JP2017144662A - Method for manufacturing laminate, laminate, and method for manufacturing laminate product - Google Patents
Method for manufacturing laminate, laminate, and method for manufacturing laminate product Download PDFInfo
- Publication number
- JP2017144662A JP2017144662A JP2016029263A JP2016029263A JP2017144662A JP 2017144662 A JP2017144662 A JP 2017144662A JP 2016029263 A JP2016029263 A JP 2016029263A JP 2016029263 A JP2016029263 A JP 2016029263A JP 2017144662 A JP2017144662 A JP 2017144662A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- laminate
- base sheet
- group
- laminated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Laminated Bodies (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
Description
本発明は、積層体の製造方法、積層体、及び積層体製品の製造方法に関する。 The present invention relates to a laminate manufacturing method, a laminate, and a laminate product manufacturing method.
特許文献1には、織布と織布の間に、接着層を介在させて、熱圧着して、その接着層を完全に溶解させて、積層ポリマー製品を製造する方法が記載されている。
従来技術では、剛性が十分とは言えなかったり、反対に、製品によっては不必要に剛性が高かったりする状況が発生し得た。
昨今、積層体は広範にわたる分野での使用が検討されており、各種用途に合わせた積層体を提供することが求められている。各種用途に合わせた積層体とは、積層体の重量や剛性等をその用途にとって最適な状態にした積層体である。
このように、積層体の用途に合わせて、所望の特性を付与することができる積層体の製造方法、積層体、及び積層体製品の製造方法の開発が望まれる。
In the prior art, there may have been a situation where the rigidity is not sufficient or, on the contrary, depending on the product, the rigidity is unnecessarily high.
Recently, the use of laminates in a wide range of fields has been studied, and it is required to provide laminates suitable for various applications. The laminated body suitable for various uses is a laminated body in which the weight, rigidity, etc. of the laminated body are optimized for the intended use.
Thus, development of the manufacturing method of a laminated body which can provide a desired characteristic according to the use of a laminated body, a laminated body, and the manufacturing method of a laminated body product is desired.
そこで本発明の課題は、積層体の用途に合わせて、所望の特性を付与することができる積層体の製造方法、積層体、及び積層体製品の製造方法を提供することにある。 Then, the subject of this invention is providing the manufacturing method of a laminated body which can provide a desired characteristic according to the use of a laminated body, a laminated body, and the manufacturing method of a laminated body product.
また本発明の他の課題は、以下の記載によって明らかとなる。 Other problems of the present invention will become apparent from the following description.
上記課題は、以下の各発明によって解決される。 The above problems are solved by the following inventions.
1.
下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シート及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
2.
下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂からなる中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記熱可塑性樹脂の融点以上の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
3.
下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させた中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記低融点樹脂成分の融点以上且つ前記高融点樹脂成分の融点未満の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
4.
不織布からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シート及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
5.
不織布からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂からなる中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記熱可塑性樹脂の融点以上の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
6.
不織布からなる基材シートを複数枚用意し、
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させた中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記低融点樹脂成分の融点以上且つ前記高融点樹脂成分の融点未満の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
7.
下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第1の基材シートとし、
不織布からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第2の基材シートとし、
前記第1の基材シート及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
8.
下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第1の基材シートとし、
不織布からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂からなる中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記熱可塑性樹脂の融点以上の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
9.
下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第1の基材シートとし、
不織布からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させた中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記低融点樹脂成分の融点以上且つ前記高融点樹脂成分の融点未満の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
10.
前記不織布が、スパンボンド、メルトブローなどのフリースの形成方法、サーマルボンド、ケミカルボンド、ニードルパンチ、スパンレースフリース結合方法などで形成されることを特徴とする前記4〜9の何れかに記載の積層体の製造方法。
11.
前記未圧着積層シートを形成する際に、
前記第1の基材シートと前記第2の基材シートとの間に、下記C群から選ばれる積層材料が積層されることを特徴とする前記1、4又は7記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート
12.
前記第1の基材シートと前記C群から選ばれる積層材料との間、及び又は前記C群から選ばれる積層材料と前記第2の基材シートとの間に、前記中間層をさらに有することを特徴とする前記11記載の積層体の製造方法。
13.
前記未圧着積層シートを複数積層してなる積層体を形成する際に、
前記未圧着積層シート同士間に、下記C群から選ばれる積層材料を積層することを特徴とする前記2、3、5、6、8又は9記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート
14.
前記未圧着積層シートと前記C群から選ばれる積層材料との間に、前記中間層をさらに有することを特徴とする前記13記載の積層体の製造方法。
15.
前記未圧着積層シートと、前記第1の基材シート又は前記第2の基材シートとを積層してなる積層体を形成する際に、
前記未圧着積層シートと前記第1の基材シート又は前記第2の基材シートとの間に、下記C群から選ばれる積層材料を積層することを特徴とする前記2、3、5、6、8又は9記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート
16.
前記未圧着積層シートと前記C群から選ばれる積層材料との間、及び又は前記C群から選ばれる積層材料と前記第1の基材シート又は第2の基材シートとの間に、前記中間層をさらに有することを特徴とする前記15記載の積層体の製造方法。
17.
前記未圧着積層シートを形成する際に、
前記第1の基材シートと前記中間層との間、及び又は前記第2の基材シートと前記中間層との間に、下記C群から選ばれる積層材料を積層することを特徴とする前記2、3、5、6、8又は9記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート
18.
前記第1の基材シートと前記C群から選ばれる積層材料との間、及び又は前記第2の基材シートと前記C群から選ばれる積層材料との間に、前記中間層をさらに有することを特徴とする前記17記載の積層体の製造方法。
19.
前記第1の基材シート及び前記第2の基材シートを構成する樹脂が同種の組成である前記1〜18の何れかに記載の積層体の製造方法。
20.
前記第1の基材シート、前記第2の基材シート及び前記中間層を構成する樹脂が同種の組成である前記2、3、5、6、8、9、12〜19の何れかに記載の積層体の製造方法。
21.
前記1〜20の何れかに記載の積層体の製造方法によって製造されることを特徴とする積層体。
22.
前記21記載の積層体の片面又は両面に、下記D群から選ばれる積層材料が積層されることを特徴とする積層体。
〔D群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート
23.
前記積層体と前記D群から選ばれる積層材料との間に、前記中間層をさらに有することを特徴とする前記22記載の積層体。
24.
前記21記載の積層体を用いて、下記E群から選ばれる積層体製品を製造することを特徴とする積層体製品の製造方法。
〔E群〕
背もたれ、座面、フレーム又は肘掛け等の椅子又はベンチ用部品;
ソファー、ベッド、座布団又は枕等用のスプリング;
ホイール、レッグサポート、フットレスト、アームレスト等の車椅子用部品;
スキー靴、スキー靴の部品又はスノーボード靴、スノーボード靴の部品、スキー板又はスノーボード板、ストック等のスキー又はスノーボード用用品;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等のスポーツ用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の自動二輪車用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の安全用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の防災用プロテクター;
サーフボード又はボディボード;
ヨット、カヤック、カヌー又はボート用の壁板、底板、枠材又はボート用オール等の付属品;
釣竿、浮き;
テニス、バドミントン等用のスポーツラケット;
靴のインソール、又は靴の足底板;
義手、義足又はギプス;
腰、肩、肘、膝、足首等の医療用サポーター芯材;
ノートパソコン、スマートフォン等のモバイル機器の筐体又はカバー;
冷蔵庫、洗濯機、掃除機、テレビ等の家電筐体;
フード、フレーム、クランク又はペダル等の自転車用部品;
自動車用の内装材又は外装材;
航空機用部材;
スピーカーコーン;
傘の骨、中棒(シャフト)又は手元(ハンドル);
踏切、ETC等の遮断棒;
屋根、床、壁パネル等の建材;
板バネ等の工業用バネ材;
トレーやボックス等の容器;
ハウス、トンネル内の地温調整用等の農業用水導入用水路管、土木工事用の水路管;
軟弱地盤補強用シート;
止水板;
防草用シート又は防根用シート;
防弾チョッキ又は殺傷防止用等のプロテクター;
先芯、踏貫き防止板等の安全靴用部品;
カーゴ;
スーツケース、アタッシュケース、楽器ケース等の外装材;
鞄の芯材、ランドセルの芯材、肩ベルトの芯材又は下着用の芯材;
袋用芯材又は万能袋用芯材;
テント等用のフレーム;
スケートボード、ローラースケート等用の遊具部材
1.
Prepare a plurality of substrate sheets made of at least one selected from the following group B formed using stretched or non-stretched filaments made of at least one selected from the following group A,
Select at least two substrate sheets from the prepared plurality of substrate sheets,
One of the sheets is a first base sheet, the other is a second base sheet,
Forming an uncompressed laminated sheet formed by laminating the first base sheet and the second base sheet;
Next, the uncompressed laminate sheet is thermocompression-bonded and then cooled, and then the laminate is produced.
[Group A]
Flat yarn, multifilament, monofilament or staple fiber (Group B)
1. Woven fabric, cross-bonded fabric, burif, knitted fabric or unidirectional resin sheet
Prepare a plurality of substrate sheets made of at least one selected from the following group B formed using stretched or non-stretched filaments made of at least one selected from the following group A,
Select at least two substrate sheets from the prepared plurality of substrate sheets,
One of the sheets is a first base sheet, the other is a second base sheet,
An intermediate layer made of a thermoplastic resin is provided between the first base sheet and the second base sheet, and the first base sheet, the intermediate layer, and the second base sheet To form a non-bonded laminated sheet,
Next, the unbonded laminated sheet is thermocompression bonded at a temperature equal to or higher than the melting point of the thermoplastic resin, and then cooled.
[Group A]
Flat yarn, multifilament, monofilament or staple fiber (Group B)
2. woven fabric, cross-bonded fabric, warif, knitted fabric or unidirectional resin sheet
Prepare a plurality of substrate sheets made of at least one selected from the following group B formed using stretched or non-stretched filaments made of at least one selected from the following group A,
Select at least two substrate sheets from the prepared plurality of substrate sheets,
One of the sheets is a first base sheet, the other is a second base sheet,
Between the first base sheet and the second base sheet, an intermediate layer containing a high melting point resin component of a thermoplastic resin is provided in the low melting point resin component of the thermoplastic resin, Forming an uncompressed laminate sheet formed by laminating the
Next, the uncompressed laminated sheet is thermocompression-bonded at a temperature not lower than the melting point of the low melting point resin component and lower than the melting point of the high melting point resin component, and then cooled.
[Group A]
Flat yarn, multifilament, monofilament or staple fiber (Group B)
3. woven fabric, cross-bonded fabric, warif, knitted fabric or unidirectional resin sheet
Prepare multiple base sheets made of nonwoven fabric,
Select at least two substrate sheets from the prepared plurality of substrate sheets,
One of the sheets is a first base sheet, the other is a second base sheet,
Forming an uncompressed laminated sheet formed by laminating the first base sheet and the second base sheet;
Next, the uncompressed laminate sheet is thermocompression-bonded and then cooled, and then the laminate is produced.
5.
Prepare multiple base sheets made of nonwoven fabric,
Select at least two substrate sheets from the prepared plurality of substrate sheets,
One of the sheets is a first base sheet, the other is a second base sheet,
An intermediate layer made of a thermoplastic resin is provided between the first base sheet and the second base sheet, and the first base sheet, the intermediate layer, and the second base sheet To form a non-bonded laminated sheet,
Next, the unbonded laminated sheet is thermocompression bonded at a temperature equal to or higher than the melting point of the thermoplastic resin, and then cooled.
6).
Prepare multiple base sheets made of nonwoven fabric,
Select at least two substrate sheets from the prepared plurality of substrate sheets,
One of the sheets is a first base sheet, the other is a second base sheet,
Between the first base sheet and the second base sheet, an intermediate layer containing a high melting point resin component of a thermoplastic resin is provided in the low melting point resin component of the thermoplastic resin, Forming an uncompressed laminate sheet formed by laminating the
Next, the uncompressed laminated sheet is thermocompression-bonded at a temperature not lower than the melting point of the low melting point resin component and lower than the melting point of the high melting point resin component, and then cooled.
7).
A plurality of substrate sheets made of at least one selected from the following group B formed using stretched or non-stretched filaments made of at least one selected from the following group A are prepared, and at least one of them Selecting a single base sheet as the first base sheet,
Preparing a plurality of substrate sheets made of non-woven fabric, selecting at least one of the substrate sheets as a second substrate sheet,
Forming an uncompressed laminated sheet formed by laminating the first base sheet and the second base sheet;
Next, the uncompressed laminate sheet is thermocompression-bonded and then cooled, and then the laminate is produced.
[Group A]
Flat yarn, multifilament, monofilament or staple fiber (Group B)
7. Woven fabric, cross-bonded fabric, burif, knitted fabric or unidirectional resin sheet
A plurality of substrate sheets made of at least one selected from the following group B formed using stretched or non-stretched filaments made of at least one selected from the following group A are prepared, and at least one of them Selecting a single base sheet as the first base sheet,
Preparing a plurality of substrate sheets made of non-woven fabric, selecting at least one of the substrate sheets as a second substrate sheet,
An intermediate layer made of a thermoplastic resin is provided between the first base sheet and the second base sheet, and the first base sheet, the intermediate layer, and the second base sheet To form a non-bonded laminated sheet,
Next, the unbonded laminated sheet is thermocompression bonded at a temperature equal to or higher than the melting point of the thermoplastic resin, and then cooled.
[Group A]
Flat yarn, multifilament, monofilament or staple fiber (Group B)
8. Woven fabric, cross-bonded fabric, warif, knitted fabric or unidirectional resin sheet
A plurality of substrate sheets made of at least one selected from the following group B formed using stretched or non-stretched filaments made of at least one selected from the following group A are prepared, and at least one of them Selecting a single base sheet as the first base sheet,
Preparing a plurality of substrate sheets made of non-woven fabric, selecting at least one of the substrate sheets as a second substrate sheet,
Between the first base sheet and the second base sheet, an intermediate layer containing a high melting point resin component of a thermoplastic resin is provided in the low melting point resin component of the thermoplastic resin, Forming an uncompressed laminate sheet formed by laminating the
Next, the uncompressed laminated sheet is thermocompression-bonded at a temperature not lower than the melting point of the low melting point resin component and lower than the melting point of the high melting point resin component, and then cooled.
[Group A]
Flat yarn, multifilament, monofilament or staple fiber (Group B)
9. Woven fabric, cross-bonded fabric, warif, knitted fabric or unidirectional resin sheet
The laminate according to any one of 4 to 9 above, wherein the nonwoven fabric is formed by a fleece forming method such as spun bond or melt blow, a thermal bond, a chemical bond, a needle punch, a spun lace fleece bonding method, or the like. Body manufacturing method.
11.
When forming the unbonded laminated sheet,
8. The method for producing a laminate according to 1, 4, or 7, wherein a laminate material selected from the following group C is laminated between the first substrate sheet and the second substrate sheet. .
[Group C]
Foam;
Non-woven fabric;
Resin film or resin sheet;
paper;
Natural leather or artificial leather;
Honeycomb structure;
11. Metal sheet such as aluminum, iron or copper
The intermediate layer is further provided between the first base sheet and a laminate material selected from the group C and / or between the laminate material selected from the group C and the second base sheet. 12. The method for producing a laminate according to 11 above.
13.
When forming a laminate formed by laminating a plurality of the uncompressed laminate sheets,
10. The method for producing a laminate according to 2, 3, 5, 6, 8, or 9, wherein a laminate material selected from the following group C is laminated between the uncompressed laminate sheets.
[Group C]
Foam;
Non-woven fabric;
Resin film or resin sheet;
paper;
Natural leather or artificial leather;
Honeycomb structure;
Metal sheet such as aluminum, iron or copper14.
14. The method for producing a laminate according to 13, wherein the intermediate layer is further provided between the uncompressed laminate sheet and a laminate material selected from the group C.
15.
When forming a laminate formed by laminating the unbonded laminate sheet and the first base sheet or the second base sheet,
2. The above-mentioned 2, 3, 5, 6 characterized in that a laminate material selected from the following group C is laminated between the unbonded laminate sheet and the first substrate sheet or the second substrate sheet. The manufacturing method of the laminated body of 8 or 9.
[Group C]
Foam;
Non-woven fabric;
Resin film or resin sheet;
paper;
Natural leather or artificial leather;
Honeycomb structure;
15. Metal sheet such as aluminum, iron or copper
Between the unbonded laminated sheet and the laminated material selected from the group C and / or between the laminated material selected from the group C and the first base sheet or the second base sheet, the intermediate 16. The method for producing a laminate according to 15 above, further comprising a layer.
17.
When forming the unbonded laminated sheet,
A laminate material selected from the following group C is laminated between the first base sheet and the intermediate layer and / or between the second base sheet and the intermediate layer, The manufacturing method of the laminated body of 2, 3, 5, 6, 8, or 9.
[Group C]
Foam;
Non-woven fabric;
Resin film or resin sheet;
paper;
Natural leather or artificial leather;
Honeycomb structure;
Metal sheet such as aluminum, iron or copper 18.
The intermediate layer is further provided between the first base sheet and a laminated material selected from the group C and / or between the second base sheet and the laminated material selected from the group C. 18. The method for producing a laminated body according to 17 above.
19.
The manufacturing method of the laminated body in any one of said 1-18 whose resin which comprises a said 1st base material sheet and a said 2nd base material sheet is the same kind of composition.
20.
The said 1st base material sheet, the said 2nd base material sheet, and resin which comprises the said intermediate | middle layer are in any one of said 2, 3, 5, 6, 8, 9, 12-19 which are the same kind of compositions. The manufacturing method of the laminated body.
21.
A laminate manufactured by the method for producing a laminate according to any one of 1 to 20 above.
22.
A laminate having a laminate material selected from the following group D is laminated on one or both sides of the laminate described in 21 above.
[Group D]
Foam;
Non-woven fabric;
Resin film or resin sheet;
paper;
Natural leather or artificial leather;
Honeycomb structure;
Metal sheet such as aluminum, iron or copper23.
23. The laminate according to item 22, further comprising the intermediate layer between the laminate and a laminate material selected from the group D.
24.
A method for producing a laminate product, comprising producing a laminate product selected from the following group E using the laminate as described in 21 above.
[Group E]
Chair or bench parts such as backrest, seat, frame or armrest;
Springs for sofas, beds, cushions or pillows;
Wheelchair parts such as wheels, leg supports, footrests, armrests;
Ski or snowboard parts such as ski shoes, ski boot parts or snowboard shoes, snowboard shoe parts, skis or snowboard boards, stocks;
Sports protectors such as helmets, elbow pads, knee pads, shin pads or chest pads;
Motorcycle protectors such as helmets, elbow pads, knee pads, shin pads or chest pads;
Safety protectors such as helmets, elbow pads, knee pads, shin pads or chest pads;
Disaster protectors such as helmets, elbow pads, knee pads, shin pads or chest pads;
Surfboard or bodyboard;
Accessories such as yachts, kayaks, canoes or boat wall boards, bottom boards, frame materials or boat oars;
Fishing rod, floating;
Sports rackets for tennis, badminton, etc .;
Shoe insole or shoe sole plate;
Prosthetic hand, prosthetic leg or cast;
Medical supporter core materials such as waist, shoulders, elbows, knees and ankles;
Cases or covers for mobile devices such as laptops and smartphones;
Appliance housings such as refrigerators, washing machines, vacuum cleaners, TVs;
Bicycle parts such as hoods, frames, cranks or pedals;
Automotive interior or exterior materials;
Aircraft components;
Speaker cone;
Umbrella bone, middle rod (shaft) or hand (handle);
Crossing bars, crossing bars such as ETC;
Building materials such as roofs, floors and wall panels;
Industrial spring materials such as leaf springs;
Containers such as trays and boxes;
Aqueduct pipe for agricultural water introduction for house, tunnel ground temperature adjustment, etc .;
Soft ground reinforcement sheet;
Water stop plate;
A herbicidal or rooting sheet;
Protectors such as bulletproof vests or prevention of injury;
Safety shoe parts such as toe cores and piercing prevention plates;
cargo;
Exterior materials such as suitcases, attache cases, musical instrument cases;
Heel core material, school bag core material, shoulder belt core material or underwear core material;
Core material for bags or core material for all-purpose bags;
Frames for tents, etc .;
Playground equipment for skateboards, roller skates, etc.
本発明によれば、積層体の用途に合わせて、所望の特性を付与することができる積層体の製造方法、積層体、及び積層体製品の製造方法を提供することができる。 ADVANTAGE OF THE INVENTION According to this invention, according to the use of a laminated body, the manufacturing method of a laminated body which can provide a desired characteristic, a laminated body, and the manufacturing method of a laminated body product can be provided.
以下に、本発明を実施するための形態について説明する。 Below, the form for implementing this invention is demonstrated.
1.第1態様
第1態様の積層体の製造方法は、最初に、下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる基材シートを複数枚用意する。
1. 1st aspect The manufacturing method of the laminated body of a 1st aspect is initially at least 1 chosen from the following B group formed using the extending | stretching or non-stretched linear body which consists of at least 1 sort (s) chosen from the following A group. Prepare a plurality of seed sheets made of seeds.
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
[Group A]
Flat yarn, multifilament, monofilament or staple fiber
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
[Group B]
Woven fabric, cross-bonded fabric, burif, knitted fabric or unidirectional resin sheet
A群の線条体は、例えば、ポリプロピレン、ポリエチレン等のポリオレフィン;ポリエチレンテレフタレート等のポリエステルなどを好ましく挙げることができる。これらの樹脂を用いて形成されたフラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバーを線条体として用いる。 Preferred examples of Group A filaments include polyolefins such as polypropylene and polyethylene; polyesters such as polyethylene terephthalate. Flat yarns, multifilaments, monofilaments or staple fibers formed using these resins are used as the filaments.
線条体は、延伸されていても、無延伸のままでもよいが、好ましくは、製品の強度向上のために、延伸されていることが好ましい。延伸手段としては、例えば一軸又は二軸延伸を採用することができる。 The filaments may be stretched or unstretched, but are preferably stretched to improve the strength of the product. As the stretching means, for example, uniaxial or biaxial stretching can be employed.
線条体は、単層構造、積層構造、又は芯鞘構造で構成されたものを用いることができる。 As the striatum, a single-layer structure, a laminated structure, or a core-sheath structure can be used.
線条体が単層構造の場合は、線条体を構成する樹脂が、熱圧着の温度よりも融点の高い熱可塑性樹脂で構成される。このとき、熱圧着の温度よりも融点の低い熱可塑性樹脂を含むこともできる。 When the linear body has a single layer structure, the resin constituting the linear body is made of a thermoplastic resin having a melting point higher than the temperature of thermocompression bonding. At this time, a thermoplastic resin having a melting point lower than the temperature of thermocompression bonding can also be included.
線条体が積層構造の場合は、前記単層構造の線条体を基層として、基層の片面又は両面に、基層よりも融点の低い熱可塑性樹脂からなる表面層を積層することもできる。 When the striate has a laminated structure, a surface layer made of a thermoplastic resin having a melting point lower than that of the base layer can be laminated on one side or both sides of the base layer with the striate having a single layer structure as a base layer.
線条体が芯鞘構造の場合は、前記単層構造の線条体を基層として、基層よりも融点の低い熱可塑性樹脂からなる表面層が被覆することもできる。このような線条体としては、フラットヤーン、マルチフィラメント、モノフィラメント、ステープルファイバー等を例示することができる。 When the striatum has a core-sheath structure, a surface layer made of a thermoplastic resin having a melting point lower than that of the base layer can be covered with the striate having a single layer structure as a base layer. Examples of such a linear body include flat yarns, multifilaments, monofilaments, and staple fibers.
線条体として積層構造が使用される場合、その成形材料となる積層フィルムを成形する手段としては、格別限定されないが、(1)予め基層となるフィルムと表面層となるフィルムを形成してドライラミネート法や熱ラミネート法を用いて複層化する手段や、(2)基層となるフィルムの表面に表面層となる熱可塑性樹脂をコーティングする方法、(3)予め形成した基層となるフィルムに表面層を押出ラミネートする方法、あるいは(4)多層共押出法によって積層フィルムとして押出成形する方法等の手段から適宜選択して用いることができる。 When a laminated structure is used as the striated body, means for forming a laminated film as a molding material is not particularly limited, but (1) a film that becomes a base layer and a film that becomes a surface layer are previously formed and dried. Means for making a multilayer using a laminating method or a thermal laminating method, (2) a method of coating a thermoplastic resin to be a surface layer on the surface of a film to be a base layer, (3) a surface to a film to be a preformed base layer It can be appropriately selected from means such as a method of extruding a layer, or (4) a method of extruding as a laminated film by a multilayer coextrusion method.
線条体として芯鞘構造が使用される場合、その成形手段としては、格別限定されないが、予め基層となる樹脂と表面層となる樹脂を用意し、押出し機を備える複合紡糸装置に導入し、各々の樹脂は溶融した状態で押出し機の別々の配管を通って複合紡糸金型で合流して押出され、これを冷却する方法等の手段を用いることができる。 When the core-sheath structure is used as the filamentous body, the forming means is not particularly limited, but prepares a resin as a base layer and a resin as a surface layer in advance, and introduces it into a compound spinning apparatus equipped with an extruder, Each resin can be melted and passed through separate pipes of the extruder, merged and extruded by a composite spinning die, and a means such as a method of cooling it can be used.
線条体の太さは、目的に応じて任意に選定することができるが、線条体が単層構造又は積層構造の場合には、一般的には、50〜10000デシテックス(dt)の範囲が望ましく、線条体が芯鞘構造の場合には、一般的には、1〜10000デシテックス(dt)の範囲が望ましい。 The thickness of the striatum can be arbitrarily selected according to the purpose. However, in the case where the striatum has a single layer structure or a laminated structure, it is generally in the range of 50 to 10,000 decitex (dt). In the case where the striate body has a core-sheath structure, generally, a range of 1 to 10000 dtex (dt) is desirable.
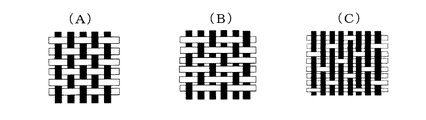
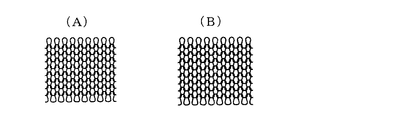
B群の上記織布は、図1(A)に示す平織、図1(B)に示す綾織、又は図1(C)に示す朱子織の何れでもよい。交差結合布は、図2(A)に示す2軸交差結合布、図2(B)に示す3軸交差結合布、図2(C)に示す4軸交差結合布の何れでもよい。編物は、図3(A)に示すヨコ編、図3(B)に示すタテ編の何れでもよい。一方向樹脂シートは、線条体を一方向に引きそろえた樹脂シートである(図4参照)。 The woven fabric of group B may be a plain weave shown in FIG. 1 (A), a twill weave shown in FIG. 1 (B), or a satin weave shown in FIG. 1 (C). The cross-bonded cloth may be any of a biaxial cross-bonded cloth shown in FIG. 2 (A), a triaxial cross-bonded cloth shown in FIG. 2 (B), and a four-axis cross-bonded cloth shown in FIG. 2 (C). The knitted fabric may be either a horizontal knitting shown in FIG. 3 (A) or a vertical knitting shown in FIG. 3 (B). The unidirectional resin sheet is a resin sheet in which the filaments are aligned in one direction (see FIG. 4).
次に、上記用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、その一枚を第1の基材シートとし、他方を第2の基材シートとする。 Next, at least two substrate sheets are selected from the prepared plurality of substrate sheets, one of which is a first substrate sheet, and the other is a second substrate sheet.
本発明においては、二枚の基材シートを選択すればよいので、選択する枚数は三枚でも、四枚以上でもよい。 In the present invention, two substrate sheets may be selected, so the number of sheets to be selected may be three or four or more.
前記第1の基材シートと前記第2の基材シートの間には、熱可塑性樹脂からなる中間層を設けることも好ましいことである。
本発明の一態様では、前記第1の基材シート、前記第2の基材シートの順に積層してなる未圧着積層シートを形成する。
本発明の他の一態様では、前記第1の基材シート、前記中間層及び前記第2の基材シートの順に積層してなる未圧着積層シートを形成する。
It is also preferable to provide an intermediate layer made of a thermoplastic resin between the first base sheet and the second base sheet.
In one embodiment of the present invention, an uncompressed laminated sheet is formed by laminating the first base sheet and the second base sheet in this order.
In another aspect of the present invention, an uncompressed laminated sheet is formed by laminating the first base sheet, the intermediate layer, and the second base sheet in this order.
三枚以上を選択した場合にも、各基材シートの間に、中間層を設けて、未圧着積層シートを形成してもよい。 Even when three or more sheets are selected, an unbonded laminated sheet may be formed by providing an intermediate layer between each base sheet.
中間層が、第1の基材シートと第2の基材シートとの間に配置される態様においては、該中間層は、単一の熱可塑性樹脂で形成されてもよいし、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させたもので形成されてもよい。 In the aspect in which the intermediate layer is disposed between the first base sheet and the second base sheet, the intermediate layer may be formed of a single thermoplastic resin, or the thermoplastic resin. The low melting point resin component may be formed of a thermoplastic resin containing a high melting point resin component.
特に、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させた中間層である場合は、該中間層が、第1の基材シートと第2の基材シートとを接着すると共に、得られる積層体の剛性を向上する剛性向上層として機能することができるため好ましい。 In particular, when the intermediate layer is a low melting point resin component of a thermoplastic resin containing a high melting point resin component of a thermoplastic resin, the intermediate layer includes a first base sheet and a second base sheet. It is preferable because it can function as a rigidity improving layer that improves the rigidity of the resulting laminate.
本明細書において、「融点」というのは、DSC測定(示差走査熱量測定;Differential scanning calorimetry)により融解ピーク温度として測定される温度のことである。従って、高融点樹脂成分は、低融点樹脂成分よりも融解ピーク温度が高い関係にある。 In the present specification, the “melting point” is a temperature measured as a melting peak temperature by DSC measurement (differential scanning calorimetry). Therefore, the high melting point resin component has a higher melting peak temperature than the low melting point resin component.
中間層に用いられる熱可塑性樹脂は、格別限定されないが、ポリプロピレン、ポリエチレン等のポリオレフィン、ポリエチレンテレフタレート等のポリエステルなどを好ましく挙げることができる。
一方、中間層に低融点樹脂成分と高融点樹脂成分とを含有する場合に、前記低融点樹脂成分及び高融点樹脂成分は、格別限定されないが、用いられる低融点樹脂成分としては、ポリプロピレン、ポリエチレン等のポリオレフィン、ポリエチレンテレフタレート等のポリエステルなどを好ましく挙げることができる。用いられる高融点樹脂成分としては、低融点樹脂成分よりも融点が高いものであればよいが、ポリプロピレン、ポリエチレン等のポリオレフィン、ポリエチレンテレフタレート等のポリエステルなどを好ましく挙げることができる。
The thermoplastic resin used for the intermediate layer is not particularly limited, but preferred examples include polyolefins such as polypropylene and polyethylene, and polyesters such as polyethylene terephthalate.
On the other hand, when the intermediate layer contains a low melting point resin component and a high melting point resin component, the low melting point resin component and the high melting point resin component are not particularly limited. Preferred examples include polyolefins such as polyethylene and polyesters such as polyethylene terephthalate. As the high melting point resin component used, any resin having a higher melting point than the low melting point resin component may be used, and preferred examples include polyolefins such as polypropylene and polyethylene, and polyesters such as polyethylene terephthalate.
中間層に低融点樹脂成分及び高融点樹脂成分を含有する態様において、用いられる低融点樹脂成分及び高融点樹脂成分が、それぞれポリプロピレンから選択される場合は、例えば、低融点樹脂成分としてランダムポリプロピレンを用い、高融点樹脂成分としてホモポリプロピレンを用いることができる。 In the embodiment in which the low-melting resin component and the high-melting resin component are contained in the intermediate layer, when the low-melting resin component and the high-melting resin component to be used are selected from polypropylene, for example, random polypropylene is used as the low-melting resin component. Homopolypropylene can be used as the high melting point resin component.
ランダムポリプロピレンは、モノマー成分としてのプロピレンと、α−オレフィン(例えば、エチレン、1−ブテン、1−ペンテン、1−ヘキセン、4−メチル−1−ペンテン、1−ヘプテン、1−オクテン等のプロピレン以外のα−オレフィン)とが、ランダムに共重合したものである。 Random polypropylene is other than propylene as monomer components and propylene such as α-olefin (for example, ethylene, 1-butene, 1-pentene, 1-hexene, 4-methyl-1-pentene, 1-heptene, 1-octene, etc. Of the α-olefin) are randomly copolymerized.
また、中間層に用いられる低融点樹脂成分及び高融点樹脂成分が、それぞれポリプロピレンから選択される場合の他の態様としては、低融点樹脂成分として比較的低融点のランダムポリプロピレンを用い、高融点樹脂成分として比較的高融点のランダムポリプロピレンを用いることもできる。 In addition, as another embodiment in which the low melting point resin component and the high melting point resin component used for the intermediate layer are each selected from polypropylene, a relatively low melting point random polypropylene is used as the low melting point resin component, and the high melting point resin is used. Random polypropylene having a relatively high melting point can also be used as a component.
中間層としては、格別限定されないが、例えば、低融点樹脂成分のペレットと高融点樹脂成分のペレットとを、両樹脂成分の融点以上の温度で混練し、インフレーション成形等により形成されたフィルムを挙げることができる。 Examples of the intermediate layer include, but are not limited to, a film formed by kneading pellets of a low melting point resin component and pellets of a high melting point resin component at a temperature equal to or higher than the melting points of both resin components, and by inflation molding or the like. be able to.
中間層において、高融点樹脂成分の含有量は、例えば、5重量%〜50重量%の範囲であることが好ましく、10重量%〜30重量%の範囲であることが更に好ましい。また、中間層における低融点樹脂成分と高融点樹脂成分の重量比率は、5:95〜50:50の範囲であることが好ましく、10:90〜30:70の範囲であることが更に好ましい。 In the intermediate layer, the content of the high melting point resin component is preferably in the range of 5% by weight to 50% by weight, for example, and more preferably in the range of 10% by weight to 30% by weight. The weight ratio of the low melting point resin component to the high melting point resin component in the intermediate layer is preferably in the range of 5:95 to 50:50, and more preferably in the range of 10:90 to 30:70.
中間層の厚さは、例えば、基材シートの厚さや、線条体の太さ等に応じて適宜設定可能であるので限定的ではないが、10μm〜100μmの範囲であることが好ましく、20μm〜60μmの範囲であることが更に好ましい。 The thickness of the intermediate layer is not limited because it can be appropriately set according to, for example, the thickness of the base sheet and the thickness of the striatum, but is preferably in the range of 10 μm to 100 μm, 20 μm More preferably, it is in the range of ˜60 μm.
線条体や中間層には、目的に応じて各種の添加剤を添加することができる。具体的には、有機リン系、チオエーテル系等の酸化防止剤;ヒンダードアミン系等の光安定剤;ベンゾフェノン系、ベンゾトリアゾール系、ベンゾエート系等の紫外線吸収剤;帯電防止剤;ビスアミド系、ワックス系、有機金属塩系等の分散剤;アミド系、有機金属塩系等の滑剤;含臭素系有機系、リン酸系、メラミンシアヌレート系、三酸化アンチモン等の難燃剤;低密度ポリエチレン、線状低密度ポリエチレン等の延伸助剤;有機顔料;無機顔料;無機充填剤;有機充填剤;金属イオン系等の無機抗菌剤、有機抗菌剤等が挙げられる。 Various additives can be added to the striatum or intermediate layer depending on the purpose. Specifically, organic phosphorus-based, thioether-based antioxidants; hindered amine-based light stabilizers; benzophenone-based, benzotriazole-based, benzoate-based ultraviolet absorbers; anti-static agents; bisamide-based, wax-based, Dispersants such as organic metal salts; lubricants such as amides and organic metal salts; flame retardants such as bromine-containing organic, phosphoric acid, melamine cyanurate, and antimony trioxide; low density polyethylene, linear low Examples include stretching aids such as density polyethylene; organic pigments; inorganic pigments; inorganic fillers; organic fillers; metal ion-based inorganic antibacterial agents, organic antibacterial agents, and the like.
次いで、上記の未圧着積層シートを、熱圧着し、その後、冷却することにより、積層体を製造する。
特に、前記中間層を有する未圧着積層シートである場合は、中間層を形成する熱可塑性樹脂の融点以上、若しくは前記低融点樹脂成分の融点以上且つ前記高融点樹脂成分の融点未満の温度で熱圧着し、その後、冷却することが好ましい。かかる製法により、得られる積層体は剛性に優れる効果を奏する。
Next, the uncompressed laminated sheet is subjected to thermocompression bonding and then cooled to produce a laminated body.
In particular, in the case of an uncompressed laminated sheet having the intermediate layer, heat is applied at a temperature not lower than the melting point of the thermoplastic resin forming the intermediate layer, or not lower than the melting point of the low melting point resin component and lower than the melting point of the high melting point resin component. It is preferable to crimp and then cool. By this manufacturing method, the obtained laminate has an effect of excellent rigidity.
熱圧着の手法は格別限定されないが、例えば熱プレス機などを用いることができ、その圧力は格別限定されず、各層の厚さ等に応じて適宜設定可能であり、例えば、0.5MPa〜20MPaの範囲であることが好ましく、2MPa〜15MPaの範囲であることが更に好ましい。 Although the method of thermocompression bonding is not particularly limited, for example, a hot press machine or the like can be used, and the pressure is not particularly limited, and can be appropriately set according to the thickness of each layer, for example, 0.5 MPa to 20 MPa. Preferably, it is in the range of 2 MPa to 15 MPa.
熱圧着の時間は、熱圧着できるものであれば格別限定されないが、例えば、1分〜20分の範囲であることが好ましい。 The thermocompression bonding time is not particularly limited as long as it can be thermocompression bonded, but is preferably in the range of 1 minute to 20 minutes, for example.
また熱圧着後の冷却は、自然放冷であってもよいし、強制的な冷却でもよい。強制的な冷却の場合には、熱圧着時の圧着状態を維持して、温度を冷却温度に下げる手法も採用できる。この場合、冷却プレスの手法を採用できる。 The cooling after thermocompression bonding may be natural cooling or forced cooling. In the case of forced cooling, it is possible to employ a technique of maintaining the pressure-bonding state during thermocompression bonding and lowering the temperature to the cooling temperature. In this case, a cooling press method can be employed.
冷却プレスの圧力は格別限定されず、各層の厚さ等に応じて適宜設定可能であり、例えば、0.5MPa〜20MPaの範囲であることが好ましく、2MPa〜15MPaの範囲であることが更に好ましい。
冷却の時間は、冷却できるものであれば格別限定されないが、例えば、10秒〜20分の範囲であることが好ましい。
The pressure of the cooling press is not particularly limited, and can be set as appropriate according to the thickness of each layer. For example, the pressure is preferably in the range of 0.5 MPa to 20 MPa, and more preferably in the range of 2 MPa to 15 MPa. .
The cooling time is not particularly limited as long as it can be cooled, but is preferably in the range of 10 seconds to 20 minutes, for example.
本発明により製造された積層体は剛性に優れる効果を奏する。
上記態様の積層体が剛性に優れる理由としては、熱圧着時に、融解されることがないか、あるいは融解されることがあったとしてもごく少量しか融解されない高融点樹脂成分によって、樹脂の結晶状態が改善されることが寄与しているものと推定される。より具体的には、融解された低融点樹脂成分が再結晶化する際に、融解されていない高融点樹脂成分が結晶核剤として機能し、クロス積層体に剛性を付与するのに適した結晶状態を形成しているものと推定される。
なお、本明細書において、「剛性が高い」というのは、より具体的には、例えばJIS K 7171に準拠して測定される曲げ弾性率(MPa)が高いこと等を意味する。
The laminated body manufactured by this invention has the effect which is excellent in rigidity.
The reason why the laminate of the above aspect is excellent in rigidity is that it is not melted at the time of thermocompression bonding, or even if it is melted, a high melting point resin component that is melted in a very small amount causes a crystalline state of the resin. It is estimated that the improvement is contributed. More specifically, when the melted low melting point resin component is recrystallized, the unmelted high melting point resin component functions as a crystal nucleating agent, and is suitable for imparting rigidity to the cloth laminate. Presumed to form a state.
In the present specification, “high rigidity” more specifically means that the flexural modulus (MPa) measured in accordance with, for example, JIS K 7171 is high.
2.第2態様
第1態様において、第1の基材シートと第2の基材シートとして、不織布を用いた態様である。その余の構成は、第1態様と同様であるので、それらの説明を援用する。
2. Second Aspect In the first aspect, a nonwoven fabric is used as the first base sheet and the second base sheet. Since the other structure is the same as that of a 1st aspect, those description is used.
この態様に用いる不織布は、スパンボンド、メルトブローなどのフリースの形成方法で形成されたものを用いてもよいし、サーマルボンド、ケミカルボンド、ニードルパンチ、スパンレースフリース結合方法などで形成された不織布を用いることもできる。 The nonwoven fabric used in this embodiment may be a nonwoven fabric formed by a fleece forming method such as spunbond or melt blow, or a nonwoven fabric formed by a thermal bond, chemical bond, needle punch, spunlace fleece bonding method or the like. It can also be used.
3.第3態様
第1態様において、第1の基材シートとして下記A群から選ばれる少なくとも1種からなる延伸又は無延伸の線条体を用いて形成された下記B群から選ばれる少なくとも1種からなる織布を、第2の基材シートとして不織布を用いた態様である。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート
その余の構成は、第1態様と同様であるので、それらの説明を援用する。
3. 3rd aspect In the 1st aspect, from at least 1 sort chosen from the following B group formed using the extending | stretching or unstretched linear body which consists of at least 1 sort chosen from the following A group as a 1st base material sheet. This is a mode in which a nonwoven fabric is used as the second base sheet.
[Group A]
Flat yarn, multifilament, monofilament or staple fiber (Group B)
Woven fabric, cross-bonded fabric, warif, knitted fabric, or unidirectional resin sheet The rest of the configuration is the same as that in the first aspect, and thus the description thereof is incorporated.
4.第4態様
上記第1態様及び第2態様において、第1の基材シート及び第2の基材シートを構成する樹脂は、同種の組成であることが好ましい。
さらに、上記第1態様及び第2態様のうちの中間層を有する態様において、第1の基材シート及び第2の基材シート及び中間層を構成する樹脂は、同種の組成であることが好ましい。
例えば、第1の基材シート、第2の基材シート及び中間層を構成する樹脂が、全てポリエチレン樹脂であること、あるいは全てポリプロピレン樹脂であることが同種の組成であることを意味する。
4). 4th aspect In the said 1st aspect and 2nd aspect, it is preferable that resin which comprises a 1st base material sheet and a 2nd base material sheet is the same kind of composition.
Furthermore, in the aspect which has an intermediate | middle layer of the said 1st aspect and the 2nd aspect, it is preferable that resin which comprises a 1st base material sheet, a 2nd base material sheet, and an intermediate | middle layer is the same kind of composition. .
For example, it means that the resins constituting the first base sheet, the second base sheet, and the intermediate layer are all polyethylene resins, or all are polypropylene resins, which have the same composition.
5.第5態様
上記態様において、未圧着積層シートを形成する際又は該未圧着積層シートを積層してなる積層体を形成する際に、C群から選ばれる積層材料がさらに積層された積層体もまた好ましい。
5. 5th aspect In the said aspect, when forming an uncrimped laminated sheet or when forming the laminated body formed by laminating | stacking this uncrimped laminated sheet, the laminated body further laminated | stacked by the laminated material chosen from C group is also provided. preferable.
C群から選ばれる積層材料は、発泡体;不織布;樹脂フィルム又は樹脂シート;紙;天然革又は人工革;ハニカム構造体;アルミ、鉄又は銅などの金属シートなどが挙げられる。 Examples of the laminated material selected from Group C include foam; nonwoven fabric; resin film or resin sheet; paper; natural leather or artificial leather; honeycomb structure; and metal sheet such as aluminum, iron, or copper.
図5(1)に図示するように、第1の基材シートと第2の基材シートとの間に、C群から選ばれる積層材料を積層することができる。
図5(2)に図示するように、未圧着積層シートを複数積層してなる積層体を形成する際に、未圧着積層シート同士間に、C群から選ばれる積層材料を積層することができる。
図5(3)に図示するように、未圧着積層シートと、第1の基材シート又は第2の基材シートとを積層してなる積層体を形成する際に、未圧着積層シートと第1の基材シート又は第2の基材シートとの間に、C群から選ばれる積層材料を積層することができる。
図5(4)に図示するように、未圧着積層シートを形成する際に、第1の基材シートと中間層との間、及び又は第2の基材シートと中間層との間に、C群から選ばれる積層材料を積層することができる。
As illustrated in FIG. 5A, a laminate material selected from Group C can be laminated between the first base sheet and the second base sheet.
As shown in FIG. 5 (2), when forming a laminate formed by laminating a plurality of uncompressed laminate sheets, a laminate material selected from Group C can be laminated between the uncompressed laminate sheets. .
As shown in FIG. 5 (3), when forming an uncompressed laminate sheet and a laminate formed by laminating the first substrate sheet or the second substrate sheet, A laminated material selected from Group C can be laminated between the first base sheet or the second base sheet.
As shown in FIG. 5 (4), when forming an uncompressed laminated sheet, between the first base sheet and the intermediate layer and / or between the second base sheet and the intermediate layer, A laminate material selected from Group C can be laminated.
上記図5(1)〜(4)の積層体において、第1の基材シート又は第2の基材シートとC群から選ばれる積層材料との間、若しくは、未圧着積層シートとC群から選ばれる積層材料との間に、さらに中間層を設けてもよい。 5 (1) to (4) above, between the first base sheet or the second base sheet and a laminate material selected from group C, or from the non-compression laminate sheet and group C An intermediate layer may be further provided between the selected laminate materials.
6.第6態様
この態様の積層体は、上記態様で製造された積層体の片面又は両面に、 D群から選ばれる積層材料が積層された積層体である。
6). 6th aspect The laminated body of this aspect is a laminated body by which the laminated material chosen from D group was laminated | stacked on the single side | surface or both surfaces of the laminated body manufactured in the said aspect.
D群から選ばれる積層材料は、発泡体;不織布;樹脂フィルム又は樹脂シート;紙;天然革又は人工革;ハニカム構造体;アルミ、鉄又は銅などの金属シートなどが挙げられる。 Examples of the laminated material selected from Group D include foams; nonwoven fabrics; resin films or resin sheets; paper; natural leather or artificial leather; honeycomb structures; and metal sheets such as aluminum, iron, and copper.
このような積層材料が積層された積層体は、剛性に優れるだけでなく、各種用途に応じて積層材料を選択することにより、用途に応じた優れた効果を発揮する。 A laminate in which such a laminate material is laminated not only has excellent rigidity, but also exhibits excellent effects depending on the use by selecting the laminate material according to various uses.
発泡体であれば、外表面が柔軟性に優れた、内部は剛性に優れる積層体を提供できる。樹脂フィルム又は樹脂シートであれば、表面保護性に優れた積層体が提供できる。紙であれば、紙に種々の模様を形成することにより装飾性に優れた積層体を提供できる。天然革であれば、高級感ある積層体を提供できる。金属シートであれば、全体を金属で形成したような重厚感を与える積層体を提供できる。 If it is a foam, the outer surface is excellent in flexibility and the inside can be provided with a laminate excellent in rigidity. If it is a resin film or a resin sheet, the laminated body excellent in surface protection can be provided. If it is paper, the laminated body excellent in the decorating property can be provided by forming various patterns on paper. If it is natural leather, a high-class laminate can be provided. If it is a metal sheet, the laminated body which gives the profound feeling that the whole was formed with the metal can be provided.
7.第7態様
本発明においては、上記の積層体の製造方法によって得られた積層体を用いて、E群から選ばれる積層体製品を製造することができる。
7). 7th aspect In this invention, the laminated body product chosen from E group can be manufactured using the laminated body obtained by the manufacturing method of said laminated body.
E群から選ばれる積層体製品としては、以下の製品が挙げられるが、必ずしも限定されるわけではない。
背もたれ、座面、フレーム又は肘掛け等の椅子又はベンチ用部品;
ソファー、ベッド、座布団又は枕等用のスプリング;
ホイール、レッグサポート、フットレスト、アームレスト等の車椅子用部品;
スキー靴、スキー靴の部品又はスノーボード靴、スノーボード靴の部品、スキー板又はスノーボード板、ストック等のスキー又はスノーボード用用品;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等のスポーツ用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の自動二輪車用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の安全用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の防災用プロテクター;
サーフボード又はボディボード;
ヨット、カヤック、カヌー又はボート用の壁板、底板、枠材又はボート用オール等の付属品;
釣竿、浮き;
テニス、バドミントン等用のスポーツラケット;
靴のインソール、又は靴の足底板;
義手、義足又はギプス;
腰、肩、肘、膝、足首等の医療用サポーター芯材;
ノートパソコン、スマートフォン等のモバイル機器の筐体又はカバー;
冷蔵庫、洗濯機、掃除機、テレビ等の家電筐体;
フード、フレーム、クランク又はペダル等の自転車用部品;
自動車用の内装材又は外装材;
航空機用部材;
スピーカーコーン;
傘の骨、中棒(シャフト)又は手元(ハンドル);
踏切、ETC等の遮断棒;
屋根、床、壁パネル等の建材;
板バネ等の工業用バネ材;
トレーやボックス等の容器;
ハウス、トンネル内の地温調整用等の農業用水導入用水路管、土木工事用の水路管;
軟弱地盤補強用シート;
止水板;
防草用シート又は防根用シート;
防弾チョッキ又は殺傷防止用等のプロテクター;
先芯、踏貫き防止板等の安全靴用部品;
カーゴ;
スーツケース、アタッシュケース、楽器ケース等の外装材;
鞄の芯材、ランドセルの芯材、肩ベルトの芯材又は下着用の芯材;
袋用芯材又は万能袋用芯材;
テント等用のフレーム;
スケートボード、ローラースケート等用の遊具部材
Examples of the laminate product selected from Group E include the following products, but are not necessarily limited.
Chair or bench parts such as backrest, seat, frame or armrest;
Springs for sofas, beds, cushions or pillows;
Wheelchair parts such as wheels, leg supports, footrests, armrests;
Ski or snowboard parts such as ski shoes, ski boot parts or snowboard shoes, snowboard shoe parts, skis or snowboard boards, stocks;
Sports protectors such as helmets, elbow pads, knee pads, shin pads or chest pads;
Motorcycle protectors such as helmets, elbow pads, knee pads, shin pads or chest pads;
Safety protectors such as helmets, elbow pads, knee pads, shin pads or chest pads;
Disaster protectors such as helmets, elbow pads, knee pads, shin pads or chest pads;
Surfboard or bodyboard;
Accessories such as yachts, kayaks, canoes or boat wall boards, bottom boards, frame materials or boat oars;
Fishing rod, floating;
Sports rackets for tennis, badminton, etc .;
Shoe insole or shoe sole plate;
Prosthetic hand, prosthetic leg or cast;
Medical supporter core materials such as waist, shoulders, elbows, knees and ankles;
Cases or covers for mobile devices such as laptops and smartphones;
Appliance housings such as refrigerators, washing machines, vacuum cleaners, TVs;
Bicycle parts such as hoods, frames, cranks or pedals;
Automotive interior or exterior materials;
Aircraft components;
Speaker cone;
Umbrella bone, middle rod (shaft) or hand (handle);
Crossing bars, crossing bars such as ETC;
Building materials such as roofs, floors and wall panels;
Industrial spring materials such as leaf springs;
Containers such as trays and boxes;
Aqueduct pipe for agricultural water introduction for house, tunnel ground temperature adjustment, etc .;
Soft ground reinforcement sheet;
Water stop plate;
A herbicidal or rooting sheet;
Protectors such as bulletproof vests or prevention of injury;
Safety shoe parts such as toe cores and piercing prevention plates;
cargo;
Exterior materials such as suitcases, attache cases, musical instrument cases;
Heel core material, school bag core material, shoulder belt core material or underwear core material;
Core material for bags or core material for all-purpose bags;
Frames for tents, etc .;
Playground equipment for skateboards, roller skates, etc.
Claims (24)
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シート及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート Prepare a plurality of substrate sheets made of at least one selected from the following group B formed using stretched or non-stretched filaments made of at least one selected from the following group A,
Select at least two substrate sheets from the prepared plurality of substrate sheets,
One of the sheets is a first base sheet, the other is a second base sheet,
Forming an uncompressed laminated sheet formed by laminating the first base sheet and the second base sheet;
Next, the uncompressed laminate sheet is thermocompression-bonded and then cooled, and then the laminate is produced.
[Group A]
Flat yarn, multifilament, monofilament or staple fiber (Group B)
Woven fabric, cross-bonded fabric, burif, knitted fabric or unidirectional resin sheet
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂からなる中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記熱可塑性樹脂の融点以上の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート Prepare a plurality of substrate sheets made of at least one selected from the following group B formed using stretched or non-stretched filaments made of at least one selected from the following group A,
Select at least two substrate sheets from the prepared plurality of substrate sheets,
One of the sheets is a first base sheet, the other is a second base sheet,
An intermediate layer made of a thermoplastic resin is provided between the first base sheet and the second base sheet, and the first base sheet, the intermediate layer, and the second base sheet To form a non-bonded laminated sheet,
Next, the unbonded laminated sheet is thermocompression bonded at a temperature equal to or higher than the melting point of the thermoplastic resin, and then cooled.
[Group A]
Flat yarn, multifilament, monofilament or staple fiber (Group B)
Woven fabric, cross-bonded fabric, burif, knitted fabric or unidirectional resin sheet
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させた中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記低融点樹脂成分の融点以上且つ前記高融点樹脂成分の融点未満の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート Prepare a plurality of substrate sheets made of at least one selected from the following group B formed using stretched or non-stretched filaments made of at least one selected from the following group A,
Select at least two substrate sheets from the prepared plurality of substrate sheets,
One of the sheets is a first base sheet, the other is a second base sheet,
Between the first base sheet and the second base sheet, an intermediate layer containing a high melting point resin component of a thermoplastic resin is provided in the low melting point resin component of the thermoplastic resin, Forming an uncompressed laminate sheet formed by laminating the base material sheet 1, the intermediate layer, and the second base material sheet,
Next, the uncompressed laminated sheet is thermocompression-bonded at a temperature not lower than the melting point of the low melting point resin component and lower than the melting point of the high melting point resin component, and then cooled.
[Group A]
Flat yarn, multifilament, monofilament or staple fiber (Group B)
Woven fabric, cross-bonded fabric, burif, knitted fabric or unidirectional resin sheet
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シート及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを熱圧着し、その後、冷却することを特徴とする積層体の製造方法。 Prepare multiple base sheets made of nonwoven fabric,
Select at least two substrate sheets from the prepared plurality of substrate sheets,
One of the sheets is a first base sheet, the other is a second base sheet,
Forming an uncompressed laminated sheet formed by laminating the first base sheet and the second base sheet;
Next, the uncompressed laminate sheet is thermocompression-bonded and then cooled, and then the laminate is produced.
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂からなる中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記熱可塑性樹脂の融点以上の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。 Prepare multiple base sheets made of nonwoven fabric,
Select at least two substrate sheets from the prepared plurality of substrate sheets,
One of the sheets is a first base sheet, the other is a second base sheet,
An intermediate layer made of a thermoplastic resin is provided between the first base sheet and the second base sheet, and the first base sheet, the intermediate layer, and the second base sheet To form a non-bonded laminated sheet,
Next, the unbonded laminated sheet is thermocompression bonded at a temperature equal to or higher than the melting point of the thermoplastic resin, and then cooled.
用意された複数枚の基材シートの中から少なくとも二枚の基材シートを選択し、
その一枚を第1の基材シートとし、他方を第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させた中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記低融点樹脂成分の融点以上且つ前記高融点樹脂成分の融点未満の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。 Prepare multiple base sheets made of nonwoven fabric,
Select at least two substrate sheets from the prepared plurality of substrate sheets,
One of the sheets is a first base sheet, the other is a second base sheet,
Between the first base sheet and the second base sheet, an intermediate layer containing a high melting point resin component of a thermoplastic resin is provided in the low melting point resin component of the thermoplastic resin, Forming an uncompressed laminate sheet formed by laminating the base material sheet 1, the intermediate layer, and the second base material sheet,
Next, the uncompressed laminated sheet is thermocompression-bonded at a temperature not lower than the melting point of the low melting point resin component and lower than the melting point of the high melting point resin component, and then cooled.
不織布からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第2の基材シートとし、
前記第1の基材シート及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート A plurality of substrate sheets made of at least one selected from the following group B formed using stretched or non-stretched filaments made of at least one selected from the following group A are prepared, and at least one of them Selecting a single base sheet as the first base sheet,
Preparing a plurality of substrate sheets made of non-woven fabric, selecting at least one of the substrate sheets as a second substrate sheet,
Forming an uncompressed laminated sheet formed by laminating the first base sheet and the second base sheet;
Next, the uncompressed laminate sheet is thermocompression-bonded and then cooled, and then the laminate is produced.
[Group A]
Flat yarn, multifilament, monofilament or staple fiber (Group B)
Woven fabric, cross-bonded fabric, burif, knitted fabric or unidirectional resin sheet
不織布からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂からなる中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記熱可塑性樹脂の融点以上の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート A plurality of substrate sheets made of at least one selected from the following group B formed using stretched or non-stretched filaments made of at least one selected from the following group A are prepared, and at least one of them Selecting a single base sheet as the first base sheet,
Preparing a plurality of substrate sheets made of non-woven fabric, selecting at least one of the substrate sheets as a second substrate sheet,
An intermediate layer made of a thermoplastic resin is provided between the first base sheet and the second base sheet, and the first base sheet, the intermediate layer, and the second base sheet To form a non-bonded laminated sheet,
Next, the unbonded laminated sheet is thermocompression bonded at a temperature equal to or higher than the melting point of the thermoplastic resin, and then cooled.
[Group A]
Flat yarn, multifilament, monofilament or staple fiber (Group B)
Woven fabric, cross-bonded fabric, burif, knitted fabric or unidirectional resin sheet
不織布からなる基材シートを複数枚用意し、その中の少なくとも一枚の基材シートを選択して第2の基材シートとし、
前記第1の基材シートと前記第2の基材シートとの間に、熱可塑性樹脂の低融点樹脂成分に、熱可塑性樹脂の高融点樹脂成分を含有させた中間層を設けて、前記第1の基材シート、前記中間層及び前記第2の基材シートを積層してなる未圧着積層シートを形成し、
次いで、前記未圧着積層シートを、前記低融点樹脂成分の融点以上且つ前記高融点樹脂成分の融点未満の温度で熱圧着し、その後、冷却することを特徴とする積層体の製造方法。
〔A群〕
フラットヤーン、マルチフィラメント、モノフィラメント又はステープルファイバー
〔B群〕
織物、交差結合布、ワリフ、編物又は一方向樹脂シート A plurality of substrate sheets made of at least one selected from the following group B formed using stretched or non-stretched filaments made of at least one selected from the following group A are prepared, and at least one of them Selecting a single base sheet as the first base sheet,
Preparing a plurality of substrate sheets made of non-woven fabric, selecting at least one of the substrate sheets as a second substrate sheet,
Between the first base sheet and the second base sheet, an intermediate layer containing a high melting point resin component of a thermoplastic resin is provided in the low melting point resin component of the thermoplastic resin, Forming an uncompressed laminate sheet formed by laminating the base material sheet 1, the intermediate layer, and the second base material sheet,
Next, the uncompressed laminated sheet is thermocompression-bonded at a temperature not lower than the melting point of the low melting point resin component and lower than the melting point of the high melting point resin component, and then cooled.
[Group A]
Flat yarn, multifilament, monofilament or staple fiber (Group B)
Woven fabric, cross-bonded fabric, burif, knitted fabric or unidirectional resin sheet
前記第1の基材シートと前記第2の基材シートとの間に、下記C群から選ばれる積層材料が積層されることを特徴とする請求項1、4又は7記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート When forming the unbonded laminated sheet,
The laminate material according to claim 1, 4 or 7, wherein a laminate material selected from the following group C is laminated between the first substrate sheet and the second substrate sheet. Method.
[Group C]
Foam;
Non-woven fabric;
Resin film or resin sheet;
paper;
Natural leather or artificial leather;
Honeycomb structure;
Metal sheet such as aluminum, iron or copper
前記未圧着積層シート同士間に、下記C群から選ばれる積層材料を積層することを特徴とする請求項2、3、5、6、8又は9記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート When forming a laminate formed by laminating a plurality of the uncompressed laminate sheets,
The method for producing a laminate according to claim 2, 3, 5, 6, 8, or 9, wherein a laminate material selected from the following group C is laminated between the uncompressed laminate sheets.
[Group C]
Foam;
Non-woven fabric;
Resin film or resin sheet;
paper;
Natural leather or artificial leather;
Honeycomb structure;
Metal sheet such as aluminum, iron or copper
前記未圧着積層シートと前記第1の基材シート又は前記第2の基材シートとの間に、下記C群から選ばれる積層材料を積層することを特徴とする請求項2、3、5、6、8又は9記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート When forming a laminate formed by laminating the unbonded laminate sheet and the first base sheet or the second base sheet,
A laminate material selected from the following group C is laminated between the uncompressed laminate sheet and the first substrate sheet or the second substrate sheet. A method for producing a laminate according to 6, 8, or 9.
[Group C]
Foam;
Non-woven fabric;
Resin film or resin sheet;
paper;
Natural leather or artificial leather;
Honeycomb structure;
Metal sheet such as aluminum, iron or copper
前記第1の基材シートと前記中間層との間、及び又は前記第2の基材シートと前記中間層との間に、下記C群から選ばれる積層材料を積層することを特徴とする請求項2、3、5、6、8又は9記載の積層体の製造方法。
〔C群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート When forming the unbonded laminated sheet,
A laminate material selected from the following group C is laminated between the first base sheet and the intermediate layer and / or between the second base sheet and the intermediate layer. Item 10. The method for producing a laminate according to Item 2, 3, 5, 6, 8, or 9.
[Group C]
Foam;
Non-woven fabric;
Resin film or resin sheet;
paper;
Natural leather or artificial leather;
Honeycomb structure;
Metal sheet such as aluminum, iron or copper
〔D群〕
発泡体;
不織布;
樹脂フィルム又は樹脂シート;
紙;
天然革又は人工革;
ハニカム構造体;
アルミ、鉄又は銅などの金属シート The laminated body characterized by laminating | stacking the laminated material chosen from the following D group on the single side | surface or both surfaces of the laminated body of Claim 21.
[Group D]
Foam;
Non-woven fabric;
Resin film or resin sheet;
paper;
Natural leather or artificial leather;
Honeycomb structure;
Metal sheet such as aluminum, iron or copper
〔E群〕
背もたれ、座面、フレーム又は肘掛け等の椅子又はベンチ用部品;
ソファー、ベッド、座布団又は枕等用のスプリング;
ホイール、レッグサポート、フットレスト、アームレスト等の車椅子用部品;
スキー靴、スキー靴の部品又はスノーボード靴、スノーボード靴の部品、スキー板又はスノーボード板、ストック等のスキー又はスノーボード用用品;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等のスポーツ用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の自動二輪車用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の安全用プロテクター;
ヘルメット、肘当て、膝当て、脛当て又は胸当て等の防災用プロテクター;
サーフボード又はボディボード;
ヨット、カヤック、カヌー又はボート用の壁板、底板、枠材又はボート用オール等の付属品;
釣竿、浮き;
テニス、バドミントン等用のスポーツラケット;
靴のインソール、又は靴の足底板;
義手、義足又はギプス;
腰、肩、肘、膝、足首等の医療用サポーター芯材;
ノートパソコン、スマートフォン等のモバイル機器の筐体又はカバー;
冷蔵庫、洗濯機、掃除機、テレビ等の家電筐体;
フード、フレーム、クランク又はペダル等の自転車用部品;
自動車用の内装材又は外装材;
航空機用部材;
スピーカーコーン;
傘の骨、中棒(シャフト)又は手元(ハンドル);
踏切、ETC等の遮断棒;
屋根、床、壁パネル等の建材;
板バネ等の工業用バネ材;
トレーやボックス等の容器;
ハウス、トンネル内の地温調整用等の農業用水導入用水路管、土木工事用の水路管;
軟弱地盤補強用シート;
止水板;
防草用シート又は防根用シート;
防弾チョッキ又は殺傷防止用等のプロテクター;
先芯、踏貫き防止板等の安全靴用部品;
カーゴ;
スーツケース、アタッシュケース、楽器ケース等の外装材;
鞄の芯材、ランドセルの芯材、肩ベルトの芯材又は下着用の芯材;
袋用芯材又は万能袋用芯材;
テント等用のフレーム;
スケートボード、ローラースケート等用の遊具部材 A method for producing a laminate product, comprising producing a laminate product selected from the following group E using the laminate according to claim 21.
[Group E]
Chair or bench parts such as backrest, seat, frame or armrest;
Springs for sofas, beds, cushions or pillows;
Wheelchair parts such as wheels, leg supports, footrests, armrests;
Ski or snowboard parts such as ski shoes, ski boot parts or snowboard shoes, snowboard shoe parts, skis or snowboard boards, stocks;
Sports protectors such as helmets, elbow pads, knee pads, shin pads or chest pads;
Motorcycle protectors such as helmets, elbow pads, knee pads, shin pads or chest pads;
Safety protectors such as helmets, elbow pads, knee pads, shin pads or chest pads;
Disaster protectors such as helmets, elbow pads, knee pads, shin pads or chest pads;
Surfboard or bodyboard;
Accessories such as yachts, kayaks, canoes or boat wall boards, bottom boards, frame materials or boat oars;
Fishing rod, floating;
Sports rackets for tennis, badminton, etc .;
Shoe insole or shoe sole plate;
Prosthetic hand, prosthetic leg or cast;
Medical supporter core materials such as waist, shoulders, elbows, knees and ankles;
Cases or covers for mobile devices such as laptops and smartphones;
Appliance housings such as refrigerators, washing machines, vacuum cleaners, TVs;
Bicycle parts such as hoods, frames, cranks or pedals;
Automotive interior or exterior materials;
Aircraft components;
Speaker cone;
Umbrella bone, middle rod (shaft) or hand (handle);
Crossing bars, crossing bars such as ETC;
Building materials such as roofs, floors and wall panels;
Industrial spring materials such as leaf springs;
Containers such as trays and boxes;
Aqueduct pipe for agricultural water introduction for house, tunnel ground temperature adjustment, etc .;
Soft ground reinforcement sheet;
Water stop plate;
A herbicidal or rooting sheet;
Protectors such as bulletproof vests or prevention of injury;
Safety shoe parts such as toe cores and piercing prevention plates;
cargo;
Exterior materials such as suitcases, attache cases, musical instrument cases;
Heel core material, school bag core material, shoulder belt core material or underwear core material;
Core material for bags or core material for all-purpose bags;
Frames for tents, etc .;
Playground equipment for skateboards, roller skates, etc.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016029263A JP2017144662A (en) | 2016-02-18 | 2016-02-18 | Method for manufacturing laminate, laminate, and method for manufacturing laminate product |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016029263A JP2017144662A (en) | 2016-02-18 | 2016-02-18 | Method for manufacturing laminate, laminate, and method for manufacturing laminate product |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017144662A true JP2017144662A (en) | 2017-08-24 |
Family
ID=59681959
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016029263A Pending JP2017144662A (en) | 2016-02-18 | 2016-02-18 | Method for manufacturing laminate, laminate, and method for manufacturing laminate product |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017144662A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108274858A (en) * | 2018-03-27 | 2018-07-13 | 山东中恒景新碳纤维科技发展有限公司 | A kind of multilayer function prepreg fabric and its preparation method and application |
-
2016
- 2016-02-18 JP JP2016029263A patent/JP2017144662A/en active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108274858A (en) * | 2018-03-27 | 2018-07-13 | 山东中恒景新碳纤维科技发展有限公司 | A kind of multilayer function prepreg fabric and its preparation method and application |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6281752B2 (en) | Cushion with extruded mesh and method for manufacturing the same | |
| WO2015129555A1 (en) | Shoe sole, insole of shoe, main sole of shoe, and shoe | |
| TWI607125B (en) | Footwear and other articles formed by jet extrusion processes | |
| JP5336663B2 (en) | Footwear articles incorporating stretch elements | |
| BRPI0716287A2 (en) | clothing article | |
| MXPA06002055A (en) | Fully elastic nonwoven-film composite. | |
| JP6378467B1 (en) | LAMINATE, LAMINATE PRECURSOR, AND METHOD FOR PRODUCING LAMINATE | |
| TWM577021U (en) | Cushion composite structure, pad body and personal protective equipment | |
| BR122022007385B1 (en) | ELASTIC LAMINATE | |
| JP2017144662A (en) | Method for manufacturing laminate, laminate, and method for manufacturing laminate product | |
| JP2014019981A (en) | Method for manufacturing flat yarn and method for manufacturing cloth laminate | |
| JP6726474B2 (en) | Method for manufacturing cross laminated body | |
| WO2019225466A1 (en) | Cloth and method for manufacturing same | |
| US11867483B2 (en) | Protective garment containing a composite | |
| TWI785148B (en) | Cushion composite structure, pad body and personal protective equipment | |
| JP6816048B2 (en) | Laminated body, laminate precursor and method for manufacturing the laminate | |
| WO2024057946A1 (en) | Protector | |
| KR100696137B1 (en) | Multi-layer spun-bonded fabric and its manufacturing method | |
| KR101401123B1 (en) | Cyclewear With Punched Film Welded Parts For Reinforcing Muscular System | |
| CN212666879U (en) | Multilayer material | |
| US20220074090A1 (en) | Breathable baffles | |
| JP7369308B2 (en) | laminate | |
| US20230225893A1 (en) | Health brace | |
| JP2014019074A (en) | Cloth laminate | |
| CN115135498A (en) | Non-blocking multilayer elastomeric compositions |