JP3786407B2 - Body assembly method - Google Patents
Body assembly method Download PDFInfo
- Publication number
- JP3786407B2 JP3786407B2 JP2001343504A JP2001343504A JP3786407B2 JP 3786407 B2 JP3786407 B2 JP 3786407B2 JP 2001343504 A JP2001343504 A JP 2001343504A JP 2001343504 A JP2001343504 A JP 2001343504A JP 3786407 B2 JP3786407 B2 JP 3786407B2
- Authority
- JP
- Japan
- Prior art keywords
- jigs
- jig
- roof
- side member
- welded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 13
- 238000003466 welding Methods 0.000 claims description 21
- 230000001360 synchronised effect Effects 0.000 claims 1
- 238000012546 transfer Methods 0.000 description 20
- 230000008859 change Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 2
- 238000012937 correction Methods 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 210000000078 claw Anatomy 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000003795 desorption Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images











Landscapes
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は車体組付方法に係り、特にアンダーボディの左右に立設したサイドメンバー上端部間にルーフ、ヘッダー又はフレームバックなどの横断部材を仮付けする際の組付方法に関する。
【0002】
【従来の技術とその課題】
自動車の車体は、アンダーボディ、左右一対のサイドメンバー及びルーフを主要部材として構成される。これら主要部材は各種位置決め治具を使用して相対的に位置決めされ、この位置決め状態で溶接ロボットによるスポット溶接で仮付けされ、その後増し打ち溶接される。
【0003】
ところで、従来の車体組付方法では、前記主要部材を位置決めするために一般的に大掛かりな位置決め治具を使用している。例えば、ルーフ用の治具として、当該ルーフよりも一回り大きな屏風状の治具を使用する場合がある。このような大きな治具を使用した車体組付方法では、治具を車体組立ラインの上方で昇降自在に配設し、ルーフ搬送装置によって治具の下面まで搬送してセットした後、当該治具を下降させてルーフの左右両側をサイドボディ上端部の所定位置に位置決めし、この状態でサイドメンバーとルーフ間を仮付け溶接する。
【0004】
このような屏風状治具は大型かつ大重量のため、初期設備投資が嵩むことは勿論のこと、生産車種切替え(段替え)の際は別の治具に交換するため治具の昇降駆動機構と脱着しなければならないが、この脱着作業に非常な手間が掛かり、その間生産ラインを完全にストップしなければならないという不都合がある。
【0005】
また、ルーフ用治具と左右一対のサイドメンバー用治具は相互独立であり、これら3つの治具の車体側振込み位置が地上側静止系に対して正確に位置決めされることを前提としてルーフとサイドメンバーとの正確な相対仮付けがなされるのであるが、ルーフ用治具もサイドメンバー用治具も上下ないし前後に移動する駆動手段に取付けられており、これら駆動手段の位置決め精度がそのままルーフとサイドメンバーの相互仮付け精度に影響してくる。前記駆動手段は大型で重量物の治具をかなりの高速で昇降させたり前後動させる必要があるから、厳格な位置決め精度を維持するには高度の技術と不断のメンテナンスが欠かせない。しかし、現実には駆動手段の可動部分の磨耗等が原因で前記位置決め精度が次第に低下する場合がある。
【0006】
本発明の目的は、ルーフ用治具の軽量コンパクト化を図り、もって初期設備投資の低減と段替作業の容易迅速化を達成し、かつ、治具昇降用の大掛かりな駆動手段を使用することなくルーフをサイドメンバーに正確に位置決めして仮付けすることのできる車体組付方法を提供することにある。
【0007】
【課題を解決するための手段】
本発明の車体組付方法は、車体組立ラインの所定位置に位置決めされたアンダーボディに対して左右一対のサイドメンバーをその下位溶接縁をアンダーボディの左右溶接縁に合わせて溶接した後、左右のサイドメンバーの上位溶接縁間にルーフ、ヘッダー又はフレームバックなどの横断部材をその左右溶接縁をサイドメンバーの上位溶接縁に合わせて仮置きし、この仮置きした横断部材の前後2箇所に、地上側から立設された矢倉状フレームに左右両端を着脱自在に支持され前記横断部材の上方を横断した梁状治具を前後一対で配置し、この梁状治具に配設した左右一対のクランプ治具でサイドメンバーの上位溶接縁前後部と横断部材の左右溶接縁前後部とを連結固定し、この連結固定状態でサイドメンバーと横断部材とを仮付け溶接するようにしたことを特徴とする。
【0008】
サイドメンバーの上端部間に仮置きされたルーフなどの横断部材とサイドメンバーとが梁状治具によって互い連結されると、横断部材とサイドメンバーの溶接縁部分が矢倉状フレーム体を介して静止系に位置決め固定されるので、サイドメンバーの上位及び下位の溶接縁が全て静止系に対して位置決めされ、かつ、横断部材の四隅ないし両端の計4箇所の溶接縁も全て地面側に対して位置決めされ、この位置決め状態においてサイドメンバーと横断部材が仮付けされるから、フロントウィンド開口及びリヤウィンド開口の歪みが発生せず、所期のフロントウィンド開口形状及びリヤウィンド開口形状が得られる。
【0009】
【発明の実施の形態】
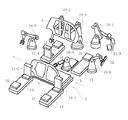
以下、本発明の実施の形態を添付図面を参照して説明する。図1はサイドメンバー仮付けステーション1の概略を示したもので、このサイドメンバー仮付けステーション1は、図5のように車体組立ライン2の中の所定位置に配置される。車体組立ライン2は、サイドメンバー仮付けステーション1の上流側にアンダーボディ組付ラインを具備し、このアンダーボディ組付ラインによって図2のように組付られたアンダーボディ3が、例えば車体後部を先頭にして車体組立ライン2によってサイドメンバー仮付けステーション1に搬送されてくる。また、サイドメンバー仮付けステーション1の下流側には、図5のようにサイドメンバー4下位溶接縁の増し打ち兼用のルーフ仮置きステーション5と、ルーフ仮付けステーション6が順番に配置されている。なお、ルーフ仮付けステーション6の下流側にはルーフ増し打ちステーションが配設される。
【0010】
サイドメンバー仮付けステーション1には、図1に示すように複数のロボット10−1〜6及びクランプ治具11−1〜4が配設され、車体組立ライン2上で位置決めされたアンダーボディ3の左右両側にサイドメンバー4が仮付けされ、また前部にカウルアウタ12が溶接される。サイドメンバー仮付けステーション1は、詳しくは、車体組立ライン2の左右両側に対称配置されスライド台13を案内する前後一式のスライドガイド14、これらスライドガイド14の後端部に配設された昇降台15、昇降台15上に使用予定の4つの治具11−1〜4を搭載すると共にスライド台13上の用済治具11−1〜4を取上げる治具交換ロボット10−1,10−2、治具交換ロボット10−1,10−2間に配設されサイドメンバー4を搬送する第1搬送ロボット10−3、スライドガイド14相互間の一段低い位置に配設された溶接ロボット10−4、スライドガイド14の前側に配設された別の溶接ロボット10−5、スライドガイド14の後側に配設され車体前後部にカウルアウタ12をセットする第2搬送ロボット10−6などで構成されている。
【0011】
スライドガイド14は、詳しくは図4のように車体組立ライン2と治具交換ロボット10−1,10−2との間で車体組立ライン2と直角に配設されている。スライドガイド14にはスライド駆動手段にて前後動するスライド台13が配設され、このスライド台13上に治具11−1〜4が着脱自在に配設される。これら治具11−1〜4はアンダーボディ3の左右両側の溶接縁前後部と、サイドメンバー4の下位溶接縁の前後部をクランプし、両者の相対的位置決めと地面を含む静止系に対する位置決めを同時に行うもので、クランプ部分の詳細は省略している。スライド台13上面には治具11−1〜4のクランプ部分の駆動源となるエア系統や制御用電気系統のカプラが配設され(図示省略)、このカプラに対して治具11−1〜4側のカプラが着脱自在に連結されることで治具11−1〜4のクランプ機能が作動可能となる。
【0012】
スライドガイド14後端部に配設された昇降台15は、図6に示すように上向き垂直シリンダ20のロッド21上端に固定され、ロッド21の伸縮によって昇降するようになっている。昇降台15の上には複数の位置決めピン22が配設され、次に使用する治具11−1〜4を治具交換ロボット10−1,10−2によって昇降台15上に搭載すると、位置決めピン22が治具台座23の中央寄りの孔24に嵌合するようになっている。一方、スライド台13はその中央に昇降台15よりも一回り大きな貫通孔25が形成され、この貫通孔25の周囲にロック機能付きの複数の位置決めピン26が配設されている。そして、スライド台13をスライドガイド14の端部まで後退させて昇降台15を下降させると、スライド台13上に治具11−1〜4が移載されると共に位置決めピン26が治具台座23の縁沿いの孔27に嵌合するようになっている。なお、昇降台15を下降させると昇降台15はスライド台13の貫通孔25を上から下に通り抜けてスライド台13の水平移動軌跡よりもやや下側位置まで移動して停止する。
【0013】
治具交換ロボット10−1,10−2の近傍には、段替用として複数種の治具11−1〜4がストック配置され、これら治具11−1〜4の一つが図7の丸数字1で示すように治具交換ロボット10−1,10−2によって取上げられて昇降台15上に搭載される。昇降台15に搭載された治具11−1〜4は、丸数字2のように昇降台15が下降することによりスライドガイド14端部で待機しているスライド台13上に移載され、同時にエア系統と電気系統がカプラ接続される。治具11−1〜4が移載されたスライド台13は、丸数字5のようにスライド駆動手段にて前進し、サイドメンバー仮付けステーション1まで搬送されてきたアンダーボディ3と、このアンダーボディ3に対して第1搬送ロボット10−3で搬送されてきたサイドメンバー4とを、互いに接する溶接縁の前後部2箇所計4箇所でクランプする。このクランプ状態でアンダーボディ3とサイドメンバー4が溶接ロボット10−4,10−5によって仮付けされた後、治具11−1〜4はクランプを解除してスライド台13と共に図7鎖線位置から実線位置まで少し後退する。そして次のアンダーボディ3とサイドメンバー4の仮付けのために待機する。段替時はこの待機位置で治具交換ロボット10−1,10−2によって丸数字2のように治具11−1〜4が取上げられ、取上げられた治具11−1〜4は治具交換ロボット10−1,10−2の近傍の治具ストックエリアの所定位置に戻される。治具交換ロボット10−1,10−2は昇降台15に治具11−1〜4を搭載した後、丸数字2のように同じロボット10−1,10−2を使用してスライド台13から治具11−1〜4を取上げる。このように1つの治具に対して1台の治具交換ロボット10−1(10−2)を使用して段替を行っているが、次の治具11−1〜4は既に昇降台15の上に搭載されて段替に備えているので、用済み治具11−1〜4を丸数字2のように取上げた後はスライド台13を後退させて昇降台15を下降させれば、後はスライド台13を前進させるだけで次の車種のクランプ動作に即入れるので、タクトタイムが非常に短くてすむ。
【0014】
治具11−1〜4は従来のものに比べて非常にコンパクトであるため、段替用のストック治具11−1〜4を治具交換ロボット10−1,10−2の近傍に常備しておくことができ、段替時は治具交換ロボット10−1,10−2で即座に必要な治具11−1〜4を取上げることができる。この点、従来の大型治具は車体組立ライン2のすぐ横に常備することがスペース的に困難であり、通常は車体組立ライン2から少し離れた位置に待機させ、専用の搬送ラインを使ってサイドメンバー仮付けステーション1まで搬送している。従って、本実施形態のようにコンパクトな治具11−1〜4を使用すれば従来のような治具搬送ラインは必要なくなる。
【0015】
第1搬送ロボット10−3は図1に示すように図示しないワーク搬送手段によって搬送されてきたサイドメンバー4を受取り、図2のようにサイドメンバー仮付けステーション1に搬送されてきたアンダーボディ3の所定位置にサイドメンバー4をセットする。このサイドメンバー4のセットによって、サイドメンバー4の下位溶接縁とアンダーボディ3の左右両側溶接縁とが当接する。この段階でサイドメンバー4は第1搬送ロボット10−3によってある程度の精度で位置決めされるが、ロボットでは位置決め精度に限界があるため、前述の如く4つの治具11−1〜4を使用したサイドメンバー4の精密位置決めを行う。
【0016】
従来は、(1)治具に対するサイドメンバー4のセット、(2)治具によるサイドメンバー4のクランプ、(3)治具の前進によるサイドメンバー4のアンダーボディ3へのセットの3動作が必要であったが、本実施形態では(1)サイドメンバー4のアンダーボディ3へのセット、(2)治具によるサイドメンバー4のクランプの2動作で済むから、サイドメンバー4受渡し回数が1回少なくなってタクトタイムが大幅に向上し、また受渡し回数が1回少なくなることでサイドメンバー4が受渡しにより損傷される可能性を少なくすることができる。
【0017】
次に、ルーフ仮置きステーション5について図8を参照して説明する。このステーション5はアンダーボディ3の左右両側に仮付けされたサイドメンバー4の上端部に、ルーフ31を掛渡すように仮置きすると共に、アンダーボディ3とサイドメンバー4間を増し打ちするためのものである。ルーフ仮置きステーション5は、ルーフ31を搬送してサイドメンバー4上にセットする第3搬送ロボット32と、サイドメンバー4下位溶接縁の増し打ち用の片側2台両側4台の溶接ロボット33−1,33−2で構成される。なお、ルーフ31とサイドメンバー4との間には相互の前後方向の位置ずれを防止するために従来通りの凹凸関係による係合構造が設けられている。
【0018】
次に、ルーフ仮付けステーション6を図9〜図12に基づき説明する。このステーション6はルーフ仮置きステーション5でサイドメンバー4間に仮置きされたルーフ31をサイドメンバー4に位置決めして仮付けするもので、車体組立ライン2を跨いで配設された矢倉状フレーム体34、このフレーム体34上に着脱自在に掛渡される前後一対の梁状治具35,36、梁状治具35,36を搬送する第4搬送ロボット37−1,37−2、サイドメンバー4とルーフ31とをスポット溶接する溶接ロボット38−1,38−2などで構成される。
【0019】
なお、本実施形態はルーフ31の他にヘッダーやフレームバックなどのいわゆる横断部材を左右のサイドメンバー4間に取付ける場合にも適用可能である。すなわち、ヘッダーやフレームバックは予めルーフ31下面に取付けられる場合と、サイドメンバー4に対するルーフ31取付け前にサイドメンバー4間のフロント側とリヤ側に取付けられる場合とがあり、後者の場合にも本実施形態を適用可能である。
【0020】
矢倉状フレーム体34は左右一対の門形部34aと、この門形部34aの中央部を車体組立ライン2を跨ぐ形で互いに連結する連結部34bとで構成され、門形部34aの上面所定位置に梁状治具35,36の両端部を着脱自在に載置するための位置決め部が形成されている。連結部34bはフレーム体34の横方向剛性を向上させるためのものであって、門形部34aだけで充分な横方向剛性が確保されれば必ずしも必要ではない。すなわち、ここで「矢倉状」という用語は必ずしも連結部34bを必須要件とするものではないし、門形部34aについても実質的に充分な剛性が確保される限り「矢倉状」の厳密な意味に縛られることなく任意の構造を採用可能である。梁状治具35,36の両端部近傍の下面には、図11のように左右一対のクランプ治具39が配設されている。これらクランプ治具39はエアシリンダで駆動される開閉爪によってサイドメンバー4の上位溶接縁の前後部とルーフ31の左右両側溶接縁の前後部とを互いに連結するもので、左右2つのクランプ治具39は開閉のタイミングを同期させるために共通の動力源としてのエア系統と制御用電気系統に接続され、これらエア系統と電気系統は梁状治具35,36の両端部下面の位置決め部に配設されたカプラに連結され、梁状治具35,36を矢倉状フレーム体34に載せると同時に、このカプラが矢倉状フレーム体34側のエア系統と電気系統のカプラに着脱自在に接続されるようになっている。
【0021】
アンダーボディ3とサイドメンバー4は前工程で溶接されて一体とされ、かつ、アンダーボディ3を載せている台車7は地面を含む静止系に位置決め固定されている。この状態でサイドメンバー4の上端部間に仮置きされたルーフ31とサイドメンバー4とが梁状治具35,36によって互い連結されると、ルーフ31とサイドメンバー4の計4箇所の溶接縁部分が矢倉状フレーム体34を介して静止系に位置決め固定される。従って、サイドメンバー4の片側4箇所両側8箇所の上位及び下位の溶接縁前後部が全て静止系に対して位置決めされ、かつ、ルーフ31の四隅4箇所の溶接縁も全て地面側に対して位置決めされ、この位置決め状態においてサイドメンバー4とルーフ31が仮付けされるから、フロントウィンド開口40及びリヤウィンド開口41の歪みが発生せず、所期のフロントウィンド開口40形状及びリヤウィンド開口41形状が得られる。
【0022】
ところで、従来のルーフ31仮付け方法では左右のサイドメンバー4をそれぞれ大型治具でクランプした状態でルーフ31を載せるので、左サイドメンバー4の上位溶接縁とルーフ31が同時に当接し、右サイドメンバー4の上位溶接縁とルーフ31が同時に当接することになる。しかし、これではルーフ31に対する左右のサイドメンバー4のクランプタイミングが微妙にずれる可能性があり、このクランプタイミングのずれに起因してフロントウィンド開口40やリヤウィンド開口41に歪みが発生しやすくなる。この点、本実施形態では一つの梁状治具35,36の左右2つのクランプ治具39を共通のエア系統で駆動することでフロントウィンド開口40又はリヤウィンド開口41の上側左右コーナー部近傍を同時にクランプすることができるので、フロントウィンド開口40及びリヤウィンド開口41の歪み発生を可及的に低減することができる。
【0023】
また、従来のサイドメンバー4及びルーフ31の組付け方法では、左右サイドメンバー4がアンダーボディ3に到達するまでの2回の受渡しでサイドメンバー4が微妙に歪んでしまうおそれがあり、かつ、このような歪に起因してルーフ31に対するクランプ位置が微妙にずれてしまう可能性もある。一方、ルーフ31は大型治具の下面にクランプ支持された状態で下降してサイドメンバー4上縁にセットされるのであるが、このような大型重量体の治具の上下動を寸法的に精密制御するには複雑な機構と高度なメンテナンス技術を要する。そして、最終的には試作においてフロントウィンド開口40やリヤウィンド開口41に対するウィンドシールドの嵌合性がチェックされるのであるが、嵌合不良が発生した場合の修正のための各治具の点検調整では、不具合の原因がアンダーボディ3、サイドメンバー4、又はルーフ31のうちいずれの位置決め不良によるものか、精密機器を使用した解析でもなかなか見極めるのが困難である。
【0024】
この点、本実施形態はサイドメンバー4の受渡し回数が最低1回で歪みを受ける可能性が少なく、かつ、ルーフ31四隅とサイドメンバー4上位溶接縁前後部を静止系を基準としてクランプするから、フロントとリヤの各ウィンド開口40,41の形状的・寸法的信頼性が非常に高くなる。特に、ルーフ31は上凸形状で弾性的にある程度展張・屈縮可能であるから、サイドメンバー4の上位溶接縁前後部を梁状治具35,36と矢倉状フレーム体34を介して地上側静止系に対して正確に位置決めさえしておけば、プレス後のルーフ31形状に開口40,41の縁部以外で多少の歪みや反りが残存していたとしても、それによって前後ウィンドの開口40,41形状はまったく影響を受けないから、たとえウィンドシールド嵌合不良の不具合が発生した場合でも、その原因究明のための解析作業と修正作業は従来に比べて格段に容易である。
【0025】
梁状治具35,36に設けられたクランプ治具39は車種毎の専用品であり、段替があると新しいクランプ治具39が必要になる。ここではクランプ治具39を含む梁状治具35,36全体を車種専用品とし、複数種の梁状治具35,36を第4搬送ロボット37−1,37−2の近傍にストックとして待機させている。梁状治具35,36は高さ的に高い矢倉状フレーム体34の上に取付けられるから、梁状治具35,36のストックエリアとこれを搬送するロボット37−1,37−2は、図11のように車体組立ライン2に隣接して矢倉状フレーム体34とほぼ同じ高さの架台42−1,42−2を構築し、この架台42−1,42−2上に配設するのが望ましい。梁状治具35,36のストックエリアと搬送ロボット37−1,37−2は、いずれか一方の架台42−1又は42−2上に配設すればよいが、段替数の増加や段替タクトタイムの短縮化に対応可能とするために、反対側にも架台42−2を構築してこの架台42−2上に図12のようにストックエリアと搬送ロボット37−1,37−2を設けてもよい。段替は基本的には1台の搬送ロボット37−1(37−2)が梁状治具35(36)の取付けと取外しの両方を受持つが、段替タクトタイムを短縮するためには梁状治具35,36の取付けと取外しを例えば反対側架台42−2上の別の搬送ロボットなどで受持つ方が合理的である。
【0026】
なお、梁状治具35,36はルーフ31の前後部に配設されるから、前後の梁状治具35,36相互間にはサイドメンバー4に正対した状態でルーフ31とサイドメンバー4間の溶接縁にアクセス可能な比較的広いスペースが生まれる。このため、搬送ロボット相互間に溶接ロボットを配設した場合は比較的短いリーチでルーフ31とサイドメンバー4の仮付けが可能であるため、溶接ロボット38−1,38−2の小型化と溶接治具構造の単純化が可能となる。また、ルーフ31・サイドメンバー4間のアクセス性が良好であるため、仮付け溶接ロボットの他に増し打ち溶接ロボットを配設することも可能となり、1つのステーションで行える作業量アップにより車体組立ライン2全体のステーション数を削減して車体組立ライン2の短縮化を図ることが可能となる。
【0027】
ところで、梁状治具35,36を従来のルーフ用治具と比較した場合、サイドメンバー4用治具と同様に従来のルーフ用治具もルーフ31の大きさより一回り大型であり、初期設備投資が大きく段替時間が長くかかっていた。この点、本実施形態のルーフ用治具は細長くて場所を取らず、搬送ロボット37−1,37−2の近傍に適当なラック設備などを設ければ極めてコンパクトなエリアで多種類の梁状治具35,36をストックしておくことができ、段替時間の短縮、治具搬送設備の省略を図ることができる。
【0028】
以上、本発明の一実施形態につき説明したが、本発明は前記実施形態に限定されることなく種々の変形が可能であり、例えば前記実施形態ではサイドメンバー4を第1搬送ロボット10−3でアンダーボディ3にセットしたが、搬送ロボット10−3と実質的に同等機能があれば搬送ロボット10−3以外のトランスファーマシン等を使用してもよいし、また4つの治具11−1〜4は車種などに応じて4以上の個数で使用してもよい。
【0029】
【発明の効果】
本発明は前述の如く、サイドメンバーの上端部間に仮置きされたルーフとサイドメンバーとを梁状治具のクランプ治具で互い連結固定すると共にこれら連結部分を地上側静止系に対して位置決めするようにしたから、サイドメンバーの上位及び下位の溶接縁が全て静止系に対して位置決めされ、かつ、ルーフの四隅4箇所の溶接縁も全て地上側に対して位置決めされ、この位置決め状態においてサイドメンバーとルーフが仮付けされるから、フロントウィンド開口及びリヤウィンド開口の歪みが発生せず、所期のフロントウィンド開口形状及びリヤウィンド開口形状が得られる。また、梁状治具は従来のルーフ用治具に比べて軽量コンパクトに構成でき、初期設備投資の低減と段替作業の容易迅速化を図れる。また、梁状治具の段替交換は汎用ロボットなどで充分間に合うから、従来の治具昇降用の大掛かりな駆動手段自体を必要とせず、この点でも初期設備投資の大幅削減が可能となる。
【図面の簡単な説明】
【図1】 サイドメンバーの仮付けステーションの斜視図。
【図2】 車体のアンダーボディとサイドメンバーの斜視図。
【図3】 サイドメンバーの仮付けステーションでのサイドメンバーの側面図。
【図4】 サイドメンバーの仮付けステーションの平面図。
【図5】 車体組立ラインの概略平面図。
【図6】 治具搭載用スライド台と昇降台の側面図。
【図7】 サイドメンバー用治具の移動交換動作を示す側面図。
【図8】 ルーフ仮置きステーションの斜視図。
【図9】 ルーフ仮付けステーションの斜視図。
【図10】 ルーフ仮付けステーションの側面図。
【図11】 ルーフの仮付けステーションの正面図。
【図12】 ルーフの仮付けステーションの平面図。
【符号の説明】
1 サイドメンバー仮付けステーション
2 車体組立ライン
3 アンダーボディ
4 サイドメンバー
5 ルーフ仮置きステーション
6 ステーション
7 台車
10 ロボット
10−1,10−2 治具交換ロボット
10−4,10−5 溶接ロボット
11−1〜4 クランプ治具
12 カウルアウタ
13 スライド台
14 スライドガイド
15 昇降台
20 垂直シリンダ
23 治具台座
31 ルーフ
32 搬送ロボット
33−1,33−2 溶接ロボット
34 矢倉状フレーム体
35,36 梁状治具
37−1,37−2 搬送ロボット
38−1,38−2 溶接ロボット
39 クランプ治具
40 フロントウィンド開口
41 リヤウィンド開口
42−1,42−2 架台[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a vehicle body assembling method, and more particularly, to an assembling method for temporarily attaching a transverse member such as a roof, a header, or a frame back between upper end portions of side members erected on the left and right sides of an underbody.
[0002]
[Prior art and its problems]
The body of an automobile includes an underbody, a pair of left and right side members, and a roof as main members. These main members are relatively positioned by using various positioning jigs, are temporarily attached by spot welding with a welding robot in this positioning state, and are then subjected to additional welding.
[0003]
By the way, in the conventional vehicle body assembling method, generally a large positioning jig is used to position the main member. For example, as a jig for a roof, there is a case in which a folding screen-shaped jig that is slightly larger than the roof is used. In the vehicle body assembling method using such a large jig, the jig is arranged so as to be movable up and down above the vehicle body assembly line, conveyed to the lower surface of the jig by the roof conveying device, and then set to the jig. Is lowered to position the left and right sides of the roof at predetermined positions on the upper end of the side body, and in this state, the side member and the roof are temporarily welded.
[0004]
Such folding jigs are large and heavy, so the capital investment for initial equipment is increased, and when changing the production model (changeover), the jigs are driven up and down to replace them. However, there is an inconvenience that this desorption work takes a lot of time and the production line must be completely stopped.
[0005]
Also, the roof jig and the pair of left and right side member jigs are independent of each other, and it is assumed that the vehicle body side transfer position of these three jigs is accurately positioned with respect to the ground side stationary system. The correct relative temporary attachment with the side member is made, but the roof jig and the side member jig are attached to the driving means that moves up and down or back and forth, and the positioning accuracy of these driving means remains as it is. This will affect the mutual tacking accuracy of the side members. The driving means is large and requires heavy jigs to be moved up and down and moved back and forth at a considerably high speed. Therefore, high technology and constant maintenance are indispensable to maintain strict positioning accuracy. However, in reality, the positioning accuracy may gradually decrease due to wear or the like of the movable part of the driving means.
[0006]
The object of the present invention is to reduce the weight and compactness of the jig for the roof, thereby reducing the initial equipment investment and facilitating quick and easy changeover work, and using a large driving means for raising and lowering the jig. It is another object of the present invention to provide a vehicle body assembling method capable of accurately positioning and temporarily attaching a roof to a side member.
[0007]
[Means for Solving the Problems]
The vehicle body assembling method of the present invention welds a pair of left and right side members to an underbody positioned at a predetermined position of a vehicle body assembly line with its lower welding edges aligned with the left and right welding edges of the underbody, Temporarily place a cross member such as a roof, header, or frame back between the upper welded edges of the side members with the left and right welded edges aligned with the upper welded edges of the side members. A beam-shaped jig that crosses above the crossing member that is detachably supported on both left and right sides by an arrow-shaped frame standing from the side. In front and back The upper and lower welded edges of the side member and the left and right welded edges of the cross member are connected and fixed with a pair of left and right clamp jigs disposed on the beam-shaped jig. The transverse member is tack welded.
[0008]
When a cross member such as a roof temporarily placed between the upper ends of the side members and the side members are connected to each other by a beam-shaped jig, the welded edge portion of the cross members and the side members is stationary via the Yakura frame. Positioned and fixed to the system, the upper and lower weld edges of the side member are all positioned relative to the stationary system, and all four weld edges at the four corners or both ends of the cross member are also positioned relative to the ground side. In this positioning state with the side member Crossing Since the member is temporarily attached, distortion of the front window opening and the rear window opening does not occur, and the desired front window opening shape and rear window opening shape are obtained.
[0009]
DETAILED DESCRIPTION OF THE INVENTION
Embodiments of the present invention will be described below with reference to the accompanying drawings. FIG. 1 shows an outline of the side member
[0010]
As shown in FIG. 1, a plurality of robots 10-1 to 6 and clamp jigs 11-1 to 4 are disposed in the side member
[0011]
Specifically, as shown in FIG. 4, the
[0012]
As shown in FIG. 6, the
[0013]
In the vicinity of the jig exchanging robots 10-1 and 10-2, a plurality of types of jigs 11-1 to 11-4 are stocked for changing the stage, and one of these jigs 11-1 to 11-4 is shown in FIG.
[0014]
Since the jigs 11-1 to 11-4 are much more compact than the conventional ones, the stock jigs 11-1 to 4 for changing are always provided near the jig changing robots 10-1 and 10-2. The jigs 11-1 to 11-4 can be picked up immediately by the jig changing robots 10-1 and 10-2 at the time of changing. In this regard, it is difficult to place a conventional large jig right next to the vehicle body assembly line 2 because it is difficult to place a space. It is transported to the side member
[0015]
The first transfer robot 10-3 receives the
[0016]
conventionally, (1) Set of
[0017]
Next, the roof temporary placing station 5 will be described with reference to FIG. This station 5 is used for temporarily placing the
[0018]
Next, the roof temporary attachment station 6 will be described with reference to FIGS. This station 6 is used to position and temporarily attach the
[0019]
In addition, this embodiment is applicable also when attaching what is called crossing members, such as a header and a frame back, between the left and
[0020]
The Yakura-shaped
[0021]
The
[0022]
By the way, in the
[0023]
Further, in the conventional method of assembling the
[0024]
In this respect, the present embodiment is less likely to be distorted when the number of delivery of the
[0025]
The
[0026]
Since the beam-shaped
[0027]
By the way, when comparing the beam-shaped
[0028]
Although one embodiment of the present invention has been described above, the present invention is not limited to the above embodiment, and various modifications are possible. For example, in the above embodiment, the
[0029]
【The invention's effect】
As described above, according to the present invention, the roof and the side member temporarily placed between the upper ends of the side members are connected and fixed to each other by the clamp jig of the beam-shaped jig, and these connecting portions are positioned with respect to the stationary system on the ground side. Therefore, the upper and lower weld edges of the side member are all positioned with respect to the stationary system, and the four weld edges at the four corners of the roof are also positioned with respect to the ground side. Since the member and the roof are temporarily attached, the front window opening and the rear window opening are not distorted, and the desired front window opening shape and rear window opening shape are obtained. In addition, the beam-shaped jig can be configured to be lighter and more compact than the conventional roof jig, so that the initial equipment investment can be reduced and the changeover work can be facilitated and speeded up. In addition, since the replacement of the beam-shaped jig can be made sufficiently in time by a general-purpose robot or the like, the conventional large-scale driving means for raising and lowering the jig is not required, and in this respect, the initial equipment investment can be greatly reduced.
[Brief description of the drawings]
FIG. 1 is a perspective view of a side member temporary attachment station.
FIG. 2 is a perspective view of an underbody and a side member of a vehicle body.
FIG. 3 is a side view of a side member at a side member tacking station.
FIG. 4 is a plan view of a side member tacking station.
FIG. 5 is a schematic plan view of a vehicle body assembly line.
FIG. 6 is a side view of a jig mounting slide table and a lifting table.
FIG. 7 is a side view showing the movement exchange operation of the side member jig.
FIG. 8 is a perspective view of a temporary roof placement station.
FIG. 9 is a perspective view of a roof temporary attachment station.
FIG. 10 is a side view of a roof temporary attachment station.
FIG. 11 is a front view of a roof temporary attachment station.
FIG. 12 is a plan view of a roof temporary attachment station.
[Explanation of symbols]
1 Side member tacking station
2 Body assembly line
3 Underbody
4 Side members
5 Roof temporary storage station
6 stations
7 carts
10 Robot
10-1, 10-2 Jig changing robot
10-4, 10-5 Welding robot
11-1-4 Clamp jig
12 Cowlouta
13 Slide stand
14 Slide guide
15 Lifting platform
20 Vertical cylinder
23 Jig base
31 Roof
32 Transfer robot
33-1 and 33-2 welding robot
34 Yakura frame
35, 36 Beam jig
37-1, 37-2 Transport robot
38-1, 38-2 Welding robot
39 Clamp jig
40 Front window opening
41 Rear window opening
42-1, 42-2 frame
Claims (3)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001343504A JP3786407B2 (en) | 2001-11-08 | 2001-11-08 | Body assembly method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001343504A JP3786407B2 (en) | 2001-11-08 | 2001-11-08 | Body assembly method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003146263A JP2003146263A (en) | 2003-05-21 |
| JP3786407B2 true JP3786407B2 (en) | 2006-06-14 |
Family
ID=19157182
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001343504A Expired - Fee Related JP3786407B2 (en) | 2001-11-08 | 2001-11-08 | Body assembly method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3786407B2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2003273042A1 (en) | 2002-10-22 | 2004-05-13 | Daihatsu Motor Co., Ltd. | Method of assembling motor vehicle body |
| JP6314506B2 (en) * | 2014-01-30 | 2018-04-25 | 日産自動車株式会社 | Vehicle parts manufacturing apparatus and manufacturing method |
| CN113681220B (en) * | 2021-08-30 | 2023-03-10 | 东风柳州汽车有限公司 | Positioning tool for longitudinal beam of frame |
-
2001
- 2001-11-08 JP JP2001343504A patent/JP3786407B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003146263A (en) | 2003-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3927540B2 (en) | Body assembly method | |
| EP0658397B1 (en) | Device for spot welding of structures constituted by sheet metal elements, particularly motor-vehicle bodies | |
| US7770780B2 (en) | System and method for assembling motor-vehicle body structures or sub assemblies thereof | |
| EP0351377B1 (en) | Apparatus for welding motor vehicle bodies | |
| JP4039114B2 (en) | Car body assembling method and car body assembling apparatus | |
| US4951386A (en) | Apparatus for disassembling bearing caps and assembling metals | |
| JP4102363B2 (en) | Body assembly method | |
| JP3786407B2 (en) | Body assembly method | |
| KR100596564B1 (en) | Method of assembling motor vehicle body | |
| JP3786406B2 (en) | Body assembly method | |
| JP2003146261A (en) | Car body assembly method | |
| JP4364402B2 (en) | Body assembly method and assembly apparatus | |
| JP2003146260A (en) | Car body assembly method | |
| JP2003146258A (en) | Car body assembly method | |
| CN219900749U (en) | Door plank door beam welding mechanism | |
| JPH02144267A (en) | Assembly method for automobile body | |
| JP2539073B2 (en) | Body panel positioning method | |
| CN118123363A (en) | Positioning device for side wall outer plate assembly with multiple functions | |
| US20030126740A1 (en) | Automotive framing system | |
| JP2990526B2 (en) | Large and small workpiece welding method | |
| JPS63215381A (en) | Welding equipment | |
| JPH04244331A (en) | Assembling method for car body | |
| JP2003146264A (en) | Positioning device | |
| JPH06320351A (en) | Transferring conveying device | |
| JPH0891258A (en) | Assembly device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040913 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050819 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060105 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060216 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060315 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060317 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110331 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110331 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130331 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130331 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150331 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |