JP2017145583A - Decorative material for flooring - Google Patents
Decorative material for flooring Download PDFInfo
- Publication number
- JP2017145583A JP2017145583A JP2016026959A JP2016026959A JP2017145583A JP 2017145583 A JP2017145583 A JP 2017145583A JP 2016026959 A JP2016026959 A JP 2016026959A JP 2016026959 A JP2016026959 A JP 2016026959A JP 2017145583 A JP2017145583 A JP 2017145583A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- moisture
- floor
- base material
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Abstract
Description
本発明は、床用化粧材に関し、特に、化粧材自身の反り、犬などのペットに対する防滑性、擦り音抑制などを考慮した床用化粧材に関する。 The present invention relates to a floor decorative material, and more particularly, to a floor decorative material in consideration of the warpage of the cosmetic material itself, anti-slip properties against pets such as dogs, and suppression of rubbing noise.
床用化粧材は、例えば、木質基材の上に化粧シートを貼り付けて構成される。木質基材としては、良質な原木から得られる木質基材(例えば、広葉樹のラワン合板)があり、天然木による高級感を表現可能である。
しかし、木材伐採制限等により原木が入手し難く、材料不足が進んでいる。この問題は、特にラワン等の広葉樹にとって深刻である。そのため、ラワン合板に代えて使用できる木質基材の開発が進められている。ラワン代替材料としては、例えば、針葉樹合板、木質系廃材から分離した木質繊維又は木質片を接着剤により成形・固化してなる木質板や、早成樹からなる早成樹合板がある。
The flooring decorative material is configured, for example, by pasting a decorative sheet on a wooden base material. As the wooden base material, there is a wooden base material (for example, hardwood lauan plywood) obtained from a good quality raw wood, and it is possible to express a high-class feeling due to natural wood.
However, raw wood is difficult to obtain due to timber cutting restrictions, and there is a shortage of materials. This problem is particularly acute for hardwoods such as Lauan. Therefore, the development of a wood base material that can be used in place of the Lauan plywood is being promoted. Examples of the Lawan alternative material include softwood plywood, wood board obtained by molding and solidifying wood fibers or wood pieces separated from wood-based waste wood with an adhesive, and early-wood plywood made of early-wood.
ただし、これらのラワン代替材料は、ラワン合板と比べて1%含水率変化当たりの寸法変化量が大きく、周囲環境の変化に応じて寸法変化し易いという問題がある。具体的には、ラワン合板の1%含水率当たりの寸法変化量は0.015〜0.02%であるが、MDFやPBでは0.045%程度、針葉樹合板(例えば、ラジアータパイン)では0.025%程度である。そのため、ラワン代替材料は、湿度変化によって反りや曳き曲がり(床面の直角がずれる)が発生し易い特性がある。
上記問題を改善するために、ラワン代替材料の他方の面に防湿フィルムを積層することが提案されている(例えば、特許文献1〜3)。しかしながら、特許文献1〜3に記載した防湿フィルムは透湿度がせいぜい20g/m2・24時間程度であり、ラワン代替材料の反りや曳き曲がりを防止するには性能が不十分である。特に近年では、ラワン代替材料の一方の面に透湿度が低い(2g/m2・24時間以下)化粧シートを積層する場合が多いため、他方の面の透湿度を一方の面と同等又はより透湿度を下げることが求められている。
However, these lauan substitute materials have a problem that the dimensional change amount per 1% moisture content change is larger than that of the lauan plywood, and the dimensional change is easy according to the change of the surrounding environment. Specifically, the amount of dimensional change per 1% moisture content of Lauan plywood is 0.015 to 0.02%, but about 0.045% for MDF and PB, and 0 for softwood plywood (for example, Radiata Pine). It is about 0.025%. For this reason, the Lawan alternative material has a characteristic that warp and bend (the right angle of the floor surface shifts) easily occur due to changes in humidity.
In order to improve the above problem, it has been proposed to laminate a moisture-proof film on the other surface of the Lawan alternative material (for example, Patent Documents 1 to 3). However, the moisture-proof films described in Patent Documents 1 to 3 have a moisture permeability of about 20 g / m 2 · 24 hours at the most, and the performance is insufficient to prevent warping and bending of the Lawan alternative material. Particularly in recent years, a decorative sheet having a low moisture permeability (2 g / m 2 · 24 hours or less) is often laminated on one side of the Lawan alternative material, so the moisture permeability of the other side is equal to or higher than that of one side. There is a need to reduce moisture permeability.
以上により、木質基材として1%含水率変化当たりの寸法変化量が0.02%よりも大きいラワン代替材料を使用し、その一方の面に透湿性の低い化粧シートを積層した場合でも、反りや曳き曲がりの発生が抑制された床用化粧材の開発が望まれている。
また、近年の屋内あるいは屋外の建造物床面にはフローリング材が多く用いられている。フローリングの多くは突き板に塗装を施したものであるが、木目のデザイン性や自然な風合いを持つ一方で、実用に際しては耐傷性、耐汚染性、耐候性などの表面性能が要求されることから、最近の床材は木質系基材に化粧シートをラミネートした床用化粧材も多く用いられる傾向にある。
As described above, even when a lauan substitute material having a dimensional change amount per 1% moisture content change larger than 0.02% is used as a wooden base material and a decorative sheet having low moisture permeability is laminated on one surface thereof, the warp is warped. Development of a flooring material in which the occurrence of bending and curving is suppressed is desired.
In addition, flooring materials are often used on indoor or outdoor building floors in recent years. Most of the flooring is painted veneer, but it has a wood grain design and natural texture, but it requires surface performance such as scratch resistance, contamination resistance, and weather resistance for practical use. Therefore, recent flooring materials tend to be often used for flooring materials in which a decorative sheet is laminated on a wooden base material.
ここで、床材への要求品質には建築基準法をはじめとした法令に基づくもの、またエコマークやJIS等の規格に基づくものなどがあり、さらに実用上の耐候性、耐傷性、耐汚染性などさまざまな要求品質にあわせて材料設計を行い、また表面形状や光沢などの仕上げを選ぶ必要がある。
一方、実用上の要求性能を満たすと同時に、利用者の住環境に対する意識の高まりから、床材に対しても安全性や快適性あるいは環境配慮の観点から新たな要求が出始めている。そのひとつが防滑性である。これはたとえばJIS−A1454「高分子系張り床材試験方法」によって測定され、C.S.R.値によって示される歩行を想定した滑り難さの基準値で表現される。
Here, the required quality for flooring includes those based on laws and regulations such as the Building Standards Act, those based on standards such as Eco Mark and JIS, etc., and practical weather resistance, scratch resistance, and contamination resistance. It is necessary to design the material according to various required qualities such as properties and to select the finish such as surface shape and gloss.
On the other hand, as well as satisfying the required performance in practical use, new demands for flooring materials have begun to emerge from the viewpoint of safety, comfort or environmental considerations due to the growing awareness of the living environment of users. One of them is slip resistance. This is measured, for example, according to JIS-A1454 “Polymer-based tension flooring test method”. S. R. It is expressed by a reference value of the difficulty of slipping assuming walking indicated by the value.
屋外、特に階段やバルコニー、マンション廊下などの用いられる床用のシートに関しては、従来より表面に凹凸を施したさまざまな床材が実用化されている。その一つとして、基材上に盛り上がり印刷模様部を形成し、この印刷模様部の表面に架橋樹脂からなる点状防滑小突起群を印刷を用いて形成して一体的に固着したノンスリップ床材が知られている。
また、床材の防滑に対する要求は別の角度からも提起されており、例えば室内でペット特に犬を飼う際に、フローリングのすべりがペットの歩行を妨げ、脚の骨や関節に異常をきたしたり、ストレスになっているという問題がある。
For floor sheets used outdoors, especially for stairs, balconies, and condominium corridors, various flooring materials with uneven surfaces have been put to practical use. As one of them, a non-slip floor material in which a raised printed pattern portion is formed on a substrate, and a point-shaped anti-skid small protrusion group made of a crosslinked resin is formed on the surface of the printed pattern portion by printing is integrally fixed. It has been known.
In addition, there is a demand for anti-slip flooring from another angle.For example, when keeping pets, especially dogs, indoors, slipping of the flooring prevents the pet from walking and causes abnormal bones and joints in the legs. There is a problem of being stressed.
これに対応し、従来では、フローリングの表面に専用のスリップ防止ワックスを塗るという対応もなされているが、床全体の塗布にはコストがかかる上煩雑であり、その上定期的に塗りなおさなくてはならないという問題がある。
ペットとフローリングとの問題はそれだけにとどまらず、特に犬を室内で飼育する場合には、犬の歩行に際してのフローリングと脚の爪の当接音や擦り音が不快な音として聞こえることが問題とされる場合もある。
In response to this, conventionally, a special anti-slip wax has been applied to the surface of the flooring, but it is costly and cumbersome to apply to the entire floor, and in addition, it must be reapplied regularly. There is a problem that must not be.
The problem of pets and flooring is not limited to that. Especially when dogs are raised indoors, it is considered that flooring and leg claw sounds and rubbing sounds can be heard as unpleasant sounds when walking dogs. There is also a case.
本発明は、以上のような点を鑑みてなされたものであって、木質基材として1%含水率変化当たりの寸法変化量が0.02%よりも大きい木質系基材を使用しても、反りや曳き曲がりの発生を抑制すると共に、防滑性能を損なうことなく、ペット等の歩行に伴う不快な擦り音の発生を防止することのできる床用化粧材の提供を目的とする。 The present invention has been made in view of the above points, and a wooden base material having a dimensional change per 1% moisture content change larger than 0.02% is used as the wooden base material. An object of the present invention is to provide a floor decorative material that can suppress the generation of unpleasant rubbing noise associated with walking of a pet or the like while suppressing the occurrence of warping and curving, and without impairing the anti-slip performance.
課題を解決するために、本発明の一態様の床用化粧材は、木質基材の一方の面に化粧シートが設けられると共に、上記木質基材の他方の面に防湿フィルムが設けられた床用化粧材であって、上記木質基材は、1%含水率変化当たりの寸法変化量が0.02%よりも大きく、且つ平均含水率が6〜10質量%であって、上記防湿フィルムは、透湿度が7g/m2・24時間以下であり、さらに、上記床用化粧材における化粧シート側の表面には、複数の凸部が形成され、上記凸部の高さは20μm以上80μm以下の範囲であり、平面視における上記各凸部は、その面積を円形状に換算した場合に、円の直径が40μm以上200μm以下の範囲であり、平面視における単位面積当たりに上記複数の凸部の占める割合が0.05以上0.5以下の範囲で、当該複数の凸部がランダムに配置されていることを特徴とする。 In order to solve the problem, a floor decorative material according to one embodiment of the present invention is a floor in which a decorative sheet is provided on one surface of a wooden base material and a moisture-proof film is provided on the other surface of the wooden base material. The wood base material has a dimensional change amount per 1% moisture content change of more than 0.02% and an average moisture content of 6 to 10% by mass. The moisture permeability is 7 g / m 2 · 24 hours or less, and a plurality of convex portions are formed on the decorative sheet side surface of the floor decorative material, and the height of the convex portions is 20 μm or more and 80 μm or less. Each of the convex portions in plan view has a circle diameter in a range of 40 μm or more and 200 μm or less when the area is converted into a circular shape, and the plurality of convex portions per unit area in plan view. The proportion of occupying 0.05 to 0.5 In enclosed, the plurality of protrusions, characterized in that it is arranged at random.
本発明の態様によれば、木質基材として1%含水率変化当たりの寸法変化量が0.02%よりも大きい木質系基材を使用しても、反りや曳き曲がりの発生を抑制可能となることで、経年的に防滑性能を損なうことなく、ペット等の歩行に伴う不快な擦り音の発生を防止することのできる床用化粧材を提供することが可能となる。 According to the aspect of the present invention, it is possible to suppress the occurrence of warping and curving even when a woody base material having a dimensional change per 1% moisture content change larger than 0.02% is used as the wooden base material. As a result, it is possible to provide a floor cosmetic that can prevent generation of an unpleasant rubbing sound accompanying walking of a pet or the like without impairing the anti-slip performance over time.
次に、本発明の実施形態について図面を参照して説明する。
ここで、図面は模式的なものであり、厚さと平面寸法との関係、各層の厚さの比率等は現実のものとは異なる。また、以下に示す実施形態は、本発明の技術的思想を具体化するための構成を例示するものであって、本発明の技術的思想は、構成部品の材質、形状、構造等が下記のものに特定するものでない。本発明の技術的思想は、特許請求の範囲に記載された請求項が規定する技術的範囲内において、種々の変更を加えることができる。
本実施形態の床用化粧材10は、図1に示すように、木質基材11の一方の面(表面)に化粧シート1が設けられていると共に、上記木質基材11の他方の面(裏面)に防湿フィルム20が設けられている。
Next, embodiments of the present invention will be described with reference to the drawings.
Here, the drawings are schematic, and the relationship between the thickness and the planar dimensions, the ratio of the thickness of each layer, and the like are different from the actual ones. Further, the embodiment described below exemplifies a configuration for embodying the technical idea of the present invention, and the technical idea of the present invention is that the material, shape, structure, etc. of the component parts are as follows. It is not something specific. The technical idea of the present invention can be variously modified within the technical scope defined by the claims described in the claims.
As shown in FIG. 1, the floor
<木質基材11>
木質基材11は、1%含水率変化当たりの寸法変化量が0.02%よりも大きく、且つ平均含水率が6〜10質量%である木質基材を使用する。そのような木質基材11としては、例えば、中密度木質繊維板(MDF)、高密度木質繊維板(HDF)、パーティクルボード(PB)、針葉樹合板及び早成樹合板の一つ、又はこれらの板から選択された2以上の板を積層して構成される基材が例示出来る。
このように、木質基材11としてラワン代替材料を用いる。つまり、従来のラワン合板等に置き換わる材料であって、例えば、中密度木質繊維板(MDF)、高密度木質繊維板(HDF)、パーティクルボード(PB)、針葉樹合板、早成樹合板等の少なくとも1種を用いる。早成樹としては、ポプラ、ファルカタ、アカシア、カメレレ、ユーカリ、ターミナリア等が挙げられる。これらのラワン代替材料は、1%含水率変化当たりの寸法変化量が0.02%よりも大きい。
<Wood
The
In this way, the Lauan alternative material is used as the
ここで、本明細書における「1%含水率当たりの寸法変化量」は、次の手順により測定される寸法変化量である。
(1)300mm×303mmにカットした木質基材11の試験片を用意する。
(2)常温(25℃)環境下、試験片の現在の寸法(四辺の長さ)をノギスで測定する。
(3)試験片を40℃オーブン(湿度フリー、乾燥雰囲気≒0%湿度)に1週間放置する。
(4)1週間後、試験片の質量と寸法(四辺の長さ)を測定する。
(5)両条件の測定データから1%含水率変化当たりの寸法変化率を測定する。
Here, the “dimensional change per 1% moisture content” in the present specification is a dimensional change measured by the following procedure.
(1) Prepare a test piece of the
(2) In a normal temperature (25 ° C.) environment, the current dimensions (length of four sides) of the test piece are measured with a caliper.
(3) The test piece is left in a 40 ° C. oven (humidity free, dry atmosphere≈0% humidity) for one week.
(4) After 1 week, the mass and dimensions (length of four sides) of the test piece are measured.
(5) The dimensional change rate per 1% moisture content change is measured from the measurement data of both conditions.
木質基材11の厚みは特に限定的ではないが、2〜15mm程度が好ましく、2〜12mm程度がより好ましい。
本実施形態では、床用化粧材10を施工場所に応じてカットして用いる場合に備えて、木質基材11として、平均含水率が6〜10質量%であり、且つ中央部の含水率が周辺部の含水率と比較して−1%〜+2%の範囲である木質基材11を用いることが好ましい。木質基材11のサイズが、例えば、縦150mm×横1840mm程度(特に短辺の長さが200mm以下)となる場合は、木質基材11の中央部と周辺部の含水率の偏りによって反りや曳き曲がりが生じ易くなる。よって、木質基材11の含水率特性を上記条件に設定することにより、床用化粧材10をカットして用いる場合でも反りや曳き曲がりの発生を抑制することができる。なお、床用化粧材10をカットして用いる場合としては、具体的には、床用化粧材10を施工する部屋の隅部分(壁際又は柱の周辺)に施工する場合が想定される。
The thickness of the
In this embodiment, the average moisture content is 6 to 10% by mass as the
木質基材11の平均含水率は、6〜10質量%が好ましく、6.5〜8.0質量%がより好ましい。平均含水率が上記範囲内であれば、カット後の曳き曲がりや反りの発生を抑制し易い。その中でも、床用化粧材10を床暖房用途に用いる場合には、平均含水率を6〜9質量%に設定することが好ましい。
木質基材11の含水率は、中央部の含水率が周辺部の含水率と比較して−1%〜+2%の範囲であることが好ましく、−0.5%〜+1.0%の範囲であることがより好ましい。なお、木質基材11の周辺部とは木質基材11の周囲5cmの範囲を意味し、木質基材11の中央部とは上記周辺部を除いた木質基材11の内部を意味する。
6-10 mass% is preferable and, as for the average moisture content of the
The moisture content of the
また、本明細書における木質基材11の平均含水率及び含水率差(以下、「含水率差」は、木質基材11の周辺部と中央部の含水率差を示す。)は次の手順で測定される値である。
(A)縦303mm×横1818mmの木質基材11を用意する。
(B)木質基材11の周辺から5cmの範囲を周辺部とし、それよりも内側を中央部とする。
上記用意した木質基材11から均等に5cm×5cmのサンプルを35個採取し、全乾法により含水率を測定する。全乾法とは、各サンプルを105℃のオーブンに3日間放置した後、下記算出式から各サンプルの含水率を測定する方法である。放置前を処理前、放置後を処理後と言う。
含水率(%)={(処理前質量−処理後質量)/処理後質量}×100
(C)35個のサンプルの平均値を「平均含水率」とする。
(D)中央部のサンプル(15個)の平均値から周辺部のサンプル(20個)の平均値を引いた値を「含水率差」とする。
Moreover, the average moisture content and moisture content difference (hereinafter, “moisture content difference” in the present specification indicates the moisture content difference between the peripheral portion and the central portion of the wood substrate 11) are as follows. It is a value measured by.
(A) A
(B) A range of 5 cm from the periphery of the
Thirty-five 35 cm × 5 cm samples are collected from the prepared
Moisture content (%) = {(mass before treatment−mass after treatment) / mass after treatment} × 100
(C) The average value of 35 samples is defined as “average moisture content”.
(D) The value obtained by subtracting the average value of the peripheral samples (20 samples) from the average value of the central samples (15 samples) is defined as “moisture content difference”.
<防湿フィルム20>
防湿フィルム20は、透湿度が7g/m2・24時間以下となっている。
本実施形態の透湿度は、JIS Z0208(透湿度試験方法(カップ法))に準じて、温度40℃、湿度90%RH環境下での測定値である。以下、本明細書における透湿度はこの条件での測定値である。
本実施形態の防湿フィルム20は、樹脂製の基材層21と、その基材層21上に形成された蒸着層22とを有する。これによって、透湿度が7g/m2・24時間以下となる。防湿フィルム20の透湿度が1g/m2・24時間以下のものが好ましい。
<
The moisture-
The moisture permeability of the present embodiment is a measured value in a temperature 40 ° C., humidity 90% RH environment according to JIS Z0208 (moisture permeability test method (cup method)). Hereinafter, the moisture permeability in the present specification is a measured value under these conditions.
The moisture-
防湿フィルム20は、上記蒸着層22の上に表面保護層23を有することが好ましい。このとき、防湿フィルム20は、上記基材層21と上記蒸着層22との間にプライマー層を有することが好ましい。
さらに、防湿フィルム20の表裏表面の少なくとも一方の面に接着用のプライマー層が形成されていることが好ましい。
透湿度が7g/m2・24時間以下である防湿フィルム20を裏面に設けることで、木質基材11の裏面の透湿性が低く抑えられている。そのため、木質基材11として1%含水率変化当たりの寸法変化量が0.02%よりも大きいラワン代替材料を用い且つ表面に透湿性の低い化粧シート1を積層した場合であっても、木質基材11の裏面と表面の透湿性を同程度に設定することができる。このため、床用化粧材10の反りや引き曲がりの発生が十分に抑制されている。このような本発明の床用化粧材10は、各種建築物の床面に施工する床用化粧材10及び特殊用途として床暖房用途に用いる床用化粧材10として適している。
The moisture-
Furthermore, it is preferable that an adhesive primer layer is formed on at least one of the front and back surfaces of the moisture-
By providing the moisture-
防湿フィルム20の基材層21は、樹脂製であり、例えばポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−ビニルアルコール共重合体、これらの混合物等のオレフィン系熱可塑性樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリエチレンナフタレート−イソフタレート共重合体、ポリカーボネート、ポリアリレート等のエステル系熱可塑性樹脂;ポリメタアクリル酸メチル、ポリメタアクリル酸エチル、ポリアクリル酸ブチル等のアクリル系熱可塑性樹脂;ポリイミド、ポリウレタン、ポリスチレン、アクリロニトリル−ブタジエン−スチレン樹脂等の非ハロゲン系熱可塑性樹脂などが挙げられる。
The
基材層21は、一軸又は二軸方向に延伸したシートであっても、未延伸であってもよい。蒸着層22を形成する場合には、機械的強度が強く、寸法安定性に優れるなどの理由から二軸方向に延伸したシートが好ましい。合成樹脂製の基材層21の厚さは、概ね9〜25μmが適当である。
蒸着層22としては、アルミニウムに代表される金属薄膜からなる無機物の蒸着層、酸化珪素、酸化マグネシウム、酸化アルミニウムに代表される無機酸化物薄膜からなる無機酸化物蒸着層が挙げられる。蒸着層22は、真空蒸着法、プラズマ活性化化学反応蒸着法等の周知の蒸着法で、合成樹脂製の基材層21に形成される。より好ましくは、蒸着層22が透明である無機酸化物蒸着層である。
蒸着層22のガスバリア性を一層向上させる目的で、蒸着層22上に表面保護層23を設けることが好ましい。
The
Examples of the
In order to further improve the gas barrier property of the
表面保護層23としては、ポリビニルアルコール系樹脂が挙げられる。また、一般式R1 nM(OR2)m(ただし、式中、R1、R2は炭素数1〜8の有機基を表し、Mは金属原子を表し、nは0以上の整数を表し、mは1以上の整数を表し、n+mはMの原子価を表す)で表される少なくとも1種以上のアルコキシドと、ポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体とを含有し、更にゾル−ゲル法触媒、酸、水及び有機溶剤の存在下でゾルゲル法によって重縮合して調製される組成物が挙げられる。また、ポリビニルアルコール及びエチレン・ビニルアルコール共重合体を組み合わせることによって、ガスバリア性、耐水性、耐候性などが著しく向上する。上記組成物にはシランカップリング剤等を添加してもよい。これらの樹脂又は組成物を蒸着層22上にロールコート法、グラビアコート法等の周知の塗布方法で塗布することにより表面保護層23が得られる。表面保護層23は蒸着層22の保護層としても機能し、その厚さは概ね1〜10μmが適当である。
Examples of the surface
基材層21の面や表面保護層23の面の少なくとも一方の面は、必要に応じて、コロナ処理等の表面処理を施すことが好ましい。このような表面処理によって、更に隣接層との接着強度を高めることができる。また、基材層21と蒸着層22との間、並びに防湿フィルム20の片面又は両面に更にプライマー層を設けてもよい。
これらのプライマー層は、基材層21と蒸着層22との密着性を高めるためや、防湿フィルム20を他の層に積層する際の密着性を高めるために設ける。
プライマー層に用いる樹脂としては、エステル系樹脂、ウレタン系樹脂、アクリル系樹脂、ポリカーボネート系樹脂、塩化ビニル−酢酸ビニル共重合体、ポリビニルブチラール系樹脂、ニトロセルロース系樹脂等を挙げることができ、これらの樹脂は単独又は混合して使用できる。プライマー層の形成は、ロールコート法やグラビア印刷法等の適宜の塗布手段を用いて行える。
At least one of the surface of the
These primer layers are provided in order to enhance the adhesion between the
Examples of the resin used for the primer layer include ester resins, urethane resins, acrylic resins, polycarbonate resins, vinyl chloride-vinyl acetate copolymers, polyvinyl butyral resins, nitrocellulose resins, and the like. These resins can be used alone or in combination. The primer layer can be formed using an appropriate application means such as a roll coating method or a gravure printing method.
この中でも、プライマー層は、(i)アクリル樹脂とウレタン樹脂との共重合体と(ii)イソシアネートとから形成するのが好ましい。即ち、(i)のアクリル樹脂とウレタン樹脂との共重合体は、末端に水酸基を有するアクリル重合体成分(成分A)、両末端に水酸基を有するポリエステルポリオール成分(成分B)、ジイソシアネート成分(成分C)を配合して反応させてプレポリマーとなし、該プレポリマーに更にジアミンなどの鎖延長剤(成分D)を添加して鎖延長することで得られるものである。この反応によりポリエステルウレタンが形成されると共にアクリル重合体成分が分子中に導入され、末端に水酸基を有するアクリル−ポリエステルウレタン共重合体が形成される。このアクリル−ポリエステルウレタン共重合体の末端の水酸基を(ii)のイソシアネートと反応させて硬化させて形成する。 Among these, the primer layer is preferably formed from (i) a copolymer of an acrylic resin and a urethane resin and (ii) an isocyanate. That is, the copolymer of (i) an acrylic resin and a urethane resin is composed of an acrylic polymer component having a hydroxyl group at the terminal (component A), a polyester polyol component having a hydroxyl group at both ends (component B), and a diisocyanate component (component). C) is mixed and reacted to form a prepolymer, and a chain extender (component D) such as diamine is further added to the prepolymer to extend the chain. By this reaction, polyester urethane is formed and an acrylic polymer component is introduced into the molecule to form an acrylic-polyester urethane copolymer having a hydroxyl group at the terminal. The acrylic-polyester urethane copolymer is formed by reacting the terminal hydroxyl group with the isocyanate (ii) and curing.
上記成分Aは、末端に水酸基を有する直鎖状のアクリル酸エステル重合体が用いられる。具体的には、末端に水酸基を有する直鎖状のポリメチルメタクリレート(PMMA)が耐候性(特に光劣化に対する特性)に優れ、ウレタンと共重合させるのが容易である点から好ましい。上記成分Aは、共重合体においてアクリル樹脂成分となるものであり、分子量5000〜7000(質量平均分子量)のものが耐候性、接着性が特に良好であるために好ましく用いられる。また、上記成分Aは、両末端に水酸基を有するもののみを用いてもよいが、片末端に共役二重結合が残っているものを上記の両末端に水酸基を有するものと混合して用いてもよい。 As the component A, a linear acrylate polymer having a hydroxyl group at the terminal is used. Specifically, linear polymethyl methacrylate (PMMA) having a hydroxyl group at the terminal is preferable because it is excellent in weather resistance (particularly, characteristics against photodegradation) and can be easily copolymerized with urethane. The component A is an acrylic resin component in the copolymer, and those having a molecular weight of 5000 to 7000 (mass average molecular weight) are preferably used because of particularly good weather resistance and adhesiveness. In addition, the component A may be used only having a hydroxyl group at both ends, but a mixture in which a conjugated double bond remains at one end is mixed with the one having a hydroxyl group at both ends. Also good.
上記成分Bは、ジイソシアネートと反応してポリエステルウレタンを形成し、共重合体においてウレタン樹脂成分を構成する。上記成分Bは、両末端に水酸基を有するポリエステルジオールが用いられる。このポリエステルジオールとしては、芳香族又はスピロ環骨格を有するジオール化合物とラクトン化合物又はその誘導体、又はエポキシ化合物との付加反応生成物、二塩基酸とジオールとの縮合生成物、及び、環状エステル化合物から誘導されるポリエステル化合物等を挙げることができる。上記ジオールとしては、エチレングリコール、プロピレングリコール、ジエチレングリコール、ブタンジオール、ヘキサンジオール、メチルペンテンジオール等の短鎖ジオール;1、4−シクロへキサンジメタノール等の脂環族短鎖ジオール等を挙げることができる。また、二塩基酸としては、アジピン酸、フタル酸、イソフタル酸、テレフタル酸等を挙げることができる。ポリエステルポリオールとして好ましいのは、酸成分としてアジピン酸又はアジピン酸とテレフタル酸の混合物、特にアジピン酸が好ましく、ジオール成分として3−メチルペンテンジオール及び1、4−シクロへキサンジメタノールを用いたアジペート系ポリエステルである。 The component B reacts with diisocyanate to form polyester urethane and constitutes a urethane resin component in the copolymer. The component B is a polyester diol having hydroxyl groups at both ends. Examples of the polyester diol include an addition reaction product of a diol compound having an aromatic or spiro ring skeleton and a lactone compound or a derivative thereof, or an epoxy compound, a condensation product of a dibasic acid and a diol, and a cyclic ester compound. Examples thereof include a derived polyester compound. Examples of the diol include short-chain diols such as ethylene glycol, propylene glycol, diethylene glycol, butanediol, hexanediol, and methylpentenediol; and alicyclic short-chain diols such as 1,4-cyclohexanedimethanol. it can. Examples of the dibasic acid include adipic acid, phthalic acid, isophthalic acid, terephthalic acid and the like. Preferred as the polyester polyol is adipic acid using adipic acid or a mixture of adipic acid and terephthalic acid as the acid component, particularly preferably adipic acid, and 3-methylpentenediol and 1,4-cyclohexanedimethanol as the diol component. Polyester.
プライマー層において、上記成分Bと上記成分Cとが反応して形成されるウレタン樹脂成分は、上記プライマー層に柔軟性を与え、接着性向上に寄与する。また、アクリル重合体からなるアクリル樹脂成分は、上記プライマー層において耐候性および耐ブロッキング性に寄与する。ウレタン樹脂において、上記成分Bの分子量は上記プライマー層に柔軟性を十分に発揮可能なウレタン樹脂が得られる範囲であればよく、アジピン酸又はアジピン酸とテレフタル酸の混合物と、3−メチルペンタンジオール及び1、4−シクロへキサンジメタノールからなるポリエステルジオールの場合、500〜5000(質量平均分子量)が好ましい。 In the primer layer, the urethane resin component formed by the reaction of the component B and the component C gives flexibility to the primer layer and contributes to improvement in adhesion. Moreover, the acrylic resin component which consists of an acrylic polymer contributes to a weather resistance and blocking resistance in the said primer layer. In the urethane resin, the molecular weight of the component B may be within a range in which a urethane resin capable of sufficiently exhibiting flexibility in the primer layer is obtained. Adipic acid or a mixture of adipic acid and terephthalic acid, and 3-methylpentanediol And in the case of the polyester diol which consists of 1, 4- cyclohexane dimethanol, 500-5000 (mass average molecular weight) is preferable.
上記成分Cは、1分子中に2個のイソシアネート基を有する脂肪族又は脂環族のジイソシアネート化合物が用いられる。このジイソシアネートとしては、例えば、テトラメチレンジイソシアネート、2、2、4(2、4、4)−1、6−ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、4、4’−ジシクロヘキシルメタンジイソシアネート、1、4’−シクロヘキシルジイソシアネート等を挙げることができる。ジイソシアネート成分としては、イソホロンジイソシアネートが物性及びコストの点で好ましい。上記の成分A〜Cを反応させる場合のアクリル重合体、ポリエステルポリオールおよび後述する鎖延長剤の合計の水酸基(アミノ基の場合もある)と、イソシアネート基の当量比はイソシアネート基が過剰となるようにする。 As the component C, an aliphatic or alicyclic diisocyanate compound having two isocyanate groups in one molecule is used. Examples of the diisocyanate include tetramethylene diisocyanate, 2, 2, 4 (2, 4, 4) -1, 6-hexamethylene diisocyanate, isophorone diisocyanate, 4, 4′-dicyclohexyl methane diisocyanate, and 1, 4′-cyclohexyl. A diisocyanate etc. can be mentioned. As the diisocyanate component, isophorone diisocyanate is preferable in terms of physical properties and cost. When the above-mentioned components A to C are reacted, the equivalent ratio of the total hydroxyl group (may be an amino group) of the acrylic polymer, polyester polyol and chain extender described below and the isocyanate group is such that the isocyanate group becomes excessive. To.
上記の三成分A、B、Cを60〜120℃で2〜10時間程度反応させると、ジイソシアネートのイソシアネート基がポリエステルポリオール末端の水酸基と反応してポリエステルウレタン樹脂成分が形成されると共にアクリル重合体末端の水酸基にジイソシアネートが付加した化合物も混在し、過剰のイソシアネート基及び水酸基が残存した状態のプレポリマーが形成される。このプレポリマーに鎖延長剤として、例えば、イソホロンジアミン、ヘキサメチレンジアミン等のジアミンを加えてイソシアネート基を上記鎖延長剤と反応させ、鎖延長することでアクリル重合体成分がポリエステルウレタンの分子中に導入され、末端に水酸基を有する(i)のアクリル−ポリエステルウレタン共重合体を得ることができる。 When the above three components A, B and C are reacted at 60 to 120 ° C. for about 2 to 10 hours, the isocyanate group of the diisocyanate reacts with the hydroxyl group at the end of the polyester polyol to form a polyester urethane resin component and an acrylic polymer. A compound in which diisocyanate is added to the terminal hydroxyl group is also mixed, and a prepolymer is formed in a state where excess isocyanate group and hydroxyl group remain. As a chain extender, for example, a diamine such as isophorone diamine or hexamethylene diamine is added to this prepolymer, the isocyanate group is reacted with the chain extender, and the chain is extended so that the acrylic polymer component is contained in the polyester urethane molecule. The (i) acrylic-polyester urethane copolymer introduced and having a hydroxyl group at the terminal can be obtained.
(i)のアクリル−ポリエステルウレタン共重合体に、(ii)のイソシアネートを加えると共に、塗布法、乾燥後の塗布量を考慮して必要な粘度に調節した塗布液となし、グラビアコート法、ロールコート法等の周知の塗布法で塗布することにより上記プライマー層を形成すればよいものである。また、(ii)のイソシアネートとしては、(i)のアクリル−ポリエステルウレタン共重合体の水酸基と反応して架橋硬化させることが可能なものであればよく、たとえば、2価以上の脂肪族ないし芳香族イソシアネートが使用でき、特に熱変色防止、耐候性の点から脂肪族イソシアネートが望ましい。具体的には、トリレンジイソシアネート、キシリレンジイソシアネート、4、4’−ジシクロヘキシルメタンジイソシアネート、ヘキサメチレンジイソシアネート、リジンジイソシアネートの単量体、これらの2量体、3量体などの多量体、或いは、これらのイソシアネートをポリオールに付加した誘導体(アダクト体)のようなポリイソシアネートなどを挙げることができる。 Addition of isocyanate of (ii) to acrylic-polyester urethane copolymer of (i), coating method, coating solution adjusted to necessary viscosity in consideration of coating amount after drying, gravure coating method, roll The primer layer may be formed by coating by a known coating method such as a coating method. The isocyanate of (ii) may be any isocyanate that can be crosslinked and cured by reacting with the hydroxyl group of the acrylic-polyester urethane copolymer of (i). An aliphatic isocyanate can be used, and an aliphatic isocyanate is particularly desirable from the viewpoint of thermal discoloration prevention and weather resistance. Specifically, tolylene diisocyanate, xylylene diisocyanate, 4,4'-dicyclohexylmethane diisocyanate, hexamethylene diisocyanate, lysine diisocyanate monomer, multimers such as dimer and trimer thereof, or these And polyisocyanates such as derivatives (adducts) obtained by adding the above isocyanate to a polyol.
なお、上記プライマー層の乾燥後の塗布量としては、1〜20g/m2であり、好ましくは1〜5g/m2である。また、上記プライマー層は、必要に応じてシリカ粉末などの充填剤、光安定剤、着色剤等の添加剤を添加した層としてもよいものである。
上記防湿フィルム20を木質基材11に積層する際は、公知の接着剤が使用できる。接着剤としては、例えば、ポリ酢酸ビニル、ポリ塩化ビニル、塩化ビニル・酢酸ビニル共重合体、エチレン・アクリル酸共重合体、アイオノマー、ブタジエン・アクリルニトリルゴム、ネオプレンゴム、天然ゴム等を有効成分とする接着剤が挙げられる。接着剤層の厚さは限定的ではないが、0.1〜50μm程度が好ましい。
As the coating amount after drying of the primer layer is from 1 to 20 g / m 2, preferably from 1 to 5 g / m 2. Moreover, the said primer layer is good also as a layer which added additives, such as fillers, such as a silica powder, a light stabilizer, and a coloring agent, as needed.
When the moisture-
<化粧シート1>
化粧シート1は、例えば基材シート2の上に、印刷層3(ベタインキ層・柄インキ層)と樹脂層4がこの順に設けられる。後述の凸部は、樹脂層4に形成する。
本実施形態では、樹脂層4の上にトップコート層7を有する場合を例示している。このトップコート層7は、熱硬化性樹脂及び電離放射線硬化型樹脂の少なくとも一方を主成分とする。
化粧シート1としては温度40℃、湿度90%における透湿度が7g/m2・24時間以下のものが好ましく、5g/m2・24時間以下のものが更に好ましい。
<Decoration sheet 1>
The decorative sheet 1 is provided with, for example, a printing layer 3 (solid ink layer / pattern ink layer) and a
In this embodiment, the case where it has the
The decorative sheet 1 preferably has a moisture permeability of 7 g / m 2 · 24 hours or less at a temperature of 40 ° C. and a humidity of 90%, more preferably 5 g / m 2 · 24 hours or less.
基材シート2としては、例えば、紙、織布又は不織布、樹脂シートを1層若しくは複数層積層して構成される。紙としては、薄紙、上質紙、クラフト紙、和紙、チタン紙、樹脂含浸紙、紙間強化紙等の紙が例示出来る。織布又は不織布としては、木質繊維、ガラス繊維、石綿、ポリエステル繊維、ビニロン繊維、レーヨン繊維等からなる織布又は不織布が例示出来る。樹脂シートとしては、ポリオレフィン、ポリエステル、ポリアクリル、ポリアミド、ポリウレタン、ポリスチレン等の合成樹脂シートが例示できる。なかでも環境適合性や加工性、価格の点でポリオレフィン系樹脂を好ましく用いることができる。樹脂のグレードや組成は、そのほかにシーティングの容易さや印刷適性、曲げ加工に対する適性を考慮して選択することができる。 As the base material sheet 2, for example, paper, a woven fabric or a non-woven fabric, and a resin sheet are laminated in one or more layers. Examples of the paper include paper such as thin paper, high-quality paper, kraft paper, Japanese paper, titanium paper, resin-impregnated paper, and inter-paper reinforced paper. Examples of the woven or non-woven fabric include woven or non-woven fabric made of wood fiber, glass fiber, asbestos, polyester fiber, vinylon fiber, rayon fiber and the like. Examples of the resin sheet include synthetic resin sheets such as polyolefin, polyester, polyacryl, polyamide, polyurethane, and polystyrene. Of these, polyolefin resins can be preferably used in terms of environmental compatibility, processability, and cost. In addition, the grade and composition of the resin can be selected in consideration of ease of sheeting, printability, and suitability for bending.
基材シート2の厚さは、20〜300μm程度が好ましい。基材シート2は、必要に応じて着色されていてもよい。また、表面にコロナ放電処理、プラズマ処理、オゾン処理等の表面処理が施されていてもよい。
印刷層3は、柄インキ層やベタインキ層から構成される。印刷層3は、グラビア印刷、オフセット印刷、シルクスクリーン印刷等の印刷法により形成できる。柄インキ層の模様は、例えば、木目模様、石目模様、布目模様、皮紋模様、幾何学模様、文字、記号、線画、各種抽象模様等が挙げられる。ベタインキ層は、着色インキのベタ印刷により得られる。印刷層3は、柄インキ層及びベタインキ層の片方又は両方から構成される。
As for the thickness of the base material sheet 2, about 20-300 micrometers is preferable. The base sheet 2 may be colored as necessary. Further, the surface may be subjected to surface treatment such as corona discharge treatment, plasma treatment, or ozone treatment.
The printing layer 3 is composed of a pattern ink layer or a solid ink layer. The printing layer 3 can be formed by a printing method such as gravure printing, offset printing, and silk screen printing. Examples of the pattern of the pattern ink layer include a wood grain pattern, a stone pattern, a cloth pattern, a skin pattern, a geometric pattern, characters, symbols, line drawings, various abstract patterns, and the like. The solid ink layer is obtained by solid printing of colored ink. The printing layer 3 is composed of one or both of a pattern ink layer and a solid ink layer.
印刷層3に用いるインキとしては、ビヒクルとして、塩素化ポリエチレン、塩素化ポリプロピレン等の塩素化ポリオレフィン、ポリエステル、イソシアネートとポリオールからなるポリウレタン、ポリアクリル、ポリ酢酸ビニル、ポリ塩化ビニル、塩化ビニル−酢酸ビニル共重合体、セルロース系樹脂、ポリアミド系樹脂等を1種又は2種以上混合して用い、これに顔料、溶剤、各種補助剤等を加えてインキ化したものが使用できる。この中でも、環境問題、被印刷面との密着性等の観点より、ポリエステル、イソシアネートとポリオールからなるポリウレタン、ポリアクリル、ポリアミド系樹脂等の1種又は2種以上の混合物が好ましい。 As the ink used for the printing layer 3, as a vehicle, chlorinated polyolefin such as chlorinated polyethylene and chlorinated polypropylene, polyester, polyurethane comprising isocyanate and polyol, polyacryl, polyvinyl acetate, polyvinyl chloride, vinyl chloride-vinyl acetate. A copolymer, a cellulose resin, a polyamide resin or the like may be used alone or in combination, and a pigment, a solvent, various auxiliary agents, and the like may be added thereto to make an ink. Among these, from the viewpoint of environmental problems, adhesion to the printing surface, and the like, one or a mixture of two or more of polyester, polyurethane composed of isocyanate and polyol, polyacryl, polyamide-based resin, and the like is preferable.
樹脂層4は、透明性の樹脂層4であれば特に限定されず、例えば、透明性の熱可塑性樹脂により好適に形成できる。
具体的には、軟質、半硬質又は硬質ポリ塩化ビニル、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸共重合体、エチレン−アクリル酸エステル共重合体、アイオノマー、アクリル酸エステル、メタアクリル酸エステル等が挙げられる。上記の中でも、ポリプロピレン等のポリオレフィン系樹脂が好ましい。
The
Specifically, soft, semi-rigid or rigid polyvinyl chloride, polyethylene terephthalate, polybutylene terephthalate, polyamide, polyethylene, polypropylene, ethylene-vinyl acetate copolymer, ethylene-acrylic acid copolymer, ethylene-acrylic acid ester copolymer Examples include polymers, ionomers, acrylic esters, and methacrylic esters. Among the above, polyolefin resins such as polypropylene are preferable.
樹脂層4は、着色されていてもよい。この場合は、熱可塑性樹脂に着色剤を添加すればよい。着色剤としては、印刷層3で用いる顔料又は染料が使用できる。
樹脂層4には、充填剤、艶消し剤、発泡剤、難燃剤、滑剤、帯電防止剤、酸化防止剤、紫外線吸収剤、光安定化剤、ラジカル捕捉剤、軟質成分(例えば、ゴム)等の各種の添加剤を含めてもよい。
トップコート層7(トップコート層)は、化粧シート1に要求される耐擦傷性、耐摩耗性、耐水性、耐汚染性等の表面物性を付与するために設けられる。このトップコート層7を形成する樹脂としては、熱硬化型樹脂又は電離放射線硬化型樹脂等の硬化型樹脂が好ましい。特に、電離放射線硬化型樹脂は高い表面硬度、生産性等の観点から好ましい。
The
The
The topcoat layer 7 (topcoat layer) is provided for imparting surface physical properties such as scratch resistance, abrasion resistance, water resistance, and stain resistance required for the decorative sheet 1. The resin forming the
熱硬化型樹脂としては、例えば、不飽和ポリエステル樹脂、ポリウレタン樹脂(2液硬化型ポリウレタンも含む)、エポキシ樹脂、アミノアルキッド樹脂、フェノール樹脂、尿素樹脂、ジアリルフタレート樹脂、メラミン樹脂、グアナミン樹脂、メラミン−尿素共縮合樹脂、珪素樹脂、ポリシロキサン樹脂等が挙げられる。
上記樹脂には、架橋剤、重合開始剤等の硬化剤、重合促進剤を添加することができる。例えば、硬化剤としてはイソシアネート、有機スルホン酸塩等が不飽和ポリエステル樹脂やポリウレタン樹脂等に添加でき、有機アミン等がエポキシ樹脂に添加でき、メチルエチルケトンパーオキサイド等の過酸化物、アゾイソブチルニトリル等のラジカル開始剤が不飽和ポリエステル樹脂に添加できる。
熱硬化型樹脂でトップコート層7を形成する方法としては、例えば、熱硬化型樹脂の溶液をロールコート法、グラビアコート法等の塗布法で塗布し、乾燥・硬化させる方法が挙げられる。溶液の塗布量としては、固形分で概ね5〜30μm、好ましくは5〜20μm程度である。
Examples of thermosetting resins include unsaturated polyester resins, polyurethane resins (including two-component curable polyurethane), epoxy resins, amino alkyd resins, phenol resins, urea resins, diallyl phthalate resins, melamine resins, guanamine resins, and melamines. -Urea co-condensation resin, silicon resin, polysiloxane resin and the like.
A curing agent such as a crosslinking agent and a polymerization initiator, and a polymerization accelerator can be added to the resin. For example, as curing agents, isocyanates, organic sulfonates, etc. can be added to unsaturated polyester resins, polyurethane resins, etc., organic amines, etc. can be added to epoxy resins, peroxides such as methyl ethyl ketone peroxide, azoisobutyl nitrile, etc. A radical initiator can be added to the unsaturated polyester resin.
Examples of the method for forming the
電離放射線硬化型樹脂は、電離放射線の照射により架橋重合反応を生じ、3次元の高分子構造に変化する樹脂であれば限定されない。例えば、電離放射線の照射により架橋可能な重合性不飽和結合又はエポキシ基を分子中に有するプレポリマー、オリゴマー及びモノマーの1種以上が使用できる。例えば、ウレタンアクリレート、ポリエステルアクリレート、エポキシアクリレート等のアクリレート樹脂;シロキサン等のケイ素樹脂;ポリエステル樹脂;エポキシ樹脂などが挙げられる。
電離放射線としては、可視光線、紫外線(近紫外線、真空紫外線等)、X線、電子線、イオン線等があるが、この中でも、紫外線、電子線が望ましい。
The ionizing radiation curable resin is not limited as long as it is a resin that undergoes a crosslinking polymerization reaction upon irradiation with ionizing radiation and changes to a three-dimensional polymer structure. For example, one or more prepolymers, oligomers and monomers having a polymerizable unsaturated bond or epoxy group that can be crosslinked by irradiation with ionizing radiation in the molecule can be used. Examples thereof include acrylate resins such as urethane acrylate, polyester acrylate, and epoxy acrylate; silicon resins such as siloxane; polyester resins; epoxy resins and the like.
Examples of the ionizing radiation include visible light, ultraviolet light (near ultraviolet light, vacuum ultraviolet light, etc.), X-rays, electron beams, ion beams, etc. Among them, ultraviolet light and electron beams are preferable.
紫外線源としては、超高圧水銀灯、高圧水銀灯、低圧水銀灯、カーボンアーク灯、ブラックライト蛍光灯、メタルハライドランプ灯の光源が使用できる。紫外線の波長としては、190〜380nm程度である。
電子線源としては、例えば、コッククロフトワルト型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、直線型、ダイナミトロン型、高周波型等の各種電子線加速器が使用できる。電子線のエネルギーとしては、100〜1000keV程度が好ましく、100〜300keV程度がより好ましい。電子線の照射量は、2〜15Mrad程度が好ましい。
電離放射線硬化型樹脂は電子線を照射すれば十分に硬化するが、紫外線を照射して硬化させる場合には、光重合開始剤(増感剤)を添加することが好ましい。
As the ultraviolet light source, a light source such as an ultra-high pressure mercury lamp, a high pressure mercury lamp, a low pressure mercury lamp, a carbon arc lamp, a black light fluorescent lamp, or a metal halide lamp can be used. The wavelength of ultraviolet light is about 190 to 380 nm.
As the electron beam source, various electron beam accelerators such as a cockcroft-wald type, a bandegraft type, a resonant transformer type, an insulating core transformer type, a linear type, a dynamitron type, and a high frequency type can be used. The energy of the electron beam is preferably about 100 to 1000 keV, more preferably about 100 to 300 keV. The irradiation amount of the electron beam is preferably about 2 to 15 Mrad.
The ionizing radiation curable resin is sufficiently cured when irradiated with an electron beam, but it is preferable to add a photopolymerization initiator (sensitizer) when it is cured by irradiation with ultraviolet rays.
ラジカル重合性不飽和基を有する樹脂系の場合の光重合開始剤は、例えば、アセトフェノン類、ベンゾフェノン類、チオキサントン類、ベンゾイン、ベンゾインメチルエーテル、ミヒラーベンゾイルベンゾエート、ミヒラーケトン、ジフェニルサルファイド、ジベンジルジサルファイド、ジエチルオキサイト、トリフェニルビイミダゾール、イソプロピル−N、N−ジメチルアミノベンゾエート等の少なくとも1種が使用できる。また、カチオン重合性官能基を有する樹脂系の場合は、例えば、芳香族ジアゾニウム塩、芳香族スルホニウム塩、メタロセン化合物、ベンゾインスルホン酸エステル、フリールオキシスルホキソニウムジアリルヨードシル塩等の少なくとも1種が使用できる。
光重合開始剤の添加量は特に限定されないが、一般に電離放射線硬化型樹脂100質量部に対して0.1〜10質量部程度である。
Examples of the photopolymerization initiator in the case of a resin system having a radically polymerizable unsaturated group include acetophenones, benzophenones, thioxanthones, benzoin, benzoin methyl ether, Michler benzoylbenzoate, Michler ketone, diphenyl sulfide, dibenzyl disulfide. , Diethyl oxide, triphenylbiimidazole, isopropyl-N, N-dimethylaminobenzoate and the like can be used. In the case of a resin system having a cationic polymerizable functional group, for example, at least one kind such as an aromatic diazonium salt, an aromatic sulfonium salt, a metallocene compound, a benzoin sulfonic acid ester, and a freeloxysulfoxonium diallyl iodosyl salt. Can be used.
Although the addition amount of a photoinitiator is not specifically limited, Generally it is about 0.1-10 mass parts with respect to 100 mass parts of ionizing radiation curable resins.
電離放射線硬化型樹脂で保護層を形成する方法としては、例えば、電離放射線硬化型樹脂の溶液をグラビアコート法、ロールコート法等の塗布法で塗布すればよい。溶液の塗布量としては、固形分として概ね5〜30μm、好ましくは5〜20μm程度である。
電離放射線硬化型樹脂から形成されたトップコート層7に、耐擦傷性、耐摩耗性をさらに付与する場合には、無機充填材を配合すればよい。無機充填材としては、例えば、粉末状の酸化アルミニウム、炭化珪素、二酸化珪素、チタン酸カルシウム、チタン酸バリウム、マグネシウムパイロボレート、酸化亜鉛、窒化珪素、酸化ジルコニウム、酸化クロム、酸化鉄、窒化硼素、ダイアモンド、金剛砂、ガラス繊維等が挙げられる。
無機充填材の添加量としては、電離放射線硬化型樹脂100質量部に対して1〜80質量部程度である。
各層の積層は、例えば、基材シート2の一方の面に印刷層3(ベタインキ層、柄インキ層)を順に印刷により形成後、印刷層3上に2液硬化型ウレタン樹脂等の公知のドライラミネーション用接着剤を介して透明性樹脂層4をドライラミネーション法、Tダイ押出し法等で積層し、さらにトップコート層7を形成する方法により行える。
As a method for forming a protective layer with an ionizing radiation curable resin, for example, a solution of an ionizing radiation curable resin may be applied by a coating method such as a gravure coating method or a roll coating method. The coating amount of the solution is generally about 5 to 30 μm, preferably about 5 to 20 μm as a solid content.
In order to further impart scratch resistance and wear resistance to the
The addition amount of the inorganic filler is about 1 to 80 parts by mass with respect to 100 parts by mass of the ionizing radiation curable resin.
Lamination of each layer is performed by, for example, forming a printing layer 3 (solid ink layer, pattern ink layer) sequentially on one surface of the base sheet 2 and then printing a known dry material such as a two-component curable urethane resin on the printing layer 3. The
ここで、化粧シート1は、最下層(木質基材11と接着する層)に厚さ100μm以上の合成樹脂層(いわゆるバッカー層)を有していてもよい。なお、バッカー層は、床用化粧材10において衝撃吸収等を目的とした緩衝層を意味する。バッカー層を構成する材料としては、例えば、ポリプロピレン、エチレン−ビニルアルコール共重合体、ポリメチレン、ポリメチルペンテン、ポリエチレンテレフタレート、耐熱性の高いポリアルキレンテレフタレート〔例えば、エチレングリコールの一部を1、4−シクロヘキサンジメタノールやジエチレングリコール等で置換したポリエチレンテレフタレートである、いわゆる商品名PET−G(イーストマンケミカルカンパニー製)〕、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリエチレンナフタレート−イソフタレート共重合体、ポリカーボネート、ポリアリレート、ポリイミド、ポリスチレン、ポリアミド、ABS等が挙げられる。これらの樹脂は単独又は2種以上で使用できる。バッカー層の厚さの上限は限定的ではないが、600μmが適当である。
化粧シート1を木質基材11に積層する際は、公知の接着剤が使用できる。接着剤としては、例えば、ポリ酢酸ビニル、ポリ塩化ビニル、塩化ビニル・酢酸ビニル共重合体、エチレン・アクリル酸共重合体、アイオノマー、ブタジエン・アクリルニトリルゴム、ネオプレンゴム、天然ゴム等を有効成分とする接着剤が挙げられる。接着剤層の厚さは限定的ではないが、0.1〜50μm程度が好ましい。
Here, the decorative sheet 1 may have a synthetic resin layer (so-called backer layer) having a thickness of 100 μm or more in the lowermost layer (layer that adheres to the wooden base material 11). The backer layer means a buffer layer for the purpose of absorbing shock in the floor
When laminating the decorative sheet 1 on the
<凸部5>
本実施形態の床用化粧材10は、化粧シート1側の表面には、複数の凸部5が形成されている。
その各凸部5の高さは20μm以上80μm以下の範囲であり、平面視における上記各凸部5は、その面積を円形状に換算した場合に、円の直径が40μm以上200μm以下の範囲である。さらに、平面視における単位面積当たりに上記複数の凸部5の占める割合が0.05以上0.5以下の範囲で、当該複数の凸部5がランダムに配置されている。
各凸部5はそれぞれ、平面視で、正多角形状若しくは円形状の一方からなることが好ましい。ただし、複数の凸部5は、互いに同一の形状及び大きさになっているほうが良い。
<
In the decorative material for
The height of each
Each
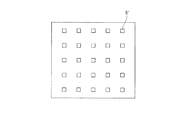
図2に示すように、複数の凸部5の各々の平面視による形状(以下、平面形状)は矩形(例えば、正方形)であり、それらの配置はランダム配置(すなわち、規則性のない配置)となっている。凸部5がランダム配置となっているために、ペット等の歩行等に伴う不快な擦り音が抑制される。
複数の凸部5は、化粧シート1の透明熱可塑性樹脂からなる樹脂層4に設ければよい。凸部5の形成方法は、例えばエンボス型を用いて加熱、加圧して樹脂層4の表面に凹凸形状を形成する方法(いわゆるエンボス加工)などでもよい。押し出し機により樹脂層4を形成する場合は、押し出しの直後にエンボスロールなどによって、樹脂層4の表面に凸部5を形成することができる。
As shown in FIG. 2, the shape (hereinafter referred to as a planar shape) of each of the plurality of
What is necessary is just to provide the some
この凸部5が、例えば千鳥格子のような等間隔で規則性のある配置の場合(例えば、後述の図5参照)には、ペット等の歩行等に伴う擦り音が同じ周波数で発生し共鳴し増幅して、不快な擦り音として人間の耳に感じられる。本実施形態では、凸部5がランダムに配置されていることによって、擦り音の周波数は均一ではなくなり、擦り恩の共鳴、増幅が抑制される。このため、耳に聞こえる不快な擦り音の抑制を実現することができる。
凸部5のランダムな配置は、規則性を持たないように考慮して配置してもよく、その場合も一定の効果が期待できる。また、凸部5のランダムな配置は、乱数計算を用いて無作為の配置をすることによってより効果的なものとなる。
凸部5としては、高さ20μm以上80μm以下が好ましい。凸部5の高さが20μm未満では防滑性能が劣り、80μmより大きいと凸部5形状の形成が難しい等の製造工程が困難となる。ここで、凸部5の高さとは、図1(b)に示すように、凸部5の底部から頂部までの高さAのことである。この高さAは、樹脂層4の表面に形成された凹凸のうち、隣り合う凸部5と凹部6との高低差でもある。
When the
The random arrangement of the
The
また、図2(b)に示すように、平面視で、凸部5の一辺の長さBは40μm以上200μm以下が好ましい。凸部5の一辺の長さBが40μm未満では防滑性が劣り、200μmより大きいと凸部5が肉眼で視認し易くなり意匠感が好ましくない。また、凸部5の面密度(すなわち、平面視で単位面積当たりの凸部5が占める割合)は、0.05以上0.5以下が好ましい。この面密度が0.05未満の場合や0.5より大きい場合はいずれも防滑性が劣る。なお、凸部5の平面形状が正方形の場合、凸部5の面密度は、n×B2/C2で表すことができる。ここで、Cは、平面視で任意に画定した正方形の一辺の長さであり、nはこの正方形に含まれる凸部5の個数である。
As shown in FIG. 2B, the length B of one side of the
この凸部5を形成した樹脂層4の最表面にはトップコート層7を設ける場合には、熱硬化性樹脂、紫外線硬化型樹脂、若しくは電子線硬化型樹脂などの架橋型の樹脂を用いることで、防滑床用化粧シート1の耐候性、耐傷性、耐汚染性などを強化することができる。なお、樹脂層4の表面に形成された凸部5の形状は、その上に形成されるトップコート層7に反映され、トップコート層7の表面にも凸部5が形成される。
以上のような床用化粧材10は、床暖房用床材としても使用可能である。この場合には、図6に示すように、例えば床用化粧材10の下側に、通湯パイプなどの暖房手段を備えた暖房器具100が配置されるが、暖房器具100からの湿気による床用化粧材10の反りが防止されて、滑り防止効果の経年的な劣化をより有効に防止可能となる。
When the
The floor
<凸部5の変形例1>
上記の実施形態では、凸部5の平面形状が正方形である場合について説明した。しかしながら、本発明において、凸部5の平面形状は正方形に限定されるものではない。凸部5の平面形状は長方形でもよいし、四角以外の多角形(三角形、五角形、六角形、…)でもよい。
図3(a)に示すように、凸部5の平面形状は正三角形でもよい。図3(b)に示すように、正三角形の一辺の長さBは40μm以上200μm以下が好ましい。一辺の長さBが40μm未満では防滑性が劣り、200μmより大きいと凸部5が肉眼で視認し易くなり意匠感が好ましくない。また、この変形例1においても、凸部5の面密度(すなわち、平面視で単位面積当たりの凸部5が占める割合)は、0.05以上0.5以下が好ましい。この面密度が0.05未満の場合や0.5より大きい場合はいずれも防滑性が劣る。凸部5の平面形状が正三角形の場合、その面密度は、n×(√3/4)×B2/C2で表すことができる。ここで、Cは、平面視で任意に画定した正方形の一辺の長さであり、nはこの正方形に含まれる正三角形の凸部5の個数である。
また、図示しないが、この変形例1においても、凸部5の高さは20μm以上80μm以下が好ましい。凸部5の高さが20μm未満では防滑性能が劣り、80μmより大きいと凸部5形状の形成が難しい等の製造工程が困難となる。
図3に示す変形例1も、上記の実施形態と同様の効果を奏する。
<Modification 1 of the
In the above embodiment, the case where the planar shape of the
As shown in FIG. 3A, the planar shape of the
Moreover, although not shown in figure, also in this modification 1, the height of the
The modification 1 shown in FIG. 3 also has the same effect as the above embodiment.
<凸部5の変形例2>
また、本実施形態において、凸部5の平面形状は多角形に限定されるものでなく、円形(正円形や、楕円形など)でもよい。
図4(a)に示すように、凸部5の平面形状は正円形でもよい。図4(b)に示すように、正円形の直径Bは40μm以上200μm以下が好ましい。直径Bが40μm未満では防滑性が劣り、200μmより大きいと凸部5が肉眼で視認し易くなり意匠感が好ましくない。また、この変形例2においても、凸部5の面密度(すなわち、平面視で単位面積当たりの凸部5が占める割合)は、0.05以上0.5以下が好ましい。この面密度が0.05未満の場合や0.5より大きい場合はいずれも防滑性が劣る。凸部5の平面形状が正円形の場合、その面密度は、n×(π/4)×B2/C2で表すことができる。ここで、Cは、平面視で任意に画定した正方形の一辺の長さであり、nはこの正方形に含まれる正円形の凸部5の個数である。
また、図示しないが、この変形例2においても、凸部5の高さは20μm以上80μm以下が好ましい。凸部5の高さが20μm未満では防滑性能が劣り、80μmより大きいと凸部5形状の形成が難しい等の製造工程が困難となる。
図4に示す変形例2も、上記の実施形態と同様の効果を奏する。
<Modification 2 of the
In the present embodiment, the planar shape of the
As shown in FIG. 4A, the planar shape of the
Moreover, although not shown in figure, also in this modification 2, the height of the
The modification 2 shown in FIG. 4 also has the same effect as the above embodiment.
<凸部5の変形例3>
また、図1に示したように、上記の実施形態では、凸部5の断面視による形状(以下、断面形状)が矩形である場合(つまり、底部から頂部にかけて幅が一定の柱状である場合)について説明した。しかしながら、本発明において、凸部5の断面形状は矩形に限定されるものではない。本発明において、凸部5の断面形状は台形(すなわち、底部から頂部に向かって、幅が徐々に小さくなる柱状)でもよいし、錐状でもよい。このような構成であっても、上記の実施形態と同様の効果を奏する。
<Modification 3 of the
Further, as shown in FIG. 1, in the above embodiment, when the shape (hereinafter referred to as a cross-sectional shape) of the
<実施形態の効果>
本発明の実施形態は以下の効果を奏する。
(1)床用化粧材10は、透湿度が7g/m2・24時間以下である防湿フィルム20を有する。
この構成によれば、木質基材11の裏面の透湿性が低く抑えられている。そのため、木質基材11として1%含水率変化当たりの寸法変化量が0.02%よりも大きいラワン代替材料を用いて、表面に化粧シート1を積層した場合でも、木質基材11の一方の面と他方の面の透湿性を同程度に設定することができる。この結果、床用化粧材10の反りや引き曲がりの発生が十分に抑制されている。
このような本発明の床用化粧材10は、各種建築物の床面に施工する床用化粧材10及び特殊用途として床暖房用途に用いる床用化粧材10として適している。
(2)平面視で、凸部5の一辺の長さBは40μm以上200μm以下である。また、凸部5の面密度(すなわち、平面視で単位面積当たりの凸部5が占める割合)は、0.05以上0.5以下である。凸部5の高さAは、20μm以上である。
これにより、高い防滑性能を実現することができる。
<Effect of embodiment>
The embodiment of the present invention has the following effects.
(1) The floor
According to this structure, the moisture permeability of the back surface of the
Such a floor
(2) In plan view, the length B of one side of the
Thereby, high anti-slip performance can be realized.
(3)また、凸部5はランダムに配置されている。
これにより、擦り音の周波数は均一ではなくなり、擦り音の共鳴、増幅が抑制されるため、耳に聞こえる不快な擦り音の抑制を実現することができる。
以上から、一般の床材としての防滑性能を損なうことなく、ペット等の歩行に伴う不快な擦り音の発生を防止することのできる防滑床用化粧シート1およびそれを用いた床用化粧材10を提供することができる。
(4)また、表面に凸部5を有する樹脂層4はトップコート層7で覆われている。
これにより、耐久性(すなわち、耐候性、耐傷性、耐汚染性)に優れた防滑床用化粧シート1及び床用化粧材10を提供することができる。
(3) Moreover, the
As a result, the frequency of the rubbing sound is not uniform, and the resonance and amplification of the rubbing sound are suppressed, so that the unpleasant rubbing sound that can be heard by the ear can be suppressed.
From the above, the slip-proof floor decorative sheet 1 and the floor-use
(4) Further, the
Thereby, the decorative sheet 1 for slip-proof floors and the
以上のように、本実施形態の床用化粧材10は、防滑性能を損なうことなく、ペット等の歩行に伴う不快な擦り音の発生を防止することのできる。このとき、木質基材11として1%含水率変化当たりの寸法変化量が0.02%よりも大きい木質系基材を使用しても、反りや曳き曲がりの発生を抑制されることで、低コストで且つ反りが抑制されることから上記の防滑性能を向上させることも可能となる。
As described above, the floor
次に、本発明に基づく実施例について説明する。
<実施例1>
基材シート2として、ポリプロピレンフィルム(リケンテクノス(株)製「OW」)を使用し、その片面に印刷層3としてグラビアインキ(東洋インキ製造(株)製「ラミスター」)で木目印刷をグラビア印刷機により印刷して設けた。その後、基材シート2の印刷層3とは逆の面(すなわち、他方の面)に、シリカ粉末を含有する2液ウレタン系プライマー樹脂を乾燥後の厚さが1μmとなるようにグラビア塗工した。印刷層3上に、ポリエステルポリオールを主剤としイソホロンジイソシアネートを硬化剤とする2液ウレタン樹脂系接着剤を、乾燥後の塗布量が2g/m2となるように塗工した。その後、透明熱可塑性樹脂層4として、透明接着層(マレイン酸変性ポリプロピレン樹脂)10μmおよびホモポリプロピレン(プライムポリマー(株)製)を主成分とした透明熱可塑性樹脂層4の80μmを、接着層が印刷層3側になるように共押出ラミネートにて形成し、同時にエンボスにより凸部5を形成した。
Next, examples according to the present invention will be described.
<Example 1>
A polypropylene film (“OW” manufactured by Riken Technos Co., Ltd.) is used as the base sheet 2, and a gravure printing machine is used for gravure ink (“Lamister” manufactured by Toyo Ink Manufacturing Co., Ltd.) as a printing layer 3 on one side thereof. And printed. Thereafter, gravure coating is applied to the surface opposite to the printed layer 3 of the substrate sheet 2 (that is, the other surface) so that the two-component urethane primer resin containing silica powder has a thickness of 1 μm after drying. did. On the printing layer 3, a two-component urethane resin adhesive having a polyester polyol as a main component and isophorone diisocyanate as a curing agent was applied so that the coating amount after drying was 2 g / m 2 . Thereafter, as the transparent
この表面にトップコート層7として、熱硬化型アクリルウレタン樹脂(DICグラフィックス(株)製)とイソシアネート系硬化剤(DICグラフィックス(株)製)とを混合した塗液を乾燥後の塗布量約10g/m2になるよう塗工して塗膜形成した。その後、温度60℃で30秒間溶剤を乾燥させ、目的の防滑床用化粧シート1を得た。このときの凸部5の形状は平面視で正方形であり、その配置がランダムであり、その高さAが30μm、一辺の長さBが120μm、面密度(n×B2/C2)が0.20となるよう防滑床用化粧シート1を作製した。
A coating amount obtained by drying a coating liquid obtained by mixing a thermosetting acrylic urethane resin (manufactured by DIC Graphics) and an isocyanate curing agent (manufactured by DIC Graphics) as a
<実施例2>
凸部5の配置がランダムであり、凸部5の高さAが20μm、一辺の長さBが40μm、面密度(n×B2/C2)が0.05とした以外は実施例1と同じ手順で実施例2の防滑床用化粧シート1を作製した。
<実施例3>
凸部5の配置がランダムであり、その高さAが80μm、一辺の長さBが200μm、面密度(n×B2/C2)が0.50とした以外は実施例1と同じ手順で実施例3の防滑床用化粧シート1を作製した。
<Example 2>
Example 1 except that the arrangement of the
<Example 3>
The same procedure as in Example 1 except that the arrangement of the
<比較例1>
床用化粧シート1の凸部5の配置がランダムであり、その高さAが30μm、一辺の長さBが30μm、面密度(n×B2/C2)が0.20とした以外は実施例1と同じ手順で比較例1の防滑床用化粧シート1を作製した。
<比較例2>
床用化粧シート1の凸部5の配置がランダムであり、その高さAが10μm、一辺の長さBが120μm、面密度(n×B2/C2)が0.20とした以外は実施例1と同じ手順で比較例2の防滑床用化粧シート1を作製した。
<Comparative Example 1>
The arrangement of the
<Comparative example 2>
The arrangement of the
<比較例3>
床用化粧シート1の凸部5の配置がランダムであり、その高さAが30μm、一辺の長さBが120μm、面密度(n×B2/C2)が0.03とした以外は実施例1と同じ手順で比較例3の防滑床用化粧シート1を作製した。
<比較例4>
床用化粧シート1の凸部5の配置がランダムであり、その高さAが30μm、一辺の長さBが120μm、面密度(n×B2/C2)が0.60とした以外は実施例1と同じ手順で比較例4の防滑床用化粧シート1を作製した。
<Comparative Example 3>
The arrangement of the
<Comparative Example 4>
The arrangement of the
<比較例5>
図5は、比較例5に係る床用化粧シート1の構成例を模式的に示す平面図である。図5に示すように、比較例5では、床用化粧シート1表面の凸部5’がX軸方向に200μm間隔、Y軸方向に200μm間隔で格子状に規則正しく配置されており、高さAが30μm、一辺の長さBが120μm、面密度(n×B2/C2)が0.14とした以外は実施例1と同じ手順で防滑床用化粧シート1を作製した。
<Comparative Example 5>
FIG. 5 is a plan view schematically showing a configuration example of the floor decorative sheet 1 according to Comparative Example 5. As shown in FIG. As shown in FIG. 5, in Comparative Example 5, the
<評価方法および評価基準>
実施例1〜3および比較例1〜5に記載した防滑床用化粧シート1を、床用基材である厚さ3mmのMDF(広葉樹)の表面に、接着剤として2液水性エマルジョン接着剤(中央理化工業(株)製「リカボンド」(質量比BA−10L/BA−11B=100:2.5))をウェット状態で100g/m2に塗工した後貼り合わせ、24時間養生することで、それぞれの床用化粧材10を形成した。
<Evaluation method and evaluation criteria>
The anti-slip floor decorative sheet 1 described in Examples 1 to 3 and Comparative Examples 1 to 5 is applied to the surface of a 3 mm thick MDF (hardwood) as a floor base material as a two-component aqueous emulsion adhesive ( By applying “Rikabond” (mass ratio BA-10L / BA-11B = 100: 2.5) manufactured by Chuo Rika Kogyo Co., Ltd. in a wet state to 100 g / m 2 , bonding and curing for 24 hours Each floor
なお、裏面には、防湿フィルム20を貼り合わせた。
これらの床用化粧材10を以下の(1)(2)の方法により評価した。
(1)防滑性能:JIS−A1454に準じて試験を行い、C.S.R.値を求めた。
(2)擦り音:官能試験にて評価した。評価は10人の試験員で行った。
評価基準は次の通りである。
×:良いとした人0人
△:1〜6人
○:7〜10人
評価結果を表1に示す。
In addition, the moisture-
These floor
(1) Anti-slip performance: A test was conducted according to JIS-A1454. S. R. The value was determined.
(2) Rubbing noise: evaluated by a sensory test. The evaluation was performed by 10 examiners.
The evaluation criteria are as follows.
X: 0 people considered good Δ: 1-6 people ○: 7-10 people Table 1 shows the evaluation results.

表1の結果から、実施例1〜3の防滑床用化粧シート1及びそれを用いた床用化粧材10は、防滑性能を損じることなく擦り音を抑制することができる、ということを検証することができた。
ここで、実施例1〜3の床用化粧材10に対し、40℃雰囲気(乾燥雰囲気)中に7日間放置(7日間)し、床用化粧材10の反り量を測定したが、反りが抑制されていることを確認している。
また、実施例1〜3の床用化粧材10に対し、40℃雰囲気(湿度90%の雰囲気)中に7日間放置(7日間)し、床用化粧材10の反り量を測定したが、反りが抑制されていることを確認している。
From the results in Table 1, it is verified that the anti-slip floor decorative sheet 1 of Examples 1 to 3 and the floor
Here, the floor
Further, the floor
このように、本発明に基づく床用化粧材10は、防湿フィルム20の存在により木質基材11の湿度による寸法変化が効果的に抑制されている。このため、床用化粧材10の下方に温水マットなどの暖房器具100を配置する暖房用床材(床暖房システムの床材)として採用しても、床の反りなどが抑制される結果、上記の滑り抑制効果の経年劣化を抑制できることが分かる。
Thus, the floor
1 化粧シート
2 基材シート
3 印刷層
4 樹脂層
5 凸部
6 凹部
7 トップコート層
10 床用化粧材
11 木質基材
20 防湿フィルム
21 基材層
22 蒸着層
23 表面保護層
DESCRIPTION OF SYMBOLS 1 Decorative sheet 2 Base material sheet 3
Claims (8)
上記木質基材は、1%含水率変化当たりの寸法変化量が0.02%よりも大きく、且つ平均含水率が6〜10質量%の範囲であり、
上記防湿フィルムは、透湿度が7g/m2・24時間以下であり、
さらに、上記床用化粧材における化粧シート側の表面には、複数の凸部が形成され、
上記凸部の高さは20μm以上80μm以下の範囲であり、
平面視における上記各凸部は、その面積を円形状に換算した場合に、円の直径が40μm以上200μm以下の範囲であり、
平面視における単位面積当たりに上記複数の凸部の占める割合が0.05以上0.5以下の範囲で、当該複数の凸部がランダムに配置されていることを特徴とする床用化粧材。 A decorative sheet for flooring provided with a decorative sheet on one side of the wooden base material and a moisture-proof film provided on the other side of the wooden base material,
The wood base material has a dimensional change amount per 1% moisture content change larger than 0.02% and an average moisture content in the range of 6 to 10% by mass,
The moisture-proof film has a moisture permeability of 7 g / m 2 · 24 hours or less,
Furthermore, a plurality of convex portions are formed on the surface on the decorative sheet side in the decorative material for floors,
The height of the convex portion is in the range of 20 μm or more and 80 μm or less,
Each of the convex portions in plan view has a circle diameter in a range of 40 μm or more and 200 μm or less when the area is converted into a circular shape,
The floor decorative material, wherein the plurality of protrusions are randomly arranged in a range where the ratio of the plurality of protrusions per unit area in a plan view is 0.05 to 0.5.
上記凸部は、上記樹脂層に形成されていることを特徴とする請求項1又は請求項2に記載した床用化粧材。 The decorative sheet is provided with a printed layer and a resin layer in this order on the base sheet.
The floor decorative material according to claim 1, wherein the convex portion is formed on the resin layer.
上記トップコート層は、熱硬化性樹脂及び電離放射線硬化型樹脂の少なくとも一方を主成分とすることを特徴とする請求項1から請求項3のいずれか1項に記載した床用化粧材。 It has a top coat layer on the surface of the decorative sheet,
The floor covering material according to any one of claims 1 to 3, wherein the top coat layer contains at least one of a thermosetting resin and an ionizing radiation curable resin as a main component.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016026959A JP6750243B2 (en) | 2016-02-16 | 2016-02-16 | Floor cosmetics |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016026959A JP6750243B2 (en) | 2016-02-16 | 2016-02-16 | Floor cosmetics |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017145583A true JP2017145583A (en) | 2017-08-24 |
| JP6750243B2 JP6750243B2 (en) | 2020-09-02 |
Family
ID=59682817
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016026959A Active JP6750243B2 (en) | 2016-02-16 | 2016-02-16 | Floor cosmetics |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6750243B2 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020168818A (en) * | 2019-04-04 | 2020-10-15 | 冨士ファニチア株式会社 | Decorative composite board, and manufacturing method of decorative composite board subjected to drawing processing |
| WO2022202718A1 (en) * | 2021-03-22 | 2022-09-29 | 大日本印刷株式会社 | Decorative sheet and decorative panel |
| US20230051022A1 (en) * | 2021-07-29 | 2023-02-16 | Feng Tay Enterprises Co., Ltd. | Light-cured anti-slip structure of shoe sole and manufacturing method thereof |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10155675A (en) * | 1996-12-05 | 1998-06-16 | Kanegafuchi Chem Ind Co Ltd | Mat |
| JP2004116038A (en) * | 2002-09-24 | 2004-04-15 | Toppan Printing Co Ltd | Flooring |
| JP2006118120A (en) * | 2004-10-19 | 2006-05-11 | Toli Corp | Floor material |
| JP2010236347A (en) * | 2009-03-11 | 2010-10-21 | Dainippon Printing Co Ltd | Decorative material for flooring |
| JP2012213923A (en) * | 2011-03-31 | 2012-11-08 | Dainippon Printing Co Ltd | Decorative sheet and decorative board |
| JP2013193254A (en) * | 2012-03-16 | 2013-09-30 | Toppan Cosmo Inc | Slip-resistant decorative sheet |
| JP2013217066A (en) * | 2012-04-06 | 2013-10-24 | Toppan Cosmo Inc | Anti-slip decorative sheet |
| US20140000197A1 (en) * | 2012-07-02 | 2014-01-02 | Valinge Flooring Technology Ab | Panel forming |
| JP2017025576A (en) * | 2015-07-22 | 2017-02-02 | 凸版印刷株式会社 | Floor decorative sheet and floor decorative material |
-
2016
- 2016-02-16 JP JP2016026959A patent/JP6750243B2/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10155675A (en) * | 1996-12-05 | 1998-06-16 | Kanegafuchi Chem Ind Co Ltd | Mat |
| JP2004116038A (en) * | 2002-09-24 | 2004-04-15 | Toppan Printing Co Ltd | Flooring |
| JP2006118120A (en) * | 2004-10-19 | 2006-05-11 | Toli Corp | Floor material |
| JP2010236347A (en) * | 2009-03-11 | 2010-10-21 | Dainippon Printing Co Ltd | Decorative material for flooring |
| JP2012213923A (en) * | 2011-03-31 | 2012-11-08 | Dainippon Printing Co Ltd | Decorative sheet and decorative board |
| JP2013193254A (en) * | 2012-03-16 | 2013-09-30 | Toppan Cosmo Inc | Slip-resistant decorative sheet |
| JP2013217066A (en) * | 2012-04-06 | 2013-10-24 | Toppan Cosmo Inc | Anti-slip decorative sheet |
| US20140000197A1 (en) * | 2012-07-02 | 2014-01-02 | Valinge Flooring Technology Ab | Panel forming |
| JP2017025576A (en) * | 2015-07-22 | 2017-02-02 | 凸版印刷株式会社 | Floor decorative sheet and floor decorative material |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020168818A (en) * | 2019-04-04 | 2020-10-15 | 冨士ファニチア株式会社 | Decorative composite board, and manufacturing method of decorative composite board subjected to drawing processing |
| JP7208626B2 (en) | 2019-04-04 | 2023-01-19 | 冨士ファニチア株式会社 | Decorative composite board and method for manufacturing drawn decorative composite board |
| WO2022202718A1 (en) * | 2021-03-22 | 2022-09-29 | 大日本印刷株式会社 | Decorative sheet and decorative panel |
| US20230051022A1 (en) * | 2021-07-29 | 2023-02-16 | Feng Tay Enterprises Co., Ltd. | Light-cured anti-slip structure of shoe sole and manufacturing method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6750243B2 (en) | 2020-09-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6485583B2 (en) | Wood base material used for flooring cosmetics | |
| JP6194917B2 (en) | Floor decorative material | |
| JP6064421B2 (en) | Floor decorative material | |
| JP6304916B2 (en) | Floor decorative material | |
| JP2017144599A (en) | Decorative material | |
| JP6750243B2 (en) | Floor cosmetics | |
| JP6606901B2 (en) | Floor decorative sheet and floor decorative material | |
| JP2010229788A (en) | Decorative material for flooring | |
| JP5879836B2 (en) | Method for producing flooring decorative material | |
| WO2011155065A1 (en) | Floor decoration material | |
| JP5879872B2 (en) | Floor decorative material | |
| JP2017155521A (en) | Decorative material for floor | |
| JP7003396B2 (en) | Floor decorative sheets and floor decorative materials | |
| JP6403937B2 (en) | Floor decorative material | |
| JP6153286B2 (en) | Method for producing flooring decorative material | |
| JP2016183551A (en) | Decorative material for floor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20160603 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20160622 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190123 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200128 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200714 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200727 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6750243 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |