以下、図面を参照しながら、超音波検査装置の実施形態について詳細に説明する。
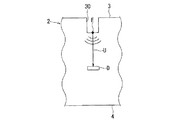
図1の符号1は、本実施形態の超音波検査装置である。この超音波検査装置1は、非破壊で検査対象となる対象物2の内部の亀裂または空洞などの欠陥Dの有無を検査するために用いられる。本実施形態では、対象物2の表面3から内部に向けて超音波Uを伝搬させて、欠陥Dまたは対象物2の底面4により反射される超音波Rを対象物2の表面3で検出する。対象物2は、例えば、金属で形成された部材である。この対象物2の溶接部などの検査対象となる部位に欠陥Dが存在するか否かの検査を、超音波Rを用いて行う。
図1に示すように、超音波検査装置1は、対象物2の表面3で超音波Uを励起させる超音波励起部10と、欠陥Dまたは対象物2の底面4により反射された超音波Rを検出する超音波検出部11と、これらの機器を制御する制御コンピュータ12とを備える。
超音波励起部10は、パルス状の励起用レーザ光6を対象物2の表面3に向けて照射(出力)する。励起用レーザ光6が対象物2の表面3に照射されると、この表面3にプラズマが発生する。このプラズマによる熱ひずみまたはアブレーションにより、超音波Uが励起される。この超音波励起点Eから対象物2の内部に向けて超音波Uが送信(出力)される。
本実施形態では、励起用レーザ光6を対象物2の表面3に当てて超音波励起点Eを生じさせるアクティブな超音波の励起方法を用いているが、その他の態様でも良い。例えば、アコースティックエミッション(AE)のように、パッシブな超音波の励起方法を用いても良い。また、圧電素子を用いた超音波の励起方法でも良いし、EMATなどの電磁波を用いた超音波の励起方法でも良いし、物理的な打撃を用いた超音波の励起方法でも良い。
超音波検出部11は、検出用レーザ光7を対象物2の表面3に向けて照射(出力)し、検出用レーザ光7の反射光8を検出する。この反射光8は、散乱源である欠陥Dにより反射された超音波Rにより振動する表面3の状態を検出する。つまり、超音波検出部11は、検出用レーザ光7を用いて、欠陥Dにより反射された超音波Rを検出する。
本実施形態では、対象物2の表面3の複数箇所の検出位置Pで超音波Rの検出を行う。超音波検出部11は、それぞれの検出位置Pに検出用レーザ光7を照射し、その反射光8を検出する。つまり、それぞれの検出位置Pで個別に得られる超音波Rの信号波形Wの取得を行う(図3参照)。なお、検出位置Pの数に応じた複数本の検出用レーザ光7を照射しても良いし、1本の検出用レーザ光7を用いて、それぞれの検出位置Pに順番に検出用レーザ光7を照射しても良い。
図1に示すように、対象物2の表面3において、超音波励起点Eから所定の方向に向かって延びる直線上に複数の検出位置Pが等間隔に並んでいる。なお、本実施形態では、1つの直線上に並ぶ複数の検出位置Pで検出された超音波Rに基づいて、信号強度分布Bを作成する(図6参照)。そして、信号強度分布Bに基づいて欠陥Dの評価を行う。
また、超音波励起点Eから所定の方向に向かって延びる直線を基準線として、この基準線と平行に並ぶ複数の直線を設定する。これら直線上のそれぞれに並ぶ複数の検出位置Pで検出された超音波Rに基づいて、それぞれの直線上に対応する複数の信号強度分布Bを作成する。つまり、検出位置Pは、対象物2の表面3にマトリクス状に設定される。そして、これら信号強度分布Bを集めた信号強度分布群Gを作成し(図6参照)、欠陥Dの位置、欠陥Dの形状、欠陥Dのサイズの評価を行うことができる。このようにすれば、欠陥の様々な状態の評価を得ることができる。また、より広い範囲で取得された超音波に含まれる情報に基づいて、欠陥のサイズを評価できるので、欠陥の評価の精度を向上させることができる。つまり、検出誤差を低減させることができる。
本実施形態では、超音波励起点Eを原点として検出位置Pの1次元的な座標が設定される。例えば、超音波励起点Eから近い方の検出位置Pから順に、1番目の検出位置P1、2番目の検出位置P1、…n番目の検出位置Pnが設定される。
図3(A)は、1番目の検出位置P1で検出された超音波Rの信号波形W1である。図3(B)は、2番目の検出位置P2で検出された超音波Rの信号波形W2である。図3(C)は、n番目の検出位置Pnで検出された超音波Rの信号波形Wnである。
図3に示すように、超音波Rの信号波形Wには、欠陥Dで反射された波形H1と、対象物2の底面4で反射された波形H2とが含まれる。ここで、対象物2の底面4で反射された超音波Rがそれぞれの検出位置Pまで伝搬される時間は、対象物2の材質および形状により一義的に特定可能となっている。そして、欠陥Dで反射された波形H1は、対象物2の底面4で反射された波形H2よりも早い時間に出現する。
本実施形態では、対象物2の底面4で反射された波形H2よりも早い時間に出現した波形H1に基づいて、超音波励起点Eから伝搬された超音波Uが欠陥Dにより反射され、それぞれの検出位置Pまで到達する伝搬時間T1,T2,…Tnが特定される。そして、それぞれの伝搬時間T1,T2,…Tnに基づいて、対象物2の欠陥Dに関する超音波Rの波形H1が含まれる指定時間Jが指定される(図4参照)。この指定時間Jは、欠陥Dに関する超音波Rの波形H1の出現前からこの波形H1の消滅後までの一定の範囲を示す時間帯である。
なお、指定時間Jは、任意で全ての信号波形W1,W2,…Wnに対して一括して指定しても良いし、それぞれの信号波形W1,W2,…Wn毎に個別に指定しても良い。また、超音波励起点Eから検出位置Pまでの距離(座標)に基づいて、指定時間Jを幾何的に算出しても良い。
図4に示すように、本実施形態では、信号強度分布Bを作成するための信号強度値を信号波形Wから求める。信号強度値は、指定時間Jにおける信号波形Wの最大値V1を用いても良いし、指定時間Jにおける信号波形Wの最小値V2を用いても良い。また、指定時間Jにおける信号波形Wの最大値V1と最小値V2の差分であるピークピーク値V3を用いても良い。さらに、指定時間Jにおける信号波形Wの平均値V4を用いても良い。
このようにすれば、欠陥Dの評価するために必要な情報を含む信号波形Wから信号強度値を求めることができる。なお、指定時間Jは、時間帯ではなく、特定の時点でも良い。例えば、信号強度値は、特定の時点である指定時間Jにおける信号波形Wの最大値V1または最小値V2であっても良い。
図6に示すように、本実施形態の超音波検査方法では、複数の信号波形Wを集めた信号波形群Qに基づいて、1つの信号強度分布Bのグラフが作成される。ここで、検出位置Pを横軸に信号強度値を縦軸にプロットした信号強度分布Bのグラフが作成される。なお、1つの信号強度分布Bのグラフは、直線上に並ぶ複数の検出位置Pに対応して作成される。つまり、1つの信号強度分布Bのグラフは、1次元の信号強度分布Bの解析に用いられる。
そして、互いに平行に並ぶ複数の信号強度分布Bを集めた信号強度分布群Gが作成される。この信号強度分布群Gにより、2次元的な信号強度分布Bの解析が可能になる。つまり、対象物2の表面3にマトリクス状に設定された検出位置Pに基づいて、対象物2の表面3を2次元的に走査することができる。
このようにして取得された信号強度分布Bに基づいて欠陥Dの評価を行うことができる。また、規格化した信号強度分布Bに基づいて欠陥Dの評価を行うこともできる。なお、本実施形態の規格化とは、信号強度分布Bのグラフを、その最大値を1とした場合のグラフに変換することを示す(図9および図10参照)。
次に、信号強度分布Bに基づいて欠陥Dの評価を行う原理について詳述する。図5(A)は、サイズが大きい球形状の欠陥Dで反射された超音波Rを示す概念図である。図5(B)は、サイズが中位の球形状の欠陥Dで反射された超音波Rを示す概念図である。図5(C)は、サイズが小さい球形状の欠陥Dで反射された超音波Rを示す概念図である。
超音波励起点Eで発生し、対象物2の内部を伝搬する超音波Uは、欠陥Dにより反射、解析、または散乱される。この欠陥Dで反射された超音波Rが超音波検出部11で検出される(図1参照)。
図5に示すように、例えば、欠陥Dが球形状をしているものとする。球形状の欠陥Dに対して超音波Uが入射された場合に、スネルの法則に従って反射される。つまり、欠陥Dの境界面において超音波Uが入射された部分の接平面に対して、入射された角度と等しい角度で超音波Rが反射される。
図5(A)に示すように、直径が大きい球形状の欠陥Dに対して超音波Uが入射された場合には、この欠陥Dの境界面の曲率が小さいので、反射角が小さくなる。そして、所定の範囲に亘って超音波Rが広がりながら反射される。
図5(B)に示すように、直径が中位の球形状の欠陥Dに対して超音波Uが入射された場合には、この欠陥Dの境界面の曲率が大きいので、反射角が大きくなる。そして、直径が大きい球形状の欠陥Dで反射されたときよりも、広い範囲に亘って超音波Rが広がりながら反射される。
図5(C)に示すように、直径が小さい球形状の欠陥Dに対して超音波Uが入射された場合には、この欠陥Dに当たる超音波Uが少なくなるので、反射される超音波Rが少なくなる。そして、欠陥Dを介して回析される超音波Rが生じる。
このように、欠陥Dの直径に応じて超音波Rの反射角度が大きくなったり、欠陥Dを介して回析されたりする。この現象により、それぞれの検出位置Pに到達される超音波Rの強度が変化される。つまり、対象物2の表面3に到達した超音波Rは、欠陥Dの直径に関する情報を含んでいる。この超音波Rの強度の変化に基づいて、欠陥Dの直径に関する評価を行うことができる。
次に、超音波検査装置1のシステム構成を図2に示すブロック図を参照して説明する。
図2に示すように、超音波励起部10は、パルス状の励起用レーザ光6を対象物2の表面3に向けて照射(出力)するレーザ出力部13を備える。
超音波検出部11は、検出用レーザ光7を送信するレーザ送信部14と、対象物2の表面3で反射された反射光8を受信するレーザ受信部15と、反射光8に基づいて対象物2の表面3の振動を検出するレーザ干渉計16とを備える。
レーザ送信部14から照射された検出用レーザ光7が、対象物2の表面3で反射されて反射光8となってレーザ受信部15で受信される。ここで、レーザ干渉計16が検出用レーザ光7と反射光8とで生じる干渉縞を計測することで、超音波の検出を行う。
超音波検出部11で検出された超音波Rの信号波形Wは、制御コンピュータ12に伝送される。なお、超音波検出部11は、伝送する信号波形Wのゲインを増幅させる機能、または所定の周波数の信号波形Wのみを透過させるフィルタ機能を有していても良い。
制御コンピュータ12は、メイン制御部17と特性情報記憶部18とAD変換部19と伝送記録部20と除去部21と時間指定部22と強度抽出部23と分布生成部24と規格化部25と評価部26と範囲特定部27とを備え、これらは、メモリまたはHDDに記憶されたプログラムがCPUによって実行されることで実現される。
メイン制御部17は、超音波検査装置1に関連する各種機器を統括して制御を行う。特性情報記憶部18は、対象物2の材質または形状毎に異なる特性情報を記憶する。本実施形態では。対象物2の欠陥Dの評価を行う前に、予めサンプルを用いて対象物2の材質または形状に関する特性情報を取得する。そして、この特性情報を特性情報記憶部18に記憶させる。なお、特性情報には、対象物2の内部を伝搬する超音波の音速に関する情報、異方性に関する情報、その他の属性情報が含まれる。
AD変換部19は、超音波検出部11から伝送されるアナログ信号を離散化してデジタル信号に変換する。伝送記録部20は、超音波検出部11から伝送された信号波形W(図3参照)をメモリなどの記録媒体に記録する。除去部21は、特性情報記憶部18に記憶された特性情報に基づいて超音波Rの信号波形Wから欠陥Dの評価に不要なノイズを除去する。
時間指定部22は、超音波励起点Eから検出位置Pまで超音波Rの伝搬時間T1,T2,…Tnに基づいて、対象物2の欠陥Dに関する超音波Rの信号波形W1,W2,…Wnが含まれる指定時間Jを指定する。強度抽出部23は、1つずつの信号波形W1,W2,…Wn(図3参照)において指定時間Jに検出位置Pで検出された超音波Rの信号強度値を抽出する。すなわち、強度抽出部23は、複数の検出位置Pのそれぞれにおいて受信した対象物2の欠陥Dに関する超音波Rの信号強度値を抽出する構成である。
分布生成部24は、検出位置Pに対する信号強度値の関係である信号強度分布Bを生成(出力)する。この信号強度分布Bは、例えば検出位置Pを横軸に信号強度値を縦軸にプロットしたグラフを作成することで生成(出力)される(図6参照)。規格化部25は、信号強度分布Bを規格化する処理を行う。なお、分布生成部24は必ずしもグラフを作成する必要はない。信号強度分布Bとしては、例えば、複数の検出位置Pにおける信号強度値のそれぞれの値に基づく近似式、または複数の検出位置Pにおける信号強度値のそれぞれの値に基づく相関式の相関係数などを求めて生成(出力)するように構成しても構わない。また、検出位置Pと信号強度値の関係を示すグラフを作成する場合、横軸を信号強度値とし縦軸を検出位置Pとするほか、検出位置Pとして極座標系を用いるなど直交座標系以外の座標系を用いても構わない。
評価部26は、信号強度分布Bに基づいて欠陥Dの評価を行う。なお、評価部26は、欠陥Dの位置、欠陥Dの形状、欠陥Dのサイズを信号強度分布Bに基づいて判別する。そして、評価部26は、欠陥Dと検出位置Pの座標との幾何関係から、欠陥Dの特徴量を判定する特徴判定部を備えても良い。
範囲特定部27は、信号強度分布Bに基づいて欠陥Dに関する超音波Rの信号波形Wを検出可能な有効検出範囲を特定する。
また、制御コンピュータ12は、評価用データベース28に接続される。評価用データベース28は、信号強度分布Bと欠陥Dの状態とを対応付けた評価用データを記憶する。この評価用データは、超音波検査装置1を用いて様々な対象物2の欠陥Dを評価する度に蓄積される。例えば、欠陥Dに関する信号強度分布Bの特徴量を予め抽出することで、評価用データが生成される。そして、評価部26が備える特徴判定部は、評価用データに基づいて欠陥Dの特徴量を判定する。つまり、評価用データベース28は、多量の信号強度分布Bを記憶しており、この評価用データベース28に記憶されたデータ群の中から、対象物2から得られた信号強度分布Bに合致する、若しくは近いデータを抽出する。そして、その特徴量を判定結果として出力する。
本実施形態のシステムは、CPU、ROM、RAM、HDDなどのハードウェア資源を有し、CPUが各種プログラムを実行することで、ソフトウェアによる情報処理がハードウェア資源を用いて実現されるコンピュータで構成される。さらに、本実施形態の超音波検査方法は、プログラムをコンピュータに実行させることで実現される。
次に、超音波検査装置1が実行する処理について図7のフローチャートを用いて説明する。この超音波検査装置1の動作によって受動的に生じる作用を含めて説明する。なお、図2に示すブロック図を適宜参照する。
図7に示すように、まず、ステップS11において、超音波検査装置1の制御コンピュータ12のメイン制御部17は、対象物2の超音波検査を開始する前に、対象物2の材質または形状毎に異なる特性情報を取得する。この特性情報は、制御コンピュータにて解析された情報でも良いし、他のコンピュータで解析された情報でも良い。
次のステップS12において、特性情報記憶部18は、対象物2の検査を開始する前に、取得された特性情報を記憶する。
次のステップS13において、メイン制御部17は、対象物2の超音波検査を開始する制御を行う。ここで、対象物2の検査対象となる部位の近傍に複数の検出位置Pを設定する。なお、欠陥Dの存在する部分が不明である場合は、検出位置Pの初期設定を比較的広い範囲に設定しておく。このときに、超音波励起点Eも設定される。
次のステップS14において、超音波励起部10は、設定された超音波励起点Eに向けて励起用レーザ光6を照射(出力)する。そして、この超音波励起点Eから対象物2の内部に向けて超音波Uが発信(出力)される。
次のステップS15において、超音波検出部11は、検出用レーザ光7を対象物2の表面3に向けて照射(出力)し、その反射光8を検出することで、欠陥Dにより反射された超音波Rを検出する。ここで、超音波検出部11が取得した超音波Rのアナログ信号は、AD変換部19によりデジタル信号に変換される。さらに、伝送記録部20が、超音波検出部11から伝送された信号波形Wをメモリなどの記録媒体に記録する。
次のステップS16において、除去部21は、特性情報記憶部18に記憶された特性情報に基づいて超音波Rの信号波形Wから欠陥Dの評価に不要なノイズを除去する。例えば、対象物2の材質および形状に関する特性情報に基づいて、対象物2の底面4で反射された波形H2を特定することができる。ここで、除去部21は、ノイズとなる波形H2を除去する。
次のステップS17において、時間指定部22は、対象物2の欠陥Dに関する超音波Rの波形H1が含まれる指定時間Jを指定する。
次のステップS18において、強度抽出部23は、複数の検出位置Pのそれぞれにおいて受信した対象物2の欠陥Dに関する超音波Rの信号強度値として、指定時間Jに検出位置Pで検出された超音波Rの信号強度値を抽出する。
次のステップS19において、分布生成部24は、検出位置Pに対する信号強度値の関係である信号強度分布Bを出力する。この信号強度分布Bは、例えば検出位置Pを横軸に信号強度値を縦軸にプロットした信号強度分布Bのグラフを作成することで出力される。なお、分布生成部24は必ずしもグラフを作成する必要はない。信号強度分布Bとしては、例えば、複数の検出位置Pにおける信号強度値のそれぞれの値に基づく近似式、または複数の検出位置Pにおける信号強度値のそれぞれの値に基づく相関式の相関係数などを求めて出力するように構成しても構わない。また、検出位置Pと信号強度値の関係を示すグラフを作成する場合、横軸を信号強度値とし縦軸を検出位置Pとするほか、検出位置Pとして極座標系を用いるなど直交座標系以外の座標系を用いても構わない。
次のステップS20において、評価部26は、規格化前の信号強度分布Bのグラフに基づいて欠陥Dの第1種評価を行う。ここで、評価部26は、信号強度分布群Gを用いて欠陥Dの第1種評価を行っても良い。なお、評価部26は、評価用データベース28に記憶された評価用データを参照して第1種評価を行う。
次のステップS21において、規格化部25は、信号強度分布Bのグラフを規格化する処理を行う。
次のステップS22において、評価部26は、規格化後の信号強度分布Bのグラフに基づいて欠陥Dの第2種評価を行う。ここで、評価部26は、規格化後の信号強度分布群Gを用いて欠陥Dの第2種評価を行っても良い。なお、評価部26は、評価用データベース28に記憶された評価用データを参照して第2種評価を行う。
次のステップS23において、範囲特定部27は、信号強度分布Bに基づいて欠陥Dに関する超音波Rの信号波形Wを検出可能な有効検出範囲を特定する。なお、検査対象となる範囲が予め決まっている場合には、その範囲において信号強度分布Bが最大値となる検出位置Pの座標を中心とし、この座標の周囲を有効検出範囲として特定しても良い。
次のステップS24において、メイン制御部17は、対象物2の超音波検査が終了したか否かの判定を行う。ここで、超音波検査が終了した場合(ステップS24がYES)は、処理を終了する。一方、超音波検査が終了していない場合(ステップS24がNO)は、前述のステップS14に戻る。
前述のステップS14に戻る場合に、メイン制御部17は、特定された有効検出範囲に基づいて検出位置Pを再設定する。なお、有効検出範囲が特定されていない場合は、検出位置Pの設定範囲を広げるように設定しても良いし、既に検査済みの領域以外の領域を検出位置Pの設定範囲として設定しても良い。
次に、超音波検査装置1により対象物2の欠陥Dを検出する実験例1について図8から図10を用いて説明する。
以下に示す実験例1〜3では、対象物2の表面3に溝部30が形成され、この溝部30の底部に超音波励起点Eが設定される。なお、検出位置Pは、対象物2の表面3に設定される(図1参照)。つまり、超音波励起点Eは、検出位置Pよりも低い位置に設定される。また、溝部30は、例えば、溶接途中の溶接部を想定している。励起用レーザ光6を用いることで溶接途中の高温の溶接部であっても、超音波励起点Eを形成することができる。
図8に示すように、実験例1では、直径が異なる球形状の欠陥Dの評価を行った。例えば、一方の欠陥Dの直径K1(図8(A))は、他方の欠陥Dの直径K2(図8(B))よりも大きくなっている。
図9(A)は、直径K1が大きい欠陥Dの信号強度分布のグラフである。図9(B)は、直径K2が小さい欠陥Dの信号強度分布のグラフである。図10(A)は、直径K1が大きい欠陥Dの規格化後の信号強度分布のグラフである。図10(B)は、直径K2が小さい欠陥Dの規格化後の信号強度分布のグラフである。縦軸は信号強度値(任意単位)であり、横軸は検出位置Pの座標(mm単位)である。なお、信号強度値には、欠陥Dに関する超音波Rの信号波形Wのピークピーク値を用いている。
図9に示すように、直径K1,K2が異なる球形状の欠陥Dの場合には、直径K1が大きい欠陥Dの信号強度分布の最大値よりも、直径K2が小さい欠陥Dの信号強度分布の最大値の方が小さくなる傾向がある。
図10に示すように、規格化後の信号強度分布では、欠陥Dに近い検出位置Pの座標(例えば10〜50mm)付近では、信号強度分布の形状に大きな違いが見られないが、欠陥Dから離れた検出位置Pの座標(例えば50mm以上)では、信号強度分布の形状に大きな違いが見られる。座標が50mm以上では、直径K1が大きい欠陥Dの信号強度分布が右下がりになっているのに対し、直径K2が小さい欠陥Dの信号強度分布は平坦になっている。これは、欠陥Dの直径K2が小さいことで、欠陥Dの境界面での超音波Rの反射角が大きくなり、欠陥Dから離れた検出位置Pまで超音波Rが伝搬されたために生じる。このように、信号強度分布の形状の違いを見ることで、欠陥Dのサイズの判別が可能である。
次に、超音波検査装置1により対象物2の欠陥Dを検出する実験例2について図11から図13を用いて説明する。
図11に示すように、実験例2では、対象物2の表面3からの深さが異なる欠陥Dの評価を行った。例えば、深さF1が浅い位置にある欠陥D(図11(A))と、深さF2が中位の位置にある欠陥D(図11(B))と、深さF3が深い位置にある欠陥D(図11(C))とをそれぞれ比較する。いずれも球形状の欠陥Dである。
図12(A)は、深さF1が浅い位置にある欠陥Dの信号強度分布のグラフである。図12(B)は、深さF2が中位の位置にある欠陥Dの信号強度分布のグラフである。図12(C)は、深さF3が深い位置にある欠陥Dの信号強度分布のグラフである。図13(A)は、深さF1が浅い位置にある欠陥Dの規格化後の信号強度分布のグラフである。図13(B)は、深さF2が中位の位置にある欠陥Dの規格化後の信号強度分布のグラフである。図13(C)は、深さF3が深い位置にある欠陥Dの規格化後の信号強度分布のグラフである。縦軸は信号強度値(任意単位)であり、横軸は検出位置Pの座標(mm単位)である。なお、信号強度値には、欠陥Dに関する超音波Rの信号波形Wのピークピーク値V3を用いている。
図12および図13に示すように、同一形状の欠陥Dであっても、欠陥Dが存在する深さF1,F2,F3が異なると信号強度分布の形状が異なるようになる。このように、信号強度分布の形状の違いにより欠陥Dが存在する深さF1,F2,F3を判別することができる。
超音波励起点Eが、検出位置Pが設定される表面3よりも下方位置にある場合は、超音波励起点Eが存在する溝部30で、欠陥Dから反射された超音波Rが遮られるようになる。そのため、欠陥Dに近い検出位置Pの座標(例えば10〜50mm)付近では、信号強度値が低く、欠陥Dから離れるに連れて徐々に高くなる。
従来技術では、欠陥Dの深さ位置を超音波の伝播時間により判別しているが、本実施形態では、さらに信号強度分布の形状に基づいても欠陥Dの深さ位置を判別できるので、欠陥Dの評価の精度を向上させることができる。
次に、超音波検査装置1により対象物2の欠陥Dを検出する実験例3について図14から図15を用いて説明する。
図14に示すように、実験例3では、欠陥Dの形状が四角形状(面状)を成している。欠陥Dの形状が四角形状である場合には、超音波励起点Eから伝搬された超音波Uが欠陥Dで反射されるときに、直上(超音波励起点E)に向かって反射される超音波Rの成分が多くなる。
図15(A)は、四角形状の欠陥Dの信号強度分布のグラフである。図15(B)は、四角形状の欠陥Dの規格化後の信号強度分布のグラフである。縦軸は信号強度値(任意単位)であり、横軸は検出位置Pの座標(mm単位)である。なお、信号強度値には、欠陥Dに関する超音波Rの信号波形Wのピークピーク値V3を用いている。
ここで、四角形状の欠陥Dの信号強度分布を、球形状の欠陥Dの信号強度分布と比較する。球形状の欠陥Dの信号強度分布(図9および図10)の最大値が、座標が30mm以上の部分となっているのに対し、四角形状の欠陥Dの信号強度分布(図15)の最大値が、座標が30mm以下の部分となっている。さらに、球形状の欠陥Dの信号強度分布(図9および図10)は、その最大値からグラフが緩やかに下がっているのに対して、四角形状の欠陥Dの信号強度分布(図15)は、その最大値からグラフが急激に下がっている。このように、信号強度分布の形状に基づいて欠陥Dの形状の判別ができるので、欠陥Dの評価の精度を向上させることができる。
本実施形態では、レーザ光を用いて超音波の検出を行っているが、その他の態様でも良い。例えば、図16に示すように、変形例1の超音波検査装置1Aは、対象物2の表面3に接触させて超音波Uを送信する超音波送信部31と、対象物2の表面3に接触させて超音波Rを受信する複数の超音波受信センサ32とを備える。
なお、超音波受信センサ32は、超音波Rの圧力を、圧力素子を用いて圧電効果により電圧波形に変換して回路上に伝送するデバイスである。複数の超音波受信センサ32はそれぞれ同一構成となっている。これらの超音波受信センサ32を検出位置Pに沿って並べるようにする。
超音波送信部31により超音波励起点Eを形成し、対象物2の内部に超音波Uを伝搬させる。そして、欠陥Dにより反射された超音波Rを複数の超音波受信センサ32により検出する。このようにすれば、超音波受信センサ32が直接に対象物2の表面3に接触されるので、超音波Rを検出するときの誤差を低減させることができる。
図17に示すように、変形例2の超音波検査装置1Bは、アレイプローブ33を備える。このアレイプローブ33は、複数の超音波受信素子34を有する。
超音波送信部31により超音波励起点Eを形成し、対象物2の内部に超音波Uを伝搬させる。そして、欠陥Dにより反射された超音波Rをアレイプローブ33により検出する。このようにすれば、超音波受信素子34の位置が、そのまま検出位置Pとなるので、検出位置Pを設定する手間が省ける。つまり、アレイプローブ33を対象物2の表面3に接触させるだけで、超音波検査を開始することができる。
本実施形態では、検出用レーザ光7による対象物2の表面3の走査を行うときに、対象物2の表面3の状態に影響を受けても、少なくとも2箇所以上の検出位置Pで1つの欠陥Dの評価を行うので、欠陥の評価の精度を向上させることができる。
また、除去部21が特性情報に基づいて超音波Rの信号波形Wから欠陥Dの評価に不要なノイズを除去することで、欠陥Dの評価に不要なノイズを除去した超音波Rの信号波形Wに基づいて欠陥Dの評価を行うことができる。
また、規格化部25が信号強度分布Bを規格化する処理を行うことで、信号強度分布Bの解析精度を向上させることができる。
また、評価部26が信号強度分布Bに基づいて欠陥Dの評価を行うことで、超音波検査装置1が欠陥Dの評価が自動的に行われるので、超音波検査装置1の使用者の判断に関わりなく、常に一定の精度の欠陥Dの評価を得ることができる。
また、範囲特定部27が有効検出範囲を特定することで、複数回の走査を行う場合に初回の走査で特定した有効検出範囲を重点的に走査することで、欠陥Dの評価の精度を向上させることができる。さらに、初回に大凡の範囲の検査を行い、有効検出範囲のみを重点的に走査することで、検査時間を短縮することができる。
なお、本実施形態のフローチャートにおいて、各ステップが直列に実行される形態を例示しているが、必ずしも各ステップの前後関係が固定されるものでなく、一部のステップの前後関係が入れ替わっても良い。また、一部のステップが他のステップと並列に実行されても良い。
本実施形態のシステムは、専用のチップ、FPGA(Field Programmable Gate Array)、GPU(Graphics Processing Unit)、またはCPU(Central Processing Unit)などのプロセッサを高集積化させた制御装置と、ROM(Read Only Memory)またはRAM(Random Access Memory)などの記憶装置と、HDD(Hard Disk Drive)またはSSD(Solid State Drive)などの外部記憶装置と、ディスプレイなどの表示装置と、マウスまたはキーボードなどの入力装置と、通信インターフェースとを備える。このシステムは、通常のコンピュータを利用したハードウェア構成で実現できる。
なお、本実施形態のシステムで実行されるプログラムは、ROMなどに予め組み込んで提供される。もしくは、このプログラムは、インストール可能な形式または実行可能な形式のファイルでCD−ROM、CD−R、メモリカード、DVD、フレキシブルディスク(FD)などのコンピュータで読み取り可能な非一過性の記憶媒体に記憶されて提供するようにしても良い。
また、このシステムで実行されるプログラムは、インターネットなどのネットワークに接続されたコンピュータ上に格納し、ネットワーク経由でダウンロードさせて提供するようにしても良い。また、このシステムは、構成要素の各機能を独立して発揮する別々のモジュールを、ネットワークまたは専用線で相互に接続し、組み合わせて構成することもできる。
なお、本実施形態では、検出位置に対する信号強度値の関係である信号強度分布として検出位置を横軸に信号強度値を縦軸にとったグラフを作成しているが、信号強度値を横軸に検出位置を縦軸にとったグラフを作成しても良い。
なお、本実施形態では、対象物2の内部に存在する欠陥Dの検出を行っているが、対象物2の底面4に存在する疵の検査を行うようにしても良い。
なお、評価部26は、機械学習を用いて、規格化後の信号強度分布Bのグラフと欠陥Dの状態との関係を学習しても良い。そして、評価部26は、学習済みの機械学習に基づいて欠陥Dの評価を行っても良い。
なお、本実施形態では、複数の検出位置Pが設けられているが、これらの検出位置Pは、対象物2の表面3の少なくとも2箇所以上に設けられていれば良い。
また、本実施形態の欠陥Dには、対象物2の内部の亀裂または空洞のみならず、対象物2と材質が異なる不純物または介在物が含まれる。
なお、本実施形態において「欠陥に関する超音波」という用語には、「欠陥で反射された超音波」、「欠陥で回析された超音波」、「欠陥で散乱された超音波」、「欠陥を通過した超音波」の少なくともいずれか1つの意味を含む場合がある。
なお、本実施形態において超音波の「反射」という用語には、超音波の「回折」または「散乱」の意味を含む場合がある。
従来技術のように、スキャン位置を横軸に超音波の反射波強度の時間変化を縦軸にとった信号強度分布のグラフでは、検査対象となる対象物の材料の伝搬減衰も考慮した上で、欠陥のサイズの評価を行う必要がある。そのため、検査範囲全域に亘って基準となる信号強度を保持しておく必要がある。この検査前の事前準備が煩雑であり、膨大な労力がかかるという課題がある。本実施形態は、このような課題を解決することができる。
特に、レーザ光よる超音波の検出は、レーザ光のばらつきにより誤差が生じてしまう。レーザ光の出力部から対象物の表面までの距離を常に最適に保たなければ、誤差が生じてしまう。また、レーザ光よる超音波の検出は、対象物の表面の微小な凹凸などのノイズ要素の影響を受け易い。従来技術では、検出範囲の信号をすべて加算した値を用いて、欠陥のサイズの測定をしている。そのため、レーザ光のばらつきまたはノイズ要素の影響を受け易かった。これに対して、本実施形態では、広い範囲で取得された個々の超音波に含まれる情報に基づいて、欠陥のサイズを評価できるので、レーザ光のばらつきまたはノイズ要素の影響を受け難くなる。そのため、誤差が生じることを抑制して、欠陥の評価の精度を向上させることができる。
以上説明した実施形態によれば、検出位置に対する信号強度値の関係である信号強度分布を生成(出力)する分布生成部を備えることにより、欠陥の評価の精度を向上させることができる。
本発明のいくつかの実施形態を説明したが、これらの実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。これら実施形態は、その他の様々な形態で実施されることが可能であり、発明の要旨を逸脱しない範囲で、種々の省略、置き換え、変更、組み合わせを行うことができる。これら実施形態やその変形は、発明の範囲や要旨に含まれると同様に、特許請求の範囲に記載された発明とその均等の範囲に含まれるものである。