JP2019155703A - Method for producing polyolefin multilayer sheet or film - Google Patents
Method for producing polyolefin multilayer sheet or film Download PDFInfo
- Publication number
- JP2019155703A JP2019155703A JP2018045018A JP2018045018A JP2019155703A JP 2019155703 A JP2019155703 A JP 2019155703A JP 2018045018 A JP2018045018 A JP 2018045018A JP 2018045018 A JP2018045018 A JP 2018045018A JP 2019155703 A JP2019155703 A JP 2019155703A
- Authority
- JP
- Japan
- Prior art keywords
- component
- outer layer
- multilayer sheet
- manufacturing
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Laminated Bodies (AREA)
Abstract
Description
本発明はポリオレフィン多層シートまたはフィルムの製造方法に関する。 The present invention relates to a method for producing a polyolefin multilayer sheet or film.
優れた機能を付与するためにシートまたはフィルムを多層構造とすることが知られている。例えば、ポリプロピレンに代表されるポリオレフィンは、優れた物理的特性を有しかつ衛生面にも優れているため食品容器として有用であるが、低温での耐衝撃性向上を改善するために容器を多層構造とすることが提案されている(例えば特許文献1〜2)。
It is known that a sheet or film has a multilayer structure in order to impart an excellent function. For example, polyolefins typified by polypropylene are useful as food containers because they have excellent physical properties and excellent hygiene. However, in order to improve the impact resistance at low temperatures, A structure has been proposed (for example,
発明者らは特定の層の厚さをより薄肉化できればシートまたはフィルムにさらなる高機能を付与できる可能性があるとの着想を得た。一般に、共押出する工程を経て多層シートまたはフィルムを製造する場合、特定の層を形成する成形機の吐出量を低くすれば当該層を薄くすることが可能である。しかし、極めて薄い層を形成する場合は極端に吐出量を下げなくてはならず、従来の成形条件では薄い層を形成できないか、形成できたとしても均一な厚さを達成することは困難であった。かかる事情を鑑み、本発明は、全体の厚さに対して1/40〜1/100であり、かつ2〜50μmの均一な厚さを有する外層とこれよりも厚いコア層を備えるポリオレフィン多層シートまたはフィルムを提供することを課題とする。 The inventors have come up with the idea that if the thickness of a specific layer can be made thinner, it may be possible to give the sheet or film a higher function. In general, when a multilayer sheet or film is produced through a co-extrusion step, the layer can be thinned by reducing the discharge rate of a molding machine for forming a specific layer. However, when forming an extremely thin layer, the discharge rate must be extremely reduced, and a thin layer cannot be formed under conventional molding conditions, or even if it can be formed, it is difficult to achieve a uniform thickness. there were. In view of such circumstances, the present invention is a polyolefin multilayer sheet comprising an outer layer having a uniform thickness of 1/40 to 1/100 of the total thickness and 2 to 50 μm and a core layer thicker than this. Alternatively, it is an object to provide a film.
発明者らは、特殊な成形条件を採用することで2〜50μmの均一な厚さの外層を有するポリオレフィン多層シートまたはフィルムを製造できることを見出し、本発明を完成した。すなわち、前記課題は以下の本発明によって解決される。
[1]外層およびコア層を備え、以下のi)およびii)を満たすポリオレフィン多層シートまたはフィルム:
i)前記外層の厚さが全体の厚さの1/40〜1/100であり、2〜50μmである
ii)前記コア層は前記外層より厚い
の製造方法であって、
前記外層およびコア層を共押出して、前記i)およびii)を満たすポリオレフィン多層シートまたはフィルムを形成する工程を含み、
当該共押出する工程における前記外層を形成するための押出機が上流からフィードゾーンおよび圧縮ゾーンを備え、
当該フィードゾーンの温度T(℃)が式(1)の関係を満たす、
Tm−50℃ ≦T≦Tm−10℃・・・(1)
(Tmは原料ポリオレフィンの融点(℃)である)
製造方法。
[2]前記共押出工程で得たポリオレフィン多層シートまたはフィルムを、前記i)、ii)を満たすように二次加工する工程をさらに含む、[1]に記載の製造方法。
[3]前記外層が、エチレンおよびC4〜C10−α−オレフィンからなる群より選択されるコモノマー0〜5.0重量%を含むポリプロピレンを含む、[1]または2]に記載の製造方法。
[4]前記コア層が以下のポリプロピレン組成物:
成分(1)として、プロピレン単独重合体と、エチレンおよびC4〜C10−α−オレフィンからなる群より選択されるコモノマーを含むプロピレン共重合体とのブレンドであって、両者の重量比が10〜97:90〜3でありかつ当該ブレンド中の当該コモノマー含有量が3重量%以下のブレンド、ならびに
成分(2)として、60〜90重量%のエチレンと、1種類以上のC3〜C10−α−オレフィンとの共重合体からなるエチレン共重合体、を含み、
以下の(i)〜(iii)を備える
(i)前記成分(1):成分(2)の重量比が、60〜90:40〜10
(ii)MFR(230℃、荷重2.16kg)が1.0〜10g/10分
(iii)XSIV(キシレン可溶分の極限粘度)が0.5〜2.0dl/g、
を含む、[1]〜[3]のいずれかに記載の製造方法。
[5]前記多層シートまたはフィルムが3層以上の層を備え、前記外層が両最外面に位置する、[4]に記載の製造方法。
[6]前記多層シートまたはフィルムが3層構造である、[5]に記載の製造方法。
[7]前記ポリプロピレン組成物が、成分(1)中に成分(2)が分散している相構造を有する、[1]〜[6]のいずれかに記載の製造方法。
[8]前記成分(1)におけるコモノマーがエチレンであり、
前記成分(2)におけるα−オレフィンが、プロピレンまたはブテン−1である、[4]〜[7]のいずれかに記載の製造方法。
[9]前記ポリプロピレンにおけるコモノマーがエチレンである、[3]〜[8]のいずれかに記載の製造方法。
[10]前記[1]〜[9]のいずれかに記載の製造方法によって得られた多層シートまたはフィルム。
The inventors have found that a polyolefin multilayer sheet or film having an outer layer having a uniform thickness of 2 to 50 μm can be produced by employing special molding conditions, and have completed the present invention. That is, the said subject is solved by the following this invention.
[1] A polyolefin multilayer sheet or film comprising an outer layer and a core layer and satisfying the following i) and ii):
i) The thickness of the outer layer is 1/40 to 1/100 of the total thickness, and is 2 to 50 μm. ii) The core layer is a manufacturing method that is thicker than the outer layer,
Coextruding the outer layer and the core layer to form a polyolefin multilayer sheet or film satisfying i) and ii),
An extruder for forming the outer layer in the co-extrusion step includes a feed zone and a compression zone from upstream,
The temperature T (° C.) of the feed zone satisfies the relationship of the formula (1).
Tm−50 ° C. ≦ T ≦ Tm−10 ° C. (1)
(Tm is the melting point (° C) of the raw material polyolefin)
Production method.
[2] The production method according to [1], further including a step of secondary processing the polyolefin multilayer sheet or film obtained in the coextrusion step so as to satisfy the above i) and ii).
[3] The production method according to [1] or [2], wherein the outer layer includes polypropylene containing 0 to 5.0% by weight of a comonomer selected from the group consisting of ethylene and C4 to C10-α-olefin.
[4] The polypropylene composition in which the core layer is:
Component (1) is a blend of a propylene homopolymer and a propylene copolymer containing a comonomer selected from the group consisting of ethylene and C4 to C10-α-olefin, the weight ratio of the two being 10 to 97 : 90 to 3 and the comonomer content in the blend is 3% by weight or less, and as component (2), 60 to 90% by weight of ethylene and one or more C3-C10-α-olefins An ethylene copolymer consisting of a copolymer with
The following (i) to (iii) are provided: (i) The weight ratio of the component (1): component (2) is 60 to 90:40 to 10
(Ii) MFR (230 ° C., load 2.16 kg) is 1.0 to 10 g / 10 min. (Iii) XSIV (xylene soluble intrinsic viscosity) is 0.5 to 2.0 dl / g,
The manufacturing method in any one of [1]-[3] containing.
[5] The manufacturing method according to [4], wherein the multilayer sheet or film includes three or more layers, and the outer layers are located on both outermost surfaces.
[6] The production method according to [5], wherein the multilayer sheet or film has a three-layer structure.
[7] The production method according to any one of [1] to [6], wherein the polypropylene composition has a phase structure in which the component (2) is dispersed in the component (1).
[8] The comonomer in the component (1) is ethylene,
The production method according to any one of [4] to [7], wherein the α-olefin in component (2) is propylene or butene-1.
[9] The production method according to any one of [3] to [8], wherein the comonomer in the polypropylene is ethylene.
[10] A multilayer sheet or film obtained by the production method according to any one of [1] to [9].
本発明により、全体の厚さに対して1/40〜1/100であり、かつ2〜50μmの均一な厚さを有する外層とこれよりも厚いコア層を備えるポリオレフィン多層シートまたはフィルムを提供できる。 According to the present invention, it is possible to provide a polyolefin multilayer sheet or film having an outer layer having a uniform thickness of 1/40 to 1/100 of the total thickness and 2 to 50 μm and a thicker core layer. .
本発明において、シートとは全体の厚さが200μm以上の平たい部材(葉状部材)であり、フィルムとは全体の厚さが200μm未満の平たい部材(葉状部材)をいう。シートまたはフィルムをまとめて「シート等」ともいう。 In the present invention, the sheet is a flat member (leaf-like member) having an overall thickness of 200 μm or more, and the film is a flat member (leaf-like member) having an overall thickness of less than 200 μm. Sheets or films are collectively referred to as “sheets”.
1.製造方法
本発明は特定の厚さを有する外層およびこれよりも厚いコア層を有するポリオレフィン多層シート等を共押出して形成する工程を含む。共押出工程とは、複数の押出機を用いて溶融樹脂を形成し、それぞれの溶融樹脂を多層フィードブロックあるいは多層マニホールド等に通過させて多層構造を形成し、これを冷却固化して成形物を製造する工程である。以下、当該共押出し工程について説明する。
1. Manufacturing Method The present invention includes a step of coextruding and forming an outer layer having a specific thickness and a polyolefin multilayer sheet having a core layer thicker than the outer layer. The co-extrusion process is to form a molten resin using a plurality of extruders, pass each molten resin through a multilayer feed block or a multilayer manifold, etc. to form a multilayer structure, and cool and solidify this to form a molded product. It is a manufacturing process. Hereinafter, the co-extrusion step will be described.
(1)外層を形成する工程
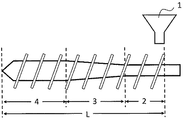
本発明では、上流からフィードゾーンおよび圧縮ゾーンを備えるスクリュー構成を備える押出機を用いて外層を形成する。押出機の原料樹脂投入側を上流といい、ダイ側を下流という。図1にスクリュー構成の一態様を示す。図1中、1は原料樹脂投入口、2はフィードゾーン、3は圧縮ゾーン、4は計量ゾーンである。
(1) Process of forming outer layer In this invention, an outer layer is formed using the extruder provided with the screw structure provided with a feed zone and a compression zone from upstream. The raw material resin input side of the extruder is called upstream, and the die side is called downstream. FIG. 1 shows an embodiment of the screw configuration. In FIG. 1, 1 is a raw material resin inlet, 2 is a feed zone, 3 is a compression zone, and 4 is a metering zone.
フィードゾーンとは原料樹脂投入口から供給された原料樹脂をほぼ固相の状態で下流へ移送するゾーンであり、固相ゾーンともいう。本発明では、当該ゾーンの温度T(℃)が式(1)の関係を満たす。
Tm−50℃ ≦T≦Tm−10℃・・・(1)
式(1)においてTmは原料樹脂(原料ポリオレフィン)の融点(℃)である。Tの下限値はTm−45℃であることが好ましく、Tm−40℃であることがより好ましい。Tの上限値はTm−20℃であることが好ましい。TがTm−50℃より低い場合は樹脂が溶融されずシート成形が困難となる。TがTm−10℃より高い場合は、シート等の幅方向で外層の厚さの変動が大きくなり、全体的に光沢ムラ等の外観不良が発生するとともに透明性が悪化する。Tmは原料樹脂を、DSCを用いてセカンドスキャンして観測される、最も高温側にあるピークトップ温度である。セカンドスキャンとは、原料樹脂を加熱融解後、冷却して結晶化し、室温で5分間保持した後に2回目の加熱をして熱分析することをいう。具体的には、1)原料樹脂を融解温度(230℃)まで加熱し、当該温度で5分保持し、10℃/分の降温速度で30℃まで冷却して5分間保持した後、2)10℃/分の昇温速度で230℃まで加熱して熱分析を行う。ポリプロピレン系のポリオレフィンを原料樹脂として用いる場合、Tは120〜160℃程度とすることができる。フィードゾーンの長さは適宜調整されるが、スクリューの原料投入位置から下流端までの長さをLとすると、フィードゾーンは0.15L〜0.3Lの長さであることが好ましい。
The feed zone is a zone for transferring the raw material resin supplied from the raw material resin inlet to the downstream in a substantially solid state, and is also referred to as a solid phase zone. In the present invention, the temperature T (° C.) of the zone satisfies the relationship of the formula (1).
Tm−50 ° C. ≦ T ≦ Tm−10 ° C. (1)
In the formula (1), Tm is the melting point (° C.) of the raw material resin (raw material polyolefin). The lower limit value of T is preferably Tm-45 ° C, and more preferably Tm-40 ° C. The upper limit value of T is preferably Tm-20 ° C. When T is lower than Tm-50 ° C., the resin is not melted and sheet molding becomes difficult. When T is higher than Tm−10 ° C., the variation in the thickness of the outer layer in the width direction of the sheet or the like becomes large, resulting in overall appearance defects such as uneven gloss and transparency. Tm is the peak top temperature on the highest temperature side observed by second scanning the raw material resin using DSC. The second scan means that the raw material resin is heated and melted, cooled and crystallized, held at room temperature for 5 minutes, and then heated for the second time for thermal analysis. Specifically, 1) The raw material resin is heated to the melting temperature (230 ° C.), held at that temperature for 5 minutes, cooled to 30 ° C. at a temperature lowering rate of 10 ° C./min, held for 5 minutes, and 2) Heat analysis is performed up to 230 ° C. at a rate of temperature increase of 10 ° C./min. When polypropylene-based polyolefin is used as a raw material resin, T can be about 120 to 160 ° C. Although the length of a feed zone is adjusted suitably, when the length from the raw material injection position of a screw to a downstream end is set to L, it is preferable that a feed zone is 0.15L-0.3L length.
圧縮ゾーンとは固相状態の樹脂を加熱かつ圧縮して溶融状態にするゾーンである。当該ゾーンの温度T’は適宜調整されるがTm以上であることが好ましい。具体的にポリプロピレン系のポリオレフィンを原料樹脂として用いる場合、T’は210〜240℃程度とすることができる。圧縮ゾーンの長さは適宜調整されるが0.65L〜0.8Lであることが好ましい。圧縮ゾーンは強度の混練を可能とするいわゆるニーディングゾーンを備えていてもよい。圧縮ゾーンとフィードゾーンは隣接していることが好ましい。 The compression zone is a zone in which a solid phase resin is heated and compressed to a molten state. The temperature T ′ of the zone is appropriately adjusted, but is preferably Tm or higher. Specifically, when polypropylene-based polyolefin is used as a raw material resin, T ′ can be about 210 to 240 ° C. Although the length of a compression zone is adjusted suitably, it is preferable that it is 0.65-L. The compression zone may be provided with a so-called kneading zone that enables strong kneading. The compression zone and the feed zone are preferably adjacent.
計量ゾーンは溶融樹脂をダイに移送するゾーンである。当該ゾーンの温度T”は適宜調整されるがTm以上であることが好ましく、T’と同じであってもよい。計量ゾーンの長さは適宜調整されるが0.05L〜0.2Lであることが好ましい。計量ゾーンと圧縮ゾーンの間に他のゾーンを設けてもよいが、計量ゾーンと圧縮ゾーンは隣接していることが好ましい。 The metering zone is a zone for transferring the molten resin to the die. The temperature T ″ of the zone is appropriately adjusted, but is preferably equal to or higher than Tm, and may be the same as T ′. The length of the measurement zone is appropriately adjusted, but is 0.05 L to 0.2 L. Although other zones may be provided between the metering zone and the compression zone, the metering zone and the compression zone are preferably adjacent.
外層用の当該押出機の吐出量は、外層の厚さおよびシート等の大きさによって適宜調整できるが、例えば0.12〜4.5kg/時程度とすることが好ましい。一般に押出機の口径が小さいほど低い吐出量においても安定して樹脂を押出すことができるが、原料樹脂として投入されるペレットを溶融し移送するための空間が必要であることから、口径を20mmφより小さくすることは現実的ではない。一方、コア層用の押出機においては、産業利用上、口径は30mmφ〜90mmφである。外層用の押出機の口径とコア層用の押出機の口径とのバランスから、全体の厚さの1/40〜1/100の厚さを有する外層を形成することは、原理上は可能である。しかしながら、従来の成形条件では、外層用の押出機の吐出量を少なく設定することから吐出量が安定せず、シート等の幅方向で厚さ変動が大きくなり、全体的に光沢ムラ等の外観不良が発生するとともに透明性が悪化する。しかし、本発明では外層用の押出機においてフィードゾーンの温度を前述の温度とすることで、シリンダー内において樹脂を効率よく移送できるので、全体の厚さの1/40〜1/100であり、2〜50μmの厚さを有する外層を安定的に形成でき、外観が良好で透明なシート等の連続生産が可能となった。当該厚さが50μmを超えると得られるポリオレフィン多層シート等の耐衝撃性が低下し、2μm未満の場合は薄い外層の安定的な形成が困難となり得られるポリオレフィン多層シート等の透明性が悪化する。この観点から、外層の厚さの上限は40μm以下であることが好ましく、35μm以下であることがより好ましく、30μm以下であることがさらに好ましい。下限は4μm以上であることが好ましいく、8μm以上であることがより好ましく、10μm以上であることがさらに好ましい。また、前記厚さ比は、1/40〜1/95が好ましく、1/45〜1/95がより好ましい。 The discharge amount of the extruder for the outer layer can be adjusted as appropriate depending on the thickness of the outer layer and the size of the sheet, but is preferably about 0.12 to 4.5 kg / hour, for example. In general, the smaller the diameter of the extruder, the more stably the resin can be extruded even at a lower discharge rate. However, since a space for melting and transporting the pellets charged as the raw material resin is necessary, the diameter is 20 mmφ. Making it smaller is not practical. On the other hand, in the extruder for core layers, the diameter is 30 mmφ to 90 mmφ for industrial use. In principle, it is possible to form an outer layer having a thickness of 1/40 to 1/100 of the total thickness based on the balance between the diameter of the outer layer extruder and the diameter of the core layer extruder. is there. However, under the conventional molding conditions, the discharge amount of the extruder for the outer layer is set to be small, so the discharge amount is not stable, the thickness variation in the width direction of the sheet etc. becomes large, and the appearance such as gloss unevenness as a whole Transparency deteriorates as defects occur. However, in the present invention, by setting the temperature of the feed zone in the extruder for the outer layer to the above-mentioned temperature, the resin can be efficiently transferred in the cylinder, so that the total thickness is 1/40 to 1/100, An outer layer having a thickness of 2 to 50 μm can be stably formed, and continuous production of a transparent sheet or the like having a good appearance is possible. When the thickness exceeds 50 μm, the impact resistance of the obtained polyolefin multilayer sheet or the like is lowered, and when it is less than 2 μm, the transparency of the polyolefin multilayer sheet or the like that can be difficult to stably form a thin outer layer is deteriorated. From this viewpoint, the upper limit of the thickness of the outer layer is preferably 40 μm or less, more preferably 35 μm or less, and further preferably 30 μm or less. The lower limit is preferably 4 μm or more, more preferably 8 μm or more, and further preferably 10 μm or more. Further, the thickness ratio is preferably 1/40 to 1/95, and more preferably 1/45 to 1/95.
本発明は、共押出によって前記厚さ条件i)およびii)を達成する。したがって、本発明の製造方法は、当該共押出工程を備えていれば、この他に二次加工等の他の工程を備えていてもよい。二次加工については後述する。 The present invention achieves the thickness conditions i) and ii) by coextrusion. Therefore, the manufacturing method of the present invention may include other processes such as secondary processing in addition to the co-extrusion process. Secondary processing will be described later.
本発明のポリオレフィン多層シート等は、全体の厚さの1/40〜1/100であり2〜50μmの層(「薄肉層」ともいう)を外層として備え、これより厚い層(「厚肉層」ともいう)をコア層として備える。よって、外層はポリオレフィン多層シート等の中心に位置するコア層の外側(表面側)に位置する。したがって、本発明のポリオレフィン多層シート等が3層である場合、2つの外層(薄肉層)が最外層(最表層)となる。本発明のポリオレフィン多層シート等が4層以上である場合、少なくとも1つの薄肉層が最外層(最表層)となることが好ましい。ただし、本発明のポリオレフィン多層シート等が2層である場合は、便宜上、薄肉層を外層とし、厚肉層をコア層という。 The polyolefin multilayer sheet or the like of the present invention has an outer layer of a layer (also referred to as “thin layer”) having a thickness of 1/40 to 1/100 of the total thickness and 2 to 50 μm, and a thicker layer (“thick layer”). As a core layer. Therefore, the outer layer is located on the outer side (surface side) of the core layer located at the center of the polyolefin multilayer sheet or the like. Therefore, when the polyolefin multilayer sheet of the present invention has three layers, the two outer layers (thin layers) become the outermost layers (outermost layers). When the polyolefin multilayer sheet of the present invention has four or more layers, it is preferable that at least one thin layer is the outermost layer (outermost layer). However, when the polyolefin multilayer sheet etc. of this invention are two layers, a thin layer is made into an outer layer and a thick layer is called a core layer for convenience.
(2)コア層を形成する工程
コア層を形成する押出機の構成および成形条件は特に限定されず、温度は公知の温度としてよく、かつ吐出量は所望の厚さによって適宜調整してよい。一態様において、本発明のポリオレフィン多層シート等は外層/コア層/外層の3層構造であることが好ましい。このような3層構造の場合、従来の技術では厚さの比を1:「5〜20」:1とすることが一般的であったが、本発明によれば厚さの比を1:「40〜100」:1とできる。
(2) Step of forming the core layer The configuration and molding conditions of the extruder for forming the core layer are not particularly limited, the temperature may be a known temperature, and the discharge amount may be appropriately adjusted depending on the desired thickness. In one embodiment, the polyolefin multilayer sheet or the like of the present invention preferably has a three-layer structure of outer layer / core layer / outer layer. In the case of such a three-layer structure, the thickness ratio is generally set to 1: “5 to 20”: 1 in the conventional technique, but according to the present invention, the thickness ratio is set to 1: “40-100”: 1 can be set.
外層/コア層の間にさらに1以上の中間層を設けることもでき、この中間層を形成する押出機の構成および成形条件も適宜調整される。中間層は外層よりも厚く、コア層よりも薄いことが好ましく、その具体的な厚さは限定されないが例えば0.05〜2mmとすることができる。 One or more intermediate layers can be further provided between the outer layer / core layer, and the configuration and molding conditions of the extruder for forming the intermediate layer are also adjusted as appropriate. The intermediate layer is preferably thicker than the outer layer and thinner than the core layer, and the specific thickness is not limited, but may be, for example, 0.05 to 2 mm.
(3)他の工程
前述の成形機によって得られた溶融樹脂を積層してこれを冷却固化することでポリオレフィン多層シート等を製造できる。積層する工程は公知のとおりとしてよく、例えば公知の多層フィードブロックあるいは多層マニホールドを用いることができる。成形品を冷却固化する工程も公知のとおりとしてよく、成形品を空冷することや成形品をチルプレート等に載置することが挙げられる。チルプレート等に載置する場合、引取速度を調整することで成形品の厚さを適宜調整することができる。このようにして得られた成形品、すなわちポリオレフィン多層シート等は用途に応じた形状に形成され、種々の用途に用いることができる。
(3) Other Steps A polyolefin multilayer sheet or the like can be produced by laminating the molten resin obtained by the molding machine described above and cooling and solidifying it. The step of laminating may be as known, for example, a known multilayer feed block or multilayer manifold may be used. The step of cooling and solidifying the molded product may be as known, and examples include air cooling of the molded product and placing the molded product on a chill plate or the like. When placing on a chill plate or the like, the thickness of the molded product can be appropriately adjusted by adjusting the take-up speed. The molded product thus obtained, that is, a polyolefin multilayer sheet or the like is formed into a shape corresponding to the application and can be used for various applications.
このようにして得られたポリオレフィン多層シート等を原反とし、さらに真空成形、圧空成形、真空圧空成形等の二次加工を行うことにより延伸された成形品として所望の厚さに調整することもできる。原反の厚さ条件i)およびii)を満たすように二次加工を実施してもよいし、満たさないように二次加工を実施してもよい。しかしながら、得られるポリオレフィン多層シート等の特性を考慮すると、二次加工は、加工後のポリオレフィン多層シート等が厚さ条件i)およびii)を満たすように実施されることが好ましい。すなわち、本発明の製造方法は、厚さ条件i)およびii)を満たすように原反を二次加工する工程を含んでもよい。この場合、外層およびコア層の実際の厚さは変動しないか、変動したとしても厚さ条件i)およびii)は満たされる。このようにして得られた二次加工品は必ずしも葉状ではないが、本発明のポリオレフィン多層シート等は当該二次加工品も含む。 The polyolefin multilayer sheet obtained in this way can be used as a raw material, and further adjusted to a desired thickness as a stretched molded product by performing secondary processing such as vacuum forming, pressure forming, vacuum pressure forming, etc. it can. The secondary processing may be performed so as to satisfy the thickness conditions i) and ii) of the original fabric, or the secondary processing may be performed so as not to satisfy the conditions. However, considering the properties of the resulting polyolefin multilayer sheet, etc., the secondary processing is preferably carried out so that the polyolefin multilayer sheet after processing satisfies the thickness conditions i) and ii). That is, the manufacturing method of the present invention may include a step of secondary processing the raw fabric so as to satisfy the thickness conditions i) and ii). In this case, the actual thicknesses of the outer layer and the core layer do not vary or the thickness conditions i) and ii) are satisfied even if they vary. The secondary processed product thus obtained is not necessarily leaf-shaped, but the polyolefin multilayer sheet of the present invention includes the secondary processed product.
2.ポリオレフィン多層シート等
本発明のポリオレフィン多層シート等はポリオレフィンで構成される。本発明で使用されるポリオレフィンとしては、ポリプロピレン、ポリエチレン、エチレン・プロピレン共重合体、エチレン・プロピレン・共役ジエン共重合体、エチレン・1−ブテン共重合体、エチレン・1−ヘキセン共重合体、エチレン・1−オクテン共重合体、プロピレン・1−ブテン共重合体、プロピレン・1−ヘキセン共重合体、プロピレン・1−オクテン共重合体等が挙げられる。ポリプロピレンは、ホモポリプロピレン(プロピレン単独重合体)、ランダムポリプロピレン(プロピレンランダム共重合体)、ブロックポリプロピレンのいずれであってもよい。ここでブロックポリプロピレンとは、ヘテロファジック共重合体、ヘテロファジックポリプロピレン、耐衝撃性プロピレンポリマー、または耐衝撃性ポリプロピレンポリマーと称されることもあり、共重合または混合によって得られるゴム成分を含むポリプロピレンをいう。ポリエチレンは、超低密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレンのいずれであってもよい。ポリオレフィンは1種を単独で使用してもよいし、2種以上を併用してもよい。上記ポリオレフィンの中でも、本発明の効果がとりわけ発揮される点では、ポリプロピレンが好ましい。これらポリオレフィン多層シート等は、いずれも透明性および耐寒衝撃性に優れるので、包装材料、容器用材料、特に食品容器として有用である。各層の厚さや位置はすでに述べたとおりであるので、以下に各層を構成する好ましい材料について説明する。
2. Polyolefin multilayer sheet etc. The polyolefin multilayer sheet etc. of this invention are comprised with polyolefin. Polyolefins used in the present invention include polypropylene, polyethylene, ethylene / propylene copolymer, ethylene / propylene / conjugated diene copolymer, ethylene / 1-butene copolymer, ethylene / 1-hexene copolymer, ethylene -1-octene copolymer, propylene / 1-butene copolymer, propylene / 1-hexene copolymer, propylene / 1-octene copolymer and the like. The polypropylene may be homopolypropylene (propylene homopolymer), random polypropylene (propylene random copolymer), or block polypropylene. Here, the block polypropylene is sometimes called a heterophasic copolymer, heterophasic polypropylene, impact-resistant propylene polymer, or impact-resistant polypropylene polymer, and includes a rubber component obtained by copolymerization or mixing. Polypropylene. The polyethylene may be any of ultra-low density polyethylene, low density polyethylene, linear low density polyethylene, medium density polyethylene, and high density polyethylene. Polyolefin may be used individually by 1 type and may use 2 or more types together. Among the above polyolefins, polypropylene is preferable in that the effect of the present invention is particularly exhibited. Since these polyolefin multilayer sheets and the like are all excellent in transparency and cold shock resistance, they are useful as packaging materials, container materials, particularly food containers. Since the thickness and position of each layer are as described above, preferred materials constituting each layer will be described below.
(1)外層
外層は、エチレンおよびC4〜C10−α−オレフィンからなる群より選択されるコモノマー0〜5.0重量%を含むポリプロピレン、を含むことが好ましい。特に、プロピレン単独重合体またはプロピレンランダム共重合体を含むことが好ましい。プロピレンランダム共重合体においてコモノマーの含有量は5.0重量%以下であればよいが、4.0重量%以下であることが好ましい。コモノマーの量が上限値を超えると得られるシート等の製造安定性が低下する。プロピレンランダム共重合体においてコモノマーの含有量の下限値は0重量%超であればよいが、0.1重量%以上であることが好ましい。プロピレン単独重合体およびプロピレンランダム共重合体は公知の方法で製造できる。プロピレンランダム共重合体におけるコモノマーは産業上、安価かつ安定的に流通され、かつ入手が比較的容易であることの観点からエチレンが好ましい。上記ポリプロピレンは、1.0〜10g/10分のMFR(230℃、荷重2.16kgで測定)を有することが好ましい。MFRが上限値を超えると成形時にドローダウンしやすくなるためにシート等の製造が困難となり、下限値未満であると成形時の負荷が大きくなりシート等の製造が困難となる。
(1) Outer layer The outer layer preferably contains polypropylene containing 0 to 5.0% by weight of a comonomer selected from the group consisting of ethylene and C4 to C10-α-olefin. In particular, a propylene homopolymer or a propylene random copolymer is preferably included. In the propylene random copolymer, the comonomer content may be 5.0% by weight or less, but is preferably 4.0% by weight or less. When the amount of the comonomer exceeds the upper limit, the production stability of the obtained sheet or the like is lowered. The lower limit of the comonomer content in the propylene random copolymer may be more than 0% by weight, but is preferably 0.1% by weight or more. Propylene homopolymers and propylene random copolymers can be produced by known methods. As the comonomer in the propylene random copolymer, ethylene is preferable from the viewpoint of being industrially inexpensive and stably distributed and relatively easily available. The polypropylene preferably has an MFR of 1.0 to 10 g / 10 min (measured at 230 ° C. and a load of 2.16 kg). If the MFR exceeds the upper limit value, it becomes difficult to draw down at the time of molding, so that it is difficult to produce a sheet or the like.
プロピレン単独重合体またはプロピレンランダム共重合体に結晶核剤を添加した組成物を外層に用いてもよい。ここでいう結晶核剤とは樹脂中の結晶成分のサイズを小さく制御して透明性を高めるために用いられる添加剤(透明核剤)である。結晶核剤の量は、重合体100重量部に対して1.0重量部以下であることが好ましく、0重量部を超え1.0重量部以下であることがより好ましく、0.05〜0.5重量部であることがさらに好ましい。結晶核剤の量が上限を超えると、結晶核形成の促進効果は頭打ちとなり、単純に製造コスト増となるため、産業上大量安価に製造する場合においては現実的でない。 A composition obtained by adding a crystal nucleating agent to a propylene homopolymer or a propylene random copolymer may be used for the outer layer. The crystal nucleating agent here is an additive (transparent nucleating agent) used to increase the transparency by controlling the size of the crystal component in the resin to be small. The amount of the crystal nucleating agent is preferably 1.0 part by weight or less with respect to 100 parts by weight of the polymer, more preferably more than 0 part by weight and 1.0 part by weight or less, and 0.05 to 0 More preferably, it is 5 parts by weight. If the amount of the crystal nucleating agent exceeds the upper limit, the effect of promoting the formation of crystal nuclei will reach its peak, and the manufacturing cost will simply increase.
結晶核剤は特に限定されず、当該分野で通常使用されるものを使用してよいが、ノニトール系結晶核剤、ソルビトール系結晶核剤、リン酸エステル系結晶核剤、トリアミノベンゼン誘導体系結晶核剤、カルボン酸金属塩系結晶核剤、およびキシリトール系結晶核剤、ロジン系結晶核剤等の有機系核剤から選択されることが好ましい。ノニトール系結晶核剤として、例えば、1,2,3―トリデオキシ−4,6:5,7−ビス−[(4−プロピルフェニル)メチレン]−ノニトールが挙げられる。ソルビトール系結晶核剤として、例えば、1,3:2,4−ビス−o−(3,4−ジメチルベンジリデン)−D−ソルビトールが挙げられる。リン酸エステル系結晶核剤として、例えば、リン酸−2,2’−メチレンビス(4,6−ジ−tert−ブチルフェニル)リチウム塩系造結晶核剤が挙げられる。トリアミノベンゼン誘導体系結晶核剤として、例えば、1,3,5−トリス(2,2−ジメチルプロパンアミド)ベンゼン等が挙げられる。カルボン酸金属塩系結晶核剤としては、例えば、アジピン酸ナトリウム、アジピン酸カリウム、アジピン酸アルミニウム、セバシン酸ナトリウム、セバシン酸カリウム、セバシン酸アルミニウム、安息香酸ナトリウム、安息香酸アルミニウム、ジ−パラ−t−ブチル安息香酸アルミニウム、ジ−パラ−t−ブチル安息香酸チタン、ジ−パラ−t−ブチル安息香酸クロム、ヒドロキシ−ジ−t−ブチル安息香酸アルミニウムなどが挙げられる。キシリトール系結晶核剤として、例えば、ビス−1,3:2,4−(5’,6’,7’,8’−テトラヒドロ−2−ナフトアルデヒドベンジリデン)1−アリルキシリトール、ビス−1,3:2,4−(3’,4’−ジメチルベンジリデン)1−プロピルキシリトールが挙げられる。ロジン系結晶核剤は、ピマル酸、サンダラコピマル酸、パラストリン酸、イソピマル酸、アビエチン酸、デヒドロアビエチン酸、ネオアビエチン酸、ジヒドロピマル酸、ジヒドロアビエチン酸、テトラヒドロアビエチン酸等のロジン酸と、カルシウム、マグネシウム等の金属との反応で得られるロジン酸金属塩化合物又はロジン酸部分金属塩化合物であり、例えばロジン酸部分カルシウム塩が挙げられる。上記結晶核剤は1種を単独で使用してもよいし、2種以上を併用してもよい。 The crystal nucleating agent is not particularly limited, and those commonly used in the field may be used, but nonitol crystal nucleating agent, sorbitol crystal nucleating agent, phosphate ester crystal nucleating agent, triaminobenzene derivative crystal It is preferably selected from nucleating agents, carboxylic acid metal salt-based crystal nucleating agents, and organic nucleating agents such as xylitol-based crystal nucleating agents and rosin-based crystal nucleating agents. Examples of the nonitol crystal nucleating agent include 1,2,3-trideoxy-4,6: 5,7-bis-[(4-propylphenyl) methylene] -nonitol. Examples of the sorbitol-based crystal nucleating agent include 1,3: 2,4-bis-o- (3,4-dimethylbenzylidene) -D-sorbitol. Examples of the phosphate ester crystal nucleating agent include phosphoric acid-2,2'-methylenebis (4,6-di-tert-butylphenyl) lithium salt crystal nucleating agent. Examples of the triaminobenzene derivative-based crystal nucleating agent include 1,3,5-tris (2,2-dimethylpropanamide) benzene. Examples of the carboxylic acid metal salt-based crystal nucleating agent include sodium adipate, potassium adipate, aluminum adipate, sodium sebacate, potassium sebacate, aluminum sebacate, sodium benzoate, aluminum benzoate, di-para-t -Aluminum butyl benzoate, titanium di-para-t-butyl benzoate, chromium di-para-t-butyl benzoate, aluminum hydroxy-di-t-butyl benzoate and the like. Examples of the xylitol-based crystal nucleating agent include bis-1,3: 2,4- (5 ′, 6 ′, 7 ′, 8′-tetrahydro-2-naphthaldehydebenzylidene) 1-allylxylitol, bis-1,3. : 2,4- (3 ′, 4′-dimethylbenzylidene) 1-propylxylitol. Rosin-based crystal nucleating agents include rosin acids such as pimaric acid, sandaracopimalic acid, parastrinic acid, isopimaric acid, abietic acid, dehydroabietic acid, neoabietic acid, dihydropimaric acid, dihydroabietic acid, tetrahydroabietic acid, calcium, A rosin acid metal salt compound or a rosin acid partial metal salt compound obtained by a reaction with a metal such as magnesium, for example, a rosin acid partial calcium salt. The said crystal nucleating agent may be used individually by 1 type, and may use 2 or more types together.
また外層を構成する重合体には、この他に、酸化防止剤、塩素吸収剤、耐熱安定剤、光安定剤、紫外線吸収剤、内部滑剤、外部滑剤、アンチブロッキング剤、帯電防止剤、防曇剤、難燃剤、分散剤、銅害防止剤、中和剤、可塑剤、発泡剤、気泡防止剤、架橋剤、過酸化物、油展および他の有機および無機顔料などのオレフィン重合体に通常用いられる慣用の添加剤を添加してもよい。各添加剤の添加量は公知の量としてよい。 In addition to the above, the polymer constituting the outer layer includes antioxidants, chlorine absorbers, heat stabilizers, light stabilizers, UV absorbers, internal lubricants, external lubricants, antiblocking agents, antistatic agents, antifogging agents. Usually used in olefin polymers such as additives, flame retardants, dispersants, copper damage inhibitors, neutralizers, plasticizers, foaming agents, foam inhibitors, crosslinkers, peroxides, oil-extended and other organic and inorganic pigments Conventional additives used may be added. The addition amount of each additive may be a known amount.
外層を構成する重合体に結晶核剤およびその他の添加剤を添加する場合は、重合により得られた重合体、結晶核剤、およびその他の添加剤を、ヘンシェルミキサー、ブラベンダー等で撹拌した後、押出機を用いて180℃から280℃で溶融ブレンドすることにより組成物とし、これを外層用の材料として用いることができる。結晶核剤やその他の添加剤の添加は、重合、残留モノマー除去、乾燥工程を経た後、連結された押出機を用いて行ってもよい。また高濃度の結晶核剤をポリオレフィンと溶融混練した、いわゆるマスターバッチをポリオレフィン多層シート等の成形工程で混合してもよい。 When adding a crystal nucleating agent and other additives to the polymer constituting the outer layer, after stirring the polymer, crystal nucleating agent, and other additives obtained by polymerization with a Henschel mixer, Brabender, etc. The composition can be obtained by melt blending at 180 ° C. to 280 ° C. using an extruder, and this can be used as a material for the outer layer. The addition of the crystal nucleating agent and other additives may be performed using a connected extruder after polymerization, residual monomer removal, and a drying step. Further, a so-called master batch obtained by melt-kneading a high concentration crystal nucleating agent with polyolefin may be mixed in a molding process of a polyolefin multilayer sheet or the like.
また、本発明の効果を損なわない範囲で、外層を構成する重合体はポリオレフィン樹脂以外の樹脂またはゴムを1種または複数種含んでいてもよい。含有量は公知の量としてよい。 Moreover, the polymer which comprises an outer layer may contain 1 type or multiple types of resin or rubbers other than polyolefin resin in the range which does not impair the effect of this invention. The content may be a known amount.
(2)コア層
コア層は任意のポリオレフィンで構成されてよいが、成分(1)および成分(2)を含むポリプロピレン組成物を含むことが好ましい。成分(1)は、プロピレン単独重合体、プロピレン共重合体、またはプロピレン単独重合体とプロピレン共重合体とのブレンドである。成分(2)はエチレン共重合体である。成分(1)と成分(2)の重量比は60〜90:40〜10であり、好ましくは65〜85:35〜15である。成分(2)の量が上限を超えるとシート等の剛性が低下し、下限未満であるとシート等の耐寒衝撃性が低下する。
(2) Core layer Although a core layer may be comprised by arbitrary polyolefin, it is preferable that the polypropylene composition containing a component (1) and a component (2) is included. Component (1) is a propylene homopolymer, a propylene copolymer, or a blend of a propylene homopolymer and a propylene copolymer. Component (2) is an ethylene copolymer. The weight ratio of component (1) to component (2) is 60 to 90:40 to 10, preferably 65 to 85:35 to 15. If the amount of the component (2) exceeds the upper limit, the rigidity of the sheet or the like decreases, and if it is less than the lower limit, the cold shock resistance of the sheet or the like decreases.
(2−1)成分(1)
成分(1)はプロピレン単独重合体、プロピレン共重合体、またはプロピレン単独重合体とプロピレン共重合体とのブレンドである。これらは任意の重量比とすることができるが、好ましくは、成分(1)として、プロピレン単独重合体と、エチレンおよびC4〜C10−α−オレフィンからなる群より選択されるコモノマーを含むプロピレン共重合体とのブレンドであって、両者の重量比が10〜97:90〜3でありかつ当該ブレンド中の当該コモノマー含有量が3重量%以下のブレンドである。すなわち、成分(1)中、プロピレン単独重合体の含有量は10〜97重量%である。当該含有量が下限値未満であると剛性が低下し、上限値を超えると透明性、耐寒衝撃性、および剛性のバランスを良好にするための成形条件が限定される。この観点から、プロピレン単独重合体の含有量は40〜90重量%が好ましい。またプロピレン共重合体はプロピレンランダム共重合体であることが好ましい。
(2-1) Component (1)
Component (1) is a propylene homopolymer, a propylene copolymer, or a blend of a propylene homopolymer and a propylene copolymer. These can be in any weight ratio, but preferably propylene copolymer containing as component (1) a propylene homopolymer and a comonomer selected from the group consisting of ethylene and C4-C10-α-olefins. The blend is a blend with a weight ratio of 10 to 97:90 to 3 and a comonomer content in the blend of 3% by weight or less. That is, in the component (1), the content of the propylene homopolymer is 10 to 97% by weight. If the content is less than the lower limit, the rigidity is lowered, and if it exceeds the upper limit, molding conditions for improving the balance of transparency, cold shock resistance, and rigidity are limited. In this respect, the content of the propylene homopolymer is preferably 40 to 90% by weight. The propylene copolymer is preferably a propylene random copolymer.
ブレンド中のコモノマー含有量は3重量%以下である。当該含有量が上限値を超えると剛性が低下する。この観点から、コモノマーの含有量は1.8重量%以下が好ましい。一態様として、プロピレン単独重合体と、コモノマー含有量が0.2〜10重量%であるプロピレン共重合体を、40〜95:60〜5(重量比)の範囲で適宜ブレンドすることで、前記プロピレン単独重合体の含有量とコモノマー含有量を達成できる。産業上、安価かつ安定的に流通されかつ入手が容易であることの観点から、コモノマーとしてはエチレンが好ましい。 The comonomer content in the blend is 3% by weight or less. When the content exceeds the upper limit value, the rigidity decreases. From this viewpoint, the comonomer content is preferably 1.8% by weight or less. As one aspect, the propylene homopolymer and the propylene copolymer having a comonomer content of 0.2 to 10% by weight are appropriately blended in the range of 40 to 95:60 to 5 (weight ratio), Propylene homopolymer content and comonomer content can be achieved. From the viewpoint of industrially inexpensive and stable distribution and easy availability, ethylene is preferable as the comonomer.
(2−2)成分(2)
成分(2)はエチレンと1種類以上のC3〜C10−α−オレフィンとの共重合体からなるエチレン共重合体である。エチレンの含有量は60〜90重量%であるが、好ましくは65〜85重量%である。エチレン含有量が上限値を超えると得られるシート等の耐寒衝撃性が低下し、下限値未満であるとシート等の透明性が低下する。α−オレフィンはC3〜C10のα−オレフィンであるが、産業上、安価かつ安定的に流通され、かつ入手が比較的容易であることの観点からプロピレンまたはブテン−1が好ましい。
(2-2) Component (2)
Component (2) is an ethylene copolymer composed of a copolymer of ethylene and one or more C3-C10-α-olefins. The ethylene content is 60 to 90% by weight, preferably 65 to 85% by weight. When the ethylene content exceeds the upper limit, the cold shock resistance of the obtained sheet or the like is lowered, and when it is less than the lower limit, the transparency of the sheet or the like is lowered. The α-olefin is a C3 to C10 α-olefin, and propylene or butene-1 is preferable from the viewpoint of industrially inexpensive and stable distribution and relatively easy availability.
(2−3)添加剤
ポリプロピレン組成物は、当該組成物100重量部に対して1.0重量部以下、好ましくは0.3重量部以下の結晶核剤を含んでいてもよいが、含まないことがより好ましい。結晶核剤の量が上限値を超えると、結晶核形成の促進効果は頭打ちとなり、単純に製造コスト増となるため、産業上大量安価に製造する場合においては現実的でない。
(2-3) Additive The polypropylene composition may contain a crystal nucleating agent of 1.0 part by weight or less, preferably 0.3 part by weight or less, but not 100 parts by weight of the composition. It is more preferable. If the amount of the crystal nucleating agent exceeds the upper limit value, the effect of promoting the formation of crystal nuclei will reach its peak, and the production cost will simply increase.
またこの他に、コア層を構成するポリオレフィンには、酸化防止剤、塩素吸収剤、耐熱安定剤、光安定剤、紫外線吸収剤、内部滑剤、外部滑剤、アンチブロッキング剤、帯電防止剤、防曇剤、難燃剤、分散剤、銅害防止剤、中和剤、可塑剤、発泡剤、気泡防止剤、架橋剤、過酸化物、油展および他の有機および無機顔料などのオレフィン重合体に通常用いられる慣用の添加剤を添加してもよい。各添加剤の添加量は公知の量としてよい。 In addition to this, polyolefins constituting the core layer include antioxidants, chlorine absorbers, heat stabilizers, light stabilizers, ultraviolet absorbers, internal lubricants, external lubricants, antiblocking agents, antistatic agents, antifogging agents. Usually used in olefin polymers such as additives, flame retardants, dispersants, copper damage inhibitors, neutralizers, plasticizers, foaming agents, foam inhibitors, crosslinkers, peroxides, oil-extended and other organic and inorganic pigments Conventional additives used may be added. The addition amount of each additive may be a known amount.
コア層を構成するポリオレフィンに結晶核剤およびその他の添加剤を添加する場合は、重合により得られた重合体、結晶核剤、およびその他の添加剤を、ヘンシェルミキサー、ブラベンダー等で撹拌した後、押出機を用いて180℃から280℃で溶融ブレンドすることにより組成物とし、これをコア層用材料として用いることができる。結晶核剤やその他の添加剤の添加は、重合、残留モノマー除去、乾燥工程を経た後、連結された押出機を用いて行ってもよい。また高濃度の結晶核剤をポリオレフィンと溶融混練した、いわゆるマスターバッチをポリオレフィン多層シート等の成形工程で混合してもよい。 When adding a crystal nucleating agent and other additives to the polyolefin constituting the core layer, after stirring the polymer, crystal nucleating agent, and other additives obtained by polymerization with a Henschel mixer, Brabender, etc. The composition can be obtained by melt blending at 180 ° C. to 280 ° C. using an extruder, and this can be used as the material for the core layer. The addition of the crystal nucleating agent and other additives may be performed using a connected extruder after polymerization, residual monomer removal, and a drying step. Further, a so-called master batch obtained by melt-kneading a high concentration crystal nucleating agent with polyolefin may be mixed in a molding process of a polyolefin multilayer sheet or the like.
(2−4)特性
[MFR]
ポリプロピレン組成物は1.0〜10g/10分のMFRを有することが好ましい。MFRは230℃、荷重2.16kgで測定される。MFRが上限値を超えると成形時にドローダウンしやすくなるためにシート等の製造が困難となり、下限値未満であると成形時の負荷が大きくなりシート等の製造が困難になる。
(2-4) Characteristics [MFR]
The polypropylene composition preferably has an MFR of 1.0 to 10 g / 10 min. The MFR is measured at 230 ° C. and a load of 2.16 kg. If the MFR exceeds the upper limit value, it becomes difficult to draw down at the time of molding, so that it is difficult to produce a sheet or the like.
[XSIV]
ポリプロピレン組成物は0.5〜2.0dl/gのXSIVを有することが好ましい。XSIVとは、ポリプロピレン組成物の25℃でのキシレン可溶分の極限粘度である。キシレン可溶分は結晶性を持たない成分であり、XSIVはその成分の分子量の指標である。キシレン可溶分の主体は成分(2)に由来する。当該組成物におけるXSIVは25℃のキシレンに可溶な成分を得て、当該成分の極限粘度を定法にて測定することで求められる。XSIVが上限値を超えると得られるシート等の透明性が低下し、下限値未満であるとポリプロピレン組成物の製造安定性が低下する。
[XSIV]
The polypropylene composition preferably has an XSIV of 0.5 to 2.0 dl / g. XSIV is the intrinsic viscosity of the xylene soluble matter at 25 ° C. of the polypropylene composition. The xylene-soluble component is a component having no crystallinity, and XSIV is an index of the molecular weight of the component. The main component of xylene solubles is derived from component (2). XSIV in the composition is obtained by obtaining a component soluble in xylene at 25 ° C. and measuring the intrinsic viscosity of the component by a conventional method. When XSIV exceeds the upper limit, the transparency of the obtained sheet or the like is lowered, and when it is less than the lower limit, the production stability of the polypropylene composition is lowered.
[相構造]
ポリプロピレン組成物は、成分(1)中に成分(2)が分散している相構造を有することが好ましい。マトリックスである成分(1)がプロピレン単独重合体とプロピレン共重合体のブレンドであるかどうかは、DSCによって確認できる。例えば特開2011−184686の段落0037に記載の方法に従ってDSC分析を行うことで確認できる。具体的には、本発明で用いるポリプロピレン組成物を、極大加熱温度が順次低くなるように加熱と冷却を複数回繰り返した後に再加熱した際の熱分析による融解曲線が以下のx〜zを満たす場合、成分(1)がプロピレン単独重合体とプロピレン共重合体のブレンドである。
x)融解ピーク温度が165℃以上である。
y)170℃以上で融解する成分の割合が5%以上である。
z)160℃以下で融解する成分の割合が15%以上である。
[Phase structure]
The polypropylene composition preferably has a phase structure in which the component (2) is dispersed in the component (1). Whether the matrix component (1) is a blend of a propylene homopolymer and a propylene copolymer can be confirmed by DSC. For example, it can be confirmed by performing DSC analysis according to the method described in paragraph 0037 of JP2011-184686A. Specifically, the melting curve by thermal analysis when the polypropylene composition used in the present invention is reheated after repeating heating and cooling a plurality of times so that the maximum heating temperature sequentially decreases satisfies the following x to z. In this case, component (1) is a blend of a propylene homopolymer and a propylene copolymer.
x) The melting peak temperature is 165 ° C. or higher.
y) The proportion of components that melt at 170 ° C. or higher is 5% or higher.
z) The proportion of components that melt at 160 ° C. or lower is 15% or higher.
ポリプロピレン組成物は、本発明の効果を損なわない範囲で、ポリオレフィン樹脂以外の樹脂またはゴムを1種または複数種含有してもよい。含有量は公知の量としてよい。 The polypropylene composition may contain one or more resins or rubbers other than the polyolefin resin as long as the effects of the present invention are not impaired. The content may be a known amount.
(2−5)ポリプロピレン組成物の製造方法
前述のとおり、成分(1)はプロピレン単独重合体またはプロピレン共重合体を単体として用いることができるが、プロピレン単独重合体とプロピレン共重合体とをブレンドして用いることもできる。便宜上、成分(1)のプロピレン単独重合体を「成分(1h)」、プロピレン共重合体を「成分(1c)」とする。成分(1h)、成分(1c)、および成分(2)からなるポリプロピレン組成物は任意の方法で製造できる。例えば以下の方法で製造できる。
(2-5) Method for Producing Polypropylene Composition As described above, propylene homopolymer or propylene copolymer can be used alone as component (1), but a propylene homopolymer and a propylene copolymer are blended. It can also be used. For convenience, the propylene homopolymer of component (1) is referred to as “component (1h)”, and the propylene copolymer is referred to as “component (1c)”. The polypropylene composition comprising component (1h), component (1c), and component (2) can be produced by any method. For example, it can be produced by the following method.
方法1:各成分の重合体を調製して混合する方法。例えば、成分(1h)、成分(1c)、成分(2)の原料モノマーを重合してそれぞれの重合体を製造する工程、および当該三者を混合する工程、を含む方法。 Method 1: A method of preparing and mixing polymers of each component. For example, a method comprising polymerizing raw material monomers of component (1h), component (1c) and component (2) to produce respective polymers, and mixing the three.
方法2:成分(1)のブレンドと、成分(2)の重合体をそれぞれ調製して混合する方法。例えば、成分(1h)または成分(1c)のいずれか一方の重合体の存在下で他方の成分の原料モノマーを重合して他方の重合体を得るか、成分(1h)および(1c)の原料モノマーを重合して、成分各重合体を生成しながら両者を混合して成分(1)のブレンドを得る工程、ならびに当該ブレンドと成分(2)の重合体と混合する工程、を含む方法。 Method 2: A method of preparing and mixing the blend of component (1) and the polymer of component (2). For example, the raw material monomer of the other component is polymerized in the presence of either the polymer of component (1h) or component (1c) to obtain the other polymer, or the raw materials of components (1h) and (1c) A method comprising polymerizing monomers and mixing them while producing each component polymer to obtain a blend of component (1), and mixing the blend with the polymer of component (2).
方法3:成分(1h)の重合体の存在下で成分(2)の原料モノマーを重合してブレンドを調製する工程、成分(1c)の原料モノマーを重合して重合体を得る工程、および前記ブレンドと重合体を混合する工程、を含む方法。 Method 3: A step of polymerizing the raw material monomer of component (2) in the presence of the polymer of component (1h) to prepare a blend, a step of polymerizing the raw material monomer of component (1c) to obtain a polymer, and Mixing the blend and the polymer.
方法4:成分(1c)の重合体の存在下で成分(2)の原料モノマーを重合することを含む方法。例えば、以下の方法が挙げられる。
方法4−1:成分(1c)の重合体の存在下で成分(2)の原料モノマーを重合してブレンドを調製する工程、成分(1h)の原料モノマーを重合して重合体を得る工程、および前記ブレンドと重合体を混合する工程、を含む方法。
方法4−2:成分(1c)の重合体の存在下で成分(2)の原料モノマーを重合してブレンド1を得る工程、成分(1h)の重合体の存在下で成分(2)の原料モノマーを重合してブレンド2を得る工程、および両者を混合する工程、を含む方法。
Method 4: A method comprising polymerizing the raw material monomer of component (2) in the presence of the polymer of component (1c). For example, the following method is mentioned.
Method 4-1: a step of polymerizing the raw material monomer of component (2) in the presence of the polymer of component (1c) to prepare a blend, a step of polymerizing the raw material monomer of component (1h) to obtain a polymer, And mixing the blend and polymer.
Method 4-2: A step of polymerizing the raw material monomer of component (2) in the presence of the polymer of component (1c) to obtain
方法5:成分(1)のブレンドの存在下で、成分(2)の原料モノマーを重合する方法。例えば、成分(1)のブレンドを準備する工程、当該ブレンドの存在下で成分(2)の原料モノマーを重合しながら、三者をブレンドする工程、を含む方法。 Method 5: A method in which the raw material monomer of component (2) is polymerized in the presence of a blend of component (1). For example, a method comprising preparing a blend of component (1) and blending the three components while polymerizing the raw material monomers of component (2) in the presence of the blend.
これらの中でも、後述するように、コモノマーを特定量含む成分(1c)と成分(2)の分散性の観点からは方法4または5が好ましい。特に、方法4のように成分(1c)の重合体の存在下で成分(2)の原料モノマーを重合すると低温成形での透明性に優れるシート等が得られるので好ましい。また、一般に成分(2)の量が比較的多いポリプロピレン組成物は製造が困難となる場合が多いが、方法3または方法4−2のように成分(1h)の存在下で成分(2)の原料モノマーを重合すると、製造を困難とすることなく成分(2)の量を調整でき、シート等とした際に剛性と耐衝撃性のバランスを取りやすいという利点がある。前記重合体や前記ブレンドの混合方法は限定されないが、各成分のパウダーまたはペレットを準備して、これを公知のミキサーまたは押出機等を用いて混合することが好ましい。方法2〜5等におけるブレンドの製造方法は、例えば、2つ以上の反応器または2つ以上の重合領域を備える反応器等を用いて実施できる。重合に使用する触媒は限定されず公知の物を使用してよい。このような方法で製造されたブレンドはいわゆる重合ブレンドと呼ばれる。重合方法の詳細については後述する。
Among these, as described later, the
(3)中間層
中間層は本発明の効果を損なわない限り任意のポリマーを含んでよい。例えば、本発明の3層からなるシート等をリサイクルして得たリターン材等を中間層に使用できる。
(3) Intermediate layer The intermediate layer may contain any polymer as long as the effects of the present invention are not impaired. For example, a return material obtained by recycling a sheet having three layers according to the present invention can be used for the intermediate layer.
(4)ポリオレフィン多層シート等の特性
本発明のポリオレフィン多層シート等は、外層を極薄にできるのでこのことに起因する種々の優れた効果を奏する。例えば、前述のエチレンおよびC4〜C10−α−オレフィンからなる群より選択されるコモノマー0〜5.0重量%を含むポリプロピレンが外層、前述のポリプロピレン組成物がコア層である3層シートを例にして説明する。当該シートは成分(1)中に成分(2)が分散している相構造を有するコア層を有するのでシートの耐寒衝撃性が向上するが、外部ヘーズは大きくなる。一方、外層は融点が大きく異なる成分が存在しないため表面に凹凸を持たないことによって小さな外部ヘーズを有する。すなわち、コア層はシート等の耐寒衝撃性、外層は透明性向上に寄与する。外層が厚いと耐寒衝撃性を低下させるが、本発明において外層は極めて薄いため耐寒衝撃性を低下させない。以上から、前記ポリオレフィン多層シートは優れた透明性と耐寒衝撃性を発現する。
(4) Properties of polyolefin multilayer sheet and the like The polyolefin multilayer sheet and the like of the present invention have various excellent effects due to this because the outer layer can be made extremely thin. For example, a three-layer sheet in which polypropylene containing 0 to 5.0% by weight of a comonomer selected from the group consisting of ethylene and C4 to C10-α-olefin is an outer layer, and the polypropylene composition is a core layer is taken as an example. I will explain. Since the sheet has a core layer having a phase structure in which the component (2) is dispersed in the component (1), the cold shock resistance of the sheet is improved, but the external haze is increased. On the other hand, the outer layer has a small external haze due to the absence of irregularities on the surface because there are no components with greatly different melting points. That is, the core layer contributes to cold shock resistance such as a sheet, and the outer layer contributes to improvement of transparency. When the outer layer is thick, the cold shock resistance is lowered. However, in the present invention, the outer layer is extremely thin, so the cold shock resistance is not lowered. From the above, the polyolefin multilayer sheet exhibits excellent transparency and cold shock resistance.
1.重合体の調製
(1)外層のための重合体
[重合体A1]
重合に用いる固体触媒を、欧州特許第674991号公報の実施例1に記載された方法により調製した。当該固体触媒は、MgCl2上にTiと内部ドナーとしてのジイソブチルフタレートを上記の特許公報に記載された方法で担持させたものである。当該固体触媒と、トリエチルアルミニウム(TEAL)およびシクロヘキシルメチルジメトキシシラン(CHMMS)を、固体触媒に対するTEALの重量比が8、TEAL/CHMMSの重量比が6.5となるような量で、−5℃で5分間接触させた。得られた触媒系を、液体プロピレン中において懸濁状態で20℃において5分間保持することによって予重合を行った。
得られた予重合物を重合反応器に導入した後、水素とプロピレンをフィードし、重合温度、水素濃度を、それぞれ75℃、0.113モル%とし、圧力を調整することよって、プロピレン単独重合体を製造した。当該重合体のパウダー100重量部に、結晶核剤としてMillad NX8000J(ノニトール系、ミリケン社製)0.5重量部添加し、酸化防止剤としてBASF社製B225を0.2重量部、中和剤として淡南化学社製カルシウムステアレートを0.05重量部添加し、ヘンシェルミキサーで1分間撹拌して混合した。この混合物を、ナカタニ機械株式会社製NVCφ50mm単軸押出機を用いて、シリンダー温度230℃で押出し、ストランドを水中で冷却した後、ペレタイザーでカットしペレット状のプロピレン樹脂組成物を得て、重合体A1とした。重合体A1は結晶核剤を含むポリプロピレン組成物である。当該重合体のTmは166℃であった。
1. Preparation of polymer (1) Polymer for outer layer [Polymer A1]
The solid catalyst used for the polymerization was prepared by the method described in Example 1 of EP 6749991. The solid catalyst is obtained by supporting Ti and diisobutyl phthalate as an internal donor on MgCl 2 by the method described in the above patent publication. The solid catalyst, triethylaluminum (TEAL) and cyclohexylmethyldimethoxysilane (CHMMS) are added in an amount such that the weight ratio of TEAL to the solid catalyst is 8 and the weight ratio of TEAL / CHMMS is 6.5. For 5 minutes. The resulting catalyst system was prepolymerized by keeping it in suspension in liquid propylene at 20 ° C. for 5 minutes.
After the obtained prepolymer was introduced into the polymerization reactor, hydrogen and propylene were fed, the polymerization temperature and the hydrogen concentration were adjusted to 75 ° C. and 0.113 mol%, respectively, and the pressure was adjusted so that A coalescence was produced. 0.5 parts by weight of Millad NX8000J (Nonitol, manufactured by Milliken Co.) as a crystal nucleating agent is added to 100 parts by weight of the polymer powder, and 0.2 parts by weight of BA225 B225 as an antioxidant is a neutralizing agent. As a result, 0.05 part by weight of calcium stearate manufactured by Tamnan Chemical Co., Ltd. was added, and the mixture was stirred for 1 minute with a Henschel mixer and mixed. This mixture was extruded at a cylinder temperature of 230 ° C. using an NVC φ50 mm single screw extruder manufactured by Nakatani Machinery Co., Ltd., and the strand was cooled in water, then cut with a pelletizer to obtain a pellet-shaped propylene resin composition, and a polymer. A1. The polymer A1 is a polypropylene composition containing a crystal nucleating agent. The Tm of the polymer was 166 ° C.
[重合体A2]
シクロヘキシルメチルジメトキシシラン(CHMMS)の代わりにジイソプロピルジメトキシシラン(DIPMS)を用い、TEAL/DIPMSの重量比を3.2とし、水素とプロピレン以外にエチレンをフィードして、重合温度を75℃、水素濃度を0.12モル%、エチレン濃度を0.45モル%とした以外は、重合体A1の場合と同様にしてプロピレン−エチレン共重合体を製造した。得られた重合体のパウダー100重量部に、結晶核剤としてMillad NX8000Jの代わりにMillad 3988(ソルビトール系、ミリケン社製)を0.25重量部添加した以外は、重合体A1と同様にして重合体A2を得た。重合体A2は結晶核剤を含むポリプロピレン組成物である。当該重合体のTmは153℃であった。
[Polymer A2]
Diisopropyldimethoxysilane (DIPMS) is used in place of cyclohexylmethyldimethoxysilane (CHMMS), TEAL / DIPMS weight ratio is 3.2, ethylene is fed in addition to hydrogen and propylene, polymerization temperature is 75 ° C, hydrogen concentration A propylene-ethylene copolymer was produced in the same manner as in the case of the polymer A1, except that 0.12 mol% and the ethylene concentration were 0.45 mol%. Heavy weight was obtained in the same manner as in Polymer A1, except that 0.25 parts by weight of Millad 3988 (sorbitol-based, manufactured by Milliken Corporation) was added as a crystal nucleating agent to 100 parts by weight of the obtained polymer powder instead of Millad NX8000J. Combined A2 was obtained. Polymer A2 is a polypropylene composition containing a crystal nucleating agent. The Tm of the polymer was 153 ° C.
(2)コア層のための樹脂組成物
[重合体B1]
MgCl2上にTiと内部ドナーとしてのジイソブチルフタレートを担持させた固体触媒を、欧州特許第728769号公報の実施例5に記載された方法により調製した。次いで、上記固体触媒と、有機アルミニウム化合物としてTEALと、外部電子供与体化合物としてジシクロペンチルジメトキシシラン(DCPMS)を用い、固体触媒に対するTEALの重量比が20、TEAL/DCPMSの重量比が10となるような量で、12℃において24分間接触させた。得られた触媒系を、液体プロピレン中において懸濁状態で20℃にて5分間保持することによって予重合を行った。得られた予重合物を、二段の重合反応器を直列に備える重合装置の一段目の重合反応器に導入し、プロピレンをフィードし、プロピレンの液相状態にてプロピレン単独重合体を製造し、二段目の気相重合反応器でエチレン・ブテン−1共重合体を製造した。重合中は、温度と圧力を調整し、水素を分子量調整剤として用いた。
重合温度と反応物の比率は、一段目の反応器では、重合温度と水素濃度が、それぞれ70℃、0.05モル%、二段目の反応器では、重合温度、H2/C2、C4/(C2+C4)が、それぞれ80℃、0.22モル比、0.52モル比であった。また、共重合体成分の量が30重量%となるように一段目と二段目の滞留時間分布を調整した。得られた重合体のパウダー100重量部に、結晶核剤としてMillad NX8000Jの代わりにアデカスタブNA−71(リン酸エステル系、株式会社ADEKA製)を0.25重量部添加した以外は、重合体A1と同様にして重合体B1を得た。重合体B1は、プロピレン単独重合体マトリックス中に、エチレン−ブテン−1共重合体が分散し、かつ結晶核剤を含むポリプロピレン組成物である。
表1に重合体の特性をまとめる。
(2) Resin composition for core layer [Polymer B1]
A solid catalyst in which Ti and diisobutyl phthalate as an internal donor were supported on MgCl 2 was prepared by the method described in Example 5 of European Patent No. 728769. Then, using the above solid catalyst, TEAL as the organoaluminum compound, and dicyclopentyldimethoxysilane (DCPMS) as the external electron donor compound, the weight ratio of TEAL to the solid catalyst is 20, and the weight ratio of TEAL / DCPMS is 10. Such contact was made at 12 ° C. for 24 minutes. The resulting catalyst system was prepolymerized by keeping it in suspension in liquid propylene at 20 ° C. for 5 minutes. The obtained prepolymer is introduced into a first polymerization reactor of a polymerization apparatus equipped with a two-stage polymerization reactor in series, propylene is fed, and a propylene homopolymer is produced in a propylene liquid phase state. In the second stage gas phase polymerization reactor, an ethylene / butene-1 copolymer was produced. During the polymerization, temperature and pressure were adjusted, and hydrogen was used as a molecular weight modifier.
The polymerization temperature and the ratio of the reactants are as follows: in the first-stage reactor, the polymerization temperature and hydrogen concentration are 70 ° C. and 0.05 mol%, respectively, and in the second-stage reactor, the polymerization temperature, H2 / C2, C4 / (C2 + C4) were 80 ° C., 0.22 molar ratio, and 0.52 molar ratio, respectively. Further, the residence time distributions in the first and second stages were adjusted so that the amount of the copolymer component was 30% by weight. Polymer A1 except that Adeka Stub NA-71 (phosphate ester, manufactured by ADEKA Corporation) was added as a crystal nucleating agent to 100 parts by weight of the obtained polymer powder instead of Millad NX8000J. In the same manner as above, a polymer B1 was obtained. Polymer B1 is a polypropylene composition in which an ethylene-butene-1 copolymer is dispersed in a propylene homopolymer matrix and contains a crystal nucleating agent.
Table 1 summarizes the properties of the polymer.

2.ポリオレフィン多層シートの製造
2種3層フィードブロックを備えるTダイ押出機(株式会社創研)を用いて、前記重合体から3層シート(特に「二次加工前多層シート」という)を製造し、後述の方法で評価した。
Tダイは300mmのコートハンガーダイであり、リップ幅は1.5mmであった。スクリュー構成は以下のとおりであった。
コア層用:フルフライトスクリュー(φ30mm、L/D=38、CR 2.75)
外層用 :フルフライトスクリュー(φ25mm、L/D=25、CR 3.2)
上記で得た二次加工前多層シートを150℃または160℃で120秒加熱し、Bruckner社製フィルム延伸装置(KARO)を用いて2軸延伸を行ない、全体の厚さ0.2〜0.4mmの3層シート(特に「シート状積層体」または「二次加工後シート状積層体」ともいう)を得た。当該2軸延伸は、二次加工である真空成形、圧空成形、真空圧空成形等を想定して実施した。条件および評価結果を表2にまとめた。
2. Production of polyolefin multilayer sheet Using a T-die extruder (Soken Co., Ltd.) equipped with two types of three-layer feed blocks, a three-layer sheet (particularly referred to as “multilayer sheet before secondary processing”) is produced from the polymer. Evaluation was made by the method described below.
The T die was a 300 mm coat hanger die, and the lip width was 1.5 mm. The screw configuration was as follows.
For core layer: Full flight screw (φ30mm, L / D = 38, CR 2.75)
For outer layer: Full flight screw (φ25mm, L / D = 25, CR 3.2)
The multilayer sheet before secondary processing obtained above is heated at 150 ° C. or 160 ° C. for 120 seconds, biaxially stretched using a Bruckner film stretcher (KARO), and the total thickness is 0.2-0. A 4 mm three-layer sheet (in particular, also referred to as “sheet-like laminate” or “sheet-like laminate after secondary processing”) was obtained. The biaxial stretching was performed assuming secondary processing such as vacuum forming, pressure forming, and vacuum / pressure forming. The conditions and evaluation results are summarized in Table 2.
3.分析および評価
(1)重合体または重合体における各成分のエチレン含有量
1,2,4−トリクロロベンゼン/重水素化ベンゼンの混合溶媒に溶解した試料について、日本電子株式会社製JNM LA−400(13C共鳴周波数100MHz)を用い、13C−NMR法で測定した値から算出した。
(2)MFR
JIS K 7210−1に準じ、温度230℃、荷重2.16kgの条件下で測定した。
(3)XSIV
サンプル2.5gを、o−キシレン(溶媒)を250ml入れたフラスコに入れ、ホットプレートおよび還流装置を用いて、135℃で、窒素パージを行いながら、30分間、撹拌し、サンプルを完全溶解した。その後、溶液を25℃で1時間冷却した。濾紙を用いて得られた溶液を濾過し、濾液を100ml採取し、アルミカップ等に移し、窒素パージを行いながら、150℃で蒸発乾固を行い、室温で30分間静置してキシレン可溶分を得た。ウベローデ型粘度計を用いて、当該キシレン可溶分の135℃テトラヒドロナフタレン中で極限粘度を測定し、XSIV(dl/g)を得た。
3. Analysis and Evaluation (1) Polymer or the ethylene content of each component in the polymer About a sample dissolved in a 1,2,4-trichlorobenzene / deuterated benzene mixed solvent, JNM LA-400 (manufactured by JEOL Ltd.) 13 C resonance frequency 100 MHz) and calculated from the value measured by 13 C-NMR method.
(2) MFR
According to JIS K 7210-1, the measurement was performed under conditions of a temperature of 230 ° C. and a load of 2.16 kg.
(3) XSIV
2.5 g of sample was placed in a flask containing 250 ml of o-xylene (solvent) and stirred for 30 minutes at 135 ° C. while purging with nitrogen using a hot plate and a reflux apparatus to completely dissolve the sample. . The solution was then cooled at 25 ° C. for 1 hour. Filter the resulting solution using filter paper, collect 100 ml of the filtrate, transfer to an aluminum cup, etc., evaporate to dryness at 150 ° C. while purging with nitrogen, and allow to stand at room temperature for 30 minutes to dissolve xylene. Got the minute. Using an Ubbelohde viscometer, the intrinsic viscosity was measured in 135 ° C. tetrahydronaphthalene of the xylene solubles to obtain XSIV (dl / g).
(4)重合体のTm
重合体のTmは、パーキンエルマー社製ダイヤモンドDSCを用いて、前記のとおり定義したセカンドスキャンを行い測定した。
(4) Tm of polymer
The Tm of the polymer was measured by performing a second scan as defined above using a Perkin Elmer diamond DSC.
(5)耐寒衝撃性
二次加工前多層シートを測定用試験片とした。株式会社島津製作所製ハイドロショットHITS−P10を用い、−30℃に調整した槽内で、内径40mmφの穴の開いた支持台に測定用試験片を置き、内径76mmφの試料押えを用いて固定した後、半球状の打撃面を持つ直径12.7mmφのストライカーで、1m/秒の衝撃速度で試験片を打撃し、JIS K7211−2に従いパンクチャーエネルギー(J)を求めた。4個の測定用試験片各々のパンクチャーエネルギーの平均値を面衝撃強度とした。
(5) Cold impact resistance A multilayer sheet before secondary processing was used as a test specimen for measurement. Using a hydroshot HITS-P10 manufactured by Shimadzu Corporation, a test specimen for measurement was placed on a support with a hole with an inner diameter of 40 mmφ and fixed using a sample presser with an inner diameter of 76 mmφ in a tank adjusted to −30 ° C. Thereafter, a test piece was hit with an impact speed of 1 m / sec with a striker having a diameter of 12.7 mmφ having a hemispherical hitting surface, and puncture energy (J) was determined according to JIS K7211-2. The average value of the puncture energy of each of the four test specimens for measurement was defined as the surface impact strength.
(6)透明性
ISO 14782に準拠して、株式会社村上色彩技術研究所製、HM−150を使用し、前述のとおりにして得た二次加工前多層シートおよび二次加工後シート状積層体を試験片としヘーズ測定を行い、透明性を評価した。表面の凹凸の影響を除外するため、試験片の両面に流動パラフィン(関東化学株式会社製、Liquid Paraffin Cat. No.32033−00)を刷毛にて塗布し、同様にヘーズ測定を行った。前者を「全ヘーズ」、後者を「内部ヘーズ」と定義した。また表面の寄与を見るため、「外部ヘーズ」(「全ヘーズ」−「内部ヘーズ」)を定義した。
(6) Transparency A multilayer sheet before secondary processing and a sheet-like laminate after secondary processing obtained as described above using HM-150 manufactured by Murakami Color Research Laboratory Co., Ltd. according to ISO 14782 The haze measurement was performed using the test piece as a test piece, and the transparency was evaluated. In order to exclude the influence of surface irregularities, liquid paraffin (Liquid Paraffin Cat. No. 32033-00) was applied to both sides of the test piece with a brush, and haze measurement was performed in the same manner. The former was defined as “all haze” and the latter as “internal haze”. In order to see the contribution of the surface, “external haze” (“total haze” − “internal haze”) was defined.
(7)厚さ
二次加工前多層シートに関し、幅方向に等間隔に5等分し、それぞれの中心部分を3cm×3cmに切り出して試験片とし、シックネスゲージで測定して得た平均値を全体の厚さとした。さらに、試験片の断面をミクロトームで切削した後、倍率100倍の偏光顕微鏡で表裏両面の外層を観察し、その顕微鏡写真の表裏両面の外層の厚さをノギスで測定し、標準スケールを用いて実際の厚さに換算した。5つの試験片の表裏両面の厚さ計10点の測定値の平均値を外層の厚さとした。また、10点の計測から外層の厚さの標準偏差を求めた。上記透明性評価に用いた二次加工後シート状積層体に関しては、透明性計測位置をシックネスゲージで測定して得た平均値を全体の厚さとし、二次加工後シート状積層体の外層の厚さは以下から求めた。
(二次加工後シート状積層体の全体の厚さ)×(二次加工前多層シートの外層の厚さ)/(二次加工前多層シート全体の厚さ)
(7) Thickness Regarding the multilayer sheet before secondary processing, equally divided in the width direction into 5 equal parts, each central part was cut into 3 cm x 3 cm to make a test piece, and the average value obtained by measuring with a thickness gauge The total thickness. Furthermore, after cutting the cross section of the test piece with a microtome, the outer layers on both the front and back surfaces were observed with a polarizing microscope with a magnification of 100 times, and the thicknesses of the outer layers on both the front and back surfaces of the micrograph were measured with calipers. Converted to actual thickness. The average value of the measured values of 10 thickness gauges on the front and back surfaces of the five test pieces was taken as the thickness of the outer layer. In addition, the standard deviation of the thickness of the outer layer was obtained from 10 points of measurement. Regarding the post-secondary sheet-like laminate used for the transparency evaluation, the average value obtained by measuring the transparency measurement position with a thickness gauge is the total thickness, and the outer layer of the post-secondary sheet-like laminate is obtained. The thickness was determined from the following.
(Total thickness of sheet-like laminate after secondary processing) × (thickness of outer layer of multilayer sheet before secondary processing) / (total thickness of multilayer sheet before secondary processing)
表2に示された実施例1〜6においては、外層の厚さが薄い場合においても均一となり、耐寒衝撃性と透明性のバランスを備えるポリオレフィン多層シートを形成することができた。これに対し、比較例1ではシートの幅方向で外層の厚さの変動が大きくなり、得られたシートは全体に光沢ムラとして外観不良が見られるとともに外部ヘーズが大きく透明性が悪化した。さらに、外層用シリンダーの回転数として8rpmを超え30rpm未満での設定を試みたが、二次加工前多層シートの光沢ムラと外部ヘーズの悪化は解消されなかった。比較例2では二次加工前多層シートの光沢ムラと外部ヘーズは解消されたものの、外層が厚く耐寒衝撃性が悪化した。比較例3では押出機のトルクアップによりシート成形ができなかった。
本発明の製造方法により得られたポリオレフィン多層シートは優れた耐寒衝撃性と透明性のバランスを備えることが明らかである。
In Examples 1 to 6 shown in Table 2, even when the outer layer was thin, it was uniform, and a polyolefin multilayer sheet having a balance between cold shock resistance and transparency could be formed. On the other hand, in Comparative Example 1, the variation in the thickness of the outer layer in the width direction of the sheet was large, and the obtained sheet exhibited a poor appearance as gloss unevenness as a whole, and the external haze was large and the transparency was deteriorated. Furthermore, the rotation speed of the outer layer cylinder was set to be more than 8 rpm and less than 30 rpm, but the gloss unevenness and deterioration of the external haze of the multilayer sheet before the secondary processing were not solved. In Comparative Example 2, the gloss unevenness and the external haze of the multilayer sheet before the secondary processing were eliminated, but the outer layer was thick and the cold shock resistance was deteriorated. In Comparative Example 3, the sheet could not be formed due to the torque increase of the extruder.
It is clear that the polyolefin multilayer sheet obtained by the production method of the present invention has an excellent balance between cold shock resistance and transparency.
1 原料樹脂投入口
2 フィードゾーン
3 圧縮ゾーン
4 計量ゾーン
1 Raw
Claims (10)
i)前記外層の厚さが全体の厚さの1/40〜1/100であり、2〜50μmである
ii)前記コア層は前記外層より厚い
の製造方法であって、
前記外層およびコア層を共押出して、前記i)およびii)を満たすポリオレフィン多層シートまたはフィルムを形成する工程を含み、
当該共押出する工程における前記外層を形成するための押出機が上流からフィードゾーンおよび圧縮ゾーンを備え、
当該フィードゾーンの温度T(℃)が式(1)の関係を満たす、
Tm−50℃ ≦T≦Tm−10℃・・・(1)
(Tmは原料ポリオレフィンの融点(℃)である)
製造方法。 A polyolefin multilayer sheet or film comprising an outer layer and a core layer and satisfying the following i) and ii):
i) The thickness of the outer layer is 1/40 to 1/100 of the total thickness, and is 2 to 50 μm. ii) The core layer is a manufacturing method that is thicker than the outer layer,
Coextruding the outer layer and the core layer to form a polyolefin multilayer sheet or film satisfying i) and ii),
An extruder for forming the outer layer in the co-extrusion step includes a feed zone and a compression zone from upstream,
The temperature T (° C.) of the feed zone satisfies the relationship of the formula (1).
Tm−50 ° C. ≦ T ≦ Tm−10 ° C. (1)
(Tm is the melting point (° C) of the raw material polyolefin)
Production method.
請求項1に記載の製造方法。 The polyolefin multilayer sheet or film obtained by the coextrusion step further includes a step of secondary processing so as to satisfy the above i) and ii).
The manufacturing method according to claim 1.
成分(1)として、プロピレン単独重合体と、エチレンおよびC4〜C10−α−オレフィンからなる群より選択されるコモノマーを含むプロピレン共重合体とのブレンドであって、両者の重量比が10〜97:90〜3でありかつ当該ブレンド中の当該コモノマー含有量が3重量%以下のブレンド、ならびに
成分(2)として、60〜90重量%のエチレンと、1種類以上のC3〜C10−α−オレフィンとの共重合体からなるエチレン共重合体、を含み、
以下の(i)〜(iii)を備える
(i)前記成分(1):成分(2)の重量比が、60〜90:40〜10
(ii)MFR(230℃、荷重2.16kg)が1.0〜10g/10分
(iii)XSIV(キシレン可溶分の極限粘度)が0.5〜2.0dl/g、
を含む、請求項1〜3のいずれかに記載の製造方法。 The polypropylene composition wherein the core layer is:
Component (1) is a blend of a propylene homopolymer and a propylene copolymer containing a comonomer selected from the group consisting of ethylene and C4 to C10-α-olefin, the weight ratio of the two being 10 to 97 : 90 to 3 and the comonomer content in the blend is 3% by weight or less, and as component (2), 60 to 90% by weight of ethylene and one or more C3-C10-α-olefins An ethylene copolymer consisting of a copolymer with
The following (i) to (iii) are provided: (i) The weight ratio of the component (1): component (2) is 60 to 90:40 to 10
(Ii) MFR (230 ° C., load 2.16 kg) is 1.0 to 10 g / 10 min. (Iii) XSIV (xylene soluble intrinsic viscosity) is 0.5 to 2.0 dl / g,
The manufacturing method in any one of Claims 1-3 containing these.
前記成分(2)におけるα−オレフィンが、プロピレンまたはブテン−1である、請求項4〜7のいずれかに記載の製造方法。 The comonomer in component (1) is ethylene;
The manufacturing method in any one of Claims 4-7 whose (alpha) -olefin in the said component (2) is a propylene or butene-1.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018045018A JP7064355B2 (en) | 2018-03-13 | 2018-03-13 | Method for manufacturing polyolefin multilayer sheet or film |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018045018A JP7064355B2 (en) | 2018-03-13 | 2018-03-13 | Method for manufacturing polyolefin multilayer sheet or film |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019155703A true JP2019155703A (en) | 2019-09-19 |
| JP7064355B2 JP7064355B2 (en) | 2022-05-10 |
Family
ID=67992901
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018045018A Active JP7064355B2 (en) | 2018-03-13 | 2018-03-13 | Method for manufacturing polyolefin multilayer sheet or film |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7064355B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022102705A1 (en) * | 2020-11-13 | 2022-05-19 | 株式会社エフピコ | Polypropylene multi-layer sheet |
| JPWO2022102706A1 (en) * | 2020-11-13 | 2022-05-19 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000037765A (en) * | 1998-07-23 | 2000-02-08 | Asahi Glass Co Ltd | Method for molding resin composition containing glass fiber, and molding |
| JP2003191933A (en) * | 2001-12-27 | 2003-07-09 | Japan Polychem Corp | Laminated container for dairy product |
| JP2015150877A (en) * | 2014-02-19 | 2015-08-24 | ダイセルパックシステムズ株式会社 | Resin sheet having marble pattern and method for producing the same |
| JP2017105171A (en) * | 2015-11-26 | 2017-06-15 | 日本ポリプロ株式会社 | Laminate foam sheet and thermal molded body |
-
2018
- 2018-03-13 JP JP2018045018A patent/JP7064355B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000037765A (en) * | 1998-07-23 | 2000-02-08 | Asahi Glass Co Ltd | Method for molding resin composition containing glass fiber, and molding |
| JP2003191933A (en) * | 2001-12-27 | 2003-07-09 | Japan Polychem Corp | Laminated container for dairy product |
| JP2015150877A (en) * | 2014-02-19 | 2015-08-24 | ダイセルパックシステムズ株式会社 | Resin sheet having marble pattern and method for producing the same |
| JP2017105171A (en) * | 2015-11-26 | 2017-06-15 | 日本ポリプロ株式会社 | Laminate foam sheet and thermal molded body |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022102705A1 (en) * | 2020-11-13 | 2022-05-19 | 株式会社エフピコ | Polypropylene multi-layer sheet |
| JPWO2022102706A1 (en) * | 2020-11-13 | 2022-05-19 | ||
| WO2022102706A1 (en) * | 2020-11-13 | 2022-05-19 | 株式会社エフピコ | Multilayered polypropylene sheet |
| JPWO2022102705A1 (en) * | 2020-11-13 | 2022-05-19 | ||
| CN116490359A (en) * | 2020-11-13 | 2023-07-25 | 富比食品包装有限公司 | Polypropylene multilayer sheet |
| CN116507493A (en) * | 2020-11-13 | 2023-07-28 | 富比食品包装有限公司 | Polypropylene multilayer sheet |
| JP7329154B2 (en) | 2020-11-13 | 2023-08-17 | 株式会社エフピコ | Polypropylene multilayer sheet |
| JP7329153B2 (en) | 2020-11-13 | 2023-08-17 | 株式会社エフピコ | Polypropylene multilayer sheet |
| US12053959B2 (en) | 2020-11-13 | 2024-08-06 | Fp Corporation And Sunallomer Ltd. | Polypropylene multilayer sheet |
| EP4245532A4 (en) * | 2020-11-13 | 2024-08-21 | Fp Corp | Polypropylene multi-layer sheet |
| EP4245533A4 (en) * | 2020-11-13 | 2024-09-04 | Fp Corp | Multilayered polypropylene sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7064355B2 (en) | 2022-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105579518B (en) | The polymer composition of high melting temperature Tm with high xylene soluble matter XS and suitable for BOPP method | |
| US20070235896A1 (en) | High shrink high modulus biaxially oriented films | |
| TWI607021B (en) | Polypropylene film | |
| WO2013010852A1 (en) | Unoriented film | |
| US20150232589A1 (en) | Ethylene-Based Polymers and Articles Made Therefrom | |
| TW201412778A (en) | Polypropylene film | |
| JP7064355B2 (en) | Method for manufacturing polyolefin multilayer sheet or film | |
| KR102403537B1 (en) | polypropylene composition | |
| EP3666804B1 (en) | Polypropylene composition with favourable combination of optics, softness and low sealing | |
| KR20020077193A (en) | Polypropylene-based resin composition, process for producing the same and stretched film containing the same | |
| EP2554375B1 (en) | Film | |
| CN115397872B (en) | Blown film | |
| JP6948814B2 (en) | Multilayer film or sheet containing polypropylene composition | |
| EP2557096B1 (en) | Soft propylene copolymer | |
| EP3917978B1 (en) | Polypropylene composition | |
| JP2021161381A (en) | Biaxially stretched film, multilayer film, packaging bag, and manufacturing method of biaxially stretched film | |
| CN116507493A (en) | Polypropylene multilayer sheet | |
| JP6942530B2 (en) | Multi-layer biaxially stretched film and transfer film | |
| JP2022073267A (en) | Propylene-based polymer composition, biaxial oriented film, and packaging bag | |
| JP2017109371A (en) | Biaxially oriented release film | |
| EP3247744A1 (en) | Processing aid and blend employing the processing aid for achieving effective orientation of an extruded film layer and a biaxially oriented film including such film layer | |
| JP2008266502A (en) | Polypropylene-based resin composition and film comprising the same | |
| EP2099834B1 (en) | High shrink polypropylene films | |
| JP7427757B2 (en) | Polyethylene resin composition, method for producing the same, and molded products containing the same | |
| JP2001040147A (en) | Oriented matter and biaxially oriented film made of polyolefin resin composition |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210304 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220106 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220114 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220311 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220419 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220422 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7064355 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |