JP3962494B2 - Case, manufacturing method thereof, and device using the case - Google Patents
Case, manufacturing method thereof, and device using the case Download PDFInfo
- Publication number
- JP3962494B2 JP3962494B2 JP35356998A JP35356998A JP3962494B2 JP 3962494 B2 JP3962494 B2 JP 3962494B2 JP 35356998 A JP35356998 A JP 35356998A JP 35356998 A JP35356998 A JP 35356998A JP 3962494 B2 JP3962494 B2 JP 3962494B2
- Authority
- JP
- Japan
- Prior art keywords
- plate
- bottom plate
- edge
- lower plate
- upper plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Landscapes
- Casings For Electric Apparatus (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、筐体とその製造方法及び筐体を用いた機器に関する。
【0002】
【従来の技術】
各種事務機器、電子機器、電気機器、機械装置の各種の機器において、所定強度を有する筐体が使用される。この筐体には底板が設けられており、この底板を設置面に載置または固定することで機器を不動状態にして使用する。
【0003】
従来の筐体は、図14の筐体200の外観斜視図に示すように、箱型とされており、各種OA機器、通信機器等の電子・電気機器や、機械装置の筐体として用いられる。
【0004】
このために筐体200は、板金・パイプ材をはじめとした各種筐体フレーム材からなる構造体として構成される。
【0005】
具体的には、側板201、202、天板204、底板205、支柱203、各種ステー206、各種補強板207を図示のように溶接またはねじやかしめなどのファスナー手段により固定して、組立てるようにして構成されている。また、設置面に直に当接する支持部材300が底板205に固定されることで、適宜高さ調整するように構成されている。
【0006】
【発明が解決しようとする課題】
一方、現在のカラープリンタ装置及びカラー複写機等の事務機器は、高画質化や紙搬送性の安定等の要求が増大しており、複写及びプリントプロセスや紙搬送プロセスにおける機械的精度を保持する基礎となる、筐体の強度の確保が重要となっている。
【0007】
しかしながら、同時に上記の事務機においては、コスト面から、筐体は薄肉でかつ軽量な構造が求められている。そこで、軽量かつ安価で基準を満足する筐体を準備し、この筐体に所定の装置を内蔵し、評価試験を行なうようにしている。この評価試験において事務機単体で、画質への影響度に関する筐体の強度試験が基準を満たすように配慮しているが、実際にユーザーが使用する現場において、凹凸のある設置面にインストールすると、筐体の支持部材の接地状況が変化したり、または原稿送り装置やペディスタル等のオプションユニットの追加により支持部材300が保持する荷重分布が変化することになる。
【0008】
この結果、底板205がひずみ、さらには筐体全体が変形を起こし、内蔵装置の傾き発生等から機械的精度の悪化を招くことになり、画質の劣化や紙搬送性の低下を招く問題が生じていた。
【0009】
このために、従来の筐体の底板205の厚型化、重量化を余儀なくされるものであり、コストアップ及び重量アップを招くものであった。
【0010】
したがって、本発明は上記の事情に鑑みてなされたものであり、比較的に重量のある機器を凹凸のある設置面上に載せた場合や、他のオプションユニットを追加した場合において、筐体の底板の強度アップを図ることで、筐体の変形を最小にし、かつ変形に起因する種々の不具合を解決することのできる筐体とその製造方法及び筐体を用いた機器の提供を目的にしている。
【0011】
【課題を解決するための手段】
上記目的を達成するために、本発明によれば、底板の上に構造体を固定して、所定の装置を内蔵するための筐体であって、前記底板を、荷重を支持する複数の支持部材を設けるために、所定長さと高さで絞り加工される複数の第1の絞り加工部を形成した第1の底板と、前記第1の絞り加工部と前記第1の底板の縁部との間を、溶接を含む固定手段により固定することで、二重底にする第2の底板とから形成することを特徴としている。
【0012】
また、前記底板を矩形に形成するともに、4辺の縁部の近傍に沿うように前記第1の絞り加工部を、前記第2の底板に向けて凸状に形成することを特徴としている。
【0013】
また、縁部から略直角に形成される第1の壁面を有する箱形状に前記第1の底板を形成し、また縁部から略直角に形成される第2の壁面を有する箱形状に前記第2の底板を形成し、前記第1の壁面と前記第2の壁面とを、前記固定手段で固定することを特徴としている。
【0014】
また、縁部から略直角に形成される第1の壁面と、前記第1の壁面から略直角に延設される第1の鍔部を有する箱形状となるように前記第1の底板を形成し、縁部から略直角に形成される第2の壁面と、前記第2の壁面から略直角に延設される第2の鍔部を有する箱形状となるように前記第2の底板を形成し、前記第1の鍔部と前記第2の鍔部を、前記固定手段で固定することを特徴としている。
【0015】
また、前記第1の底板の対向する2辺の縁部の近傍に沿うように前記第1の絞り加工部を形成し、また、前記第2の底板の対向する2辺の縁部の近傍に沿うように前記第1の絞り加工部に直交するようにして第2の絞り加工部を形成し、前記第1の絞り加工部と前記第2の絞り加工部と前記第1の底板と前記第2の底板の縁部の間を溶接を含む固定手段で固定することを特徴としている。
【0016】
また、前記底板を矩形に形成するともに、4辺の縁部の近傍に沿うように前記第1の絞り加工部を、前記第2の底板に向けて前記底板の厚さの略半分の高さで凸状に形成し、また、4辺の縁部の近傍に沿うように前記第2の絞り加工部を、前記第1の底板に向けて前記底板の厚さの略半分の高さで凸状に形成して、前記第1の絞り加工部と前記第2の絞り加工部と前記第1の底板と前記第2の底板の縁部の間を、スポット溶接を含む固定手段で固定することを特徴としている。
【0017】
また、前記支持部材を設ける専用の第3の絞り加工部を、前記第2の底板に向けて凸状になるように形成することを特徴としている。
【0018】
また、前記第1の底板と前記第2の底板は冷間圧延鉄板材を含む所定厚さの板材をプレス加工して得ることを特徴としている。
【0019】
また、前記支持部材は高さ調整機能を備えるアジャスターであることを特徴としている。
【0020】
また、底板の上に構造体を固定して、所定の装置を内蔵するための筐体の製造方法であって、前記底板を、所定長さと高さで絞り加工される複数の第1の絞り加工部を形成した第1の底板と、前記第1の絞り加工部と前記第1の底板の縁部との間を、スポット溶接を含む固定手段により固定することで、二重底にする第2の底板とから形成し、前記第1の絞り加工部に荷重を支持する複数の支持部材を設けることを特徴としている。
【0021】
また、筐体の製造方法において、前記底板を矩形に形成するともに、4辺の縁部の近傍に沿うように前記第1の絞り加工部を、前記第2の底板に向けて凸状に形成することを特徴としている。
【0022】
また、筐体の製造方法において、縁部から略直角に形成される第1の壁面を有する箱形状に前記第1の底板を形成し、また縁部から略直角に形成される第2の壁面を有する箱形状に前記第2の底板を形成し、前記第1の壁面と前記第2の壁面とを、前記固定手段で固定することを特徴としている。
【0023】
また、筐体の製造方法において、縁部から略直角に形成される第1の壁面と、前記第1の壁面から略直角に延設される第1の鍔部を有する箱形状となるように前記第1の底板を形成し、縁部から略直角に形成される第2の壁面と、前記第2の壁面から略直角に延設される第2の鍔部を有する箱形状となるように前記第2の底板を形成し、前記第1の鍔部と前記第2の鍔部を、前記固定手段で固定することを特徴としている。
【0024】
また、筐体の製造方法において、前記第1の底板の対向する2辺の縁部の近傍に沿うように前記第1の絞り加工部を形成し、また、前記第2の底板の対向する2辺の縁部の近傍に沿うように前記第1の絞り加工部に直交するようにして第2の絞り加工部を形成し、前記第1の絞り加工部と前記第2の絞り加工部と前記第1の底板と前記第2の底板の縁部の間を、溶接を含む固定手段で固定することを特徴としている。
【0025】
また、筐体の製造方法において、前記底板を矩形に形成するともに、4辺の縁部の近傍に沿うように前記第1の絞り加工部を、前記第2の底板に向けて前記底板の厚さの略半分の高さで凸状に形成し、また、4辺の縁部の近傍に沿うように前記第2の絞り加工部を、前記第1の底板に向けて前記底板の厚さの略半分の高さで凸状に形成して、前記第1の絞り加工部と前記第2の絞り加工部と前記第1の底板と前記第2の底板の縁部の間を、溶接を含む固定手段で固定することを特徴としている。
【0026】
また、筐体の製造方法において、前記支持部材を設ける専用の第3の絞り加工部を、前記第2の底板に向けて凸状に形成することを特徴としている。
【0027】
また、筐体の製造方法において、前記第1の底板と前記第2の底板を、冷間圧延の鉄板材を含む所定厚さの板材をプレス加工して得ることを特徴としている。
また、筐体の製造方法において、前記構造体を、鉄を含む金属製の型材から組立て、かつ前記底板を鉄を含む金属製の型板材から加工形成し、溶接を含む固定手段により相互に固定することを特徴としている。
【0028】
そして、筐体の製造方法による筐体を用いた機器であって、前記構造体に所定装置を固定し、前記支持部材を介して設置面上に配設されることを特徴としている。
【0029】
【発明の実施の形態】
以下、添付図面を参照して、本発明の好適な各実施形態について説明する。
図1は後述する各実施形態に共通する筐体100の構造体を示した外観斜視図であって、本図において筐体100は、主として板金材からなる左右側板1、2と、中空構造を持つ金属パイプ3と、板金材からなる天板4と同じく板金材からなり後述の二重底構造を有する底板50と、同じく板金材からなる各種ステー6と同じく板金材からなる各種補強板7とを溶接、ねじ止、かしめ等の固定手段により固定することで図示のように構成される。
【0030】
また、底板50の下の四隅には上下方法の高さ調整機能を備えているアジャスターで代表される支持部材22が設けられており、設置面上にガタ付きなく載置するようにしている。
【0031】
図2は底板50の外観斜視図である。本図において、底板50は、例えば冷間圧延板材の厚さ1.6mmの規格板材をプレス装置などで曲げ加工された第2の底板である上板8、同じくプレス加工された第1の底板である下板9を溶接記号で示したスポット溶接10や、ネジ、かしめピンなどの固定手段により図示のように一体形成した箱型の形状を有しており、所謂二重底構造として強度を確保して、四隅の金属パイプ3を固定するようにして、全体の荷重を支えるように構成されている。
【0032】
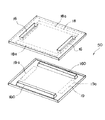
図3は、図2の底板の立体分解図である。図2に図3をさらに参照して、図示のように、上板8と下板9の両方の縁部から曲げ加工して、縁部から略直角に形成される第1の壁面11aを有する箱形状になるように上板8を形成し、また縁部から略直角に形成される第2の壁面11bを有する箱形状に下板9を形成して、両者が重なる部分を接合部11としている。
【0033】
また、下板9を図示のように矩形に形成するともに、4辺の縁部の近傍に沿うように第1の絞り加工部16を、その深さを16.8mmとなるようにプレス加工されており、この絞り部16が上板8と接するようにしている。この深さは、その時々の設計の条件によって適当な深さを設定することができる。このように上板8に向けて凸状に形成することで、図4の底板50の透視図に図示のように接合部11と、上板8と第1の絞り加工部16の山部の間を上記のスポット溶接10により多数個所において固定するように構成されている。
【0034】
以上のように底板50を箱型形状にすることで、同様の質量を有する単純に2枚を重ね合わせて固定した厚さ3.2mmの平板状の底板との比較において、断面二次モーメントが大幅に増大する事から、底板のねじりに対する強度が大幅に向上することになる。
【0035】
またさらに、ねじり変形において応力が集中する各辺に対して平行となる外周部近傍の部位に絞り加工部16を形成していることから、底板のねじりに対する強度が大幅に向上する。なおここで、絞り加工部16の山部と上板8との接合面において、図2に図示のように数点において上板8と下板9を接合している事から、箱型形状を有する底板50がねじり変形をする際の、上板と下板のすべりを完全に防止する事が可能となる。
【0036】
またさらに、特に支持部材22における応力集中部位の応力対策として、支持部材22の取り付け部を絞り加工部16の内部に設けるようにして、上板と下板の板厚の和となる3.2mmの板厚分の強度を確保する事ができるため、支持部材22の取り付け部近傍での応力集中による局所的な変形を防止する事ができるようになる。ここで、一般的に、事務機等の筐体100の機械的強度は主に底板の強度により確保されていることから、底板の強度が向上すれば、筐体全体の強度も向上することになる。
【0037】
従って、上記のように底板を構成することにより、筐体全体の強度を向上させることが可能となり、筐体の変形に起因する多くの不具合を防止する効果を得ることが出来る。
【0038】
次に、図5は第2実施形態の底板50の立体分解図である。本図において、既に説明済みの構成部品については同様の符号を附して説明を割愛すると、図示のように、上板12は平板であり、下板13のみ図示のようにプレス加工されている。
【0039】
この下板13は縁部から略直角に形成される第1の壁面40と、この第1の壁面40から略直角に外側に延設される第1の鍔部41を有する箱形状となるように形成されており、この第1の鍔部41を上板の縁部と接合して上記のスポット溶接により固定するようにしている。
【0040】
また、図6は第3実施形態の底板50の立体分解図である。本図において、既に説明済みの構成部品については同様の符号を附して説明を割愛すると、図示のように、上板14の縁部には略直角に形成される第2の壁面42と、第2の壁面42から略直角に延設される第2の鍔部43を有する箱形状となるように形成されており、下板15の第1の鍔部41と第2の鍔部43を接合してから上記のスポット溶接を含む固定手段で固定することで二重底の底板50を得るようにしている。
【0041】
図7(a)は、第4実施形態の底板50の立体分解図、(b)は固定後の要部断面図である。本図において、既に説明済みの構成部品については同様の符号を附して説明を割愛すると、図示のように、上板17において、絞り加工部16が4辺の縁部に沿うように加工されており、下板26に対して図7(b)に示すようにスポット溶接10されて一体形成されるように構成されている。
【0042】
また、図8は第5実施形態の底板50の立体分解図である。本図において、上板18の対向する2辺の縁部の近傍に沿うように第1の絞り加工部16が形成されており、第2の底板である下板19の対向する2辺の縁部の近傍に沿うようにして上記の第1の絞り加工部16に直交するようにして第2の絞り加工部である絞り加工部160が形成されており、第1の絞り加工部16と第2の絞り加工部160とを破線部18a、19aに位置するようにしてから、縁部の間をスポット溶接を含む固定手段で固定するようにしている。
【0043】
図9(a)は、第6実施形態の底板50の立体分解図、(b)は固定後の要部断面図である。図示のように上板20の4辺の縁部の近傍に沿うように第1の絞り加工部16を、下板21に向けて完成後の厚さの略半分の高さで凸状に形成するとともに、4辺の縁部の近傍に沿うように第2の絞り加工部160を、上板20に向けて完成後の底板の厚さの略半分の高さとなるように凸状に形成して、図9(b)に図示のようにスポット溶接10を含む固定手段で固定することで、完成品を得るようにしている。
【0044】
また、図10は第6実施形態の底板50の立体分解図である。また、図13は完成後の透視図である。両図において、既に説明済みの構成部品については同様の符号を附して説明を割愛すると、支持部材を設ける専用の第3の絞り加工部23が上板24に向けて凸状になるように4隅にプレス加工されており、この加工部23内に支持部材を設けるようにしている。なお、第3の絞り加工部23は円形絞りとして、各辺に平行で外周部近傍に設けられた絞り加工部16とは別の位置に自由に設ける事が可能となるようにしている。
【0045】
従って、底板の変形を最小にする様に、底板の上部にかかる荷重分布(本実施例では前・後側板からかかる荷重分布)に応じて、支持部材22の取り付け位置を設計する事が可能となる。
【0046】
なお一般的には、底板の上部にかかる荷重分布中最大となる、前・後側板の取り付け位置の真下の四点に支持部材を取り付けた場合に、底板の変形が最小となるとされているため、これに従った。
【0047】
