JP3838402B2 - Fishery braid - Google Patents
Fishery braid Download PDFInfo
- Publication number
- JP3838402B2 JP3838402B2 JP03208799A JP3208799A JP3838402B2 JP 3838402 B2 JP3838402 B2 JP 3838402B2 JP 03208799 A JP03208799 A JP 03208799A JP 3208799 A JP3208799 A JP 3208799A JP 3838402 B2 JP3838402 B2 JP 3838402B2
- Authority
- JP
- Japan
- Prior art keywords
- yarn
- twisted
- braided
- twist
- braid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/02—Ropes built-up from fibrous or filamentary material, e.g. of vegetable origin, of animal origin, regenerated cellulose, plastics
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/10—Rope or cable structures
- D07B2201/1012—Rope or cable structures characterised by their internal structure
- D07B2201/102—Rope or cable structures characterised by their internal structure including a core
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/10—Rope or cable structures
- D07B2201/104—Rope or cable structures twisted
- D07B2201/1064—Rope or cable structures twisted characterised by lay direction of the strand compared to the lay direction of the wires in the strand
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/10—Rope or cable structures
- D07B2201/1096—Rope or cable structures braided
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2047—Cores
- D07B2201/2052—Cores characterised by their structure
- D07B2201/2064—Cores characterised by their structure being discontinuous in the longitudinal direction
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2501/00—Application field
- D07B2501/20—Application field related to ropes or cables
- D07B2501/2038—Agriculture, forestry and fishery
Description
【0001】
【発明の属する技術分野】
本発明は、漁網用の網糸を形成するときにストランドとして使用される漁業用の組紐材に関する。
【0002】
【従来の技術】
漁網や延縄用ロープ(幹縄)等においては、ポリエステルやナイロンのような軽量の合成繊維からなる網糸やロープを水中で使用する際に適した比重のものとするために、網糸やロープを構成するためのストランドとなる組紐に対して、その中空軸芯部に鉛のような比重の大きい金属の錘を埋設させるということが従来から行なわれており、そのように高比重の芯材が埋設された組紐材は、複数本がストランドとして撚り合わされることで漁業用の網糸やロープとされている。
【0003】
上記のように漁網用の網糸や漁業用のロープ等で芯材入りのストランドとして使用される組紐材については、無撚の糸束をヤーンとして編組したものが一般的であるが、そのような無撚のヤーンによる芯材入りの組紐材では、それを材料(ストランド)として製造された網糸やロープの耐摩擦性が劣ることから、撚りを入れたヤーンにより編組した組紐材も網糸やロープの材料(ストランド)として従来から使用されている。
【0004】
【発明が解決しようとする課題】
ところで、上記のような従来の漁業用組紐材について、無撚のヤーンを編組した芯材入りの組紐材では、既に述べたように、それを撚り合わせて形成した網糸やロープの耐摩擦性が劣るという問題がある一方、撚りを入れたヤーンにより編組した芯材入りの組紐材についても、以下に述べるような問題のあることが検討の結果判った。
【0005】
すなわち、撚りを入れたヤーンを編組して組紐材とする場合、従来は、組紐を編組するときに右(S)方向に編まれるヤーンについては左(Z)撚りとし、左(Z)方向に編まれるヤーンについては右(S)撚りとすることで、右撚りのヤーンと左撚りのヤーンが交互に組み合わされるようにして、右撚りと左撚りの撚りバランスを互いに打ち消し合う構造とすることで、組紐材としてバランスのとれた構造となるようにしていた。
【0006】
なお、漁業用の網糸やロープを形成するための組紐材については、各ヤーンを1本ずつ交互に組み合わせる「普通目」と、各ヤーンを2本ずつ揃えて交互に組み合わせる「追打ち」が使用されているが、何れの型式の組紐材においても、従来は、右方向に編まれるヤーンについては左撚りとし、左方向に編まれるヤーンについては右撚りとしている。
【0007】
しかしながら、右撚りのヤーンと左撚りのヤーンを交互に組み合わせた従来の組紐材については、それ自体の撚りバランスはとれているものの、例えば、これを使用して無結節網を製造するために、2本の組紐材を右撚り(通常、無結節網は右撚り)として網糸としたときに、ストランドとして2子に右撚りされる各組紐材において、右撚りのヤーンには更に撚りが入り、左撚りのヤーンには右に撚りが入ることで撚りがやや弛んで浮き上がる状態となる。
【0008】
そのため、2子撚りされた網糸においては、ストランドとなるそれぞれの組紐材における各ヤーンの撚りのバランスが崩れたものとなってしまい、その結果、網糸を構成する各組紐材の表面に不規則な凹凸が現れることで、網糸が擦られたときに摩耗しやすくなり、網糸としての耐摩擦性が若干低下することとなる。
【0009】
さらには、そのような問題とは別に、漁業用の網糸を製造する場合、その材料(ストランド)となる組紐材を形成するためのヤーンとして右撚りのものと左撚りのものが必要となることで、ヤーンの製造工程がそれだけ複雑なものとなって生産コストが上昇するだけでなく、各ヤーンから組紐材を製造する段階で、右撚りのヤーンと左撚りのヤーンを取り違えて編組してしまうような過失が起きる虞があって、そのような過失による不良品の発生で生産上重大な支承を来すというような問題も生じる虞がある。
【0010】
本発明は、上記のような問題の解消を課題とするものであり、具体的には、漁業用の網糸として使用される組紐材について、それから製造される網糸の耐摩擦性を向上させると共に、製造工程を単純化することで生産コストを下げ、また、製造工程で起きる過失を回避して不良品の発生を防止することを課題とするものである。
【0011】
【課題を解決するための手段】
本発明は、上記のような課題を解決するために、中空軸芯部に芯材を埋設させた組紐材であって、この組紐材をストランドとして複数本撚り合わせることで漁業用の網糸を形成するための組紐材において、組紐材を編組するための各ヤーンの全てを、組紐材をストランドとして網糸を形成するときの撚り方向とは逆方向の撚りを有するものとすることを特徴とするものである。
【0012】
なお、上記の組紐材における各ヤーンの撚りについては、無撚の糸束を同じ方向(片撚り)に撚ってヤーンとしたものだけではなく、下撚りした糸束同士を更に上撚りしてヤーンとしたようなものをも含むものであり、そのようなものでは上撚りの方向をヤーンの撚り方向としている。
【0013】
上記のような組紐材によれば、右撚りのヤーンと左撚りのヤーンを交互に組み合わせたような組紐材と比べて、組紐材自体としての撚りバランスという点では若干劣るかもしれないが、ストランドとなる組紐材同士を撚り合わせて網糸としたときに、各組紐材における各ヤーンの撚りのバランスが崩れるようなことがなく、結果的には、各組紐材における各ヤーンの撚りのバランスが良好に保たれて、網糸としたときの耐摩擦性を向上させることができる。
【0014】
また、上記のような組紐材によれば、組紐材の構成要素となる各ヤーンを製造する工程で、右撚りのヤーンと左撚りのヤーンをそれぞれ製造する必要がなく、一方向の撚りのヤーンだけを製造すれば良いことから、製造工程を単純化することができて生産コストを下げることができ、また、各ヤーンから組紐材を編組する工程で、右撚りのヤーンと左撚りのヤーンを取り違えるような過失を完全に回避することができ、そのような取り違えによる不良品の発生を防止することができる。
【0015】
【発明の実施の形態】
以下、本発明の漁業用組紐材の実施形態を図面に基づいて説明する。
【0016】
図1は、本発明の漁業用組紐材の使用形態の一例を示すものであって、図1(A)は、組紐材を2子撚りにした網糸による無結節網を示し、図1(B)は、無結節網の網糸を構成するためのストランドとなる組紐材(撚り合わされて網糸とされる2本の組紐材のうちの1本)を示すものである。
【0017】
無結節網の網糸1は、2本のストランドを右(S)撚りにした2子撚りの網糸であって、無結節網としては従来から一般的な撚り構造のものであり、図示したものでは、網糸同士の交差部分が「貫通式」により互いに連結されているが、網糸同士の交差部分の連結構造については、「千鳥式」や「亀甲式」のような従来から一般的に知られた適宜の構造が可能である。
【0018】
網糸1のストランドとなる組紐材2は、各ヤーン3により編組される組紐の中空軸芯部に芯材4が埋設されているものであって、芯材4を被覆している各ヤーン3の編み構造について、図示したものでは、各ヤーン3を2本ずつ揃えて交互に組み合わせる「追打ち」に編組されているが、各ヤーンを1本ずつ交互に組み合わせる「普通目」に編組することも可能である。
【0019】
組紐材2の中空軸芯部に埋設されている芯材4は、網糸1を水中で使用する際に適した比重のものとするための沈子索であって、図示したものでは、合成繊維製の一本の芯糸5と、芯糸5の周りに固着される多数の錘片(鉛又は鉛合金)6とで構成されており、各錘片6は、その断面形状が扁平なものとなるように形成されている。
【0020】
芯材4については、上記のような構造の沈子索に限られるものではなく、従来から芯材として知られた適宜の構造のものを使用することで実施することも可能であるが、芯材4として図示したような沈子索については、特に網糸に使用すると効果的なものであることから、その具体的な内容について以下に詳細に説明しておく。
【0021】
芯糸5は、その断面が扁平な形状(例えば、厚さが0.2mmで幅が1.0mm)となるように形成されたポリプロピレン等の合成繊維からなる扁平モノフィラメント糸であり、所定の間隔で芯糸5に固着される複数の錘片6は、それぞれの扁平面が略同じ面となるように、芯糸5にかしめつけられている。
【0022】
錘片6の扁平度については、特に一定の値に限定されるものではないが、断面が円形に近いようなものとの差異を明確にするために、錘片6の厚さtと幅wの関係を t/w≦2/3 としている。
【0023】
なお、錘片6については、図示したものは、芯糸の長手方向に沿って延びるように一本の帯状体の錘を芯糸にかしめて固着し、この帯状体の錘を所定間隔で分割して各錘片6としたものであるが、帯状体の錘を複数の錘片6に完全に分割することなく、帯状体の錘の長手方向に沿って所定間隔でその表面に切断可能な打刻溝を施すことで、そのような錘を埋設した組紐材2が屈曲したときに帯状体の錘が打刻溝の部分で切断されて錘片6となるようにしても良い。
【0024】
上記のような構造の沈子索によれば、合成樹脂の被膜したような沈子索と比べて、低容積で高比重化を達成することができ、組紐による沈子索の抱合性(抱着性)を良好なものとすることができると共に、屈曲性や柔軟性も充分に確保することができて、沈子索を埋設した組紐材同士を撚り合わせて編網した場合、網としての柔軟性を維持しながら、潮流による網地のふかれを少なく抑える優れた沈降性を得ることができる。
【0025】
また、沈子索の錘片6が扁平なものであることにより、錘片6の断面形状が略円形である場合と比べて、沈子索を埋設した組紐材同士を2本撚り合わせて無結節網を編網するような場合に、網糸の最大径を小さくすることができるため、水中での網の流水抵抗をより少なくすることができて、潮流による網地のふかれを更に少なく抑えることができる。
【0026】
また、沈子索の芯糸5が扁平なものであることにより、芯糸の断面形状が略円形である場合と比べて、錘(各錘片6を形成するための帯状体の錘)を芯糸にかしめつける際に、錘と芯糸がずれたりするようなことがなく、芯糸の長手方向において一様な状態に、芯糸に対して錘をかしめつけることができる。
【0027】
また、沈子索の芯糸5が撚りのないものであることにより、長手方向で充分な屈曲性を与えるために錘を複数の錘片に分離したり、或いは、長手方向で屈曲性を与えるために錘に打刻された打刻溝が沈子索の屈曲により切断されたりしても、各錘片(分離された各錘片、或いは、打刻溝の部分で切断された錘の各部分)の間の部分で、芯糸の撚り増しや撚り戻りの起きることはなく、沈子索の長手方向で錘の扁平面を同一面に維持することができる。
【0028】
その結果、沈子索を組紐に埋設する際に、(長手方向での各錘片の扁平面のバラツキによる不規則な凹凸で沈子索にできる突起部がガイドに擦れることで)沈子索を案内するガイドにより錘片が芯糸から剥離されるようなことがなく、また、沈子索を埋設した組紐の表面に不規則な凹凸が現れることもないため、沈子索を埋設した組紐材同士を撚り合わせて編網したときに、網糸の表面に長手方向で不規則な凹凸ができるようなこともない。
【0029】
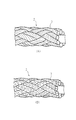
無結節網の網糸1にストランドとして使用される組紐材2について、図2(A),(B)は本発明の各実施形態を、また、図3(A)〜(C)は本発明に対する比較例(従来例)を、それぞれ芯材を覆う組紐の部分を拡大して示すものである。
【0030】
図2(A)に示した実施形態(第1実施形態)の組紐材2では、ポリエステル等の合成繊維の多数のフィラメントの糸束からなる各ヤーン3が、右(S)方向に組まれるヤーンについても、また、左(Z)方向に組まれるヤーンについても、全て左(Z)撚りに撚られており、そのように全てが左(Z)撚りとなっている各ヤーンが(追打ちにより2本ずつ揃えて)交互に組み合わされるように編まれている。
【0031】
また、図2(B)に示した実施形態(第2実施形態)の組紐材2では、各ヤーン3が、右(S)方向に組まれるヤーンも、左(Z)方向に組まれるヤーンも、全て右(S)撚りに下撚りした糸束同士を更に左(Z)撚りに上撚りしたものであって、そのように全てが左(Z)撚りに上撚りされた各ヤーンが(追打ちにより2本ずつ揃えて)交互に組み合わされるように編まれている。
【0032】
一方、上記のような本発明の各実施形態に対して、図3(A)に示した組紐材2では、各ヤーン3が、右(S)方向に組まれるヤーンも、左(Z)方向に組まれるヤーンも、全て撚りのないヤーンであって、そのような無撚のヤーンが(追打ちにより2本ずつ揃えて)交互に組み合わされるように編まれている。
【0033】
また、図3(B)に示した組紐材2では、各ヤーン3が、右(S)方向に組まれるヤーンは左(Z)撚りであり、左(Z)方向に組まれるヤーンは右(S)撚りであって、右撚りのヤーンと左撚りのヤーンが(追打ちにより2本ずつ揃えて)交互に組み合わされるように編まれている。
【0034】
また、図3(C)に示した組紐材2では、各ヤーン3が、右(S)方向に組まれるヤーンは、右(S)撚りに下撚りした糸束同士を更に左(Z)撚りに上撚りしたものであり、左(Z)方向に組まれるヤーンは、左(Z)撚りに下撚りした糸束同士を更に右(S)撚りに上撚りしたものであって、右撚りに上撚りされたヤーンと左撚りに上撚りされたヤーンが(追打ちにより2本ずつ揃えて)交互に組み合わされるように編まれている。
【0035】
なお、図2および図3に示したものは、何れも、各ヤーン3を2本ずつ揃えて交互に組み合わせる追打ちに編組したものであるが、そのような追打ちによる組紐材だけでなく、図示していないが、各ヤーンを1本ずつ交互に組み合わせる普通目に編組した組紐材についても、追打ちの場合と同様に各ヤーンを上記のような状態で編組できることはいうまでもない。
【0036】
上記のような各実施形態と各比較例の組紐材のそれぞれを(普通目と追打ちの両方で)何れも2子撚りの網糸としたそれぞれの試料について、耐摩耗性を以下のような摩耗試験により比較した。
【0037】
摩耗試験による比較
試験方法
引張強さ,伸び率 JIS L−1096準拠(引張速度20cm/min)
摩耗試験 JIS D−4604準拠 摩耗回数2000回 荷重500gf
試料
1.2子撚り網糸の直径 5.0mm (右撚り)
2.2子撚り網糸のピッチ 11山/75mm
3.ストランドの仕様
(1)組紐の仕様
ポリエステルマルチフィラメント 1000デニール×2×16打
(2)鉛芯
偏平糸入り鉛線 12.5g/m
(3)組紐の目数
普通目のもの 11.4目/インチ 追打ち 5.7目/インチ
【0038】
上記のような網糸についての各試料(NO.1〜NO.10)におけるストランド(組紐材)の撚り方向と撚り回数は以下の表1の通りである。
【0039】
表1に示したような撚り方向と撚り回数のストランド(組紐材)を2子撚りした網糸の各試料(NO.1〜NO.10)について摩耗試験を行なった結果については以下の表2の通りである。(但し、摩耗試験成績の各数値は、各々の試料で同一品種を各3回試験し、引張強さ、伸び率共にその平均値とした。)
【0040】
【表1】

【表2】
上記の表2に示された摩耗試験成績による評価の基準については、摩耗後の引張強さの数値の高いものが優れているとし、引張強さが略同一のものは伸び率の高いものの方が優れているとし、引張強さ及び伸び率が略同一のものは保持率の高いものの方が優れているとした。
【0043】
そのような評価基準によれば、表2の摩耗試験成績から見て、網糸のストランドである組紐材の各ヤーンが無撚のもの(NO.1,NO.2) は、摩耗後の引張強さにおいて、網糸のストランドである組紐材の各ヤーンに撚りが入っているその他のもの(NO.3 以降の全ての試料)と比較して劣っているものと判断できる。
【0044】
また、片撚りを入れたもの(下撚りを入れることなくフィラメントの糸束を全て同じ方向に撚ったもの)の試料同士を比較して見ると、NO.3とNO.5の比較(普通目同士の比較)では、NO.5の方が摩耗後の引張強さにおいて優れており、また、NO.4とNO.6の比較(追打ち同士の比較)では、NO.6の方が摩耗後の引張強さにおいて優れている。
【0045】
また、下撚りと上撚りを入れたものの試料同士を比較して見ると、NO.7とNO.9の比較(普通目同士の比較)では、NO.9の方が摩耗後の引張強さにおいて優れており、また、NO.8とNO.10 の比較(追打ち同士の比較)では、NO.10 の方が摩耗後の引張強さにおいて優れている。
【0046】
以上のようなことから、本発明の組紐材同士を2子撚りした網糸については、単に無撚のヤーンを編組した組紐材同士を2子撚りした網糸と比べて摩耗後の引張強さ(耐摩耗性)が優れているというだけではなく、右方向に組まれるヤーンを左撚り(或いは右撚りに下撚りしてから左撚りに上撚り)とし、左方向に組まれるヤーンを右撚り(或いは左撚りに下撚りしてから右撚りに上撚り)とした組紐材同士を2子撚りしたような従来の網糸と比べても、摩耗後の引張強さ(耐摩耗性)において優れていることが判る。
【0047】
ところで、上記のような摩耗試験は、組紐材を2子撚りした網糸同士について比較したものであるが、更に、組紐材自体と、該組紐材を2子撚りして網糸としたものとの耐摩耗性の比較について、同様の摩耗試験を行なった。
【0048】
組紐材自体についての各試料(NO.11 〜NO.14)におけるストランドの撚り方向と撚り回数、および、該組紐材を2子撚りして網糸としたものも各試料(NO.15 〜NO.18)については以下の表3の通りである。
【0049】
表3に示したような組紐材自体の各試料(NO.11 〜NO.14)と2子撚りした網糸の各試料(NO.15 〜NO.18)について摩耗試験を行なった結果については以下の表4の通りである。(なお、この摩耗試験では、試験方法,網糸の各仕様,および評価基準等について、試験方法で摩耗回数を5000回としている点を除けば、既に述べた網糸の摩耗試験の場合と同様なものである。)
【0050】
【表3】
【表4】
表4の摩耗試験成績から見ると、組紐材自体については、各試料(NO.11 〜NO.14)の間で摩耗後の引張強さに大きな差異は認められないが、それらの組紐材を2子撚りした網糸の各試料(NO.15 〜NO.18)では、明確な差異が認められ、NO.15 とNO.17 の比較(普通目同士の比較)では、NO.17 (全て左撚りのヤーンからなる組紐材同士を右撚りに2子撚りした網糸)の方がNO.15 (右撚りのヤーンと左撚りのヤーンからなる組紐材同士を右撚りに2子撚りした網糸)よりも摩耗後の引張強さにおいて優れている。
【0053】
また、NO.16 とNO.18 の比較(追打ち同士の比較)でも、NO.18 (全て左撚りのヤーンからなる組紐材同士を右撚りに2子撚りした網糸)の方がNO.16 (右撚りのヤーンと左撚りのヤーンからなる組紐材同士を右撚りに2子撚りした網糸)よりも摩耗後の引張強さにおいて優れている。
【0054】
以上のことから、右撚りのヤーンと左撚りのヤーンを交互に組み合わせたような組紐材同士を2子撚りしたような従来の網糸と比べて、本発明の組紐材同士を2子撚りした網糸の方が耐摩耗性において優れているという理由は、以下のようなことと考えられる。
【0055】
すなわち、組紐材だけで考えると、右(S)方向に組まれるヤーンを左(Z)撚りとし、左(Z)方向に組まれるヤーンを右(S)撚りとして、右撚りのヤーンと左撚りのヤーンを交互に組み合わせたような従来の組紐材は、組紐材自体としては撚りのバランスがとれた構造となっている。
【0056】
しかしながら、そのような組紐材同士を更に右撚りの2子撚りとして網糸とした場合、右撚りのヤーンには更に撚りが入るのに対して、左撚りのヤーンでは撚りが弛んで浮き上がる状態となることから、網糸のストランドとしては撚りバランスが崩れてしまい、その結果、網糸の表面(各組紐材の表面)に不規則な凹凸が生じることで、網糸の耐摩擦性が低下することとなる。
【0057】
これに対して、全て左撚りのヤーンからなる組紐材同士を右撚りに2子撚りした網糸では、組紐材自体としての撚りバランスという点では従来のものと比べて若干劣るかもしれないが、組紐材同士を撚り合わせて網糸としても、網糸のストランドとして撚りバランスが崩れるようなことがなく、結果的には、網糸全体の撚りバランスが良好に保たれて、網糸としての耐摩擦性が優れたものとなっていると考えられる。
【0058】
以上、本発明の漁業用組紐材の各実施形態について説明したが、本発明は、上記のような実施形態にのみ限られるものではなく、適宜設計変更可能なものであることはいうまでもない。
【0059】
すなわち、例えば、2子撚りの無結節網では通常は網糸のストランドを右(S)撚りとしていることから、上記の実施形態では、組紐材の全てのヤーンを左(Z)撚りとして、組紐材同士を右(S)撚りとしているが、ストランド(組紐材)同士が左(Z)撚りとされる場合には、組紐材の各ヤーンを全て右(S)撚りとして実施することとなる。
【0060】
また、上記の実施形態に示したような2子撚りの無結節網の網糸に限らず、有結節網の網糸に対しても適用可能なものであり、組紐材同士の撚り合わせについても、2子撚りに限らず3子撚りなどとして実施することも可能である。
【0061】
また、既に述べたように、組紐材の中空軸芯部に埋設される芯材についても、上記の実施形態に示したような構造の沈子索に限らず、その他の構造の沈子索や、沈子索以外の芯材(各種高強力繊維の芯材等)を使用することで実施することも可能であり、例えば、ポリエチレンの発泡糸等を芯材としたり、或いは、図1(B)に示したような構造において錘片6の代わりに発泡ポリエチレン又は発泡スチロール等の浮体を設けたりしたものをストランドとして、そのようなストランドを2子撚り又は3子撚りとすることで実施することも可能である。
【0062】
また、組紐材を編組するときに右方向に組まれるヤーンと左方向に組まれるヤーンとで、同じ撚り方向でもその撚りの回数(撚りの強さ)を変えるようにすることで、組紐材同士を撚り合わせた網糸の撚りバランスを更に向上させるようにすることも可能である。
【0063】
【発明の効果】
以上説明したような本発明の漁業用組紐材によれば、それから製造される網糸の撚りバランスを良好なものとして耐摩擦性を向上させることができると共に、材料の点数を減らして製造工程を単純化することで生産コストを下げることができ、また、製造工程での材料の取り違えにより起きる過失を回避して不良品の発生を防止することができる。
【図面の簡単な説明】
【図1】本発明の漁業用組紐材の一つの用途である2子撚り無結節網について、(A)無結節網の一部分における網糸を示す平面図、および(B)網糸を構成するためのストランドとなる組紐材を示す部分断面平面図。
【図2】本発明の漁業用組紐材の各実施形態のそれぞれ(A),(B)を示す部分断面平面図。
【図3】漁業用組紐材の従来例のそれぞれ(A)〜(C)を示す部分断面平面図。
【符号の説明】
1 網糸
2 組紐材(ストランド)
3 ヤーン
4 芯材(沈子索)
5 (沈子索の)芯糸
6 (沈子索の)錘片[0001]
BACKGROUND OF THE INVENTION
The present invention relates to braided materials for fisheries to be used as strands when forming the yams for fishing nets.
[0002]
[Prior art]
For fishing nets and ropes (trunk ropes), nets and ropes are used to make nets and ropes made of lightweight synthetic fibers such as polyester and nylon suitable for use in water. It has been conventionally practiced to embed a metal weight having a large specific gravity, such as lead, in the hollow shaft core portion of the braid as a strand for forming the core. The braided material in which is embedded is made into nets and ropes for fishing by twisting a plurality of strands as strands.
[0003]
As described above, braided materials used as strands with core material in nets for fishing nets, ropes for fishing, etc. are generally braided with yarns of untwisted yarn bundles. With braided material with a core made of a non-twisted yarn, the braided yarn braided with twisted yarn is also used for the yarn because the mesh yarn and rope produced as a material (strand) are inferior in friction resistance. Conventionally used as a material (strand) for ropes.
[0004]
[Problems to be solved by the invention]
By the way, about the conventional braid for fishery as described above, in the braid with a core made of braided untwisted yarn, as already mentioned, the friction resistance of the net yarn and rope formed by twisting them together On the other hand, as a result of examination, it has been found that the braided material with the core material braided by the twisted yarn has the following problems.
[0005]
That is, when braided yarns are braided to form braided materials, conventionally, yarns knitted in the right (S) direction when braiding braids are left (Z) twisted and left (Z) direction The yarn knitted to the right (S) is twisted so that the right and left twisted yarns are alternately combined so that the right and left twisted balances cancel each other. In this way, a balanced structure was achieved as a braid material.
[0006]
As for braids for forming nets and ropes for fishery, there are “ordinary eyes” that combine each yarn alternately one by one, and “follow-up” that combines two yarns alternately and arrange them alternately. Although used, in any type of braided material, conventionally, the yarn knitted in the right direction is left-twisted and the yarn knitted in the left direction is right-twisted.
[0007]
However, for the conventional braided material in which the right twisted yarn and the left twisted yarn are alternately combined, although the twist balance of itself is taken, for example, in order to produce a knotless net using this, When two braided materials are right-twisted (usually right-twisted for a knotless net), each braided material that is right-twisted as two strands as a strand is further twisted into the right-twisted yarn. The left-handed yarn is twisted to the right, and the twist is slightly loosened and floats.
[0008]
For this reason, in the twisted mesh yarn, the balance of the twist of each yarn in each braided material that becomes a strand is lost, and as a result, the surface of each braided material that constitutes the net yarn is not good. When regular irregularities appear, the net yarn is easily worn when rubbed, and the friction resistance as the net yarn is slightly lowered.
[0009]
Furthermore, it apart, when manufacturing yams for fishing, and requires the material (strands) become that of the right twist as yarn for forming the braid material and that of the Z twist is that such problems As a result, the production process of the yarn becomes complicated and the production cost increases, and at the stage of manufacturing the braid material from each yarn, the right twist yarn and the left twist yarn are mixed and braided. In such a case, there is a possibility that such a fault may occur, and a problem that a serious product is supported due to generation of defective products due to such fault may occur.
[0010]
The present invention has an object to eliminate the above problem, specifically, the braid material used as the yams for fishing, then the abrasion resistance of the yams to be produced It is an object of the present invention to improve the manufacturing process and reduce the production cost by simplifying the manufacturing process, and to prevent the occurrence of defective products by avoiding the error that occurs in the manufacturing process.
[0011]
[Means for Solving the Problems]
The present invention, in order to solve the above problems, a braid material with embedded core material into the hollow axis portion, the yams for fishing by combining a plurality of twisting the braid material as a strand In the braided material for forming, all the yarns for braiding the braided material have a twist in a direction opposite to the twisting direction when forming the net yarn using the braided material as a strand. To do.
[0012]
In addition, about the twist of each yarn in said braided cord material, not only what twisted the untwisted yarn bundle in the same direction (single twist) and made it into the yarn, but also twisted the yarn bundle twisted together further. Such yarns are also included, and in such cases, the direction of the upper twist is the twist direction of the yarn.
[0013]
According to the braided material as described above, it may be slightly inferior in terms of the twist balance as the braided material itself, compared to the braided material in which the right twisted yarn and the left twisted yarn are alternately combined. When the braided material to be twisted is used as a net yarn, the balance of the twist of each yarn in each braided material is not disrupted, and as a result, the balance of the twist of each yarn in each braided material is It is possible to improve the friction resistance when mesh yarn is maintained.
[0014]
In addition, according to the braided material as described above, it is not necessary to manufacture a right-twisted yarn and a left-twisted yarn in the process of manufacturing each yarn that is a constituent element of the braided material, and a unidirectional twisted yarn. Manufacturing process can be simplified and the production cost can be reduced, and in the process of braiding braided material from each yarn, right-twisted yarn and left-twisted yarn are Mistaken mistakes can be completely avoided, and the occurrence of defective products due to such mistakes can be prevented.
[0015]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, an embodiment of a braid for fishery according to the present invention will be described with reference to the drawings.
[0016]
FIG. 1 shows an example of a usage pattern of a braid for fishery according to the present invention. FIG. 1 (A) shows a knotless net using a net yarn in which a braid is twisted in two pairs. B) shows a braided material (one of two braided materials that are twisted into a braid) to be a strand for constituting a knot of a knotless net.
[0017]
The
[0018]
The braided
[0019]
The
[0020]
About the
[0021]
The core yarn 5 is a flat monofilament yarn made of a synthetic fiber such as polypropylene and having a flat cross section (for example, a thickness of 0.2 mm and a width of 1.0 mm), and has a predetermined interval. The plurality of
[0022]
The flatness of the
[0023]
As for the
[0024]
According to the above-described structure of the sword rope, it is possible to achieve a high specific gravity with a low volume as compared with the sword line coated with a synthetic resin, and the constrained property of the sword rope by the braid (embracing) (Adhesiveness) can be made good, and flexibility and flexibility can be sufficiently secured, and when braided nets in which the cords are embedded are twisted together, While maintaining flexibility, it is possible to obtain an excellent sedimentation property that suppresses the swollen network due to tidal currents.
[0025]
Further, since the
[0026]
Further, since the core yarn 5 of the sacrificial cord is flat, the weight (the weight of the belt-like body for forming each weight piece 6) is compared with the case where the cross-sectional shape of the core yarn is substantially circular. When caulking to the core yarn, the weight and the core yarn are not displaced, and the weight can be caulked to the core yarn in a uniform state in the longitudinal direction of the core yarn.
[0027]
In addition, since the core yarn 5 of the sacrificial cord is not twisted, the weight is separated into a plurality of weight pieces in order to give sufficient flexibility in the longitudinal direction, or the flexibility is given in the longitudinal direction. Therefore, each of the weight pieces (each of the separated weight pieces or the weight cut at the portion of the cut groove) may be No twisting or untwisting of the core yarn occurs in the portion between the portions), and the flat surface of the weight can be maintained in the same plane in the longitudinal direction of the sanitary cord.
[0028]
As a result, when embedding the sword cord in the braid, the sword cord is rubbed against the guide by irregular protrusions and irregularities due to irregularity of the flat surface of each weight piece in the longitudinal direction. Since the weight piece is not peeled off from the core yarn by the guide that guides the wire, and irregular irregularities do not appear on the surface of the braid in which the sacrificial cord is embedded, the braided cord in which the sacrificial cord is embedded When the materials are twisted together and knitted, there is no possibility of irregular irregularities in the longitudinal direction on the surface of the mesh.
[0029]
2A and 2B show the embodiments of the present invention, and FIGS. 3A to 3C show the present invention for the
[0030]
In the
[0031]
In the
[0032]
On the other hand, with respect to each embodiment of the present invention as described above, in the
[0033]
Further, in the
[0034]
Further, in the
[0035]
2 and FIG. 3 are both braided for additional hitting in which two
[0036]
For each sample in which each of the braided materials of each of the above embodiments and each of the comparative examples (both normal and follow-up) is a twin-twisted mesh yarn, the wear resistance is as follows: Comparison was made by an abrasion test.
[0037]
Comparison test method by wear test Tensile strength, elongation JIS L-1096 compliant (Tensile speed 20 cm / min)
Wear test JIS D-4604 compliant Wear count 2000 times Load 500gf
Sample 1.2 Diameter of child twisted mesh thread 5.0mm (Right twist)
2.2 Pitch of child twisted net yarn 11 threads / 75mm
3. Specifications of strands (1) Specifications of braid Polyester multifilament 1000 denier x 2 x 16 strokes (2) Lead wire with flat lead wire 12.5g / m
(3) Braided string with normal number of eyes 11.4 stitches / inch Additional shot 5.7 stitches / inch
Table 1 below shows the twist direction and the number of twists of the strand (braided material) in each sample (NO.1 to NO.10) of the above-described net yarn.
[0039]
Table 2 below shows the results of the wear test performed on each sample (NO.1 to NO.10) of the net yarn obtained by twisting the strands (braided material) having the twist direction and the number of twists as shown in Table 1. It is as follows. (However, the numerical values of the abrasion test results were obtained by testing the same variety three times for each sample, and taking the tensile strength and elongation as the average value.)
[0040]
[Table 1]
[Table 2]
Regarding the criteria for evaluation based on the abrasion test results shown in Table 2 above, it is assumed that the one with a high value of tensile strength after wear is excellent, and the one with the same tensile strength is the one with high elongation. In the case where the tensile strength and elongation are substantially the same, the one having a higher retention rate is superior.
[0043]
According to such evaluation criteria, in view of the abrasion test results in Table 2, braided yarns that are braided strands (NO.1 and NO.2) It can be judged that the strength is inferior to that of other yarns (no. 3 and subsequent samples) in which each yarn of the braid material that is a strand of mesh yarn is twisted.
[0044]
In addition, when comparing the samples of one twisted (twisted all filament bundles in the same direction without adding a lower twist), comparison of NO.3 and NO.5 (ordinary) In comparison between eyes), NO.5 is superior in tensile strength after wear, and in comparison between NO.4 and NO.6 (comparison between additional hits), NO.6 is better. Excellent tensile strength after wear.
[0045]
In addition, when comparing the samples with the lower twist and the upper twist, the comparison of NO.7 and NO.9 (comparison between normal eyes) shows that NO.9 is the tensile strength after wear. In addition, in comparison between NO.8 and NO.10 (comparison between post-strokes), NO.10 is superior in tensile strength after wear.
[0046]
In view of the above, with respect to the net yarn obtained by twisting the braided materials of the present invention with each other, the tensile strength after abrasion is compared with the net yarn obtained by simply braiding the braided materials obtained by braiding untwisted yarns. (Abrasion resistance) is not only excellent, but the yarn assembled in the right direction is left-twisted (or down-twisted in the right twist and then twisted in the left-hand twist), and the yarn assembled in the left direction is right-twisted. Excellent tensile strength (wear resistance) after abrasion even compared to conventional braided yarns in which the braided material (twisted to the left twist and then the upper twist to the right twist) is twisted together. You can see that
[0047]
By the way, the abrasion test as described above is a comparison of mesh yarns obtained by twisting a braid material into two strands. Further, the braid material itself and a braid material obtained by twisting the braid material into two strands. The same abrasion test was conducted for the comparison of the wear resistance.
[0048]
For each sample (NO.11 to NO.14) of the braided material itself, the strand twist direction and the number of twists, and those obtained by twisting the braided material into two yarns to form a mesh yarn (NO.15 to NO. .18) is as shown in Table 3 below.
[0049]
Regarding the results of the wear test on the braided material samples (NO.11 to NO.14) and the twisted mesh yarn samples (NO.15 to NO.18) as shown in Table 3 It is as Table 4 below. (In this wear test, the test method, each specification of the yarn, and the evaluation criteria, etc. are the same as in the case of the yarn yarn wear test described above, except that the number of wear is 5000 in the test method. It is a thing.)
[0050]
[Table 3]
[Table 4]
From the abrasion test results in Table 4, there is no significant difference in the tensile strength after abrasion between the samples (NO.11 to NO.14) for the braided materials themselves. There is a clear difference between the two twisted mesh yarn samples (NO.15 to NO.18) and NO.17 (all comparisons between normal eyes) NO.17 (all No.1 5 (a net yarn made by twisting two strands of left-twisted yarns into a right-hand twist) is twisted into a right-twisted pair of braids made of right-twisted yarn and left-handed yarn It is superior in tensile strength after abrasion to (net yarn).
[0053]
In addition, NO.18 (comparison between post-strikes) of NO.16 and NO.18 is NO.18 (a net yarn made by twisting two braided yarns consisting of all left-handed yarns into a right twist). 16 (excellent tensile strength after abrasion) than net yarn obtained by twisting two braids of right-twisted yarn and left-twisted yarn together.
[0054]
From the above, the braided material of the present invention was twisted in two pairs as compared to the conventional net yarn in which the braided materials such as a combination of a right-twisted yarn and a left-twisted yarn were alternately combined. The reason that the mesh yarn is superior in abrasion resistance is considered as follows.
[0055]
That is, considering only the braided material, the yarn assembled in the right (S) direction is the left (Z) twist, the yarn assembled in the left (Z) direction is the right (S) twist, and the right twist yarn and the left twist The conventional braided material in which the yarns are alternately combined has a structure in which the twisted balance is obtained as the braided material itself.
[0056]
However, when such braided materials are further twisted into the right-twisted twin-twisted yarn, the right-twisted yarn is further twisted, whereas the left-twisted yarn is loosened and floated. As a result, the twist balance is lost as the strand of the mesh yarn, and as a result, irregular irregularities are generated on the surface of the mesh yarn (the surface of each braided material), thereby reducing the friction resistance of the mesh yarn. It will be.
[0057]
On the other hand, in the net yarn in which the braided material consisting of all left-handed yarns is twisted in two pieces to the right twist, it may be slightly inferior to the conventional one in terms of the twist balance as the braided material itself, Even if the braided material is twisted together to form a mesh yarn, the twist balance as a strand of the mesh yarn is not lost, and as a result, the twist balance of the entire mesh yarn is maintained well, and the resistance as a mesh yarn is maintained. It is considered that the friction is excellent.
[0058]
As mentioned above, although each embodiment of the braiding material for fisheries of this invention was described, it cannot be overemphasized that this invention is not restricted only to the above embodiments, and can change a design suitably. .
[0059]
That is, for example, in a two-child twisted knotless network, the strands of the mesh yarn are usually set to the right (S) twist. Therefore, in the above embodiment, all the yarns of the braided material are set to the left (Z) twist, Although the materials are right (S) twisted, when the strands (braided material) are left (Z) twisted, the yarns of the braided material are all implemented as right (S) twisted.
[0060]
Further, not limited to the yams of the knotless net of twisted second child as shown in the above embodiments, for the yams of the chromatic knot networks are those that can be applied, for the twisting between the braid member It is possible to implement not only two-twisting but also three-twisting.
[0061]
In addition, as already described, the core material embedded in the hollow shaft core portion of the braided material is not limited to the one having the structure as shown in the above embodiment, It is also possible to carry out by using a core material (such as a core material of various high-strength fibers) other than the sediment cord, for example, using polyethylene foam yarn or the like as a core material, or FIG. as a strand those or provided floating such as foamed polyethylene or styrofoam, instead of the
[0062]
In addition, when braiding the braided material, it is possible to change the number of twists (twisting strength) between the yarns that are assembled in the right direction and the yarns that are assembled in the left direction. It is also possible to further improve the twist balance of the net yarn obtained by twisting together.
[0063]
【The invention's effect】
According to the braid material for fishery of the present invention as described above, the twist balance of the net yarn produced therefrom can be improved and the friction resistance can be improved, and the production process can be reduced by reducing the number of materials. Simplification can reduce the production cost, and it is possible to prevent the occurrence of defective products by avoiding the error caused by the mixing of materials in the manufacturing process.
[Brief description of the drawings]
BRIEF DESCRIPTION OF DRAWINGS FIG. 1 is a plan view showing a net yarn in a part of a knotless net, and (B) a net yarn, for a twin-twisted knotless net that is one application of a braided fishery material of the present invention. The fragmentary sectional top view which shows the braided material used as the strand for the purpose.
FIG. 2 is a partial cross-sectional plan view showing (A) and (B), respectively, of each embodiment of a braided material for fishery of the present invention.
FIG. 3 is a partial cross-sectional plan view showing (A) to (C) of a conventional example of a braid for fishing.
[Explanation of symbols]
1
3
5
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP03208799A JP3838402B2 (en) | 1999-02-10 | 1999-02-10 | Fishery braid |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP03208799A JP3838402B2 (en) | 1999-02-10 | 1999-02-10 | Fishery braid |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000228931A JP2000228931A (en) | 2000-08-22 |
| JP2000228931A5 JP2000228931A5 (en) | 2006-03-30 |
| JP3838402B2 true JP3838402B2 (en) | 2006-10-25 |
Family
ID=12349108
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP03208799A Expired - Lifetime JP3838402B2 (en) | 1999-02-10 | 1999-02-10 | Fishery braid |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3838402B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1391680B1 (en) * | 2008-11-03 | 2012-01-17 | Corderia Camuna Di Benedetti Battista E Andrea S N C | ROPE STRUCTURE |
| JP5559565B2 (en) * | 2010-02-18 | 2014-07-23 | 株式会社パテントアイランド | Ink thread |
| JP6190647B2 (en) | 2012-10-29 | 2017-08-30 | 株式会社オルセン | Synthetic fiber rope |
| JP6293534B2 (en) * | 2014-03-14 | 2018-03-14 | 芦森工業株式会社 | How to raise fish and fish |
-
1999
- 1999-02-10 JP JP03208799A patent/JP3838402B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000228931A (en) | 2000-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101576509B1 (en) | Fishing line of core-sheath structure containing short fibers | |
| EP0879001B1 (en) | Stab-resistant insert for protective textile | |
| JP2009293181A (en) | Synthetic rope formed from blend yarns | |
| US5199253A (en) | Nylon rope having superior friction and wearing resistance | |
| CA2479422A1 (en) | Self-spreading trawls having a high aspect ratio mouth opening | |
| JPS6017131A (en) | Synthetic multiple strand twisted yarn and production thereof and fishing net made of said yarn | |
| JP2004011076A (en) | Cord for reinforcing rubber and rubber article containing the same | |
| US3369317A (en) | Synthetic fishnet construction | |
| JPH03244850A (en) | Fiber reinfroced rubber product | |
| JP4097004B2 (en) | Fiber rope | |
| JP3838402B2 (en) | Fishery braid | |
| US3507109A (en) | Fishing gill nets | |
| US3329061A (en) | Fishing net | |
| JP2765995B2 (en) | rope | |
| US2949807A (en) | Fishing net or the like made of braided plastic filaments | |
| JP2012007255A (en) | Rope | |
| CN213086432U (en) | Polyolefin reinforced wear-resistant fiber rope | |
| JP3186025U (en) | Synthetic fiber rope and wire rope having the rope | |
| JPH073259B2 (en) | Fiber reinforced rubber products | |
| EP1964952B1 (en) | Yarn for technical fabrics and method for manufacturing the same | |
| JP3298370B2 (en) | Braid for blind cord | |
| JPH03244334A (en) | Fishing-line | |
| JP2962619B2 (en) | Fishing line | |
| JP2000228931A5 (en) | ||
| JP5063533B2 (en) | String |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060207 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060629 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060726 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060726 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120811 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120811 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120811 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150811 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |