JP2017111017A - Seal checker and packaging machine having the seal checker - Google Patents
Seal checker and packaging machine having the seal checker Download PDFInfo
- Publication number
- JP2017111017A JP2017111017A JP2015245893A JP2015245893A JP2017111017A JP 2017111017 A JP2017111017 A JP 2017111017A JP 2015245893 A JP2015245893 A JP 2015245893A JP 2015245893 A JP2015245893 A JP 2015245893A JP 2017111017 A JP2017111017 A JP 2017111017A
- Authority
- JP
- Japan
- Prior art keywords
- seal
- package
- bag
- image
- seal checker
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Abstract
Description
本発明は、包装機における不良シール袋(シール部位に被包装物の噛み込みや皺が存在するもの、斜めにシールがされているもの等所定位置にシールが施されていないもの)を検出するために使用して好適なシールチェッカーおよびそれを備えた包装機に関するものである。 The present invention detects a defective sealing bag in a packaging machine (a product to be packaged that has a bite or wrinkle at the seal site, a product that is sealed at an angle, such as a product that is obliquely sealed). The present invention relates to a seal checker suitable for use and a packaging machine including the same.
従来、包装機における不良シール袋を検出するためのシールチェッカーとしては、LED光源をアナログセンサーで検出する方式のシールチェッカーが主流であり、ラインセンサーで検出する方式のシールチェッカーも提案されている(例えば特開2009−162685号公報)。 Conventionally, as a seal checker for detecting a defective seal bag in a packaging machine, a seal checker that detects an LED light source with an analog sensor has been the mainstream, and a seal checker that detects with a line sensor has also been proposed ( For example, Unexamined-Japanese-Patent No. 2009-162685).
しかし、前者のシールチェッカーはLED光源と受光素子との間を通過する異物等欠陥が影を作り、光量が低下する現象を利用して検出するため、検査エリアが小さく検出感度も不安定であった。 However, since the former seal checker uses a phenomenon in which a defect such as a foreign substance passing between the LED light source and the light receiving element creates a shadow and the amount of light decreases, the inspection area is small and the detection sensitivity is unstable. It was.
他方、後者のシールチェッカーは、移動している包装体を連続的に撮影することにおいて非常に高い性能を有しているが、カメラ、レンズおよび照明が高価であり、センサー部も大きくなり、生産設備に広い検査専用スペースを設ける必要があった。また、バックライト照明を使用した場合、光を遮る影の検出で欠陥を判別しているため、削り節などの微妙な色の変化のものは検出できなかった。さらに、色付き包装フィルムの場合は検出が困難であった。 On the other hand, the latter seal checker has a very high performance in continuously shooting the moving package, but the camera, lens and illumination are expensive, the sensor part is also large, and production It was necessary to provide a large space for inspections in the equipment. In addition, when backlight illumination was used, defects were determined by detecting shadows that block the light, so subtle color changes such as shavings could not be detected. Furthermore, detection was difficult in the case of colored packaging films.
そこで、本発明の課題は、小型かつ低廉で検査エリアが広く検出感度に優れると共に、削り節などの微妙な色の変化も検出でき、光が透過可能なものであれば色付き包装フィルムでも精度よく不良シール袋を検出できるシールチェッカーおよびそれを備えた包装機を提供することにある。 Therefore, the problem of the present invention is that it is small and inexpensive, has a wide inspection area and excellent detection sensitivity, and can detect subtle color changes such as shavings. An object of the present invention is to provide a seal checker capable of detecting a seal bag and a packaging machine including the seal checker.
上記課題を達成するものは、包装機における不良シール袋を検出するためのシールチェッカーであって、透光性包装袋で被包装物を包装した包装体の通路を挟み一方側に配され前記包装体の画像を取得するためのカラーカメラと、前記包装体の通路を挟み他方側に配される照明部と、前記包装体の通過を検知するための通過センサーと、前記カラーカメラで取得された画像を処理して前記不良シール袋を検出する制御部とを有していることを特徴とするシールチェッカーである。 What achieves the above-mentioned object is a seal checker for detecting a defective seal bag in a packaging machine, which is disposed on one side across a passage of a package body in which a packaged object is packaged with a translucent packaging bag. Acquired by a color camera for acquiring an image of the body, an illumination unit arranged on the other side across the passage of the package, a passage sensor for detecting the passage of the package, and the color camera And a control unit that detects an image of the defective seal bag by processing an image.
前記制御部は、前記カラーカメラにて前記包装体のシール方向に沿って順次所定距離毎に前記包装体の画像を取得するように制御することが好ましい。前記制御部は、前記カラーカメラにて前記包装体のシール方向に沿って順次所定距離毎に前記包装体の画像を取得するに際して、前記包装体のシール部位のみで撮影を中止して次位の画像を取得するように制御することが好ましい。前記制御部は、前記包装体の検査幅に到達した時点で前記画像を一枚の画像に合成して前記不良シール袋を検出するものであることが好ましい。前記制御部は、前記カラーカメラにて取得した画像のRGB色空間の画像値をCIEXYZ−色空間の画像値L*,a*,b*に変換し、該L*,a*,b*画像値に基づいて前記不良シール袋を検出するものであることが好ましい。前記制御部は、前記カラーカメラにて取得した画像から微小な欠陥を除去するノイズ成分除去処理を行うものであることが好ましい。前記制御部は、前記カラーカメラにて取得した画像の欠陥に連続性がある場合は欠陥を結合させる欠陥認識処理を行うものであることが好ましい。 前記照明部は狭指向性照明にて構成されていることが好ましい。前記シールチェッカーは、包装体用通路と、該包装体用通路の一方側に配された前記カラーカメラと、前記包装体用通路の他方側に配された照明部と、前記通過センサーとを備えた長尺状体を有していることが好ましい。前記シールチェッカーはタッチパネルを有し、該タッチパネルから噛み込み対象となる被包装物に対応した色彩を入力設定可能に構成されていることが好ましい。 It is preferable that the control unit controls the color camera so that images of the package are sequentially acquired at predetermined distances along the sealing direction of the package. The control unit, when acquiring images of the packaging body sequentially at a predetermined distance along the sealing direction of the packaging body with the color camera, stops photographing only at the sealing portion of the packaging body and It is preferable to control to acquire an image. Preferably, the control unit detects the defective seal bag by combining the images into one image when the inspection width of the package is reached. The control unit converts an image value in an RGB color space of an image acquired by the color camera into an image value L *, a *, b * in CIEXYZ-color space, and the L *, a *, b * image. It is preferable that the defective sealing bag is detected based on the value. It is preferable that the control unit performs a noise component removal process for removing minute defects from the image acquired by the color camera. It is preferable that the control unit performs a defect recognition process for combining defects when there is continuity in the defect of the image acquired by the color camera. It is preferable that the illumination unit is configured with narrow directional illumination. The seal checker includes a package passage, the color camera arranged on one side of the package passage, an illumination unit arranged on the other side of the package passage, and the passage sensor. It is preferable to have an elongated body. It is preferable that the seal checker has a touch panel and is configured to be able to input and set a color corresponding to an object to be bitten from the touch panel.
また、上記課題を解決するものは、透光性包装袋を把持する単数または複数のグリップ対と、該グリップ対を複数の工程毎に間欠移動させるための移動体と、該移動体により間欠移動されてくる前記グリップ対に把持された前記透光性包装袋内に被包装物を充填する充填機と、該充填機にて前記透光性包装袋内に被包装物を充填した包装体の袋口付近を密封するためのシール装置と、前記請求項1ないしいずれかのシールチェッカーとを有していることを特徴とする包装機である。
Moreover, what solves the said subject is a movable body for intermittently moving the grip pair for each of a plurality of processes, and a pair of grips for gripping the translucent packaging bag. A filling machine for filling an object to be packaged in the translucent packaging bag held by the grip pair, and a packaging body in which the article to be packaged is filled in the translucent packaging bag by the filling machine. A packaging machine comprising a sealing device for sealing the vicinity of a bag mouth and the seal checker according to any one of
請求項1に記載のシールチェッカーによれば、小型かつ低廉で検査エリアが広く検出感度に優れると共に、削り節などの微妙な色の変化も検出でき、光が透過可能なものであれば色付き包装フィルムでも精度よく検出できる。
請求項2に記載のシールチェッカーによれば、一度に撮影できる幅を小さくして高速で連続撮影することで包装体の画像を分割して取得するため、小型で低価格なカラーカメラでも高解像度で、ラインセンサーや大型カメラ以上の性能を出すことができ、不良シール袋を高精度に検出することができる。
請求項3に記載のシールチェッカーによれば、包装体の画像の取り込み速度をより高速化することができ、より画像取得時間を短縮することでより迅速に不良シール袋を検出することができる。
請求項4に記載のシールチェッカーによれば、取得した画像毎ではなく、包装体の検査幅に到達した時点で画像を合成し不良シール袋であるか否かを総合的に判断するため、より迅速に不良シール袋を検出することができる。
請求項5に記載のシールチェッカーによれば、L*(明度)で斜めシールされているもの等所定位置にシールが施されていない不良シール袋を検出し、a*(赤・緑)またはb*(黄・青)でシール部位に被包装物の噛み込みが存在する不良シール袋を検出し、それらを同時に検出することができる。
請求項6に記載のシールチェッカーによれば、撮影した画像から微小な欠陥を除去し、実際の欠陥対象とする成分のみが残存するようにして、欠陥数多数による処理速度の低下を抑制することができると共に、色や形状のばらつきを平滑化することができる。
請求項7に記載のシールチェッカーによれば、欠陥部分の連続性を検出し欠陥を結合させることにより、被包装物の噛み込みをより確実に検出することができる。
請求項8に記載のシールチェッカーによれば、画像に包装体のエッジや噛み込等欠陥をより明瞭に映し出して、検出精度をより向上させることができる。
請求項9に記載のシールチェッカーによれば、長尺状体を包装機に挿入することで容易に設置でき、包装機の製造段階でピント調整や位置調整などの調整が可能となり、現場調整も不要とすることができる。
請求項10に記載のシールチェッカーによれば、噛み込み対象となる被包装物の色彩に応じて設定を変更でき、より確実に様々な種類の噛み込みを検出することができる。
請求項11に記載の包装機によれば、削り節などの微妙な色の変化も検出でき、光が透過可能なものであれば色付き包装フィルムでも精度よく不良シール袋を検出できる。
According to the seal checker according to
According to the seal checker according to
According to the seal checker of the third aspect, the image capturing speed of the package can be further increased, and the defective seal bag can be detected more quickly by further shortening the image acquisition time.
According to the seal checker according to
According to the seal checker according to
According to the seal checker described in
According to the seal checker of the seventh aspect, it is possible to more reliably detect the bite of the package by detecting the continuity of the defective part and combining the defect.
According to the seal checker of the eighth aspect, it is possible to more clearly project defects such as an edge of the package and a bite in the image, and to further improve the detection accuracy.
According to the seal checker described in
According to the seal checker of the tenth aspect, the setting can be changed according to the color of the package to be bitten, and various types of biting can be detected more reliably.
According to the packaging machine of the eleventh aspect, even a subtle color change such as a shaving node can be detected, and a defective sealing bag can be accurately detected even with a colored packaging film as long as light can be transmitted.
本発明では、透光性包装袋で被包装物を包装した包装体80の通路を挟み一方側に配され包装体80の画像を取得するためのカラーカメラ2と、包装体80の通路を挟み他方側に配される照明部3と、包装体80の通過を検知するための通過センサー4と、カラーカメラ2で取得された画像を処理して不良シール袋を検出する制御部5とを有することで、小型かつ低廉で検査エリアが広く検出感度に優れると共に、削り節などの微妙な色の変化も検出でき、光が透過可能なものであれば色付き包装フィルムでも精度よく不良シール袋を検出できるシールチェッカー1およびそれを備えた包装機30を実現した。
In the present invention, the
本発明のシールチェッカーを図1ないし図6に示した一実施例を用いて説明する。
この実施例のシールチェッカー1は、図1に示すように、包装機における不良シール袋を検出するためのシールチェッカーであって、透光性包装袋で被包装物を包装した包装体80の通路を挟み一方側に配され包装体80の画像を取得するためのカラーカメラ2と、包装体80の通路を挟み他方側に配される照明部3と、包装体80の通過を検知するための通過センサー4と、カラーカメラ2で取得された画像を処理して不良シール袋を検出する制御部5と、タッチパネル6とを有している。以下、各構成について順次詳述する。
A seal checker according to the present invention will be described with reference to an embodiment shown in FIGS.
As shown in FIG. 1, the
包装機30における不良シール袋は、包装体80の上部において水平方向に延在するように形成されたシール部位(横シール部)81における不良品であり、シール部位81に削り節からなる噛み込み片や皺が存在する不良シール袋の他に、グリップ対31が透光性包装袋を掴んだときに、掴んだ位置が高過ぎた場合の不良シール袋、低く過ぎた場合の不良シール袋、或いは掴んだ位置の高低が左右で異なる場合に斜めシールされた不良シール袋である。この実施例のシールチェッカー1は、それらを同時に検出することができるものである。
The defective seal bag in the
カラーカメラ2は、包装体80の画像を撮影して取得するためのものであり、この実施例ではカラーCCDカメラが使用されている。このように、本発明のシールチェッカーでは、カラーカメラ2を使用することにより、影や明るさの差に加え色彩を判断することで、照明や外乱による影響によるものか、噛み込みによる欠陥かを明確に区別することができ、検出精度を格段に向上させた。特に、削り節などの微妙な色彩の噛み込み対象も高精度に検出できる。
The
このカラーカメラ2は、図1に示すように、透光性包装袋で被包装物を包装した包装体80の通路を挟んで一方側に配される。
As shown in FIG. 1, the
照明部3は、包装体80を照らして包装体80のシール部位81における噛み込みやエッジをより鮮明にするためのものであり、図1に示すように、包装体80の通路を挟んで他方側に配される。
The illuminating
この実施例の照明部3は、白色LEDの直進性の高い狭指向性照明にて構成されており、これにより、画像に包装体80のエッジや噛み込み等欠陥をより明瞭に映し出させ検出精度をより向上させることができる。より具体的には、通常のバックライト用の面照明は発光面から全方向に光を発散させるため、照明とカメラとの間に異物が存在しても周りの光が影を薄くしてしまう性質があるが、狭指向性照明の光は、発光面に対して垂直成分の光だけが強く発光されるため、面照明であっても影をくっきり見せることができる。
The illuminating
また、図2に示すように、カラーカメラ2の前方に配されるレンズ7を望遠系の焦点距離にして遠い位置より撮影するカメラ設定とすることにより、レンズ画角を小さくし、包装体80の撮影面に対して垂直方向の光以外が入り難くさせることで狭指向性照明の直進光の特性が高められている。
Also, as shown in FIG. 2, by setting the
通過センサー4は、包装体80の通過を検知するためのものであり、この通過センサー4が包装体80の前縁部を検知した検知信号を受けたときに、カラーカメラ2が画像の取得を開始するように構成されている。より具体的には、通過センサー4が包装体80の前縁部を検出したタイミングと、カラーカメラ2による画像の取得の開始を同期させることで、包装体80が高速で搬送されても画像を確実に取得することができるよう構成されている。
The
制御部5は、カラーカメラ2で取得された画像を処理して不良シール袋を検出すると共に、不良シール袋の検出に際して各部を制御するためのものである。
The
制御部5は、画像メモリと画像処理部を有しており、カラーカメラ2から順次送られてくる画像が画像メモリに蓄積され、これらの画像が画像処理部に送られて全体画像を合成するように制御する。
The
また、この実施例のシールチェッカー1は、図2に示すように、包装体用通路8と、包装体用通路8の一方側に配されたカラーカメラ2と、包装体用通路8の他方側に配された照明部3と、通過センサー4とを備えた長尺状体9を有している。このような長尺状体9を有することにより、長尺状体9を包装機に挿入することで容易に設置でき、包装機の製造段階でピント調整や位置調整などの調整が可能となり、現場調整も不要とすることができる。
Further, as shown in FIG. 2, the
さらに、この実施例のシールチェッカーは、図1に示すように、タッチパネル6を有し、タッチパネル6から噛み込み対象となる被包装物に対応した色彩を入力設定可能に構成されている。これにより、噛み込み対象となる被包装物の色に応じて設定を変更でき、より正確に噛み込みを検出することができる。
Further, as shown in FIG. 1, the seal checker of this embodiment has a
つぎに、本発明のシールチェッカー1による不良シール袋の検出処理について説明する。
本発明のシールチェッカー1は、図1に示すように、包装機30に設置されると、図3に示すように、通過センサー4によって包装体80の通過を監視する。通過センサー4が包装体80の搬送方向の前縁部を検知すると同時に、カラ−カメラ2が包装体80の画像を撮影して順次、制御部5の画像メモリ内に蓄積させる。
Next, a defective seal bag detection process by the
As shown in FIG. 1, when the
具体的には、この画像の取得は、図4に示すように、制御部5が、カラーカメラ2にて包装体80のシール方向(図4中矢印方向)に沿って所定距離(図4中水平方向の距離:包装体80の幅方向の距離:w1)毎に包装体80の画像a1,a2,a3,a4,a5を順次取得するように制御することで、シール部位81の画像の取得が行われる(図3中S1)。
Specifically, as shown in FIG. 4, this image is acquired by the
なお、この実施例では5枚の画像a1,a2,a3,a4,a5で包装体のシール部位81の全体の画像が撮影されている。このように、一度に撮影できる幅を小さくして高速で連続撮影することで包装体の画像を分割して取得するため、小型で低価格なカラーカメラでも高解像度で、ラインセンサーや大型カメラ以上の性能を出すことができ、不良シール袋を高精度に検出することができる。さらに、この実施例における画像の取得および欠陥結合までの処理(s1〜s5)は、図3に示すように、並列的に2画面ずつ同時に行うことでより高速化が図られている。
In this embodiment, the entire image of the
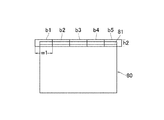
さらに、この実施例の制御部5は、カラーカメラ2にて包装体80のシール方向に沿って順次所定距離毎に包装体80の画像を取得するに際して、図5に示すように、1枚の画像を最後(h1)まで取り込まず包装体80のシール部位81付近(h2)で撮影を中止して次位の画像を順次取得するように制御している。
Furthermore, when the
具体的には、制御部5は、シール部位81のみを効率的に撮影するために、包装体80の高さ方向の距離が短い画像b1,b2,b3,b4,b5(シール部位81の高さ方向の距離に対応した画像)を順次取得するように制御している。これにより、包装体80の画像の取り込み速度をより高速化することができ、画像取得時間を短縮することでより迅速に不良シール袋を検出することができる。
Specifically, in order to efficiently photograph only the
つぎに、制御部5は、図6に示すように、カラーカメラ2にて取得した画像b1,b2,b3,b4,b5のRGB色空間の画像値をCIEXYZ−色空間の画像値L*,a*,b*に変換し、L*,a*,b*画像値に変換することで、カラー画像を検査用にフィルター処理する(図3中S2)。この処理によってL*(明度)で高低に問題があるもの、皺がよっているもの、または斜めにシールがされているもの等所定位置にシールが施されていない不良シール袋を検出可能とし、他方、a*(赤・緑)またはb*(黄・青)でシール部位81に被包装物の噛み込みが存在する不良シール袋を検出可能とし、それらを同時に検出することを可能となる。なお、この実施例では、噛み込み対象は削り節であるため、その色彩に対応してb*(黄・青)で噛み込を検出し、a*(赤・緑)は使用されていない。
Next, as shown in FIG. 6, the
さらに、制御部5は、包装体80のエッジを検出して検査範囲を計算(図3中S3)した後、カラーカメラ2にて取得した画像から微小な欠陥(パッキング跡等)を除去するノイズ成分除去処理(図3中S4)を行う。これにより、撮影した画像から微小な欠陥が除去されて、実際の欠陥対象とする成分のみが残存するため、欠陥数多数による処理速度の低下を抑制することができると共に、色や形状のばらつきを平滑化することができる。
Further, the
その後、制御部5は、カラーカメラ2にて取得した画像の欠陥に連続性がある場合は欠陥を結合させる欠陥認識処理(図3中S5)を行う。これにより、欠陥部分の連続性を検出し欠陥を結合させることにより、被包装物の噛み込みをより正確に検出可能とすることができる。
After that, the
そして、制御部5は、包装体80の検査幅に到達した時点で画像を一枚の画像に合成する。すなわち、取得した画像毎ではなく、包装体の検査幅に到達した時点で画像を合成し不良シール袋であるか否かを総合的に判断(図3中S6)するため、より迅速に不良シール袋を検出することができる。なお、高低に問題があるもの、皺がよっているもの、または斜めにシールがされているもの等所定位置にシールが施されていない不良シール袋の検出は、図10に示した検査位置基準Lと合成した画像との対比によって判断が行われる。
Then, the
つぎに、本発明の包装機を図7ないし図10に示した一実施例を用いて説明する。
この実施例の包装機30は、透光性包装袋を把持する単数または複数のグリップ対31と、グリップ対31を複数の工程毎に間欠移動させるための移動体32A,32Bと、移動体32A,32Bにより間欠移動されてくるグリップ対31に把持された透光性包装袋内に被包装物を充填する充填機33と、充填機33にて透光性包装袋内に被包装物を充填した包装体80の袋口付近を密封するためのシール装置34と、シールチェッカー1とを有している。以下、各構成について詳述するが、シールチェッカー1については前述した通りであり、同一構成部位には同一符号を付し説明を省略する。
Next, the packaging machine of the present invention will be described with reference to one embodiment shown in FIGS.
The
この実施例の包装機30は、透光性包装袋内に被包装物(削り節)を充填すると共に不活性ガス(窒素ガス)を充填するガス充填型包装機である。
The
この包装機30は、図7に示すように、被包装物充填テーブル32Aとガス充填テーブル32Bとを有し、被包装物充填テーブル32A側では、給袋工程、袋開口工程、被包装物充填工程および受け渡し工程を第1ないし第7ステーションで行い、次いで、ガス充填テーブル32B側では、包装体80を受け渡す受渡工程(第11工程)、ガスノズルを透光性包装袋内に挿入するガスノズル挿入工程(第12工程)、ガス充填・モミホグシ工程(第13工程〜第18工程)、シール装置34によるシール工程(第19工程)、シール冷却工程(第20工程)、シール検査工程および製品排出工程(第21工程)を第11ないし第21ステーションで行っている。
As shown in FIG. 7, the
包装機30は、垂直方向に延在する間欠回転軸(図示しない)を回転自由に支持するスタンドが機台上に設けられ、その間欠回転軸の上部に取り付けられた移動体(被包装物充填テーブル32A,ガス充填テーブル32B)には、透光性包装袋を掴着又は釈放するためのグリップ対(袋把持手段)31が間欠回転軸を中心として等角度間隔で放射方向に突出するように設けられている。グリップ対31は、透光性包装袋の袋口の両側付近を把持して、移動体(被包装物充填テーブル32A,ガス充填テーブル32B)と共に包装工程毎に間欠移動する。なお、この実施例は移動体(被包装物充填テーブル32A,ガス充填テーブル32B)を間欠回転駆動させるロータリー方式の包装機であるが、本発明を公知の直線移動方式の包装機に適用することも可能である。
The
充填機33は、移動体(被包装物充填テーブル32A)により間欠移動されてくるグリップ対31に把持された透光性包装袋内に被包装物(この実施例では削り節)を充填するものであり、被包装物充填工程(第3工程)が行われる第3ステーションに配されている。充填機33は公知の充填機であり、第3ステーションに間欠移動されてきたグリップ対31に把持された透光性包装袋毎に設定量の削り節を充填するよう設定されている。
The filling
シール装置34は、被包装物と不活性ガスを充填した透光性包装袋を袋口付近で密封するためのものであり、第19工程が行われる第19ステーションに配置されており、グリップ対31に支持された透光性包装袋の表裏からそれぞれ袋口付近を挟持して密封する一対の挟持体(水平バー)を有している。一対の挟持体は往復動機構(図示しない)により透光性包装袋の表裏からそれぞれ密着するヒートブロックにて構成されており、第19工程が行われる第19ステーションに停止した透光性包装袋を一対の挟持体が挟持することにより挟持部分が密封されるように構成されている。
The sealing
シールチェッカー1は、シール部位81に削り節からなる噛み込み片や皺が存在する不良シール袋、グリップ対31が透光性包装袋を掴んだときに、その掴んだ位置が高い場合の不良シール袋、低い場合の不良シール袋、或いは左右異なっている場合に斜めシールされた不良シール袋を検出するための装置であり、その構成については前述した通りである。
The
この包装機30内には、図1に示すように、シールチェッカー1が配されており、より具体的には、図8または図9に示すように、シールチェッカー1の長尺状体9が、ガス充填テーブル32Bの冷却工程(20)と排出工程(21)が行われる第20ステーションと第21ステーションとの間に設置され、図8の左側から右側(上流側(冷却工程(20))から下流側(排出工程(21))に包装体80が搬送される間に不良シール袋が検出されるように構成されている。
As shown in FIG. 1, a
なお、長尺状体9が備える照明部3の内側(図10中照明部3の左側)には、照明汚れ防止用エアー噴出管35の開口部が配され、エアー噴出により照明部3の汚れが防止されるように構成されている。また、長尺状体9が備えるカラーカメラ2およびレンズ7の内側(図10中それらの右側)には、カメラ汚れ防止用エアー噴出管36の開口部が配され、エアー噴出によりレンズ7の汚れが防止されるように構成されている。
In addition, the opening part of the illumination spraying prevention
つぎに、本発明の包装機30における不良シール袋の検出方法について説明する。
包装体80が、図8中左側から右側(上流側から下流側)に搬送されてくると、通過センサー4によって包装体8の前端部(図8中右端部)が検出され、この検出信号に基づいてカラーカメラ2により包装体80の画像取り込みが行われる(図3中S1)。
Next, a method for detecting a defective seal bag in the
When the
具体的には、この画像の取得は、図4に示すように、制御部5が、カラーカメラ2にて包装体80のシール方向(図4中矢印方向)に沿って所定距離(図4中水平方向の距離:包装体80の幅方向の距離:w1)毎に包装体80の画像a1,a2,a3,a4,a5を順次取得するように制御することで行われる(図3中S1)。
Specifically, as shown in FIG. 4, this image is acquired by the
なお、この実施例の制御部5は、カラーカメラ2にて包装体80のシール方向に沿って順次所定距離毎に包装体80の画像を取得するに際して、図5に示すように、1枚の画像を最後まで取り込まず包装体80のシール部位81付近で撮影を中止して次位の画像を順次取得するように制御している。これにより、包装体80の画像の取り込み速度をより高速化することができ、画像取得時間を短縮することでより迅速に不良シール袋が検出される。
In addition, when acquiring the image of the
つぎに、制御部5は、図6に示すように、カラーカメラ2にて取得した画像b1,b2,b3,b4,b5のRGB色空間の画像値をCIEXYZ−色空間の画像値L*,a*,b*に変換し、L*,a*,b*画像値に変換することで、カラー画像を検査用にフィルター処理する(図3中S2)。この処理によってL*(明度)で高低に問題があるもの、皺がよっているもの、または斜めにシールがされているもの等所定位置にシールが施されていない不良シール袋を検出可能とし、他方、a*(赤・緑)またはb*(黄・青)でシール部位81に被包装物の噛み込みが存在する不良シール袋を検出可能とし、それらを同時に検出することを可能となる。なお、この実施例では、噛み込み対象は削り節であるため、その色彩に対応してb*(黄・青)で噛み込を検出し、a*(赤・緑)は使用されていない。
Next, as shown in FIG. 6, the
さらに、制御部5は、包装体80のエッジを検出して検査範囲を計算(図3中S3)した後、カラーカメラ2にて取得した画像から微小な欠陥(パッキング跡等)を除去するノイズ成分除去処理(図3中S4)を行う。これにより、撮影した画像から微小な欠陥が除去されて、実際の欠陥対象とする成分のみが残存するため、欠陥数多数による処理速度の低下を抑制することができると共に、色や形状のばらつきを平滑化することができる。
Further, the
その後、制御部5は、カラーカメラ2にて取得した画像の欠陥に連続性がある場合は欠陥を結合させる欠陥認識処理(図3中S5)を行う。これにより、欠陥部分の連続性を検出し欠陥を結合させることにより、被包装物の噛み込みをより確実に検出することができる。
After that, the
そして、制御部5は、包装体80の検査幅に到達した時点で画像を一枚の画像に合成して不良シール袋を検出する。すなわち、取得した画像毎ではなく、包装体の検査幅に到達した時点で画像を合成し不良シール袋であるか否かを総合的に判断(図3中S6)するため、より迅速に不良シール袋を検出することができる。 なお、高低に問題があるもの、皺がよっているもの、または斜めにシールがされているもの等所定位置にシールが施されていない不良シール袋の検出は、図10に示した検査位置基準Lと合成した画像との対比によって判断が行われる。そして、不良シール袋と判断された包装体80は、排出ステーションにて不良シール袋として機外排出されるように構成されている。
And the
1 シールチェッカー
2 カラーカメラ
3 照明部
4 通過センサー
5 制御部
6 タッチパネル
7 レンズ
8 包装体用通路
9 長尺状体
30 包装機
31 グリップ対
32A 被包装物充填テーブル
32B ガス充填テーブル
33 充填機
34 シール装置
35 照明汚れ防止用エアー噴出管
36 カメラ汚れ防止用エアー噴出管
80 包装体
81 シール部位
DESCRIPTION OF
Claims (11)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015245893A JP2017111017A (en) | 2015-12-17 | 2015-12-17 | Seal checker and packaging machine having the seal checker |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015245893A JP2017111017A (en) | 2015-12-17 | 2015-12-17 | Seal checker and packaging machine having the seal checker |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019003089U Continuation JP3223757U (en) | 2019-08-19 | 2019-08-19 | Seal checker and packaging machine equipped with the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017111017A true JP2017111017A (en) | 2017-06-22 |
Family
ID=59080060
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015245893A Pending JP2017111017A (en) | 2015-12-17 | 2015-12-17 | Seal checker and packaging machine having the seal checker |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017111017A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7388986B2 (en) | 2019-06-27 | 2023-11-29 | ショット ファーマ アクチェンゲゼルシャフト ウント コンパニー コマンディートゲゼルシャフト アウフ アクチェン | Packaging materials and methods for aseptic packaging of objects for medical, pharmaceutical or cosmetic applications |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001175856A (en) * | 1999-12-14 | 2001-06-29 | Kawasaki Steel Corp | Visual inspection device |
| JP2002116152A (en) * | 2000-10-11 | 2002-04-19 | Nippon Magnetic Dressing Co Ltd | Method for inspecting powder storing body |
| JP2005241302A (en) * | 2004-02-24 | 2005-09-08 | Shinsen Giken:Kk | Inspection device for seal failure of heat-sealable packaging material |
| JP2007333491A (en) * | 2006-06-13 | 2007-12-27 | Sumitomo Electric Ind Ltd | Visual insepction device of sheet member |
| JP2012171641A (en) * | 2011-02-21 | 2012-09-10 | General Packer Co Ltd | Method of detecting defectively sealed bag in packaging machine |
| JP2013028390A (en) * | 2011-07-29 | 2013-02-07 | Yamaki Co Ltd | Seal inspection apparatus |
-
2015
- 2015-12-17 JP JP2015245893A patent/JP2017111017A/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001175856A (en) * | 1999-12-14 | 2001-06-29 | Kawasaki Steel Corp | Visual inspection device |
| JP2002116152A (en) * | 2000-10-11 | 2002-04-19 | Nippon Magnetic Dressing Co Ltd | Method for inspecting powder storing body |
| JP2005241302A (en) * | 2004-02-24 | 2005-09-08 | Shinsen Giken:Kk | Inspection device for seal failure of heat-sealable packaging material |
| JP2007333491A (en) * | 2006-06-13 | 2007-12-27 | Sumitomo Electric Ind Ltd | Visual insepction device of sheet member |
| JP2012171641A (en) * | 2011-02-21 | 2012-09-10 | General Packer Co Ltd | Method of detecting defectively sealed bag in packaging machine |
| JP2013028390A (en) * | 2011-07-29 | 2013-02-07 | Yamaki Co Ltd | Seal inspection apparatus |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7388986B2 (en) | 2019-06-27 | 2023-11-29 | ショット ファーマ アクチェンゲゼルシャフト ウント コンパニー コマンディートゲゼルシャフト アウフ アクチェン | Packaging materials and methods for aseptic packaging of objects for medical, pharmaceutical or cosmetic applications |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106596574B (en) | Device and method for detecting surface defects of object | |
| EP2538203A1 (en) | Package inspection apparatus | |
| KR101775195B1 (en) | Glass bottle inspection method and apparatus | |
| TWI471542B (en) | Tire shape inspection device and tire shape inspection method | |
| KR102030543B1 (en) | Appearance inspection apparatus | |
| JP2014129224A (en) | Method for producing glass product from glass product material, and assembly apparatus for executing method | |
| US10882701B2 (en) | Method and apparatus for detecting faults during object transport | |
| TWI583941B (en) | Grain defect detection method and device | |
| JP3223757U (en) | Seal checker and packaging machine equipped with the same | |
| JP2017111017A (en) | Seal checker and packaging machine having the seal checker | |
| JP2003246307A (en) | Pillow packaging machine | |
| JP3218369U (en) | Seal checker and packaging machine equipped with the same | |
| JP2009115715A (en) | Apparatus for measuring length of tread rubber of tire | |
| CN112730420B (en) | Appearance flaw detection workstation | |
| JP2019105610A (en) | Distorted image inspection device and distorted image inspection method | |
| JP4477516B2 (en) | Inspection device and PTP packaging machine | |
| JP2020125972A (en) | Package inspection means | |
| JP2013036866A (en) | Sealing checkup apparatus for bottle | |
| JP5999859B1 (en) | Appearance inspection device | |
| JP5425387B2 (en) | Machine for inspecting glass containers | |
| CN108100343A (en) | A kind of cigarette bag automatic positioning method applied to FOCKE packing machines of optimization | |
| JP2009002796A (en) | Inspection apparatus | |
| CN114162376A (en) | Cigarette packet appearance quality detection method and cigarette packet appearance quality detection device | |
| JP2019066309A (en) | Inspection device, inspection method and program for inspection device | |
| CN216301584U (en) | Cigarette packet detection device based on vision |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180905 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190624 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190619 |