以上の様に底板の任意の位置に絞りを設け、それに対して支持部材を取り付ける事により、図11の透視図で示されるように底板に対する支持部材22の取り付け位置が規制されている底板との比較において、図12の外観斜視図に図示のように支持部材22の固定位置の自由度が広がることとなり、底板50上部の荷重分布に応じた支持部材22の取り付け位置の選択自由度がアップする結果、底板の変形を最小とする位置に支持部材22を取り付けることが可能となり、筐体の変形に起因する多くの不具合を防止する効果を得ることが出来るようになる。以上の構成にもとづき、筐体を構成する底板を箱型形状とし、かつ絞りを設け、かつ絞り部で上板と下板を接合し、かつ支持部材を絞り部に取り付けることにより、本体を凹凸のある設置台に載せた場合に、筐体に対して垂直に構成される前後側板がお互いにねじれるような変形をしようとしても、前後側板を保持している底板によりねじりの荷重を緩衝できるようになる。
【0048】
また支持部材22が、高強度をもつ絞り部に取り付けられている事により、支持部材の取り付け部近傍での局所的な変形が抑えられ、筐体全体の変形が防止されることになる。
【0049】
【発明の効果】
以上説明したように、本発明によれば、比較的に重量のある機器を凹凸のある設置面上に載せた場合や、他のオプションユニットを追加した場合において、筐体の底板の強度アップを図ることで、筐体の変形を最小にし、かつ変形に起因する種々の不具合を解決することのできる筐体とその製造方法及び筐体を用いた機器を提供することができる。
【0050】
【図面の簡単な説明】
【図1】本発明に共通する筐体を示す外観斜視図である。
【図2】本発明の第1実施形態の底板の外観斜視図である。
【図3】図2の底板の立体分解図である。
【図4】底板50の透視図である。
【図5】第2実施形態の底板50の立体分解図である。
【図6】第3実施形態の底板50の立体分解図である。
【図7】(a)は、第4実施形態の底板50の立体分解図、(b)は固定後の要部断面図である。
【図8】第5実施形態の底板50の立体分解図である。
【図9】第6実施形態の底板50の立体分解図(a)、固定後の要部断面図(b)である。
【図10】第7実施形態の底板50の立体分解図である。
【図11】底板の透視図である。
【図12】底板の外観斜視図である。
【図13】底板の詳細を示す透視斜視図である。
【図14】従来例の筐体を示す斜視図である。
【符号の説明】
1 側板
2 側板
3 支柱
4 天板
5 底板
6 ステー
7 補強板
8 上板
9 下板
10 スポット溶接部
11 接合部
12 上板
13 下板
14 上板
15 下板
16 絞り加工部
17 上板
18 上板
19 下板
20 上板
21 下板
22 支持部品
23 絞り加工部
24 上板
25 下板
26 下板
50 底板[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a casing, a manufacturing method thereof, and a device using the casing.
[0002]
[Prior art]
A casing having a predetermined strength is used in various office equipment, electronic equipment, electrical equipment, and various equipment such as mechanical devices. The casing is provided with a bottom plate. The bottom plate is placed or fixed on the installation surface to use the device in an immobile state.
[0003]
As shown in the external perspective view of the
[0004]
For this purpose, the
[0005]
Specifically, the
[0006]
[Problems to be solved by the invention]
On the other hand, office devices such as current color printers and color copiers have increased demands for higher image quality and stability of paper transportability, and maintain mechanical accuracy in copying and printing processes and paper transport processes. Ensuring the strength of the chassis, which is the foundation, is important.
[0007]
However, at the same time, in the office machine described above, the casing is required to have a thin and lightweight structure from the viewpoint of cost. Therefore, a lightweight and inexpensive casing that satisfies the standards is prepared, and a predetermined device is built in the casing to perform an evaluation test. In this evaluation test, it is considered that the strength test of the housing related to the degree of influence on the image quality meets the standard for the office machine alone, but if it is installed on an uneven installation surface at the site actually used by the user, The ground distribution of the support member of the housing changes, or the load distribution held by the
[0008]
As a result, the
[0009]
For this reason, the thickness and weight of the
[0010]
Therefore, the present invention has been made in view of the above circumstances, and when a relatively heavy device is placed on an uneven installation surface or when another optional unit is added, For the purpose of providing a housing that can minimize the deformation of the housing and solve various problems caused by the deformation, a manufacturing method thereof, and a device using the housing by increasing the strength of the bottom plate. Yes.
[0011]
[Means for Solving the Problems]
In order to achieve the above object, according to the present invention, there is provided a housing for fixing a structure on a bottom plate and incorporating a predetermined device, wherein the bottom plate has a plurality of supports for supporting a load. In order to provide a member, a first bottom plate formed with a plurality of first drawn portions to be drawn at a predetermined length and height, the first drawn portion, and an edge of the first bottom plate, It is characterized in that it is formed by a second bottom plate which is made into a double bottom by being fixed by a fixing means including welding.
[0012]
In addition, the bottom plate is formed in a rectangular shape, and the first drawing portion is formed in a convex shape toward the second bottom plate along the vicinity of the edge of the four sides.
[0013]
Further, the first bottom plate is formed in a box shape having a first wall surface formed at a substantially right angle from the edge portion, and the first shape is formed in a box shape having a second wall surface formed at a substantially right angle from the edge portion. 2 bottom plates are formed, and the first wall surface and the second wall surface are fixed by the fixing means.
[0014]
In addition, the first bottom plate is formed so as to have a box shape having a first wall surface formed at a substantially right angle from the edge and a first flange portion extending at a substantially right angle from the first wall surface. The second bottom plate is formed to have a box shape having a second wall surface formed at a substantially right angle from the edge and a second flange portion extending at a substantially right angle from the second wall surface. In addition, the first collar part and the second collar part are fixed by the fixing means.
[0015]
Further, the first drawn portion is formed so as to be along the vicinity of the edges of the two opposite sides of the first bottom plate, and in the vicinity of the edges of the two opposite sides of the second bottom plate. A second drawn portion is formed so as to be orthogonal to the first drawn portion, and the first drawn portion, the second drawn portion, the first bottom plate, and the first It is characterized by fixing between the edges of two bottom plates with fixing means including welding.
[0016]
In addition, the bottom plate is formed in a rectangular shape, and the first drawn portion is directed toward the second bottom plate so as to be along the vicinity of the edge of the four sides, and is approximately half the thickness of the bottom plate. In addition, the second drawn portion is projected toward the first bottom plate at a height approximately half the thickness of the bottom plate so as to follow the vicinity of the edge of the four sides. And fixing between the first drawing portion, the second drawing portion, the first bottom plate, and the edge of the second bottom plate with fixing means including spot welding. It is characterized by.
[0017]
Further, the third drawing portion dedicated for providing the support member is formed to be convex toward the second bottom plate.
[0018]
Further, the first bottom plate and the second bottom plate are obtained by pressing a plate material having a predetermined thickness including a cold-rolled iron plate material.
[0019]
Further, the support member is an adjuster having a height adjusting function.
[0020]
A method of manufacturing a housing for fixing a structure on a bottom plate and incorporating a predetermined device, wherein the first base plate is drawn at a predetermined length and height. A first bottom plate formed with a processed portion, and the first drawn portion and the edge of the first bottom plate are fixed by a fixing means including spot welding to form a double bottom. And a plurality of support members for supporting a load in the first drawing portion.
[0021]
Further, in the housing manufacturing method, the bottom plate is formed in a rectangular shape, and the first drawn portion is formed in a convex shape toward the second bottom plate along the vicinity of the edge of the four sides. It is characterized by doing.
[0022]
Moreover, in the manufacturing method of a housing | casing, the said 1st bottom plate is formed in the box shape which has a 1st wall surface formed at a substantially right angle from an edge, and the 2nd wall surface formed at a substantially right angle from an edge The second bottom plate is formed in a box shape having, and the first wall surface and the second wall surface are fixed by the fixing means.
[0023]
Further, in the housing manufacturing method, a box shape having a first wall surface formed at a substantially right angle from the edge portion and a first flange portion extending at a substantially right angle from the first wall surface is formed. Forming the first bottom plate so as to have a box shape having a second wall surface formed at a substantially right angle from the edge and a second flange portion extending at a substantially right angle from the second wall surface. The second bottom plate is formed, and the first flange portion and the second flange portion are fixed by the fixing means.
[0024]
Moreover, in the manufacturing method of a housing | casing, the said 1st drawing process part is formed so that the vicinity of the edge part of the 2 sides which the said 1st bottom plate opposes may be formed, and 2 A second drawing portion is formed so as to be orthogonal to the first drawing portion along the vicinity of the edge of the side, and the first drawing portion, the second drawing portion, and the The first bottom plate and the edge of the second bottom plate are fixed by fixing means including welding.
[0025]
Further, in the manufacturing method of the housing, the bottom plate is formed in a rectangular shape, and the thickness of the bottom plate is set so that the first drawn portion is directed toward the second bottom plate along the vicinity of the edge of the four sides. It is formed in a convex shape with a height of approximately half of the height, and the second drawn portion is directed toward the first bottom plate so as to be along the vicinity of the edge of the four sides. It is formed in a convex shape with approximately half the height, and includes welding between the edge of the first drawn portion, the second drawn portion, the first bottom plate, and the second bottom plate. It is characterized by being fixed by a fixing means.
[0026]
Further, in the method for manufacturing a housing, a dedicated third drawn portion for providing the support member is formed in a convex shape toward the second bottom plate.
[0027]
In the housing manufacturing method, the first bottom plate and the second bottom plate are obtained by pressing a plate material having a predetermined thickness including a cold-rolled iron plate material.
Further, in the housing manufacturing method, the structure is assembled from a metal mold containing iron, the bottom plate is processed from a metal mold containing iron, and fixed to each other by fixing means including welding. It is characterized by doing.
[0028]
And it is the apparatus using the housing | casing by the manufacturing method of a housing | casing, Comprising: A predetermined apparatus is fixed to the said structure, It is arrange | positioned on an installation surface via the said supporting member.
[0029]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, preferred embodiments of the present invention will be described with reference to the accompanying drawings.
FIG. 1 is an external perspective view showing a structure of a
[0030]
In addition,
[0031]
FIG. 2 is an external perspective view of the
[0032]
FIG. 3 is a three-dimensional exploded view of the bottom plate of FIG. With further reference to FIG. 3 in FIG. 2, as shown in the figure, it has a first wall surface 11 a that is bent from both edges of the
[0033]
Further, the
[0034]
By making the
[0035]
Furthermore, since the drawn
[0036]
Furthermore, as a countermeasure against stress at the stress concentration portion in the
[0037]
Therefore, by configuring the bottom plate as described above, the strength of the entire casing can be improved, and an effect of preventing many problems caused by deformation of the casing can be obtained.
[0038]
Next, FIG. 5 is a three-dimensional exploded view of the
[0039]
The
[0040]
FIG. 6 is a three-dimensional exploded view of the
[0041]
FIG. 7A is a three-dimensional exploded view of the
[0042]
FIG. 8 is a three-dimensional exploded view of the
[0043]
FIG. 9A is a three-dimensional exploded view of the
[0044]
FIG. 10 is a three-dimensional exploded view of the
[0045]
Accordingly, the mounting position of the
[0046]
In general, it is said that the deformation of the bottom plate is minimized when the support member is attached to the four points directly below the attachment position of the front and rear side plates, which is the largest in the load distribution on the top of the bottom plate. I followed this.
[0047]
As described above, a diaphragm is provided at an arbitrary position of the bottom plate, and a support member is attached to the diaphragm. As shown in the perspective view of FIG. 11, the attachment position of the
[0048]
Further, since the
[0049]
【The invention's effect】
As described above, according to the present invention, when a relatively heavy device is placed on an uneven installation surface or when another optional unit is added, the strength of the bottom plate of the housing is increased. As a result, it is possible to provide a housing that can minimize deformation of the housing and solve various problems caused by the deformation, a manufacturing method thereof, and a device using the housing.
[0050]
[Brief description of the drawings]
FIG. 1 is an external perspective view showing a casing common to the present invention.
FIG. 2 is an external perspective view of a bottom plate according to the first embodiment of the present invention.
3 is a three-dimensional exploded view of the bottom plate of FIG. 2. FIG.
4 is a perspective view of a
FIG. 5 is a three-dimensional exploded view of a
FIG. 6 is a three-dimensional exploded view of a
7A is a three-dimensional exploded view of a
FIG. 8 is an exploded view of a
FIG. 9 is a three-dimensional exploded view (a) of a
FIG. 10 is a three-dimensional exploded view of a
FIG. 11 is a perspective view of the bottom plate.
FIG. 12 is an external perspective view of a bottom plate.
FIG. 13 is a perspective view showing details of a bottom plate.
FIG. 14 is a perspective view showing a case of a conventional example.
[Explanation of symbols]
DESCRIPTION OF SYMBOLS 1
Claims (6)
前記上板に当接する高さで前記下板から凸状に形成されるとともに前記下板の4隅に設けられる第1の絞り加工部に、前記底板を設置面に対して支持する支持部材を取り付けるとともに、
前記下板の各縁部の長手方向に沿う形状を有し、前記第1の絞り加工部の間に配置されるとともに前記上板に当接する高さで前記下板から凸状に形成される第2の絞り加工部を備え、
さらに、前記下板と前記上板とを前記各縁部、前記第1の絞り加工部と前記上板、前記第2の絞り加工部と前記上板とにおいて溶接で固定したことを特徴とする筐体。 A rectangular bottom plate having four side edges is formed as a double bottom having a hollow portion by overlapping a lower plate and an upper plate, and a housing for fixing a structure on the bottom plate,
A supporting member that is formed in a convex shape from the lower plate at a height that abuts on the upper plate and supports the bottom plate with respect to the installation surface at first drawing portions provided at four corners of the lower plate. Install and
It has a shape along the longitudinal direction of each edge of the lower plate, is disposed between the first drawn portions, and is formed in a convex shape from the lower plate at a height that makes contact with the upper plate. A second drawing section;
Further, the lower plate and the upper plate are fixed by welding at the respective edge portions, the first drawn portion and the upper plate, and the second drawn portion and the upper plate. Enclosure.
前記第1の壁面と前記第2の壁面とを、前記溶接で固定することを特徴とする請求項1に記載の筐体。The lower plate is formed into a box shape having a first wall surface that is substantially perpendicular formed from said edge, also said on the plate into a box shape having a second wall which is substantially perpendicular formed from said edge Forming,
The housing according to claim 1 , wherein the first wall surface and the second wall surface are fixed by the welding .
前記縁部から略直角に形成される第2の壁面と、前記第2の壁面から略直角に延設される第2の鍔部を有する箱形状となるように前記上板を形成し、
前記第1の鍔部と前記第2の鍔部を、前記溶接で固定することを特徴とする請求項1に記載の筐体。A first wall that is substantially perpendicular formed from said edge to form a first of said lower plate so that the box-shape having a flange portion that extends substantially perpendicularly from said first wall,
A second wall that is substantially perpendicular formed from said edge to form the upper plate so that a box shape having a second flange portion that extends substantially perpendicularly from said second wall,
The housing according to claim 1 , wherein the first flange portion and the second flange portion are fixed by the welding .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35356998A JP3962494B2 (en) | 1998-12-11 | 1998-12-11 | Case, manufacturing method thereof, and device using the case |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35356998A JP3962494B2 (en) | 1998-12-11 | 1998-12-11 | Case, manufacturing method thereof, and device using the case |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000183552A JP2000183552A (en) | 2000-06-30 |
| JP2000183552A5 JP2000183552A5 (en) | 2007-01-18 |
| JP3962494B2 true JP3962494B2 (en) | 2007-08-22 |
Family
ID=18431733
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP35356998A Expired - Fee Related JP3962494B2 (en) | 1998-12-11 | 1998-12-11 | Case, manufacturing method thereof, and device using the case |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3962494B2 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5292695B2 (en) | 2007-01-09 | 2013-09-18 | 富士通株式会社 | Wiring connection device |
| JP4995604B2 (en) * | 2007-03-16 | 2012-08-08 | 京セラドキュメントソリューションズ株式会社 | Frame structure of image forming apparatus |
| JP4871348B2 (en) * | 2008-12-09 | 2012-02-08 | 本田技研工業株式会社 | Fuel cell stack |
| US9411301B2 (en) * | 2014-01-31 | 2016-08-09 | Canon Kabushiki Kaisha | Frame for image forming apparatus and manufacturing method thereof |
| JP7048210B2 (en) * | 2017-01-20 | 2022-04-05 | エドワーズ株式会社 | The vacuum pump device, and the pump body unit, control unit, and spacer used in the vacuum pump device. |
| JP7527846B2 (en) | 2020-05-27 | 2024-08-05 | キヤノン株式会社 | SUPPORT FRAME FOR SHEET CONVEYING APPARATUS AND SHEET CONVEYING APPARATUS |
-
1998
- 1998-12-11 JP JP35356998A patent/JP3962494B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000183552A (en) | 2000-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3962494B2 (en) | Case, manufacturing method thereof, and device using the case | |
| JP5222818B2 (en) | Leg mounting structure and image forming apparatus having the same | |
| JP2006065326A (en) | Plasma display device | |
| KR101292560B1 (en) | Stand for image forming apparatus and image forming apparatus including the same | |
| JP2013156569A (en) | Image forming system | |
| JP2012113797A (en) | Magnetic head suspension | |
| JP3304149B2 (en) | Structure of image forming apparatus | |
| JP3912962B2 (en) | Housing frame for electrical equipment | |
| JP3502541B2 (en) | Image forming device | |
| JP3927970B2 (en) | Image forming device frame | |
| JP3589359B2 (en) | Electrophotographic equipment | |
| US20010004100A1 (en) | Structure for installing an electronic apparatus | |
| JP2000183545A (en) | Housing, manufacturing method thereof and apparatus employing housing | |
| JP3515967B2 (en) | Image forming apparatus housing | |
| JP2021189294A (en) | Image forming apparatus | |
| US20060237258A1 (en) | Frame for speaker device and speaker device | |
| EP0911857A2 (en) | Aperture grille with vibration damping means | |
| JP2003066670A (en) | Housing for image forming apparatus | |
| JP4967491B2 (en) | Plasma display device | |
| JPH10232525A (en) | Image forming device | |
| CN214728552U (en) | A installing support and vehicle for display screen of vehicle | |
| CN101847449B (en) | Frame for supporting housing | |
| JP3823886B2 (en) | Electronic balance | |
| JPH11134545A (en) | Case body bottom plate for automatic vending machine | |
| JP5047930B2 (en) | Flat plate and liquid crystal display device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040608 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20040608 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20040608 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061026 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070115 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070316 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070508 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070521 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100525 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110525 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120525 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120525 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130525 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140525 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |