JP3929446B2 - Duct hose forming method - Google Patents
Duct hose forming method Download PDFInfo
- Publication number
- JP3929446B2 JP3929446B2 JP2004068669A JP2004068669A JP3929446B2 JP 3929446 B2 JP3929446 B2 JP 3929446B2 JP 2004068669 A JP2004068669 A JP 2004068669A JP 2004068669 A JP2004068669 A JP 2004068669A JP 3929446 B2 JP3929446 B2 JP 3929446B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- forming
- side edges
- heat
- tape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Pipe Accessories (AREA)
- Thermal Insulation (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
- Duct Arrangements (AREA)
Description
本発明は、屈曲自在に配管できるフレキシブル性を有し、かつ例えば冷暖房用の気体移送用途として断熱層を有する用のダクトホースの成形方法に関するものである。 The present invention relates to a method for forming a duct hose having flexibility that can be bent flexibly and having a heat insulating layer, for example, as a gas transfer application for cooling and heating.
従来、上記のようなダクトホースとしては、下記特許文献1に記載の断熱消音ダクトホースが知られており、この断熱消音ダクトホースは、内面層、連続気泡層、中間シート層、独立気泡層および外面層を順次内側から各層を個別に形成し積層して形成されている。
上記断熱消音ダクトホースにおいては、連続気泡層と独立気泡層を仕切る中間シート層が、樹脂製の薄いシート状帯をその一部を重合させながら螺旋状に捲回しその重合部間を接着一体化してダクトホースの軸方向に沿って全長に亘って形成されている。 In the heat insulating silencer duct hose, the intermediate sheet layer separating the open cell layer and the closed cell layer is wound in a spiral while polymerizing a part of the resin thin sheet band, and the integrated portions are bonded and integrated. It is formed over the entire length along the axial direction of the duct hose.
上記のようなダクトホースにおいて、その内層と外層との間に設ける発泡樹脂層からなる断熱層は断熱性を長期間良好に維持する必要があり、断熱性発泡樹脂層のずれや変形を極力防止することが要求されている。また、ダクトホースの全長に亘って隙間なく形成された中間シート層が、ダクトの配管作業などの取り扱いにおいて望まれる軽量化や材料節約による低コスト化を図るうえにおいて障害となる問題があった。本発明は、これらの要求を満たすことを課題とし、断熱性発泡樹脂層のずれや変形を確実に阻止できるとともに、ダクトホースを軽量かつ低コストで形成できる方法を提供することを目的とする。 In the duct hose as described above, the heat insulating layer made of the foamed resin layer provided between the inner layer and the outer layer needs to maintain the heat insulating property well for a long period of time, and prevents the heat insulating foamed resin layer from being displaced or deformed as much as possible. Is required to do. Also, the intermediate sheet layer without a gap formed over the entire length of the duct hose, there is a failure problem in terms of cost reduction due to weight and material savings desired in the handling of such duct piping work . This invention makes it a subject to satisfy | fill these requirements, and it aims at providing the method which can form the duct hose lightly and at low cost while being able to prevent the shift | offset | difference and deformation | transformation of a heat insulation foaming resin layer reliably .
上記の目的を達成するため、請求項1に係るダクトホースの成形方法は、通気性テープを螺旋状に捲回しその側縁同士を連結するとともに硬質螺旋補強体により保形する内層の形成工程、内層の外側に連続気泡構造の軟質発泡テープを螺旋状に捲回する吸音性発泡樹脂層の形成工程、吸音性発泡樹脂層の外側に独立気泡構造の軟質発泡樹脂テープをその隣接する側縁同士を突き合わせ状にして螺旋状に捲回する断熱性発泡樹脂層の形成工程を備え、前記断熱性発泡樹脂層の内周面に、前記独立気泡構造の軟質発泡樹脂テープの隣接する側縁同士間の隙間を封止する中間樹脂帯を螺旋状に捲回して熱融着させることにより、前記側縁同士を連結するようにしたことを特徴とするものである。
また、請求項2に係るダクトホースの成形方法は、通気性テープを螺旋状に捲回しその側縁同士を連結するとともに硬質螺旋補強体により保形する内層の形成工程、内層の外側に独立気泡構造の軟質発泡樹脂テープをその隣接する側縁同士を突き合わせ状にして螺旋状に捲回する断熱性発泡樹脂層の形成工程を備え、前記断熱性発泡樹脂層の内周面に、前記独立気泡構造の軟質発泡樹脂テープの隣接する側縁同士間の隙間を封止する中間樹脂帯を螺旋状に捲回して熱融着させることにより、前記側縁同士を連結するようにしたことを特徴とするものである。
更に、請求項3は、請求項1または2に記載のダクトホースの成形方法において、断熱性発泡樹脂層の外周面に軟質樹脂テープを螺旋状に捲回するとともに熱融着して外層を形成する工程を備えることを特徴とするものである。
In order to achieve the above object, the method for forming a duct hose according to
In addition, the method for forming a duct hose according to
Further, according to a third aspect of the present invention, in the duct hose forming method according to the first or second aspect, the outer layer is formed by spirally winding a soft resin tape on the outer peripheral surface of the heat insulating foamed resin layer and thermally fusing it. It is characterized by including the process to perform.
本発明(請求項1または2)のダクトホースの断熱層形成方法は、吸音性発泡樹脂層または内層の外側に軟質発泡樹脂テープにより形成される断熱性発泡樹脂層の内周面に捲回され熱融着する中間樹脂帯が、隣接する軟質発泡樹脂テープの側縁同士を連結し断熱性発泡樹脂層のずれを防止するとともに、軟質発泡樹脂テープの側縁同士間の隙間を封止するので、この隙間に流体が侵入して断熱性能を損なうような虞がない。The method for forming a heat insulating layer for a duct hose according to the present invention (
また、請求項3のダクトホースの断熱層形成方法は、外層が断熱性発泡樹脂層と全面的に熱融着しており、外層と断熱性発泡樹脂層の間や軟質発泡樹脂テープ同士の間に隙間を生じることなく優れた断熱性を長期間維持することができるほか、断熱性発泡樹脂層のずれや変形をより確実に阻止することができる。
According to a heat insulating layer forming method for a duct hose according to
本発明方法によれば、中間樹脂帯が断熱性発泡樹脂層を構成する軟質発泡樹脂テープの隣接する側縁同士間に跨って熱融着して連結するので、当該層のずれを防止し良好な断熱性を維持でき、同時に、前記側縁同士間の隙間を封止することができ、一般住宅の冷暖房送気用の断熱ダクトとして好適な成形方法を提供することができる。しかも、断熱性発泡樹脂層の内面に配置する中間樹脂帯は、その側縁同士を重合することなく間隔をあけて捲回でき、したがって、極力少ない材料で形成することが可能で、軽量で取り扱いやすく、かつ、その成形コストも低減を期待できる。 According to the method of the present invention, the intermediate resin band is bonded by thermal fusion between adjacent side edges of the soft foamed resin tape constituting the heat insulating foamed resin layer. Therefore, the gap between the side edges can be sealed at the same time, and a molding method suitable as a heat insulation duct for air-conditioning / heating / air supply in a general house can be provided. Moreover, the intermediate resin band placed on the inner surface of the heat insulating foamed resin layer can be wound at intervals without polymerizing the side edges, and therefore it can be formed with as little material as possible and is handled with light weight. It is easy and the molding cost can be expected to be reduced.
以下、本発明方法により断熱層を形成した断熱ホースの一実施例について添付図面に従って説明する。 Hereinafter, an embodiment of a heat insulating hose having a heat insulating layer formed by the method of the present invention will be described with reference to the accompanying drawings.
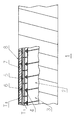
図1において、断熱ホース1は、内層2、吸音性発泡樹脂層5、中間樹脂帯6、断熱性発泡樹脂層7および外層8とで構成されている。
In FIG. 1, the
内層2は、ポリプロピレン(PP)製等の不織布等からなる通気性テープ3を螺旋状に捲回し、その隣接する側縁同士の外側にPP製の硬質樹脂補強材4を螺旋状に捲回し熱融着により連結一体化して形成され、その内周面が略平滑に形成されている。
The
吸音性発泡樹脂層5は、内層2の外側に軟質ポリウレタンフォーム等の連続気泡構造の軟質発泡テープT1をその隣接する側縁同士を突き合わせ状にして螺旋状に捲回して形成されている。
The sound-absorbing
断熱性発泡樹脂層7は、吸音性発泡樹脂層5の外側に軟質ポリエチレン(PE)フォームからなる独立気泡構造の軟質発泡樹脂テープT2をその隣接する側縁同士を突き合わせ状にして螺旋状に捲回して形成されるとともに、その内周面には隣接する側縁同士間に跨って螺旋状に捲回した中間樹脂帯6を軟質発泡樹脂テープT2と熱融着することにより連結一体化させている。この中間樹脂帯6は、軟質発泡樹脂テープT2と熱融着可能な材料からなり、例えばPE,PPなどのポリオレフィン系樹脂や各種熱可塑性エラストマーを単独又はブレンドして使用することができる。
The heat-insulating
外層8は、断熱性発泡樹脂層7の外側に前記中間樹脂帯6と同材料からなる軟質樹脂テープを螺旋状に捲回して形成され、かつその内側の断熱性発泡樹脂層7と熱融着により接着一体化されている。
The
前記中間樹脂帯6は、その幅が軟質発泡樹脂テープT2の幅よりも狭く形成され、断熱性発泡樹脂層7の内周面全面を覆うのでなく、軟質発泡樹脂テープT2の隣接する当接部付近のみを覆い、隣接する中間樹脂帯6,6間においては断熱性発泡樹脂層7の内周面が露出して直接内側の吸音性発泡樹脂層5に臨んでいる。
The
上記実施例1においては、通気性の内層とその外側の吸音性発泡樹脂層とが相侯って、断熱性とともに吸音性を兼備させることができるもので、吸音性発泡樹脂層の外側に前記樹脂帯が捲回されて、その外側の断熱性発泡樹脂層に融着するとともにこれを連結一体化するものである。 In Example 1 described above, the breathable inner layer and the outer sound-absorbing foamed resin layer combine to provide both heat insulation and sound-absorbing properties. The resin band is wound and fused to the heat insulating foamed resin layer on the outside of the resin band, and this is connected and integrated.
図2は本発明方法により断熱層を形成した断熱ホースの他の実施例を示す一部拡大断面図で、図1における吸音性発泡樹脂層5の形成を省略したもので、他の構成は図1に示すものと同等なので同符号を付してその説明を省略する。なお、本実施例では、内層2を通気性テープにより形成して通気性を付与しているが、必ずしも通気性を付与する必要はなく、軟質樹脂テープ等の非通気性テープを螺旋状に捲回して内層を形成することができる。
FIG. 2 is a partially enlarged sectional view showing another embodiment of a heat insulating hose in which a heat insulating layer is formed by the method of the present invention, in which the formation of the sound-absorbing
1 断熱ホース
2 内層
3 通気性テープ
4 硬質樹脂補強材
5 吸音性発泡樹脂層
6 中間樹脂帯
7 断熱性発泡樹脂層
8 外層
DESCRIPTION OF
Claims (3)
内層の外側に連続気泡構造の軟質発泡テープを螺旋状に捲回する吸音性発泡樹脂層の形成工程、
吸音性発泡樹脂層の外側に独立気泡構造の軟質発泡樹脂テープをその隣接する側縁同士を突き合わせ状にして螺旋状に捲回する断熱性発泡樹脂層の形成工程
を備えるダクトホースの成形方法であって、
前記断熱性発泡樹脂層の内周面に、前記独立気泡構造の軟質発泡樹脂テープの隣接する側縁同士間の隙間を封止する中間樹脂帯を螺旋状に捲回して熱融着させることにより、前記側縁同士を連結するようにしたことを特徴とするダクトホースの成形方法。 A process of forming an inner layer in which a breathable tape is spirally wound and the side edges thereof are connected to each other and shaped by a hard spiral reinforcing body;
A process of forming a sound-absorbing foamed resin layer in which a soft foam tape having an open-cell structure is spirally wound outside the inner layer;
Forming process of heat-insulating foamed resin layer in which a closed-cell structure soft foamed resin tape is wound outside in a spiral shape with the adjacent side edges butting each other.
A duct hose forming method comprising :
By spirally winding and heat-sealing an intermediate resin band that seals the gap between adjacent side edges of the soft foam resin tape of the closed cell structure on the inner peripheral surface of the heat insulating foam resin layer A method for forming a duct hose characterized in that the side edges are connected to each other .
内層の外側に独立気泡構造の軟質発泡樹脂テープをその隣接する側縁同士を突き合わせ状にして螺旋状に捲回する断熱性発泡樹脂層の形成工程
を備えるダクトホースの成形方法であって、
前記断熱性発泡樹脂層の内周面に、前記独立気泡構造の軟質発泡樹脂テープの隣接する側縁同士間の隙間を封止する中間樹脂帯を螺旋状に捲回して熱融着させることにより、前記側縁同士を連結するようにしたことを特徴とするダクトホースの成形方法。 A process of forming an inner layer in which a breathable tape is spirally wound and the side edges thereof are connected to each other and shaped by a hard spiral reinforcing body;
Forming a heat-insulating foamed resin layer by spirally winding a soft foamed resin tape having a closed cell structure on the outside of the inner layer with the adjacent side edges butting each other
A duct hose forming method comprising :
By spirally winding and heat-sealing an intermediate resin band that seals the gap between adjacent side edges of the soft foam resin tape of the closed cell structure on the inner peripheral surface of the heat insulating foam resin layer A method for forming a duct hose characterized in that the side edges are connected to each other .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004068669A JP3929446B2 (en) | 2004-03-11 | 2004-03-11 | Duct hose forming method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004068669A JP3929446B2 (en) | 2004-03-11 | 2004-03-11 | Duct hose forming method |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP10342265A Division JP2000170992A (en) | 1998-12-02 | 1998-12-02 | Heat-insulating hose |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004170073A JP2004170073A (en) | 2004-06-17 |
| JP2004170073A5 JP2004170073A5 (en) | 2005-05-26 |
| JP3929446B2 true JP3929446B2 (en) | 2007-06-13 |
Family
ID=32709583
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004068669A Expired - Fee Related JP3929446B2 (en) | 2004-03-11 | 2004-03-11 | Duct hose forming method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3929446B2 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4956244B2 (en) * | 2007-03-16 | 2012-06-20 | 因幡電機産業株式会社 | Insulated hose |
| JP5592078B2 (en) * | 2008-04-28 | 2014-09-17 | タイガースポリマー株式会社 | Insulated hose and method for manufacturing the same |
| JP2011149575A (en) * | 2010-01-19 | 2011-08-04 | Evuc Kk | Sound deadening duct |
| JP5427069B2 (en) * | 2010-03-03 | 2014-02-26 | エバック株式会社 | Insulated hose |
| JP6271373B2 (en) * | 2014-08-28 | 2018-01-31 | タイガースポリマー株式会社 | Flexible insulation hose |
| JP6552911B2 (en) * | 2015-08-12 | 2019-07-31 | タイガースポリマー株式会社 | Insulated hose for blowing air |
-
2004
- 2004-03-11 JP JP2004068669A patent/JP3929446B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004170073A (en) | 2004-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2706912B2 (en) | Insulated silencer duct | |
| JP3961002B2 (en) | Composite pipe for liquid transportation | |
| WO2012169520A1 (en) | Refrigerator | |
| JP3929446B2 (en) | Duct hose forming method | |
| JP2012092962A (en) | Heat insulation double tube | |
| US20180356117A1 (en) | HVAC Duct System, Method and Machine | |
| WO2011108527A1 (en) | Duct hose | |
| JP4775630B2 (en) | Duct hose | |
| WO2018090739A1 (en) | Gas film | |
| JP2004170073A5 (en) | ||
| JP2000170992A (en) | Heat-insulating hose | |
| JP2008096073A (en) | Duct hose | |
| JP3260318B2 (en) | Duct hose | |
| JPH09317044A (en) | Heat insulating material | |
| JPH10281353A (en) | Duct hose | |
| JP2007182051A (en) | Flexible hose | |
| JPH11190492A (en) | Heat insulating hose | |
| JP2001146998A (en) | Heat insulating hose | |
| JP4488501B2 (en) | Insulating duct and inner surface layer exchange method thereof | |
| JP5635346B2 (en) | Flexible silencer duct | |
| JP2002195635A (en) | Insulated duct | |
| JP2010107071A (en) | Duct hose | |
| JP2005315346A (en) | Vacuum insulator | |
| JP2003240168A (en) | Sound absorbing insulation hose, and air conditioner using it | |
| JP6271373B2 (en) | Flexible insulation hose |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040316 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040811 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040811 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061101 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061205 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070305 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070306 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130316 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160316 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |