム1の製造する共押出法としては、例えば、中間層A1を形成する複合樹脂と、外面層B1を形成するポリエステル系樹脂とを、Tダイを備えた合流方式フィードブロック2種3層型の押出機を用いて、溶融押出形成し、冷却ロールにより冷却した後、延伸処理をする方法を採用することができる。
【0031】
前記延伸処理は、テンター方式、チューブ方式等によって実施される。
例えば、図3に示すように、押し出された積層シートの耳部1a(押出方向に直交する幅方向の両端部)をテンターのクランプ5に把持させて幅方向Xに延伸することにより実施される。
このとき、延伸温度は、例えば、80〜100℃程度で、延伸方向は、通常、幅方向(TD方向、押出方向と直交する方向)である。また、延伸倍率は、3.0〜4.5倍程度である。
尚、幅方向に延伸されたベースフィルム1は、周知の方法により、通常、延伸方向(幅方向)が周方向となるように筒状に形成される。
【0032】
【実施例】
以下、本発明の実施例について、より詳細に説明する。
実施例1〜4、比較例1
中心層A1用として、表1に示す割合にてポリエステル系樹脂及びスチレン系樹脂を十分に混合してそれぞれ複合樹脂を調製した。
尚、スチレン系樹脂として、透明な高衝撃性ゴムグラフトスチレン(スチレン含有量50重量%、メタクリル酸メチル含有量30重量%、アクリル酸n−ブチル含有量12重量%、ブタジエン8重量%、メルトフロレート(以下、MFR)が3.8〜4.3g/10分(JIS K 7210条件14)、分散しているブタジエン粒子(ブロック共重合体のブタジエン成分部分)の径が0.1〜1.2μm)を使用した。
また、ポリエステル系樹脂として、ジカルボン酸成分が主としてテレフタル酸であり、ジオール成分の60モル%がエチレングリコールで、30モル%が1,4−シクロヘキサンジメタノールで、10モル%がジエチレングリコールである透明なポリエステル共重合体(商品名「Embrace」、イーストマン・ケミカル社製)を使用した。
次いで、調製した複合樹脂(比較例1に於いては前記スチレン系樹脂)をそれぞれ中間層A1用として使用し、複合樹脂の調製に用いたものと同じポリエステル系樹脂をそれぞれ外面層B1用として使用し、合流方式がフィールドブロック2種3層型の押出機を用いてTダイから温度260℃で共押出し、次いで90℃で幅方向(TD方向)に4.0倍にテンター延伸し、更に、80〜90℃でヒートセットすることにより、(外面層B1)/(中間層A1)/(外面層B1)の三層構成を有する厚さ60μm(中間層A1の厚さ:50μm、外面層B1の厚さ:各5μm)の実施例1〜4及び比較例1のベースフィルム1を得た。
【0033】
比較例2
複合樹脂に代えて、汎用ポリスチレン(GPPS)を用いた以外は、実施例3と同様にして、比較例2のベースフィルム1を得た。
【0034】
試験例
得られた実施例1〜4及び比較例1〜2のベースフィルム1を用いて下記試験に供した。
【0035】
〈ヘイズ〉
JIS K 7136に基づいて、ベースフィルムの試験片を試験片ホルダーに取付け、規定に基づいた測光器にセットしてそのヘイズ値を測定した。
【0036】
〈収縮率〉
各ベースフィルム1から10×10cm(幅(TD)方向の長さ×押出し(MD)方向の長さ)の試験片を切り取り、この試験片を80℃の温水中に10秒間浸漬した後、ベースフィルム1の幅方向の長さを測定して熱収縮率を測定した。
測定結果を表1に示した。
【0037】
〈収縮仕上がり及び外面層と中間層との接着強度〉
各ベースフィルム1の一方の表面に反応型ウレタン系インキ(溶剤としてトルエン/酢酸エチル混合溶剤を使用)を用いて8色からなるデザインのグラビア印刷を施して印刷層2を形成し、ロール状に巻き取った。得られたロール状フィルムを所定の幅にスリットして複数個のロール状物とした後、印刷層2が内側となるように且つベースフィルム1の幅(TD)方向が周方向となるように筒状とし、両端部を重ね合わせてテトラヒドロフランで溶着し、長尺筒状の熱収縮ラベル連続体を得た。熱収縮性ラベル連続体を自動ラベル装置に供給し、各ラベルに切断した後、500mlのPETボトル容器に外嵌し、80℃のスチールトンネルを通過させて熱収縮させることにより、PETボトル容器に装着させた。
そして、装着時に於ける仕上がりを目視により評価した。
尚、シワ、歪みのなきものを良好○とし、大きなシワ、歪みの発生したものを×とし、小さなシワ、歪みの発生したものを△とした。
その結果を表1に示した。
また、層間の接着強度評価として、収縮時に於ける剥離の有無(無し○、有り×、僅かにあり△で評価)等の挙動を目視により観察した。
各実施例のものは、収縮時に於ける層間剥離も認められなかった。但し、実施例4のものは、収縮挙動がPETの如く急であった。
比較例1のものは、両端部の重ね合わせ部分(溶着部分)が、収縮時に一部層間剥離を起こした。
比較例2のものは、十分に収縮しなかった。また、伸縮性が無く脆いため、印刷機にてテンションをかけた際に切れてしまうことがあった。
尚、結果を表1にまとめた。
【0038】
【表1】

表1から明らかな様に、実施例1〜4のベースフィルム1は、低温収縮性に優れ、また、中間層A1と外面層B1とが、溶着により良好に接着していることが認められる。
【0040】
【発明の効果】
以上のように、本発明に係るシュリンクラベルは、耐熱性、低温収縮性、耐溶剤性に優れると共に、低コストで簡易に製造でき、しかもベースフィルムの層間剥離が発生し難いものとなる。
【図面の簡単な説明】
【図1】一実施形態シュリンクラベルを示し、該シュリンクラベルを軸方向に対して直交する方向に切断した断面図。
【図2】同実施形態のベースフィルムを示す断面図。
【図3】ベースフィルムを延伸する工程の一状態を示す断面図。
【符号の説明】
1・・・ベースフィルム、 A1・・・中間層、B1・・・外面層[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a shrink label that is attached to a container or the like by heat shrinkage, and particularly relates to a shrink label provided with a heat shrinkable base film.
[0002]
[Prior art]
Conventionally, shrink labels are attached to containers such as bottles and cans, and packaging bodies such as foods and miscellaneous goods. As this kind of shrink labels, for example, a base film made of a styrene resin is used. ing.
Such shrink labels are excellent in low-temperature shrinkage, but have insufficient solvent resistance. For example, when printing with a normal organic solvent-based gravure ink, the film curls or remains on the label. Since the amount increases, blocking may occur after printing, or an organic solvent odor may be generated, and attention must be paid to the coating amount and drying.
In addition, the heat resistance is not sufficient, and for example, it is difficult to apply to a container used in a hot bender (a heat retaining vending machine).
[0003]
On the other hand, a shrink label whose base film is made of a polyester resin is also used. Such a shrink label has a disadvantage that it is excellent in heat resistance and solvent resistance but has low low temperature shrinkability (performance of gently shrinking at a low temperature) as compared with a polystyrene type.
[0004]
On the other hand, as a film used for a packaging material, a film in which an outer layer made of a polyester resin is laminated on an intermediate layer made of a styrene resin via an adhesive layer has been proposed (see Patent Document 1). ).
Such a film is excellent in low-temperature shrinkage due to an intermediate layer made of a styrene resin, and is also excellent in solvent resistance and heat resistance because the intermediate layer is covered with an outer surface layer made of a polyester resin. Has the advantage of being.
[0005]
[Patent Document 1]
JP 61-41543 A (Table 4)
[0006]
However, when such a film is used as a base film for a shrink label, an adhesive layer is interposed between the intermediate layer and the outer surface layer, and thus an operation for forming the adhesive layer is required. It has the problem of cost.
For example, when forming a laminate as a base film in one step, an expensive apparatus capable of stacking five layers is required.
In the case of high shrinkage, the adhesive layer cannot follow the shrinkage of the film, resulting in a situation where delamination occurs.
In addition, in order to make the base film transparent, in the case where the intermediate layer and the outer surface layer are transparent, the light transmission is hindered by the adhesive layer, and particularly when the shrinkage is high (for example, 30% or more). However, it is impossible to follow the shrinkage of the film, resulting in unevenness and a decrease in light transmittance.
[0007]
On the other hand, it is conceivable to adhere without using an adhesive, but at present, a configuration in which the intermediate layer and the outer surface layer are well bonded has not been found, and when an adhesive is not used, Immediate delamination will occur.
[0008]
[Problems to be solved by the invention]
Therefore, in view of the above-mentioned conventional problems, the object of the present invention is to provide a shrink label which is excellent in heat resistance, low temperature shrinkage and solvent resistance, can be easily produced at low cost, and hardly causes delamination of the base film. Is to provide.
[0009]
[Means for Solving the Problems]
As a result of intensive studies in view of the above problems, the present inventor has found that the predetermined styrene resin and the predetermined polyester resin are welded without using an adhesive, and as a result of further investigation, a composite obtained by mixing them. The present invention was completed by discovering that the resin and the predetermined polyester-based resin exhibit better weldability.
[0010]
That is, the shrink label according to the present invention is a shrink label provided with a base film stretched 3.0 to 4.5 times consisting of an intermediate layer and an outer surface layer laminated on both sides of the intermediate layer,
The outer surface layer is made of a polyester resin containing 1,4-cyclohexanedimethanol as a diol component,
The intermediate layer is composed of a composite resin of a styrene resin and the polyester resin,
As the styrenic resin, a resin containing butadiene is included,
The intermediate layer and the outer surface layer are directly bonded by welding,
The composite resin contains 3 to 40% by weight of the polyester resin.
[0011]
In the shrink label having such a structure, the base film is formed by forming a middle layer and an outer surface layer from a predetermined composite resin and a predetermined polyester resin having very good weldability, and these are directly bonded by welding. As a result, delamination hardly occurs.
Further, the shrinkage is not inhibited by the adhesive layer, and both advantages, that is, heat resistance, solvent resistance, and low-temperature shrinkage are excellent.
Furthermore, the operation of providing the adhesive layer can be reduced, and the shrink label can be easily manufactured at low cost. For example, the base film can be produced by a simple method such as a three-layer coextrusion method.
[0012]
In the present invention, the base film may be transparent.
That is, when transparent ones are used as the styrene resin and the polyester resin, the composite resin in which these are mixed is kept almost transparent without being cloudy, probably because the refractive indexes thereof are close to each other. Therefore, the intermediate layer can be easily made transparent, and further, since there is no adhesive layer, light transmission is not hindered by the adhesive layer, and the base film can be easily made transparent. it can.
Further, there is no risk of unevenness during contraction due to the adhesive layer not being able to follow contraction, and there is little risk of a decrease in light transmission during contraction.
Here, the transparent means that the haze of an object (for example, a base film) measured based on JIS K 7136 is 10 or less.
[0013]
In the present invention, the term "consisting of a polyester resin" means that a polyester resin is blended as a main resin component constituting the outer surface layer (usually 80% by weight or more of all resin components). . Similarly, a composite resin composed of a styrene resin and a polyester resin means that these composite resins are blended as a main resin component (usually 80% by weight or more of all resin components) constituting the intermediate layer. Means that
Moreover, the resin containing butadiene means a resin containing butadiene as a monomer component constituting the resin.
[0014]
As a polyester-type resin in this invention, Preferably, what contains 95-100 mol% of terephthalic acids with respect to the whole dicarboxylic acid component can be mentioned as a dicarboxylic acid component. Examples of dicarboxylic acid components other than terephthalic acid include aliphatic dicarboxylic acids such as malonic acid, succinic acid, glutaric acid, adipic acid, pimelic acid, peric acid, azelaic acid, sebacic acid, and 1,12-dodecanedioic acid; 1,4-decahydronaphthalenedicarboxylic acid, 1,5-decahydronaphthalenedicarboxylic acid, 2,6-decahydronaphthalenedicarboxylic acid, cis-1,4-cyclohexanedicarboxylic acid, trans-1,4-cyclohexanedicarboxylic acid, Cycloaliphatic dicarboxylic acids such as 1,3-cyclohexanedicarboxylic acid; isophthalic acid, 4,4′-biphenyldicarboxylic acid, trans 3,3′-stilbene dicarboxylic acid, trans-4,4′-stilbene dicarboxylic acid, 4, 4′-dibenzyldicarboxylic acid, 1,4-naphthalenedicarboxylic acid, Examples thereof include aromatic dicarboxylic acids such as 1,5-naphthalenedicarboxylic acid, 2,3-naphthalenedicarboxylic acid, 2,6-naphthalenedicarboxylic acid, and 2,7-naphthalenedicarboxylic acid.
These dicarboxylic acid components can be used alone or in combination of two or more. The proportion of dicarboxylic acid components other than these terephthalic acids in the entire dicarboxylic acid component is, for example, 5 mol% or less (0 to 5 mol%).
[0015]
Any one can be used as long as 1,4-cyclohexanedimethanol is contained as the diol component, but ethylene glycol and 1,4-cyclohexanedimethanol are the main components (based on the total amount of diol components). Usually, 75 mol% or more, that is, 75 to 100 mol%, particularly 80 to 100 mol%) is preferable. The ratio is preferably ethylene glycol / 1,4-cyclohexanedimethanol = 55/45 to 85/15, more preferably 60/40 to 80/20 in terms of molar ratio from the viewpoint of good adhesion to the intermediate layer. 1,4-cyclohexanedimethanol may be any of a cis isomer, a trans isomer, and a mixture thereof.
[0016]
Furthermore, as diol components other than ethylene glycol and 1,4-cyclohexanedimethanol, those containing 5 to 20 mol% of diethylene glycol are preferred because more excellent low temperature shrinkage can be obtained.
Examples of other diol components include propylene glycol, 1,3-propanediol, 2,2-dimethyl-1,3-propanediol, 2-ethyl-2-butyl-1,3-propanediol, 2 -Ethyl-2-isobutyl-1,3-propanediol, 1,3-butanediol, 1,4-butanediol, 1,5-pentanediol, 1,6-hexanediol, 2,2,4-trimethyl- 1,6-hexanediol, 2-ethyl-2,4-dimethyl-1,3-hexanediol, 1,8-octanediol, thiodiethanol, 1,2-cyclohexanedimethanol, 1,3-cyclohexanedimethanol, 2,2,4,4-tetramethyl-1,3-cyclobutanediol and the like. These diol components can be used alone or in combination of two or more. The ratio of these diol components to the entire diol component is, for example, about 0 to 20 mol%.
[0017]
Examples of the styrenic resin include one kind or two or more kinds containing styrene, o-methyl styrene, m-methyl styrene, p-methyl styrene, or the like as a styrenic monomer.
However, in the present invention, it is necessary that the styrene resin contains a resin containing at least one butadiene. That is, at least one of the styrene resins constituting the intermediate layer needs to be a resin containing butadiene (styrene resin).
By including such a resin, the composite resin with the polyester resin has very good weldability with the polyester resin.
[0018]
A preferred example of the butadiene-containing resin is a styrene-butadiene copolymer. In a configuration in which another styrene resin is included as the styrene resin, examples of the other styrene resin include a copolymer of (meth) acrylic acid ester and styrene, polystyrene (GPPS). it can.
[0019]
In the present invention, the content of butadiene in the total amount of the styrenic resin is preferably 5% by weight or more, and more preferably 8 to 12% by weight.
Styrene-based resins usually exhibit high heat shrinkability, but by setting the butadiene content to 5% by weight or more, the brittleness of styrene is improved and the shrinkability is improved.
Here, the content of butadiene means the monomer equivalent amount, that is, the weight ratio of the butadiene monomer in the total monomer in terms of the monomer constituting the total styrene resin. .
The content of this butadiene can be adjusted by adjusting the amount of butadiene monomer when polymerizing a butadiene-containing resin such as a styrene-butadiene copolymer, or by adjusting the amount of butadiene in all styrene resins. By adjusting the ratio of the resin containing, it can be adjusted to a desired value.
[0020]
Specifically, the styrene resin in the present invention is 50% by weight or more of styrene-butadiene copolymer (particularly, styrene-butadiene block copolymer) as a butadiene-containing resin, Mention may be made of a copolymer of (meth) acrylic acid ester and styrene and polystyrene (GPPS) contained in an amount of 0 to 50% by weight or less.
With such a styrene-based resin (composite resin), moderate rigidity and good low-temperature shrinkability can be obtained, and the natural shrinkage rate can be kept low.
[0021]
Further, in the present invention, in the composite resin, Ri Na said polyester resin is included 3-40 wt%, what is good preferable made contains 3-10% by weight.
By setting the content to 3% by weight or more, the adhesion between the intermediate layer and the outer surface layer becomes more sufficient, and if it is 40% by weight or less, particularly 10% by weight or less, the low temperature shrinkage is sufficient and the shrinkage is not rapid. Thus, the styrene resin has sufficient advantages.
[0022]
DETAILED DESCRIPTION OF THE INVENTION
Embodiments of the present invention will be described below with reference to the drawings.
FIG. 1 is a cross-sectional view when a shrink label formed in a cylindrical shape is cut in a direction orthogonal to the axial direction.
[0023]
As shown in FIG. 1, the shrink label of the present embodiment includes a
The
[0024]
FIG. 2 is a cross-sectional view showing the
The
The thickness of the intermediate layer A1 is usually set to 20 to 60 μm, preferably 20 to 50 μm, and the thickness of the outer surface layer B1 is set to 1/3 to 1/6 times that of the intermediate layer A1. Has been.
[0025]
As the resin constituting the intermediate layer A1, a composite resin of a polyester resin and a styrene resin containing 1,4-cyclohexanedimethanol is used as a diol component. As the styrene resin, butadiene is used. Resin containing is contained.
The compounding amount of the polyester resin in the composite resin is set to 3 to 10% by weight.
[0026]
The intermediate layer A1 usually contains various additives such as a lubricant, a filler, a heat stabilizer, an antioxidant, an ultraviolet absorber, an antistatic agent, a flame retardant, and a colorant in addition to the composite resin. Configured.
In addition, other resin may be mix | blended as needed.
[0027]
As the resin constituting the outer surface layer B1, a polyester resin containing 1,4-cyclohexanedimethanol is used as a diol component.
The polyester resin in the composite resin and the polyester resin constituting the outer surface layer B1 are the same from the viewpoint of better weldability between the intermediate layer A1 and the outer surface layer B1.
The outer surface layer B1 is also usually composed of various additives such as a lubricant, a filler, a heat stabilizer, an antioxidant, an ultraviolet absorber, an antistatic agent, a flame retardant, and a colorant. In addition, other resin may be mix | blended as needed.
[0028]
In this embodiment, the
[0029]
According to this method, since the intermediate layer A1 and both the outer surface layers B1 exhibit good melt adhesion, the
Moreover, the resin of the cut ear | edge part can also be reused as a part of composite resin which comprises intermediate | middle layer A1.
That is, in the past, when the ears of the laminated film were cut, the ears could not be reused because the resin constituting each layer was mixed, but in the shrink label of this embodiment, In this case, since the polyester resin constituting the outer surface layer B1 is one component of the composite resin constituting the intermediate layer A1, the polyester resin constituting the outer surface layer B1 is mixed in the resin of the cut ear portion. In addition, by adjusting the content ratio of the polyester resin, it can be reused as the composite resin constituting the intermediate layer A1.
[0030]
As the coextrusion method for producing the
[0031]
The stretching process is performed by a tenter method, a tube method, or the like.
For example, as shown in FIG. 3, it is carried out by causing the
At this time, the stretching temperature is, for example, about 80 to 100 ° C., and the stretching direction is usually the width direction (TD direction, direction orthogonal to the extrusion direction). The stretching ratio is about 3.0 to 4.5 times.
The
[0032]
【Example】
Hereinafter, examples of the present invention will be described in more detail.
Examples 1-4, Comparative Example 1
For the center layer A1, a polyester resin and a styrene resin were sufficiently mixed at a ratio shown in Table 1 to prepare composite resins, respectively.
As styrene resin, transparent high impact rubber graft styrene (styrene content 50% by weight, methyl methacrylate content 30% by weight, n-butyl acrylate content 12% by weight, butadiene 8% by weight, melt flow The rate (hereinafter referred to as MFR) is 3.8 to 4.3 g / 10 min (JIS K 7210 condition 14), and the diameter of dispersed butadiene particles (the butadiene component portion of the block copolymer) is 0.1 to 1. 2 μm) was used.
Further, as the polyester resin, a transparent dicarboxylic acid component is mainly terephthalic acid, 60 mol% of the diol component is ethylene glycol, 30 mol% is 1,4-cyclohexanedimethanol, and 10 mol% is diethylene glycol. A polyester copolymer (trade name “Embrac”, manufactured by Eastman Chemical Co., Ltd.) was used.
Next, the prepared composite resin (the styrene resin in Comparative Example 1) is used for the intermediate layer A1, and the same polyester resin used for preparing the composite resin is used for the outer layer B1. The co-extrusion method is co-extruded from a T die at a temperature of 260 ° C. using a
[0033]
Comparative Example 2
A
[0034]
Test Example The obtained
[0035]
<Haze>
Based on JIS K 7136, the test piece of the base film was attached to the test piece holder, and the haze value was measured by setting it on a photometer based on the regulations.
[0036]
<Shrinkage factor>
A test piece of 10 × 10 cm (length in the width (TD) direction × length in the extrusion (MD) direction) was cut out from each
The measurement results are shown in Table 1.
[0037]
<Shrinkage finish and adhesion strength between outer layer and intermediate layer>
One surface of each
And the finish in the time of mounting | wearing was evaluated by visual observation.
In addition, the thing without a wrinkle and a distortion was made into favorable (circle), the thing with large wrinkle and distortion generate | occur | produced as x, and the thing with small wrinkle and distortion produced was set as (triangle | delta).
The results are shown in Table 1.
Further, as an evaluation of the adhesion strength between layers, behaviors such as the presence / absence of peeling at the time of contraction (evaluated as “No”, “Yes”, “Slightly” Δ), and the like were visually observed.
In each example, no delamination was observed during shrinkage. However, in Example 4, the shrinkage behavior was as steep as PET.
In the case of Comparative Example 1, the overlapping portions (welded portions) at both ends partly caused delamination during shrinkage.
The thing of the comparative example 2 did not fully shrink | contract. In addition, since it is not stretchable and fragile, it sometimes breaks when tension is applied by a printing press.
The results are summarized in Table 1.
[0038]
[Table 1]
As is apparent from Table 1, it can be seen that the
[0040]
【The invention's effect】
As described above, the shrink label according to the present invention is excellent in heat resistance, low temperature shrinkage, and solvent resistance, can be easily produced at low cost, and does not easily cause delamination of the base film.
[Brief description of the drawings]
FIG. 1 is a cross-sectional view showing a shrink label according to an embodiment and cutting the shrink label in a direction perpendicular to the axial direction.
FIG. 2 is a cross-sectional view showing a base film of the embodiment.
FIG. 3 is a cross-sectional view showing one state of a process of stretching a base film.
[Explanation of symbols]
DESCRIPTION OF
Claims (2)
前記外面層(B1)は、ジオール成分として1、4−シクロヘキサンジメタノールを含有するポリエステル系樹脂からなり、
前記中間層(A1)は、スチレン系樹脂と前記ポリエステル系樹脂との複合樹脂からなり、
前記スチレン系樹脂として、ブタジエンを含有する樹脂が含まれてなり、
前記中間層(A1)と外面層(B1)とは、溶着により直接接着されてなり、
前記複合樹脂中、前記ポリエステル系樹脂が3〜40重量%含まれてなることを特徴とするシュリンクラベル。A shrink label comprising a base film (1) stretched 3.0 to 4.5 times comprising an intermediate layer (A1) and an outer surface layer (B1) laminated on both sides of the intermediate layer (A1). And
The outer surface layer (B1) is made of a polyester resin containing 1,4-cyclohexanedimethanol as a diol component,
The intermediate layer (A1) is composed of a composite resin of a styrene resin and the polyester resin,
As the styrenic resin, a resin containing butadiene is included,
The intermediate layer (A1) and the outer surface layer (B1) are directly bonded by welding,
A shrink label comprising 3 to 40% by weight of the polyester resin in the composite resin.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002337048A JP4028788B2 (en) | 2002-11-20 | 2002-11-20 | Shrink label |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002337048A JP4028788B2 (en) | 2002-11-20 | 2002-11-20 | Shrink label |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004170715A JP2004170715A (en) | 2004-06-17 |
| JP2004170715A5 JP2004170715A5 (en) | 2005-08-18 |
| JP4028788B2 true JP4028788B2 (en) | 2007-12-26 |
Family
ID=32700708
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002337048A Expired - Fee Related JP4028788B2 (en) | 2002-11-20 | 2002-11-20 | Shrink label |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4028788B2 (en) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005118288A1 (en) | 2004-06-03 | 2005-12-15 | Mitsubishi Plastics, Inc. | Heat shrink laminate film, molding utilizing the film, heat shrink label and container |
| JP2006159903A (en) * | 2004-11-10 | 2006-06-22 | Mitsubishi Plastics Ind Ltd | Heat shrinkable laminated film, molded product using it, heat shrinkable label and container |
| JP4678637B2 (en) * | 2004-11-11 | 2011-04-27 | 三菱樹脂株式会社 | Heat-shrinkable laminated film, molded product using the film, heat-shrinkable label, and container |
| JP5057666B2 (en) * | 2004-11-11 | 2012-10-24 | 三菱樹脂株式会社 | Heat-shrinkable laminated film, molded product and container using the film |
| JP4504890B2 (en) * | 2005-08-30 | 2010-07-14 | 三菱樹脂株式会社 | Heat-shrinkable laminated film, molded product using the film, heat-shrinkable label, and container equipped with these |
| JP4658780B2 (en) * | 2005-11-14 | 2011-03-23 | 株式会社フジシールインターナショナル | Shrink film, shrink label and labeled container |
| JP2007160543A (en) * | 2005-12-09 | 2007-06-28 | Mitsubishi Plastics Ind Ltd | Heat-shrinkable laminated film, molded product using it, heat-shrinkable label and container |
| WO2008124581A1 (en) | 2007-04-05 | 2008-10-16 | Avery Dennison Corporation | Pressure sensitive shrink label |
| US8282754B2 (en) | 2007-04-05 | 2012-10-09 | Avery Dennison Corporation | Pressure sensitive shrink label |
| JP5294974B2 (en) * | 2009-05-14 | 2013-09-18 | 三菱樹脂株式会社 | Heat-shrinkable laminated film, molded product using the film, heat-shrinkable label, and container |
| KR101717806B1 (en) | 2009-09-29 | 2017-03-17 | 덴카 주식회사 | Thermally shrinkable laminated film |
| EP2752366A1 (en) | 2010-01-28 | 2014-07-09 | Avery Dennison Corporation | Label applicator belt system |
| WO2016117583A1 (en) | 2015-01-22 | 2016-07-28 | デンカ株式会社 | Block copolymer resin composition, heat-shrinkable multilayer film, heat-shrinkable label, and beverage container |
-
2002
- 2002-11-20 JP JP2002337048A patent/JP4028788B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004170715A (en) | 2004-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2002351332A (en) | Shrink label | |
| US9028933B2 (en) | Shrink labels | |
| US9840067B2 (en) | Heat-shrinkable laminated film, molded product and heat-shrinkable label comprising the film, and container | |
| EP2657016A1 (en) | Heat shrinkable multilayer film and heat shrinkable label | |
| JP6051160B2 (en) | Heat-shrinkable multilayer film and heat-shrinkable label | |
| JP4028788B2 (en) | Shrink label | |
| JP4568743B2 (en) | Heat-shrinkable multilayer film and heat-shrinkable label | |
| JP5760160B2 (en) | Heat shrinkable film | |
| US20160284248A1 (en) | Shrink label and method for producing same | |
| JP5049150B2 (en) | Shrink film and shrink label | |
| JP4694948B2 (en) | Shrink film, shrink label and labeled container | |
| JP4917915B2 (en) | Shrink film | |
| JP2012210717A (en) | Heat shrinkable multilayered film and heat shrinkable label | |
| JP2006044179A (en) | Heat-shrinkable laminated film and container fitted with label consisting of the same | |
| WO2020021948A1 (en) | Heat-shrinking multilayer film and heat-shrinking label | |
| JP4700418B2 (en) | Shrink labels and labeled containers | |
| JP2008001098A (en) | Shrinkable label | |
| JP4980802B2 (en) | Shrink film and shrink label | |
| JP4658780B2 (en) | Shrink film, shrink label and labeled container | |
| JP5818572B2 (en) | Heat shrinkable polyester resin laminated film | |
| JP6669525B2 (en) | Shrink labels and labeled containers | |
| WO2020008811A1 (en) | Heat-shrinkable multilayer film and heat-shrinkable label | |
| JP6339334B2 (en) | Shrink label | |
| JP7273230B2 (en) | heat shrinkable multilayer film | |
| JP6345456B2 (en) | Shrink label and manufacturing method thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050203 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050203 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070223 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070423 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070511 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070702 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20070815 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071005 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071012 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4028788 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101019 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101019 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101019 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101019 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101019 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101019 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111019 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111019 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121019 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121019 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131019 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |