JP3961081B2 - Heating method for laminate of unvulcanized rubber and metal plate - Google Patents
Heating method for laminate of unvulcanized rubber and metal plate Download PDFInfo
- Publication number
- JP3961081B2 JP3961081B2 JP23864397A JP23864397A JP3961081B2 JP 3961081 B2 JP3961081 B2 JP 3961081B2 JP 23864397 A JP23864397 A JP 23864397A JP 23864397 A JP23864397 A JP 23864397A JP 3961081 B2 JP3961081 B2 JP 3961081B2
- Authority
- JP
- Japan
- Prior art keywords
- heating
- mold
- laminate
- heated
- unvulcanized rubber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
Landscapes
- Lining Or Joining Of Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、ゴムと金属板とを交互に積層した積層体構造の加硫ゴム成形品、この加硫ゴム成形品の原形である未加硫ゴムと金属板とを交互に積層した積層体を加熱する方法及び加熱装置、上記加硫ゴム成形品の製造方法及び製造装置に関する。
【0002】
【従来の技術】
ゴムと金属板の積層体構造の加硫ゴム成形品としては、例えば免震装置に用いられるものがある。この免震装置は、ビル、建物、橋梁、機械装置等の構造物の基礎に取り付けられるものであり、地震等による加振力に対する応答加速度を減少させ、被害を最小限にとどめるためのものである。建物用の大型の免震装置では、設計荷重が500トン以上にもなり、その直径は1m前後の大きさになる。
【0003】
このようなゴムと金属板の積層体は、加硫済ゴムと金属板を接着するか、未加硫ゴムと金属板の積層体を加圧しながら加硫温度まで加熱することによって製造される。加硫済ゴムと金属板を接着する方法としては、金属を電磁誘導で加熱して接着剤層部分を主として加熱する方法(特公昭59−19018号公報)が提案されているが、未加硫ゴムを1枚ずつ加硫して加硫済ゴムを製造する工程や、金属板との間に接着剤を塗布して積層する工程などを必要とするため、とくに、免震装置などのように大型の積層体では、好ましい方法とはいえない。
【0004】
そこで、未加硫ゴムと金属板の積層体を加熱し、加圧しながら加硫できる加熱方法が望まれる。一般的に、未加硫ゴムの加熱方法としては、蒸気や温水を使用した熱板プレスやホットプレスが用いられているが、モールド(金型)を電磁誘導で発熱させ、モールドからの熱伝達で未加硫ゴムを加熱する方法(特開昭57−193340号公報)も提案されている。
【0005】
【発明が解決しようとする課題】
しかしながら、未加硫ゴムは一種の断熱材であり、熱板プレス、ホットプレスおよびモールドの発熱などによる外部からの加熱だけでは内部まで熱がいきわたるまでに時間がかかり、生産性が著しく劣るという問題があった。この問題はとくに大型の免震装置などでは、顕著なものとなる。
【0006】
例えば、前述の設計荷重が約500トンで直径が約1mの建物用の大型の免震装置では、加硫するのにおよそ10〜20時間かかっている。また、このように長時間にわたって大型の積層体を加熱加圧状態のまま保持することは、エネルギーコストの面からも好ましいものではない。
【0007】
本発明は、前述の問題に鑑みてなされたものであり、その目的とするところは、未加硫ゴムと金属板からなる積層体を短時間で加熱することができる加熱方法を提供することである。また、昇温中の積層体内で温度差が生じないように加熱できる加熱方法を合わせて提供することである。
【0008】
【課題を解決するための手段】
第1の発明は、未加硫ゴムと金属板を交互に積み重ねて電磁誘導加熱により加熱成形された積層体構造の加硫ゴム成形品であって、前記金属板は導電性材料により形成されていることを特徴とするものである。前記金属板は導電性材料であるので渦電流により発熱させることができる。したがって、電磁誘導加熱に供することができる。導電性材料としては、鉄板、鋼板の他、アルミニウムおよびその合金、銅およびその合金などがある。金属板が鉄板を除く上記のような材料により形成された積層体では、耐腐食性が鉄よりも良好であることから、鉄板で形成した場合よりも腐食による設計荷重の低下を招来し難いものとなる。
【0009】
第2の発明は、第1の発明に加えて、前記金属板が磁性を有するものである。磁性体は磁界を強め渦電流を大きくする。
【0010】
第3の発明は、未加硫ゴムと金属板とを交互に積層してなる未加硫積層体を誘導コイルの影響下に配置し、該誘導コイルに交流を通電して前記未加硫積層体を構成する複数の金属板の各々に渦電流を発生せしめて各金属板を発熱させ、昇温された各金属板からの熱伝導によって前記未加硫ゴムを加熱することを特徴とする加熱方法である。金属板は導電性材料であり、磁束変化により内部に渦電流が発生する。誘導コイルにより発生する磁束密度を大きくするためには、金属板の磁性が大きいほうが好ましい。また、強度およびコストの観点からは鋼板であることが好ましい。積層体は、薄板状の未加硫ゴムと金属板とを交互に積層したものであるが、その積層方向の両端は金属板である。両端の金属板は、未加硫ゴムに挟まれている金属板と異なり、完成品を所定箇所に取り付けるためのネジ孔などが設けられるため、フランジ部分だけ幅広となっている。これら積層体の形状は、中実円柱または中空円筒柱などが一般的であるが、3角柱以上の多角柱(中空のものも含む)なども可能である。
【0011】
第4の発明は、第3の発明に加えて、前記誘導コイルを少なくとも未加硫ゴムに挟まれた各金属板に対して積層方向と直交する方向に渦電流を発生させるように配設したものである。未加硫ゴムに挟まれた金属板の積層方向と直交する方向(径方向)に渦電流を発生させる方法としては、誘導コイルの内部に積層体を置く方法が構成が簡素であり好ましいが、複数の誘導コイルを積層体の周辺に配置することによっても可能である。金属板は良好な熱伝導体であり、例えば、径方向の端付近の局所的な発熱であってもすぐに全体に伝導し全面が昇温する。このように全面が昇温された金属板により未加硫ゴムが加熱される。径方向の端付近とは、積層体が中実柱の場合外周を指し、積層体が中空柱の場合、外周または内周を指す。外周と内周は何れか一方を発熱させてもよいし、両方を発熱させてもよい。内周を発熱させるには、内周の中空部分に誘導コイルを挿入する方法などがある。
【0012】
第5の発明は、第3又は第4の発明に加えて、前記金属板が、磁性材料により形成されてなるものである。磁性体は磁界を強め渦電流を大きくし、大きな発熱量が得られる。もっとも、他の熱源との併用などによって補うようにすることも可能である。
【0013】
第6の発明は、第3乃至5の何れかの発明に加えて、前記誘導コイルに通電される交流電流の周波数が1KHz以下であるものである。周波数を1KHz以下の低周波数とすることによって、積層方向の両端と中央との温度差がなくなる。すなわち、周波数が高くなる程、積層方向の上端および下端にあるものに加熱が集中する傾向がある。低周波数の磁界を積層体に印加することによって、積層体中の金属板のそれぞれに磁界を十分に印加して発熱させることができ、積層方向に温度勾配を生じさせることなく均一に積層体全体の加熱を短時間で行うことができる。
【0014】
第7の発明は、第3乃至6の何れかの発明に加えて、前記周波数が20Hz以下であるものである。積層体内部の金属板に面内温度差を生じさせないように温度を上昇させることができる。したがって、積層体の積層方向だけでなく径方向の温度差が緩和される。
【0015】
第8の発明は、第3乃至7の何れかの発明に加えて、前記周波数が1Hz以上であるものである。周波数を下げると加熱効率が下がる傾向にある。温度の均一性と加熱効率の2つを考慮して、所定温度に到達する時間を下げない程度に、均一な温度で加温されるような最適な周波数を決定することが好ましい。が、概して1Hz未満では、所定温度に到達させるのに時間がかかるようになるため好ましくない。
【0016】
第9の発明は、第3乃至8の何れかの発明に加えて、前記誘導コイルに通電される交流電流の周波数を変化させながら加熱するものである。周波数を変えることによって、外周と内部の金属板の発熱量の大小を制御できるため、温度差をより均一にできる。
【0017】
第10の発明は、第3乃至9の発明に加えて、前記加熱方法が、前記積層体内の未加硫ゴムを所定温度まで昇温させる予熱工程に適応されるものである。未加硫ゴムを加硫する場合、予熱工程と、予熱されたゴムを所定温度に保ちながら加圧する加硫工程とを要する。予熱工程で誘導加熱を行ったのち、加硫工程で熱盤プレスやホットプレスなど従来の方法を用いて加硫してもよい。
【0018】
第11の発明は、第3乃至10の何れかの発明に加えて、前記加熱方法が、前記積層体を積層方向に加圧しながら加熱する加硫工程に適応されるものである。予熱工程を熱盤プレスやホットプレスなど従来の方法での加熱とし、加硫工程を電磁誘導加熱としてもよい。また、両方の工程を電磁誘導加熱としてもよい。
【0019】
第12の発明は、第3乃至11の何れかの発明に加えて、前記積層体の外周をモールドで拘束して加熱するものである。加硫工程では、加圧するためのモールド内に未加硫ゴムと金属板の積層体を収納する。モールド内に収めたまま加熱できるようにすることにより、モールドへの出し入れの手間が省け、予熱工程から加硫工程への移行が容易になる。
【0020】
第13の発明は、第12の発明に加えて、前記モールドが、非または弱磁性体であるものである。モールドが磁束を引きつけないので筒状のモールドの中空部に、良好な磁界を生成する。したがって、その中空部に収納される積層体の金属板を透過する磁束が減少することなく、効率のよい電磁誘導加熱が可能になる。非磁性体であることが好ましいが弱磁性体でもよい。非または弱磁性体としては、SUS304などのオーステナイト系ステンレス、コンクリート、各種セラミックなどがある。
【0021】
第14の発明は、第12または13の発明に加えて、前記モールドが、導電性を有しているものである。モールド内に渦電流を発生させることができる。したがって、モールドも昇温し、モールドからの熱伝導によって積層体を外周からも加熱することができる。これにより、積層体内部と外周との温度差をなくすことができる。
【0022】
第15の発明は、第12、13または14の発明に加えて、前記モールドが、オーステナイト系ステンレス製であるものである。オーステナイト系ステンレスは、非(または弱)磁性体であり、導電性を有することから、モールド内の積層体に作用する磁力に悪影響を与えることがない。その上、耐腐食性があり、機械的強度も強く、低コストである。
【0023】
第16の発明は、第12乃至15の発明に加えて、前記モールドを加熱する加熱手段を設け、当該モールドからの熱伝導によって積層体を外周からも加熱するものである。モールドの加熱手段としては、モールド内に設けられた空洞に加熱媒体を供給するもの、電熱線を内設したものなど、従来から一般に用いられる手段を適宜採用することができる。これにより、積層体内部と外周との温度差(径方向の温度勾配)をなくすことができる。
【0024】
第17の発明は、第3乃至16の発明に加えて、前記未加硫積層体を積層方向両端側から加熱または保温する加熱・保温手段が設けられてなるものである。積層方向両端の加熱・保温手段としては、内部に加熱媒体が供給される熱盤、電熱線を内設された熱盤など、従来から一般に用いられる手段を適宜採用することができる。これにより、積層体の積層方向の温度勾配をなくすことができる。
【0025】
第18の発明は、第1又は2の発明に記載の加硫ゴム成形品の製造方法であって、前記未加硫ゴムと金属板とを交互に積層してなる積層体を誘導コイルの影響下に配置し、該誘導コイルに交流を通電して前記積層体を構成する複数の金属板の各々に渦電流を発生せしめて各金属板を発熱させ、昇温された各金属板からの熱伝導によって前記未加硫ゴムを加熱しながら、前記積層体の積層方向に加圧力を作用させて加硫することを特徴とするゴムと金属板の積層体構造の加硫ゴム成形品の製造方法である。未加硫ゴムと金属板の積層体を加硫して加硫ゴム成形品を製造する場合に、予熱工程と加硫工程に誘導加熱が適応されるものである。両工程を一つの設備で連続して行なうことが出来るので効率的である。
【0026】
第19の発明は、第18の発明に加えて、前記積層体を少なくとも外側の外周が拘束されるモールド内に収納して行なうものである。モールド内に収めたまま加熱できるようにすることにより、モールドへの出し入れの手間が省け、製造工程が簡素化できる。
【0027】
第20の発明は、第1又は2の発明に記載の加硫ゴム成形品の製造方法であって、前記未加硫ゴムと金属板とを交互に積層してなる積層体を誘導コイルの影響下に配置し、該誘導コイルに交流を通電して前記積層体を構成する複数の金属板の各々に渦電流を発生せしめて各金属板を発熱させることで前記積層体を予熱した後、該積層体の積層方向に加圧力を作用させながら適宜加熱しながら加硫することを特徴とするゴムと金属板の積層体構造の加硫ゴム成形品の製造方法である。未加硫ゴムを加硫する場合、予熱工程と、予熱されたゴムを所定温度に保ちながら加圧する加硫工程とを要する。予熱工程で誘導加熱を行ったのち、加硫工程で熱盤プレスやホットプレスなど従来の方法を用いて加硫してもよい。
【0028】
第21の発明は、第20の発明に加えて、前記積層体を少なくとも外側の外周が拘束されるモールド内に収納して行なうものである。モールド内に収めたまま加熱できるようにすることにより、モールドへの出し入れの手間が省け、製造工程が簡素化できる。
【0029】
【本発明の実施形態】
以下、本発明の実施形態を図面を参照しつつ説明する。図1乃至図3は、本発明の積層体の実施態様例を示す積層方向の断面図である。本発明において、積層体の代表的な形状としては、中実円柱や中空円筒が挙げられるが、これに限らず、三角柱以上の多角柱(中空のものも含む)も可能である。しかしながら、便宜上本明細書では、積層方向と直交する方向を径方向という。
【0030】
図1において、積層体1は、金属板2、4、5とゴム3を平行状態を保ったまま交互に積み重ねたものである。金属板2、4、5のうち、金属板2は内部板2とも呼ばれ、金属板4、5は連結板4、5とも呼ばれる。内部板2の両面はゴム3と接しており、連結板4、5は、積層体1の両端面にあってフランジ部分4a、5aを有している。内部板2とゴム3はそれぞれ、厚みが数ミリメートルであり、数枚〜数十枚を交互に積み重ねられている。連結板4、5は、取付けプレート等をネジ止めするためのフランジとして機能する。そのため、内部板2よりも厚く、径も大きくなっている。内部板2はゴム3の積層方向の剛性を高めるためのものであり、ゴム3と略同等の厚みであることが好ましい。
【0031】
また、図1において、内部板2は、環状のゴム3aによってその外周2aもゴム3、3a内に完全に埋設された状態になっている。このように、内部板2がゴム3に完全に埋設された構成であれば、1回の加硫成形により内部板2を完全に防錆した加硫ゴム成形品とすることができるので好ましい。
【0032】
図2では、図1の環状のゴム3aにあたるものがなく、全ての内部板2の外周2aは露出している。また、図3では、一部の内部板2の外周2aが露出している。このように、全てまたは一部の内部板2の外周2aが露出された構成であれば、露出した外周2aにモールドを当接させて、加熱したモールドからの熱伝導により内部板2を加熱でき、その内部板2からの熱伝導により未加硫ゴム3を一層効率よく加熱することができる。また、冷却時において、内部板2の外周2aを冷媒などによって強制的に冷やすことができ、冷却時間を短縮化することができる。
【0033】
金属板2、4、5は導電性材料から形成されており、磁束が変化する環境に置かれると内部に渦電流が発生し、発熱する。したがって、この積層体1は、電磁誘導加熱により金属板2、4、5を加熱することができる。また、磁束の通り道にある金属板2、4、5が磁性を有するものであれば、磁界を強めることができ、発生する渦電流が大きくなり、発熱量が大きくなる。金属板が加熱されると、それと接するゴム3が昇温された金属板2、4、5からの熱伝導により加熱される。また、積層体1は、主に免震ゴムとして建築物の柱下にて何百トンというオーダーの荷重に何十年と耐えなければならない。そのため、鉄よりも耐腐食性が良好な材料により形成されることが好ましい。そのような材料として、ステンレスなどの鋼板、アルミニウム、アルミニウム合金、銅、銅合金などを挙げることができ、腐食による設計荷重の低下を招来し難いものとすることができる。以上のほか、強度があり低コストであるという観点も含めて本発明では、金属板2、4、5の最も好ましい材料の一例としてマルテンサイト系ステンレスを挙げることができる。
【0034】
次に、図4に基づいて前述の積層体を加熱する方法を説明する。
【0035】
図4において、積層体1の外周には、誘導コイル6がらせん状に巻回されて配設されており、周波数調整器7が接続されて誘導コイル6に交流が通電されている。周波数調整器7は例えばインバータ装置で構成され、1KHz以下の任意の周波数の交流を発生させることができるものである。誘導コイル6は、上下の連結板4,5の間であって、内部板2の端(径方向の外周)2aにできるだけ近づけて配設されることが好ましい。誘導コイル6によって形成される磁束は点線のように、上側の連結板4の下側をはって、内部板2の外周2a付近の各々を貫き、下側の連結板5の上側をはうというループを形成する。すると、内部板2の外周2a付近に渦電流が発生する。この渦電流によるI2R損失によって内部板2の外周2a付近が発熱する。
【0036】
内部板2は良好な熱伝導体であり、かつ、その両面に接している未加硫ゴム3は断熱材である。したがって、内部板2の外周2a付近での発熱はゴムへ拡散されることなく、矢印丸1に示されるように速やかに中央部へ向かいすぐに、内部板2の全体が発熱しているのと略等価な状態になる。ついで、このように昇温された内部板2の全体からじわじわと未加硫ゴム3に向かって矢印丸2のように熱伝導が行われる。このような熱伝導が内部板2の各々で生じるため、積層体1はその内部から全体が加熱される。したがって、速やかで均一な加熱が可能である。
【0037】
次に本発明の電磁誘導による加熱方法と、従来のスチームによる加熱方法を、シミュレーションテストの結果を示すグラフ図において比較する。
【0038】
図5において、誘導加熱は、積層体1に60Hzの交流を作用させて100°Cまで加熱した場合であり、スチーム加熱は、積層体1をスチーム室の中に入れて外部から加熱した場合である。中央部は、図4に示される積層体1のゴムのA部分を示し、径方向の中心であり、かつ積層方向の中央にあたる。また、上端部は、図4に示される積層体1のゴムのB部分を示し、径方向の外周2a付近であり、かつ積層方向の上端にあたる。
【0039】
図5において、●印と■印で示される誘導加熱では、◆印と▲印で示されるスチームに比べて昇温カーブが急であり、短時間で所定温度に昇温できることがわかる。また、誘導加熱では、中央部●印と、上端部■印とで温度差が比較的少なく、似たようなカーブで昇温しているのに比べて、スチーム加熱では、中央部▲印と上端部◆印とで温度差が激しく、均一に昇温されていないことがわかる。すなわち、電磁誘導加熱では、内部から加熱されるので、早く均一な加熱が可能であり、およそ100分で、中央部Aおよび上端部Bの両方が100°C近くになって安定に向かっている。これに対し、スチーム加熱では、外部から順に内部に向かって加熱されるため、中央部Aと上端部Bとで温度差が大きく、およそ20時間以上経ってようやく、中央部Aおよび上端部Bの両方が約100°Cになって安定に向かう。このことから、積層体1に本実施形態の電磁誘導加熱を施すと、加硫時間を1/10程度に短縮できる可能性があることが判る。
【0040】
次に、金属板2、4、5の材料として好ましいマルテンサイト系ステンレスを用いた場合を、鉄と比較する。
【0041】
図6は、図4の内部板2および連結板4・5に耐腐食性の良好なマルテンサイト系ステンレス(SUS)を用いた構成した積層体1に60Hzの交流を作用させて150°Cまで加熱する場合のシミュレーションテストの結果“○”を示すグラフ図である。尚、比較例として、内部板2および連結板4・5に耐腐食性の低い鉄(steel)を用いた場合のシミュレーションテストの結果“●”と、従来方法である蒸気(170°C)を用いて加熱した場合のシミュレーションテストの結果“△”も併せて求めた。
【0042】
この結果、加熱を開始してから150°Cに到達するまでに要する時間は、ステンレス(SUS)の積層体1において440分、鉄(steel)の積層体1において260分、蒸気加熱において520分であることが判明した。また、最高温度と最低温度との関係は、鉄(steel)の積層体1において最も温度差が小さく、蒸気加熱において最も温度差が大きく、ステンレス(SUS)の積層体1がこれらの場合の中間の温度差であることが判明した。これにより、ステンレス(SUS)を用いた場合には、電気伝導度が鉄(steel)よりも小さいため、鉄(steel)を用いた場合よりも加熱に時間を要しているが、蒸気で積層体1の外部から加熱する場合よりも、積層体1の内部から加熱しているため、短時間で加熱を行うことができることが判明した。
【0043】
ところで、先の図5などに示されるシミュレーション結果では、スチーム加熱に比べて誘導加熱が格段に優れていることがわかるが、中央部Aと上端部Bとで全く温度差がないわけではない。すなわち、中央部A(●印)の昇温カーブのほうが、上端部B(■印)の昇温カーブより急であり、積層体1の内部の方が上下端よりもわずかながらも加熱され易い傾向にあることを示している。内部板2の端部2aから内部に向かう熱量の方が積層体1の上下端での放熱を上回って、熱量が内部にこもっていることを示唆している。
【0044】
そこで、誘導コイル6の周波数を変えて発熱量を制御し、全体が同一な昇温カーブを描くようにすることが好ましい。
【0045】
一方で、交流発生器7からの交流の周波数を上げすぎると、内部板2のうち積層方向の上端および下端にあるものが外周の端C、D(図4参照)だけで発熱しようとする傾向があり、積層方向および径方向に温度勾配を生じることがわかっている。内部板2の外周2aの端付近をそれぞれ発熱させるためには、1KHz以下の低周波数にする必要がある。
【0046】
また、1KHz以下の周波数であっても、金属板の内部で径方向の温度勾配が生じる場合がある。その場合、さらに低い周波数にすると、金属板(内部板)における磁束の径方向に浸透深さ(表皮深さ)が大きくなる。このため、金属板に誘導されるジュール発熱の径方向分布が周波数を下げることによってよりブロードになるために、面内温度差が小さくなる。
【0047】
図7において、コイル周波数と加熱時間との関係、および、コイル周波数と温度差との関係を比較する。図7は、直径500mmの積層体(厚さ3mmの鋼板を25層、厚さ5mmの加硫済ゴムを26層交互に積層したもの)に交番磁界を印加したときのシミュレーション結果である。
【0048】
図7において、破線▲印で示されるカーブは、鋼板(内部板2)の面内温度差を示しており、周波数が低いほど温度差が少ないことがわかる。したがって、周波数を低くすればそれだけ、積層体の内部で温度差が生じないように均一に昇温できる。一方で、実線●印で示されるカーブは、積層体1の全体が150℃に到達する時間を示しており、周波数が低いほど加熱に時間がかかることがわかる。したがって、この図6を用いて、ゴムの加硫に影響の出ない範囲の面内温度差で、なるべく速く温度が上昇して加硫ができるように、適宜周波数を決定することができる。そのような範囲として、周波数を1Hz以上20Hz以下とすることが好ましい。この範囲で、面内温度差は50℃〜70℃、150℃到達時間は10分〜100分である。
【0049】
さらに、金属板(鋼板)の面内温度差を緩和する方法として積層体の外周と接するモールドの温度を制御する方法が挙げられる。この方法としては、モールドを導電体で形成し、内部板と同様に電磁誘導で発熱させる方法が好ましい。
【0050】
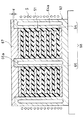
モールド8は、図8に示されるように、積層体1の径方向を拘束するために積層体1の外径に等しい内径を有する中空体であり、積層体1が積層方向に加圧されるように、加圧代εだけ連結板4と連結板5との間の間隔よりもモールド8の段差8a、8b間の間隔の方が小さくされている。積層体1をこの様なモールド8に収納した状態で加熱する場合には、誘導コイル6は、モールド8の外周に配設される。
【0051】
図9に、図8に示されるようなモールド8をオーステナイト系SUSで、径方向の厚さを25mmとして形成した場合のモールドの昇温速度を周波数との関係においてシミュレーションで調べた結果を示す。破線●印で示されるモールドの昇温速度は周波数の増加に伴い大きく増加しているが、実線○印で示される鋼板の昇温速度はほぼ横ばいである。両者は3Hz近辺で一致する。したがって、モールドをオーステナイト系ステンレス製とした場合、誘導加熱の周波数を3Hz近辺とすれば、積層体の内部と、モールドに接する境界とで温度差が生じない。
【0052】
また、図9の関係を用いれば、加熱の途中で周波数を切り換えることにより、モールド、内部の金属板、それぞれの昇温速度を制御することができる。
【0053】
なお、モールド8は、非(または弱)磁性体で形成されることが好ましい。誘導コイル6による磁束がモールド8を透過して内部板2に及びやすいからである。このような観点からもモールドをSUS304などのオーステナイト系ステンレス製とすることが好ましいことがわかる。
【0054】
このように、積層体に接するモールドを加熱することによっても、温度格差を緩和できることがわかる。モールドを用いない加熱(予熱など)の場合は、これと同形にされたオーステナイト系ステンレス製の治具を積層体の外周に接触させればよい。また、後述するように、温度の上がりにくいところに他の加熱方法を補助的に使用することによっても温度格差を無くすようにすることができる。
【0055】
次に、図10に基づいて、未加硫ゴムと金属板とを交互に積層した積層体を加硫するシステムの一例を説明する。図10に示される加硫システムでは、予熱工程(第1・第2予熱ステーションS2、S3)で本発明の電磁誘導加熱が行われ、加硫工程(加圧加熱ステーションS1)では従来のスチーム加熱が行われる。この加硫システムは、この他に、モールドを着脱するための第1・第2組立・分解ステーションS4、S5(組立ステーションS4と分解ステーションS5に別けてもよい)と、これら各ステーションS1〜S5の間をモールドおよび積層体を載置して走行する搬送台車30を備えている。
【0056】
一般に、上記積層体を加熱するだけならばモールド内に収納しなくてもできるが、加圧を必要とする加硫工程ではモールド内に収納した状態での加熱が必要である。したがって、上記積層体を加硫する場合には、予熱工程から加硫工程までモールド内に収納した状態で流れ作業的に行われることが好ましい。すなわち、図10において、積層体は、先ず、モールド組立ステーションS4に搬送され、モールドを装着されて予熱ステーションS2またはS3で予熱され、加圧加熱ステーションS1で加硫され、モールド分解ステーションS5に搬送されてモールドから取り出される。
【0057】
また、通常、積層体の温度を加硫可能な所定温度まで昇温させる予熱工程の方が、一定温度を保った状態で加圧する加硫工程よりも時間を要する。また、モールドの組立・分解にも時間を要する。そこで、予熱工程を行う予熱ステーションの数を、加硫工程を行う加圧加熱ステーションの数よりも多くすることによって、加硫サイクルを短縮し、生産性を上げることができる。モールドの組立・分解ステーションも複数設けることが好ましい。図10において、予熱ステーションは2つ設けられており、加圧加熱ステーションは1つである。なお、これらの数の比は、時間の差によって適宜決められることが好ましい。
【0058】
図11および図12に示される装置は、図10のシステムに用いられる装置であり、予熱を電磁誘導(図11参照)で、加硫をスチーム加熱(図12参照)で別の装置でそれぞれ行うように構成されたものである。
【0059】
図11において、モールド10は、積層体1の径方向を拘束する円筒状のモールド本体12と、積層体1の積層方向両端面と接する下蓋部11および上蓋部13から構成されている。下蓋部11とモールド本体12との間にて、積層体1の連結板5が保持され、上蓋部13とモールド本体12との間にて積層体1の連結板4が保持されるともに、これら上蓋部13とモールド本体12の間には押し込み可能な加圧代εが設けられている。誘導コイル6はモールド本体12の外周であって、連結板4,5の間に位置するように配設されている。また、モールド本体12内部には、加硫工程で作用させるべき加熱ジャケット12aが設けられている。さらに、モールド本体12は、縦割り可能な構成とすることによって積層体1の出し入れが容易となる。同様に、上下蓋部11、13を分解可能にしてもよい。また、上下蓋部11、13は省略することも可能である。
【0060】
モールド本体12は、前述したように、SUS304の如き非(または弱)磁性体で形成されることが好ましく、誘導コイル6による磁束がモールド10を透過して内部板2に及ぶようになっている。したがって、誘導コイル6に上述した低周波の交流を通電すると、積層体1の全体が内部から短時間に加熱されて加硫前の予熱が行われる。また、SUS304は導電性材料であり、電磁誘導によって加熱されるので、モールド本体12と接する端面からも積層体1は加熱され、内部との温度差が生じないように均一に加熱される。
【0061】
図12において、加硫プレス20は、プレスフレーム21内の上部に、上プラテン22を高さ調整機構23を介して保持し、プレスフレーム21内の下部に、下プラテン24を加圧シリンダ25を介して保持する構造になっている。加圧シリンダ25を短縮した状態にして、予熱された積層体1を収納するモールド10を例えば紙面厚み方向から横滑りして所定位置にして装着する。その後、加圧シリンダ25を伸長すると、モールド10即ち積層体1は上下プラテン22,24の間で加圧される。同時に、中間部12の加熱ジャケット12aにスチームを導入すると、加圧と加熱が同時に行われ、所定形状に加圧したままで硬化させるという加硫が進行する。なお、上下プラテン22、24の内部にも加熱ジャケット22a、24aを設け、スチームを導入して加熱ができるように構成してもよい。
【0062】
なお、加硫工程に本発明の電磁誘導による加熱方法を用いることもできる。そのばあい、1つの装置内で予熱と加硫の両工程を行えるように構成することが好ましい(図13参照)。また、予熱を従来のスチームなどによる加熱方法で行い、加硫工程における加熱のみを電磁誘導加熱で行うように構成することも可能である。
【0063】
次に、図13に基づいて予熱と加硫の両工程を一度に行える加熱装置を詳細に説明する。
【0064】
この加熱装置は、モールド43内に装填された積層体1を上下方向に押圧する加圧プレス40と、積層体1を加熱する電磁誘導加熱装置41とを有している。加圧プレス40は、内部が開口された枠型フレーム31を有している。枠型フレーム31は、複数枚の枠板32…を積層してボルト33…で締結することにより形成されており、枠板32…の積層数を調整することによって、所望の応力や歪み量を容易に得ることができるようになっている。
【0065】
上記の枠型フレーム31の内部には、スペーサ部材34が上面に設けられており、スペーサ部材34の下端には、プラテンサポート35を介して中空部36aを有した上部プラテン36が設けられている。また、上部プラテン36の下方には、上部プラテン36と同様に中空部37aを有した下部プラテン37が配置されている。そして、これらの上部および下部プラテン36・37の中空部36a・37aには、図示しない熱供給源が接続されており、熱供給源は、蒸気等の加熱媒体を中空部36a・37aに供給することによって、上部および下部プラテン36・37を所定温度以上に昇温させるようになっている。
【0066】
上記の下部プラテン37は、プラテンサポート38を介して油圧等の流体圧を利用した加圧シリンダ39に支持されている。加圧シリンダ39は、軸心が鉛直方向に設定された加圧ロッド39aを有しており、加圧ロッド39aを進退移動させることによって、下部プラテン37を昇降させるようになっている。これらの上部プラテン36および下部プラテン37の間には、モールド43および積層体1が搬入されるようになっている。モールド43は、積層体1の側周面に当接するように筒形状に一体的に形成されている。そして、このモールド43内には、中空部43aが形成されており、中空部43aには、加硫成形時において上述の図示しない熱供給源が接続されるようになっている。これにより、モールド43は、熱供給源から蒸気等の加熱媒体が中空部43aに供給されることによって、所定温度以上に加熱されるようになっている。また、モールド43は、SUS304等の非磁性体を用いて形成されており、モールド43内において磁界を良好に生成させるようになっている。
【0067】
上記のモールド43内に装填される積層体1は、円柱形状の未加硫ゴム3を有している。未加硫ゴム3の内部には、金属板からなる内部板2…が所定間隔をおいて上下方向に積層されながら水平配置されている。また、未加硫ゴム3の上面および下面には、内部板2と同様に金属板からなる連結板4・5が接合されており、これらの連結板4・5および内部板2…は、電磁誘導により加熱されることによって、未加硫ゴム3を上下面および内部から加熱するようになっている。
【0068】
上記の内部板2…および連結板4・5に対する加熱は、図13に示すように、モールド43の周囲に配置された電磁誘導加熱装置41により行われるようになっている。電磁誘導加熱装置41は、環状の誘導コイル47と、誘導コイル47を空気や水により強制冷却する図示しない冷却装置とを有している。誘導コイル47には、図4の周波数調整器7(電源手段)が接続されており、周波数調整器7は、誘導コイル47に通電される交流電流の周波数を調整することで、誘導コイル47の周囲に任意の強度の磁界を発生させるようになっている。
【0069】
上記の構成において、加熱装置の動作について説明する。先ず、モールド43および誘導コイル47を加圧プレス40にセットし、加圧シリンダ39に対して加圧ロッド39aを進出させることによって、モールド43および積層体1を下部プラテン37および上部プラテン36により挟持して押圧する。この後、上部プラテン36、下部プラテン37、およびモールド43に蒸気等の加熱媒体を供給して加熱すると共に、誘導コイル47に対して所定の周波数で交流電流を通電し、誘導コイル47の周囲に磁界を発生させる。
【0070】
上記の磁界は、積層体1における未加硫ゴム3の上面および下面に接合された連結板4、5および未加硫ゴム3中に埋設された内部板2…に印加され、これらの連結板4、5および内部板2…に渦電流を発生させて加熱する。そして、この連結板4、5および内部板2…の加熱により未加硫ゴム3を上下面および内部から加熱し、さらに、上部プラテン36、下部プラテン37、およびモールド43により未加硫ゴム3への加熱を促進することによって、未加硫ゴム3を外部および内部から加熱して加硫成形することになる。この後、積層体1の加硫成形が完了すると、モールド43を誘導コイル47と共に加圧装置40から搬出した後、モールド43を加硫済みの積層体1と共に冷却工程等の次工程に搬送する。
【0071】
なお、上部プラテン36、下部プラテン37、およびモールド43には、蒸気等の加熱媒体による加熱のほか、電熱方式など従来一般に用いられる加熱手段を適宜選択して利用することができる。また、これらは、電磁誘導による加熱により温度格差が生じた場合に、温度が上がりにくいところの加熱を補うように制御されることが、より均一で迅速な加熱を実現するという観点から好ましい。
【0072】
以上説明した実施形態では、誘導コイルは積層体1の外周に沿ってらせん状に巻回されたものを例示したが、積層体1の外周にじゃばら状になった誘導コイルを数分割にして張りつけるものであってもよい。また、凹字型の鉄心に誘導コイルを巻き、凹字型鉄心の磁束の影響下に積層体を配置するものであってもよい。要は、積層体1を構成する内部板の各々に対して磁束を浸透させ、好ましくは、内部板の径方向の端部を発熱させることができればよい。
【0073】
さらに、積層体は、中空のものでもよい。次に、図14および図15に基づいて、中空円筒柱状の積層体50を加熱する方法を説明する。
【0074】
図14に示される積層体50は、中空円板状の内部板52を未加硫ゴム53で埋設して中空円筒柱にし、未加硫ゴム53の上下端に未加硫ゴム53と同径の連結板54,55を密着させたものである。このような積層体51にあっては、積層体の内周と外周のそれぞれに誘導コイル61、62を配設し、両端部(外周と内周)を発熱させるようにすることができる。
【0075】
図15では、図14の積層体51をモールド63に収納し、モールド63を介して電磁誘導加熱する状態を示している。モールド63は、外筒64と中心柱65が立設された下モールド66と、下モールド66に対して締め込み代εを残して蓋をする上モールド67とからなっている。このモールド63はSUS304の如き非磁性体で形成されており、下モールド66の外筒部64の外周に誘導コイル6を配設することにより、積層体51を加熱することができる構造になっている。また、外筒64と中心柱65は内部に加熱ジャケット64a、65aを有しており、スチーム加熱などの方法により補助的な加熱もできるようになっている。
【0076】
また、図2および図3に示されるように、内部板2が露出した積層体1では、加硫後の冷却工程において、前述の加熱方法とは逆に、内部板2の露出部(端部)を強制的に冷却し内部板2の全体の温度を下げ、熱伝導により内部から冷却することができる。これにより、冷却時間の短縮を図ることができる。
【0077】
ここで、放熱の方法としては、図16に示すように、積層体1を放置して自然放熱する方法を挙げることができると共に、送風ファン14により空気(冷媒)を内部鋼板2の露出部に吹き当てて強制的に冷却する方法がある。また、空気を冷媒として用いる代わりに、気体状の冷媒として窒素ガスを用いても良いし、液体状の冷媒として水や油を用いても良い。また、積層体1を放置していても露出部を強制的に冷却できるように、冷却用フィン15を露出部に取り付け、この冷却用フィン15を介して露出部を強制的に冷却する方法であっても良い。さらに、冷却用フィン15に上述の気体状や液体状の冷媒を接触させることによって、冷却用フィン15を介して強制的に冷却するものであっても良い。尚、空気や水を冷媒として用いる場合には、内部板2が耐腐食性に良好なステンレス鋼板であることが望ましく、このような構成にすることによって、積層体1を冷却する際において内部板2に腐食を生じさせ難くすることができる。
【0078】
【発明の効果】
以上のように、第1又は2の発明では、ゴムと金属板を交互に積み重ねてなる積層体を電磁誘導により加硫成形したものである。金属板は、導電性材料であり、電磁誘導により短時間で高熱にすることができるので、加熱時間(加硫時間)の短縮を図ることができる。強磁性体であれば、電磁誘導時に大きな磁束変化を捉えて発熱量を大きくすることができ、より好ましい。
【0079】
第3乃至5の発明では、積層体を電磁誘導により内部から加熱するので、加熱時間を短縮することができる。
【0080】
第6乃至9の発明では、誘導コイルの周波数を低くしたので、積層体の一部のみが高温になることを防ぐことができ、内部で温度勾配が生じないように均一に昇温させることができる。したがって、加硫後の製品が均一で優れたものとなる。さらに、周波数を変えながら加熱すると、加熱時間の短縮化を図ることができる。
【0081】
第10及び11の発明では、予熱工程または加硫工程のうちのいずれか一方、または両方に電磁誘導加熱を用いるものであり、加硫システムにおいて生産性の向上を図ることができる。
【0082】
第12乃至15の発明では、積層体をモールドに収納した状態で加熱するものであり、予熱工程から加硫工程への移行作業を容易にすることができる。モールドが非または弱磁性体であれば、積層体への磁束の浸透を妨げることなく、積層体を構成する金属板の発熱状態が良好なものとなる。また、モールドが導電性を有していれば、電磁誘導によってモールド自身も発熱し、積層体の外周からの加熱を補助する。そのような材料としてモールドをオーステナイト系ステンレス製とすることによってコストの低減も図れる。
【0083】
第16および17の発明では、積層体を径方向および積層方向から加熱する手段(電磁誘導以外のもの)を、さらに設けているので、電磁誘導のみでは温度の上がり難い部分を補助的に加温して、積層体の内部で温度勾配が生じないように均一に昇温させることができる。径方向からの加熱手段はモールドに設け、積層方向の加熱手段はプレス機のプラテンなどに設けることが容易であり安価である。
【0084】
第18乃至19の発明では、予熱から加硫まで1つの装置で、モールド内に収めたままできるので、製造工程が簡素化できる。
【0085】
第20乃至21の発明では、予熱工程と加硫工程を異なる装置で行うものであり、そのような場合も、モールド内に収めておくと、一方の装置から他方の装置への移動が容易であり、製造工程が簡素化できる。
【図面の簡単な説明】
【図1】本発明の積層体の一実施例の縦断面説明図である。
【図2】本発明の積層体の他の実施例の縦断面説明図である。
【図3】本発明の積層体のさらに他の実施例の縦断面説明図である。
【図4】本発明の加熱方法の概念図である。
【図5】本発明の加熱方法による昇温カーブを従来の方法によるものとの比較において示すグラフ図である。
【図6】本発明の加熱方法による昇温カーブを従来の方法によるものとの比較において示すグラフ図である。
【図7】周波数と加熱時間および鋼板面内温度差を示すグラフである。
【図8】モールドに収納され状態での加熱方法の説明図である。
【図9】モールドを鋼板と同様にステンレス製とした場合の周波数と昇温速度との関係を鋼板との比較において示す図である。
【図10】本発明の加熱方法を予熱工程に用いた場合のシステムの一例を示す説明図である。
【図11】モールド内に収納した積層体を電磁誘導で予熱する場合に用いられる装置の概略説明図である。
【図12】電磁誘導で予熱したのちに用いられる加硫装置の一例を示す図である。
【図13】予熱と加硫を行うことができる装置の概略説明図である。
【図14】中空円筒状の積層体を電磁誘導で加熱する工程を示す図である。
【図15】中空円筒状の積層体をモールド内に収納して電磁誘導で加熱する工程を示す図である。
【図16】冷却工程の一例を示す図である。
【符号の説明】
1、50 積層体
2 内部板(金属板)
3 未加硫ゴム
4、5 連結板(金属板)
6、47 誘導コイル
7 低周波発生器(電源手段)
8 モールド
10、43、63 モールド(加熱手段を内蔵)
15 冷却用フィン
20、40 加硫プレス
21、31 枠型フレーム
22、36 上部プラテン(熱盤を兼用)
24、37 下部プラテン(熱盤を兼用)
35、38 プラテンサポート
41 電磁誘導加熱装置[0001]
BACKGROUND OF THE INVENTION
The present invention provides a vulcanized rubber molded article having a laminated structure in which rubber and metal plates are alternately laminated, and a laminated body in which unvulcanized rubber and metal plates, which are original forms of the vulcanized rubber molded article, are alternately laminated. The present invention relates to a heating method and a heating apparatus, and a manufacturing method and a manufacturing apparatus for the vulcanized rubber molded product.
[0002]
[Prior art]
As a vulcanized rubber molded product having a laminated structure of rubber and a metal plate, for example, there is one used for a seismic isolation device. This seismic isolation device is attached to the foundation of structures such as buildings, buildings, bridges, and machinery, and is intended to reduce the response acceleration to the excitation force caused by earthquakes and minimize damage. is there. A large seismic isolation device for buildings has a design load of 500 tons or more and a diameter of about 1 m.
[0003]
Such a laminate of rubber and metal plate is produced by bonding vulcanized rubber and metal plate or heating the laminate of unvulcanized rubber and metal plate to the vulcanization temperature while applying pressure. As a method for bonding the vulcanized rubber and the metal plate, there has been proposed a method in which the metal is heated by electromagnetic induction to mainly heat the adhesive layer portion (Japanese Patent Publication No. 59-19018). Because it requires a process of producing vulcanized rubber by vulcanizing rubber one by one, and a process of applying and laminating an adhesive between metal plates, especially in seismic isolation devices, etc. A large laminate is not a preferred method.
[0004]
Therefore, a heating method is desired in which a laminate of unvulcanized rubber and a metal plate can be heated and vulcanized while being pressurized. Generally, a hot plate press or hot press using steam or hot water is used as a heating method for unvulcanized rubber, but heat is transferred from the mold by generating heat by electromagnetic induction. A method for heating unvulcanized rubber is also proposed (Japanese Patent Laid-Open No. 57-193340).
[0005]
[Problems to be solved by the invention]
However, unvulcanized rubber is a kind of heat insulating material, and it takes a long time for heat to reach the inside only by heating from the outside by hot plate press, hot press and heat generation of the mold, and the productivity is remarkably deteriorated. was there. This problem is particularly noticeable with large seismic isolation devices.
[0006]
For example, in a large seismic isolation device for a building having a design load of about 500 tons and a diameter of about 1 m, it takes about 10 to 20 hours to vulcanize. In addition, it is not preferable from the viewpoint of energy cost to hold the large laminate in a heated and pressurized state for a long time.
[0007]
This invention is made | formed in view of the above-mentioned problem, The place made into the objective is providing the heating method which can heat the laminated body which consists of an unvulcanized rubber and a metal plate in a short time. is there. Another object of the present invention is to provide a heating method capable of heating so that a temperature difference does not occur in the laminated body being heated.
[0008]
[Means for Solving the Problems]
First The invention relates to a vulcanized rubber molded product having a laminate structure in which unvulcanized rubber and metal plates are alternately stacked and heat-formed by electromagnetic induction heating, and the metal plates are formed of a conductive material. It is a feature. Since the metal plate is a conductive material, it can generate heat by eddy current. Therefore, it can use for electromagnetic induction heating. Examples of the conductive material include an iron plate, a steel plate, aluminum and its alloy, copper and its alloy, and the like. In a laminate in which the metal plate is made of the above-mentioned materials excluding the iron plate, the corrosion resistance is better than that of iron, so the design load is less likely to decrease due to corrosion than when the plate is made of iron plate. It becomes.
[0009]
Second The invention First In addition to the invention, the metal plate has magnetism. The magnetic material strengthens the magnetic field and increases the eddy current.
[0010]
Third The invention arranges an unvulcanized laminated body obtained by alternately laminating unvulcanized rubber and metal plates under the influence of an induction coil, and configures the unvulcanized laminated body by energizing the induction coil with an alternating current. A heating method characterized in that an eddy current is generated in each of the plurality of metal plates to heat each metal plate, and the unvulcanized rubber is heated by heat conduction from each heated metal plate. . The metal plate is a conductive material, and an eddy current is generated inside due to a change in magnetic flux. In order to increase the magnetic flux density generated by the induction coil, it is preferable that the magnetism of the metal plate is large. Moreover, it is preferable that it is a steel plate from a viewpoint of intensity | strength and cost. The laminate is obtained by alternately laminating thin plate-like unvulcanized rubber and metal plates, and both ends in the laminating direction are metal plates. Unlike the metal plates sandwiched between unvulcanized rubber, the metal plates at both ends are provided with screw holes for attaching the finished product to a predetermined location, so that only the flange portion is wide. As for the shape of these laminates, a solid column or a hollow cylindrical column is generally used, but a polygonal column (including a hollow column) having a triangular column or more is also possible.
[0011]
4th The invention Third In addition to the invention, the induction coil is disposed so as to generate an eddy current in a direction perpendicular to the stacking direction with respect to each metal plate sandwiched at least between unvulcanized rubber. As a method for generating an eddy current in a direction (radial direction) orthogonal to the lamination direction of the metal plates sandwiched between unvulcanized rubber, a method of placing the laminate inside the induction coil is preferable because the configuration is simple. It is also possible to arrange a plurality of induction coils around the laminate. The metal plate is a good heat conductor, for example, even if it generates local heat near the end in the radial direction, it is immediately conducted to the whole and the entire surface is heated. Thus, the unvulcanized rubber is heated by the metal plate whose entire surface is heated. The vicinity of the end in the radial direction indicates the outer periphery when the laminate is a solid column, and indicates the outer periphery or the inner periphery when the laminate is a hollow column. Either the outer periphery or the inner periphery may generate heat, or both may generate heat. In order to generate heat in the inner circumference, there is a method of inserting an induction coil into a hollow portion on the inner circumference.
[0012]
5th The invention 3rd or 4th In addition to the invention, the metal plate is made of a magnetic material. A magnetic material increases a magnetic field and increases an eddy current, and a large calorific value can be obtained. However, it is also possible to make up for this by combining with other heat sources.
[0013]
6th The invention Any of 3rd to 5th In addition to the invention, the frequency of the alternating current supplied to the induction coil is 1 KHz or less. By setting the frequency to a low frequency of 1 KHz or less, there is no temperature difference between both ends and the center in the stacking direction. That is, as the frequency increases, the heating tends to concentrate on the upper and lower ends in the stacking direction. By applying a low-frequency magnetic field to the laminate, it is possible to generate heat by sufficiently applying a magnetic field to each of the metal plates in the laminate, and uniformly produce the entire laminate without causing a temperature gradient in the lamination direction. Can be heated in a short time.
[0014]
7th The invention Any of 3rd to 6th In addition to the invention, the frequency is 20 Hz or less. The temperature can be raised so as not to cause an in-plane temperature difference in the metal plate inside the laminate. Therefore, the temperature difference not only in the stacking direction of the stacked body but also in the radial direction is alleviated.
[0015]
8th The invention Any of 3rd to 7th In addition to the invention, the frequency is 1 Hz or more. When the frequency is lowered, the heating efficiency tends to decrease. Considering two of temperature uniformity and heating efficiency, it is preferable to determine an optimum frequency that is heated at a uniform temperature so as not to reduce the time to reach the predetermined temperature. However, generally less than 1 Hz is not preferable because it takes time to reach the predetermined temperature.
[0016]
9th The invention Any of 3rd to 8th In addition to the invention, the induction coil is heated while changing the frequency of the alternating current applied to the induction coil. By changing the frequency, the amount of heat generated by the outer and inner metal plates can be controlled, so that the temperature difference can be made more uniform.
[0017]
10th The invention 3rd to 9th In addition to the invention, the heating method is applied to a preheating step of raising the temperature of the unvulcanized rubber in the laminated body to a predetermined temperature. When vulcanizing unvulcanized rubber, a preheating step and a vulcanization step of pressurizing the preheated rubber while maintaining a predetermined temperature are required. After performing induction heating in the preheating step, vulcanization may be performed using a conventional method such as a hot platen press or a hot press in the vulcanization step.
[0018]
Eleventh The invention Any of 3rd to 10th In addition to the invention described above, the heating method is applied to a vulcanization process in which the laminate is heated while being pressed in the laminating direction. The preheating process may be heating by a conventional method such as a hot platen press or a hot press, and the vulcanization process may be electromagnetic induction heating. Further, both processes may be electromagnetic induction heating.
[0019]
12th The invention Any of 3rd to 11th In addition to the invention described above, the outer periphery of the laminate is restrained by a mold and heated. In the vulcanization step, a laminate of unvulcanized rubber and a metal plate is accommodated in a mold for pressurization. By making it possible to heat while being contained in the mold, it is possible to save the trouble of taking in and out of the mold and to facilitate the transition from the preheating step to the vulcanization step.
[0020]
Thirteenth The invention 12th In addition to the invention, the mold is a non- or weak magnetic material. Since the mold does not attract magnetic flux, a good magnetic field is generated in the hollow portion of the cylindrical mold. Therefore, efficient electromagnetic induction heating can be performed without reducing the magnetic flux passing through the metal plate of the laminate housed in the hollow portion. A non-magnetic material is preferable, but a weak magnetic material may be used. Examples of the non- or weak magnetic material include austenitic stainless steel such as SUS304, concrete, and various ceramics.
[0021]
14th The invention 12th or 13th In addition to the invention, the mold has conductivity. Eddy currents can be generated in the mold. Therefore, the temperature of the mold is also raised, and the laminate can be heated from the outer periphery by heat conduction from the mold. Thereby, the temperature difference between the inside of the laminate and the outer periphery can be eliminated.
[0022]
15th The invention 12th, 13th or 14th In addition to the invention, the mold is made of austenitic stainless steel. Austenitic stainless steel is a non- (or weak) magnetic material and has conductivity, so that it does not adversely affect the magnetic force acting on the laminate in the mold. In addition, it has corrosion resistance, strong mechanical strength, and low cost.
[0023]
16th The invention 12th to 15th In addition to the invention, a heating means for heating the mold is provided, and the laminate is also heated from the outer periphery by heat conduction from the mold. As the mold heating means, conventionally used means such as those for supplying a heating medium to a cavity provided in the mold and those for providing a heating wire can be appropriately employed. Thereby, the temperature difference (diameter temperature gradient) between the inside and the outer periphery of the laminate can be eliminated.
[0024]
17th The invention 3rd to 16th In addition to the invention, a heating / warming means for heating or warming the unvulcanized laminate from both ends in the stacking direction is provided. As heating and heat retaining means at both ends in the stacking direction, conventionally used means such as a heating plate in which a heating medium is supplied and a heating plate in which a heating wire is installed can be appropriately employed. Thereby, the temperature gradient of the lamination direction of a laminated body can be eliminated.
[0025]
18th The invention In the first or second invention A method for producing a vulcanized rubber molded article according to
[0026]
19th The invention 18th In addition to the invention, the laminate is housed in a mold in which at least the outer periphery is restrained. By making it possible to heat the product while it is housed in the mold, it is possible to save the trouble of taking it in and out of the mold and simplify the manufacturing process.
[0027]
20th The invention In the first or second invention A method for producing a vulcanized rubber molded article according to
[0028]
21st The invention 20th In addition to the invention, the laminate is housed in a mold in which at least the outer periphery is restrained. By making it possible to heat the product while it is housed in the mold, it is possible to save the trouble of taking it in and out of the mold and simplify the manufacturing process.
[0029]
[Embodiment of the present invention]
Embodiments of the present invention will be described below with reference to the drawings. 1 to 3 are cross-sectional views in the stacking direction showing an example of an embodiment of the stack of the present invention. In the present invention, the representative shape of the laminate includes a solid column and a hollow cylinder, but is not limited to this, and a polygonal column (including a hollow column) having a triangular column or more is also possible. However, for convenience in this specification, the direction orthogonal to the stacking direction is referred to as the radial direction.
[0030]
In FIG. 1, a
[0031]
Further, in FIG. 1, the
[0032]
In FIG. 2, there is nothing corresponding to the annular rubber 3a in FIG. 1, and the
[0033]
The
[0034]
Next, a method for heating the above-described laminate will be described with reference to FIG.
[0035]
In FIG. 4, an
[0036]
The
[0037]
Next, the heating method using electromagnetic induction according to the present invention and the conventional heating method using steam will be compared in a graph showing the results of a simulation test.
[0038]
In FIG. 5, induction heating is when the
[0039]
In FIG. 5, it can be seen that the induction heating indicated by the ● and ■ marks has a steeper temperature rise curve than the steam indicated by the ◆ and ▲ marks, and can be heated to a predetermined temperature in a short time. In induction heating, the temperature difference between the center part ● and the upper end part ■ is relatively small, and in the case of steam heating, the central part ▲ and It can be seen that there is a large temperature difference between the upper end mark and the temperature is not uniformly increased. That is, in the electromagnetic induction heating, since heating is performed from the inside, rapid and uniform heating is possible. In about 100 minutes, both the central part A and the upper end part B are close to 100 ° C., and are stable. . On the other hand, in the steam heating, since it is heated from the outside toward the inside, the temperature difference between the central part A and the upper end part B is large, and only after about 20 hours or more, the central part A and the upper end part B Both become stable at about 100 ° C. From this, it can be seen that if the
[0040]
Next, the case where a preferable martensitic stainless steel is used as the material of the
[0041]
FIG. 6 shows that a
[0042]
As a result, the time required to reach 150 ° C. after starting heating is 440 minutes for the stainless steel (SUS)
[0043]
By the way, in the simulation results shown in FIG. 5 and the like, it can be seen that induction heating is remarkably superior to steam heating, but the temperature difference between the central portion A and the upper end portion B is not completely absent. That is, the temperature rising curve at the center A (marked by ●) is steeper than the temperature rising curve at the upper end B (marked by ■), and the inside of the
[0044]
Therefore, it is preferable to change the frequency of the
[0045]
On the other hand, if the frequency of the alternating current from the alternating
[0046]
Even at a frequency of 1 KHz or less, a temperature gradient in the radial direction may occur inside the metal plate. In this case, when the frequency is further lowered, the penetration depth (skin depth) increases in the radial direction of the magnetic flux in the metal plate (inner plate). For this reason, since the radial distribution of Joule heat induced in the metal plate becomes broader by lowering the frequency, the in-plane temperature difference is reduced.
[0047]
In FIG. 7, the relationship between the coil frequency and the heating time and the relationship between the coil frequency and the temperature difference are compared. FIG. 7 shows a simulation result when an alternating magnetic field is applied to a laminate having a diameter of 500 mm (25 layers of 3 mm-thick steel plates and 26 layers of vulcanized rubber having a thickness of 5 mm are alternately stacked).
[0048]
In FIG. 7, a curve indicated by a broken line ▲ indicates an in-plane temperature difference of the steel plate (inner plate 2), and it can be seen that the temperature difference is smaller as the frequency is lower. Therefore, if the frequency is lowered, the temperature can be uniformly increased so as not to cause a temperature difference in the laminated body. On the other hand, the curve indicated by the solid line ● indicates the time for the
[0049]
Furthermore, as a method of reducing the in-plane temperature difference of the metal plate (steel plate), a method of controlling the temperature of the mold in contact with the outer periphery of the laminated body can be mentioned. As this method, a method in which a mold is formed of a conductor and heat is generated by electromagnetic induction as in the case of the internal plate is preferable.
[0050]
As shown in FIG. 8, the mold 8 is a hollow body having an inner diameter equal to the outer diameter of the
[0051]
FIG. 9 shows the results of a simulation of the mold heating rate when the mold 8 shown in FIG. 8 is made of austenitic SUS and the radial thickness is 25 mm, in relation to the frequency. The temperature rising rate of the mold indicated by the broken line ● markedly increases with the frequency, but the temperature rising rate of the steel sheet indicated by the solid line ○ is almost flat. Both agree at around 3 Hz. Therefore, when the mold is made of austenitic stainless steel, if the induction heating frequency is around 3 Hz, there is no temperature difference between the inside of the laminate and the boundary in contact with the mold.
[0052]
Moreover, if the relationship of FIG. 9 is used, the temperature increase rate of a mold, an internal metal plate, and each can be controlled by switching a frequency in the middle of heating.
[0053]
The mold 8 is preferably formed of a non- (or weak) magnetic material. This is because the magnetic flux generated by the
[0054]
Thus, it can be seen that the temperature disparity can be reduced by heating the mold in contact with the laminate. In the case of heating without using a mold (such as preheating), an austenitic stainless steel jig having the same shape may be brought into contact with the outer periphery of the laminate. Further, as will be described later, the temperature disparity can also be eliminated by supplementarily using another heating method in a place where the temperature does not easily rise.
[0055]
Next, an example of a system for vulcanizing a laminate in which unvulcanized rubber and metal plates are alternately laminated will be described with reference to FIG. In the vulcanization system shown in FIG. 10, the electromagnetic induction heating of the present invention is performed in the preheating process (first and second preheating stations S2 and S3), and the conventional steam heating is performed in the vulcanization process (pressure heating station S1). Is done. In addition to this, the vulcanization system includes first and second assembling / disassembling stations S4 and S5 (which may be separated into assembling station S4 and disassembling station S5), and these stations S1 to S5. There is provided a
[0056]
In general, if the laminate is only heated, it can be stored in the mold, but in a vulcanization process that requires pressurization, heating in a state of being stored in the mold is required. Therefore, when the laminate is vulcanized, it is preferable to carry out the flow work in a state where it is housed in the mold from the preheating step to the vulcanization step. That is, in FIG. 10, the laminate is first transported to the mold assembly station S4, mounted with a mold, preheated in the preheating station S2 or S3, vulcanized in the pressure heating station S1, and transported to the mold decomposition station S5. And removed from the mold.
[0057]
In addition, the preheating step of raising the temperature of the laminate to a predetermined temperature at which vulcanization can be performed takes more time than the vulcanization step of applying pressure while maintaining a constant temperature. Also, it takes time to assemble and disassemble the mold. Therefore, by increasing the number of preheating stations for performing the preheating step as compared with the number of pressure heating stations for performing the vulcanizing step, the vulcanization cycle can be shortened and the productivity can be increased. It is preferable to provide a plurality of mold assembling / disassembling stations. In FIG. 10, two preheating stations are provided, and one pressure heating station is provided. In addition, it is preferable that the ratio of these numbers is appropriately determined depending on the time difference.
[0058]
The apparatus shown in FIG. 11 and FIG. 12 is an apparatus used in the system of FIG. 10, and preheating is performed by electromagnetic induction (see FIG. 11) and vulcanization is performed by another apparatus by steam heating (see FIG. 12). It is comprised as follows.
[0059]
In FIG. 11, the
[0060]
As described above, the
[0061]
In FIG. 12, the
[0062]
In addition, the heating method by the electromagnetic induction of this invention can also be used for a vulcanization process. In that case, it is preferable that both the preheating and the vulcanization processes can be performed in one apparatus (see FIG. 13). It is also possible to perform preheating by a conventional heating method using steam or the like, and to perform only heating in the vulcanization process by electromagnetic induction heating.
[0063]
Next, a heating apparatus capable of performing both preheating and vulcanization processes at once will be described in detail with reference to FIG.
[0064]
The heating device includes a
[0065]
A
[0066]
The
[0067]
The
[0068]
The heating of the
[0069]
In the above configuration, the operation of the heating device will be described. First, the
[0070]
The magnetic field is applied to the connecting
[0071]
The
[0072]
In the embodiment described above, the induction coil is illustrated as being spirally wound along the outer periphery of the
[0073]
Furthermore, the laminate may be hollow. Next, a method of heating the hollow cylindrical
[0074]
A
[0075]
FIG. 15 shows a state in which the stacked
[0076]
As shown in FIGS. 2 and 3, in the
[0077]
Here, as a method of heat dissipation, as shown in FIG. 16, there can be mentioned a method of leaving the
[0078]
【The invention's effect】
As above First or second In the invention, a laminate formed by alternately stacking rubber and metal plates is vulcanized by electromagnetic induction. Since the metal plate is a conductive material and can be heated to high heat in a short time by electromagnetic induction, the heating time (vulcanization time) can be shortened. A ferromagnetic material is more preferable because it can capture a large change in magnetic flux during electromagnetic induction and increase the amount of heat generated.
[0079]
3rd to 5th In this invention, since the laminate is heated from the inside by electromagnetic induction, the heating time can be shortened.
[0080]
6th to 9th In this invention, since the frequency of the induction coil is lowered, it is possible to prevent only a part of the laminated body from becoming high temperature, and it is possible to raise the temperature uniformly so as not to cause a temperature gradient inside. Therefore, the vulcanized product is uniform and excellent. Furthermore, when heating is performed while changing the frequency, the heating time can be shortened.
[0081]
10th and 11th In this invention, electromagnetic induction heating is used for either one or both of the preheating step and the vulcanization step, and productivity can be improved in the vulcanization system.
[0082]
12th to 15th In this invention, the laminate is heated in a state of being housed in a mold, and the transition work from the preheating step to the vulcanization step can be facilitated. If the mold is non- or weakly magnetic, the heat generation state of the metal plates constituting the laminate will be good without hindering the penetration of magnetic flux into the laminate. Further, if the mold has conductivity, the mold itself also generates heat by electromagnetic induction, and assists heating from the outer periphery of the laminate. Costs can be reduced by using austenitic stainless steel as such a material.
[0083]
16th and 17th In the invention, means (other than electromagnetic induction) for heating the laminated body from the radial direction and the laminating direction is further provided. The temperature can be raised uniformly so that a temperature gradient does not occur inside the body. The heating means from the radial direction is provided in the mold, and the heating means in the stacking direction can be easily provided on a platen of a press machine and is inexpensive.
[0084]
18th to 19th In this invention, since it can be kept in the mold with one apparatus from preheating to vulcanization, the manufacturing process can be simplified.
[0085]
20th to 21st In the present invention, the preheating step and the vulcanization step are performed by different apparatuses, and even in such a case, if stored in the mold, the movement from one apparatus to the other apparatus is easy, and the manufacturing process Can be simplified.
[Brief description of the drawings]
FIG. 1 is an explanatory view of a longitudinal section of an embodiment of a laminate according to the present invention.
FIG. 2 is an explanatory view of a longitudinal section of another embodiment of the laminate of the present invention.
FIG. 3 is an explanatory view of a longitudinal section of still another embodiment of the laminate of the present invention.
FIG. 4 is a conceptual diagram of the heating method of the present invention.
FIG. 5 is a graph showing a temperature rise curve according to the heating method of the present invention in comparison with that according to a conventional method.
FIG. 6 is a graph showing a temperature rise curve according to the heating method of the present invention in comparison with that according to the conventional method.
FIG. 7 is a graph showing frequency, heating time, and in-plane temperature difference.
FIG. 8 is an explanatory diagram of a heating method in a state of being housed in a mold.
FIG. 9 is a diagram showing the relationship between the frequency and the heating rate when the mold is made of stainless steel like the steel plate in comparison with the steel plate.
FIG. 10 is an explanatory diagram showing an example of a system when the heating method of the present invention is used in a preheating step.
FIG. 11 is a schematic explanatory diagram of an apparatus used when a laminated body housed in a mold is preheated by electromagnetic induction.
FIG. 12 is a view showing an example of a vulcanizing apparatus used after preheating by electromagnetic induction.
FIG. 13 is a schematic explanatory diagram of an apparatus capable of performing preheating and vulcanization.
FIG. 14 is a diagram showing a process of heating a hollow cylindrical laminate by electromagnetic induction.
FIG. 15 is a diagram showing a process of housing a hollow cylindrical laminate in a mold and heating it by electromagnetic induction.
FIG. 16 is a diagram illustrating an example of a cooling process.
[Explanation of symbols]
1, 50 Laminate
2 Internal plate (metal plate)
3 Unvulcanized rubber
4, 5 Connecting plate (metal plate)
6, 47 induction coil
7 Low frequency generator (power supply means)
8 Mold
10, 43, 63 Mold (with built-in heating means)
15 Cooling fin
20, 40 Vulcanizing press
21, 31 Frame type frame
22, 36 Upper platen (also used as hot platen)
24, 37 Lower platen (also used as a hot platen)
35, 38 platen support
41 Electromagnetic induction heating device
Claims (11)
誘導コイルを、前記積層体が当該誘導コイルの影響下となるように前記モールドの外周に配置し、
該誘導コイルに周波数が1KHz以下の交流を通電して前記積層体を構成する複数の金属板の各々に渦電流を発生せしめて各金属板を発熱させ、
昇温された各金属板からの熱伝導によって前記未加硫ゴムを加熱することを特徴とする未加硫ゴムと金属板の積層体の加熱方法。 Restrain the outer periphery of the laminate formed by alternately laminating unvulcanized rubber and metal plates with a non- or weakly magnetic and conductive mold,
An induction coil is arranged on the outer periphery of the mold so that the laminate is under the influence of the induction coil,
The induction coil is energized with an alternating current having a frequency of 1 KHz or less to generate eddy currents in each of the plurality of metal plates constituting the laminated body, thereby heating each metal plate
A method for heating a laminate of unvulcanized rubber and a metal plate, wherein the unvulcanized rubber is heated by heat conduction from each metal plate that has been heated.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP23864397A JP3961081B2 (en) | 1996-09-30 | 1997-09-03 | Heating method for laminate of unvulcanized rubber and metal plate |
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP28013796 | 1996-09-30 | ||
| JP31539996 | 1996-11-11 | ||
| JP32102296 | 1996-11-14 | ||
| JP8-315399 | 1996-11-14 | ||
| JP8-280137 | 1996-11-14 | ||
| JP8-321022 | 1996-11-14 | ||
| JP23864397A JP3961081B2 (en) | 1996-09-30 | 1997-09-03 | Heating method for laminate of unvulcanized rubber and metal plate |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10193504A JPH10193504A (en) | 1998-07-28 |
| JP3961081B2 true JP3961081B2 (en) | 2007-08-15 |
Family
ID=27477736
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP23864397A Expired - Fee Related JP3961081B2 (en) | 1996-09-30 | 1997-09-03 | Heating method for laminate of unvulcanized rubber and metal plate |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3961081B2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002210831A (en) * | 2000-11-10 | 2002-07-31 | Yokohama Rubber Co Ltd:The | Method for manufacturing rubber laminate |
| CN108824182A (en) * | 2018-09-04 | 2018-11-16 | 南京林业大学 | A kind of FRP constraint type pot rubber bearing |
| CN110757691A (en) * | 2019-11-22 | 2020-02-07 | 无锡锦和科技有限公司 | Inside and outside synchronous heating formula shock insulation rubber support mould |
-
1997
- 1997-09-03 JP JP23864397A patent/JP3961081B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10193504A (en) | 1998-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5450584B2 (en) | Material processing apparatus using induction heating and deformable compression means | |
| US7102112B2 (en) | Forming apparatus and method | |
| JP2012532760A (en) | Curing system and method utilizing electromagnetic force and conduction heat transfer | |
| KR101024181B1 (en) | Heating device and heating method for stator coils | |
| KR100473071B1 (en) | A heating apparatus for a green tire | |
| JP2011514646A5 (en) | ||
| EP2950953B1 (en) | Method and apparatus for consolidating/molding near net-shaped components made from powder | |
| KR20070008630A (en) | Material heating method for manufacturing articles and apparatus | |
| JPH07298567A (en) | Heater for bonding laminated steel sheets | |
| CN106466898B (en) | Apparatus and method for forming three-panel panels | |
| CN103764359A (en) | Device and method for heating a mold or tool | |
| KR102166210B1 (en) | Device and method for heating a mould or tool | |
| JP2002011722A (en) | Method and apparatus for vulcanizing tire | |
| JP4727552B2 (en) | Stator coil and core heating apparatus and heating method | |
| JP2001079851A (en) | Vulcanizer | |
| JP3961081B2 (en) | Heating method for laminate of unvulcanized rubber and metal plate | |
| US6109903A (en) | Apparatus for manufacturing a rubber-metal plate composite | |
| JP2001260136A (en) | Method for preheating green tire and its apparatus | |
| US5935476A (en) | Device for heating a press tool using magnetic induction heating; press having such a device, and method of manufacture | |
| JP3243741B2 (en) | Electromagnetic induction heating method and apparatus for laminate | |
| US20060086165A1 (en) | Apparatus for electromagnetic forming with durability and efficiency enhancements | |
| JP6973196B2 (en) | Motor core annealing device and motor core annealing method | |
| JP4011155B2 (en) | Heating device for laminated body of rubber and magnetic plate | |
| JP3457489B2 (en) | Unvulcanized rubber heating device | |
| JPH115221A (en) | Unvulcanized rubber heater |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040625 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040625 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060612 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060627 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060828 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070515 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070516 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100525 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110525 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110525 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120525 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120525 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130525 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |