JP2020005631A - Cigarette filling integrated body and electronic cigarette cartridge - Google Patents
Cigarette filling integrated body and electronic cigarette cartridge Download PDFInfo
- Publication number
- JP2020005631A JP2020005631A JP2019075580A JP2019075580A JP2020005631A JP 2020005631 A JP2020005631 A JP 2020005631A JP 2019075580 A JP2019075580 A JP 2019075580A JP 2019075580 A JP2019075580 A JP 2019075580A JP 2020005631 A JP2020005631 A JP 2020005631A
- Authority
- JP
- Japan
- Prior art keywords
- tobacco
- tobacco filler
- long side
- filler
- contact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Abstract
Description
本発明は、タバコまたは非タバコ植物を材料とする長尺状のタバコ充填物を束状に集積したタバコ充填物集積体及びこれを有する電子タバコカートリッジに関する。 The present invention relates to a tobacco filler aggregate in which a long tobacco filler made of tobacco or non-tobacco plants is accumulated in a bundle, and an electronic cigarette cartridge having the same.
近年、タバコの禁煙の傾向に合わせるために、火炎を用いることなく、タバコの成分を含む電子タバコカートリッジを加熱して、気化したタバコ成分を吸引することで、タバコを楽しむための電子タバコ製品が普及し始めている。このような電子タバコカートリッジに充填するタバコ充填物の製造方法としては、タバコ葉を粉末化して、水性スラリーとした後にシート化し、オイルやグリセリンをシートに加えて、乾燥させる方法がある(特許文献1参照)。 In recent years, electronic cigarette products for enjoying cigarettes have been developed by heating an electronic cigarette cartridge containing cigarette components without using a flame and inhaling vaporized tobacco components in order to adapt to the tendency of tobacco smoking to quit. It is beginning to spread. As a method of manufacturing a tobacco filler to be filled in such an electronic cigarette cartridge, there is a method of pulverizing tobacco leaves, forming an aqueous slurry, forming a sheet, adding oil or glycerin to the sheet, and drying the sheet (Patent Document 1) 1).
また、タバコ充填物が集積されたタバコ充填物集積体を端部に有する電子タバコカートリッジを差し込んで加熱することにより、喫煙する物品が開示されている(特許文献2参照)。電子タバコにおいては、電子タバコ本体が有する加熱体をタバコ充填物集積体に対して差し込み、タバコ充填物を加熱する。 Further, there is disclosed an article to be smoked by inserting and heating an electronic cigarette cartridge having an end portion of a tobacco filler aggregate in which tobacco filler is accumulated (see Patent Document 2). In an electronic cigarette, the heating element of the electronic cigarette body is inserted into the tobacco filler stack to heat the tobacco filler.
タバコ充填物は、加熱によりエアロゾルを含む吸引成分を十分に発生させるため、一定以上の充填率で充填される。一方、タバコ充填物の充填率を高くすると、電子タバコ本体が有する加熱体をタバコ充填物集積体に差し込む際に、抵抗が大きく差し込みにくくなる。また、タバコ充填物の充填率が高すぎると、タバコ充填物集積体の内部における気流の流動性が低くなるため、ユーザーが吸いにくく、一度に吸える気流の量が少なくなるため、一本あたりの喫煙数が増加し、適正な喫煙数を超える可能性がある。このため、タバコ充填物集積体全体としての充填率は一定以上を確保しつつ、タバコ充填物集積体内部における気流の流動性を良好にすることが求められる。 The tobacco filling is filled at a certain filling rate or more in order to sufficiently generate a suction component including an aerosol by heating. On the other hand, when the filling rate of the tobacco filler is increased, when the heating element of the electronic cigarette body is inserted into the tobacco filler aggregate, the resistance becomes large and it becomes difficult to insert the heating element. In addition, if the filling rate of the tobacco filler is too high, the fluidity of the airflow inside the tobacco filler aggregate becomes low, so that it is difficult for the user to suck, and the amount of airflow that can be sucked at one time decreases, so that The number of smoking increases and may exceed the appropriate number. For this reason, it is required to improve the fluidity of the airflow inside the tobacco filler aggregate while ensuring the filling rate of the entire tobacco filler aggregate to be equal to or higher than a certain value.
また、タバコ充填物集積体においては、電子タバコカートリッジを電子タバコ本体に挿入する際や、喫煙を終了して電子タバコ本体から電子タバコカートリッジを取り出すときなど、ユーザーのハンドリングの際に、タバコ充填物の一部が落下する可能性がある。これにより、電子タバコ本体の内部を汚し、ひいては電子タバコ本体の不具合を発生させる可能性がある。したがって、タバコ充填物集積体においてタバコ充填物は、脱落しにくいように充填されることが求められる。 In the cigarette filler assembly, when the user handles the cigarette, such as when inserting the electronic cigarette cartridge into the electronic cigarette main body or when removing the electronic cigarette cartridge from the electronic cigarette main body after smoking is finished, May fall off. As a result, the inside of the electronic cigarette body may be soiled, which may cause a malfunction of the electronic cigarette body. Therefore, the tobacco filler in the tobacco filler aggregate is required to be filled so as to be hard to fall off.
本発明は前記課題を鑑みてなされたものであり、タバコ充填物集積体全体としての充填率は一定以上を確保しつつ、タバコ充填物集積体内部における気流の流動性を良好にすると共に、電子タバコ本体に差し込みやすく、併せてタバコ充填物が脱落しにくいタバコ充填物集積体及び電子タバコカートリッジを提供することを目的とする。 The present invention has been made in view of the above-described problems, and while improving the filling rate of the entire tobacco filler aggregate to a certain level or more, while improving the fluidity of the air flow inside the tobacco filler aggregate, It is an object of the present invention to provide a tobacco filler aggregate and an electronic cigarette cartridge which are easy to insert into a tobacco body, and at the same time, the tobacco filler hardly falls off.
前記課題を解決するため、請求項1の発明に係るタバコ充填物集積体は、長尺状のタバコ充填物が束状に集積され外周部がシート状の包装体で巻かれたタバコ充填物集積体であって、
前記タバコ充填物は、長さ方向と直交する断面において長辺方向の寸法が短辺方向の寸法より長くなるように形成され、
前記包装体に接する最外周部の前記タバコ充填物は、長辺方向が周方向に略沿う方向を向いているか、あるいは長辺方向が周方向に略沿う方向以外の方向を向いており、長辺方向が周方向に略沿う方向を向いている前記タバコ充填物の数が、長辺方向が周方向に略沿う方向以外の方向を向いている前記タバコ充填物の数より多いことを特徴として構成されている。
In order to solve the above-mentioned problems, a tobacco filler stack according to the first aspect of the present invention is a tobacco filler stack in which long tobacco fillers are accumulated in a bundle and the outer periphery is wound by a sheet-like package. Body
The tobacco filler is formed such that a dimension in a long side direction is longer than a dimension in a short side direction in a cross section orthogonal to the length direction,
The tobacco filler at the outermost peripheral portion in contact with the package has a long side direction oriented in a direction substantially along the circumferential direction, or a long side direction oriented in a direction other than the direction substantially along the circumferential direction, The number of the tobacco fillers whose side directions are oriented substantially along the circumferential direction is greater than the number of the tobacco fillers whose long side directions are oriented in directions other than the direction substantially along the circumferential direction. .
請求項1に係る発明によれば、外周部におけるタバコ充填物の充填率を高くし、中央部におけるタバコ充填物の充填率を相対的に低くできるので、タバコ充填物の量を確保しつつ電子タバコ本体の加熱部をタバコ充填物集積体に差し込みやすくすることができる。また、タバコ充填物集積体における気流の流動性を良好にすることができる。さらには、外周部においてタバコ充填物が強固な構造を形成するので、電子タバコカートリッジのハンドリング時においてタバコ充填物が脱落しにくいようにすることができる。 According to the first aspect of the present invention, the filling rate of the tobacco filler in the outer peripheral portion can be increased and the filling rate of the tobacco filler in the central portion can be relatively reduced. The heating section of the tobacco body can be easily inserted into the tobacco filler stack. Moreover, the fluidity of the air current in the tobacco filler aggregate can be improved. Furthermore, since the tobacco filler forms a strong structure in the outer peripheral portion, it is possible to prevent the tobacco filler from dropping off during handling of the electronic cigarette cartridge.
また、請求項2の発明に係るタバコ充填物集積体は、前記タバコ充填物の束の長さ方向と直交する断面において中心側の領域と外周側の領域とを面積で等分すると、前記中心側の領域は、前記外周側の領域より空隙率が高いことを特徴として構成されている。 Further, the tobacco filler aggregate according to the invention of claim 2 divides the central region and the outer peripheral region in a cross section orthogonal to the length direction of the bundle of the tobacco filler into equal areas, and The region on the side has a higher porosity than the region on the outer peripheral side.
請求項2に係る発明によれば、電子タバコ本体の加熱部をタバコ充填物集積体に差し込みやすく、また、気流の流動性を良好にすることができる。 According to the second aspect of the present invention, the heating portion of the electronic cigarette main body can be easily inserted into the tobacco filler stack, and the flowability of the air current can be improved.
さらに、請求項3の発明に係るタバコ充填物集積体は、前記包装体に接する最外周部の前記タバコ充填物の内周側に接する前記タバコ充填物は、長辺方向が周方向に略沿う方向を向いている前記タバコ充填物の数が、長辺方向が周方向に略沿う方向以外の方向を向いている前記タバコ充填物の数より多いことを特徴として構成されている。 Further, in the tobacco filler aggregate according to the third aspect of the present invention, in the tobacco filler in contact with the inner peripheral side of the tobacco filler at the outermost peripheral portion in contact with the package, the long side direction substantially follows the circumferential direction. The number of the tobacco fillings oriented in a direction is larger than the number of the tobacco fillings oriented in a direction other than the direction in which the long side direction is substantially along the circumferential direction.
請求項3に係る発明によれば、最外周から二周目に位置するタバコ充填物についても、長辺方向が周方向に略沿うことで、外周部における充填率を高くすることができ、タバコ充填物の量を十分確保できると共に、タバコ充填物の構造をより強固にして脱落を抑制できる。 According to the invention according to claim 3, even for the tobacco filler positioned on the second circumference from the outermost circumference, the filling rate in the outer circumference can be increased because the long side direction is substantially along the circumferential direction, and tobacco can be increased. A sufficient amount of the filler can be ensured, and the structure of the tobacco filler can be further strengthened to prevent falling off.
さらにまた、請求項4の発明に係るタバコ充填物集積体は、前記タバコ充填物の長辺方向の面は、隣接する前記タバコ充填物の長辺方向の面と接するか、あるいは隣接する前記タバコ充填物の短辺方向の面と接しており、長辺方向の面が隣接する前記タバコ充填物の長辺方向の面と接する前記タバコ充填物の数が、長辺方向の面が隣接する前記タバコ充填物の短辺方向の面と接する前記タバコ充填物の数より多いことを特徴として構成されている。 Furthermore, in the tobacco filler aggregate according to the invention of claim 4, the long side surface of the tobacco filler is in contact with the long side direction surface of the adjacent tobacco filler or the adjacent tobacco. The number of the tobacco fillers that are in contact with the surface in the short side direction of the filling and the surfaces in the long side direction are adjacent to the surface in the long side direction of the tobacco filler adjacent thereto, and the number of the tobacco fillers adjacent to the surface in the long side direction are the same. The number of the tobacco fillings in contact with the surface in the short side direction of the article is larger than the number of the tobacco fillings.
請求項4に係る発明によれば、タバコ充填物が長辺において互いに重なり合う充填物群を形成し、充填物群間に空隙部を形成することができる。 According to the invention according to claim 4, it is possible to form a group of fillers in which the tobacco fillers overlap each other on the long side, and to form a gap between the groups of fillers.
そして、請求項5の発明に係るタバコ充填物集積体は、前記タバコ充填物は、非タバコ植物により形成されることを特徴として構成されている。 The tobacco filler aggregate according to the invention of claim 5 is characterized in that the tobacco filler is formed by a non-tobacco plant.
請求項5に係る発明によれば、タバコをタバコ充填物に用いないことで、禁煙時にも楽しむことのできる電子タバコカートリッジを形成することができる。 According to the fifth aspect of the present invention, an electronic cigarette cartridge that can be enjoyed even when smoking is stopped can be formed by not using cigarettes as cigarette fillers.
また、請求項6の発明に係る電子タバコカートリッジは、前記いずれかのタバコ充填物集積体と、該タバコ充填物集積体のタバコ充填物と長さ方向において隣接し長さ方向に沿って気流が通過可能な支持部材と、マウスピースとを有することを特徴として構成されている。 Further, the electronic cigarette cartridge according to the invention of claim 6 is characterized in that any one of the above-mentioned tobacco filler aggregates and the airflow along the length direction are adjacent to the tobacco filler of the tobacco filler aggregate in the length direction. It is characterized by having a support member that can pass through and a mouthpiece.
請求項6に係る発明によれば、タバコ充填物集積体の空隙部を流動した気流を、支持部材を介してマウスピースに円滑に流動させ、ユーザーは適正な量の気流を吸引することができる。 According to the invention according to claim 6, the airflow that has flowed through the void portion of the tobacco filler aggregate smoothly flows into the mouthpiece via the support member, and the user can suction an appropriate amount of the airflow. .
さらに、請求項7の発明に係る電子タバコカートリッジは、前記支持部材は、少なくとも最外周部に支持部を有し、該支持部は前記包装体に接する最外周部の前記タバコ充填物に対し長さ方向において隣接することを特徴として構成されている。 Further, in the electronic cigarette cartridge according to the invention of claim 7, the support member has a support portion at least at an outermost peripheral portion, and the support portion is longer than the outermost peripheral portion of the tobacco filling in contact with the package. In the vertical direction.
請求項7に係る発明によれば、支持部と最外周部のタバコ充填物とが接していることで、周方向に略沿うことで強固な構造を形成している最外周部のタバコ充填物を、支持部材によって長さ方向に支持し、加熱部の挿入時等においてタバコ充填物が崩壊して脱落することを防止することができる。 According to the invention according to claim 7, since the support portion and the tobacco filler at the outermost periphery are in contact with each other, the tobacco filler at the outermost periphery forming a strong structure substantially along the circumferential direction. Is supported in the length direction by the supporting member, and it is possible to prevent the tobacco filler from collapsing and falling off when the heating section is inserted.
本発明に係るタバコ充填物集積体によれば、外周部における充填率が高いことで、タバコ充填物集積体全体としての充填率を大きくできるため、エアロゾルを十分発生させることができ、また、中央部における流動性が良好であることから、気流が流動しやすいので、電子タバコカートリッジにおける気流量及び吸う回数を適正に設定することができる。加えて、中央部の空隙率を高くできるため、電子タバコ本体に差し込みやすくすることができる。また、外周部において周方向に沿うタバコ充填物により強固な構造が形成され、タバコ充填物が脱落しにくいようにすることができる。 According to the tobacco filler aggregate according to the present invention, since the filling ratio in the outer peripheral portion is high, the filling ratio of the entire tobacco filler aggregate can be increased, so that aerosol can be sufficiently generated, and Since the air flow is easy to flow because the fluidity in the part is good, the air flow rate and the number of times of sucking in the electronic cigarette cartridge can be appropriately set. In addition, since the porosity in the center can be increased, it can be easily inserted into the electronic cigarette main body. In addition, a strong structure is formed by the tobacco filler along the circumferential direction at the outer peripheral portion, and the tobacco filler can be prevented from falling off.
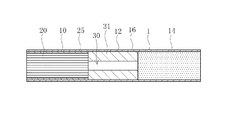
本発明の実施形態について図面に沿って詳細に説明する。図1には、本実施形態におけるタバコ充填物集積体10を有する電子タバコカートリッジ1の断面図を示している。この図に示すように、電子タバコカートリッジ1は、タバコ充填物20が多数充填された略円筒状のタバコ充填物集積体10と、円筒状の支持部材12と、吸口となるマウスピース14とが、長さ方向に沿って配列され、シート状の包装部材16で巻かれることで一体化されて形成されている。
An embodiment of the present invention will be described in detail with reference to the drawings. FIG. 1 is a cross-sectional view of an
タバコ充填物集積体10は、長尺状のタバコ充填物20が長さ方向に沿って束状とされ、シート状の包装体25で巻かれることで略円筒状となるように形成されている。タバコ充填物20は、非タバコ植物から形成される。タバコ充填物20の詳細については後で詳述する。
The
支持部材12は、タバコ充填物集積体10で発生したエアロゾルを含む気流をマウスピース14側に流通させるため、中央部に流路部30を有している。支持部材12は、流路部30の周囲に周縁部31を有し、包装部材16の内周側を支持することができる。マウスピース14は、スポンジ状の多孔質体であり、円筒状に形成されている。
The
本実施形態において電子タバコカートリッジ1は、径が6.5〜7.5mm、長さが40〜49mmに形成される。また、タバコ充填物集積体10は、11〜13mmの長さを有する。ただし、これ以外の寸法を有していてもよい。
In the present embodiment, the
図2には、電子タバコカートリッジ1の使用形態を表す断面図を示している。電子タバコカートリッジ1は、電子タバコ本体2に装着されて使用される。電子タバコ本体2は、電子タバコカートリッジ1を挿入させる挿入部51を有している。挿入部51には、挿入された電子タバコカートリッジ1のタバコ充填物20に対して挿入される針状あるいはブレード状の加熱部50が設けられる。加熱部50は、タバコ充填物20に対して挿入された状態で発熱することにより、タバコ充填物20からエアロゾルを発生させることができる。この状態で、ユーザーがマウスピース14から吸うことにより、エアロゾルを含む気流を吸引することができる。
FIG. 2 is a cross-sectional view illustrating a usage pattern of the
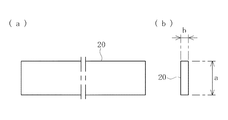
図3には、タバコ充填物20の側面図(図3(a))と正面図(図3(b))を示している。タバコ充填物20は、前述のように長尺状に形成されている。また、タバコ充填物20は、長さ方向と直交する断面において長辺方向の寸法aが短辺方向の寸法bより長くなるように形成されている。すなわち、タバコ充填物20は、長尺な略直方体形状である麺状の形態を有している。
FIG. 3 shows a side view (FIG. 3 (a)) and a front view (FIG. 3 (b)) of the
タバコ充填物20は、乾燥・粉砕された非タバコ植物に、エアロゾルを発生させるエアロゾルフォーマや、微結晶セルロース、風味を追加する添加剤、保存料、粘着剤または増粘剤等を混合し、シート状に成形した上で、所定の幅及び長さを有するように切断されることで形成される。
The
タバコ充填物20を形成する非タバコ植物は、タバコ以外の植物であれば特に制限はない。植物の使用部位としては、たとえば、根(鱗根(鱗茎)、塊根(イモ類、球根などを含む)、茎、塊茎、皮(茎皮、樹皮などを含む)、葉、花(花弁、雄蕊、雌蕊などを含む)、樹木の幹や枝など様々な部位を使用できる。
The non-tobacco plant forming the
鱗茎としては、タマネギ、ヒガンバナ、チューリップ、ヒヤシンス、ニンニク、ラッキョウ、ユリ、球茎としては、クロッカス、グラジオラス、フリージア、アヤメ、サトイモ、コンニャク、塊茎としては、コンニャク、シクラメン、アネモネ、べゴニア、チョロギ、・ジャガイモ、アピオス(ほど芋)、根茎としては、カンナ、ハス(レンコン)、ショウガ、塊根としては、ダリア、サツマイモ、キャッサバ、キクイモ、担根体としては、ヤマノイモ属(ヤマノイモ、自然薯、ナガイモなどのヤムイモ類)、その他として、カブ、ゴボウ、ニンジン、ダイコン、クズが挙げられる。茎としては、アスパラガス、タケノコ、ウド、ダイコン、ヤーコンが挙げられる。 As bulbs, onion, amaryllidaceae, tulip, hyacinth, garlic, rakkyo, lily, corm, crocus, gladiolus, freesia, iris, taro, konjac, tuber: konjac, cyclamen, anemone, begonia, choroggi, Potatoes, apios (honey potatoes), rhizomes are canna, lotus (lotus root), ginger, tuberous roots are dahlia, sweet potato, cassava, kikuimo, and rhizomes are yam (genus yam, natural potato, yam, etc.) ), And others include turnip, burdock, carrot, radish, and kuzu. Examples of the stem include asparagus, bamboo shoots, udo, radish, and yacon.
上記イモ類或いは以下に挙げる植物には、炭水化物が含有され、タバコ充填物20の少なくとも一部の材料として好ましく用いられる。例えば、澱粉としては、コーンスターチ(とうもろこし)、ばれいしょ澱粉(じゃがいも)、かんしょ澱粉(サツマイモ)、タピオカ澱粉(タピオカ)等があり、増粘剤、安定剤等として使用の例がある。これらの澱粉は、架橋により耐酸性向上、耐熱性向上、耐シェア性向上等、エステル化、エーテル化により、保存安定性向上、糊化促進等、酸化により透明性向上、フィルム性向上、保存安定性向上等を図ることが可能である。
The above-mentioned potatoes or the following plants contain carbohydrates and are preferably used as at least a part of the material of the
植物種子からはタマリンドシードガム、グアーガム、ローカストビーンガム、樹液からはアラビアガム、カラヤガム、果実からはペクチン、その他の植物からは、セルロース、アガロースを主成分とするコンニャクマンナン、大豆多糖類を得ることができる。さらに、カチオン化グアーガム、のように変性して使用できる。 Obtain tamarind seed gum, guar gum, locust bean gum from plant seeds, gum arabic and karaya gum from sap, pectin from fruits, and konjac mannan and soy polysaccharides containing cellulose and agarose as main components from other plants. Can be. Further, it can be used after being modified like cationized guar gum.
海藻からは、カッパカラギナン、イオタカラギナン、ラムダカラギナンの3タイプに分類されるカラギナン、寒天、アルギン酸を得ることができ、カラギナン金属塩、アルギン酸Naなどの塩としても用いられる。 From seaweed, carrageenan, agar, and alginic acid classified into three types, kappa carrageenan, iota carrageenan, and lambda carrageenan, can be obtained, and they are also used as salts such as carrageenan metal salts and sodium alginate.
たとえばハーブやスパイスとして使用されている植物としては、くちなしの実、こぶみかんの葉、みょうが、よもぎ、わさび、アジョワンシード、アニス、アルファルファ、エキナセア、エシャロット、エストラゴン、エバーラスティングフラワー、エルダー、オールスパイス、オリスルート、オレガノ、オレンジピール、オレンジフラワー、オレンジリーフ、カイエンチリペッパー(カイエンヌチリペッパー)、カモミールジャーマン、カモミールローマン、カルダモン、カレーリーフ、ガーリック(にんにく)、キャットニップ、キャラウェイ、キャラウェイシード、キンモクセイ、クミン、クミンシード、クローブ、グリーンカルダモン、グリーンペッパー、コーンフラワー、サフラン、シダー、シナモン、ジャスミン、ジュニパーベリー、ジョロキア、ジンジャー(しょうが)、スターアニス、スペアミント、スマック、セイジ、セボリ(セイボリー)、セロリ、セロリシード、ターメリック(ウコン)、タイム、タマリンド、タラゴン、チャービル(セルフィーユ)、チャイブ、ディル、ディルシード、トマト(ドライトマト)、トンカ豆、ドライパクチー、ナツメグ、ハイビスカス、ハバネロ、ハラペーニョ、バーズアイ、バジル、バニラ、パクチー(コリアンダー)、パセリ、パプリカ、ヒソップ、ピメンツデスペレット、ピンクペッパー、フェヌグリークシード、フェンネル、ブラウンマスタード、ブラックカルダモン、ブラッククミン、ブラックペッパー、べチバー、ペニーロイヤル、ペパーミント(ハッカ)、ホースラディッシュ、ホワイトペッパー、ホワイトマスタード、ポピーシード、ポルチーニ、マジョラム、マスタードシード、マニゲット、マリーゴールド、マルバフラワー、メース、ヤローフラワー、ユーカリ、ラべンダー、リコリス、リンデン、レッドクローバー、レッドペッパー、レモングラス、レモンバーベナ、レモンバーム、レモンピール、ローズ(バラ)、ローズバッズ(パープル)、ローズヒップ、ローズペダル、ローズマリー、ローズレッド、ローレル(ローリエ)、ロングペッパー、胡麻(生胡麻、煎り胡麻)、黄金唐辛子、花椒(ホアジャオ)、三鷹、山椒、唐辛子、柚子などを使用できる。また、ミックススパイス(たとえば、五香粉、ガラムマサラ、ラスエルハヌート、バリグール、チキンカレーマサラ、タンドリーマサラ、カトルエピス、エルブ・ド・プロバンス)や、ポプリなどとして使用されている様々な植物の混合物を使用できる。 For example, the plants used as herbs and spices include honey-less fruits, knotted orange leaves, ginger, wormwood, wasabi, ajowanseed, anise, alfalfa, echinacea, shallots, estragon, everlasting flower, elder, allspice, Oris Root, Oregano, Orange Peel, Orange Flower, Orange Leaf, Cayenne Chili Pepper (Cayenne Chili Pepper), Chamomile German, Chamomile Roman, Cardamom, Curry Leaf, Garlic (Garlic), Catnip, Caraway, Caraway Seed, Kinmosei, Cumin, cumin seed, clove, green cardamom, green pepper, cornflower, saffron, cedar, cinnamon, jasmine, juniperbeー, Joloquia, Ginger, Star Anise, Spearmint, Smack, Sage, Sebori (Savory), Celery, Celery Seed, Turmeric (Turmeric), Thyme, Tamarind, Tarragon, Charville (Selfieu), Chives, Dill, Dillceed , Tomatoes (dried tomatoes), tonka beans, dried pak chi, nutmeg, hibiscus, habanero, jalapeno, bird's eye, basil, vanilla, pak chi (coriander), parsley, paprika, hyssop, pimentos des pellets, pink pepper, fenugreek seed, fennel , Brown mustard, black cardamom, black cumin, black pepper, vetiver, penny royal, peppermint (mint), horseradish, white pepper, white Mustard, Poppy seed, Boletus, Marjoram, Mustard seed, Maniget, Marigold, Malva flower, Mace, Yarrow flower, Eucalyptus, Lavender, Licorice, Linden, Red clover, Red pepper, Lemon grass, Lemon verbena, Lemon balm, Lemon Peel, Rose (rose), Rose Bads (Purple), Rose Hip, Rose Pedal, Rosemary, Rose Red, Laurel (Laurier), Long Pepper, Sesame (Raw Sesame, Roasted Sesame), Golden Pepper, Pepper (Hoajao), Mitaka , Pepper, pepper, citron, etc. can be used. Also, a mixture of various spices used as mixed spices (for example, five flavor powder, garam masala, ras el hanuto, bari gur, chicken curry masala, tandoori masala, cattle epis, erb de provence) and potpourri can be used.
また、たとえば、モモ、ブルーベリー、レモン、オレンジ、リンゴ、バナナ、パイナップル、マンゴー、葡萄、キンカン、メロン、梅、アーモンド、カカオ、コーヒー、ピーナッツ、ひまわり、オリーブ、クルミ、その他ナッツ類などの食用果実(果肉部分)や種子を使用できる。 Also, for example, edible fruits such as peach, blueberry, lemon, orange, apple, banana, pineapple, mango, grape, kumquat, melon, plum, almond, cacao, coffee, peanut, sunflower, olive, walnut, and other nuts ( Pulp portion) and seeds can be used.
また、茶類を使用できる。茶類は茶になる植物が異なるだけでな<、同じ植物であっても加工法によって異なるお茶になる。具体的には、たとえば、日本茶、紅茶、明日葉茶、甘茶、アマチャヅル茶、アロエ茶、イチョウ葉茶、ウーロン茶、ウコン茶、ウラジロガシ茶、エゾウコギ茶、オオバコ茶、カキオドシ茶、柿の葉茶、カミツレ茶、カモミールティ、河原決明茶、カリン茶、菊花茶、ギムネマ茶、グァバ茶、クコ茶、柔の葉茶、黒豆茶、ゲンノショウコ茶、玄米茶、ゴボウ茶、コンフリー茶、毘布茶、桜茶、サフラン茶、シイタケ茶、シソ茶、ジャスミン茶、しょうが茶、スギナ茶、セキショウ茶、センブリ茶、ソバ茶、タラノキ茶、タンポポ茶、甜茶、ドクダミ茶、杜仲茶、ナタマメ茶、ニワトコ茶、ネズミモチ茶、ハトムギ茶、ハブ茶、ビワの葉茶、プーアル茶、紅花茶、松葉茶、マテ茶、麦茶、メグスリノキ茶、ヨモギ茶、ユーカリ茶、羅漢果茶、ルイボスティ、ゴーヤ茶などが挙げられる。これらお茶については飲用後の茶殻を使用してもよい。茶殻などを使用すれば高価なお茶などを再利用して有効活用できる。 Tea can also be used. In teas, not only the plants that become tea are different, but even the same plant becomes different tea depending on the processing method. Specifically, for example, Japanese tea, black tea, tomorrow's tea, sweet tea, amacha tea, aloe tea, ginkgo leaf tea, oolong tea, turmeric tea, Vladimir grass tea, eleuthero tea, plantain tea, oyster tea, persimmon leaf tea, Chamomile tea, chamomile tea, Kawara decision tea, karin tea, chrysanthemum tea, gymnema tea, guava tea, wolfberry tea, soft leaf tea, black bean tea, gennoshoco tea, brown rice tea, burdock tea, comfrey tea, bifucha , Cherry blossom tea, saffron tea, shiitake tea, shiso tea, jasmine tea, ginger tea, sugi tea, sekisho tea, assembly tea, buckwheat tea, taranoki tea, dandelion tea, tencha, dokudami tea, tochu tea, natamame tea, elderberry tea , Mug mochi tea, adlay tea, hub tea, loquat leaf tea, puer tea, safflower tea, matsuba tea, yerba tea, barley tea, meguslinoki tea, mugwort tea, eucalyptus tea, arhat tea, louis Stay, and the like bitter gourd tea. For these teas, the tea husks after drinking may be used. If tea husks are used, expensive tea can be reused and used effectively.
他にも植物として、アオサ、アオノリ、アカモク、アサクサノリ、アラメ、イワノリ(岩海苔)、エゴノリ、オゴノリ、ガゴメコンブ、カジメ、ガニアシ、クビレズタ、クロメ、コンブ、スサビノリ、ダルス、チシマクロノリ、ツルアラメ、テングサ、トロロコンブ、ネコアシコンブ属、ノリ(海苔)、ハバノリ、ヒジキ、ヒトエグサ、ヒロメ、フノリ、ボウアオノリ、マコンブ、メカブ、モズク、ワカメも当然に使用することができる。 Other plants include Aosa, Aonori, Akamoku, Asakusanori, Arame, Iwanori (rock laver), Egonori, Ogonori, Gagome kelp, Kajime, Ganashi, Kibirezuta, Krome, Kombe, Susavinori, Dars, Chisimakuronori, Tsurugarame, Tengusa Necosicum, Nori (seaweed), Habanori, Hijiki, Himegusa, Hirome, Funori, Bowling, Macomb, Mekabu, Mozuku, Wakame can of course be used.
また、玄米のほか、インディカ種(インド型、大陸型、長粒種)、グラベリマ種(アフリカイネ)、サティバ種(アジアイネ)、ジャバニカ種(ジャワ型、熱帯島嶼形、大粒種)、ジャポニカ種(日本型、温帯島嶼型、短粒種)、ネリカ(アジアイネとアフリカイネの種間雑種)も当然に使用することができ、粉あるいは糠としても使用することができる。 In addition to brown rice, Indica (Indian, continental, long grain), Gravelima (African rice), Sativa (Asia rice), Javanica (Java, tropical islands, large grain), Japonica (Japanese) Naturally, temperate islands, short grain species) and nerica (interspecific hybrids between Asian rice and African rice) can also be used, and can also be used as flour or bran.
また、麦のほか、アワ、エンバク(カラス麦の栽培品種、オーツ麦とも)、オオムギ(大麦)、カラスムギ、キビ、コドラ(コードンビエ)、コムギ(小麦)、シコクビエ、テフ、トウジンビエ、ハダカムギ(オオムギの変種)、ハトムギ(種子ではなく果実である)、ヒエ、フォニオ、マコモ、モチムギ(オオムギのモチ種)、モロコシ(タカキビ、コウリャン、ソルガム)、トウモロコシ、ライムギ(ライ麦)も当然に使用できる。 In addition to wheat, millet, oats (cultivated varieties of oats and oats), barley (barley), oats, millet, kodora (cord bie), wheat (wheat), silk millet, teff, pearl millet, and naked oat (barley varieties) Varieties), barley (which is not a seed but a fruit), barley, fonio, makomo, barley (barley variety of barley), sorghum (takakibi, koulyan, sorghum), corn, rye (rye) can also be used.
また、黒豆の他、マメ科としての他の例は、アズキ、イナゴマメ、インゲンマメ、エンドウキマメクラスタマメグラスピー、ケツルアズキ、ササゲ、シカクマメ、ゼオカルパマメ、ソラマメ、ダイズ、タケアズキ、タチナタマメ、タマリンド、テパリービーン、ナタマメ、
ハツショウマメ、バンバラマメ、ヒヨコマメ、フジマメ、ベニバナインゲン、ホースグラム、モスビーン、ライマメ、ラッカセイ、リョクトウ、ルピナス、レンズマメ、レンズマメ(ヘントウ)も当然に使用できる。
Also, in addition to black beans, other examples of legumes include red bean, carob, kidney bean, pea cluster bean cluster bean grass pea, crocodile azuki, cowpea, winged bean, zeocarpa bean, fava bean, soybean, tacarezuki, tachiname, tamarind, teparima bean
Naturally, lentils, bambara beans, chickpeas, wisteria beans, safflower beans, horsegrams, moss beans, ryame, peanuts, mung bean, lupins, lentils, lentils (gentian) can also be used.
また、ソバのほか、アマランス(アマランサス、センニンコク)、キヌア、ダッタンソバも当然に利用することができる。 In addition to buckwheat, amaranth (amaranthus, senninkoku), quinoa, and buckwheat buckwheat can also be used.
また、シイタケのほか、きのこ類としては、マツタケ、ハツタケ、シメジ、ショウロ、マツシュルーム、ハラタケが挙げられる。 In addition to shiitake, mushrooms include matsutake, hatstake, shimeji, shouro, matsushroom, and agaric.
また、さとうきび(糖蜜の搾りかすでもよい)、てんさい(ビート)、ヒノキ、松、杉、ヒバ、椿、白檀など芳香を有する樹木の幹や枝、これらの樹皮や葉、根なども使用できる。シダ類、コケ類等も非タバコ植物として使用することが可能である。植物としてまた、たとえば、日本酒、ワインなどの発酵酒を製造する際の副産物や絞りかす(酒粕、葡萄の絞りかす(葡萄の皮や種子、果軸などからなる))なども使用できる。さらには、上述したさまざまな植物を混合して使用してもよい。もちろん、ここに挙げた以外の植物を使用することもできる。 In addition, the trunks and branches of aromatic trees such as sugar cane (which may be molasses of molasses), sugar beet, hinoki, pine, cedar, hiba, camellia, sandalwood, and the like, bark, leaves, roots and the like can also be used. Ferns and mosses can also be used as non-tobacco plants. As a plant, for example, by-products and pomace (sake lees, grape pomace (consisting of grape skins, seeds, fruit axes, etc.)) used in the production of fermented sake such as sake and wine can also be used. Further, various plants described above may be used in combination. Of course, plants other than those listed here can also be used.
吏に、漢方薬として知られているものも好ましく用いられる。例えば、以下である。藍草(アイソウ)、茜根(アカネコン)、赤目柏(アカメガシワ)、阿仙薬(アセンヤク)、安息香(アンソクコウ)、威霊仙(イレイセン)、菌陳蕎(インチンコウ)、茴香(ウイキョウ)、ウコン(ターメリック)、烏梅(ウバイ)、烏薬(ウヤク)、裏白柏(ウラジロガシ)、ウワウルシ、営実(エイジツ)、延胡索(エンゴサク)、延命草(エンメイソウ)、黄耆(オウギ)、黄今(オウゴン)、黄精(オウセイ)、黄柏(オウバク)、黄連(オウレン)、桜皮(オウヒ)、弟切草(オトギリソウ)、遠志(オンジ)、槐花
(カイカ)、薤白(ガイハク)、夏枯草(カゴソウ)、訶子(カシ)、何首烏(カシュウ)、莪朮(ガジュツ)、霍香(カッコウ)、葛根(カッコン)、カミツレ、瓜呂根(カロコン)、瓜呂仁(カロニン)、乾姜(カンキョウ)、甘草(カンゾウ)、款冬花(カントウカ)、艾葉(ガイヨウ)、桔梗(キキョウ)、枳具子(キグシ)、枳殻(キコク)、枳実(キジツ)、菊花(キクカ)、橘皮(キッピ)、羗活(キョウカツ)、杏仁(キョウニン)、金柑(キンカン)、金銀花(キンギンカ)、金銭草(キンセンソウ)、枸杞子(クコシ)、枸杞葉(クコヨウ)、苦参(クジン)、胡挑(クルミ)、苦棟皮(クレンピ)、黒文字(クロモジ)、瞿麦(クバク)、荊芥(ケイガイ)、桂皮(ケイヒ)、決明子(ケツメイシ)、牽牛子(ケンゴシ)、玄参(ゲンジン)、膠飴(コウイ)、紅花(コウカ)、合歓皮(ゴウカンピ)、降香(コウコウ)、香鼓(コウシ)、香需(コウジユ)、紅参(コウジン)、香附子(コウブシ)、粳米(コウベイ)、厚朴(コウボク)、藁本(コウホン)、五加皮(ゴカヒ)、牛膝(ゴシツ)、呉茱萸(ゴシュユ)、虎杖根(ゴジョウコン)、牛蒡子(ゴボウシ)、五昧子(ゴミシ)、柴胡(サイコ)、細辛(サイシン)、サフラン、山帰来(サンキライ)、山査子(サンザシ)、山梔子(サンシシ)、山茱萸(サンシュユ)、山豆根(サンズコン)、酸棗仁(サンソウニン)、山椒(サンショウ)、三稜(サンリョウ)、山薬(サンヤク)、地黄(ジオウ)、紫苑(シオン)、地骨皮(ジコッピ)、紫根(シコン)、紫蘇子(シソシ)、紫蘇葉(シソヨウ)、蒺藜子(シツリシ)、柿帯(シテイ)、地膚子(ジフシ)、芍薬(シャクヤク)、蛇床子(ジャショウシ)、沙参(シャジン)、車前子(シャゼンシ)、車前草(シャゼンソウ)、縮砂(シュクシャ)、十薬(ジュウヤク)、生姜(ショウキョウ)、棕櫚実(シュロジツ)、棕櫚葉(シュロヨウ)、升麻(ショウマ)、小麦(ショウバク)、菖蒲根(ショウブコン)、辛夷(シンイ)、女貞子(ジョテイシ)、秦皮(シンピ)、神麹(シンキク)、奏ぎょう(ジンギョウ)、充蔚子(ジュウイシ)、椒目(ショクモク)、青皮(セイヒ)、石菖根(セキショウコン)、石榴実皮(セキリュウジツヒ)、石斛(セッコク)、川弓(センキュウ)、前胡(ゼンコ)、川骨(センコツ)、旋覆花(センプクカ)、接骨木(セッコツボク)、草果(ソウカ)、皀角刺(ソウカクシ)、桑寄生(ソウキセイ)、蒼耳子(ソウジシ)、蒼朮(ソウジュツ)、側柏葉(ソクハクヨウ)、続断(ゾクダン)、桑白皮(ソウハクヒ)、蘇木(ソボク)、蘇葉(ソヨウ)、ソウ莢(ソウキョウ)、大黄(ダイオウ)、大棗(タイソウ)、大腹皮(ダイフクヒ)、沢瀉(タクシヤ)、丹参(タンジン)、竹如(チクジョ)、竹節人参(チクセツニンジン)、竹葉(チクヨウ)、知母(チモ)、地楡(チユ)、丁子(チョウジ)、釣腰鈎(チョウトウコウ)、陳皮(チンピ)、天南星(テンナンショウ)、天麻(テンマ)、天門冬(テンモントウ)、冬瓜子(トウガシ)、当帰(トウキ)、唐胡麻(トウゴマ)、党参(トウジン)、灯芯草
(トウシンソウ)、桃仁(トウニン)、橙皮(トウヒ)、兎絲子(トシシ)、栃実(トチノミ)、杜仲(トチュウ)、独活(ドッカツ)土瓜根(ドカコン)、肉従容(ニクジュヨウ)、ニクズク、忍冬(ニンドウ)、人参(ニンジン)、貝母(バイモ)、麦芽(バクガ)、柏子仁(ハクシニン)、白扁豆(ハクヘンズ)、麦門冬(バクモントウ)、破胡紙(ハコシ)、簿荷(ハッカ)、蕃果(バンカ)、半夏(ハンゲ)、反鼻(ハンビ)、板藍根(バンヲンコン)、半枝連(ハンシレン)、百合根(ユリネ)白止(ビャクシ)、白花蛇舌草(ビャクカジャゼツソウ)、百部根(ヒャクブコン)、白朮(ビャクジュツ)、檳榔子(ビンロウジ)、防已(ボウイ)、茅根(ボウコン)、防風(ボウフウ)、蒲黄(ホウオウ)、蒲公英根(ホウエイコン)、牡丹皮(ボタンピ)、麻黄(マオウ)麻子仁(マシニン)、蔓荊子(マンケイシ)、松脂(マツヤニ)、木適(モクツウ)、木瓜(モッカ)、木香(モッコウ)、没薬(モツヤク)、木賊(モクゾク)、射干(ヤカン)、益智(ヤクチ)、夜交藤(ヤコウトウ)、羅漢果(ラカンカ)、蘭草(ランソウ)、竜眼肉(リュウガンニク)、竜胆(リュウタン)、良姜(リョウキョウ)、霊芝(レイシ)、連翹(レンギョウ)、達銭草(レンセンソウ)、蓮肉(レンニク)、芦根(ロコン)。
Those known as Chinese herbal medicines are also preferably used as officials. For example, Aizou, Akanekon, Akame Kashiwa, Asenyaku, Asenyaku, Ansokukou, Ireisen, Ichinenko, Inchinko, Fengjang, Turmeric ), Ume (Ubay), Oyaku (Yaku), Urashirokashi (Urajirogashi), Uwaurushi, Fruit (Eijitsu), Yancho (Engosaku), Enmeisou (Emmeiso), Yoki (Ogi), Honima (Ogon), Huangsei (Ousei), Huangkashi (Obaku), Oren (Ouren), Cherry bark (Ouhi), Cherry bark (Otogirisou), Enshi (Onji), Sophora (Kaika), Suihaku (Gaihaku), Summer hay (Kagosou), Mikoko (Oak), Kashiu, Kajutsu (gajutsu), Huaoka (cuckoo), Kakkon (cakkon), chamomile, ururone (calocon), urirojin (caronine), Ginger (kankyo), licorice (licorice), winter flowers (kantouka), mosaic leaves (kaiyou), bellflowers (kikyo), citrus (kigushi), citrus (kikoku), kikomi (kijittsu), chrysanthemum (kikuka), tachibana skin (Kippi), 羗 Live (Kyokatsu), Almond (Kyonin), Kumquat (Kumquat), Gold and silver flower (Kinginka), Kinenso (Kinsensou), Kikushiko (Kukoshi), Kikogi leaf (Kukoyou), Tokusan ( Kujin), walnut, walnut, kurempi, black letters (kuromoji), kumugi, kubaku, thorns, keikai, keihi, keiko (ketsumeishi), kenshi (kengoshi), gensin ( Genjin), glue candy (koui), safflower (kouka), combined skin (gokampi), fragrance (koukou), incense (koushi), incense demand (koujiyu), red ginseng (koujin), kobushi (koubushi), Non-glutinous rice (Koubei), Koboku, Kouhon, Gokahi, Goshitsu, Goshuyu, Goshuyu, Gojokon, Goboushi, Gomiko, Saiko, Spicy, Saffron, Sankirai, Sankyo, Sansashi, Sanjishi, Sanshuyu, Sanzukon, Sanzukonin, Sansho Show), Sanryo, Sanyaku, Sanjio, Ziou, Shion, Zionpi, Zikkopi, Shikon, Shikon, Shiso, Shisoyo, 蒺 cinnamon, persimmon obi, daffodils, peony, peony, jashikoshi, shajin, shazenshi, shazensou , Condensed sand Sha), Jujuk, Ginger, Ginger, Palm fruit, Palm leaf, Palm tree, Shouma, Wheat, Dwarf, Shobukon, Shinyi, Sadako (Jotei-shi), Hata skin (Shinpi), Koji (Shinkiku), Singyo (Jingyo), Juyushi, Pepper eyes (Shokumoku), Blue skin (Seihi), Iris (Sekishokon), Ishiki Real skin (Sekiryujitsuhi), Ishimo (Sekoku), Kawayumi (Senkyu), Maehu (Zenko), River bone (Senkotsu), Swirling flower (Sempukuka), Boned tree (Sekokutsuboku), Grass (Souka), Mumakumi Sashimi (Sakakushi), Mulberry parasitism (Sokisei), Aiko (Sojishi), Soujutsu (Soujutsu), Kashiwa (Sokuhakuyo), Intermittent (Zokudan), Mulberry white bark (Sohakuhiku), Soki (Soboku), Su Leaves (Soyo), Soybean pods (Sokyo), Rhubarb (Daio), Daijutsu (Taiso), Large abdominal skin (Daifukuhi), Sawasha (Takshiya), Danjin (Tangjin), Takenyo (Chikujo), Bamboo ginseng (Chiksetsu) Carrots), bamboo leaves (chikuyou), tomochi (chimo), jiyu (chiyu), cloves (chouji), fishing waist hooks (chochutoko), chinhi (chinpi), tennan star, tenma (tenma) , Tenmon Winter (Tenmonto), Winter Gourd (Tougashi), Toki (Touki), Karako (Tougoma), Party Ginseng (Tougin), Lanterns (Toushinsou), Tomonin (Tonin), Orange Peel (Spruce), Rabbit (Toshishi), Tochimi (Tochinomi), Tochu (Tochu), Independent (Dokkatsu) Toucan (Dokakon), Meat obedience (Nikujuyou), Nikuzuku, Shinobi (Nindou), Ginseng (Carrot), Shellfish (Bimo), Malt (ba G), Jin Kashiwashi (Hakushinin), Hakuhinzu (Hakuhenzu), Bakumon Winter (Bakumontou), Hashigami (Hakoshi), Book Carry (Maka), Banka (Banka), Midsummer (Hanghe), Anti-nose ( (Hanbi), Baninkon, Hanshiren, Yurine (Jyakushi), White flower snake tongue grass (Zyakukajazetsusou), Hyakubukon, Hakubukon, Zyakujutsu Child (Amberjack), Prevented (bowie), Chie (Bowcon), Windbreak (Boufu), Kamaou (Houoh), Eiko Gamako (Houeikon), Peony (Panpi), Mao (Maou), Mashinin (Mashinin), Vine Thorns (mankeishi), pine resin (matsuyani), kimitsu (mokutsu), quince (mokka), moko (mokko), myrrh (motsuyaku), pirate (mokuzoku), sun dried (yakan), yachi (yakuchi), night Kado (Yakou) C), arkanka, orchid, ransou, longan meat, longan, ryutan, ryokyo, reishi, reishi, forsythia, rensenso, lotus Meat (Rennik), Ashine (Rokkon).
吏に、上記に例示した非タバコ植物の抽出物、所謂エキスも使用することができる。抽出物の形態としては、液体、水あめ状、粉末、顆粒、溶液等が挙げられる。 An extract of the non-tobacco plant exemplified above, a so-called extract, can also be used for the official. Examples of the form of the extract include a liquid, a syrup, a powder, a granule, and a solution.
タバコ充填物20に加えるエアロゾルフォーマは、グリセリン、プロピレングリコール、ソルビトール、トリエチレングリコール、乳酸、ジアセチン(グリセリンジアセタート)、トリアセチン(グリセリントリアセタート)、トリエチレングリコールジアセタート、クエン酸トリエチル、ミリスチン酸イソプロピル、ステアリン酸メチル、ドデカンジオン酸ジメチル、テトラデカンサンジオン酸ジメチルなどが使用できるが、特に、グリセリン、プロピレングリコールが好まし<用いられる。これらは、タバコ充填物20に対して、1質量%以上80質量%以下の量で用いられ、特に、10質量%以上40質量%以下であると好ましい。
The aerosol former to be added to the
必要に応じ風味を迫加する風味添加剤も好ましく用いられる。風味添加剤としては、はっか、ココア、コーヒー、紅茶のエキス等が挙げられる。 Flavor additives that add flavor as needed are also preferably used. Flavor additives include seaweed, cocoa, coffee, tea extracts and the like.
また、必要に応じて食品の保存料を添加してもよく、例えば、ソルビン酸、ソルビン酸カリウム、安息香酸、安息香酸ナトリウム等を添加してもよい。 Further, a preservative for food may be added as necessary, for example, sorbic acid, potassium sorbate, benzoic acid, sodium benzoate, or the like may be added.
結着剤または増粘剤等として、グアーガム、キサンタンガム、アラビアゴムおよびローカストビーンガムなどのゴム、例えばヒドロキシプロピルセルレロース、カルボキシメチルセルロース、ヒドロキシエチルセルロース、メチルセルロースおよびエチルセルロースなどのセルロース結合剤、例えばデンプン、アルギン酸などの有機酸、アルギン酸ナトリウム、カルボキシメチルセルロースナトリウム、カラナギン、寒天およびペクチンなどの有機酸の共役塩基塩などの多糖類、およびこれらの組み合わせも用いられる。 As binders or thickeners, gums such as guar gum, xanthan gum, gum arabic and locust bean gum, for example, cellulose binders such as hydroxypropylcellulose, carboxymethylcellulose, hydroxyethylcellulose, methylcellulose and ethylcellulose, such as starch, alginic acid and the like Also used are polysaccharides such as organic acids, sodium alginate, sodium carboxymethylcellulose, conjugate base salts of organic acids such as calanagin, agar and pectin, and combinations thereof.
微結品セルロースとは、例えば、繊維性植物のパルブから得られたα−セルロースを例えば酸で部分的に解重合したものとして得られるものであり、セルロースから可溶性部分を取り除き、適宜、不溶性部分を結晶化したものである。 The finely-divided cellulose is, for example, one obtained by partially depolymerizing α-cellulose obtained from fibrous plant pulp with, for example, an acid. Is crystallized.
様々な検討の末、非タバコ植物とエアロゾルフオーマと微結晶性セルロースを含有するタバコ充填物20について、以下のことがわかった。タバコ充填物20を乾燥条件下におくと、非タバコ植物とエアロゾルフオーマからなる充填物が失水した場合にあっても、セルロースの微結晶が充填物の構造を維持し、体積収縮などの構造変化を抑制する。このような作用は、微結晶セルロースを用いたことにより得られるものである。
After various studies, the following has been found for the
微結晶セルロースは、粉体のままでもよいし、水などの溶媒に分散させて懸燭液として投入してもよい。この場合、溶媒ヘの分散は、高速攪拌機や高圧ホモジナイザーなどが使用できる。 The microcrystalline cellulose may be in the form of a powder, or may be dispersed in a solvent such as water and charged as a candle liquid. In this case, a high-speed stirrer or a high-pressure homogenizer can be used for dispersion in the solvent.
微結晶セルロースの添加量は、タバコ充填物20中の含有量1%以上15%以下が目安となる。好ましくは3%以上12%以下であり、さらに好ましくは5%以上10%以下である。
The amount of the microcrystalline cellulose to be added is approximately 1% to 15% in the
微結晶セルロースの添加により、成形性の向上、ロールミルによる混練などの際の作業性の改善、特に、タバコ充填物20の収縮抑制および体積変化の抑制に有効であり、電子タバコカートリッジ1の品質管理および使用感の均質化において有効である。
The addition of microcrystalline cellulose is effective in improving moldability, workability in kneading with a roll mill, and the like, and is particularly effective in suppressing shrinkage and volume change of the
本発明に用いられる微結晶セルロースの平均粒子径は、好ましくは30μm〜200μmであり、より好ましくは50μm〜150μmであり、より好ましくは70μm〜120μmである。 The average particle size of the microcrystalline cellulose used in the present invention is preferably 30 μm to 200 μm, more preferably 50 μm to 150 μm, and more preferably 70 μm to 120 μm.
微結晶セルロースの平均粒子径は、30μm以上であるとタバコ充填物20の収縮を抑制する効果に優れ、150μm以下であると、前記収縮を抑制する効果に加えて成形性を良好とすることができる。
When the average particle diameter of the microcrystalline cellulose is 30 μm or more, the effect of suppressing the shrinkage of the
微結晶セルロースの平均粒子径は、篩分け法によって求められる。上記平均粒子径は、JIS K 0069:1992に記載の方法により得ることができる。なお、平均粒子径は、複数の篩による試諌結果について、例えば、目開きの大きいほうからの質量の積算を行い、その質量50%に相当する径をいう。さらに、好ましくは目開き250μmの篩上残留物が8質量%以下であって、目開き75μmの篩上残留物が45質量%以上である。 The average particle size of the microcrystalline cellulose is determined by a sieving method. The average particle diameter can be obtained by the method described in JIS K 0069: 1992. The average particle diameter refers to a diameter equivalent to 50% of the mass obtained by, for example, accumulating the mass from the one having the larger aperture in the results of the test using a plurality of sieves. Further, the on-screen residue having an opening of 250 μm is preferably 8% by mass or less, and the on-screen residue having an opening of 75 μm is 45% by mass or more.
目開き250μmの篩上残留物が8質量%以下の場合は、篩分けされた微結晶セルロースがタバコ充填物20の収縮を抑制する効果を有する。目開き75μmの篩上残留物が45質量%以上の場合は、タバコ充填物20の成形性を良好とすることができる。
When the residue on the sieve having an opening of 250 μm is 8% by mass or less, the sieved microcrystalline cellulose has an effect of suppressing shrinkage of the
微結晶セルロースの質量平均分子量(Mw)は、10,000以上200,000以下であることが好ましい。より好ましくは、10,000以上100,000以下である。10,000以上であると、タバコ充填物20の収縮を抑制する効果に優れ、100,000以下であると、前記収縮を抑制する効果に加えて成形性を良好とすることができる。特に好ましくは、20,000以上60,000以下である。セルロースの分子量は、ゲルパーミエーションクロマトグラフ(GPC)により測定することができる。例えば、特開平6−109715号公報にあるような測定法が採用され、標準資料としては、ポリエチレングリコール等を適宜用いる。
The mass average molecular weight (Mw) of the microcrystalline cellulose is preferably 10,000 or more and 200,000 or less. More preferably, it is 10,000 or more and 100,000 or less. When it is 10,000 or more, the effect of suppressing the shrinkage of the
タバコ充填物20の製造工程について説明する。タバコ充填物20の製造工程は、主原料となる非タバコ植物を乾燥・粉砕し、秤量等を行う乾燥・粉砕工程と、その他の原料の前処理、秤量等を行う準備工程と、原料を混合して組成物とする混合工程と、組成物を成形する充填物成形工程と、を有する。
The manufacturing process of the
乾燥・粉砕工程では、主原料となる非タバコ植物の使用部位(例えば、葉、種子、乾燥果実、茎、樹皮、根など)を組成物とするため、所定の粉砕物に加工する。その際、後に添加するエアロゾルフォーマ、水その他の成分を吸収あるいは担持するのに都合のよい水分量に調整することが好ましい。乾燥において、温度は60℃以上80℃以下が好ましい。この範囲とすることで、必要とする香味成分の散逸を避けながら、所望の水分量に到達させやすい。なお、65℃以上であるとさらに所望の水分量に到達しやすく、75℃以下であると、必要とする香味成分の散逸をさらに防止することができる。 In the drying and pulverization step, a non-tobacco plant used as a main raw material is processed into a predetermined pulverized material in order to use a site (for example, leaf, seed, dried fruit, stem, bark, root, etc.) as a composition. At this time, it is preferable to adjust the amount of water to be convenient for absorbing or supporting the aerosol former, water and other components to be added later. In drying, the temperature is preferably from 60 ° C to 80 ° C. Within this range, it is easy to reach a desired water content while avoiding the required flavor components from being dissipated. When the temperature is 65 ° C. or higher, a desired water content can be more easily reached, and when the temperature is 75 ° C. or lower, the required flavor components can be further prevented from being dissipated.
乾燥・粉砕後の水分量は5質量%以下とするのが好ましい。このようにすることで、後の工程においてスラリー化が容易となる。水分量が3質量%以下であるとさらに好ましい。また、水分量が0.1質量%以上であると、水等とのなじみがよい状態を保つことができる。さらに、乾燥・粉砕工程には、粉砕物を篩分けする篩工程を設けることもでき、所望の粒度に調整して混合工程に投入することができる。 The water content after drying and pulverization is preferably 5% by mass or less. By doing so, the slurry can be easily formed in a later step. More preferably, the water content is 3% by mass or less. In addition, when the water content is 0.1% by mass or more, it is possible to maintain a state in which familiarity with water or the like is good. Further, in the drying / pulverization step, a sieving step of sieving the pulverized material can be provided, and the pulverized material can be adjusted to a desired particle size and then supplied to the mixing step.
準備工程においては、タバコ充填物20を作成するにあたり必要な原料を準備することができる。前述の微結晶セルロースは、準備工程において秤量され、混合工程に投入される。
In the preparation step, raw materials necessary for producing the
混合工程においては、通常の混合機を使用することができる。例えば、混合槽中の原料を撹拌羽根にて、剪断力を加えつつ混合するような形態が好ましく用いられる。 In the mixing step, an ordinary mixer can be used. For example, a mode in which the raw materials in the mixing tank are mixed with a stirring blade while applying a shearing force is preferably used.
充填物成形工程では、各種原料が混合された組成物を薄いシート状に成形してから、切断することで、タバコ充填物20が成形される。本実施形態では、薄いシートにするため、3本ロールミルを用意する。3本ロールミルを用いると、狭いロール間に押し込まれることによる圧縮と、ロール速度差による剪断により、混練、分散などを行いながら、ドクターブレードにより所望の厚さのシートとすることが可能であり、好ましい。また、プレスローラあるいはプレス機を用いて作成することもできる。 In the filling forming step, the composition in which various raw materials are mixed is formed into a thin sheet, and then cut, whereby the tobacco filling 20 is formed. In the present embodiment, a three-roll mill is prepared to make a thin sheet. By using a three-roll mill, it is possible to form a sheet of a desired thickness by a doctor blade while performing kneading and dispersion by compression by being pushed between narrow rolls and shearing by a difference in roll speed, preferable. Further, it can be prepared using a press roller or a press machine.
充填物成形工程では、組成物を加圧によりオリフィスを通過させて成形するなど、他の手段を用いてもよい。また、充填物成形工程では、必要に応じて、非タバコ植物、エアロゾルフォーマ、結着剤または増粘剤等、風味添加剤、保存料をさらに添加してもよいし、水などを添加してもよい。 In the filling molding step, other means such as molding by passing the composition through an orifice under pressure may be used. In the filling molding step, if necessary, a non-tobacco plant, an aerosol former, a binder or a thickener, etc., a flavor additive, a preservative may be further added, or water may be added. Is also good.
本実施形態において、水は、殺菌あるいは微生物を除去したものを使用することが好ましく、逆浸透膜あるいはイオン交換等により得られた純水を用いることが好ましい。 In this embodiment, it is preferable to use water obtained by sterilizing or removing microorganisms, and it is preferable to use pure water obtained by a reverse osmosis membrane or ion exchange.
充填物成形工程で得られるシートの厚さは、0.1mm〜1.0mmの範囲が好ましく、さらに好ましくは0.1mm〜0.5mmの範囲である。得られたシートは、カッター、回転刃方式のロータリーカッター等により、所定の幅に切断される。 The thickness of the sheet obtained in the filling molding step is preferably in the range of 0.1 mm to 1.0 mm, and more preferably in the range of 0.1 mm to 0.5 mm. The obtained sheet is cut into a predetermined width by a cutter, a rotary blade type rotary cutter or the like.
本実施形態では、厚さ0.3mmのシートの切断を例に説明する。まず、成形されたシートを、例えば、縦150mm、横240mmの長方形に切断する。この長方形のシートを、ロータリーカッターに供給し、縦1.5mm、横240mmの形状に切断し、シート切断物を得る。これにより、タバコ充填物20の長辺方向の寸法aは1.5mm、短辺方向の寸法bは0.3mmとなる。このシート切断物50本分を包装体25で巻き、外形約6.9mmの巻物を作成する。この巻物をカッターにて12.0mmの長さに切断し、タバコ充填物集積体10を得ることができる。このタバコ充填物集積体10の質量は0.29gである。タバコ充填物集積体10の体積に対するタバコ充填物20の体積の比率を体積充填率とすると、本実施形態のタバコ充填物集積体10の体積充填率は約0.60である。また、タバコ充填物集積体10の密度は、1.07g/cm3である。
In the present embodiment, cutting of a sheet having a thickness of 0.3 mm will be described as an example. First, the formed sheet is cut into a rectangle having a length of 150 mm and a width of 240 mm, for example. The rectangular sheet is supplied to a rotary cutter, and cut into a shape of 1.5 mm in length and 240 mm in width to obtain a cut sheet. Thereby, the dimension a in the long side direction of the
これにより、タバコ充填物集積体10は、長尺麺状の形態を有したタバコ充填物20が、長さ方向に沿い束状となって集積される。
Thereby, the
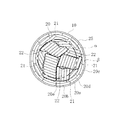
タバコ充填物集積体10におけるタバコ充填物20の配置状態について詳細に説明する。図4には、タバコ充填物集積体10の正面図を示している。図4は、タバコ充填物20の典型的な配列例を表している。タバコ充填物集積体10においてタバコ充填物20は、包装体25または他のタバコ充填物20と接した密集状態となっている。
The arrangement of the
タバコ充填物20のうち、包装体25と接する最外周部のタバコ充填物20は、長辺方向が周方向に略沿う方向を向いている。図4においてタバコ充填物20aは、長辺のうち一辺全体が包装体25に接している。また、タバコ充填物20aは、両方の短辺がそれぞれ周方向に隣接するタバコ充填物20b,20cと接している。タバコ充填物20b,20cも、それぞれ長辺が包装体25に接している。同様に、最外周部に位置するタバコ充填物20は、いずれも長辺方向が周方向に略沿う方向を向いており、互いに短辺において接している。これにより、最外周部では、タバコ充填物20の充填率が高く、また、タバコ充填物20同士が互いに周方向に接しているため、位置がずれにくい。
Among the
タバコ充填物20のうち、最外周部のタバコ充填物20の内周側に接するタバコ充填物20の多くは、長辺方向が周方向に略沿う方向を向いている。図4においてタバコ充填物20dは、長辺のうち外周側の一辺が最外周部のタバコ充填物20aに接すると共に、長辺方向が周方向に略沿っている。タバコ充填物20eのように、一部は長辺方向が径方向に沿っているが、最外周部のタバコ充填物20の内周側に接するタバコ充填物20のうち、長辺方向が周方向に略沿うタバコ充填物20の数は、長辺方向が周方向以外の方向に沿うタバコ充填物20の数よりも多い。このため、最外周部に近い領域でも、タバコ充填物20の充填率は高く、また、タバコ充填物20の位置がずれにくい。
Of the
タバコ充填物20は、長辺方向の面が隣接するタバコ充填物20の長辺方向の面と接するか、あるいは長辺方向の面が隣接するタバコ充填物20の短辺方向の面と接している。前述のように外周部においては、タバコ充填物20の長辺方向の面が隣接するタバコ充填物20の短辺方向の面と接するものが多いが、全体としては、長辺方向の面が隣接するタバコ充填物20の長辺方向の面と接するものが多い。このため、タバコ充填物集積体10の中央部においてタバコ充填物20の多くは、長辺方向の面同士が接した充填物群21を形成している。
The
充填物群21は、タバコ充填物集積体10内で複数が形成され、各充填物群21においてタバコ充填物20は、長辺が隣接するタバコ充填物20の長辺と互いに接している。充填物群21内のタバコ充填物20同士は、互いに長辺において接しているため、隙間をあまり有していないが、充填物群21同士の間には、空隙部22が形成されやすい。タバコ充填物集積体10の外周部においては、前述のようにタバコ充填物20が周方向に略沿っているため、空隙部22は形成されにくい一方、タバコ充填物集積体10の中央部においては、充填物群21同士の間に空隙部22が形成されやすい。タバコ充填物集積体10の長さ方向と直交する断面において、径方向において面積等分した中心側の領域である中央領域αは、外周側の領域である外周領域βより空隙率が高い。
A plurality of packing
タバコ充填物20が、長さ方向と直交する断面において長辺方向と短辺方向を有する形態であることにより、最外周部におけるタバコ充填物20の周方向に沿う配列と、中央部におけるタバコ充填物20の充填物群21及び空隙部22を有する配列とが両立しやすい。
Since the tobacco filling 20 has a long side direction and a short side direction in a cross section orthogonal to the length direction, the arrangement along the circumferential direction of the tobacco filling 20 at the outermost periphery and the tobacco filling at the center portion The arrangement of the
中央領域αは空隙率が高いため、電子タバコ本体2が有する加熱部50をタバコ充填物集積体10内に差し込みやすい。また、加熱部50で加熱されて発生したエアロゾルを含む気流が、タバコ充填物集積体10内において流動しやすくすることができる。一方で、外周領域βは空隙率が低いため、タバコ充填物集積体10の全体における充填率を高くすることができ、十分な量のエアロゾルを発生させることができる。
Since the central region α has a high porosity, the
また、外周領域βにおける充填率が高いため、タバコ充填物集積体10はタバコ充填物20を構造的に強固に保持することができる。このため、ユーザーのハンドリング時において、タバコ充填物20の脱落を少なくすることができる。
In addition, since the filling rate in the outer peripheral region β is high, the
タバコ充填物20の配列は、包装体25で巻く度に変化するため、1本毎に異なったものとなる。図5には、別のタバコ充填物集積体10の正面図を示している。この図に示すように、最外周部に配置されるタバコ充填物20のうち、一部は周方向以外の方向を向く場合もある。ただし、この場合であっても、最外周部においては、長辺方向が周方向に略沿う方向を向いているタバコ充填物20の数が、長辺方向が周方向に略沿う方向以外の方向を向いているタバコ充填物20の数より多く、図4の場合と同様の効果を得ることができる。最外周部のタバコ充填物20の内周側に接するタバコ充填物20についても、同様である。また、それより中央側に配置されるタバコ充填物20の配列自体は、図4と異なるものの、多くが充填物群21を形成し、充填物群21の間に空隙部22が形成される点で図4と同様である。これにより、図5の態様においても、中央領域αの空隙率は、外周領域βの空隙率よりも相対的に高い。
The arrangement of the
加熱部50でタバコ充填物集積体10が加熱された状態でユーザーにより吸気されると、エアロゾルを含む気流は、マウスピース14側に流動する。ここまで説明したように、中央領域αは、外周領域βより空隙率が高いため、気流は外周側から中央側に集まりつつ、長さ方向に向かって流動する。この場合に、充填率の高い外周部から多くのエアロゾルが発生し、これが円滑に流動することができる。
When the
図6には、タバコ充填物20を包装体25で巻く工程を表す正面図を示している。図6(a)に示すように、タバコ充填物20を巻く際には、まず、包装体25上にタバコ充填物20を載置する。包装体25は、台座40上に設けられる開閉部41上に載置される。開閉部41は、互いに離隔する方向に移動することができる。このとき、タバコ充填物20の長辺が包装体25のできるだけ接するように載置することが望ましい。
FIG. 6 is a front view illustrating a step of winding the
次に、図6(b)に示すように、開閉部41同士が離隔するように移動させて包装体25が落ち込む凹部42を形成し、凹部42に落ち込んだ包装体25でタバコ充填物20を包んでいき、最終的には図6(c)に示すように包装体25を閉じてタバコ充填物集積体10を形成する。包装体25で包んでいく工程において、スピード等を調整することにより、最外周部のタバコ充填物20の多くが周方向に略沿うように配列することができる。また、包装体25でタバコ充填物20を包んで閉じるまでの間、タバコ充填物20を包装体25の内部に押し込む力を調整することにより、中央領域αにおける空隙率を適正な範囲とすることができる。
Next, as shown in FIG. 6B, the opening /
ここまで説明したタバコ充填物20の配列は、長尺麺状に形成されたタバコ充填物20の断面形状が長辺方向と短辺方向を有する略長方形状であることと、最外周部のタバコ充填物20及びそれに隣接するタバコ充填物20の多くが、周方向に略沿うように配置されていることによってもたらされている。本件出願人は、タバコ充填物20の形状や配列を変化させて、一回の吸引で吸うことのできるエアロゾル量と、吸引可能数とを実験により確かめた。その条件及び結果は表1のとおりである。条件1は、タバコ充填物20の断面形状を正方形状(縦0.60±0.10mm、横0.60±0.10mm)としたものである。条件2〜6は、タバコ充填物20の断面形状を長方形状(縦1.50±0.10mm、横0.28±0.02mm)としている。条件2が、本実施形態の態様である。
The arrangement of the

エアロゾル量及び吸引可能数の観点からは、条件2,3,5が好ましい。また、電子タバコ本体2の加熱部50のタバコ充填物20に対する挿入しやすさは、条件2,3が良好である。
Conditions 2, 3, and 5 are preferable from the viewpoints of the aerosol amount and the number that can be sucked. The ease of inserting the
条件2〜6においてタバコ充填物20の配列の態様は、包装体25で巻く前のタバコ充填物20の配置や、包装体25によるタバコ充填物20の巻き方により、異ならせている。本実施形態の態様である条件2では、タバコ充填物20を最も巻きやすく、次いで条件3,5がタバコ充填物20を巻きやすい態様である。条件4,6は、タバコ充填物20を巻きにくい態様である。したがって、製造の容易さの観点からは、条件2,3,5が好ましく、特に条件2はより好ましい。
In the conditions 2 to 6, the mode of arrangement of the
タバコ充填物20の断面形状が正方形状である条件1は、タバコ充填物20の形状をこのように成形するのが難しく、また、断面形状が長方形状の場合よりタバコ充填物20が脱落しやすい。加えて、加熱時における気流の発生量も少ない。
以上より、本実施形態の態様である条件2は、製造の容易さの観点及び気流量と吸引可能数の観点の両方から、最も好ましい形態であると言える。 From the above, it can be said that the condition 2, which is an aspect of the present embodiment, is the most preferable form from the viewpoints of ease of production and from the viewpoints of the air flow rate and the number of suctions.
図7には、支持部材12の正面図を示している。図7(a)に示すように、本実施形態において支持部材12は、正面視略円形状を有し、中央部に気流を流通させる流路部30が形成されている。流路部30の周囲は、外周面において包装部材16と接し、端面においてタバコ充填物20と接する周縁部31である。
FIG. 7 shows a front view of the
支持部材12は、その他の形状を有していてもよい。図7(b)に示すように、中央部から径方向に向かって突出する周方向4つの周縁部34を有し、周縁部34間に流路部35が形成されるようにしてもよい。また、図7(c)に示すように、周縁部38の中央側に流路部37が形成され、この流路部37が隔壁部39によって2つに区切られる形状を有してもよい。いずれにおいても、支持部材12の周縁部は、外周面において包装部材16と接すると共に、端面においてタバコ充填物20と長さ方向に接することができる。
The
以上、本発明の実施形態について説明したが、本発明の適用は本実施形態には限られず、その技術的思想の範囲内において様々に適用されうるものである。例えば、本実施形態では、タバコ充填物集積体10とマウスピース14の間には支持部材12のみ設けられているが、支持部材12とマウスピース14の間に冷却部材を設けてもよい。また、タバコ充填物20の断面における長辺の寸法aと短辺の寸法bは、上述の例に限られず、任意の寸法、比率に設定できる。
As described above, the embodiments of the present invention have been described. However, the application of the present invention is not limited to the embodiments, and can be variously applied within the scope of the technical idea. For example, in the present embodiment, only the
1 電子タバコカートリッジ
2 電子タバコ本体
10 タバコ充填物集積体
12 支持部材
14 マウスピース
16 包装部材
20 タバコ充填物
21 充填物群
22 空隙部
25 包装体
30 流路部
31 周縁部
50 加熱部
51 挿入部
DESCRIPTION OF
Claims (7)
前記タバコ充填物は、長さ方向と直交する断面において長辺方向の寸法が短辺方向の寸法より長くなるように形成され、
前記包装体に接する最外周部の前記タバコ充填物は、長辺方向が周方向に略沿う方向を向いているか、あるいは長辺方向が周方向に略沿う方向以外の方向を向いており、長辺方向が周方向に略沿う方向を向いている前記タバコ充填物の数が、長辺方向が周方向に略沿う方向以外の方向を向いている前記タバコ充填物の数より多いことを特徴とするタバコ充填物集積体。 A long-sized tobacco filler is collected in a bundle and the outer periphery is a tobacco-filled aggregate wound in a sheet-shaped package,
The tobacco filler is formed such that a dimension in a long side direction is longer than a dimension in a short side direction in a cross section orthogonal to the length direction,
The tobacco filler at the outermost peripheral portion in contact with the package has a long side direction oriented in a direction substantially along the circumferential direction, or a long side direction oriented in a direction other than the direction substantially along the circumferential direction, The number of the tobacco fillers whose side directions are oriented substantially along the circumferential direction is larger than the number of the tobacco fillers whose long side directions are oriented in directions other than the direction substantially along the circumferential direction. Aggregate.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019075580A JP2020005631A (en) | 2019-04-11 | 2019-04-11 | Cigarette filling integrated body and electronic cigarette cartridge |
| JP2023014479A JP7425906B2 (en) | 2019-04-11 | 2023-02-02 | Tobacco filler assembly and electronic cigarette cartridge |
| JP2024006017A JP2024026852A (en) | 2019-04-11 | 2024-01-18 | Tobacco filling aggregate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019075580A JP2020005631A (en) | 2019-04-11 | 2019-04-11 | Cigarette filling integrated body and electronic cigarette cartridge |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018125776A Division JP6516907B1 (en) | 2018-07-02 | 2018-07-02 | Tobacco filler assembly and electronic cigarette cartridge |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019089316A Division JP6591716B1 (en) | 2019-05-09 | 2019-05-09 | Tobacco filling assembly and electronic cigarette cartridge |
| JP2023014479A Division JP7425906B2 (en) | 2019-04-11 | 2023-02-02 | Tobacco filler assembly and electronic cigarette cartridge |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020005631A true JP2020005631A (en) | 2020-01-16 |
Family
ID=69149316
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019075580A Pending JP2020005631A (en) | 2019-04-11 | 2019-04-11 | Cigarette filling integrated body and electronic cigarette cartridge |
| JP2023014479A Active JP7425906B2 (en) | 2019-04-11 | 2023-02-02 | Tobacco filler assembly and electronic cigarette cartridge |
| JP2024006017A Pending JP2024026852A (en) | 2019-04-11 | 2024-01-18 | Tobacco filling aggregate |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023014479A Active JP7425906B2 (en) | 2019-04-11 | 2023-02-02 | Tobacco filler assembly and electronic cigarette cartridge |
| JP2024006017A Pending JP2024026852A (en) | 2019-04-11 | 2024-01-18 | Tobacco filling aggregate |
Country Status (1)
| Country | Link |
|---|---|
| JP (3) | JP2020005631A (en) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1559322A (en) * | 1922-04-15 | 1925-10-27 | Muller J C & Co | Method of and means for the production of cigarette rods in the manufacture of machinemade cigarettes |
| JP3212228U (en) * | 2017-06-16 | 2017-08-31 | 株式会社 東亜産業 | Electronic cigarette cartridge using tobacco plant or non-tobacco plant and supporting member thereof |
| JP2017153496A (en) * | 2014-05-21 | 2017-09-07 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | Inductively heatable tobacco product |
-
2019
- 2019-04-11 JP JP2019075580A patent/JP2020005631A/en active Pending
-
2023
- 2023-02-02 JP JP2023014479A patent/JP7425906B2/en active Active
-
2024
- 2024-01-18 JP JP2024006017A patent/JP2024026852A/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1559322A (en) * | 1922-04-15 | 1925-10-27 | Muller J C & Co | Method of and means for the production of cigarette rods in the manufacture of machinemade cigarettes |
| JP2017153496A (en) * | 2014-05-21 | 2017-09-07 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | Inductively heatable tobacco product |
| JP3212228U (en) * | 2017-06-16 | 2017-08-31 | 株式会社 東亜産業 | Electronic cigarette cartridge using tobacco plant or non-tobacco plant and supporting member thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2024026852A (en) | 2024-02-28 |
| JP2023052846A (en) | 2023-04-12 |
| JP7425906B2 (en) | 2024-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020008552A1 (en) | Cigarette filling packed body and electronic cigarette cartridge | |
| JP7299432B2 (en) | E-cigarette fillers and e-cigarette cartridges | |
| JP6859000B2 (en) | Electronic cigarette cartridge | |
| JP6371927B1 (en) | Non-tobacco plant composition manufacturing method, electronic cigarette packing manufacturing method, electronic cigarette packing, and electronic cigarette cartridge using the same | |
| JP7212452B2 (en) | Method for producing non-tobacco plant composition, method for producing filling for electronic cigarette, filling for electronic cigarette, and electronic cigarette cartridge using the same | |
| WO2020013339A1 (en) | Heated fragrance-emitting base material applied to fragrance cartridge, heated fragrance-emitting substrate, fragrance cartridge comprising heated fragrance-emitting substrate, and method and apparatus for manufacturing heated fragrance-emitting substrate | |
| JP2023134666A (en) | Heated aroma generator | |
| JP2023068176A (en) | Electronic tobacco cartridge | |
| WO2020012761A1 (en) | Filler for fragrance cartridge, aerosol-forming base material for fragrance cartridge having same, and fragrance cartridge having same | |
| JP6676805B2 (en) | Filler for aroma cartridge, aerosol-forming substrate for aroma cartridge having the same, and aroma cartridge having the same | |
| JP6705042B1 (en) | Heated aroma generator, aroma cartridge, and method and apparatus for manufacturing heated aroma generator | |
| JP2020005631A (en) | Cigarette filling integrated body and electronic cigarette cartridge | |
| JP2020005633A (en) | Cigarette filling material assembly and electronic cigarette cartridge | |
| JP2022163411A (en) | heated tobacco cartridge |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210701 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20210922 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20210922 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221003 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20221129 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230327 |