JP2019535340A - ハイブリッドドレープおよびハイブリッドドレープの製造方法 - Google Patents
ハイブリッドドレープおよびハイブリッドドレープの製造方法 Download PDFInfo
- Publication number
- JP2019535340A JP2019535340A JP2019513432A JP2019513432A JP2019535340A JP 2019535340 A JP2019535340 A JP 2019535340A JP 2019513432 A JP2019513432 A JP 2019513432A JP 2019513432 A JP2019513432 A JP 2019513432A JP 2019535340 A JP2019535340 A JP 2019535340A
- Authority
- JP
- Japan
- Prior art keywords
- adhesive
- adhesive layer
- layer
- diameter
- cover
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 30
- 239000000853 adhesive Substances 0.000 claims abstract description 146
- 230000001070 adhesive effect Effects 0.000 claims abstract description 145
- 238000007789 sealing Methods 0.000 claims abstract description 23
- 239000012790 adhesive layer Substances 0.000 claims description 322
- 239000010410 layer Substances 0.000 claims description 74
- 238000000034 method Methods 0.000 claims description 42
- 239000002243 precursor Substances 0.000 claims description 32
- 239000013464 silicone adhesive Substances 0.000 claims description 32
- 239000011248 coating agent Substances 0.000 claims description 27
- 238000000576 coating method Methods 0.000 claims description 27
- 230000007704 transition Effects 0.000 claims description 21
- 238000010438 heat treatment Methods 0.000 claims description 20
- 239000003522 acrylic cement Substances 0.000 claims description 13
- 229920002635 polyurethane Polymers 0.000 claims description 10
- 239000004814 polyurethane Substances 0.000 claims description 10
- 230000008878 coupling Effects 0.000 claims description 7
- 238000010168 coupling process Methods 0.000 claims description 7
- 238000005859 coupling reaction Methods 0.000 claims description 7
- 238000005520 cutting process Methods 0.000 claims description 5
- 230000004888 barrier function Effects 0.000 claims description 3
- 238000007373 indentation Methods 0.000 claims 2
- 230000001939 inductive effect Effects 0.000 claims 1
- 238000010586 diagram Methods 0.000 abstract description 8
- 210000001519 tissue Anatomy 0.000 description 86
- 238000007906 compression Methods 0.000 description 45
- 230000006835 compression Effects 0.000 description 45
- 239000012530 fluid Substances 0.000 description 35
- 239000011295 pitch Substances 0.000 description 21
- 239000000463 material Substances 0.000 description 20
- 239000000243 solution Substances 0.000 description 17
- 206010052428 Wound Diseases 0.000 description 15
- 208000027418 Wounds and injury Diseases 0.000 description 15
- 238000002560 therapeutic procedure Methods 0.000 description 15
- 210000002615 epidermis Anatomy 0.000 description 14
- 239000006260 foam Substances 0.000 description 13
- 230000006870 function Effects 0.000 description 13
- 230000008569 process Effects 0.000 description 12
- 229920001971 elastomer Polymers 0.000 description 9
- 239000000806 elastomer Substances 0.000 description 8
- 239000000499 gel Substances 0.000 description 8
- 239000012945 sealing adhesive Substances 0.000 description 8
- 238000004132 cross linking Methods 0.000 description 7
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 6
- 230000008901 benefit Effects 0.000 description 6
- 239000011148 porous material Substances 0.000 description 5
- 230000010261 cell growth Effects 0.000 description 4
- 239000000017 hydrogel Substances 0.000 description 4
- 238000001802 infusion Methods 0.000 description 4
- 229920001296 polysiloxane Polymers 0.000 description 4
- 229920000954 Polyglycolide Polymers 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 239000000416 hydrocolloid Substances 0.000 description 3
- 230000002209 hydrophobic effect Effects 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 230000037361 pathway Effects 0.000 description 3
- 230000035515 penetration Effects 0.000 description 3
- 239000004633 polyglycolic acid Substances 0.000 description 3
- 229920000098 polyolefin Polymers 0.000 description 3
- 239000000565 sealant Substances 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 230000001225 therapeutic effect Effects 0.000 description 3
- 230000000472 traumatic effect Effects 0.000 description 3
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 2
- 229920002614 Polyether block amide Polymers 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- 208000004210 Pressure Ulcer Diseases 0.000 description 2
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 2
- 208000025865 Ulcer Diseases 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000012412 chemical coupling Methods 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 239000000356 contaminant Substances 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 230000006837 decompression Effects 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 210000000981 epithelium Anatomy 0.000 description 2
- 210000000416 exudates and transudate Anatomy 0.000 description 2
- 238000005469 granulation Methods 0.000 description 2
- 230000003179 granulation Effects 0.000 description 2
- 230000012010 growth Effects 0.000 description 2
- WQYVRQLZKVEZGA-UHFFFAOYSA-N hypochlorite Chemical compound Cl[O-] WQYVRQLZKVEZGA-UHFFFAOYSA-N 0.000 description 2
- 230000008520 organization Effects 0.000 description 2
- 239000004626 polylactic acid Substances 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920002959 polymer blend Polymers 0.000 description 2
- 229920006264 polyurethane film Polymers 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- SQGYOTSLMSWVJD-UHFFFAOYSA-N silver(1+) nitrate Chemical compound [Ag+].[O-]N(=O)=O SQGYOTSLMSWVJD-UHFFFAOYSA-N 0.000 description 2
- 210000003491 skin Anatomy 0.000 description 2
- 210000003625 skull Anatomy 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 230000000699 topical effect Effects 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 231100000397 ulcer Toxicity 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 241000894006 Bacteria Species 0.000 description 1
- 229940123208 Biguanide Drugs 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- 235000014653 Carica parviflora Nutrition 0.000 description 1
- 241000243321 Cnidaria Species 0.000 description 1
- 102000008186 Collagen Human genes 0.000 description 1
- 108010035532 Collagen Proteins 0.000 description 1
- 206010063560 Excessive granulation tissue Diseases 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229920005830 Polyurethane Foam Polymers 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- 229920001247 Reticulated foam Polymers 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229920006243 acrylic copolymer Polymers 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 210000000577 adipose tissue Anatomy 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000001580 bacterial effect Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 150000004283 biguanides Chemical class 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000017531 blood circulation Effects 0.000 description 1
- 210000000988 bone and bone Anatomy 0.000 description 1
- 239000001506 calcium phosphate Substances 0.000 description 1
- 229910000389 calcium phosphate Inorganic materials 0.000 description 1
- 235000011010 calcium phosphates Nutrition 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- 239000012876 carrier material Substances 0.000 description 1
- 210000000845 cartilage Anatomy 0.000 description 1
- 125000002091 cationic group Chemical group 0.000 description 1
- 230000001413 cellular effect Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000001684 chronic effect Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 229920001436 collagen Polymers 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 210000002808 connective tissue Anatomy 0.000 description 1
- 239000000109 continuous material Substances 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000023753 dehiscence Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 206010012601 diabetes mellitus Diseases 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000002500 effect on skin Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 239000006261 foam material Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 210000001126 granulation tissue Anatomy 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000035876 healing Effects 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 230000002706 hydrostatic effect Effects 0.000 description 1
- 229910052588 hydroxylapatite Inorganic materials 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000012678 infectious agent Substances 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 230000002262 irrigation Effects 0.000 description 1
- 238000003973 irrigation Methods 0.000 description 1
- 239000000644 isotonic solution Substances 0.000 description 1
- 150000002596 lactones Chemical class 0.000 description 1
- 210000003041 ligament Anatomy 0.000 description 1
- 238000007726 management method Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 210000003205 muscle Anatomy 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 206010033675 panniculitis Diseases 0.000 description 1
- 239000006072 paste Substances 0.000 description 1
- XYJRXVWERLGGKC-UHFFFAOYSA-D pentacalcium;hydroxide;triphosphate Chemical compound [OH-].[Ca+2].[Ca+2].[Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O XYJRXVWERLGGKC-UHFFFAOYSA-D 0.000 description 1
- 229940021222 peritoneal dialysis isotonic solution Drugs 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 239000011496 polyurethane foam Substances 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000009528 severe injury Effects 0.000 description 1
- 229910001961 silver nitrate Inorganic materials 0.000 description 1
- 229920006249 styrenic copolymer Polymers 0.000 description 1
- 210000004304 subcutaneous tissue Anatomy 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 210000002435 tendon Anatomy 0.000 description 1
- 230000009772 tissue formation Effects 0.000 description 1
- 230000008467 tissue growth Effects 0.000 description 1
- 230000008733 trauma Effects 0.000 description 1
- QORWJWZARLRLPR-UHFFFAOYSA-H tricalcium bis(phosphate) Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O QORWJWZARLRLPR-UHFFFAOYSA-H 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 230000002792 vascular Effects 0.000 description 1
- 201000002282 venous insufficiency Diseases 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 230000029663 wound healing Effects 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images











Classifications
-
- A61F13/05—
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B46/00—Surgical drapes
- A61B46/40—Drape material, e.g. laminates; Manufacture thereof
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/00987—Apparatus or processes for manufacturing non-adhesive dressings or bandages
- A61F13/00991—Apparatus or processes for manufacturing non-adhesive dressings or bandages for treating webs, e.g. for moisturising, coating, impregnating or applying powder
- A61F13/00995—Apparatus or processes for manufacturing non-adhesive dressings or bandages for treating webs, e.g. for moisturising, coating, impregnating or applying powder for mechanical treatments
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/02—Adhesive plasters or dressings
- A61F13/023—Adhesive plasters or dressings wound covering film layers without a fluid handling layer
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M1/00—Suction or pumping devices for medical purposes; Devices for carrying-off, for treatment of, or for carrying-over, body-liquids; Drainage systems
- A61M1/90—Negative pressure wound therapy devices, i.e. devices for applying suction to a wound to promote healing, e.g. including a vacuum dressing
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B46/00—Surgical drapes
- A61B46/20—Surgical drapes specially adapted for patients
- A61B2046/205—Adhesive drapes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F2013/00089—Wound bandages
- A61F2013/0017—Wound bandages possibility of applying fluid
- A61F2013/00174—Wound bandages possibility of applying fluid possibility of applying pressure
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M2207/00—Methods of manufacture, assembly or production
- A61M2207/10—Device therefor
Abstract
Description
本出願は、2016年10月26日に出願された、米国仮特許出願第62/413,131号「ハイブリッドドレープおよびハイブリッドドレープの製造方法」の35USC119(e)に基づく利益を主張する。この出願はあらゆる目的のために参照により本明細書に組み込まれている。
Claims (49)
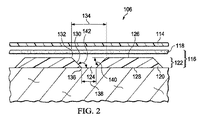
- 組織部位上にシールを提供するシール部材において:
フィルム層と;
前記フィルム層に連結され、前記フィルム層と同延の第一の接着剤と;
前記第1の接着剤に連結され、前記第1の接着剤と同延の第2の接着剤と;
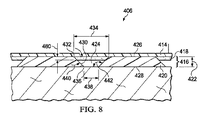
前記第2の接着剤を通って延在する複数の開口であって、各開口が、前記第2接着剤の第1面と第2面との間に内面を画定し、当該内面が前記第1面と交差して第1エッジを形成し、前記第2面と交差して第2エッジを形成している、開口と;
を具え、前記第1の接着剤が、少なくとも部分的に前記複数の開口を通って延在するように構成されていることを特徴とするシール部材。 - 前記面取りが約30度であることを特徴とする、請求項1に記載のシール部材。
- 前記面取りが約45度であることを特徴とする、請求項1に記載のシール部材。
- 前記面取りが、約20度乃至約60度であることを特徴とする、請求項1に記載のシール部材。
- 前記第2のエッジが、約10mmの直径を有することを特徴とする、請求項1に記載のシール部材。
- 前記第2の接着剤が約250gsmのコーティング重量を有することを特徴とする、請求項1に記載のシール部材。
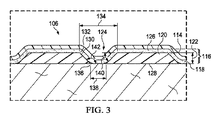
- 組織部位の上にシールを提供するカバーにおいて:
ポリウレタン層と;
前記ポリウレタン層に連結され、前記ポリウレタン層と同延であるアクリル接着剤と;
前記アクリル接着剤に連結され、前記アクリル接着剤と同延であるシリコーン接着剤と;
前記シリコーン接着剤を通って延在する複数の開口であって、各開口が前記アクリル接着剤の反対側に第1の直径を有し、前記アクリル接着剤に隣接して第2の直径を有する開口と;
を具え、前記アクリル接着剤が、少なくとも部分的に前記複数の開口を通って延在するように構成されている、ことを特徴とするカバー。 - 前記第2の直径が前記第1の直径よりも大きいことを特徴とする、請求項7に記載のカバー。
- 前記各開口の第1の直径と、前記各開口の前記第2の直径との間の表面が湾曲していることを特徴とする、請求項7に記載のカバー。
- 前記表面が凸状曲面であることを特徴とする、請求項9に記載のカバー。
- 前記各開口の第1の直径と前記各開口の第2の直径との間の表面が、面取りを形成することを特徴とする、請求項7に記載のカバー。
- 前記面取りが約45度であることを特徴とする、請求項11に記載のカバー。
- 前記面取りが、約20度乃至約60度であることを特徴とする、請求項11に記載のカバー。
- 前記第1の直径が約10mmであることを特徴とする、請求項7に記載のカバー。
- 前記第2の直径が約11mmであることを特徴とする、請求項7に記載のカバー。
- 前記シリコーン接着剤が約250gsmのコーティング重量を有することを特徴とする、請求項7に記載のカバー。
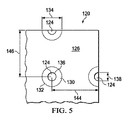
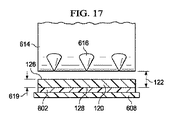
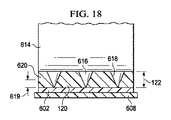
- 組織部位上にシールを提供するドレープにおいて:
シーリング層であって、当該シーリング層を通って延在する複数の開口を有するシーリング層と;
前記シーリング層の複数の開口によって形成された複数のテーパ面と;
前記シーリング層に連結された接着層と;
前記シーリング層と反対側の接着層の側部で、当該接着層に連結されたバリア層と;
を具えることを特徴とするドレープ。 - 前記複数のテーパ面の各テーパ面と前記シーリング層の側面とがなす角度が、約45度であることを特徴とする、請求項17に記載のドレープ。
- 前記複数のテーパ面の各テーパ面と前記シーリング層の側面とがなす角度が、約20度乃至約60度であることを特徴とする、請求項17に記載のドレープ。
- 前記複数のテーパ面が、前記シーリング層の第1の側面上に第1の直径を有する第1の開口と、前記シーリング層の第2の側面上に第2の直径を有する第2の開口とを形成することを特徴とする、請求項17に記載のドレープ。
- 前記シーリング層の前記第2の面が前記連結層に隣接していることを特徴とする、請求項20に記載のドレープ。
- 前記第1の直径が約10mmであることを特徴とする、請求項20に記載のドレープ。
- 前記第2の直径が約11mmであることを特徴とする、請求項22に記載のドレープ。
- 前記第2の直径が約11mmであることを特徴とする、請求項20に記載のドレープ。
- 前記シーリング層が約250gsmのコーティング重量を有することを特徴とする、請求項17に記載のドレープ。
- シール部材の製造方法において:
キャリア層を提供するステップと;
前記キャリア層を第1の接着剤で被覆するステップと;
前記第1接着剤を硬化させて第1接着剤層を形成するステップと;
前記第1の接着剤層の複数の円形領域にエネルギーを加えて、当該円形領域を硬化状態から前駆体状態に移行させるステップと;
前記第1の接着剤層を圧縮して、前記複数の円形領域と位置を合わせさた複数の窪みを形成するステップと;
前記第1の接着剤層の複数の円形領域にエネルギーを加えて、当該円形領域を前駆体状態から硬化状態に移行させるステップと;
前記第1の接着剤層の各窪みの少なくとも一部を除去して、前記各窪みと位置を合わせた開口を形成するステップと;
第2の接着剤をフィルム層に連結して第2の接着剤層を形成するステップと;
前記第1の接着剤層を前記第2の接着剤層に連結するステップと;
前記キャリア層を除去するステップと;
を具えることを特徴とするシール部材の製造方法。 - 前記第1の接着剤層の複数の円形領域にエネルギーを加えて、前記円形領域を硬化状態から前駆体状態に移行させるステップが、前記第1の接着剤層を加熱するステップを具えることを特徴とする、請求項26に記載の方法。
- 前記第1の接着剤層の複数の円形領域にエネルギーを加えて、当該円形領域を硬化状態から前駆体状態に移行するステップが、前記第1の接着剤層を紫外線に暴露するステップを具えることを特徴とする、請求項26に記載の方法。
- 前記第1の接着剤層の複数の円形領域にエネルギーを加えて、当該円形領域を前駆体状態から硬化状態に移行させるステップが、前記第1の接着剤層を加熱するステップを具えることを特徴とする、請求項26に記載の方法。
- 前記第1の接着剤層の複数の円形領域にエネルギーを加えて、当該円形領域を前駆体状態から硬化状態に移行させるステップが、前記第1の接着剤層を紫外線に暴露するステップを具えることを特徴とする請求項26に記載の方法。
- 前記各窪みが、前記第1の接着剤層の表面上で約11mmの直径を有することを特徴とする、請求項26に記載の方法。
- 前記各開口の直径が、対応する窪みの直径よりも小さいことを特徴とする、請求項26に記載の方法。
- 前記第1の接着剤層の表面上の各開口の直径が約10mmであることを特徴とする、請求項26に記載の方法。
- 前記第1の接着剤層を圧縮して前記複数の円形領域と位置を合わせた複数の窪みを形成するステップが、前記第1の接着剤層の前記円形領域から前記第1の接着剤を移動させるステップを具えることを特徴とする、請求項26に記載の方法。
- 前記第1の接着剤層を圧縮して前記複数の円形領域と位置を合わせた複数の窪みを形成するステップが:
前記第1の接着剤層に熱を加えるステップと;
第1の接着剤の流れを誘発して、当該第1の接着剤層を横切って前記窪みから変位した前記第1の接着剤を均一に分配するステップと;
を具えることを特徴とする請求項26に記載の方法。 - 前記第一の接着剤が、約150gsmの第1のコーティング重量と、前記第一の接着剤層の円形領域を圧縮して窪みを形成した後に約250gsmの第2のコーティング重量を有することを特徴とする、請求項35に記載の方法。
- カバーを製造する方法において:
キャリア層上に第1の接着剤層を供給するステップであって、当該第1の接着剤層が硬化状態のシリコーン接着剤を含む、ステップと;
前記第1の接着剤層にエネルギーを供給して、前記シリコーン接着剤を硬化状態から前駆体状態に移行させるステップと;
前記第1の接着剤層のシリコーン接着剤に複数の窪みを形成するステップと;
前記第1の接着剤層にエネルギーを供給して、前記シリコーン接着剤を前駆体状態から硬化状態に移行させるステップと;
前記第1の接着剤層の各窪みにおいて前記シリコーン接着剤の一部を除去して、複数の窪みと位置を合わせた複数の開口を形成するステップと;
第2の接着剤層をフィルム層に連結するステップと;
前記第1の接着剤層を前記第2の接着剤層に連結するステップと;
前記キャリア層を除去するステップと;
を具えることを特徴とするカバーを製造する方法。 - 前記第1の接着剤層にエネルギーを供給して前記シリコーン接着剤を前記硬化状態から前記前駆体状態に移行させるステップが、前記第1の接着剤層を加熱するステップを具えることを特徴とする請求項37に記載の方法。
- 第1の接着剤層にエネルギーを供給して前記シリコーン接着剤を前記硬化状態から前駆体状態に移行させるステップが、前記第1の接着剤層を紫外線に暴露するステップを具えることを特徴とする、請求項37に記載の方法。
- 前記第1の接着剤層のシリコーン接着剤に複数の窪みを形成するステップが、前記シリコーン接着剤を前記第1の接着剤層のほかの領域に移行させるステップを具えることを特徴とする請求項37に記載の方法。
- 前記シリコーン接着剤を前記第1の接着剤層の他の領域に移行させるステップが、前記窪みから移行させた前記シリコーン接着剤を前記第1の接着剤層にわたって均一に分配するステップを具えることを特徴とする、請求項40に記載の方法。
- 前記第1の接着剤層が、約150gsmの第1のコーティング重量と、約250gsmの第2のコーティング重量を有し、前記第1の接着剤層の前記第1のコーティング重量から前記第2のコーティング重量への移行が、前記シリコーン接着剤の前記第1の接着剤層の他の領域への移行に対応しえいることを特徴とする、請求項41に記載の方法。
- 前記第1の接着剤層にエネルギーを供給して、前記シリコーン接着剤を前記前駆体状態から前記硬化状態に移行させるステップが、前記第1の接着剤層を加熱するステップを具えることを特徴とする、請求項37に記載の方法。
- 前記第1の接着剤層にエネルギーを供給して、前記シリコーン接着剤を前記前駆体状態から前記硬化状態に移行させるステップが、前記第1の接着剤層を紫外線に暴露するステップを具えることを特徴とする、請求項37に記載の方法。
- 前記第1の接着剤層の各窪みで前記シリコーン接着剤の一部を除去するステップが、位置合わせクリッカープレスツールを使用して、前記第1の接着剤層の各窪みに前記開口を形成するステップを具えることを特徴とする、請求項37に記載の方法。
- 前記第1の接着剤層の各窪みで前記シリコーン接着剤の一部を除去するステップが、回転切削工具を使用して、前記第1の接着剤層の各窪みに前記開口を形成するステップを具えることを特徴とする、請求項37に記載の方法。
- 前記窪みが円錐形の窪みであることを特徴とする、請求項37に記載の方法。
- 前記窪みが半球形の窪みであることを特徴とする、請求項37に記載の方法。
- 実質的に本明細書に記載されているシステム、方法、および装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662413131P | 2016-10-26 | 2016-10-26 | |
| US62/413,131 | 2016-10-26 | ||
| PCT/US2017/058209 WO2018081217A1 (en) | 2016-10-26 | 2017-10-25 | Hybrid drape and method of manufacturing a hybrid drape |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019535340A true JP2019535340A (ja) | 2019-12-12 |
| JP2019535340A5 JP2019535340A5 (ja) | 2020-12-03 |
Family
ID=60263136
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019513432A Pending JP2019535340A (ja) | 2016-10-26 | 2017-10-25 | ハイブリッドドレープおよびハイブリッドドレープの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20180110657A1 (ja) |
| EP (2) | EP3741336A1 (ja) |
| JP (1) | JP2019535340A (ja) |
| WO (1) | WO2018081217A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2723286B2 (en) | 2011-06-24 | 2021-10-13 | KCI Licensing, Inc. | Reduced-pressure dressings employing tissue-fixation elements |
| EP3377014A1 (en) * | 2015-11-18 | 2018-09-26 | KCI Licensing, Inc. | Medical drapes and methods for reducing trauma on removal |
| US11596555B2 (en) * | 2017-03-09 | 2023-03-07 | Secretary, Department Of Biotechnology | Wound dressing for combined negative pressure and fluid delivery system |
| EP3876887A1 (en) * | 2018-11-09 | 2021-09-15 | KCI Licensing, Inc. | Hybrid adhesive tissue cover |
| WO2020159823A1 (en) * | 2019-01-29 | 2020-08-06 | Kci Licensing, Inc. | Removable and replaceable dressing interface for a negative-pressure therapy system |
| JP2022530336A (ja) * | 2019-04-24 | 2022-06-29 | ケーシーアイ ライセンシング インコーポレイテッド | 適用時延伸を伴うハイブリッド接着剤組織カバー |
| EP3986494A1 (en) * | 2019-06-20 | 2022-04-27 | KCI Licensing, Inc. | Systems, apparatuses, and methods for negative-pressure treatment with reduced tissue in-growth and extended wear time |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000166965A (ja) * | 1998-12-08 | 2000-06-20 | Sekisui Chem Co Ltd | 絆創膏及びその製造方法 |
| US20150119834A1 (en) * | 2013-10-28 | 2015-04-30 | Kci Licensing, Inc. | Hybrid sealing tape |
| US20150245949A1 (en) * | 2014-02-28 | 2015-09-03 | Kci Licensing, Inc. | Hybrid drape having a gel-coated perforated mesh |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4323069A (en) * | 1980-05-12 | 1982-04-06 | The Procter & Gamble Company | Disposable absorbent article having an intermediate layer interposed between the topsheet and the absorbent core |
| DE102006017194B4 (de) * | 2006-04-12 | 2010-11-04 | Birgit Riesinger | Flüssigkeitsdurchlässiger Primärverband |
| WO2008148797A1 (en) * | 2007-06-04 | 2008-12-11 | Coloplast A/S | A method for manufacturing a net patterned adhesive layer |
| US20100121298A1 (en) * | 2008-11-10 | 2010-05-13 | Tredegar Film Products Corporation | Transfer layer for absorbent article |
| US10842707B2 (en) * | 2012-11-16 | 2020-11-24 | Kci Licensing, Inc. | Medical drape with pattern adhesive layers and method of manufacturing same |
| DE102013100157A1 (de) * | 2013-01-09 | 2014-07-10 | Birgit Riesinger | Flüssigkeitsdurchlässiger Primärverband mit einer Silikonbeschichtung |
| WO2017048866A1 (en) * | 2015-09-17 | 2017-03-23 | Kci Licensing, Inc. | Hybrid silicone and acrylic adhesive cover for use with wound treatment |
-
2017
- 2017-10-25 EP EP20185730.7A patent/EP3741336A1/en not_active Withdrawn
- 2017-10-25 WO PCT/US2017/058209 patent/WO2018081217A1/en unknown
- 2017-10-25 JP JP2019513432A patent/JP2019535340A/ja active Pending
- 2017-10-25 EP EP17794612.6A patent/EP3531998B1/en active Active
- 2017-10-25 US US15/793,044 patent/US20180110657A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000166965A (ja) * | 1998-12-08 | 2000-06-20 | Sekisui Chem Co Ltd | 絆創膏及びその製造方法 |
| US20150119834A1 (en) * | 2013-10-28 | 2015-04-30 | Kci Licensing, Inc. | Hybrid sealing tape |
| US20150245949A1 (en) * | 2014-02-28 | 2015-09-03 | Kci Licensing, Inc. | Hybrid drape having a gel-coated perforated mesh |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2018081217A1 (en) | 2018-05-03 |
| EP3741336A1 (en) | 2020-11-25 |
| EP3531998A1 (en) | 2019-09-04 |
| US20180110657A1 (en) | 2018-04-26 |
| EP3531998B1 (en) | 2020-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20230201042A1 (en) | Hybrid drape having a gel-coated perforated mesh | |
| US20190192750A1 (en) | Hybrid Sealing Tape | |
| US11839529B2 (en) | Medical drape with pattern adhesive layers and method of manufacturing same | |
| US20200397620A1 (en) | Hybrid silicone and acrylic adhesive cover for use with wound treatment | |
| EP3531998B1 (en) | Hybrid drape | |
| US20200268561A1 (en) | High-density evaporative bridge dressing | |
| US20200246190A1 (en) | Drape strip having selectable adhesive |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201023 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201023 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20210219 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20210817 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220104 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20220726 |