JP3565672B2 - Wafer macro inspection method and automatic wafer macro inspection apparatus - Google Patents
Wafer macro inspection method and automatic wafer macro inspection apparatus Download PDFInfo
- Publication number
- JP3565672B2 JP3565672B2 JP30023196A JP30023196A JP3565672B2 JP 3565672 B2 JP3565672 B2 JP 3565672B2 JP 30023196 A JP30023196 A JP 30023196A JP 30023196 A JP30023196 A JP 30023196A JP 3565672 B2 JP3565672 B2 JP 3565672B2
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- image
- inspected
- template
- light
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 0 [Cn]C(C1)C11CCCC1 Chemical compound [Cn]C(C1)C11CCCC1 0.000 description 1
Images















Landscapes
- Length Measuring Devices By Optical Means (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Testing Or Measuring Of Semiconductors Or The Like (AREA)
Description
【0001】
【発明の属する技術分野】
この発明は、半導体製造工程におけるホトリソグラフィ工程やエッチング工程の終了後に、ウエハに形成されたパターンの検査をするためのウエハ検査装置に関する。
【0002】
【従来の技術】
半導体製造工程のホトリソグラフィ工程やエッチング工程を行った後には、ウエハに形成したパターンの状態を検査する必要がある。例えば、レジストパターンに関しては、レジストコーティング状態(均一にコーティングされているかどうか。)、現像状態(パターン露光後に均一に現像されているかどうか。)、解像不良の有無(パターン露光が正常になされているかどうか。デフォーカスしている部分が無いかどうか。)およびキズの有無等の検査を行う。また、エッチングパターンに関しては、エッチング状態(エッチングが均一になされているかどうか。)やキズの有無等の検査を行う。従来、これらの検査を行う方法として、主に下記の2通りの方法がある。
【0003】
第1の方法として、主に金属顕微鏡を用いてパターンの一部分を拡大し、実際にパターンの形成状態を目視にて判断する、ミクロ検査法と呼ぶ方法がある。この検査方法によれば、ウエハ上の一部分を観察して細部まで検査することができるが、最近では、パターンの微細化に伴い、金属顕微鏡で拡大してもパターンの状態が判別しづらくなってきている。また、拡大して見る場所が限られてしまうから(通常、5〜10か所程度)、不良品検出率が低く、作業時間もかかってしまう。
【0004】
一方、第2の方法として、ウエハ表面全体を何らかの光(主に蛍光灯等の拡散光)で様々な角度から照らして、ウエハ上に色ムラが有るかどうかを作業者が外観目視にて判断する、マクロ検査法と呼ぶ方法がある。色ムラは、ウエハ上のパターンの1μm〜数μm程度の段差に起因して生じる乱反射により、発生する。均一なパターンの中の或る部分に不均一部分があると、均一なパターンを反映した色ムラにその不均一部分に応じた色の変化が現れるので、パターンの良・不良を判断することができる。このマクロ検査法によればウエハ上全体を観察する方法であるので、レジストムラや現像ムラ等のウエハ上の一部分のみに発生する不良状態を検出するのに有効である。
【0005】
従って、ポイント毎の細部観察によるミクロ検査法よりも、比較的大きな領域全体を観察するマクロ検査法の方が、不良品検出率を高くすることができ、また、作業時間を短縮することができる。
【0006】
【発明が解決しようとする課題】
しかしながら、従来のマクロ検査法においては、すべての観察過程を目視にて行っているため、照明に対するウエハの傾き角や作業者の見る角度の変動によって、ウエハ上に現れる色ムラまたはキズの状態が変化してしまい、パターンの良・不良の判断基準があいまいであった。また、この検査工程というものはパターン形成毎に行う必要があり、1つの製品(ウエハプロセスにより作成された物)が完成するまでに多いものなら数十回も検査を行わなければならない。従って、目視による検査では、著しく能率が低下してしまっていた。
【0007】
従って、従来より、目視による検査を改め、パターンの良・不良の判断基準が一定であり、能率的に検査を遂行することができるウエハのマクロ検査装置の出現が望まれていた。
【0008】
【課題を解決するための手段】
この出願に係る第1発明のウエハのマクロ検査方法によれば、第1光源で発生した拡散光を拡散反射板を用いて基準ウエハの表面に照射し、該基準ウエハの斜め上方から該基準ウエハの表面の全領域に亘る第1の色ムラ像を検出するステップと、前記拡散反射板を移動させ、前記基準ウエハの表面にスポット光を照射し、該基準ウエハの真上から該基準ウエハの表面の全領域に亘る第1のキズ像を検出するステップと、前記拡散反射板を用いて被検査ウエハの表面に前記拡散光を照射し、該被検査ウエハの斜め上方から該被検査ウエハの表面の全領域に亘る第2の色ムラ像を検出するステップと、前記拡散反射板を移動させ、前記被検査ウエハの表面に前記スポット光を照射し、該被検査ウエハの真上から該被検査ウエハの表面の全領域に亘る第2のキズ像を検出するステップと、前記第1の色ムラ像およびキズ像と前記第2の色ムラ像およびキズ像とを比較するステップと、前記比較の結果に基づいて、前記被検査ウエハの良否を判定するステップとを有することを特徴とする。
【0009】
このように、ウエハの表面像を検出して、その表面像のパターンを基準画像のパターンと比較し、その比較結果に応じてパターン状態を判定することにより、ウエハ(ウエハの表面に形成したパターン)の検査を行うことが可能である。
【0010】
また、この発明のウエハのマクロ検査方法の好適な実施例によれば、前記比較を、テンプレートマッチングによって行うことを特徴とする。
【0011】
ここで、テンプレートとは、比較基準画像および比較対象画像の部分領域のことをいう。このように、基準画像と被検査画像とをそれぞれテンプレートに分割して、各テンプレートごとに比較を行うのが好適である。
【0012】
また、この発明のウエハのマクロ検査方法において、好ましくは、前記テンプレートマッチングは、前記格納した基準画像に基準テンプレートを設定するステップと、この設定した基準テンプレートを構成する各画素の明度の合計値を基準値として計数し、この基準値を第1メモリ手段に記憶するステップと、前記基準テンプレートに対応する前記検査対象のウエハの検出した表面像の領域に、被検査テンプレートを設定するステップと、この被検査テンプレートを構成する各画素の明度の合計値を被検査値として計数し、この被検査値を第2メモリ手段に記憶するステップと、前記第1および第2メモリ手段から前記基準値および前記被検査値をそれぞれ読み出し、これら被検査値および基準値を比較するステップとをもって行うのが良い。
【0013】
さらに、この発明のウエハのマクロ検査方法において、好ましくは、前記テンプレートマッチングは、前記格納した基準画像に基準テンプレートを設定するステップと、この設定した基準テンプレートにエッジ処理を施すステップと、このエッジ処理済の基準テンプレートを構成する各画素の、第1明度差以下の画素数と第2明度差以上の画素数とを基準値として計数し、この基準値を第1メモリ手段に記憶するステップと、前記基準テンプレートに対応する前記検査対象のウエハの検出した表面像の領域に、被検査テンプレートを設定するステップと、この設定した被検査テンプレートにエッジ処理を施すステップと、このエッジ処理済の被検査テンプレートを構成する各画素の、前記第1明度差以下の画素数と前記第2明度差以上の画素数とを被検査値として計数し、この被検査値を第2メモリ手段に記憶するステップと、前記第1および第2メモリ手段から前記基準値および前記被検査値をそれぞれ読み出し、これら基準値および被検査値を比較するステップとをもって行うのが良い。
【0014】
次に、この出願に係る第2発明の自動ウエハマクロ検査装置によれば、拡散光を発生する第1光源と、前記第1光源から発生された前記拡散光を反射して、基準ウエハおよび被検査ウエハの表面に該拡散光を照射する拡散反射板と、前記拡散光が照射されている間に、前記基準ウエハおよび前記被検査ウエハの色ムラ像を検出する第1検査手段と、前記基準ウエハおよび前記被検査ウエハの表面にスポット光を照射する第2光源と、前記拡散反射板を移動させ、前記スポット光が照射されている間に、前記基準ウエハおよび前記被検査ウエハのキズ像を検出する第2検査手段と、前記基準ウエハの前記色ムラ像および前記キズ像と前記被検査ウエハの前記色ムラ像および前記キズ像とを比較する比較部と、前記比較部の比較結果に基づいて、前記被検査ウエハの良否判定を行う判定部とを具えることを特徴とする。
【0015】
このように、予め画像検出部が基準画像を検出して、この基準画像を画像メモリ部に格納しておき、次に、画像検出部は被検査画像を検出して、この被検査画像を画像メモリ部に格納し、画像メモリ部に格納された各画像を比較部に読み出して、これら基準画像および被検査画像の比較を行い、この比較結果に基づいて判定部はウエハ(ウエハの表面に形成されたパターン)の良否判定結果を出力する。従って、この装置構成により、ウエハのマクロ検査を自動的に行うことが可能である。
【0016】
また、この発明の自動ウエハマクロ検査装置の好適な構成例によれば、前記画像検出部は、前記ウエハの表面に拡散光を照射する拡散照明系と、前記ウエハの全領域に亘る前記表面像を検出する第1検出手段とを具えることを特徴とする。
【0017】
このように、ウエハの表面に拡散光を照射して、第1検出手段で表面像を検出することにより、ウエハの表面に形成されたパターンの不均一性を検査することができる。パターンの不均一性は、ウエハ表面の色ムラを見ることにより調べることができる。色ムラは、ウエハ上に対して、なるべく均一に光が当たっていた方が見えやすい。均一に光が当たらない照明例えばスポット光を用いた場合、ウエハ表面が鏡面なので照明ムラが発生してしまい、色ムラと照明ムラとの区別が付かなくなり、従って、色ムラが見えにくい。よって、均一に光を照射する照明である拡散光を用いると、表面の色ムラが見えやすくなる。また、第1検出手段としては、例えば、光電変換を利用した撮像手段を用いることができる。
【0018】
また、この発明の自動ウエハマクロ検査装置において、好ましくは、前記拡散照明系は、拡散光を発生する第1光源と、前記拡散光を、前記ウエハの表面の全領域に向けて照射するための拡散反射板とを具えるのが良い。
【0019】
また、前記拡散照明系は、拡散光を発生して、前記ウエハの表面の全領域に該拡散光を照射する第2光源としても良い。
【0020】
次に、この発明の自動ウエハマクロ検査装置の好適な構成例によれば、前記画像検出部は、前記ウエハの表面にスポット光を照射するスポット照明系と、前記ウエハの表面の全領域に亘る前記表面像を検出する第2検出手段とを具えることを特徴とする。
【0021】
このように、ウエハの表面にスポット光を照射して、第2検出手段で表面像を検出することにより、ウエハの表面に形成されたパターンのキズの有無を検査することができる。パターンのキズは、ごく細い溝状の異物と考えられるため、ぼんやりとした拡散光よりも指向性のあるスポット光の方が、溝部分で強く乱反射が生じるため、見えやすい。この場合、キズは白く光って観測されるから、背景色が暗い方が良い。第2検出手段としては、例えば、光電変換を利用した撮像手段を用いることができる。
【0022】
また、この発明の自動ウエハマクロ検査装置において、好ましくは、前記スポット照明系は、スポット光を発生して、前記ウエハの表面の全領域に向けて斜め上方から該スポット光を照射するための第3光源とするのが良い。
【0023】
次に、この発明の自動ウエハマクロ検査装置の好適な構成例によれば、前記画像検出部は、拡散光を発生する第1光源と、この拡散光を前記ウエハの表面の全領域に向けて照射するための拡散反射板と、前記ウエハの表面の全領域に亘る前記表面像を検出する第1検出手段と、スポット光を発生して、前記ウエハの表面の全領域に向けて斜め上方から該スポット光を照射するための第3光源と、前記ウエハの表面の全領域に亘る前記表面像を検出する第2検出手段とを具えることを特徴とする。
【0024】
このように、ウエハの表面に拡散光を照射して、ウエハの表面像を検出することにより、パターンの不均一性を検査することができる。また、照明を切り替えて、ウエハの表面にスポット光を照射して、ウエハの表面像を検出することにより、パターンのキズの有無を検査することができる。
【0025】
次に、この発明の自動ウエハマクロ検査装置の好適な構成例によれば、前記画像検出部は、拡散光を発生して、前記ウエハの表面の部分領域にこの拡散光を照射するための第4光源と、前記部分領域の前記表面像を検出する第3検出手段と、前記ウエハの表面の全領域に亘る前記表面像が走査されるように前記ウエハを移動させるXYステージとを具えることを特徴とする。
【0026】
このように、ウエハの表面に拡散光を照射して、ウエハの表面像を検出することにより、ウエハ表面の部分領域に形成されたパターンの不均一性を検査することができる。そして、XYステージでウエハを移動させることにより、第3検出手段で捉えるウエハの部分領域を移動させることができる。よって、部分領域ごとにウエハの表面のパターンの不均一性を検査することができる。また、第3検出手段としては、例えば、光電変換を利用した撮像手段を用いることができる。
【0027】
また、この発明の自動ウエハマクロ検査装置の好適な構成例によれば、前記画像検出部は、スポット光を発生して、前記ウエハの表面の部分領域に向けて斜め上方から該スポット光を照射するための第5光源と、前記部分領域の前記表面像を検出する第3検出手段と、前記ウエハの表面の全領域に亘る前記表面像が走査されるように前記ウエハを移動させるXYステージとを具えることを特徴とする。
【0028】
このように、ウエハの表面にスポット光を照射して、ウエハの表面像を検出することにより、ウエハ表面の部分領域に形成されたパターンのキズの有無を検査することができる。そして、XYステージでウエハを移動させることにより、第3検出手段で捉えるウエハの部分領域を移動させることができる。よって、部分領域ごとにウエハの表面のパターンのキズの有無を検査することができる。
【0029】
また、この発明の自動ウエハマクロ検査装置の好適な構成例によれば、前記画像検出部は、拡散光を発生して、前記ウエハの表面の部分領域にこの拡散光を照射するための第4光源と、スポット光を発生して、前記ウエハの表面の部分領域に向けて斜め上方からこのスポット光を照射するための第5光源と、前記部分領域の前記表面像を検出する第3検出手段と、前記ウエハの表面の全領域に亘る前記表面像が走査されるように前記ウエハを移動させるXYステージとを具えることを特徴とする。
【0030】
このように、ウエハの表面に拡散光を照射して、ウエハの表面像を検出することにより、ウエハ表面の部分領域に形成されたパターンの不均一性を検査することができる。そして、XYステージでウエハを移動させることにより、第3検出手段で捉えるウエハの部分領域を移動させることができる。よって、部分領域ごとにウエハの表面のパターンの不均一性を検査することができる。また、ウエハの表面にスポット光を照射して、ウエハの表面像を検出することにより、ウエハ表面の部分領域に形成されたパターンのキズの有無を検査することができる。そして、上述したように、XYステージでウエハを移動させることにより、第3検出手段で捉えるウエハの部分領域を移動させることができる。よって、部分領域ごとにウエハの表面のパターンのキズの有無を検査することができる。
【0031】
【発明の実施の形態】
以下、図を参照して、この発明の実施の形態につき説明する。尚、図は、この発明の構成、大きさ及び配置関係が理解出来る程度に概略的に示す図であり、また、以下に記載する数値条件等は単なる一例に過ぎず、従って、この発明は、この実施の形態に何ら限定されることがない。
【0032】
[第1の実施の形態]
図1は、第1の実施の形態の自動ウエハマクロ検査装置の構成を示す図である。この実施の形態の自動ウエハマクロ検査装置は、所定の照明を行いウエハの表面に形成されるパターンの像を表面像として検出する画像検出部10と、この画像検出部10によって検出された表面像から上述したパターンの良否を判定する画像処理部12とを具えている。図1には、画像検出部10の側面図と、画像処理部12のブロック図とを示してある。また、図2は、第1の実施の形態における画像検出部10の構成を示す平面図である。図1に示す画像検出部10の構成は、図2に示す構成の右側面図に相当している。
【0033】
上述した画像検出部10は、検査対象であるウエハの表面像と基準ウエハの表面像とを、それぞれ被検査画像および基準画像として検出する手段である。この実施の形態では、パターンの不均一性を検査する場合には、ウエハの表面に拡散光を照射する拡散照明系14と、ウエハの表面の全領域に亘る表面像を色ムラ像として検出する第1検出手段16とを具えた構成である。
【0034】
そして、上述した拡散照明系14は、拡散光を発生する第1光源18と、この第1光源18で発生した拡散光をウエハの表面の全領域に向けて照射するための拡散反射板20とを有している。
【0035】
この実施の形態では、ウエハ上に形成されるレジスト層の感光性を考慮して、第1光源18には赤色光を発生するLED(発光ダイオード:Light Emitting Diode)照明を用いている。また、赤色光でなく黄色光を発生する光源を用いるのも好適である。さらに、例えば蛍光灯を用いてもよい。そして、この第1光源18には、発生する光を拡散光にするために、光源の射出部に拡散板(図1に記号a1で示す。厚さ1mm程度で白色のアクリル板である。)を装着してあり、発生光がこの拡散板を通過して射出されるようにしてある。この第1光源18は、ウエハ22の表面に対して斜め上方の位置に、拡散反射板20に拡散光を照射できるように配置されている。ウエハ22として5インチウエハ(但し、1インチは2.54cm。このウエハは直径127mmに相当する。)を用いるこの実施の形態では、第1光源18の発光面の高さ方向のサイズh1は60mmにしてあり(図1)、幅方向のサイズW1は130mmとしてある(図2)。
【0036】
上述した拡散反射板(スクリーン)20は、白色(赤色や黄色でもよい。)のアクリル板(厚さ3mm以上)である。尚、このアクリル板の表面をツヤ消し面(細かな凹凸のある面)とした方が拡散光が得られやすい。この拡散反射板(スクリーン)20の設置位置やサイズは、ウエハ22の表面の全領域にその像が映るように設定してある。この実施の形態では、ウエハ22は、支持体24上に下面が固定されて、その上面が水平になされている。そして、ウエハプロセス工程によりその上面側にパターンが形成される。スクリーン20は、ウエハ22に対して前述した第1光源18と対向した位置に設置されており、ウエハ22の上方のほぼ半分の領域を覆うようにしてある。すなわち長方形のアクリル板を、その下端部をウエハ22の側方に位置させて、鉛直方向から傾かせた状態になるように設け、その上端部付近(図1の記号bで示す部分)が曲率20度の曲面となっており、その上端部がウエハ22の上方の中心付近に達するようにしてある。このスクリーン20の高さh2は220mmとし(図1)、幅W2を230mmとしてある(図2)。
【0037】
また、上述した第1検出手段16は、光電変換を利用した第1カメラ(第1検出手段16と同じ番号で示す。)である。この実施の形態では、第1カメラ16としてCCD(Charge Coupled Device )カメラを用いている。この第1カメラ16は、第1光源18の斜め上方の位置に、その光軸O1がウエハ22の表面に対して垂直な方向から角度(図1の角度θ1)が約30°だけ傾いた状態にして具えられている。第1カメラ16の光軸O1の延長線がウエハ22の表面と交わるのは、ウエハ22の中心すなわち支持体24の中心軸(図1のC軸)から35mmの距離(図1の距離d1)だけ離間した位置である。この位置と第1カメラ16との距離d2は140mmであり、第1カメラ16でウエハ22の表面の全領域が観測できるように設定してある。
【0038】
以上説明した画像検出部10の構成により、ウエハ22の表面の全領域に形成されるパターンの均一性を反映した色ムラ像を検出することが可能である。
【0039】
尚、図3は、色ムラ像の見え方を示す平面図である。図3(A)は、正常(均一)なパターンが形成されたウエハ22の表面像を示す。この場合には、形成されているパターンが反映した規則的な色ムラが観察できる。また、パターンの無いウエハや、パターンの凹凸(段差)が小さいウエハでは、淡い、均一なグレーに見える(表面像は濃淡画像として検出される。)。図3(B)は、不均一なパターンが形成されたウエハ22の表面像を示す。例えば図3(B)に示すように、不均一部分r1において、色が周囲よりも薄く見えたり、また、他の部分には無い縞模様が見えたりする。図3(C)も、不均一なパターンが形成されたウエハ22の表面像を示す。この例では、パターンの一部分r2が黒く見えている。また、図3(D)には、不均一パターンの一例として、コート不良(レジスト等のコーティングの不良)が発生している場合の表面像の様子を示す。図中の斜線部分r3がコート不良部分である。このコート不良部分だけは、他の表面領域が均一な色の模様を呈しているのに対して、異なった色あるいはパターンとなって観察される。
【0040】
また、図4は、パターンの不均一性を示す断面図である。ウエハ22の表面に形成されたパターン90の様子を示している。図4(A)は、形成されたパターン90に凸部92が有る場合を示す。色ムラ像には、このような比較的なだらかな凹凸(段差1μm程度)がパターンの不均一として反映される。図4(B)は、形成されたパターン90にキズ94が有る場合を示す。色ムラ像と違い、キズ像には、キズ94のような鋭角な不均一性が反映する。
【0041】
次に、画像検出部10は、パターンのキズを検査する場合には、ウエハの表面にスポット光を照射するスポット照明系26と、ウエハの表面の全領域に亘る表面像をキズ像として検出する第2検出手段28とを具えた構成である。
【0042】
そして、上述したスポット照明系26は、スポット光を発生して、ウエハ22の表面の全領域に向けて斜め上方からスポット光を照射するための第3光源30aおよび30bを有している。
【0043】
この実施の形態では、前述したように、ウエハ上に形成されるレジスト層の感光性を考慮して、第3光源30aおよび30bには赤色光を発生するLED照明を用いている。また、赤色光でなく黄色光を発生する光源を用いても好適である。さらに、例えば蛍光灯やハロゲン光源を用いてもよい。これら第3光源30aおよび30bのそれぞれは、ウエハ22の表面の斜め上方の位置に、対向させて設けてある。そして、ウエハ22の表面の全領域にスポット光を照射できるように配置されている。この配置により、スポット光は、ウエハ22の表面にほぼ水平な方向から照射されるようになされている。キズはごく細い溝であるから、このように溝に対して側方からスポット光を照射する方が乱反射させやすく、キズ像が得られやすい。ウエハ22として、前述と同様に、5インチウエハ(直径127mm)を用いるこの実施の形態では、第3光源30aおよび30bの各発光面の幅方向のサイズW3は175mmとしてある(図2)。このように、ウエハ22の直径より第3光源30a、30bのサイズW3を大きくしてあるから、ウエハ22の表面の全領域にスポット光を照射することができる。
【0044】
また、上述した第2検出手段28は、光電変換を利用した第2カメラ(第2検出手段28と同じ番号で示す。)である。この実施の形態では、第2カメラ28としてCCDカメラを用いている。この第2カメラ28は、ウエハ22の表面に対して垂直な方向に光軸O2が配向するように配置してある。このように配置すれば、ウエハ22の表面像を最大の状態にして検出することができ、キズの観測が良好に行える(例えば、第1カメラ16のような配置で観測すれば、ウエハの表面像はだ円形状となるから、第2カメラ28で捉える映像よりも像が小さい。)。そして、第2カメラ28の光軸O2の延長線がウエハ22の表面と交わるのは、ウエハ22の中心すなわち支持体24の中心軸(図1のC軸)から20mmの距離(図1の距離d3)だけ離間した位置である。この位置と第2カメラ28との距離d4は165mmであり、第2カメラ28でウエハ22の表面の全領域が観測できるように設定してある。
【0045】
以上説明した画像検出部10の構成により、ウエハ22の表面の全領域に形成されるパターンのキズの有無が反映されたキズ像を検出することが可能である。
【0046】
図5は、撮像系(第1カメラ16、第2カメラ28)の配置を示すための線図である。図5に示すように、第1および第2カメラ16および28は、この第1カメラ16で捉えられる映像に当該第1カメラ16の像と第2カメラ28の像とを映さずに、第1カメラ16で前述した色ムラ像が観測でき、第2カメラ28で前述したキズ像が観測できるように配置してある。図5において、2つの線分mで張られる領域は、第1カメラ16の視野領域を示す。第1カメラ16の光軸O1と線分mとのなす角αは、第1カメラ16の最大視野角(画角)である。また、図5において、2つの線分nで張られる領域は、第2カメラ28の視野領域を示す。第2カメラ28の光軸O2と線分nとのなす角βは、第2カメラ28の最大視野角(画角)である。図5に示すように、それぞれのカメラ16および28の視野領域内にウエハ22の表面の全領域が入るように、これらのカメラ16および28は具えられている。また、第2カメラ28が、ウエハ22の表面に関して対称的な位置に設けられるとした場合(この場合の第2カメラを記号28aで示す。)、この第2カメラ28aに向けた第1カメラ16の視線Sがウエハ22の表面と交わらないように配置してあるため、第1カメラ16で捉える映像には第2カメラ28の像が映らない。
【0047】
このように配置してあれば、色ムラ像を検出するときに両カメラの像によって色ムラが見えなくなるといったことがない。尚、カメラの像は黒くウエハ表面に映り、キズは白く光って見えるから、キズ観測時に用いる第2カメラの映像には第1カメラの像が映っていても構わない。
【0048】
以上説明した第1および第2カメラ16および28の配置で、前述した照明系14および26を交互に切り替えて用いることにより、色ムラ像とキズ像とを各カメラで交互に観測することができる。すなわち、拡散照明系14を用いたときに第1カメラ16で色ムラ像が検出でき、スポット照明系26を用いたときに第2カメラ28でキズ像を検出できる。この第1の実施の形態では、拡散照明系14として第1光源18とスクリーン20とを用いるが、キズ像の検出時にはこのスクリーン20はウエハ22の表面にその像を映さないようにするために遠方(図1および図2の矢印P)に移動できるように構成されている。ウエハの表面に形成されるパターンの不均一性は、ウエハの表面にスクリンーン20の像が映って背景色が明るい方が色ムラ像として検出しやすい。しかし、前述したように、パターンのキズは、カメラで観測すると白く光って見えるため、ウエハ表面にスクリーン20の像を映さないようにして背景色を暗くした方がキズ像として検出しやすい。
【0049】
次に、画像検出部10で検出された表面像(すなわち第1カメラ16で検出された色ムラ像と第2カメラ28で検出されたキズ像。)は、画像処理部12に送られる。この実施の形態の画像処理部12は、パターンの良否の判定を、画像検出部10で検出された表面の全領域に亘る表面像(被検査画像)と予め用意した基準画像との比較結果に基づいて行う。図1において、画像処理部12は、画像処理装置32とディスプレイ装置34とを以て構成される。画像処理装置32は、画像検出部10から送られた表面像に対してグレー処理を施す手段である。この実施の形態では、検出された表面像の各画素の濃淡を256階調で識別する処理を行う。また、ディスプレイ装置34は、検出された表面像の表示や画像処理装置32の処理結果の表示を行うための表示手段である。
【0050】
次に、図6は、画像処理部12の構成を示すブロック図である。この実施の形態の画像処理部12は、画像メモリ部と、比較部と、および判定部とを具えている。
【0051】
画像メモリ部としての画像格納部36は、画像検出部10で検出された基準画像および被検査画像を格納しておく手段である。すなわち画像格納部36は、被検査画像を格納しておくための検出画像メモリ46と、基準画像を格納しておくための基準画像メモリ48とを具えている。これらメモリ46および48に格納されている画像情報は、制御手段44の命令に応じて適時に比較手段38に読み出される。
【0052】
比較部としての比較手段38は、基準画像および被検査画像を画像格納部36から読み出して、これら画像同士の比較を行う手段である。この比較手段38の出力(比較結果)は、判定部に送られる。判定部としての判定手段40は、比較手段38の出力に応じてウエハの良否判定を行う手段である。そして、判定手段40の出力が、表示手段42に送られて、この表示手段42に判定結果が表示される。以上説明した画像検出部10、画像格納手段36、比較手段38、判定手段40および表示手段42の動作タイミングは、制御手段44により制御されている。
【0053】
尚、上述した基準画像とは、良好な状態のパターンが形成されたウエハ(基準ウエハと称する。)の全領域の表面像のことである。この場合のパターンの良否の判定は、画像検出部10で検出された基準画像を表示手段(上述した表示手段42を兼用してもよい。)に表示させて、作業者が目視により行う。このように、ロットの最初の1枚目のウエハのパターンの良否を作業者が目視により確認して、「良」と判定した場合に基準画像メモリ48に基準画像として格納する。1枚目が「不良」と判定されたならば、2枚目、3枚目というように「良」となるパターンを有するウエハに到達するまで判定してゆくことになる。
【0054】
この実施の形態では、被検査画像と基準画像との比較をテンプレートマッチングに基づいて行う。そして、このテンプレートマッチングは、表面像にパターン形成領域を設定してこのパターン形成領域を格子状に区画することにより得られる各格子領域をテンプレートとして用いて行う。
【0055】
図7は、上述した比較手段38の構成の詳細を示すブロック図である。図7において、比較手段38は、データ入力部50、ウエハデータ格納部52、テンプレート作成部54およびテンプレートマッチング部56を具えている。また、データ入力部50は、表面像のパターン形成領域の設定を、表面像の不感体領域を設定することにより行うための不感体領域入力部58と、設定したパターン形成領域を、いくつの格子領域に分割するかを設定するための分割数入力部60とを具えている。各構成要素の動作は前述した制御手段44により制御される。
【0056】
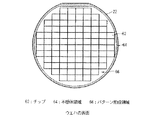
ここで、パターン形成領域とは、パターンが形成されるウエハ表面の領域に相当する表面像の領域のことである。図8は、ウエハの表面の様子(検出した表面像の様子)を示す平面図である。ウエハ22の表面には、ウエハプロセス工程に従い、複数個のチップ(すなわちパターンのこと)62が形成されている。図8において、斜線を付して示してある領域(不感体領域64)には、チップ62が形成されていない。この領域64は、製品(チップ)とは関係のない領域であり、また、印字やキズ等が入っている。従って、この領域64はマッチング対象から除外して、チップが形成されているパターン形成領域66だけをマッチング対象としてテンプレートマッチングを行った方がよい。もしも、この領域64をマッチング対象にした場合、チップ部が正常であっても判定手段40により、このウエハが不良品として判定されてしまう可能性があるからである。よって、この領域64を、マッチング対象としない不感体領域とする。
【0057】
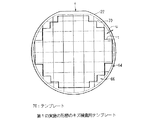
図9は、四角形状の従来テンプレートとウエハ表面像との関係を示す平面図である。この図9に、ウエハ22の表面像に従来テンプレート68(図9に細い実線で示す四角形状の各領域)を重ねた様子を示してある。図9において、太い実線tはウエハ22上の、チップ62が形成された領域を示している。通常のテンプレートを用いて全てのチップに対してマッチング検査を行うには、図9に示すように、従来テンプレート68で表面像を区画する必要がある。この区画領域のうち、斜線を付して示した領域には不感体領域64が含まれてしまう。従って、従来テンプレート68を用いてテンプレートマッチングを行ったのでは、誤った判定を引き起こしてしまう可能性がある。
【0058】
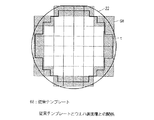
これに対して、図10は、第1の実施の形態のキズ検査用テンプレートの形状を示す平面図である。図10において、テンプレート70の形状は、ウエハ22の表面像のパターン形成領域66を格子状に区画することにより得られる各格子領域の形状で表される。図10に示すように、不感体領域64と接する格子領域は四角形状でなく、この領域のテンプレートマッチングに用いるテンプレート70の形状も四角形状ではない。このように、各テンプレート70はパターン形成領域66に嵌合する形状としてあるため、パターン形成領域66に形成されるパターンの良否の判定を余す所なく行うことができる。また、図9を参照して説明したように、テンプレート内に不感体領域64が含まれてしまうことがないから、誤った判定を低減させることができる。
【0059】
また、図11は、第1の実施の形態の色ムラ検査用テンプレートの形状を示す平面図である。色ムラ像を検出するための第1カメラ16の光軸は、ウエハの表面に対して傾いているから、第1カメラ16で捉えたウエハ形状はだ円形状となる。従って、テンプレートもこの形状に合わせて変形していなければならない。この色ムラ検査に用いるテンプレート70は、キズ検査に用いるテンプレート70(図10)をだ円形状に変形させたものに相当している。すなわち、キズ検査用テンプレートの或る方向(図10において、オリエンテーションフラットfに直交する方向)のサイズを縮小させれば、色ムラ検査用テンプレートが得られる。
【0060】
前述した不感体領域入力部58には、不感体領域64をウエハ22のエッジから何mmだけ内側の領域とするかを入力する。例えば、図10において、距離uは3mmである。また、分割数入力部60には、パターン形成領域66を縦横に何分割するのかを入力しておく。例えば、図10においては、縦横に8分割にしている。これらデータ入力部50に格納した情報と、ウエハデータ格納部52に格納されている情報(検査するウエハの直径や観測されたウエハの形状等の情報)とを用いて、テンプレート作成部54でテンプレートが作成される。上述の例では、ウエハの直径より3mm小さい直径の円(実際には、ウエハのオリエンテーションフラットを反映した形状となっている。)を8×8に分割したテンプレートが作成される。テンプレート70の一辺は、10〜20mm程度である。テンプレートはサイズが小さい程、判定精度が良くなるが、処理速度が遅くなるのでこの位の値が好適である。また、作成するテンプレート数は10〜40個程度が好適である。
【0061】
このように、この実施の形態のテンプレートを用いれば、所望の領域(パターン形成領域)だけをテンプレートマッチングを行う対象領域とすることができる。また、検査対象のウエハの形状やサイズ等に合わせてテンプレートを作成して、用意することができる。
【0062】
テンプレート作成部54は、パターン形成領域設定部72および格子分割部74を具えている。テンプレート作成部54では、最初に基準画像メモリ48から基準画像を読み出して基準テンプレートを作成する。そのために、先ず、検出したウエハの表面の全領域に亘る表面像にパターン形成領域66を設定する。このパターン形成領域66の設定は、データ入力部50、ウエハデータ格納部52および基準画像メモリ48から送られた情報に基づいて、上述したパターン形成領域設定部72において行われる。パターン形成領域設定部72に入力される表面像が第1カメラ16で捉えられた色ムラ像である場合に、パターン形成領域66をだ円形状に変形するのも、このパターン形成領域設定部72において行われる。次に、上述した格子分割部74において、パターン形成領域設定部72で設定されたパターン形成領域66を格子状に区画することにより得られる各格子領域をテンプレートとして作成する。
【0063】
テンプレートマッチングは、複数の画像同士をテンプレートごとに比較する手法である。上述したテンプレート作成部54の動作に従い、良好なパターン画像である基準画像が前述したテンプレート70ごとの領域に分割される。このとき作成される各テンプレートを基準テンプレートと称している。この基準テンプレートは、テンプレートマッチング部56のメモリ手段に格納される。次に、今度は、基準画像の代わりに検査対象である表面像(被検査画像)を検出画像メモリ46からテンプレート作成部54に読み出して、この表面像をテンプレート70ごとの領域に分割する。そして、作成された各テンプレート(被検査テンプレートと称する。)を、テンプレートマッチング部56に出力する。テンプレートマッチング部56では、先に作成して格納しておいた基準テンプレートと、テンプレート作成部54から入力される、その基準テンプレートに対応した被検査テンプレートとのテンプレートマッチングを行う。そして、各テンプレートに含まれる各画素の明度の合計値(合計明度値)を計数する。
【0064】
マッチング判定は前述した判定手段40で行われる。判定手段40は、テンプレートマッチング部56で計数した、基準テンプレートと被検査テンプレートの各合計明度値同士の一致率を算出する。例えば、基準テンプレートの合計明度値(基準値)と被検査テンプレートの合計明度値(被検査値)との一致率が何パーセントであるかを求める。この一致率を相関率(相関値)と称する。この実施の形態では、被検査テンプレートの良否の判定基準を相関率60%としている。すなわち、各テンプレートについて相関率を求め、相関率が60%以上であればその被検査テンプレートを「良」と判定し、相関率が60%未満であればその被検査テンプレートを「不良」と判定している。そして、全ての被検査テンプレートが「良」であれば、そのウエハに形成されたパターンは「良」と判定される。また、1つでも「不良」と判定された被検査テンプレートがあれば、そのウエハに形成されたパターンは「不良」と判定される。
【0065】
そして、判定手段40から出力される判定結果が、表示手段42によって表示される。この表示手段42としては、前述したディスプレイ装置34を兼用している。
【0066】
以上説明した第1の実施の形態の自動ウエハマクロ検査装置によれば、ウエハマクロ検査を自動化することが可能になる。このため、作業工程数の著しい低減を図ることができる。また、作業者の熟練度に依らない、正確な検査を行うことができる。さらに、作業者がウエハに接触する機会が減少するため、ウエハのコンタミネーションフリーが図れる。
【0067】
尚、上述したマッチング方法による処理では、基準テンプレートと被検査テンプレートとの合計明度値同士の相関値を検出することで、これらテンプレート同士の比較を行う。しかし、これに限らず、先ず、各テンプレートの対応する位置における各画素間同士の相関値をそれぞれ求め、このデータに基づいて、これらテンプレート同士の相関値を求めて、比較を行ってもよい。
【0068】
[第2の実施の形態]
図12は、第2の実施の形態の自動ウエハマクロ検査装置の構成を示す図である。図12には、画像検出部10の側面図と、画像処理部12のブロック図とを示してある。また、図13は、第2の実施の形態における画像検出部10の構成を示す平面図である。図12に示す画像検出部10の構成は、図13に示す構成の右側面図に相当している。
【0069】
この実施の形態の自動ウエハマクロ検査装置は、拡散照明系14として、拡散光を発生して、ウエハの表面の全領域に拡散光を照射する第2光源76を有している。この第2の実施の形態の拡散照明系14は、第1の実施の形態では第1光源18とスクリーン20とで構成していたのを、そのスクリーン20が設置されていた位置に第2光源76を具えた構成である。第2光源76の発光面には、拡散板(図12に記号a2で示す。厚さ1mm程度で白色のアクリル板である。)が取り付けられており、第2光源76から射出される光は拡散光になされている。また、第2光源76の発光面のサイズはスクリーン20と同程度の大きさにしてあり、ウエハ22の表面の全領域に拡散光を照射することができる。このような構成の拡散照明系14を用いても、色ムラ像を良好に検出することができる。
【0070】
この実施の形態では、ウエハ上に形成されるレジスト層の感光性を考慮して、第2光源76には赤色光を発生するLED照明を用いている。また、赤色光でなく黄色光を発生する光源を用いても好適である。さらに、例えば蛍光灯を用いてもよい。
【0071】
[第3の実施の形態]
図14は、第3の実施の形態の自動ウエハマクロ検査装置の構成を示す図である。図14には、画像検出部10の側面図と、画像処理部12のブロック図とを示してある。また、図15は、第3の実施の形態における画像検出部10の構成を示す平面図である。図14に示す画像検出部10の構成は、図15に示す構成の右側面図に相当している。
【0072】
この実施の形態の画像検出部10は、パターンの不均一性を検査する場合には、拡散光を発生して、ウエハ22の表面の部分領域に拡散光を照射する第4光源78と、部分領域の表面像を色ムラ像として検出する光電変換を利用した第3検出手段としての第3カメラ80と、ウエハ22の表面の全領域に亘る表面像を走査するようにウエハ22をステップ移動させるXYステージ82とを具えた構成である。
【0073】
この実施の形態では、ウエハ上に形成されるレジスト層の感光性を考慮して、第4光源78には赤色光を発生するLED照明を用いている。また、赤色光でなく黄色光を発生する光源を用いても好適である。さらに、例えば蛍光灯を用いてもよい。そして、この第4光源78には、発生する光を拡散光にするために、光源の射出部に拡散板(図14に記号a3で示す。厚さ1mm程度で白色のアクリル板である。)を装着してあり、発生光がこの拡散板を通過して射出されるようにしてある。この第4光源78は、ウエハ22の表面に対して斜め上方の位置に、ウエハ22の表面の部分領域に拡散光を照射できるように配置されている。この部分領域の面積は、ウエハの表面積の1/4〜1/25程度である。第4光源78の射出方向(図14のe軸の延在方向)は、ウエハ22の表面に対して垂直な方向から角度θ2だけ傾いた状態になされている。角度θ2は30°〜45°程度である。
【0074】
この実施の形態では、第3カメラ80としてCCDカメラを用いている。この第3カメラ80は、第4光源78の斜め上方の位置に、その光軸O3がウエハ22の表面に対してほぼ垂直な方向に配向するように具えられている。この第3カメラ80は、捉えられる映像に当該第3カメラ80の像を映さずに前述した部分領域を観測できるように配置してある。すなわち、この第3カメラ80は、ウエハ22の表面に投射された第4光源78の照明像を観測するように配置されている。このように、ウエハ22の表面の全領域を一度に第3カメラ80で捉えるのではなく、部分領域だけを拡大して観測を行うから、この部分領域内に第3カメラ80の像が映らないようにすることができる。
【0075】
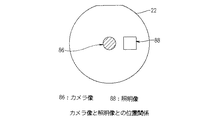
図16は、カメラ像と照明像との位置関係を示す平面図である。ウエハ22の表面上には、カメラ像86すなわち第3カメラ80の像と照明像88すなわち第4光源78の像とが映っている。第3カメラ80が観測する部分領域は、この照明像88である。図16に示すように、これらカメラ像86と照明像88とが重ならないように、第3カメラ80を配置調整してある。よって、第3カメラ80の光軸O3は、ウエハ22の表面に垂直な方向からわずかに傾かせてある(但し、図14には、光軸O3の延在方向とウエハ22の表面に垂直な方向とを一致させて示してある。)。
【0076】
また、XYステージ82は、ステージ上にウエハ22の下面を吸着させて、そのステージをウエハ22の表面内で互いに直交するX方向およびY方向にステップ移動させる。このように構成すると、ウエハの表面上の領域と、第3カメラ80で観測する領域とを相対的に順次にずらしていくことが可能である。従って、ウエハ22の表面像を部分領域ごとに第3カメラ80で検出して、XYステージ82でウエハ22をステップ移動させることにより全領域を走査することができる。
【0077】
次に、この実施の形態の画像検出部10は、前記パターンのキズを検査する場合には、スポット光を発生して、ウエハ22の表面の部分領域に向けて斜め上方からスポット光を照射するための第5光源84aおよび84bを具えている。そして、上述した第3カメラ80で、第5光源84aおよび84bで照射している部分領域の表面像をキズ像として検出する。
【0078】
この実施の形態では、前述したように、ウエハ上に形成されるレジスト層の感光性を考慮して、第5光源84aおよび84bには赤色光を発生するLED照明を用いている。また、赤色光でなく黄色光を発生する光源を用いても好適である。さらに、例えば蛍光灯やハロゲン光源を用いてもよい。これら第5光源84aおよび84bのそれぞれは、ウエハ22の表面の斜め上方の位置に、対向させて設けてある。そして、ウエハ22の表面の全領域にスポット光を照射できるように配置されている。この配置により、スポット光は、ウエハ22の表面にほぼ水平な方向から照射されるようになされている。キズはごく細い溝であるから、このように溝に対して側方からスポット光を照射する方が乱反射させやすく、キズ像が得られやすい。尚、この実施の形態では、ウエハ22の表面の全領域にスポット光が照射されなくとも、前述した部分領域にスポット光が照射されていればよい。
【0079】
次に、この実施の形態において、画像処理部12で行うパターンの良否の判定は、画像検出部10で検出されたウエハ22の表面の部分領域に亘る表面像と予め用意された基準画像とを比較することにより行う。そして、この比較をテンプレートマッチングに基づいて行う。
【0080】
この基準画像は、良好な状態のパターンが形成されたウエハ(基準ウエハ)の部分領域の表面像である。このときのパターンの良否の判定は、第1の実施の形態で説明したように、作業者が目視により行う。そして、同様に、ロットの最初の1枚目のパターンの良否を作業者が目視により確認して、「良」と判定した場合に基準画像メモリ48に第2基準画像として格納する。1枚目が「不良」と判定されたならば、2枚目、3枚目というように判定してゆくことになる。
【0081】
そして、第1の実施の形態で図6および図7を参照して説明した画像処理部12により、この基準画像を用いて、ウエハに形成されたパターンの良否を判定することができる。
【0082】
図17は、第3の実施の形態のテンプレートの形状を示す平面図である。この実施の形態で用いるテンプレート70は、図9を参照して説明した従来テンプレート68と同じく、通常の四角形状のテンプレートである(1つのテンプレート70の形状は、図17の斜線を付した領域で示されている。第3の実施の形態で用いる各テンプレート70は、これと同じ形状である。)。しかし、第3の実施の形態では不感体領域64をマッチング対象から除外するために、各々のテンプレート70の一部領域同士が重なるように構成してある(重なっていても問題ない。)。このように構成してあるから、各テンプレート70は、太い実線tで示されるチップ62の形成領域内に収まった状態に作成されている。
【0083】
この実施の形態では、キズ像と色ムラ像とを同一のカメラで検出しているから、各々に対して同じ形状のテンプレートを用いることができる。また、検出した各部分領域の表面像に対して、1つのテンプレートを用意してテンプレートマッチングを行う。各テンプレート70の大きさは、チップ数個分に相当する大きさである。図17に示す1つのテンプレート70が占める領域は、前述した部分領域に相当している。この各部分領域を順次に観測できるように、XYステージ82でウエハ22をステップ移動させる。そして、各部分領域ごとに順次にテンプレートマッチングを行い、各部分領域に形成されたパターンの良否を判定してゆく。1つでも「不良」と判定されたものがあれば、そのウエハの表面に形成されたパターンは「不良」であると判定する。このXYステージ82の移動タイミングと表面像の検出タイミングとは、前述した制御手段44で制御すればよい。
【0084】
以上説明した第3の実施の形態の自動ウエハマクロ検査装置によれば、ウエハの表面領域を分割して部分領域ごとに検査を行うので、ウエハ単位面積当たりのCCDカメラ画素数を多くすることができる。よって、第1および第2の実施の形態の構成に比べて、より精度の高い検査が可能である。
【0085】
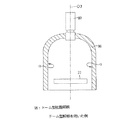
尚、この実施の形態では、色ムラ像の検出時に1つの拡散光源(第4光源78)を用いたが、複数個の拡散光源を用いた方がよい。また、図18に断面図で示すように、第3カメラ80の光軸O3を中心軸としてウエハ22の周囲を取り囲む構成のドーム型拡散照明96(内面qが発光面になっている。)を用いてもよい。このような照明を用いると、第3カメラ80が捉える映像に第3カメラ80自身の像が映らないようにすることができる。
【0086】
[第4の実施の形態]
図19は、第4の実施の形態の比較手段38の構成を示すブロック図である。この実施の形態の比較手段38は、図7を参照して説明した比較手段38の構成要素であるテンプレートマッチング部56の代わりに比較処理部98を具えた構成である。比較処理部98は、エッジ処理部100、明度差分布検出部102およびしきい値格納部104を具えている。第4の実施の形態でもウエハに形成されたパターンの良否の判定は、検出した表面像をテンプレートごとの領域に分割して、各テンプレート同士(基準テンプレートと被検査テンプレート)の比較および判定を行う。すなわち、先ず、画像メモリ部に格納した基準画像に基準テンプレートを設定する。
【0087】
そして、次に、設定した基準テンプレートにエッジ処理を施す。この実施の形態では、テンプレート作成部54で作成された各テンプレートに対して、エッジ処理部100において、通常のエッジ処理(微分化処理)を施す。このエッジ処理の結果、基準テンプレート内の表面像の境界線が強調される。このように、先ず、基準テンプレート内において明暗の変化の大きい部分を抽出する。
【0088】
次に、エッジ処理が施された各基準テンプレートが、明度差分布検出部102に出力される。そして、この明度差分布検出部102では、エッジ処理済の基準テンプレートを構成する各画素の、明度差ごとの数が検出される。この明度差ごとの画素数の分布を、基準明度差分布と称する。例えば、図20の(A)に、基準明度差分布を、横軸に明度差を取って示し、縦軸に画素数を取って示す。
【0089】
また、明度差分布検出部102は、求めた基準明度差分布から、第1明度差以下の画素数(第1基準値と称する。)と第2明度差以上の画素数(第2基準値と称する。)とを基準値として計数する。第1明度差としての第1しきい値と、第2明度差としての第2しきい値とは、しきい値格納部104に格納されている。明度差分布検出部102は、このしきい値格納部104を参照して、前述した各基準値を計数する。この計数結果である基準値は、判定手段40に出力され、この判定手段40のメモリ手段に格納される。
【0090】
次に、同様にして、基準テンプレートに対応する検出した検査対象のウエハの表面像(検出画像メモリ46に格納されている。)の領域に、被検査テンプレートを設定する。そして、設定した被検査テンプレートに、エッジ処理部100においてエッジ処理を施す。そして、明度差分布検出部102において、エッジ処理済の被検査テンプレートを構成する各画素の、明度差ごとの数を検出する。この明度差ごとの分布を、被検査明度差分布と称する。
【0091】
また、上述した明度差分布検出部102は、求めた被検査明度差分布から、第1明度差以下の画素数(第1被検査値と称する。)と、第2明度差以上の画素数(第2被検査値と称する。)とを被検査値として計数する。第1明度差としての第1しきい値と第2明度差としての第2しきい値とは、上述したように、しきい値格納部104に格納されており、明度差分布検出部102は、このしきい値格納部104を参照して、前述した被検査値を計数する。この被検査値は、判定手段40に出力され、この判定手段40のメモリ手段に格納される。
【0092】
この実施の形態の判定手段40は、比較手段38の比較結果である、基準値と被検査値との一致率(相関率、相関値)を算出する。そして、算出した一致率が、予め設定しておいた値の範囲内であるかどうかを検出して、検査対象のウエハ(ウエハの表面に形成されたパターン)の良否判定を行う。
【0093】
図20の各グラフは、明度差分布を示すグラフである。各グラフの横軸に明度差を取り、縦軸に画素数を取って示す。例えば、1段目のグラフに示される明度差分布が基準明度差分布であるとする。そして、2段目および3段目のグラフに示される明度差分布が被検査明度差分布であるとする。1段目の基準明度差分布はほぼ対称な山形を呈している。これに対して、2段目の被検査明度差分布は基準明度差分布に比べて極大点が右側に移行した形状となっている。また、3段目の被検査明度差分布は基準明度差分布に比べて極大点が左側に移行した形状となっている。従って、これら2段目および3段目の被検査明度差分布は、基準明度差分布と形状が異なっている。
【0094】
判定手段40において、先ず、低明度差側の第1しきい値(第1明度差)以下の各グラフの画素数(斜線を付して示す各グラフ領域の画素数)の一致率を算出する。すなわち、第1基準値と第1被検査値との一致率を算出する。
【0095】
一致率とは、2つの量がどれくらいの割合で一致しているかを表す値である。この一致率に基準を設定しておき、例えばこの基準を60%に設定したときに、各画素数の一致率が60%以上であればこれらの画素数は同一であると判定する。第1しきい値以下を比較した場合には、2段目の被検査明度差分布は基準明度差分布と同一であると判定されるが、3段目の被検査明度差分布は基準明度差分布と異なると判定される。
【0096】
次に、高明度差側の第2しきい値以上の各グラフの画素数(斜線を付して示す各グラフ領域の画素数)の一致率を算出する。すなわち、第2基準値と第2被検査値との一致率を算出する。この算出結果によれば、2段目の被検査明度差分布は基準明度差分布と異なると判定され、3段目の被検査明度差分布は基準明度差分布と同一であると判定される。
【0097】
図20を参照して説明した例では、2段目および3段目の被検査明度差分布は、基準明度差分布と異なると判定される。従って、これら2段目および3段目の被検査明度差分布が反映している被検査テンプレートは「不良」であると判定される。このように、判定基準となるしきい値を2つ設定したことにより、しきい値を1つだけ設定した場合に比べて誤判定を低減させることができる。
【0098】
以上説明したエッジ処理を行う画像処理の手法によれば、良好な判定結果を得ることができる。また、第4の実施の形態の処理方法は、キズ検査に対しては、第1の実施の形態で説明したテンプレートマッチングの処理方法に比べ、高い検出精度でウエハの良否を判定することができる。これは、キズ像として検出されるキズには非常に小さいものが多いため、エッジ処理を施してキズの像を鮮明に強調させることにより誤判定を減少させることができ、その結果、不良品検出率を高めることができるからである。また、キズ検査によらず、色ムラ検査においても、第1の実施の形態と同等もしくは高い検出精度で判定を行うことができる。
【0099】
尚、この実施の形態の比較処理では、画素数を比較する明度差範囲を設定するためのしきい値を2つ用いる例につき説明したが、これに限らず、2つ以上であってもよい。例えば3つ以上のしきい値を用いれば、さらに判定精度を高めることができる。さらに、最初に、第1の実施の形態で説明したマッチング方法による処理を行ってウエハの良否を判定し、続いて、第4の実施の形態で説明したマッチング方法による処理を行ってウエハの良否を判定してもよい。
【0100】
【発明の効果】
この出願に係る第1発明のウエハのマクロ検査方法によれば、ウエハの表面像を検出して、その表面像のパターンを基準画像のパターンと比較し、その比較結果に応じてパターン状態を判定することにより、ウエハ(ウエハの表面に形成したパターン)の検査を行うことが可能である。また、この出願に係る第1発明のウエハのマクロ検査方法によれば、キズ像の検出時に、拡散反射板を移動させて、ウエハの表面にその像を映さないようにしているので、キズ像を検出しやすくすることができる。
【0101】
また、この出願に係る第2発明の自動ウエハマクロ検査装置によれば、予め画像検出部が基準画像を検出して、この基準画像を画像メモリ部に格納しておき、次に、画像検出部は被検査画像を検出して、この被検査画像を画像メモリ部に格納し、画像メモリ部に格納された各画像を比較部に読み出して、これら基準画像および被検査画像の比較を行い、この比較結果に基づいて判定部はウエハ(ウエハの表面に形成されたパターン)の良否判定結果を出力する。従って、この装置構成により、ウエハのマクロ検査を自動的に行うことが可能である。よって、作業工程数の著しい低減を図ることができる。また、作業者の熟練度に依らない、正確な検査を行うことができる。さらに、作業者がウエハに接触する機会が減少するため、ウエハのコンタミネーションフリーを図ることができる。また、この出願に係る第2発明のウエハのマクロ検査装置によれば、キズ像の検出時に、拡散反射板を移動させて、ウエハの表面にその像を映さないようにしているので、キズ像を検出しやすくすることができる。
【0102】
また、この発明の自動ウエハマクロ検査装置の好適な構成例によれば、ウエハの表面に拡散光を照射して、第1検出手段で表面像を検出する構成としたことにより、ウエハの表面に形成されたパターンの不均一性を検査することができる。
【0103】
また、この発明の自動ウエハマクロ検査装置の好適な構成例によれば、ウエハの表面にスポット光を照射して、第2検出手段で表面像を検出する構成としたことにより、ウエハの表面に形成されたパターンのキズの有無を検査することができる。
【0104】
また、この発明の自動ウエハマクロ検査装置の好適な構成例によれば、ウエハの表面に拡散光を照射して、ウエハの表面像を検出する構成としたことにより、パターンの不均一性を検査することができる。また、照明を切り替えて、ウエハの表面にスポット光を照射して、ウエハの表面像を検出する構成としたことにより、パターンのキズの有無を検査することができる。
【0105】
また、この発明の自動ウエハマクロ検査装置の好適な構成例によれば、ウエハの表面に拡散光を照射して、ウエハの表面像を検出することにより、ウエハ表面の部分領域に形成されたパターンの不均一性を検査する構成と、XYステージでウエハを移動させることにより、第3検出手段で捉えるウエハの部分領域を移動させる構成とをもって、部分領域ごとにウエハの表面のパターンの不均一性を検査することができる。
【0106】
また、この発明の自動ウエハマクロ検査装置の好適な構成例によれば、ウエハの表面にスポット光を照射して、ウエハの表面像を検出することにより、ウエハ表面の部分領域に形成されたパターンのキズの有無を検査する構成と、XYステージでウエハを移動させることにより、第3検出手段で捉えるウエハの部分領域を移動させる構成とをもって、部分領域ごとにウエハの表面のパターンのキズの有無を検査することができる。
【0107】
また、この発明の自動ウエハマクロ検査装置の好適な構成例によれば、ウエハの表面に拡散光を照射して、ウエハの表面像を検出することにより、ウエハ表面の部分領域に形成されたパターンの不均一性を検査する構成と、XYステージでウエハを移動させることにより、第3検出手段で捉えるウエハの部分領域を移動させる構成とをもって、部分領域ごとにウエハの表面のパターンの不均一性を検査することができる。また、ウエハの表面にスポット光を照射して、ウエハの表面像を検出することにより、ウエハ表面の部分領域に形成されたパターンのキズの有無を検査する構成と、XYステージでウエハを移動させることにより、第3検出手段で捉えるウエハの部分領域を移動させる構成とをもって、部分領域ごとにウエハの表面のパターンのキズの有無を検査することができる。
【図面の簡単な説明】
【図1】第1の実施の形態の自動ウエハマクロ検査装置の構成を示す図である。
【図2】第1の実施の形態の画像検出部の構成を示す図である。
【図3】色ムラ像の見え方を示す図である。
【図4】パターンの不均一性を示す図である。
【図5】撮像系の配置を示す図である。
【図6】画像処理部の構成を示す図である。
【図7】比較手段の構成を示す図である。
【図8】ウエハの表面の様子を示す図である。
【図9】従来テンプレートとウエハ表面像との関係を示す図である。
【図10】第1の実施の形態のキズ検査用テンプレートの形状を示す図である。
【図11】第1の実施の形態の色ムラ検査用テンプレートの形状を示す図である。
【図12】第2の実施の形態の自動ウエハマクロ検査装置の構成を示す図である。
【図13】第2の実施の形態の画像検出部の構成を示す図である。
【図14】第3の実施の形態の自動ウエハマクロ検査装置の構成を示す図である。
【図15】第3の実施の形態の画像検出部の構成を示す図である。
【図16】カメラ像と照明像との位置関係を示す図である。
【図17】第3の実施の形態のテンプレートの形状を示す図である。
【図18】ドーム型照明を用いた例を示す図である。
【図19】第4の実施の形態の比較手段の構成を示す図である。
【図20】明度差分布グラフを示す図である。
【符号の説明】
10:画像検出部 12:画像処理部
14:拡散照明系 16:第1カメラ
18:第1光源 20:スクリーン
22:ウエハ 24:支持体
26:スポット照明系 28:第2カメラ
30a,30b:第3光源 32:画像処理装置
34:ディスプレイ装置 36:画像格納手段
38:比較手段 40:判定手段
42:表示手段 44:制御手段
46:検出画像メモリ 48:基準画像メモリ
50:データ入力部 52:ウエハデータ格納部
54:テンプレート作成部
56:テンプレートマッチング部
58:不感体領域入力部 60:分割数入力部
62:チップ 64:不感体領域
66:パターン形成領域
68:従来テンプレート 70:テンプレート
72:パターン形成領域設定部
74:格子分割部 76:第2光源
78:第4光源 80:第3カメラ
82:XYステージ
84a,84b:第5光源 86:カメラ像
88:照明像 90:パターン
92:凸部 94:キズ
96:ドーム型拡散照明 98:比較処理部
100:エッジ処理部 102:明度差分布検出部
104:しきい値格納部[0001]
TECHNICAL FIELD OF THE INVENTION
The present invention relates to a wafer inspection apparatus for inspecting a pattern formed on a wafer after a photolithography step or an etching step in a semiconductor manufacturing process.
[0002]
[Prior art]
After performing a photolithography process and an etching process in a semiconductor manufacturing process, it is necessary to inspect a state of a pattern formed on a wafer. For example, regarding the resist pattern, the resist coating state (whether or not the film is uniformly coated), the developed state (whether or not the pattern is uniformly developed after the pattern exposure), the presence or absence of a resolution defect (the pattern exposure is normally performed). Check if there is any defocused part) and check for scratches. As for the etching pattern, inspections such as an etching state (whether or not the etching is performed uniformly) and the presence or absence of a flaw are performed. Conventionally, there are mainly the following two methods for performing these inspections.
[0003]
As a first method, there is a method called a micro inspection method in which a part of a pattern is mainly enlarged by using a metallographic microscope, and an actual state of forming the pattern is visually determined. According to this inspection method, it is possible to observe a part on a wafer and inspect the details in detail, but recently, with the miniaturization of the pattern, it has become difficult to determine the state of the pattern even when enlarged with a metallographic microscope. ing. In addition, since the place to be enlarged and viewed is limited (usually about 5 to 10 places), the defective product detection rate is low and the work time is increased.
[0004]
On the other hand, as a second method, the entire surface of the wafer is illuminated from various angles with some light (mainly diffused light such as fluorescent light), and an operator visually determines whether or not there is color unevenness on the wafer. There is a method called a macro inspection method. The color unevenness occurs due to irregular reflection caused by a step of about 1 μm to several μm of the pattern on the wafer. If there is a non-uniform part in a certain part of the uniform pattern, a color change corresponding to the non-uniform part appears in the color unevenness reflecting the uniform pattern. it can. Since this macro inspection method is a method of observing the entire wafer, it is effective for detecting a defective state such as resist unevenness or development unevenness occurring only in a part of the wafer.
[0005]
Therefore, the macro inspection method, which observes a relatively large area, can increase the defective product detection rate and can shorten the working time, as compared with the micro inspection method, in which each point is observed in detail. .
[0006]
[Problems to be solved by the invention]
However, in the conventional macro inspection method, since all observation processes are performed visually, color unevenness or scratches appearing on the wafer may be changed due to a change in the inclination angle of the wafer with respect to illumination or a change in the angle of view of an operator. It changed, and the criterion of good / bad pattern was ambiguous. In addition, this inspection process must be performed for each pattern formation, and if the number of processes is large enough to complete one product (a product created by a wafer process), the inspection must be performed several tens of times. Therefore, in the visual inspection, the efficiency has been remarkably reduced.
[0007]
Therefore, conventionally, there has been a demand for a new macro inspection apparatus for wafers, in which the visual inspection is revised, the criteria for determining whether the pattern is good or defective are constant, and the inspection can be performed efficiently.
[0008]
[Means for Solving the Problems]
According to the wafer macro inspection method of the first invention according to this application,Irradiating the diffused light generated by the first light source on the surface of the reference wafer using the diffuse reflection plate, and detecting a first color unevenness image over the entire area of the surface of the reference wafer from obliquely above the reference wafer; Moving the diffuse reflection plate, irradiating spot light on the surface of the reference wafer, and detecting a first flaw image over the entire area of the surface of the reference wafer from directly above the reference wafer; Irradiating the diffused light to the surface of the wafer to be inspected using the diffuse reflection plate, and detecting a second color unevenness image over the entire area of the surface of the wafer to be inspected from obliquely above the wafer to be inspected; Moving the diffuse reflector, irradiating the spot light on the surface of the wafer to be inspected, and detecting a second flaw image over the entire area of the surface of the wafer to be inspected from directly above the wafer to be inspected. Step and the first color unevenness image Comparing the fine scratches image and said second color unevenness image and scratches image, based on a result of the comparison, characterized by having a determining the quality of the wafer to be inspected.
[0009]
As described above, the surface image of the wafer is detected, the pattern of the surface image is compared with the pattern of the reference image, and the pattern state is determined according to the comparison result. ) Can be performed.
[0010]
According to a preferred embodiment of the wafer macro inspection method of the present invention, the comparison is performed by template matching.
[0011]
Here, the template refers to a partial area of the comparison reference image and the comparison target image. As described above, it is preferable to divide the reference image and the image to be inspected into templates, respectively, and perform comparison for each template.
[0012]
Further, in the wafer macro inspection method of the present invention, preferably, the template matching includes a step of setting a reference template in the stored reference image, and a step of setting a total value of the brightness of each pixel constituting the set reference template. Counting as a reference value, storing the reference value in the first memory means, and setting a template to be inspected in an area of the detected surface image of the wafer to be inspected corresponding to the reference template; Counting the total value of the brightness of each pixel constituting the template to be inspected as a value to be inspected, and storing the inspected value in a second memory means; It is preferable to read out the inspected values and compare the inspected values and the reference values.
[0013]
Further, in the wafer macro inspection method according to the present invention, preferably, the template matching includes a step of setting a reference template in the stored reference image, a step of performing edge processing on the set reference template, and a step of performing the edge processing. Counting the number of pixels equal to or less than the first lightness difference and the number of pixels equal to or more than the second lightness difference as reference values, and storing the reference values in the first memory means; Setting a template to be inspected in a region of the detected surface image of the wafer to be inspected corresponding to the reference template; performing edge processing on the template to be inspected; Number of pixels of the first brightness difference or less and pixels of the second brightness difference or more of each pixel constituting the template Is counted as a test value, and the test value is stored in the second memory means. The reference value and the test value are read from the first and second memory means, respectively, and the reference value and the test value are read. And comparing the inspection values.
[0014]
Next, according to the automatic wafer macro inspection apparatus of the second invention according to this application,A first light source that generates diffused light, a diffuse reflector that reflects the diffused light generated from the first light source and irradiates the diffused light onto the surfaces of a reference wafer and a wafer to be inspected; A first inspection unit that detects a color unevenness image of the reference wafer and the inspection target wafer while being irradiated; a second light source that irradiates a spot light on surfaces of the reference wafer and the inspection target wafer; A second inspection unit that moves a diffuse reflection plate and detects a flaw image on the reference wafer and the wafer to be inspected while the spot light is being irradiated; and a color unevenness image and the flaw image on the reference wafer. A comparison unit that compares the color unevenness image and the flaw image of the wafer to be inspected with each other, and a determination unit that determines pass / fail of the wafer to be inspected based on a comparison result of the comparison unit. To be.
[0015]
As described above, the image detection unit detects the reference image in advance, stores the reference image in the image memory unit, and then detects the image to be inspected, and converts the image to be inspected into an image. Each image stored in the memory unit is read out to the comparison unit, and the reference image and the image to be inspected are compared with each other. Based on the comparison result, the determination unit determines the wafer (formed on the surface of the wafer). Is output. Therefore, with this apparatus configuration, it is possible to automatically perform a macro inspection of a wafer.
[0016]
Further, according to a preferred configuration example of the automatic wafer macro inspection apparatus of the present invention, the image detection unit includes a diffuse illumination system that irradiates diffuse light to the surface of the wafer, and the surface image over the entire area of the wafer. And first detecting means for detecting
[0017]
As described above, by irradiating the surface of the wafer with the diffused light and detecting the surface image by the first detection unit, it is possible to inspect the non-uniformity of the pattern formed on the surface of the wafer. The non-uniformity of the pattern can be examined by observing the color unevenness on the wafer surface. The color unevenness is easier to see when light is applied to the wafer as uniformly as possible. In the case of using illumination that is not uniformly irradiated with light, for example, spot light, illumination unevenness occurs because the wafer surface is a mirror surface, so that it is not possible to distinguish between color unevenness and illumination unevenness, and therefore, color unevenness is difficult to see. Therefore, when diffused light, which is illumination for uniformly irradiating light, is used, color unevenness on the surface is easily seen. As the first detection unit, for example, an imaging unit using photoelectric conversion can be used.
[0018]
Further, in the automatic wafer macro inspection apparatus of the present invention, preferably, the diffuse illumination system includes a first light source for generating diffused light, and the diffused light for irradiating the diffused light toward an entire region of the surface of the wafer. It is good to have a diffuse reflector.
[0019]
The diffused illumination system may be a second light source that generates diffused light and irradiates the entire surface of the wafer with the diffused light.
[0020]
Next, according to a preferred configuration example of the automatic wafer macro inspection apparatus of the present invention, the image detection unit includes a spot illumination system that irradiates a spot light to the surface of the wafer, and covers an entire area of the surface of the wafer. And a second detecting means for detecting the surface image.
[0021]
In this way, by irradiating the spot light on the surface of the wafer and detecting the surface image by the second detection means, it is possible to inspect whether the pattern formed on the surface of the wafer is flawed. Since the scratches in the pattern are considered to be extremely thin groove-like foreign matters, the spot light having directivity is more easily seen than the dim diffused light because strong diffuse reflection occurs in the groove portion. In this case, the scratch is observed to be shining white, so that the background color is preferably dark. As the second detection unit, for example, an imaging unit using photoelectric conversion can be used.
[0022]
Further, in the automatic wafer macro inspection apparatus according to the present invention, preferably, the spot illumination system generates a spot light, and irradiates the spot light from an obliquely upward direction toward the entire surface of the wafer. It is preferable to use three light sources.
[0023]
Next, according to a preferred configuration example of the automatic wafer macro inspection apparatus of the present invention, the image detecting section directs the diffused light to the entire area on the surface of the wafer, the first light source generating diffused light. A diffuse reflector for irradiating, a first detecting means for detecting the surface image over the entire area of the wafer surface, and generating a spot light, and obliquely facing the entire area of the wafer surface from above. A third light source for irradiating the spot light; and a second detecting means for detecting the surface image over the entire area of the surface of the wafer.
[0024]
As described above, by irradiating the surface of the wafer with the diffused light and detecting the surface image of the wafer, it is possible to inspect the non-uniformity of the pattern. Further, by switching the illumination and irradiating the spot light on the surface of the wafer to detect the surface image of the wafer, it is possible to inspect whether or not the pattern is flawed.
[0025]
Next, according to a preferred configuration example of the automatic wafer macro inspection apparatus of the present invention, the image detection unit generates diffused light and irradiates a partial region on the surface of the wafer with the diffused light. 4 light sources, third detecting means for detecting the surface image of the partial area, and an XY stage for moving the wafer so that the surface image is scanned over the entire area of the surface of the wafer. It is characterized by.
[0026]
As described above, by irradiating the surface of the wafer with the diffused light and detecting the surface image of the wafer, it is possible to inspect the non-uniformity of the pattern formed in the partial region of the wafer surface. Then, by moving the wafer on the XY stage, a partial area of the wafer captured by the third detection means can be moved. Therefore, it is possible to inspect the non-uniformity of the pattern on the surface of the wafer for each partial region. As the third detection unit, for example, an imaging unit using photoelectric conversion can be used.
[0027]
According to a preferred configuration example of the automatic wafer macro inspection apparatus of the present invention, the image detection unit generates a spot light and irradiates the spot light from a diagonally upper direction toward a partial region on the surface of the wafer. A fifth light source, a third detecting means for detecting the surface image of the partial area, and an XY stage for moving the wafer so that the surface image is scanned over the entire area of the surface of the wafer. It is characterized by comprising.
[0028]
In this manner, by irradiating the spot light on the surface of the wafer and detecting the surface image of the wafer, the presence / absence of a flaw in the pattern formed on the partial region of the wafer surface can be inspected. Then, by moving the wafer on the XY stage, a partial area of the wafer captured by the third detection means can be moved. Therefore, the presence or absence of a flaw in the pattern on the surface of the wafer can be inspected for each partial region.
[0029]
Further, according to a preferred configuration example of the automatic wafer macro inspection apparatus of the present invention, the image detecting section generates a diffused light and irradiates a partial region on a surface of the wafer with the diffused light. A light source, a fifth light source for generating spot light, and irradiating the spot light from above obliquely toward a partial area on the surface of the wafer, and third detecting means for detecting the surface image of the partial area And an XY stage for moving the wafer so that the surface image is scanned over the entire area of the surface of the wafer.
[0030]
As described above, by irradiating the surface of the wafer with the diffused light and detecting the surface image of the wafer, it is possible to inspect the non-uniformity of the pattern formed in the partial region of the wafer surface. Then, by moving the wafer on the XY stage, a partial area of the wafer captured by the third detection means can be moved. Therefore, it is possible to inspect the non-uniformity of the pattern on the surface of the wafer for each partial region. In addition, by irradiating the surface of the wafer with spot light and detecting the surface image of the wafer, it is possible to inspect whether or not the pattern formed on the partial region of the wafer surface is flawed. Then, as described above, by moving the wafer on the XY stage, the partial area of the wafer captured by the third detection means can be moved. Therefore, the presence or absence of a flaw in the pattern on the surface of the wafer can be inspected for each partial region.
[0031]
BEST MODE FOR CARRYING OUT THE INVENTION
Hereinafter, embodiments of the present invention will be described with reference to the drawings. It should be noted that the figures are diagrams schematically showing the configuration, size, and arrangement relationship of the present invention to an understandable degree, and the numerical conditions and the like described below are merely examples, and therefore, the present invention There is no limitation to this embodiment.
[0032]
[First Embodiment]
FIG. 1 is a diagram showing a configuration of the automatic wafer macro inspection apparatus according to the first embodiment. The automatic wafer macro inspection apparatus according to this embodiment includes an
[0033]
The above-described
[0034]
The above-described diffuse
[0035]
In this embodiment, in consideration of the photosensitivity of the resist layer formed on the wafer, an LED (Light Emitting Diode) illumination that generates red light is used as the
[0036]
The above-mentioned diffuse reflection plate (screen) 20 is a white (or red or yellow) acrylic plate (thickness of 3 mm or more). It is to be noted that diffused light can be easily obtained when the surface of the acrylic plate is made to have a matte surface (a surface having fine irregularities). The installation position and size of the diffuse reflection plate (screen) 20 are set so that the image is reflected on the entire area of the surface of the
[0037]
Further, the above-described first detecting
[0038]
With the configuration of the
[0039]
FIG. 3 is a plan view showing the appearance of the color unevenness image. FIG. 3A shows a surface image of the
[0040]
FIG. 4 is a sectional view showing the non-uniformity of the pattern. The state of a
[0041]
Next, when inspecting the pattern for flaws, the
[0042]
The above-described
[0043]
In this embodiment, as described above, in consideration of the photosensitivity of the resist layer formed on the wafer, LED lighting that generates red light is used as the third
[0044]
The above-described
[0045]
With the configuration of the
[0046]
FIG. 5 is a diagram showing the arrangement of the imaging system (
[0047]
With such an arrangement, when detecting the color unevenness image, the color unevenness does not disappear due to the images of both cameras. Since the image of the camera appears black on the wafer surface and the scratch appears white, the image of the first camera may appear in the image of the second camera used for the scratch observation.
[0048]
With the arrangement of the first and
[0049]
Next, the surface image detected by the image detection unit 10 (that is, the color unevenness image detected by the
[0050]
Next, FIG. 6 is a block diagram illustrating a configuration of the
[0051]
The
[0052]
The
[0053]
The above-described reference image is a surface image of the entire region of a wafer (referred to as a reference wafer) on which a pattern in a good state is formed. In this case, the quality of the pattern is determined by displaying the reference image detected by the
[0054]
In this embodiment, a comparison between an image to be inspected and a reference image is performed based on template matching. Then, the template matching is performed using a grid region obtained by setting a pattern formation region in the surface image and dividing the pattern formation region into a grid shape as a template.
[0055]
FIG. 7 is a block diagram showing details of the configuration of the above-mentioned comparing
[0056]
Here, the pattern formation region is a surface image region corresponding to a region on the wafer surface where a pattern is formed. FIG. 8 is a plan view showing a state of the surface of the wafer (a state of the detected surface image). A plurality of chips (that is, patterns) 62 are formed on the surface of the
[0057]
FIG. 9 is a plan view showing the relationship between a conventional rectangular template and a wafer surface image. FIG. 9 shows a state in which the conventional template 68 (each rectangular area shown by a thin solid line in FIG. 9) is superimposed on the surface image of the
[0058]
On the other hand, FIG. 10 is a plan view showing the shape of the scratch inspection template according to the first embodiment. In FIG. 10, the shape of the
[0059]
FIG. 11 is a plan view showing the shape of the color unevenness inspection template according to the first embodiment. Since the optical axis of the
[0060]
The above-described dead
[0061]
As described above, by using the template of this embodiment, only a desired region (pattern forming region) can be set as a target region for performing template matching. In addition, a template can be prepared and prepared according to the shape and size of the wafer to be inspected.
[0062]
The
[0063]
Template matching is a method of comparing a plurality of images for each template. In accordance with the operation of the
[0064]
The matching judgment is performed by the judgment means 40 described above. The
[0065]
Then, the determination result output from the
[0066]
According to the automatic wafer macro inspection apparatus of the first embodiment described above, it becomes possible to automate the wafer macro inspection. Therefore, the number of working steps can be significantly reduced. In addition, an accurate inspection can be performed regardless of the skill level of the operator. Furthermore, the opportunity for the operator to come into contact with the wafer is reduced, so that contamination free of the wafer can be achieved.
[0067]
In the processing by the above-described matching method, the correlation between the total brightness values of the reference template and the template to be inspected is detected to compare these templates. However, the present invention is not limited to this. First, the correlation value between the pixels at the corresponding position of each template may be obtained, and based on this data, the correlation value between the templates may be obtained, and the comparison may be performed.
[0068]
[Second embodiment]
FIG. 12 is a diagram illustrating a configuration of an automatic wafer macro inspection apparatus according to the second embodiment. FIG. 12 shows a side view of the
[0069]
The automatic wafer macro inspection apparatus of this embodiment has, as the diffuse
[0070]
In this embodiment, in consideration of the photosensitivity of the resist layer formed on the wafer, the second
[0071]
[Third Embodiment]
FIG. 14 is a diagram illustrating a configuration of an automatic wafer macro inspection apparatus according to the third embodiment. FIG. 14 shows a side view of the
[0072]
When inspecting for non-uniformity of the pattern, the
[0073]
In this embodiment, in consideration of the photosensitivity of the resist layer formed on the wafer, the fourth
[0074]
In this embodiment, a CCD camera is used as the
[0075]
FIG. 16 is a plan view showing the positional relationship between the camera image and the illumination image. On the surface of the
[0076]
Further, the
[0077]
Next, when inspecting for flaws in the pattern, the
[0078]
In this embodiment, as described above, in consideration of the photosensitivity of the resist layer formed on the wafer, the fifth
[0079]
Next, in this embodiment, the determination of the quality of the pattern performed by the
[0080]
This reference image is a surface image of a partial region of a wafer (reference wafer) on which a pattern in a good state is formed. At this time, the quality of the pattern is determined visually by the operator as described in the first embodiment. Then, similarly, the operator visually checks the quality of the first pattern of the lot, and when the pattern is determined to be “good”, the pattern is stored in the
[0081]
The
[0082]
FIG. 17 is a plan view showing the shape of the template according to the third embodiment. The
[0083]
In this embodiment, since the flaw image and the color unevenness image are detected by the same camera, a template having the same shape can be used for each. Also, one template is prepared for the detected surface image of each partial region, and template matching is performed. The size of each
[0084]
According to the automatic wafer macro inspection apparatus of the third embodiment described above, since the inspection is performed for each partial area by dividing the surface area of the wafer, the number of CCD camera pixels per unit area of the wafer can be increased. it can. Therefore, a more accurate inspection can be performed as compared with the configurations of the first and second embodiments.
[0085]
In this embodiment, one diffused light source (fourth light source 78) is used when detecting a color unevenness image, but it is better to use a plurality of diffused light sources. Also, as shown in the cross-sectional view of FIG. 18, a dome-shaped diffused illumination 96 (the inner surface q is a light emitting surface) surrounding the
[0086]
[Fourth Embodiment]
FIG. 19 is a block diagram illustrating a configuration of the comparing
[0087]
Then, edge processing is performed on the set reference template. In this embodiment, the
[0088]
Next, each of the reference templates subjected to the edge processing is output to the brightness difference
[0089]
Further, the brightness difference
[0090]
Next, similarly, the template to be inspected is set in the area of the surface image (stored in the detected image memory 46) of the detected wafer to be inspected corresponding to the reference template. Then, the
[0091]
Further, the brightness difference
[0092]
The determination means 40 of this embodiment calculates the coincidence rate (correlation rate, correlation value) between the reference value and the value to be inspected, which is the result of comparison by the comparison means 38. Then, it is detected whether or not the calculated coincidence ratio is within a preset value range, and the quality of the inspection target wafer (pattern formed on the surface of the wafer) is determined.
[0093]
Each graph in FIG. 20 is a graph showing a brightness difference distribution. In each graph, the horizontal axis represents the brightness difference, and the vertical axis represents the number of pixels. For example, it is assumed that the brightness difference distribution shown in the first graph is the reference brightness difference distribution. It is assumed that the brightness difference distributions shown in the second and third graphs are the brightness difference distributions to be inspected. The first-stage reference brightness difference distribution has a substantially symmetric mountain shape. On the other hand, the brightness difference distribution to be inspected in the second stage has a shape in which the local maximum point shifts to the right side as compared with the reference brightness difference distribution. Further, the brightness difference distribution to be inspected in the third stage has a shape in which the local maximum point shifts to the left side as compared with the reference brightness difference distribution. Accordingly, the second and third inspection lightness difference distributions to be inspected have different shapes from the reference lightness difference distribution.
[0094]
The
[0095]
The coincidence rate is a value indicating how much the two quantities coincide. A reference is set for this coincidence rate. For example, when this reference is set to 60%, if the coincidence rate of each pixel number is 60% or more, it is determined that these pixel numbers are the same. When the values are equal to or smaller than the first threshold value, it is determined that the brightness difference distribution to be inspected in the second stage is the same as the reference brightness difference distribution. It is determined that the distribution is different.
[0096]
Next, a coincidence rate of the number of pixels of each graph (the number of pixels in each graph region indicated by oblique lines) equal to or more than the second threshold value on the high lightness difference side is calculated. That is, a coincidence rate between the second reference value and the second inspection value is calculated. According to this calculation result, the brightness difference distribution to be inspected in the second stage is determined to be different from the reference brightness difference distribution, and the brightness difference distribution to be inspected in the third stage is determined to be the same as the reference brightness difference distribution.
[0097]
In the example described with reference to FIG. 20, it is determined that the lightness difference distributions to be inspected in the second and third stages are different from the reference lightness difference distribution. Therefore, the template to be inspected reflecting the brightness difference distributions to be inspected in the second and third stages is determined to be “defective”. As described above, by setting two thresholds as the determination criterion, it is possible to reduce erroneous determinations as compared with a case where only one threshold is set.
[0098]
According to the image processing method of performing the edge processing described above, a good determination result can be obtained. Further, the processing method according to the fourth embodiment can determine the quality of a wafer with higher detection accuracy for a flaw inspection than the processing method of template matching described in the first embodiment. . This is because most of the flaws detected as flaw images are very small, so it is possible to reduce erroneous determination by sharpening the flaw image by performing edge processing, and as a result, defective product detection This is because the rate can be increased. In addition, the color unevenness inspection can be performed with the same or higher detection accuracy as in the first embodiment regardless of the flaw inspection.
[0099]
In the comparison processing of this embodiment, an example is described in which two thresholds for setting the brightness difference range for comparing the number of pixels are used. However, the present invention is not limited to this, and two or more thresholds may be used. . For example, if three or more threshold values are used, the determination accuracy can be further improved. Further, first, the quality of the wafer is determined by performing the processing according to the matching method described in the first embodiment, and subsequently, the quality of the wafer is determined by performing the processing according to the matching method described in the fourth embodiment. May be determined.
[0100]
【The invention's effect】
According to the wafer macro inspection method of the first invention according to this application, a surface image of a wafer is detected, a pattern of the surface image is compared with a pattern of a reference image, and a pattern state is determined according to the comparison result. By doing so, it is possible to inspect the wafer (pattern formed on the surface of the wafer).Further, according to the wafer macro inspection method of the first aspect of the present invention, when a flaw image is detected, the diffuse reflection plate is moved so that the image is not reflected on the surface of the wafer. Can be easily detected.
[0101]
Further, according to the automatic wafer macro inspection apparatus of the second invention according to this application, the image detecting section detects the reference image in advance, stores the reference image in the image memory section, Detects the image to be inspected, stores the image to be inspected in the image memory unit, reads out each image stored in the image memory unit to the comparing unit, compares the reference image and the image to be inspected, Based on the comparison result, the determination unit outputs a pass / fail determination result of the wafer (pattern formed on the surface of the wafer). Therefore, with this apparatus configuration, it is possible to automatically perform a macro inspection of a wafer. Therefore, the number of working steps can be significantly reduced. In addition, an accurate inspection can be performed regardless of the skill level of the operator. Further, the opportunity for the operator to come into contact with the wafer is reduced, so that contamination free of the wafer can be achieved.Further, according to the wafer macro inspection apparatus of the second aspect of the present invention, when the flaw image is detected, the diffuse reflection plate is moved so that the image is not projected on the surface of the wafer. Can be easily detected.
[0102]
Further, according to a preferred configuration example of the automatic wafer macro inspection apparatus of the present invention, the surface of the wafer is irradiated with diffused light and the first detection means detects the surface image. The non-uniformity of the formed pattern can be inspected.
[0103]
Further, according to the preferred embodiment of the automatic wafer macro inspection apparatus of the present invention, the surface of the wafer is irradiated with spot light, and the surface image is detected by the second detecting means. The presence or absence of a flaw in the formed pattern can be inspected.
[0104]
Further, according to a preferred configuration example of the automatic wafer macro inspection apparatus of the present invention, the non-uniformity of the pattern is inspected by irradiating the surface of the wafer with diffused light and detecting the surface image of the wafer. can do. In addition, by switching the illumination and irradiating the surface of the wafer with spot light to detect the surface image of the wafer, it is possible to inspect whether or not the pattern is flawed.
[0105]
Further, according to a preferred configuration example of the automatic wafer macro inspection apparatus of the present invention, by irradiating the surface of the wafer with diffused light and detecting the surface image of the wafer, a pattern formed in a partial region of the wafer surface is detected. Inspection of the non-uniformity of the wafer, and movement of the wafer on the XY stage to move the partial area of the wafer captured by the third detection means. Can be inspected.
[0106]
Further, according to a preferred configuration example of the automatic wafer macro inspection apparatus of the present invention, a pattern formed in a partial region on the wafer surface is obtained by irradiating a spot light on the surface of the wafer and detecting a surface image of the wafer. And a structure in which the wafer is moved on the XY stage to move a partial area of the wafer captured by the third detecting means. Can be inspected.
[0107]
Further, according to a preferred configuration example of the automatic wafer macro inspection apparatus of the present invention, by irradiating the surface of the wafer with diffused light and detecting the surface image of the wafer, a pattern formed in a partial region of the wafer surface is detected. Inspection of the non-uniformity of the wafer and movement of the wafer on the XY stage to move the partial area of the wafer captured by the third detection means, the non-uniformity of the pattern on the surface of the wafer for each partial area Can be inspected. In addition, a configuration in which the presence or absence of a flaw in a pattern formed in a partial region of the wafer surface is inspected by irradiating a spot light on the surface of the wafer and detecting a surface image of the wafer, and the wafer is moved by an XY stage This makes it possible to inspect the presence or absence of a flaw in the pattern on the surface of the wafer for each partial region by moving the partial region of the wafer captured by the third detection means.
[Brief description of the drawings]
FIG. 1 is a diagram illustrating a configuration of an automatic wafer macro inspection apparatus according to a first embodiment.
FIG. 2 is a diagram illustrating a configuration of an image detection unit according to the first embodiment.
FIG. 3 is a view showing how a color unevenness image looks.
FIG. 4 is a view showing non-uniformity of a pattern.
FIG. 5 is a diagram showing an arrangement of an imaging system.
FIG. 6 is a diagram illustrating a configuration of an image processing unit.
FIG. 7 is a diagram illustrating a configuration of a comparison unit.
FIG. 8 is a diagram showing a state of a surface of a wafer.
FIG. 9 is a diagram showing a relationship between a conventional template and a wafer surface image.
FIG. 10 is a diagram illustrating a shape of a scratch inspection template according to the first embodiment.
FIG. 11 is a diagram illustrating a shape of a color unevenness inspection template according to the first embodiment.
FIG. 12 is a diagram illustrating a configuration of an automatic wafer macro inspection apparatus according to a second embodiment.
FIG. 13 is a diagram illustrating a configuration of an image detection unit according to the second embodiment.
FIG. 14 is a diagram illustrating a configuration of an automatic wafer macro inspection apparatus according to a third embodiment.
FIG. 15 is a diagram illustrating a configuration of an image detection unit according to a third embodiment.
FIG. 16 is a diagram showing a positional relationship between a camera image and an illumination image.
FIG. 17 is a diagram illustrating the shape of a template according to the third embodiment.
FIG. 18 is a diagram illustrating an example using dome-shaped illumination.
FIG. 19 is a diagram illustrating a configuration of a comparing unit according to the fourth embodiment.
FIG. 20 is a diagram showing a lightness difference distribution graph.
[Explanation of symbols]
10: Image detection unit 12: Image processing unit
14: Diffuse illumination system 16: First camera
18: First light source 20: Screen
22: Wafer 24: Support
26: Spot illumination system 28: Second camera
30a, 30b: third light source 32: image processing device
34: Display device 36: Image storage means
38: comparison means 40: judgment means
42: display means 44: control means
46: Detected image memory 48: Reference image memory
50: Data input unit 52: Wafer data storage unit
54: Template creation unit
56: Template matching unit
58: Dead area input unit 60: Division number input unit
62: chip 64: dead area
66: pattern formation area
68: conventional template 70: template
72: pattern formation area setting unit
74: grating division unit 76: second light source
78: fourth light source 80: third camera
82: XY stage
84a, 84b: Fifth light source 86: Camera image
88: Illumination image 90: Pattern
92: protrusion 94: scratch
96: Dome diffused illumination 98: Comparison processing unit
100: edge processing unit 102: brightness difference distribution detection unit
104: threshold storage unit
Claims (10)
前記拡散反射板を移動させ、前記基準ウエハの表面にスポット光を照射し、該基準ウエハの真上から該基準ウエハの表面の全領域に亘る第1のキズ像を検出するステップと、
前記拡散反射板を用いて被検査ウエハの表面に前記拡散光を照射し、該被検査ウエハの斜め上方から該被検査ウエハの表面の全領域に亘る第2の色ムラ像を検出するステップと、
前記拡散反射板を移動させ、前記被検査ウエハの表面に前記スポット光を照射し、該被検査ウエハの真上から該被検査ウエハの表面の全領域に亘る第2のキズ像を検出するステップと、
前記第1の色ムラ像およびキズ像と前記第2の色ムラ像およびキズ像とを比較するステップと、
前記比較の結果に基づいて、前記被検査ウエハの良否を判定するステップと
を有することを特徴とするウエハのマクロ検査方法。 Irradiating the diffused light generated by the first light source on the surface of the reference wafer using a diffuse reflection plate, and detecting a first color unevenness image over an entire area of the surface of the reference wafer from obliquely above the reference wafer; When,
Moving the diffuse reflector, irradiating spot light on the surface of the reference wafer, and detecting a first flaw image over the entire region of the surface of the reference wafer from directly above the reference wafer;
Irradiating the diffused light to the surface of the wafer to be inspected using the diffuse reflection plate, and detecting a second color unevenness image over the entire area of the surface of the wafer to be inspected from obliquely above the wafer to be inspected ,
Moving the diffuse reflector, irradiating the spot light on the surface of the wafer to be inspected, and detecting a second flaw image over the entire area of the surface of the wafer to be inspected from directly above the wafer to be inspected; When,
Comparing the first color unevenness image and the flaw image with the second color unevenness image and the flaw image;
Determining the quality of the wafer to be inspected based on the result of the comparison;
A macro inspection method for a wafer .
前記テンプレートマッチングは、
前記第1の色ムラ像およびキズ像に基準テンプレートを設定するステップと、
該設定した基準テンプレートを構成する各画素の明度の合計値を基準値として計数し、該基準値を第1メモリ手段に記憶するステップと、
前記基準テンプレートに対応する前記第2の色ムラ像およびキズ像に、被検査テンプレートを設定するステップと、
該被検査テンプレートを構成する各画素の明度の合計値を被検査値として計数し、該被検査値を第2メモリ手段に記憶するステップと、
前記第1および第2メモリ手段から前記基準値および前記被検査値をそれぞれ読み出し、これら基準値および被検査値を比較するステップと
をもって行うことを特徴とするウエハのマクロ検査方法。3. The macro inspection method for a wafer according to claim 2,
The template matching is
Setting a reference template for the first color unevenness image and the flaw image ;
Counting the total value of the brightness of each pixel constituting the set reference template as a reference value, and storing the reference value in the first memory means;
Setting a template to be inspected in the second color unevenness image and the flaw image corresponding to the reference template;
Counting the total value of the brightness of each pixel constituting the inspection template as an inspection value, and storing the inspection value in the second memory means;
Reading the reference value and the inspection value from the first and second memory means, respectively, and comparing the reference value and the inspection value .
前記テンプレートマッチングは、
前記第1の色ムラ像およびキズ像に基準テンプレートを設定するステップと、
該設定した基準テンプレートにエッジ処理を施すステップと、
該エッジ処理済の基準テンプレートを構成する各画素の、第1明度差以下の画素数と第2明度差以上の画素数とを基準値として計数し、該基準値を第1メモリ手段に記憶するステップと、
前記基準テンプレートに対応する前記第2の色ムラ像およびキズ像に、被検査テンプレートを設定するステップと、
該設定した被検査テンプレートにエッジ処理を施すステップと、
該エッジ処理済の被検査テンプレートを構成する各画素の、前記第1明度差以下の画素数と前記第2明度差以上の画素数とを被検査値として計数し、該被検査値を第2メモリ手段に記憶するステップと、
前記第1および第2メモリ手段から前記基準値および前記被検査値をそれぞれ読み出し、これら基準値および被検査値を比較するステップと
をもって行うことを特徴とするウエハのマクロ検査方法。3. The macro inspection method for a wafer according to claim 2,
The template matching is
Setting a reference template for the first color unevenness image and the flaw image ;
Performing edge processing on the set reference template;
The number of pixels that are equal to or less than the first brightness difference and the number of pixels that are equal to or greater than the second brightness difference are counted as reference values, and the reference values are stored in the first memory unit. Steps and
Setting a template to be inspected in the second color unevenness image and the flaw image corresponding to the reference template;
Performing edge processing on the set inspection target template;
The number of pixels that are equal to or less than the first brightness difference and the number of pixels that are equal to or greater than the second brightness difference among the respective pixels constituting the edge-processed inspection template are counted as inspection values. Storing in memory means;
Reading the reference value and the inspection value from the first and second memory means, respectively, and comparing the reference value and the inspection value.
前記第1光源から発生された前記拡散光を反射して、基準ウエハおよび被検査ウエハの表面に該拡散光を照射する拡散反射板と、
前記拡散光が照射されている間に、前記基準ウエハおよび前記被検査ウエハの色ムラ像 を検出する第1検査手段と、
前記基準ウエハおよび前記被検査ウエハの表面にスポット光を照射する第2光源と、
前記拡散反射板を移動させ、前記スポット光が照射されている間に、前記基準ウエハおよび前記被検査ウエハのキズ像を検出する第2検査手段と、
前記基準ウエハの前記色ムラ像および前記キズ像と前記被検査ウエハの前記色ムラ像および前記キズ像とを比較する比較部と、
前記比較部の比較結果に基づいて、前記被検査ウエハの良否判定を行う判定部と
を具えることを特徴とする自動ウエハマクロ検査装置。 A first light source for generating diffused light,
A diffuse reflector that reflects the diffused light generated from the first light source and irradiates the diffused light to the surfaces of a reference wafer and a wafer to be inspected;
A first inspection unit that detects color unevenness images of the reference wafer and the inspected wafer while the diffused light is being irradiated ;
A second light source for irradiating spot light on the surfaces of the reference wafer and the inspection target wafer;
A second inspection unit that moves the diffuse reflection plate and detects a flaw image of the reference wafer and the inspection target wafer while the spot light is being irradiated;
A comparing unit that compares the color unevenness image and the flaw image of the reference wafer with the color unevenness image and the flaw image of the inspected wafer;
A determination unit that determines the acceptability of the inspection target wafer based on a comparison result of the comparison unit;
An automatic wafer macro inspection apparatus, comprising:
ウエハの表面に拡散光を照射する拡散照明系を具え、
前記拡散照明系は、
拡散光を発生して、前記ウエハの表面の全領域に該拡散光を照射する第3光源であることを特徴とする自動ウエハマクロ検査装置。The automatic wafer macro inspection apparatus according to claim 5 ,
Equipped with a diffused illumination system that irradiates diffused light to the wafer surface
The diffuse illumination system includes:
An automatic wafer macro inspection apparatus, which is a third light source that generates diffused light and irradiates the diffused light to the entire surface of the wafer.
被検査ウエハの表面像と基準ウエハの表面像とを、それぞれ被検査画像および基準画像として検出する画像検出部を具え、
前記画像検出部は、
拡散光を発生する第1光源と、
該拡散光を前記ウエハの表面の全領域に向けて照射するための拡散反射板と、
前記ウエハの表面の全領域に亘る前記色ムラ像を検出する第1検出手段と、
スポット光を発生して、前記ウエハの表面の全領域に向けて斜め上方から該スポット光を照射するための第2光源と、
前記ウエハの表面の全領域に亘る前記キズ像を検出する第2検出手段と
を具えることを特徴とする自動ウエハマクロ検査装置。The automatic wafer macro inspection apparatus according to claim 5,
An image detection unit for detecting the surface image of the inspected wafer and the surface image of the reference wafer as an inspected image and a reference image, respectively.
The image detection unit,
A first light source for generating diffused light,
A diffuse reflector for irradiating the diffused light toward the entire surface of the wafer;
First detection means for detecting the color unevenness image over the entire area of the surface of the wafer;
A second light source for generating spot light and irradiating the spot light obliquely from above toward the entire surface of the wafer;
An automatic wafer macro inspection apparatus, comprising: second detection means for detecting the flaw image over the entire area of the wafer surface.
被検査ウエハの表面像と基準ウエハの表面像とを、それぞれ被検査画像および基準画像として検出する画像検出部を具え、
前記画像検出部は、
拡散光を発生して、前記ウエハの表面の部分領域に該拡散光を照射するための第4光源と、
前記部分領域の前記色ムラ像を検出する第3検出手段と、
前記ウエハの表面の全領域に亘る前記表面像が走査されるように前記ウエハを移動させるXYステージと
を具えることを特徴とする自動ウエハマクロ検査装置。The automatic wafer macro inspection apparatus according to claim 5,
An image detection unit for detecting the surface image of the inspected wafer and the surface image of the reference wafer as an inspected image and a reference image, respectively.
The image detection unit,
A fourth light source for generating diffused light and irradiating the partial light on the surface of the wafer with the diffused light;
Third detection means for detecting the color unevenness image of the partial area;
An automatic wafer macro inspection apparatus, comprising: an XY stage that moves the wafer so that the surface image is scanned over the entire area of the wafer surface.
被検査ウエハの表面像と基準ウエハの表面像とを、それぞれ被検査画像および基準画像として検出する画像検出部を具え、
前記画像検出部は、
スポット光を発生して、前記ウエハの表面の部分領域に向けて斜め上方から該スポット光を照射するための第5光源と、
前記部分領域の前記色ムラ像を検出する第3検出手段と、
前記ウエハの表面の全領域に亘る前記表面像が走査されるように前記ウエハを移動させるXYステージと
を具えることを特徴とする自動ウエハマクロ検査装置。The automatic wafer macro inspection apparatus according to claim 5,
An image detection unit for detecting the surface image of the inspected wafer and the surface image of the reference wafer as an inspected image and a reference image, respectively.
The image detection unit,
A fifth light source for generating spot light and irradiating the spot light from obliquely upward toward a partial region on the surface of the wafer;
Third detection means for detecting the color unevenness image of the partial area;
An automatic wafer macro inspection apparatus, comprising: an XY stage that moves the wafer so that the surface image is scanned over the entire area of the wafer surface.
被検査ウエハの表面像と基準ウエハの表面像とを、それぞれ被検査画像および基準画像として検出する画像検出部を具え、
前記画像検出部は、
拡散光を発生して、前記ウエハの表面の部分領域に該拡散光を照射するための第4光源と、
スポット光を発生して、前記ウエハの表面の部分領域に向けて斜め上方から該スポット光を照射するための第5光源と、
前記部分領域の前記色ムラ像を検出する第3検出手段と、
前記ウエハの表面の全領域に亘る前記表面像が走査されるように前記ウエハを移動させるXYステージと
を具えることを特徴とする自動ウエハマクロ検査装置。The automatic wafer macro inspection apparatus according to claim 5,
An image detection unit for detecting the surface image of the inspected wafer and the surface image of the reference wafer as an inspected image and a reference image, respectively.
The image detection unit,
A fourth light source for generating diffused light and irradiating the partial light on the surface of the wafer with the diffused light;
A fifth light source for generating spot light and irradiating the spot light from obliquely upward toward a partial region on the surface of the wafer;
Third detection means for detecting the color unevenness image of the partial area;
An automatic wafer macro inspection apparatus, comprising: an XY stage that moves the wafer so that the surface image is scanned over the entire area of the wafer surface.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30023196A JP3565672B2 (en) | 1996-11-12 | 1996-11-12 | Wafer macro inspection method and automatic wafer macro inspection apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30023196A JP3565672B2 (en) | 1996-11-12 | 1996-11-12 | Wafer macro inspection method and automatic wafer macro inspection apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10144747A JPH10144747A (en) | 1998-05-29 |
| JP3565672B2 true JP3565672B2 (en) | 2004-09-15 |
Family
ID=17882302
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP30023196A Expired - Fee Related JP3565672B2 (en) | 1996-11-12 | 1996-11-12 | Wafer macro inspection method and automatic wafer macro inspection apparatus |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3565672B2 (en) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0930498A3 (en) | 1997-12-26 | 1999-11-17 | Nidek Co., Ltd. | Inspection apparatus and method for detecting defects |
| JP2000009655A (en) * | 1998-06-25 | 2000-01-14 | Kobe Steel Ltd | Visual inspection device |
| JP2947513B1 (en) | 1998-07-30 | 1999-09-13 | 株式会社ニデック | Pattern inspection equipment |
| JP2001343336A (en) * | 2000-05-31 | 2001-12-14 | Nidek Co Ltd | Method and device for inspecting defect |
| JP4551318B2 (en) * | 2005-12-06 | 2010-09-29 | 三菱重工業株式会社 | Semiconductor processing equipment |
| JP5501793B2 (en) * | 2010-02-22 | 2014-05-28 | 名古屋電機工業株式会社 | Parking detection device, parking detection method, and parking detection program |
| JP5604196B2 (en) * | 2010-07-05 | 2014-10-08 | シャープ株式会社 | Macro inspection method and inspection system |
| JP7368141B2 (en) * | 2019-08-20 | 2023-10-24 | 東レエンジニアリング株式会社 | Wafer appearance inspection device and method |
-
1996
- 1996-11-12 JP JP30023196A patent/JP3565672B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10144747A (en) | 1998-05-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6222624B1 (en) | Defect inspecting apparatus and method | |
| JP3668294B2 (en) | Surface defect inspection equipment | |
| US8532364B2 (en) | Apparatus and method for detecting defects in wafer manufacturing | |
| US6201600B1 (en) | Method and apparatus for the automatic inspection of optically transmissive objects having a lens portion | |
| JP2001194323A (en) | Method and device for inspecting pattern defect | |
| JP2002014057A (en) | Defect checking device | |
| JP3311135B2 (en) | Inspection range recognition method | |
| US20070115464A1 (en) | System and method for inspection of films | |
| JPH09178663A (en) | Method and device for detecting unevenness of reflecting surface | |
| JP7157580B2 (en) | Board inspection method and board inspection apparatus | |
| JP2005214980A (en) | Macro inspection method for wafer and automatic wafer macro inspection device | |
| JP3565672B2 (en) | Wafer macro inspection method and automatic wafer macro inspection apparatus | |
| JP2009097977A (en) | Visual inspection device | |
| JP2006138830A (en) | Surface defect inspection device | |
| US20090207245A1 (en) | Disk inspection apparatus and method | |
| JP2001209798A (en) | Method and device for inspecting outward appearance | |
| JP2011075325A (en) | Surface inspection device | |
| JP2006017685A (en) | Surface defect inspection device | |
| JP3657076B2 (en) | Wafer macro inspection method and automatic wafer macro inspection apparatus | |
| JP2001194322A (en) | External appearance inspection device and inspection method | |
| JP3262150B2 (en) | Inspection device for solder joints | |
| JPS6221046A (en) | Defect inspection for shadow mask | |
| JP2000028535A (en) | Defect inspecting device | |
| WO2008085160A1 (en) | System and method for inspection of films | |
| CN110926362B (en) | Optical detection method for microstructure with large height-width ratio |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20031215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040113 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040310 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040608 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040608 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080618 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090618 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090618 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100618 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100618 Year of fee payment: 6 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100618 Year of fee payment: 6 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110618 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110618 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120618 Year of fee payment: 8 |
|
| LAPS | Cancellation because of no payment of annual fees |