JP2019018419A - 付加製造装置 - Google Patents
付加製造装置 Download PDFInfo
- Publication number
- JP2019018419A JP2019018419A JP2017137400A JP2017137400A JP2019018419A JP 2019018419 A JP2019018419 A JP 2019018419A JP 2017137400 A JP2017137400 A JP 2017137400A JP 2017137400 A JP2017137400 A JP 2017137400A JP 2019018419 A JP2019018419 A JP 2019018419A
- Authority
- JP
- Japan
- Prior art keywords
- unit
- powder
- shape
- manufacturing apparatus
- light source
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Producing Shaped Articles From Materials (AREA)
- Powder Metallurgy (AREA)
Abstract
【課題】付加製造中の物体の形状を測定することが可能な付加製造装置を提供する。【解決手段】レーザ光源2を備え、そのレーザ光源2から照射されたレーザ光により付加製造材料の粉末Pを溶融結合させて造形物Mを製造する付加製造装置1である。付加製造装置1は、粉末Pが溶融結合した材料付着部mに計測光Lを照射し、その計測光Lの反射光Rを受光して材料付着部mの形状を測定する形状測定部3を備える。【選択図】図2B
Description
本発明は、付加製造装置に関する。
従来から、付加製造技術が知られている。付加製造は、材料を付着することによって物体を三次元形状の数値表現から作成するプロセスであり、除去的な製造とは対照をなすものである。付加製造は、「3Dプリンター」や「積層造形」とも呼ばれ、多くの場合、複数の層を積層させることによって実現される。
付加製造技術の一例として、レーザ焼結によって3次元物体を製造する方法に関する発明が知られている(下記特許文献1を参照)。特許文献1に記載された従来の製造方法において、物体は、各層におけるその物体に対応する位置において粉末材料を層単位で固化することによって形成される。塗布された粉末層から放出されるIR放射が局所的に検出され、それによってIR放射画像が取得される。この方法は、塗布された粉末層の欠陥および/または幾何学的不規則性が前記IR放射画像に基づいて求められることを特徴とする(同文献、請求項1等を参照)。
この従来の製造方法の効果として、同文献の第0012段落に、「本発明によれば、塗布された粉末において異なる領域が存在する場合、3つ全ての量が赤外領域内で大きく変化するという利点が用いられる。放射率及び反射率の影響の補償は生じない。赤外スペクトルにおいて異なる特性を有するそれらの領域内に存在する高いコントラストに起因して、非常に正確な層観察が可能である。」という記載がある。
また、同文献の第0017段落に、「新たに塗布された粉末層におけるこれらの欠陥及び/又は不規則性は、粉末を塗布した後赤外線カメラによって、異なる温度及び/又は異なる放射率及び/又は異なる反射率に基づいて検出される。同時に、異なる層の厚さを有する領域が、層の表面特性を示す異なる色によって再現される。したがって、新たに塗布された各層を、層ごとに実際の値と目標値とを比較することによって、カラー画像の画像処理によって観察することができる。」という記載がある。
前記特許文献1に記載された方法および装置によれば、粉末材料の状態を赤外線カメラによって検出することが可能であるが、粉末材料が固化した後の形状、すなわち、付加製造中の物体の形状を測定することができないという課題がある。
本発明は、付加製造中の物体の形状を測定することが可能な付加製造装置を提供する。
本発明の付加製造装置は、高エネルギー密度熱源を備え、該高エネルギー密度熱源から照射されたビームにより付加製造材料の粉末を溶融結合させて造形物を製造する付加製造装置であって、前記粉末が溶融結合した材料付着部に計測光を照射し、該計測光の反射光を受光して前記材料付着部の形状を測定する形状測定部を備えることを特徴とする。
本発明によれば、付加製造中の物体の形状を測定することが可能な付加製造装置を提供することができる。上記した以外の課題、構成および効果は、以下の実施形態により明らかにされる。
以下、図面を参照して本発明に係る付加製造装置の実施の形態を説明する。
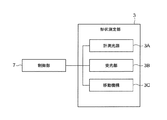
図1Aは、本発明の実施の形態に係る付加製造装置1の概略構成を示すブロック図である。図1Bは、図1Aに示す形状測定部3の構成の一例を示すブロック図である。図1Cは、図1Aおよび図1Bに示す制御部7の構成の一例を示すブロック図である。図2Aおよび図2Bは、図1Aに示す付加製造装置1の概略構成を示す模式的な断面図である。
本実施形態の付加製造装置1は、たとえば、レーザ光源2や電子ビーム熱源等の高エネルギー密度熱源を備えている。付加製造装置1は、このレーザ光源2や電子ビーム熱源から照射されたレーザ光Bや電子ビームなどのビームにより付加製造材料の粉末Pを溶融結合させて造形物Mを製造する粉末床溶融結合方式の付加製造装置である。本実施形態の付加製造装置1は、粉末Pが溶融結合した材料付着部mに計測光Lを照射し、この計測光Lの反射光Rを受光して材料付着部mの形状を測定する形状測定部3を備えることを特徴としている。本実施形態では、高エネルギー密度熱源として、レーザ光源2を備える付加製造装置1を説明する。なお、レーザ光源2に代えて、電子ビーム熱源を備える付加製造装置によっても、本実施形態の付加製造装置1と同様の効果を得ることができる。
本実施形態の付加製造装置1は、たとえば、図1Aおよび図2Aに示すように、レーザ光源2と、形状測定部3と、スキャナミラー4と、材料供給部5と、付加製造部6と、制御部7と、を備えている。また、付加製造装置1は、たとえば、図2Aに示すように、集光レンズ8と、ハーフミラー9と、回収部10と、を備えている。なお、図示は省略するが、付加製造装置1は、各部を収容する真空チャンバーと、その真空チャンバーの内部を減圧する真空ポンプを備えてもよい。
レーザ光源2は、たとえば、数百Wから数kW程度の出力のレーザを発生させるレーザ光源である。レーザ光源2は、たとえば、波長が1080nm、出力が500Wのシングルモードファイバーレーザ、すなわちエネルギー強度がガウス分布のファイバーレーザを発生させるレーザ光源である。
形状測定部3は、たとえば、図1Bに示すように、計測光源3Aと、受光部3Bと、移動機構3Cとを備えることができる。計測光源3Aは、たとえば、形状測定用のレーザ光である計測光Lを照射するレーザ光源である。受光部3Bは、たとえば、計測光源3Aから照射され、測定対象によって反射された計測光Lの反射光Rを受光する受光素子である。移動機構3Cは、たとえば、計測光源3Aおよび受光部3Bを含む形状測定部3を計測光Lの光軸方向に移動させ、計測光Lの光路長を補正する。
形状測定部3は、たとえば、計測光源3Aと受光部3Bによる三角測距方式や、計測光Lの照射から反射光Rの受光までの時間を計測するタイムオブライト方式により、測定対象までの光路長を計測し、測定対象の2次元形状または3次元形状を測定する。なお、形状測定部3は、移動機構3Cを有しなくてもよい。
スキャナミラー4は、レーザ光Bを付加製造材料の粉末Pへ向けて反射させて走査させるとともに、計測光Lを材料付着部mに向けて反射させて走査させる。より具体的には、スキャナミラー4は、たとえば、ガルバノスキャナ40を構成する反射ミラーである。スキャナミラー4は、たとえば、レーザ光源2から照射されたレーザ光Bの反射角度を変化させるように駆動され、付加製造部6に敷き詰められた粉末Pの所定の領域において、レーザ光Bの照射スポットを走査させる。
また、スキャナミラー4は、たとえば、形状測定部3から照射され、ハーフミラー9によって反射された計測光Lを、レーザ光Bと同軸、すなわち、レーザ光Bと同一の光路に反射させる。スキャナミラー4は、たとえば、計測光Lの反射角度を変化させるように駆動され、付加製造部6で粉末Pが溶融結合された材料付着部mの表面において、計測光Lの照射スポットを走査させる。また、スキャナミラー4は、付加製造部6の材料付着部mの表面に照射された計測光Lの反射光Rを、ハーフミラー9に向けて反射させる。
材料供給部5は、付加製造材料の粉末Pを付加製造部6に対して層状に供給するための構成である。材料供給部5は、たとえば、付加製造材料の粉末Pを供給するためのステージ5Aを有し、側壁と底壁とによって囲まれた凹状の部分である。材料供給部5の底壁は、材料供給用のステージ5Aによって構成されている。材料供給部5は、上方が開放されて側壁の上端に開口部を有し、材料供給用のステージ5A上に付加製造材料の粉末Pが載置される。材料供給用のステージ5Aは、たとえば、適宜の昇降機構によって、所定のピッチで昇降可能に設けられている。
材料供給部5は、たとえば、リコーター5Bを備えている。リコーター5Bは、たとえば、適宜の移動機構により、材料供給部5および付加製造部6の開口部に沿って、おおむね水平方向に沿う移動可能に往復することができるように設けられている。リコーター5Bは、材料供給部5から付加製造材料の粉末Pを付加製造部6に供給するときに、材料供給部5の開口部の手前側の位置から、材料供給部5の開口部と付加製造部6の開口部を横断して、回収部10の開口部に臨む位置まで移動する。
造形物Mの付加製造に用いられる付加製造材料としては、特に限定されないが、たとえば、銅、チタン合金、ニッケル合金、アルミニウム合金、コバルトクロム合金、ステンレス鋼などの金属材料の粉末、ポリアミドなどの樹脂材料の粉末、セラミックスの粉末などを用いることができる。
付加製造部6は、たとえば、前述の材料供給部5と同様に、付加製造用のステージ6Aを有し、側壁と底壁とによって囲まれた凹状の部分である。付加製造部6の底壁は、付加製造用のステージ6Aによって構成されている。付加製造部6は、材料供給部5と同様に、上方が開放されて側壁の上端に開口部を有し、付加製造用のステージ6A上に、材料供給部5から供給される付加製造材料の粉末Pと、付加製造によって製造される造形物Mが載置される。
付加製造部6の開口部と材料供給部5の開口部は、たとえば、鉛直方向の高さがおおむね等しく、おおむね水平方向に並んでいる。付加製造用のステージ6Aは、前述の材料供給用のステージ5Aと同様に、たとえば、適宜の昇降機構によって、所定のピッチで昇降可能に設けられている。
制御部7は、たとえば、図示を省略する中央演算処理装置(CPU)、メモリ等の記憶装置、入出力端子、その他の電子部品によって構成されたコンピュータユニットである。制御部7は、たとえば、記憶装置に記憶されたコンピュータプログラムに従って、付加製造装置1の各部を制御する。より具体的には、制御部7は、たとえば、付加製造材料の粉末Pの供給毎に材料付着部mの形成と形状の測定を行うように、材料供給部5、レーザ光源2、形状測定部3およびスキャナミラー4を制御する。
制御部7は、たとえば、図1Cに示すように、変形検出部7Aを有してもよい。変形検出部7Aは、造形物Mの3次元形状のデータに基づいて付加製造材料の粉末Pをレーザ光Bによって溶融結合させた材料付着部mの変形を検出する。より具体的には、造形物Mは、複数の材料付着部mを積層させることによって製造される。そのため、制御部7を構成する記憶装置には、たとえば、各層の材料付着部mの形状の目標値として、各層の材料付着部mの層の3次元形状のデータが保存されている。
変形検出部7Aは、たとえば、記憶装置に記憶された材料付着部mの形状の目標値と、形状測定部3によって測定した材料付着部mの形状の測定値とを比較し、目標値と測定値の差分がしきい値以上の場合に、材料付着部mの変形を検出する。
制御部7は、たとえば、図1Cに示すように、形状補正部7Bを有してもよい。形状補正部7Bは、変形検出部7Aによる材料付着部mの変形の検出後に、材料付着部mの変形を補正するように、材料供給部5、レーザ光源2、形状測定部3およびスキャナミラー4の少なくとも一つの制御量を調整する。より具体的には、形状補正部7Bは、たとえば、制御量として、レーザ光源2の出力およびスキャナミラー4によるレーザ光Bの走査速度を調整することができる。
前述のように、形状測定部3が計測光Lを照射する計測光源3Aと、反射光Rを受光する受光部3Bと、計測光源3Aを移動させる移動機構3Cとを有している場合、制御部7は、移動機構3Cを制御して計測光源3Aを移動させてもよい。より具体的には、制御部7は、たとえば、図2Bに示すように、スキャナミラー4による計測光Lの走査位置に応じて、図1Bに示す移動機構3Cを制御して、計測光源3Aを含む形状測定部3を計測光Lの光軸方向A1に移動させるように構成されている。
集光レンズ8は、たとえば、適宜の移動機構によってレーザ光源2から照射されるレーザ光Bの光軸方向A2に移動可能に設けられている。集光レンズ8の移動機構は、たとえば、制御部7によって制御される。制御部7は、たとえば、集光レンズ8の移動機構を制御して集光レンズ8をレーザ光Bの光軸方向A2に移動させることで、集光レンズ8によって集光されるレーザ光Bのビーム径を制御する。
ハーフミラー9は、図2Aおよび図2Bに示すように、レーザ光源2から照射されるレーザ光Bを透過させるとともに、形状測定部3から照射される計測光Lを反射させる。ハーフミラー9は、反射させた計測光Lを、レーザ光Bと同軸、すなわち、レーザ光Bと同一の光路でスキャナミラーに入射させる。また、ハーフミラー9は、付加製造部6において粉末が溶融結合された材料付着部mに照射された計測光Lの反射光Rを、形状測定部3に向けて反射させる。
回収部10は、図2Aに示すように、たとえば、側壁と底壁によって囲まれた凹状の部分である。図示の例において、回収部10の底壁は、側壁の下端部に固定されているが、材料供給部5および付加製造部6と同様に、昇降可能なステージによって構成されていてもよい。回収部10は、上部が開放されて側壁の上端に開口部を有している。回収部10の開口部と、付加製造部6の開口部は、鉛直方向の高さがおおむね等しく、おおむね水平方向に並んでいる。回収部10は、たとえば、リコーター5Bによって材料供給部5から付加製造部6に供給された余分な粉末Pを収容して回収する。
以下、本実施形態の付加製造装置1の作用について説明する。
本実施形態の付加製造装置1によって造形物Mの付加製造を行うには、まず、制御部7によって付加製造部6の昇降機構を制御して、ステージ6Aを側壁の上端部の開口部から所定のピッチで下降させる。そして、付加製造部6に所定量の付加製造材料の粉末Pを収容可能な状態にする。なお、付加製造装置1が真空チャンバーとその真空チャンバーの内部を減圧する真空ポンプとを備える場合には、まず、真空ポンプによってチャンバー内の空気を排出し、チャンバー内を大気圧よりも減圧された真空状態とし、次に、ステージ6Aを下降させてもよい。
次に、制御部7によって材料供給部5の昇降機構を制御して、ステージ5Aを所定のピッチで上昇させ、開口部よりも上方に所定量の付加製造材料の粉末Pを押し上げる。次に、制御部7によって材料供給部5の移動機構を制御して、材料供給部5の開口部を横断するようにリコーター5Bを移動させる。そして、材料供給部5の開口部の上方に押し上げられた粉末Pを、リコーター5Bによって付加製造部6に移動させる。
さらに、制御部7によって材料供給部5の移動機構を制御して、付加製造部6の開口部を横断するようにリコーター5Bを移動させる。そして、リコーター5Bによって粉末Pを付加製造部6の開口部へ導入して付加製造部6のステージ6Aに載置するとともに、粉末Pを付加製造部6の開口部の高さに平坦に均して敷き詰める。これにより、材料供給部5によって粉末Pが付加製造部6に層状に供給される。
また、付加製造部6に収容されなかった余分な粉末Pは、リコーター5Bによって回収部10の開口部へ導入され、回収部10に収容されて回収される。その後、制御部7によって材料供給部5の移動機構を制御して、リコーター5Bを逆方向に移動させて元の位置に戻す。
次に、レーザ光源2から照射したレーザ光Bを、付加製造部6に配置された粉末Pの所定の領域に走査させ、粉末Pを溶融結合させる。より具体的には、制御部7によってレーザ光源2、集光レンズ8の移動機構、およびガルバノスキャナ40を制御して、レーザ光源2から照射されたレーザ光Bを、付加製造部6に敷き詰められた粉末Pの所定の領域に走査させる。
このレーザ光Bを走査させる粉末Pの所定の領域は、付加製造部6で製造される造形物Mの断面形状に対応する領域であり、より詳細には、造形物Mを製造するために積層される材料付着部mの各層に対応する領域である。このように、付加製造部6に敷き詰められた層状の粉末Pの所定の領域にレーザ光Bを照射することで、粉末Pが溶融結合して、造形物Mの一部として、材料付着部mの層が形成される。
次に、形状測定部3から照射した計測光Lを、付加製造部6に新たに形成された材料付着部mの層の表面に走査させ、計測光Lの反射光Rを形状測定部3によって受光することで、材料付着部mの表面形状を測定する。より具体的には、図2Bに示すように、制御部7によって形状測定部3およびガルバノスキャナ40を制御して、形状測定部3の計測光源3Aから計測光Lを照射しつつ、スキャナミラー4を駆動させる。そして、ハーフミラー9で反射された計測光Lのスキャナミラー4による反射角度を変化させ、計測光Lを材料付着部mに照射して走査させる。
材料付着部mによって反射された計測光Lの反射光Rは、スキャナミラー4およびハーフミラー9によって反射され、形状測定部3の受光部3Bによって受光される。形状測定部3は、材料付着部mの表面上の複数の点で材料付着部mまでの光路長を計測し、材料付着部mの凹凸を含む3次元形状を測定する。
形状測定部3は、材料付着部mの形状を測定する際に、計測光Lの光路長を補正する。たとえば、付加製造部6の中央部と周縁部とでは、形状測定部3から材料付着部mまでの光路長が異なる。たとえば、付加製造部6の中央部では、スキャナミラー4によって反射された計測光Lは、材料付着部mの表面に、おおむね鉛直方向に照射される。これに対し、付加製造部6の周縁部では、スキャナミラー4によって反射された計測光Lは、材料付着部mの表面に、鉛直方向に対してより大きな角度を有して照射される。そのため、付加製造部6に対する計測光Lの照射位置と計測光Lの光路長との関係をあらかじめ記録し、計測光Lの照射位置に応じて光路長を補正する必要がある。
制御部7は、たとえば、あらかじめ記録された付加製造部6に対する計測光Lの照射位置と計測光Lの光路長との関係に基づき、演算によって形状測定部3の計測値を補正することができる。なお、図1Bに示すように、形状測定部3が移動機構3Cを有している場合には、制御部7は、移動機構3Cを制御して、計測光源3Aを、計測光Lの光軸方向A1に移動させてもよい。
より具体的には、制御部7は、たとえば、計測光Lの照射位置が付加製造部6の周縁部に近いほど、計測光源3Aおよび受光部3Bを含む形状測定部3をハーフミラー9に近づけるように移動させる。また、制御部7は、たとえば、計測光Lの照射位置が付加製造部6の中央に近いほど、計測光源3Aおよび受光部3Bを含む形状測定部3をハーフミラー9から遠ざけるように移動させる。
次に、制御部7は、付加製造部6の昇降機構を制御してステージ6Aを所定のピッチで下降させる。そして、ステージ6Aに載置された粉末Pと製造中の造形物Mの上に、所定量の付加製造材料の粉末Pを収容可能な状態にする。次に、制御部7は、材料供給部5の昇降機構を制御してステージ5Aを所定のピッチで上昇させ、開口部よりも上方に所定量の付加製造材料の粉末Pを押し上げる。次に、制御部7は、材料供給部5の移動機構を制御して、材料供給部5の開口部を横断するようにリコーター5Bを移動させる。そして、材料供給部5の開口部の上方に押し上げられた粉末Pをリコーター5Bによって付加製造部6に移動させる。
さらに、制御部7は、材料供給部5の移動機構を制御して、付加製造部6の開口部を横断するようにリコーター5Bを移動させ、リコーター5Bによって新たな粉末Pを付加製造部6の開口部へ導入する。そして、付加製造部6のステージ6Aに載置された粉末Pと造形物Mの一部である材料付着部mの上に、リコーター5Bによって新たな粉末Pを付加製造部6の開口部の高さに平坦に均して敷き詰める。これにより、材料供給部5によって粉末Pが付加製造部6に層状に供給される。
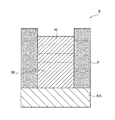
以下、本実施形態の付加製造装置1による付加製造中の物体の形状の測定について、図3から図10を参照して、より詳細に説明する。図3から図10は、図2Aに示す付加製造部6において製造中の造形物Mの拡大断面図である。
図3は、レーザ光Bの照射による材料付着部mの形成と、計測光Lの照射による材料付着部mの形状の測定後に、材料供給部5によって粉末Pが付加製造部6に層状に供給された状態を示している。この状態から、前述のように、造形物Mの3次元形状に対応する粉末Pの領域に、レーザ光Bが照射される。これにより、粉末Pを溶融結合させて、図4に示すように、材料付着部mを形成する。ここで、粉末Pを溶融結合させた材料付着部mは、粒子間に空隙を有する溶融結合前の粉末Pよりも密度が高くなって体積が減少する。そして、材料付着部mの上面は、付加製造部6に敷き詰められた粉末Pの上面よりも低くなる。
このように、本実施形態の付加製造装置1は、レーザ光源2を備えることで、レーザ光源2から照射されたレーザ光Bにより付加製造材料の粉末Pを溶融結合させて造形物Mを製造することができる。さらに、本実施形態の付加製造装置1は、形状測定部3を備えている。形状測定部3は、前述のように、粉末Pが溶融結合した材料付着部mに計測光Lを照射し、その計測光Lの反射光Rを受光して材料付着部mの形状を測定する。したがって、本実施形態の付加製造装置1によれば、材料付着部mの2次元形状および3次元形状を含む、付加製造中の造形物Mの形状を測定することができる。
また、本実施形態の付加製造装置1は、前述のように、レーザ光Bを粉末Pへ向けて反射させて走査させるとともに、計測光Lを材料付着部mに向けて反射させて走査させるスキャナミラー4を備えている。このように、スキャナミラー4によってレーザ光Bおよび計測光Lを走査させることができるので、計測光Lを走査させるための別途の駆動系を設ける必要がない。したがって、低コストかつ省スペースで、材料付着部mの形状を測定することができる。また、たとえばガルバノスキャナ40を構成するスキャナミラー4によって計測光Lを高速で走査させることができるので、短時間での形状測定が可能になる。
また、本実施形態の付加製造装置1において、形状測定部3は、計測光Lを照射する計測光源3Aと、反射光Rを受光する受光部3Bと、計測光源3Aを移動させる移動機構3Cとを有している。そして、制御部7は、スキャナミラー4による計測光Lの走査位置に応じて移動機構3Cを制御して計測光源3Aを移動させることができる。このように、材料付着部mに対する計測光Lの照射位置に応じて、計測光源3Aを移動させることで、計測光Lの照射位置によらず、計測光Lの光路長を一定にすることができ、演算による光路長の補正を省略することができる。
図5は、制御部7によって付加製造部6のステージ6Aならびに材料供給部5のステージ5Aおよびリコーター5Bを制御して、図4に示す製造中の造形物Mの上に粉末Pを層状に敷き詰めた状態を示している。この状態から、制御部7は、前述のように、レーザ光源2およびスキャナミラー4等を制御して、造形物Mの3次元形状に対応する粉末Pの領域に、再びレーザ光Bを照射して走査させる。これにより、粉末Pが溶融結合して、図6に示すように、材料付着部mが積層して形成される。その後、制御部7は、前述のように、形状測定部3およびスキャナミラー4等を制御して、材料付着部mの上面に、再び計測光Lを走査させ、材料付着部mの形状を測定する。
このように、本実施形態の付加製造装置1は、粉末Pを層状に供給する材料供給部5と、粉末Pの供給毎に材料付着部mの形成と形状の測定を行うように、材料供給部5、レーザ光源2、形状測定部3およびスキャナミラー4を制御する制御部7とを備えている。これにより、付加製造部6において積層される材料付着部mの各層の表面形状を、造形物Mの付加製造中に逐次測定することができる。
また、図3に示す状態から、前述のように、造形物Mの3次元形状に対応する粉末Pの領域に、レーザ光Bが照射されたときに、何らかの原因によって、図7に示すように、材料付着部mが予定された形状から変形する場合がある。この変形した状態の材料付着部mの上に、図8に示すように粉末Pが層状に供給された状態で、材料付着部mが変形していない場合と同様にレーザ光Bを照射すると、粉末Pの溶け込みが不十分になる可能性がある。粉末Pの溶け込みが不十分になると、たとえば図10に示すように、材料付着部mの層間に、粉末Pの溶け残りなどの欠陥が発生するおそれがある。
ここで、本実施形態の付加製造装置1において、前述のように、制御部7が材料付着部mの変形を検出する変形検出部7Aを有している場合には、図7に示すような材料付着部mの変形を、変形検出部7Aによって検出することができる。なお、材料付着部mの変形は、図示の例のように、材料付着部mの上面が傾斜する場合だけでなく、材料付着部mの上面に凹凸が形成される場合や、材料付着部mの部分的または全体的な収縮などを含む。
さらに、本実施形態の付加製造装置1において、前述のように、制御部7が形状補正部7Bを有している場合には、材料付着部mの形状を補正し、製造中の造形物Mの形状を補正することができる。すなわち、形状補正部7Bは、変形検出部7Aによる材料付着部mの変形の検出後に、材料付着部mの変形を補正するように、材料供給部5、レーザ光源2、形状測定部3およびスキャナミラー4の少なくとも一つの制御量を調整する。
すなわち、図7に示す変形した材料付着部mの上に、図8に示すように粉末Pが層状に供給されたとき、形状補正部7Bは、材料付着部mの形状に応じて、たとえば、レーザ光源2の出力を上昇させ、または、レーザ光Bの走査速度を低下させる。すなわち、形状補正部7Bは、制御量として、レーザ光源2の出力およびスキャナミラー4によるレーザ光Bの走査速度の少なくとも一方を調整する。これにより、レーザ光Bの照射による粉末Pの溶け込みを増加させ、図9に示すように、粉末Pの溶け残りが発生するのを防止し、造形物Mの欠陥を防止できる。
以上説明したように、本実施形態によれば、付加製造中の物体の形状を測定することが可能な付加製造装置1を提供することができる。以上、図面を用いて本発明の実施の形態を詳述してきたが、具体的な構成はこの実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲における設計変更等があっても、それらは本発明に含まれるものである。
1 付加製造装置、2 レーザ光源(高エネルギー密度熱源)、3 形状測定部、3A 計測光源、3B 受光部、3C 移動機構、4 スキャナミラー、5 材料供給部、7 制御部、7A 変形検出部、7B 形状補正部、B レーザ光(ビーム)、L 計測光、M 造形物、m 材料付着部、P 粉末、R 反射光
Claims (7)
- 高エネルギー密度熱源を備え、該高エネルギー密度熱源から照射されたビームにより付加製造材料の粉末を溶融結合させて造形物を製造する付加製造装置であって、
前記粉末が溶融結合した材料付着部に計測光を照射し、該計測光の反射光を受光して前記材料付着部の形状を測定する形状測定部を備えることを特徴とする付加製造装置。 - 前記高エネルギー密度熱源として、レーザ光源を備え、
前記レーザ光源から照射されたレーザ光を前記粉末へ向けて反射させて走査させるとともに前記計測光を前記材料付着部に向けて反射させて走査させるスキャナミラーを備えることを特徴とする請求項1に記載の付加製造装置。 - 前記粉末を層状に供給する材料供給部と、
前記粉末の供給毎に前記材料付着部の形成と形状の測定を行うように前記材料供給部、前記レーザ光源、前記形状測定部および前記スキャナミラーを制御する制御部と、を備えることを特徴とする請求項2に記載の付加製造装置。 - 前記制御部は、前記材料付着部の変形を検出する変形検出部を有することを特徴とする請求項3に記載の付加製造装置。
- 前記制御部は、前記変形検出部による前記材料付着部の変形の検出後に、前記材料付着部の変形を補正するように前記材料供給部、前記レーザ光源、前記形状測定部および前記スキャナミラーの少なくとも一つの制御量を調整する形状補正部を有することを特徴とする請求項4に記載の付加製造装置。
- 前記形状補正部は、前記制御量として、前記レーザ光源の出力および前記スキャナミラーによる前記レーザ光の走査速度の少なくとも一方を調整することを特徴とする請求項5に記載の付加製造装置。
- 前記形状測定部は、前記計測光を照射する計測光源と、前記反射光を受光する受光部と、前記計測光源を移動させる移動機構とを有し、
前記制御部は、前記スキャナミラーによる前記計測光の走査位置に応じて前記移動機構を制御して前記計測光源を移動させることを特徴とする請求項3に記載の付加製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017137400A JP2019018419A (ja) | 2017-07-13 | 2017-07-13 | 付加製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017137400A JP2019018419A (ja) | 2017-07-13 | 2017-07-13 | 付加製造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019018419A true JP2019018419A (ja) | 2019-02-07 |
Family
ID=65353808
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017137400A Pending JP2019018419A (ja) | 2017-07-13 | 2017-07-13 | 付加製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2019018419A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114630721A (zh) * | 2019-11-11 | 2022-06-14 | 三菱电机株式会社 | 层叠造形装置 |
-
2017
- 2017-07-13 JP JP2017137400A patent/JP2019018419A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114630721A (zh) * | 2019-11-11 | 2022-06-14 | 三菱电机株式会社 | 层叠造形装置 |
| CN114630721B (zh) * | 2019-11-11 | 2024-04-16 | 三菱电机株式会社 | 层叠造形装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20230001645A1 (en) | Method For Calibrating A Device For Producing A Three-Dimensional Object And Device Configured For Implementing Said Method | |
| TWI781202B (zh) | 增材製造方法和設備 | |
| US8803073B2 (en) | Method and device for calibrating an irradiation device | |
| US6930278B1 (en) | Continuous calibration of a non-contact thermal sensor for laser sintering | |
| US11027494B2 (en) | Device and method for calibrating an irradiation system of an apparatus for producing a three-dimensional work piece | |
| EP1466718B1 (en) | Sintering method and apparatus using thermal image feedback | |
| JP6053745B2 (ja) | 照射システムを制御する方法及び制御装置 | |
| US10981225B2 (en) | Method and device for manufacturing a three-dimensional object | |
| TW201811542A (zh) | 控制用於積層製造的能量束之強度分佈 | |
| CN1057033C (zh) | 多束激光烧结 | |
| CN111867754B (zh) | 用于使多束照射系统对准的方法 | |
| US20150202826A1 (en) | Apparatus and method for manufacturing a three-dimensional object layer by layer | |
| US20140271328A1 (en) | Apparatus and methods for manufacturing | |
| KR102032888B1 (ko) | 후처리 일체형 3d 프린터 장치 | |
| US11993007B2 (en) | Measuring system for a device for the generative manufacturing of a three-dimensional object | |
| JP2018153935A (ja) | 積層造形装置、処理装置、及び積層造形方法 | |
| JP6276824B2 (ja) | 加熱システムを含む三次元加工物の製造装置 | |
| WO2019217438A1 (en) | Temperature control for additive manufacturing | |
| US20210060645A1 (en) | Laser Sintering 3D Printing Thermal Compensation System and Method | |
| JP2017144691A (ja) | 粉末床溶融結合装置 | |
| EP4400234A1 (en) | Methods and systems for calibrating an additive manufacturing machine | |
| JP2019018419A (ja) | 付加製造装置 | |
| US20210008795A1 (en) | Powder bed fusion model and method of fabricating same | |
| EP3613561B1 (en) | Apparatus for additively manufacturing three-dimensional objects | |
| KR102214404B1 (ko) | 3d 프린팅에 이용되는 파우더 적층 장치 및 이를 이용한 3d 프린팅 방법 |