JP2019038037A - 低温靭性に優れたラインパイプ用溶接鋼管並びにその製造方法 - Google Patents
低温靭性に優れたラインパイプ用溶接鋼管並びにその製造方法 Download PDFInfo
- Publication number
- JP2019038037A JP2019038037A JP2018197942A JP2018197942A JP2019038037A JP 2019038037 A JP2019038037 A JP 2019038037A JP 2018197942 A JP2018197942 A JP 2018197942A JP 2018197942 A JP2018197942 A JP 2018197942A JP 2019038037 A JP2019038037 A JP 2019038037A
- Authority
- JP
- Japan
- Prior art keywords
- welded
- surface side
- line
- thickness direction
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
- Arc Welding In General (AREA)
Abstract
【解決手段】管状に成形された鋼板の突き合せ部をサブマージアーク溶接で内面外面の順に内外面それぞれ一層溶接する際、内面側の鋼板表層から内外面溶融線会合部までの板厚方向距離L1(mm)と、外面側の鋼板表層から内外面溶融線会合部までの板厚方向距離L2(mm)とが(1)式を満足するように設定する。0.1≦L2/L1≦0.86 ・・・ (1)
【選択図】図1
Description
近年、更なる輸送効率向上のために、ラインパイプ用溶接鋼管の内圧の高圧化が検討されており、これに伴い、API規格X70(以下、X70という)以上、更にはAPI規格X80(以下、X80という)以上の高強度ラインパイプ用溶接鋼管の厚肉化が要求されている。また、今後の原油および天然ガスの掘削域は、北極圏などの極寒地まで及ぶことが予想され、高強度厚肉ラインパイプ用溶接鋼管には−40℃以下での低温靭性保証が要求されると予想される。特に鋼管を製造する際には、厚鋼板をUO、JCO、ベンドロールのいずれかの工程によって管状に成形した後、端部同士を突き合わせて、アーク溶接によるシーム部の溶接を行うが、板厚が厚肉化すると溶接による入熱が大入熱となり、溶接熱影響部(HAZ)の粒径が粗大化するため、低温靭性の低下が重要な問題となる。
特許文献5〜8記載のサブマージアーク溶接方法では、板厚に対するビード幅、もしくは板厚に対するビード断面積については言及されているものの、内面側溶接部と外面側溶接部各々との相対的な形状関係については言及されておらず、さらに、主に溶接部全体の形状によって高靭性化を図っているため、特に外面溶接部では大幅な入熱低減効果が得られないという課題があった。
特に、本発明では、管状に成形された鋼板の突合せ部を内外面からサブマージアーク溶接するに際し、特に外面入熱を大幅に低減して外面溶接熱影響部の低温靭性を向上させ、内面溶接熱影響部の低温靭性を劣化させない範囲に内面入熱を制御することで、十分な溶け込みを得ながら内外面両方の溶接熱影響部で優れた低温靭性が得られるラインパイプ用溶接鋼管並びにその製造方法を提供することを目的とする。
その結果、内外面側それぞれの溶接金属における溶け込み深さの比を適正に制御することで、外面溶接熱影響部の低温靭性が向上し、かつ内面溶接熱影響部の低温靭性が劣化せず、十分な溶け込みを得ながら内外面両方の溶接熱影響部で優れた低温靭性が得られることを見出した。
本発明は、得られた知見を基に更に検討を加えてなされたもので、その要旨は以下の通りである。
0.1≦L2/L1≦0.86 ・・・ (1)
(但し、外面側の溶接金属の余盛を含む板厚方向の厚さをW2、全溶接金属の余盛を含む板厚方向の厚さから前記W2を差し引いた厚さをW1とした時のW2/W1が、0.5である場合および0.6以上0.8以下である場合を除く)
[2]管状に成形された鋼板の突き合せ部をサブマージアーク溶接する際に、開先形状が、内面開先深さd1と外面開先深さd2が(2)式を満足するX開先となるよう加工を施し、得られた前記X開先を内面外面の順にサブマージアーク溶接することを特徴とする、管状に成形された鋼板を溶接したラインパイプ用溶接鋼管の製造方法であって、前記ラインパイプ用溶接鋼管は、管状に成形された前記鋼板の突き合せ部をサブマージアーク溶接で内外面それぞれ一層溶接され、溶接部において、内面側溶融線と外面側溶融線との会合部を内外面溶融線会合部とした際、内面側の前記鋼板表層から前記内外面溶融線会合部までの板厚方向距離L1(mm)と、外面側の前記鋼板表層から前記内外面溶融線会合部までの板厚方向距離L2(mm)とが(1)式を満足する、低温靭性に優れたラインパイプ用溶接鋼管の製造方法。
0.1≦L2/L1≦0.86 ・・・ (1)
(但し、外面側の溶接金属の余盛を含む板厚方向の厚さをW2、全溶接金属の余盛を含む板厚方向の厚さから前記W2を差し引いた厚さをW1としたときのW2/W1が、0.5である場合を除く)
d2/d1≦1.0 ・・・ (2)
[3]前記サブマージアーク溶接において、内面側の入熱λ1が3.5〜16.0kJ/mm、外面側の入熱λ2が2.5〜11.0kJ/mmであり、さらに、(3)式を満足することを特徴とする上記[2]に記載の低温靭性に優れたラインパイプ用溶接鋼管の製造方法。
0.1≦λ2/λ1≦2.5 ・・・ (3)
本発明に係るラインパイプ用溶接鋼管は、管状に成形された鋼板を溶接した溶接鋼管であって、管状に成形された前記鋼板の突き合せ部をサブマージアーク溶接で、内面外面の順に内外面それぞれ一層溶接され、溶接部において、内面側溶融線と外面側溶融線との会合部を内外面溶融線会合部とした際、内面側の前記鋼板表層から前記内外面溶融線会合部までの板厚方向距離L1(mm)と、外面側の前記鋼板表層から前記内外面溶融線会合部までの板厚方向距離L2(mm)とが(1)式を満足することを特徴とする。
0.1≦L2/L1≦0.86 ・・・ (1)
しかしながら、高靭性化を図るためには、溶接時に投入する入熱量の大幅な低減を達成しなければならないが、同時に、内外面それぞれの溶接金属が重なり、未溶融部が生じないように十分な溶け込み深さも確保しなければ健全な溶接継手と有する鋼管を得ることができなかった。
そこで本発明者らは、溶接鋼管の溶接部のうち外面側の溶接金属(外面側溶接金属)に着目し、内外面それぞれの溶接金属における溶け込み深さの比を適正に制御することにより、内外面両方の溶接熱影響部の低温靭性を向上させうることを見出した。
つまり、本発明によれば、従来では困難とされていた外面側の溶接入熱の大幅な低減を実現させて外面側溶接熱影響部の低温靭性を向上させるとともに、内面側溶接熱影響部の低温靭性を劣化させない範囲に内面入熱を制御することで、十分な溶け込みを確保し、溶接欠陥を生じさせることなく優れた低温靭性を得ることか可能となる。
外面側の鋼板表層から内外面溶融線会合部までの板厚方向距離をL2(mm)、内面側の鋼板表層から内外面溶融線会合部までの板厚方向距離をL1(mm)とした際、L2をL1で除した値(L2/L1)が大きくなる、つまり、外面側の溶接金属の溶け込み深さが、内面側の溶接金属の溶け込み深さよりも相対的に大きくなると、外面入熱の大幅な低減効果が得られないため、L2/L1の上限を0.86とする。
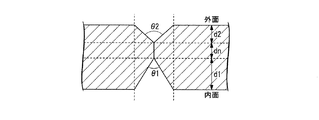
本発明の溶接鋼管の製造方法は、管状に成形された鋼板の突き合せ部をサブマージアーク溶接で内外面一層溶接する際、開先形状は、図2に示すようなX開先とする。X開先の形状は、内面開先深さd1と外面開先深さd2が下記(2)式を満足する形状とすることが好ましい。なお、内面開先深さとは内面側の鋼板表層から溶接会合部までの板厚方向距離であり、外面開先深さとは外面側の鋼板表層から溶接会合部までの板厚方向距離である。本発明では外面開先深さd2よりも内面開先深さd1を長くするために、X開先の形状において、内面開先深さd1と外面開先深さd2が(2)式を満足する形状を採用してもよい。
d2/d1≦1.0 ・・・ (2)
このように、外面開先深さd2よりも内面開先深さd1が長いX開先をサブマージアーク溶接することにより、上述したようなL2/L1の関係を満足する溶接部を有する溶接鋼管を製造することができる。
なお、d2/d1の下限値については特に限定しないが、0.2以上とすることが好ましい。
0.1≦λ2/λ1≦2.5 ・・・ (3)
次に、溶接する母材鋼板の突き合せ部に図2に示す開先形状の開先加工を施した後、管状に成形し、表2に示す溶接条件で内外面1層溶接の多電極サブマージアーク溶接を施して溶接継手を作製した。表1に開先寸法を示す。なお、管状に成形する際の工程は、UOE工程を採用した。
なお、表1中における母材鋼板の引張強度は、鋼管の周方向を引張方向とした際の引張強度である。製造No.1〜4いずれにおいても、引張強さ570〜625MPaであった。
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5
・・・(式3)
ここで、C、Mn、Ni、Cu、Cr、Mo、Vは各元素の含有量[質量%]である。

なお、内面入熱を大幅に増大させた際、外面溶接熱影響部の靭性ほど内面溶接熱影響部の靭性が低下しない理由は外面溶接時の焼きなましによるものと考えられる。
2 シャルピー衝撃試験片
3 ノッチ
4 溶接部
5 溶融線
Claims (3)
- 管状に成形された鋼板を溶接した溶接鋼管であって、
管状に成形された前記鋼板の突き合せ部をサブマージアーク溶接で内面外面の順に内外面それぞれ一層溶接され、
溶接部において、内面側溶融線と外面側溶融線との会合部を内外面溶融線会合部とした際、内面側の前記鋼板表層から前記内外面溶融線会合部までの板厚方向距離L1(mm)と、外面側の前記鋼板表層から前記内外面溶融線会合部までの板厚方向距離L2(mm)とが(1)式を満足することを特徴とする低温靭性に優れたラインパイプ用溶接鋼管。
0.1≦L2/L1≦0.86 ・・・ (1)
(但し、外面側の溶接金属の余盛を含む板厚方向の厚さをW2、全溶接金属の余盛を含む板厚方向の厚さから前記W2を差し引いた厚さをW1としたときのW2/W1が、0.5である場合および0.6以上0.8以下である場合を除く) - 管状に成形された鋼板の突き合せ部をサブマージアーク溶接する際に、開先形状が、内面開先深さd1と外面開先深さd2が(2)式を満足するX開先となるよう加工を施し、得られた前記X開先を内面外面の順にサブマージアーク溶接することを特徴とする、
管状に成形された鋼板を溶接したラインパイプ用溶接鋼管の製造方法であって、
前記ラインパイプ用溶接鋼管は、管状に成形された前記鋼板の突き合せ部をサブマージアーク溶接で内外面それぞれ一層溶接され、
溶接部において、内面側溶融線と外面側溶融線との会合部を内外面溶融線会合部とした際、内面側の前記鋼板表層から前記内外面溶融線会合部までの板厚方向距離L1(mm)と、外面側の前記鋼板表層から前記内外面溶融線会合部までの板厚方向距離L2(mm)とが(1)式を満足する、
低温靭性に優れたラインパイプ用溶接鋼管の製造方法。
0.1≦L2/L1≦0.86 ・・・ (1)
(但し、外面側の溶接金属の余盛を含む板厚方向の厚さをW2、全溶接金属の余盛を含む板厚方向の厚さから前記W2を差し引いた厚さをW1としたときのW2/W1が、0.5である場合を除く)
d2/d1≦1.0 ・・・ (2) - 前記サブマージアーク溶接において、内面側の入熱λ1が3.5〜16.0kJ/mm、外面側の入熱λ2が2.5〜11.0kJ/mmであり、さらに、(3)式を満足することを特徴とする請求項2に記載の低温靭性に優れたラインパイプ用溶接鋼管の製造方法。
0.1≦λ2/λ1≦2.5 ・・・ (3)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018197942A JP6579249B2 (ja) | 2018-10-19 | 2018-10-19 | 低温靭性に優れたラインパイプ用溶接鋼管並びにその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018197942A JP6579249B2 (ja) | 2018-10-19 | 2018-10-19 | 低温靭性に優れたラインパイプ用溶接鋼管並びにその製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013028145A Division JP6693688B2 (ja) | 2013-02-15 | 2013-02-15 | 低温靭性に優れたラインパイプ用溶接鋼管並びにその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019038037A true JP2019038037A (ja) | 2019-03-14 |
| JP6579249B2 JP6579249B2 (ja) | 2019-09-25 |
Family
ID=65727256
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018197942A Expired - Fee Related JP6579249B2 (ja) | 2018-10-19 | 2018-10-19 | 低温靭性に優れたラインパイプ用溶接鋼管並びにその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6579249B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111715984A (zh) * | 2019-03-20 | 2020-09-29 | 天津市同鑫泰钢管制造有限公司 | 一种高强减阻型长距离油气输送用螺旋钢管及其加工工艺 |
-
2018
- 2018-10-19 JP JP2018197942A patent/JP6579249B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP6579249B2 (ja) | 2019-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101797600B (zh) | 一种高强度x100钢级螺旋缝埋弧焊管制造方法 | |
| JP3519966B2 (ja) | 低温靱性に優れた超高強度ラインパイプおよびその製造法 | |
| CN102203301B (zh) | 超高强度管线管用钢板及钢管的制造方法 | |
| WO2013051249A1 (ja) | 溶接熱影響部靱性に優れた溶接鋼管およびその製造方法 | |
| CN102203302B (zh) | 超高强度管线管用钢板及钢管的制造方法 | |
| CN103521550B (zh) | 一种x90级管线钢大口径厚壁直缝埋弧焊管制造方法 | |
| CN102639741A (zh) | 低温韧性优良的厚壁焊接钢管及低温韧性优良的厚壁焊接钢管的制造方法、厚壁焊接钢管制造用钢板 | |
| KR20160127752A (ko) | 특히 심해 적용을 위한 파이프라인을 위해 변형 가능 강으로 열압연 무이음매 파이프를 제조하기 위한 방법, 대응하는 파이프 | |
| CN104451440A (zh) | 一种具有高塑性x70厚壁深海管线用直缝埋弧焊管及其制造方法 | |
| JP5549176B2 (ja) | 耐粒界応力腐食割れ性に優れたマルテンサイト系ステンレス鋼溶接管の製造方法 | |
| JP4171169B2 (ja) | 耐低温割れ性に優れたシーム溶接部を有する超高強度鋼管とその製造方法 | |
| JP5854145B2 (ja) | サブマージアーク溶接方法ならびに溶接継手および鋼管の製造方法 | |
| CN103194678B (zh) | 一种uoe焊管及其制造方法 | |
| JP2009214127A (ja) | 鋼材のサブマージアーク溶接方法 | |
| JP3702216B2 (ja) | シーム溶接部靭性に優れた内外面サブマージアーク溶接鋼管の製造方法 | |
| JP6693688B2 (ja) | 低温靭性に優れたラインパイプ用溶接鋼管並びにその製造方法 | |
| JP5239900B2 (ja) | 鋼材の多電極サブマージアーク溶接方法 | |
| CN103526108B (zh) | 一种抗sscc应力腐蚀优良的x70ms的erw焊管及其制造方法 | |
| JP6579249B2 (ja) | 低温靭性に優れたラインパイプ用溶接鋼管並びにその製造方法 | |
| JP3814112B2 (ja) | シーム溶接部の低温強靱性に優れた超高強度鋼管及びその製造方法 | |
| JP2014155949A (ja) | 低温靭性に優れたラインパイプ用溶接鋼管並びにその製造方法 | |
| JP2009233679A (ja) | 鋼材のサブマージアーク溶接方法 | |
| JP5742091B2 (ja) | 溶接熱影響部の靭性に優れた、鋼材のサブマージアーク溶接方法 | |
| JP5742090B2 (ja) | 溶接熱影響部の靭性に優れた、鋼材のサブマージアーク溶接方法 | |
| JP2004143556A (ja) | 厳格靭性要求を満たす厚肉大径ストレートuoe鋼管およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181019 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20181019 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190725 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190730 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190812 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6579249 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |