JP3860964B2 - Manufacturing method of spacer for optical fiber cable - Google Patents
Manufacturing method of spacer for optical fiber cable Download PDFInfo
- Publication number
- JP3860964B2 JP3860964B2 JP2000374471A JP2000374471A JP3860964B2 JP 3860964 B2 JP3860964 B2 JP 3860964B2 JP 2000374471 A JP2000374471 A JP 2000374471A JP 2000374471 A JP2000374471 A JP 2000374471A JP 3860964 B2 JP3860964 B2 JP 3860964B2
- Authority
- JP
- Japan
- Prior art keywords
- spacer
- optical fiber
- cross
- sectional area
- tensile strength
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 125000006850 spacer group Chemical group 0.000 title claims description 80
- 239000013307 optical fiber Substances 0.000 title claims description 25
- 238000004519 manufacturing process Methods 0.000 title claims description 23
- 229920005989 resin Polymers 0.000 claims description 31
- 239000011347 resin Substances 0.000 claims description 31
- 239000004698 Polyethylene Substances 0.000 claims description 15
- 229920000573 polyethylene Polymers 0.000 claims description 15
- 239000011248 coating agent Substances 0.000 claims description 12
- 238000000576 coating method Methods 0.000 claims description 12
- 239000011247 coating layer Substances 0.000 claims description 11
- 238000000034 method Methods 0.000 claims description 6
- -1 polyethylene Polymers 0.000 claims description 5
- 238000007664 blowing Methods 0.000 claims description 2
- 238000001816 cooling Methods 0.000 claims description 2
- 229920003002 synthetic resin Polymers 0.000 claims description 2
- 239000000057 synthetic resin Substances 0.000 claims description 2
- 229920005992 thermoplastic resin Polymers 0.000 claims description 2
- 229920001187 thermosetting polymer Polymers 0.000 claims description 2
- 238000001035 drying Methods 0.000 claims 1
- 239000000835 fiber Substances 0.000 claims 1
- 239000010410 layer Substances 0.000 description 11
- 238000001125 extrusion Methods 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 5
- 229920000092 linear low density polyethylene Polymers 0.000 description 5
- 239000004707 linear low-density polyethylene Substances 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 239000003365 glass fiber Substances 0.000 description 4
- 229920001903 high density polyethylene Polymers 0.000 description 4
- 239000004700 high-density polyethylene Substances 0.000 description 4
- 239000012783 reinforcing fiber Substances 0.000 description 4
- 229920001567 vinyl ester resin Polymers 0.000 description 4
- 229920006026 co-polymeric resin Polymers 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 2
- 238000007765 extrusion coating Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920006244 ethylene-ethyl acrylate Polymers 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
Images

Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/44—Mechanical structures for providing tensile strength and external protection for fibres, e.g. optical transmission cables
- G02B6/4401—Optical cables
- G02B6/4407—Optical cables with internal fluted support member
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/44—Mechanical structures for providing tensile strength and external protection for fibres, e.g. optical transmission cables
- G02B6/4401—Optical cables
- G02B6/4415—Cables for special applications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/44—Mechanical structures for providing tensile strength and external protection for fibres, e.g. optical transmission cables
- G02B6/4479—Manufacturing methods of optical cables
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、光ファイバケーブル用スペーサの製造方法に関し、より詳しくは、光ファイバ収納溝の螺旋方向がSZ状に交互反転するいわゆるSZスペーサの製造方法に関するものである。
【0002】
【従来の技術】
光ファイバケーブルの価格や布設コストを低減するため、ケーブルの細径化、軽量化、光高密度化の検討が進められており、光ファイバを収納担持するポリエチレン(PE)製光ファイバケーブル用スペーサに関しても細径化・深溝化の要求が厳しくなってきている。
一方、最近の架空光ファイバケーブルには、光高密度化に加えて光ファイバの中間後の分岐性能が必要とされはじめ、この要請に応えるために、光ファイバ収納溝の螺旋方向が、周期的に反転するPE製スペーサ(SZスペーサ)を使用し、かつ各溝に複数のテープ状光ファイバ或いは単心光ファイバを収納したSZ型光ファイバケーブルが多く使用されてきている。
【0003】
このようなSZスペーサを得る方法としては、押出成形機のヘッド内で抗張力体の周囲に溶融樹脂を押出被覆すると共に、ヘッド部に配置された回転ダイを交互反転させて、外周面にSZ溝を形成させて製造されるのが一般的である。
【0004】
しかしながら、このような従来の光ファイバケーブル用スペーサの製造方法には、以下に説明する課題があった。
【0005】
【発明が解決しようとする課題】
すなわち、上述した製造方法では、SZ溝を形成するために回転ダイを交互反転した際に、抗張力体に捻れ(供回り)が発生し、その結果得られるスペ−サの反転角度が回転ダイの反転角度より小さくなってしまう。
【0006】
そこで、従来のこの種製造方法では、所望の反転角度を得るために回転ダイの反転角度を大きくせざるを得ず、回転ダイの反転角度を大きくすると、回転ダイの交互反転速度に依存する製造速度を向上させ難いという欠点があった。
【0007】
本発明は、このような従来の問題点に鑑みてなされたものであって、製造装置の負荷を軽減しつつ製造効率を向上させることができる光ファイバケーブル用スペーサの製造方法を提供することを目的とする。
【0008】
【課題を解決するための手段】
前記課題を解決するために、本発明は、中心抗張力体の周囲にポリエチレンと相溶性を有する熱可塑性樹脂で中間被覆層を形成した被覆抗張力線を得、この後に、回転ダイを交互に反転させることにより、長手方向に沿って周期的に方向が反転し、かつ連続する光ファイバ収納用のラセン溝が設けられたスペーサ本体被覆層を前記中間被覆層の外周に形成するポリエチレン製光ファイバケーブル用スペーサの製造方法において、前記スペーサ本体被覆層の断面積S1を、前記スペーサ本体被覆層を形成する際に用いる口金の開口面積から前記被覆抗張力線の断面積を差し引いた樹脂吐出実断面積S2で除した値が1.5〜1.7となるようにした。
【0009】
このように構成した光ファイバケーブル用スペーサの製造方法では、スペーサ本体被覆層の断面積S1を、スペーサ本体被覆層を形成する際に用いる口金の開口面積から被覆抗張力線の断面積を差し引いた樹脂吐出実断面積S2で除した値が1.5〜1.7となるようにするので、口金部におけるスペーサ本体被覆層の形成樹脂が占める断面積割合が低くなり、SZ溝を形成するために回転ダイを交互反転した際に、抗張力体に発生する捻れ(供回り)を抑制することができるものと考えられる。
【0010】
本発明の製造方法では、前記スペーサ本体被覆層を形成した後に、所定速度で走行するスペーサに対し、前記スペーサの走行方向に沿って、所定間隔を隔てて複数の冷却用エアーノズルを多段状に設置し、前記スペーサの外周から所定間隔離れた位置から前記エアーノズルを介して、乾燥エアーを前記スペーサの外周にほぼ垂直に吹き付けて冷却することができる。
【0011】
この構成を採用すると、乾燥エアーがスペーサのラセン溝の溝底に直接吹き付けられて、ラセン溝の側面を画成するリブの根元部分が、中間部分よりも早期にかつ優先的に冷却されるので、ラセン溝の側面を画成するリブが、反転カーブの内側に対する倒れ込みを効果的に防止することができる。
【0012】
前記抗張力体は、外径φ4.0mm以下の繊維強化熱硬化性合成樹脂を用いることができる。
【0013】
【発明の実施の形態】
以下に、本発明の好ましい実施の形態を実施例に基づいて説明する.
(実施例1)
外径φ2.0mmの単鋼線を抗張力体1としてクロスヘッドに導入し、この抗張力体1の外周にエチレン−エチルアクルート共重合体樹脂(GA−006:日本ユニカー製)を予備被覆内層2、直鎖状低密度ポリエチレン樹脂(NUCG5350:日本ユニカー製)を予備被覆外層3として200℃で共押出被覆して、エチレン−エチルアクリレート共重合体樹脂層外径がφ2.3mm、その外周の直鎖状低密度ポリエチレン樹脂被覆外径がφ3.0mmの被覆抗張力線4を得た。
【0014】
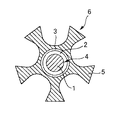
この被覆抗張力線4を60℃に予熱してスペーサの断面形状に対応した回転ダイに導入し、スペーサ本体部5の形成用樹脂としてMI=0.03(g/10min)の高密度ポリエチレン樹脂(Hizex6600M:三井化学製)を6m/minの速度、回転ダイの反転角度を295°で回転押出被覆し、図1にその断面形状を示すような、外径φ8.0mmのSZスペーサ6を得た。
【0015】
この場合、回転ダイの口金10は、図2に示すように、形成されるスペーサ本体部5の断面積(図1に示したスペーサ6の全体断面積から被覆抗張力線4の断面積を差し引いた値)S1を、スペーサ本体被覆を施す際に用いる口金の樹脂吐出実断面積(図2に示す口金開口面積Sから被覆抗張力線4の断面積を差し引いた値)S2で除した値S1/S2が1.7となるよう設計されたものを用いた。
【0016】
得られたPEスペーサ6の反転角度は、回転ダイの反転角度295°に対し275°と十分に供回りを抑制できていた。
供回りの減少は、S1/S2を大きくすることで、反転部における溝傾斜を小さくできることから、回転ダイの反転角度を少な目に設定することにより達成されるとともに、回転ダイの回転量を小さくできることから、抗張力体の捩れを抑制することにより達成できる。
(実施例2)
外径φ2.3mmの単撚線を抗張力体1としてクロスヘッドに導入し、この抗張力体1の外周にエチレン−エチルアクルート共重合体樹脂(GA−006:日本ユニカー製)を予備被覆内層2、直鎖状低密度ポリエチレン樹脂(NUCG5350:日本ユニカー製)を予備被覆外層3として200℃で共押出被覆して、エチレン−エチルアクルート共重合体樹脂層外径がφ2.6mm、その外周の直鎖状低密度ポリエチレン樹脂被覆外径がφ6.1mmの被覆抗張力線4を得た。
【0017】
この被覆抗張力線4を60℃に予熱してスペーサの断面形状に対応した回転ダイに導入し、スペーサ本体部5の形成用樹脂としてMI=0.03(g/10min)の高密度ポリエチレン樹脂(Hizex6600M:三井化学製)を7.5m/minの速度、回転ダイの反転角度を300°で回転押出被覆し、実質的に図1に示した断面形状と同等な外径φ11.0mmのPEスペーサ6を得た。
【0018】
この場合、回転ダイの口金は、形成されるスペーサ本体部の断面積(スペーサ全体の断面積から被覆抗張力線の断面積を差し引いた値)S1を、スペーサ本体被覆を施す際に用いる口金の樹脂吐出実断面積(口金開口面積から被覆抗張力線の断面積を差し引いた値)S2で除した値S1/S2が1.5となるよう設計されたものを用いた。
【0019】
得られたPEスペーサ6の反転角度は、回転ダイの反転角度300°に対し275°と十分に供回りを抑制できていた。
(実施例3)
ガラス繊維(RS57QM575tex:日東グラスファイバー製)を補強繊維とし、これにビニルエステル樹脂(エスターH−6400:三井化学製)を含浸して外径φ3.5mmに絞り成形し、これを溶融押出機のクロスヘッドダイに導入し、LLDPE樹脂(NUCG5350:日本ユニカー製)を押出被覆し、表面の被覆樹脂を冷却した後、145℃の蒸気硬化槽中で、内部のビニルエステル樹脂を硬化させて、外径がφ4.5mmの被覆抗張力線を得た。
【0020】
この被覆抗張力線を60℃に予熱してスペーサの断面形状に対応した回転ダイに導入し、スペーサ本体樹脂としてMI=0.03(g/10min)高密度ポリエチレン樹脂(Hizex6600M:三井化学製)を7m/minの速度、回転ダイの反転角度を340°で回転押出被覆し外径φ10.0mmのPEスペーサを得た。
【0021】
この場合、回転ダイの口金は、形成されるスペーサ本体部の断面積(スペーサ全体の断面積から被覆抗張力線の断面積を差し引いた値)S1を、スペーサ本体被覆を施す際に用いる口金の樹脂吐出実断面積(口金開口面積から被覆抗張力線の断面積を差し引いた値)S2で除した値S1/S2が1.5となるよう設計されたものを用いた。
【0022】
得られたPEスペーサの反転角度は、回転ダイの反転角度340°に対し290°と十分に供回りを抑制できていた。なお、スペーサの抗張力体に本実施例のようなFRPを用いる場合には、鋼線製の抗張力体と以下のような相違がある。
【0023】
すなわち、スペーサの抗張力体に用いられるFRPは、一般には、一方向(引張り方向)に補強繊維を高度に引き揃えて、少しでも引張り強度(弾性率)を鋼線に近づけようとしている。
【0024】
ところが、SZスペーサの場合には、スペーサ本体部の樹脂被覆を行う際に、回転ダイスを交互に反転させるため、抗張力体には、常時、ネジリ応力がかかることになるが、FRPの抗張力体では、ネジリ方向に補強繊維が配置されておらず、この方向のネジリ剛性は、鋼線と比較すると数分の一程度になっている。
【0025】
このため、所定の反転角度を得ようとする場合、鋼線に比べて、回転ダイの反転角度をより大きくする必要がある。
【0026】
このような条件下において、本実施例のように、形成されるスペーサ本体部の断面積(スペーサ全体の断面積から被覆抗張力線の断面積を差し引いた値)S1を、スペーサ本体被覆を施す際に用いる口金の樹脂吐出実断面積(口金開口面積から被覆抗張力線の断面積を差し引いた値)S2で除した値S1/S2が、所定の範囲内に納まるようにすると、供回りを抑制できるので、FRPの抗張力体を用いる場合に、より一層効果的な製造方法となる。
【0027】
(比較例1)
S1/S2が0.9となるように設計した口金を用いた以外は実施例1と同様な方法で外径φ8.0mmのSZスペーサを得た。
【0028】
得られたPEスペーサの反転角度は回転ダイの反転角度295°に対し230°と供回りの影響で反転角度が小さくなっていた。
(比較例2)
ガラス繊維(RS57QM575tex:日東グラスファイバー製)を補強繊維とし、これにビニルエステル樹脂(エスターH−6400:三井化学製)を含浸して外径φ2.0mmに絞り成形し、これを溶融押出機のクロスヘッドダイに導入し、LLDPE樹脂(NUCG5350:日本ユニカー製)を押出被覆し、表面の被覆樹脂を冷却した後、145℃の蒸気硬化槽中で、内部のビニルエステル樹脂を硬化させて、外径がφ3.0mmの被覆抗張力線を得た。
【0029】
この被覆抗張力線を60℃に予熱してスペーサの断面形状に対応した回転ダイに導入し、スペーサ本体樹脂としてMI=0.03(g/10min)高密度ポリエチレン樹脂(Hizex6600M:三井化学製)を6m/minの速度、回転ダイの反転角度を295°で回転押出被覆し外径φ8.0mmのPEスペーサを得た。
【0030】
この場合、回転ダイの口金は、形成されるスペーサ本体部の断面積(スペーサ全体の断面積から被覆抗張力線の断面積を差し引いた値)S1を、スペーサ本体被覆を施す際に用いる口金の樹脂吐出実断面積(口金開口面積から被覆抗張力線の断面積を差し引いた値)S2で除した値S1/S2が0.9となるよう設計されたものを用いた。
【0031】
得られたPEスペーサの反転角度は、回転ダイの反転角度400°に対し275°と供回りの影響で反転角度が小さくなっていた。
【0032】
【発明の効果】
以上、実施例で説明したように、本発明にかかる光ファイバケーブル用スペーサの製造方法によれば、製造装置の負荷を軽減しつつ製造効率を向上させることができる。
【図面の簡単な説明】
【図1】本発明にかかる光ファイバケーブル用スペーサの製造方法の実施例1で製造されるスペーサの断面図である。
【図2】図1の断面形状のスペーサを製造する際に用いる回転ダイの平面図である。
【符号の説明】
1 抗張力体
2 予備被覆内層
3 予備被覆外層
4 被覆抗張力線
5 スペーサ本体部
6 PESZスペーサ[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a method for manufacturing a spacer for an optical fiber cable, and more particularly to a method for manufacturing a so-called SZ spacer in which the spiral direction of an optical fiber housing groove is alternately reversed in an SZ shape.
[0002]
[Prior art]
In order to reduce the price and installation cost of optical fiber cables, studies are underway to reduce the cable diameter, reduce the weight, and increase the optical density. The spacer for optical fiber cables made of polyethylene (PE) that accommodates and supports optical fibers. With regard to the above, the demand for narrow diameters and deep grooves has become stricter.
On the other hand, in recent aerial optical fiber cables, in addition to increasing the optical density, branching performance after the middle of the optical fiber is required, and in order to meet this demand, the spiral direction of the optical fiber housing groove is periodically changed. In many cases, SZ type optical fiber cables using PE spacers (SZ spacers) that are reversed to each other and having a plurality of tape-like optical fibers or single-core optical fibers housed in each groove have been used.
[0003]
As a method for obtaining such an SZ spacer, the molten resin is extrusion coated around the tensile strength body in the head of the extrusion molding machine, and the rotating die arranged on the head portion is alternately reversed to form the SZ groove on the outer peripheral surface. In general, it is produced by forming the film.
[0004]
However, such a conventional method for manufacturing a spacer for an optical fiber cable has the following problems.
[0005]
[Problems to be solved by the invention]
That is, in the above-described manufacturing method, when the rotating die is alternately reversed to form the SZ groove, the tensile strength member is twisted (turned), and the resulting reversing angle of the spacer is the same as that of the rotating die. It becomes smaller than the reversal angle.
[0006]
Therefore, in this conventional manufacturing method, in order to obtain a desired reversal angle, it is necessary to increase the reversal angle of the rotating die, and if the reversing angle of the rotating die is increased, the manufacturing depends on the alternating reversal speed of the rotating die. There was a drawback that it was difficult to improve the speed.
[0007]
The present invention has been made in view of such conventional problems, and provides a manufacturing method of an optical fiber cable spacer that can improve manufacturing efficiency while reducing the load on a manufacturing apparatus. Objective.
[0008]
[Means for Solving the Problems]
In order to solve the above-mentioned problems, the present invention obtains a coated tensile strength line in which an intermediate coating layer is formed of a thermoplastic resin compatible with polyethylene around a central strength member, and thereafter, the rotating die is alternately inverted. Thus, for a polyethylene optical fiber cable, a spacer body covering layer having a spiral groove for housing an optical fiber which is periodically reversed in the longitudinal direction and formed with a spiral groove for storing an optical fiber is formed on the outer periphery of the intermediate covering layer. In the spacer manufacturing method, the cross-sectional area S1 of the spacer main body coating layer is a resin discharge actual cross-sectional area S2 obtained by subtracting the cross-sectional area of the coating tensile strength line from the opening area of the base used when forming the spacer main body coating layer. The divided value was 1.5 to 1.7 .
[0009]
In the optical fiber cable spacer manufacturing method configured as described above, the cross-sectional area S1 of the spacer main body coating layer is obtained by subtracting the cross-sectional area of the coating tensile strength line from the opening area of the base used when forming the spacer main body coating layer. Since the value divided by the actual discharge cross-sectional area S2 is 1.5 to 1.7 , the ratio of the cross-sectional area occupied by the formation resin of the spacer body covering layer in the base portion is reduced, and the SZ groove is formed. It is considered that the twist (rotation) generated in the strength member can be suppressed when the rotating dies are alternately reversed.
[0010]
In the manufacturing method of the present invention, after forming the spacer body covering layer, a plurality of cooling air nozzles are formed in multiple stages at predetermined intervals along the running direction of the spacer with respect to the spacer running at a predetermined speed. It can be installed and cooled by blowing dry air almost perpendicularly to the outer periphery of the spacer from the position spaced apart from the outer periphery of the spacer via the air nozzle.
[0011]
By adopting this configuration, dry air is blown directly onto the groove bottom of the spiral groove of the spacer, and the root portion of the rib that defines the side surface of the spiral groove is cooled earlier and preferentially than the intermediate portion. The ribs defining the side surfaces of the spiral groove can effectively prevent the fall of the reversing curve from the inside.
[0012]
As the tensile strength body, a fiber-reinforced thermosetting synthetic resin having an outer diameter of φ4.0 mm or less can be used.
[0013]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, preferred embodiments of the present invention will be described based on examples.
Example 1
A single steel wire having an outer diameter of 2.0 mm is introduced into the crosshead as a tensile body 1 and the outer circumference of the tensile body 1 is pre-coated
[0014]
This coated
[0015]
In this case, as shown in FIG. 2, the
[0016]
The reversal angle of the obtained
The reduction in the rotation can be achieved by increasing the S1 / S2 to reduce the groove inclination in the reversing part, and thus can be achieved by setting the reversing angle of the rotating die to a small value, and the rotation amount of the rotating die can be reduced. Therefore, it can be achieved by suppressing the twist of the tensile strength body.
(Example 2)
A single stranded wire having an outer diameter of 2.3 mm was introduced into the cross head as a tensile body 1, and an ethylene-ethyl acrot copolymer resin (GA-006: manufactured by Nihon Unicar) was preliminarily coated on the outer periphery of the tensile body 1. , Linear low density polyethylene resin (NUCG5350: manufactured by Nihon Unicar Co., Ltd.) was coextruded at 200 ° C. as the pre-coated outer layer 3, and the outer diameter of the ethylene-ethyl acrot copolymer resin layer was φ2.6 mm. A coated
[0017]
This coated
[0018]
In this case, the die of the rotating die is a base resin used when the spacer main body is coated with the cross-sectional area of the spacer main body to be formed (a value obtained by subtracting the cross-sectional area of the covering tensile strength line from the cross-sectional area of the entire spacer) S1. The actual discharge cross-sectional area (value obtained by subtracting the cross-sectional area of the covering tensile strength line from the opening area of the base) divided by S2 was designed so that the value S1 / S2 was 1.5.
[0019]
The reversal angle of the obtained
Example 3
Glass fiber (RS57QM575tex: manufactured by Nitto Glass Fiber) is used as a reinforcing fiber, and this is impregnated with vinyl ester resin (Ester H-6400: manufactured by Mitsui Chemicals) and drawn to an outer diameter of 3.5 mm. Introduced into a crosshead die, LLDPE resin (NUCG5350: manufactured by Nihon Unicar) was extrusion coated, and after the surface coating resin was cooled, the inner vinyl ester resin was cured in a steam curing tank at 145 ° C. A coated tensile strength wire having a diameter of φ4.5 mm was obtained.
[0020]
This coated tensile strength wire is preheated to 60 ° C. and introduced into a rotary die corresponding to the cross-sectional shape of the spacer, and MI = 0.03 (g / 10 min) high-density polyethylene resin (Hizex 6600M: manufactured by Mitsui Chemicals) is used as the spacer body resin. The PE spacer having an outer diameter of φ10.0 mm was obtained by rotational extrusion coating at a speed of 7 m / min and a rotating die reversal angle of 340 °.
[0021]
In this case, the die of the rotating die is a base resin used when the spacer main body is coated with the cross-sectional area of the spacer main body to be formed (a value obtained by subtracting the cross-sectional area of the covering tensile strength line from the cross-sectional area of the entire spacer) S1. The actual discharge cross-sectional area (value obtained by subtracting the cross-sectional area of the covering tensile strength line from the opening area of the base) divided by S2 was designed so that the value S1 / S2 was 1.5.
[0022]
The reversal angle of the obtained PE spacer was 290 ° with respect to the reversal angle 340 ° of the rotary die, and the rotation was sufficiently suppressed. In addition, when FRP like a present Example is used for the tensile strength body of a spacer, there exist the following differences with the tensile strength body made from a steel wire.
[0023]
That is, the FRP used for the tensile strength body of the spacer generally attempts to bring the tensile strength (elastic modulus) closer to that of the steel wire by evenly aligning the reinforcing fibers in one direction (tensile direction).
[0024]
However, in the case of the SZ spacer, when the resin coating of the spacer main body is performed, the rotating dies are alternately reversed, so that the tensile body is always subjected to torsional stress. The reinforcing fibers are not arranged in the torsion direction, and the torsional rigidity in this direction is about a fraction of that of a steel wire.
[0025]
For this reason, when it is going to obtain a predetermined inversion angle, it is necessary to make the inversion angle of a rotary die larger than that of a steel wire.
[0026]
Under such conditions, when the spacer main body is coated, the cross-sectional area of the spacer main body to be formed (a value obtained by subtracting the cross-sectional area of the covering tensile strength line from the cross-sectional area of the entire spacer) S1 is applied. If the value S1 / S2 divided by the resin discharge actual cross-sectional area (the value obtained by subtracting the cross-sectional area of the covering tensile strength line from the base opening area) S2 is within a predetermined range, the rotation can be suppressed. Therefore, it becomes a more effective manufacturing method when using the FRP strength member.
[0027]
(Comparative Example 1)
An SZ spacer having an outer diameter of φ8.0 mm was obtained in the same manner as in Example 1 except that a base designed so that S1 / S2 was 0.9 was used.
[0028]
The inversion angle of the obtained PE spacer was 230 ° with respect to the inversion angle of 295 ° of the rotating die, and the inversion angle was small due to the influence of the rotation.
(Comparative Example 2)
Glass fiber (RS57QM575tex: manufactured by Nitto Glass Fiber) is used as a reinforcing fiber, and this is impregnated with vinyl ester resin (Ester H-6400: manufactured by Mitsui Chemicals) and drawn to an outer diameter of 2.0 mm. Introduced into a crosshead die, LLDPE resin (NUCG5350: manufactured by Nihon Unicar) was extrusion coated, and after the surface coating resin was cooled, the inner vinyl ester resin was cured in a steam curing tank at 145 ° C. A coated tensile strength wire having a diameter of φ3.0 mm was obtained.
[0029]
The coated tensile strength wire is preheated to 60 ° C. and introduced into a rotating die corresponding to the cross-sectional shape of the spacer, and MI = 0.03 (g / 10 min) high-density polyethylene resin (Hizex 6600M: manufactured by Mitsui Chemicals) is used as the spacer body resin. A PE spacer having an outer diameter of 8.0 mm was obtained by rotational extrusion coating at a speed of 6 m / min and a reversal angle of the rotary die of 295 °.
[0030]
In this case, the die of the rotating die is a base resin used when the spacer main body is coated with the cross-sectional area of the spacer main body to be formed (a value obtained by subtracting the cross-sectional area of the covering tensile strength line from the cross-sectional area of the entire spacer) S1. The actual discharge cross-sectional area (value obtained by subtracting the cross-sectional area of the coating tensile strength line from the opening area of the base) and the value S1 / S2 divided by S2 was used to be 0.9.
[0031]
The inversion angle of the obtained PE spacer was 275 ° with respect to the inversion angle of 400 ° of the rotating die, and the inversion angle was small due to the influence of rotation.
[0032]
【The invention's effect】
As described above, according to the method for manufacturing a spacer for an optical fiber cable according to the present invention, the manufacturing efficiency can be improved while reducing the load on the manufacturing apparatus.
[Brief description of the drawings]
FIG. 1 is a cross-sectional view of a spacer manufactured in Example 1 of a manufacturing method of an optical fiber cable spacer according to the present invention.
FIG. 2 is a plan view of a rotary die used when manufacturing the spacer having the cross-sectional shape of FIG.
[Explanation of symbols]
DESCRIPTION OF SYMBOLS 1
Claims (3)
前記スペーサ本体被覆層の断面積S1を、前記スペーサ本体被覆層を形成する際に用いる口金の開口面積から前記被覆抗張力線の断面積を差し引いた樹脂吐出実断面積S2で除した値が1.5〜1.7となるようにしたことを特徴とする光ファイバケーブル用スペーサの製造方法。A coated tensile strength line in which an intermediate coating layer is formed of a thermoplastic resin compatible with polyethylene around the central tensile strength body is obtained, and thereafter, by rotating the rotating die alternately, the direction is periodically directed along the longitudinal direction. In the manufacturing method of the spacer for the optical fiber cable made of polyethylene, the spacer main body coating layer provided with the spiral groove for storing the optical fiber is reversed and formed on the outer periphery of the intermediate coating layer.
The value obtained by dividing the cross-sectional area S1 of the spacer main body coating layer by the resin discharge actual cross-sectional area S2 obtained by subtracting the cross-sectional area of the coating tensile strength line from the opening area of the die used when forming the spacer main body coating layer is 1. A method for manufacturing a spacer for an optical fiber cable, wherein the spacer is 5 to 1.7 .
前記スペーサの外周から所定間隔離れた位置から前記エアーノズルを介して、乾燥エアーを前記スペーサの外周にほぼ垂直に吹き付けて冷却することを特徴とする請求項1記載の光ファイバケーブル用スペーサの製造方法。After forming the spacer main body coating layer, a plurality of cooling air nozzles are installed in multiple stages at predetermined intervals along the running direction of the spacers with respect to the spacers that run at a predetermined speed.
Through the air nozzle from the position spaced a predetermined distance from the outer periphery of the spacer, the manufacture of optical fiber spacer cable of claim 1, wherein the drying air is cooled by blowing substantially perpendicular to the outer periphery of said spacer Way .
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000374471A JP3860964B2 (en) | 2000-12-08 | 2000-12-08 | Manufacturing method of spacer for optical fiber cable |
| KR1020010074868A KR20020046153A (en) | 2000-12-08 | 2001-11-29 | Spacer for optical fiber cable and the method for manufacturing the same |
| CNB011403187A CN1207600C (en) | 2000-12-08 | 2001-12-05 | Optical cable isolator and its making process |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000374471A JP3860964B2 (en) | 2000-12-08 | 2000-12-08 | Manufacturing method of spacer for optical fiber cable |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002174761A JP2002174761A (en) | 2002-06-21 |
| JP2002174761A5 JP2002174761A5 (en) | 2005-07-07 |
| JP3860964B2 true JP3860964B2 (en) | 2006-12-20 |
Family
ID=18843656
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000374471A Expired - Lifetime JP3860964B2 (en) | 2000-12-08 | 2000-12-08 | Manufacturing method of spacer for optical fiber cable |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP3860964B2 (en) |
| KR (1) | KR20020046153A (en) |
| CN (1) | CN1207600C (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR200448447Y1 (en) | 2008-04-03 | 2010-04-13 | 최성완 | Electric Heating Wire having Insulating Sheath and Spacer |
| KR101467888B1 (en) * | 2013-03-19 | 2014-12-03 | (주)카이센 | Method for manufacturing steel strand with the function of sensing strain and steel strand manufactured thereby |
| CN108469229B (en) * | 2018-03-06 | 2020-09-08 | 重庆大学 | Monitoring device and monitoring method for determining slope sliding direction based on combination of multiple optical fibers |
| CN109799579A (en) | 2019-02-19 | 2019-05-24 | 富晋精密工业(晋城)有限公司 | Optical fiber intersects optical cable |
-
2000
- 2000-12-08 JP JP2000374471A patent/JP3860964B2/en not_active Expired - Lifetime
-
2001
- 2001-11-29 KR KR1020010074868A patent/KR20020046153A/en not_active Application Discontinuation
- 2001-12-05 CN CNB011403187A patent/CN1207600C/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| CN1207600C (en) | 2005-06-22 |
| KR20020046153A (en) | 2002-06-20 |
| CN1357774A (en) | 2002-07-10 |
| JP2002174761A (en) | 2002-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100387154B1 (en) | Spacer for optical fiber cable, manufacturing method of the same and optical fiber cable using the spacer | |
| CN109642999A (en) | Connectorized fiber optic cabling | |
| CN102338914B (en) | Die for extrusion moulding of pad for optical fiber cable and manufacture method thereof | |
| US7450805B2 (en) | Optical fiber unit for air blown installation and manufacturing method thereof | |
| JP3860964B2 (en) | Manufacturing method of spacer for optical fiber cable | |
| WO2014119616A1 (en) | Optical fiber spacer, method for manufacturing same, and optical fiber cable | |
| JP3924426B2 (en) | Manufacturing method of spacer for optical fiber cable | |
| JP3919897B2 (en) | Manufacturing method of spacer for optical cable | |
| JP3821930B2 (en) | Optical fiber support spacer | |
| US4907854A (en) | Spacer for carrying optical fibers | |
| KR20010013959A (en) | Slotted rod for optical fiber cable and optical fiber cable using the slotted rod | |
| JPH089685Y2 (en) | Grooved spacer | |
| JPH02228618A (en) | Flat type fiber cord | |
| JP5593952B2 (en) | Manufacturing method and manufacturing apparatus for optical cable slot | |
| JPH11190813A (en) | Spacer for optical fiber cable and spacer manufacturing method | |
| JPH11258472A (en) | Optical unit and optical cable | |
| CA1315139C (en) | Spacer for carrying optical fibers | |
| JPH0753044Y2 (en) | Spacer for supporting optical fiber having spiral grooves that are alternately inverted | |
| JP5644816B2 (en) | Method and apparatus for manufacturing slot rod for optical cable | |
| JPH03110509A (en) | Manufacture of spacer for carrying optical fiber | |
| CA2602516A1 (en) | Spacer for optical fiber cable, manufacturing method of the same and optical fiber cable using the spacer | |
| JPH1138285A (en) | Optical fiber unit | |
| JP2002243998A (en) | Sz slot for optical cable, and method for manufacturing the same | |
| JP2003322781A (en) | Optical cable |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041105 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041105 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060912 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060925 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3860964 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100929 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100929 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100929 Year of fee payment: 4 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110929 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110929 Year of fee payment: 5 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110929 Year of fee payment: 5 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110929 Year of fee payment: 5 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110929 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120929 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120929 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130929 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |