JP2016150458A - Solid molding device and solid molding method - Google Patents
Solid molding device and solid molding method Download PDFInfo
- Publication number
- JP2016150458A JP2016150458A JP2015027313A JP2015027313A JP2016150458A JP 2016150458 A JP2016150458 A JP 2016150458A JP 2015027313 A JP2015027313 A JP 2015027313A JP 2015027313 A JP2015027313 A JP 2015027313A JP 2016150458 A JP2016150458 A JP 2016150458A
- Authority
- JP
- Japan
- Prior art keywords
- powder
- modeling
- liquid
- tank
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images























Abstract
Description
本発明は立体造形装置、立体造型方法に関する。 The present invention relates to a three-dimensional modeling apparatus and a three-dimensional molding method.
立体造形物(三次元造形物)を造形する立体造形装置(三次元造形装置)として、例えば積層造形法で造形するものが知られている。これは、例えば、造形ステージに平坦化された金属又は非金属の粉体を層状に形成し、層状の粉体に対して造形液を吐出して、粉体が結合された層状造形物を形成し、この層状造形物上に粉体を層状に形成し、再度層状造形物を形成する工程を繰り返し、層状造形物を積層することで立体造形物を造形する。 As a three-dimensional modeling apparatus (three-dimensional modeling apparatus) for modeling a three-dimensional modeled object (three-dimensional modeled object), for example, one that models by a layered modeling method is known. For example, a metal or non-metal powder flattened on a modeling stage is formed into a layer, and a modeling liquid is discharged onto the layered powder to form a layered structure in which the powder is bonded. Then, the step of forming a layered powder on the layered object and repeating the step of forming the layered object is repeated to form a three-dimensional object by stacking the layered object.
従来、所定の厚さに形成された層の粉末材料を結合剤で所定の造形物断面形状に結合させるとき、結合剤とは相溶しない滲み出し防止液を造形対象物断面形状の輪郭の外側に輪郭に沿って塗布しながら造形する方法が知られている(特許文献1)。 Conventionally, when a powder material of a layer formed to a predetermined thickness is bonded to a predetermined shaped article cross-sectional shape with a binder, an anti-bleeding liquid that is incompatible with the binder is outside the outline of the cross-sectional shape of the target object. A method of modeling while applying along the contour is known (Patent Document 1).
ところで、液体吐出手段を移動させながら層状に形成された粉体(これを「粉体層」という。)に造形液を吐出して層状造形物(これを「造形層」という。)を形成し、形成された造形層上に粉体を供給して次層の粉体層を形成するとき、造形層内において、造形液の吐出付着から次層の粉体供給までの時間にばらつきが発生する。 By the way, while moving the liquid discharge means, the modeling liquid is discharged onto the powder (this is called “powder layer”) formed in a layer shape to form a layered structure (this is called “modeling layer”). When the powder layer is supplied onto the formed modeling layer to form the next powder layer, the time from the deposition of the modeling liquid to the supply of the next layer powder varies in the modeling layer. .
そのため、立体造形物の密度が不均一になったり、密度が低下したりして、立体造形物の品質が低下するという課題がある。 Therefore, there exists a subject that the density of a three-dimensional molded item becomes non-uniform | heterogenous, a density falls, and the quality of a three-dimensional molded item falls.
本発明は上記の課題に鑑みてなされたものであり、立体造形物の品質を向上することを目的とする。 This invention is made | formed in view of said subject, and aims at improving the quality of a three-dimensional molded item.
上記の課題を解決するため、本発明に係る立体造形装置は、
粉体が層状に敷き詰められ、前記粉体が結合された層状造形物が積層される造形槽と、
前記造形槽の前記粉体に対して造形液を吐出する液体吐出手段と、
前記造形槽に前記粉体を供給する粉体後供給手段と、を備え、
前記液体吐出手段は、前記造形槽に対して相対的に移動可能に配置され、
前記粉体後供給手段は、前記液体吐出手段が造形液を吐出するときの移動方向において、前記液体吐出手段に後行して、前記造形槽に対して相対的に移動可能に配置され、
前記液体吐出手段から前記粉体上に前記造形液を吐出して前記層状造形物を形成するとき、前記造形液の吐出後、前記粉体後供給手段から、少なくとも前記造形液が付着した領域に前記粉体を供給する
構成とした。
In order to solve the above problems, the three-dimensional modeling apparatus according to the present invention is:
A modeling tank in which the powder is spread in layers, and the layered structure to which the powder is bonded is laminated,
Liquid ejection means for ejecting a modeling liquid to the powder in the modeling tank;
A powder post-feeding means for feeding the powder to the modeling tank,
The liquid discharge means is arranged to be movable relative to the modeling tank,
The powder post-feeding means is disposed so as to be movable relative to the modeling tank, following the liquid discharging means in a moving direction when the liquid discharging means discharges a modeling liquid,
When forming the layered object by discharging the modeling liquid onto the powder from the liquid discharging means, after discharging the modeling liquid, at least the region where the modeling liquid has adhered from the powder post-feeding means The powder was supplied.
本発明によれば、立体造形物の品質が向上する。 According to the present invention, the quality of the three-dimensional structure is improved.
以下、本発明の実施の形態について添付図面を参照して説明する。本発明に係る立体造形装置の第1例の概要について図1ないし図5を参照して説明する。図1は同立体造形装置の概略平面説明図、図2は同じく概略側面説明図、図3は同じく造形部の断面説明図である。なお、図3は造形時の状態で示している。また、図4は同じく具体的構成の要部斜視説明図、図5は同じく造形部の斜視説明図である。 Embodiments of the present invention will be described below with reference to the accompanying drawings. An outline of a first example of the three-dimensional modeling apparatus according to the present invention will be described with reference to FIGS. FIG. 1 is a schematic plan view of the three-dimensional modeling apparatus, FIG. 2 is a schematic side view of the same, and FIG. FIG. 3 shows a state during modeling. 4 is a perspective view of a principal part having a specific configuration, and FIG. 5 is a perspective view of a modeling part.
この立体造形装置は、粉体造形装置(粉末造形装置ともいう。)であり、粉体(粉末)が結合された層状造形物である造形層30が形成される造形部1と、造形部1の層状に敷き詰められた粉体層31に造形液10を吐出して立体造形物を造形する造形ユニット5とを備えている。
This three-dimensional modeling apparatus is a powder modeling apparatus (also referred to as a powder modeling apparatus), and a
造形部1は、粉体槽11と、平坦化部材(リコータ)である回転体としての平坦化ローラ12などを備えている。なお、平坦化部材は、回転体に代えて、例えば板状部材(ブレード)とすることもできる。
The
粉体槽11は、粉体20を供給する供給槽21と、造形層30が積層されて立体造形物が造形される造形槽22とを有している。供給槽21の底部は供給ステージ23として鉛直方向(高さ方向)に昇降自在となっている。同様に、造形槽22の底部は造形ステージ24として鉛直方向(高さ方向)に昇降自在となっている。造形ステージ24上に造形層30が積層された立体造形物が造形される。
The
供給ステージ23は、例えば図4に示すように、モータ27によって矢印Z方向(高さ方向)に昇降され、造形ステージ24は、同じく、モータ28によって矢印Z方向に昇降される。
For example, as shown in FIG. 4, the
平坦化ローラ12は、供給槽21の供給ステージ23上に供給された粉体20を造形槽22に供給し、平坦化部材である平坦化ローラ12によって均して平坦化して、粉体層31を形成する。
The
この平坦化ローラ12は、造形ステージ24のステージ面(粉体20が積載される面)に沿って矢印Y方向に、ステージ面に対して相対的に往復移動可能に配置され、往復移動機構25によって移動される。また、平坦化ローラ12は、モータ26によって回転駆動される。
The
一方、造形ユニット5は、造形ステージ24上の粉体層31に造形液10を吐出する液体吐出ユニット50を備えている。
On the other hand, the
液体吐出ユニット50は、キャリッジ51と、キャリッジ51に搭載された2つ(1又は3つ以上でもよい。)の液体吐出ヘッド(以下、単に「ヘッド」という。)52a、52bを備えている。
The
キャリッジ51は、ガイド部材54及び55に移動可能に保持されている。ガイド部材54及び55は、両側の側板70、70に昇降可能に保持されている。
The
このキャリッジ51は、後述するX方向走査モータ550によってプーリ及びベルトから構成される主走査移動機構を介して主走査方向である矢印X方向(以下、単に「X方向」という。他のY、Zについても同様とする。)に往復移動される。
The
2つのヘッド52a、52b(以下、区別しないときは「ヘッド52」という。)は、液体を吐出する複数のノズルを配列したノズル列がそれぞれ2列配置されている。一方のヘッド52aの2つのノズル列は、シアン造形液及びマゼンタ造形液を吐出する。他方のヘッド52bの2つのノズル列は、イエロー造形液及びブラック造形液をそれぞれ吐出する。なお、ヘッド構成はこれに限るものではない。
Two
これらのシアン造形液、マゼンタ造形液、イエロー造形液、ブラック造形液の各々を収容した複数のタンク60がタンク装着部56に装着され、供給チューブなどを介してヘッド52a、52bに供給される。
A plurality of
また、キャリッジ51には造形槽22に1層の造形層30を形成するときに、少なくとも当該造形液10が付着した領域に粉体20を供給する粉体後供給手段である粉体後供給部80が一体に備えられている。
In addition, when forming one
また、X方向の一方側には、液体吐出ユニット50のヘッド52の維持回復を行うメンテナンス機構61が配置されている。
A
メンテナンス機構61は、主にキャップ62とワイパ63で構成される。キャップ62をヘッド52のノズル面(ノズルが形成された面)に密着させ、ノズルから造形液を吸引する。ノズルに詰まった粉体の排出や高粘度化した造形液を排出するためである。その後、ノズルのメニスカス形成(ノズル内は負圧状態である)のため、ノズル面をワイパ63でワイピング(払拭)する。また、メンテナンス機構61は、造形液の吐出が行われない場合に、ヘッドのノズル面をキャップ62で覆い、粉体20がノズルに混入することや造形液10が乾燥することを防止する。
The
造形ユニット5は、ベース部材7上に配置されたガイド部材71に移動可能に保持されたスライダ部72を有し、造形ユニット5全体がX方向と直交するY方向(副走査方向)に往復移動可能である。この造形ユニット5は、後述するモータ552を含む走査機構によって全体がY方向に往復移動される。
The
液体吐出ユニット50は、ガイド部材54、55とともに矢印Z方向に昇降可能に配置され、後述するモータ551を含む昇降機構によってZ方向に昇降される。
The
ここで、造形部1の詳細について説明する。
Here, the detail of the
粉体槽11は、箱型形状をなし、供給槽21と造形槽22の2つの上面が開放された槽を備えている。供給槽21内部には供給ステージ23が、造形槽22内部には造形ステージ24がそれぞれ昇降可能に配置される。
The
供給ステージ23の側面は供給槽21の内側面に接するように配置されている。造形ステージ24の側面は造形槽22の内側面に接するように配置されている。これらの供給ステージ23及び造形ステージ24の上面は水平に保たれている。
The side surface of the
粉体槽11の周りには、図5に示すように、上面が開放された凹形状である粉体落下口29が設けられている(図1ないし図3では省略)。粉体落下口29には、粉体層31を形成するときに平坦化ローラ12によって供給される粉体20のうちの余剰の粉体20が落下する。粉体落下口29に落下した余剰の粉体20は供給槽21に粉体を供給する粉体供給装置に戻される。
As shown in FIG. 5, a
供給槽21上には図9の粉体供給装置554が配置される。造形の初期動作時や供給槽21の粉体量が減少した場合に、粉体供給装置554を構成するタンク内の粉体を供給槽21に供給する。粉体供給のための粉体搬送方法としては、スクリューを利用したスクリューコンベア方式や、エアーを利用した空気輸送方式などが挙げられる。
A
平坦化ローラ12は、供給槽21から粉体20を造形槽22へと移送供給して、表面を均すことで平坦化して所定の厚みの層状の粉体である粉体層31を形成する。
The flattening
この平坦化ローラ12は、造形槽22及び供給槽21の内寸(即ち、粉体が供される部分又は仕込まれている部分の幅)よりも長い棒状部材であり、往復移動機構25によってステージ面に沿ってY方向(副走査方向)に往復移動される。
The flattening
この平坦化ローラ12は、モータ26によって回転されながら、供給槽21の外側から供給槽21及び造形槽22の上方を通過するようにして水平移動する。これにより、粉体20が造形槽22上へと移送供給され、平坦化ローラ12が造形槽22上を通過しながら粉体20を平坦化することで粉体層31が形成される。
The flattening
また、図2にも示すように、平坦化ローラ12の周面に接触して、平坦化ローラ12に付着した粉体20を除去するための粉体除去部材である粉体除去板13が配置されている。
Further, as shown in FIG. 2, a
粉体除去板13は、平坦化ローラ12の周面に接触した状態で、平坦化ローラ12とともに移動する。また、粉体除去板13は、平坦化ローラ12が平坦化を行うときの回転方向に回転するときにカウンタ方向になる状態で配置されている。
The
本実施形態では、造形部1の粉体槽11が供給槽21と造形槽22の二つの槽を有する構成としているが、造形槽22のみとして、造形槽22に粉体供給装置から粉体を供給して、平坦化手段で平坦化する構成とすることもできる。
In the present embodiment, the
次に、上記立体造形装置の制御部の概要について図6を参照して説明する。図6は同制御部のブロック図である。 Next, the outline | summary of the control part of the said three-dimensional modeling apparatus is demonstrated with reference to FIG. FIG. 6 is a block diagram of the control unit.
制御部500は、この立体造形装置全体の制御を司るCPU501と、CPU501に本発明に係わる制御を含む立体造形動作の制御を実行させるためのプログラムを含むプログラム、その他の固定データを格納するROM502と、造形データ等を一時格納するRAM503とを含む主制御部500Aを備えている。
The control unit 500 includes a
制御部500は、装置の電源が遮断されている間もデータを保持するための不揮発性メモリ(NVRAM)504を備えている。また、制御部500は、画像データに対する各種信号処理等を行う画像処理やその他装置全体を制御するための入出力信号を処理するASIC505を備えている。
The control unit 500 includes a non-volatile memory (NVRAM) 504 for holding data even when the apparatus is powered off. Further, the control unit 500 includes an
制御部500は、外部の造形データ作成装置600から造形データを受信するときに使用するデータ及び信号の送受を行うためのI/F506を備えている。なお、造形データ作成装置600は、最終形態の造形物を各造形層にスライスした造形データを作成する装置であり、パーソナルコンピュータ等の情報処理装置で構成されている。
The control unit 500 includes an I /
制御部500は、各種センサの検知信号を取り込むためのI/O507を備えている。
The control unit 500 includes an I /
制御部500は、液体吐出ユニット50の各ヘッド52を駆動制御するヘッド駆動制御部508を備えている。
The control unit 500 includes a head
制御部500は、液体吐出ユニット50のキャリッジ51をX方向(主走査方向)に移動させるX方向走査機構550を構成するモータを駆動するモータ駆動部510と、造形ユニット5をY方向(副走査方向)に移動させるY方向走査機構552を構成するモータを駆動するモータ駆動部512を備えている。
The control unit 500 drives the motor constituting the
制御部500は、液体吐出ユニット50のキャリッジ51をZ方向に移動(昇降)させるZ方向昇降機構551を構成するモータを駆動するモータ駆動部511を備えている。なお、矢印Z方向への昇降は造形ユニット5全体を昇降させる構成とすることもできる。
The control unit 500 includes a motor drive unit 511 that drives a motor that constitutes a Z-direction lifting mechanism 551 that moves (lifts) the
制御部500は、供給ステージ23を昇降させるモータ27を駆動するモータ駆動部513と、造形ステージ24を昇降させるモータ28を駆動するモータ駆動部514を備えている。
The control unit 500 includes a
制御部500は、平坦化ローラ12を移動させる往復移動機構25のモータ553を駆動するモータ駆動部515と、平坦化ローラ12を回転駆動するモータ26を駆動する516を備えている。
The control unit 500 includes a
制御部500は、供給槽21に粉体20を供給する粉体供給装置554を駆動する供給系駆動部517と、液体吐出ユニット50のメンテナンス機構61を駆動するメンテナンス駆動部518を備えている。
The control unit 500 includes a supply
制御部500は、粉体後供給部80から粉体20の供給を行わせる後供給駆動部519を備えている。
The control unit 500 includes a post-supply driving unit 519 that causes the
制御部500のI/O507には、装置の環境条件としての温度及び湿度を検出する温湿度センサ560などの検知信号やその他のセンサ類の検知信号が入力される。
The I /
制御部500には、この装置に必要な情報の入力及び表示を行うための操作パネル522が接続されている。
An
なお、造形データ作成装置600と立体造形装置(粉体積層造形装置)601によって造形装置が構成される。
The modeling apparatus is configured by the modeling
次に、造形の流れについて図7も参照して説明する。図7は造形の流れの説明に供する模式的説明図である。 Next, the flow of modeling will be described with reference to FIG. FIG. 7 is a schematic explanatory diagram for explaining the flow of modeling.
造形槽22の造形ステージ24上に、1層目の造形層30が形成されている状態から説明する。
It demonstrates from the state in which the
この造形層30上に次の造形層30を形成するときには、図7(a)に示すように、供給槽21の供給ステージ23をZ1方向に上昇させ、造形槽22の造形ステージ24をZ2方向に下降させる。
When forming the
このとき、造形槽22の上面(粉体層表面)と平坦化ローラ12の下部(下方接線部)との間隔がΔt1となるように造形ステージ24の下降距離を設定する。この間隔Δt1が次に形成する粉体層31の厚さに相当する。間隔Δt1は、数十〜100μm程度であることが好ましい。
At this time, the descending distance of the
次いで、図7(b)に示すように、供給槽21の上面レベルよりも上方に位置する粉体20を、平坦化ローラ12を順方向(矢印方向)に回転しながらY2方向(造形槽22側)に移動することで、粉体20を造形槽22へと移送供給する(粉体供給)。
Next, as shown in FIG. 7B, the
さらに、図7(c)に示すように、平坦化ローラ12を造形槽22の造形ステージ24のステージ面と平行に移動させ、図7(d)に示すように、造形ステージ24の造形層30上で所定の厚さΔt1になる粉体層31を形成する(平坦化)。粉体層31を形成後、平坦化ローラ12は、図7(d)に示すように、Y1方向に移動されて初期位置に戻される。
Further, as shown in FIG. 7C, the flattening
ここで、平坦化ローラ12は、造形槽22及び供給槽21の上面レベルとの距離を一定に保って移動できるようになっている。一定に保って移動できることで、平坦化ローラ12で粉体20を造形槽22の上へと搬送させつつ、造形槽22上又は既に形成された造形層30の上に均一厚さΔt1の粉体層31を形成できる。
Here, the flattening
その後、図7(e)に示すように、液体吐出ユニット50のヘッド52から造形液10の液滴を吐出して、次の粉体層31に造形層30を積層形成する(造形)。
Thereafter, as shown in FIG. 7E, the
なお、造形層30は、例えば、ヘッド50から吐出された造形液10が粉体20と混合されることで、粉体20に含まれる接着剤が溶解し、溶解した接着剤同士が結合して粉体20が結合されることで形成される。
The
次いで、上述した粉体供給・平坦化よる粉体層31を形成する工程、ヘッド52による造形液吐出工程を繰り返して新たな造形層30を形成する。このとき、新たな造形層30とその下層の造形層30とは一体化して三次元形状造形物の一部を構成する。
Next, a
以後、粉体の供給・平坦化よる粉体層31を形成する工程、ヘッド52による造形液吐出工程を必要な回数繰り返すことによって、三次元形状造形物(立体造形物)を完成させる。
Thereafter, the step of forming the
次に、上記立体造形装置で使用する立体造形用粉末材料(粉体)及び造形液の一例について説明する。なお、以下で説明する粉体及び造形液に限定されるものではない。 Next, an example of the three-dimensional modeling powder material (powder) and the modeling liquid used in the three-dimensional modeling apparatus will be described. In addition, it is not limited to the powder and modeling liquid demonstrated below.
立体造形用粉末材料は、基材と、この基材を平均厚み5nm〜500nmで被覆し、造形液としての架橋剤含有水の作用により溶解し架橋可能な水溶性有機材料とを有してなる。 The powder material for three-dimensional modeling has a base material, and a water-soluble organic material that covers the base material with an average thickness of 5 nm to 500 nm and can be dissolved and cross-linked by the action of a crosslinking agent-containing water as a modeling liquid. .
この立体造形用粉末材料においては、基材を被覆する水溶性有機材料が、架橋剤含有水の作用により溶解し架橋可能であるため、水溶性有機材料に架橋剤含有水が付与されると、水溶性有機材料は、溶解すると共に、架橋剤含有水に含まれる架橋剤の作用により架橋する。 In this three-dimensional modeling powder material, since the water-soluble organic material covering the base material can be dissolved and cross-linked by the action of the cross-linking agent-containing water, when the cross-linking agent-containing water is given to the water-soluble organic material, The water-soluble organic material dissolves and is crosslinked by the action of the crosslinking agent contained in the crosslinking agent-containing water.
これにより、上記立体造形用粉末材料を用いて薄層(粉体層)を形成し、粉体層に架橋剤含有水を造形液10として吐出することで、粉体層においては、溶解した水溶性有機材料が架橋する結果、粉体層が結合硬化して造形層30が形成される。
Thus, a thin layer (powder layer) is formed using the powder material for three-dimensional modeling, and a water-soluble solution is dissolved in the powder layer by discharging the crosslinking agent-containing water as the
このとき、基材を被覆する水溶性有機材料の被覆量が平均厚みで5nm〜500nmであるため、水溶性有機材料が溶解したときに基材の周囲に必要最小量だけ存在し、これが架橋して三次元ネットワークを形成するため、粉体層の硬化は寸法精度良く、かつ、良好な強度をもって行われる。 At this time, since the coating amount of the water-soluble organic material covering the substrate is 5 nm to 500 nm in average thickness, when the water-soluble organic material is dissolved, it exists in the necessary minimum amount around the substrate, and this is crosslinked. In order to form a three-dimensional network, the powder layer is cured with good dimensional accuracy and good strength.
この操作を繰り返すことにより、簡便かつ効率的に、焼結等の前に型崩れが生ずることなく、寸法精度良く複雑な立体造形物を形成することができる。 By repeating this operation, it is possible to easily and efficiently form a complicated three-dimensional object with high dimensional accuracy without causing deformation before sintering or the like.
−基材−
基材としては、粉末ないし粒子の形態を有する限り特に制限はなく、目的に応じて適宜選択することができる。その材質としては、例えば、金属、セラミックス、カーボン、ポリマー、木材、生体親和材料、などが挙げられるが、高強度な立体造形物を得る観点からは、最終的に焼結処理が可能な金属、セラミックスなどが好ましい。
-Base material-
The substrate is not particularly limited as long as it has a powder or particle form, and can be appropriately selected according to the purpose. Examples of the material include metals, ceramics, carbon, polymers, wood, biocompatible materials, etc., but from the viewpoint of obtaining a high-strength three-dimensional modeled object, a metal that can be finally sintered, Ceramics and the like are preferable.
金属としては、例えば、ステンレス(SUS)鋼、鉄、銅、チタン、銀などが好適に挙げられ、該ステンレス(SUS)鋼としては、例えば、SUS316Lなどが挙げられる。 As a metal, stainless steel (SUS) steel, iron, copper, titanium, silver etc. are mentioned suitably, for example, As this stainless steel (SUS) steel, SUS316L etc. are mentioned, for example.
セラミックスとしては、例えば、金属酸化物などが挙げられ、具体的には、シリカ(SiO2)、アルミナ(Al2O3)、ジルコニア(ZrO2)、チタニア(TiO2)などが挙げられる。 Examples of ceramics include metal oxides, and specific examples include silica (SiO 2 ), alumina (Al 2 O 3 ), zirconia (ZrO 2 ), titania (TiO 2 ), and the like.
カーボンとしては、例えば、グラファイト、グラフェン、カーボンナノチューブ、カーボンナノホーン、フラーレンなどが挙げられる。 Examples of carbon include graphite, graphene, carbon nanotube, carbon nanohorn, and fullerene.
ポリマーとしては、例えば、水に不溶な公知の樹脂などが挙げられる。 Examples of the polymer include known resins that are insoluble in water.
木材としては、例えば、ウッドチップ、セルロースなどが挙げられる。 Examples of the wood include wood chips and cellulose.
生体親和材料としては、例えば、ポリ乳酸、リン酸カルシウムなどが挙げられる。 Examples of the biocompatible material include polylactic acid and calcium phosphate.
これらの材料は、1種単独で使用してもよいし、2種以上を併用してもよい。 These materials may be used alone or in combination of two or more.
なお、基材として、これらの材料で形成された市販品の粒子ないし粉末を使用することができる。市販品としては、例えば、SUS316L(山陽特殊鋼製、PSS316L)、SiO2(トクヤマ製、エクセリカSE−15)、AlO2(大明化学工業製、タイミクロンTM−5D)、ZrO2(東ソー製、TZ−B53)などが挙げられる。 As the substrate, commercially available particles or powders formed from these materials can be used. As a commercial item, for example, SUS316L (manufactured by Sanyo Special Steel, PSS316L), SiO 2 (manufactured by Tokuyama, Excelica SE-15), AlO 2 (manufactured by Daimei Chemical Co., Ltd., Tymicron TM-5D), ZrO 2 (manufactured by Tosoh Corporation, TZ-B53).
また、基材としては、水溶性有機材料との親和性を高める目的等で、公知の表面(改質)処理がされていてもよい。 The substrate may be subjected to a known surface (modification) treatment for the purpose of increasing the affinity with the water-soluble organic material.
−水溶性有機材料−
水溶性有機材料としては、水に溶解し、架橋剤の作用により架橋可能な性質を有するものであれば、換言すれば、水溶性であって架橋剤によって架橋可能である限り、特に制限はなく、目的に応じて適宜選択することができる。
-Water-soluble organic materials-
The water-soluble organic material is not particularly limited as long as it is soluble in water and has a property capable of being crosslinked by the action of a crosslinking agent, in other words, as long as it is water-soluble and can be crosslinked by a crosslinking agent. Can be appropriately selected according to the purpose.
ここでは、水溶性有機材料の水溶性は、例えば、30℃の水100gに水溶性有機材料を1g混合して撹拌したとき、その90質量%以上が溶解するものを意味する。 Here, the water-solubility of the water-soluble organic material means that 90% by mass or more of the water-soluble organic material dissolves when 1 g of the water-soluble organic material is mixed with 100 g of water at 30 ° C. and stirred.
また、水溶性有機材料としては、その4質量%(w/w%)水溶液の20℃における粘度が、40mPa・s以下であるものが好ましく、1〜35Pa・sであるものがより好ましく、5〜30mPa・sであるものが特に好ましい。 Moreover, as a water-soluble organic material, the thing in which the viscosity in 20 degreeC of the 4 mass% (w / w%) aqueous solution is 40 mPa * s or less is preferable, and what is 1-35 Pa * s is more preferable, 5 Those having a viscosity of ˜30 mPa · s are particularly preferable.
水溶性有機材料の粘度が、40mPa・sを超えると、立体造形用粉末材料に架橋剤含有水を付与して形成した立体造形物用粉末材料(粉体層)による硬化物(立体造形物、焼結用硬化物)の強度が充分でないことがあり、その後の焼結等の処理ないし取扱い時に型崩れ等の問題が生ずることがある。また、立体造形用粉末材料に架橋剤含有水を付与して形成した立体造形物用粉末材料(粉体層)による硬化物(立体造形物、焼結用硬化物)の寸法精度が充分でないことがある。 When the viscosity of the water-soluble organic material exceeds 40 mPa · s, a cured product (three-dimensional model, The strength of the cured product for sintering) may not be sufficient, and problems such as deformation of the shape may occur during subsequent processing such as sintering or handling. In addition, the dimensional accuracy of the cured product (stereolithic product, cured product for sintering) by the powder material (powder layer) for the three-dimensional model formed by adding the crosslinking agent-containing water to the three-dimensional model powder material is not sufficient. There is.
水溶性有機材料の粘度は、例えば、JISK7117に準拠して測定することができる。 The viscosity of the water-soluble organic material can be measured according to, for example, JISK7117.
−架橋剤含有水−
造形液である架橋剤含有水としては、水性媒体中に架橋剤を含有するものであれば特に制限はなく、目的に応じて適宜選択することができる。なお、架橋剤含有水は、水性媒体、架橋剤のほか、必要に応じて適宜選択したその他の成分を含有していてもよい。
-Crosslinker-containing water-
The crosslinking agent-containing water that is a modeling liquid is not particularly limited as long as it contains a crosslinking agent in an aqueous medium, and can be appropriately selected depending on the purpose. In addition, the crosslinking agent-containing water may contain other components appropriately selected as necessary in addition to the aqueous medium and the crosslinking agent.
その他の成分としては、架橋剤含有水を付与する手段の種類、使用頻度や量などの諸条件を考慮して適宜選択することができる。例えば、液体吐出法によって架橋剤含有水を付与する場合には、液体吐出ヘッドのノズルへの目詰り等の影響を考慮して選択することができる。 The other components can be appropriately selected in consideration of various conditions such as the type of means for applying the crosslinking agent-containing water, the usage frequency, and the amount. For example, when the crosslinking agent-containing water is applied by the liquid discharge method, the selection can be made in consideration of the influence of clogging on the nozzle of the liquid discharge head.
水性媒体としては、例えば、水、エタノール等のアルコール、エーテル、ケトン、などが挙げられるが、水が好ましい。なお、水性媒体は、水がアルコール等の水以外の成分を若干量含有するものであってもよい。 Examples of the aqueous medium include water, alcohol such as ethanol, ether, ketone, and the like, and water is preferable. The aqueous medium may contain a small amount of components other than water such as alcohol.
上述した立体造形物用粉末材料及び造形液としての架橋剤含有水を使用することで、粉体(基材)を接着させるためのバインダーを液体吐出ヘッドから吐出する構成に比べて、ノズルの目詰まりが少なく、ヘッドの耐久性が向上する。 Compared with the configuration in which the binder for adhering the powder (base material) is discharged from the liquid discharge head by using the above-described powder material for a three-dimensional structure and water containing a crosslinking agent as a modeling liquid, the nozzle eye There is less clogging and the durability of the head is improved.
次に、粉体層領域内での造形液の吐出から次層の粉体供給まで時間のばらつきの発生について図8を参照して説明する。図8は同説明に供する説明図である。 Next, occurrence of time variation from the discharge of the modeling liquid in the powder layer region to the powder supply of the next layer will be described with reference to FIG. FIG. 8 is an explanatory diagram for explaining the same.
キャリッジ51に造形液10を吐出するヘッド52を搭載し、キャリッジ51を主走査方向(X方向)に移動させて造形液10を粉体層31上に吐出するとき、主走査方向の位置及び副走査方向の位置によって、造形液10が吐出されて着弾するタイミングが異なることになる。
When a
説明を簡単にするため、図8(a)に示すように、粉体層31の全領域を主走査方向及び副走査方向で2分割して領域A1〜A4とする。
To simplify the description, as shown in FIG. 8A, the entire region of the
このとき、キャリッジ51の片方向移動で造形液10を吐出して造形層30を形成する場合、まず、キャリッジ51を主走査方向(X方向)に移動させて造形液10を吐出する。これにより、粉体層31上の領域A1、A2の順に造形液10が付着し、造形液10が付着した領域の粉体20が液架橋力で結合される(造形される)。
At this time, when the
次いで、キャリッジ51を初期位置に戻し、副走査方向(Y方向)に移動させ、キャリッジ51をX方向に移動させて造形液10を吐出する。これにより、粉体層31上の領域A3、A4の順に造形液10が付着し、造形液10が付着した領域の粉体20が液架橋力で結合される(造形される)。
Next, the
そして、1つの粉体層31に対する造形層30の造形が完了した後、例えば図8(b)に示すように、平坦化ローラ12を矢印方向に移動させて粉体供給・平坦化を行うときには、領域A1、A2に共に粉体20が供給され、領域A1、A2への粉体供給完了後に領域A3、A4に共に粉体20が供給される。
Then, after the modeling of the
そうすると、領域A1、A2、A3、A4相互間では、造形液10が付着してから粉体20が造形液付着領域に供給されるまで時間(これを「造形液付着から粉体供給までの時間」という。)がそれぞれ異なることになる。例えば、領域A1への造形液付着から粉体供給までの時間は、領域A4への造形液吐出から粉体供給までの時間に比べて長くなることになる。
If it does so, between area | region A1, A2, A3, and A4, after the
次に、粉体層領域内での造形液付着から粉体供給まで時間のばらつきが立体造形物の品質に与える影響について図9及び図10を参照して説明する。図9及び図10は同説明に供する説明図である。 Next, the effect of time variation from the modeling liquid adhesion to the powder supply in the powder layer region on the quality of the three-dimensional model will be described with reference to FIGS. 9 and 10. FIG. 9 and FIG. 10 are explanatory views for explaining the same.
まず、図9を参照して、造形液付着から粉体供給までの時間が長い場合について説明する。 First, with reference to FIG. 9, the case where the time from modeling liquid adhesion to powder supply is long is demonstrated.
図9(a)に示すように粉体層31に造形液10が吐出されて付着すると、造形液10が粉体層31に浸透を開始する。これにより、粉体層31内に浸透した造形液10による液架橋力によって粉体20が結合されて造形層30となる。
As shown in FIG. 9A, when the
そして、時間の経過とともに、図9(b)に示すように、造形液10は粉体層31に浸透し、最終的には、図9(c)に示すように、造形液10はすべて粉体層31に浸透する。
And as time passes, as shown in FIG. 9B, the
ところが、この状態のまま造形液10の乾燥が進むと、図9(d)に示すように、造形層30の端部に反りや収縮が発生したり、造形層30内での粉体20の結合が強くなったりする。そのため、造形層30上に供給される次層の粉体20との結合が弱くなり、連続する造形層30間で層間隙間が発生し、立体造型物の密度が不均一になるとともに、密度が低下する。
However, when the
次に、図10を参照して、造形液付着から粉体供給までの時間が短い場合について説明する。 Next, with reference to FIG. 10, the case where the time from modeling liquid adhesion to powder supply is short is demonstrated.
造形液10が吐出されて粉体層31に付着したときから粉体供給まで時間が短い領域に関しては、図10(a)に示すように、造形液10が粉体層31に浸透し切る前に、平坦化ローラ12によって粉体20が供給されることがある。
Regarding the region where the time from when the
この場合には、図10(b)に示すように、造形液10が押し込まれて目的とする造形領域から外れ、立体造型物の形状精度が低下する。あるいは、造形液10の染み込み量が足りないことで、層間隙間が生じて立体造型物の密度が低下する。
In this case, as shown in FIG.10 (b), the
さらに、平坦化部材(平坦化ローラ、もしくは、平坦化ブレード)に造形液が付着し、平坦化精度が悪化し、空隙などを発生させることで、立体造型物の密度が低下することもある。 Furthermore, the modeling liquid adheres to the flattening member (flattening roller or flattening blade), the flattening accuracy is deteriorated, and voids are generated, so that the density of the three-dimensional molded article may be lowered.
そこで、本発明では、造形液の吐出に続いて粉体を供給することで、造形液付着から粉体供給までの時間のばらつきを低減するようにしている。 Therefore, in the present invention, by supplying the powder following the ejection of the modeling liquid, variation in time from the modeling liquid adhesion to the powder supply is reduced.
本発明の第1実施形態について図11及び図12も参照して説明する。図11は同実施形態の説明に供するキャリッジ部分の模式的正面説明図、図12は同じく造形液付着と粉体供給の順序の説明に供する説明図である。 A first embodiment of the present invention will be described with reference to FIGS. FIG. 11 is a schematic front explanatory view of a carriage portion used for explaining the embodiment, and FIG. 12 is an explanatory view used for explaining the order of modeling liquid adhesion and powder supply.
本実施形態においては、ヘッド52によって吐出された造形液10によって形成される造形槽22の造形層30上に粉体20を供給する粉体後供給手段としての粉体後供給部80を備えている。
In the present embodiment, a
ここで、粉体後供給部80は、前述したように例えばキャリッジ51に搭載され、液体吐出手段であるヘッド52と粉体後供給手段である粉体後供給部80とは、造形槽22に対して、相対的に、同じ方向に移動可能に配置されている。
Here, the
この場合、造形層30を形成するときのキャリッジ51の移動方向において、粉体後供給部80はヘッド52より上流側に配置されている。つまり、粉体後供給部80は、ヘッド52が造形液10を吐出するときの移動方向において、ヘッド52に後行して、造形槽22に対して相対的に移動可能に配置される。
In this case, the powder after-feeding
この粉体後供給部80から供給する粉体20の量は、1層分の粉体層31を形成可能な粉体量よりも少なくしている。
The amount of the
また、粉体後供給部80の粉体供給面と粉体層31(粉体槽22の上面)との間隔(ギャップ)G2は、ヘッド52の造形液吐出面と粉体層31(粉体槽22の上面)との間隔(ギャップ)G1よりも小さく(G2<G1)している。
Further, the gap (gap) G2 between the powder supply surface of the powder
次に、このように構成した本実施形態の作用について説明する。 Next, the operation of this embodiment configured as described above will be described.
ここでは、前述した図8で説明したと同様に、図12に示すように、粉体層31の全領域を主走査方向及び副走査方向でそれぞれ2分割して領域A1〜A4とする。
Here, as described in FIG. 8 described above, as shown in FIG. 12, the entire region of the
そして、キャリッジ51の片方向移動で造形液10を吐出して造形層30を形成するものとする。
Then, the
この場合、前述した図8と同様に、キャリッジ51を主走査方向(X方向)に移動させて造形液10を吐出することで、粉体層31上の領域A1、A2の順に造形液10が付着する。次いで、キャリッジ51を初期位置に戻し、副走査方向(Y方向)に移動させ、キャリッジ51をX方向に移動させて造形液10を吐出することで、粉体層31上の領域A3、A4の順に造形液10が付着する。
In this case, similarly to FIG. 8 described above, the
したがって、領域A1→A2→A3→A4の順に造形液10が付着して造形層30が形成される。
Therefore, the
このようにキャリッジ51を主走査方向に移動させてヘッド52から造形液10を吐出して1層の造形層30を形成するとき、図11に示すように、ヘッド50の移動に後行する(後続して移動する)粉体後供給部80から造形液10が付着された領域に粉体20を供給する。つまり、1層の造形層30の形成が完了する前に粉体20の供給を開始する。
When the
このとき、粉体後供給部80からの粉体20の供給は、領域A1→A2→A3→A4の順に行われるので、領域A1、A2、A3、A4において、造形液10の付着から粉体20の供給までの時間のばらつきが低減する。
At this time, the supply of the
したがって、造形液10が付着してから粉体20が供給されるまでの時間が長い領域における、前述した造形層30の端部の反り、連続する造形層30の層間隙間の発生を防止でき、立体造形物の密度低下を防止できる。
Therefore, it is possible to prevent the warping of the end portion of the
また、造形液10が付着してから粉体20の供給までの時間が短い領域における、造形液10が染み込む前に造形液10が押し込まれること、平坦化ローラ12に造形液10が付着することを防止でき、平坦化精度低下や立体造形物の部分的な密度低下を防止できる。
Further, the
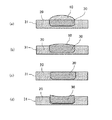
この点について、図13を参照して具体的に説明する。図13は本実施形態における造形動作の流れの説明に供する説明図である。 This point will be specifically described with reference to FIG. FIG. 13 is an explanatory diagram for explaining the flow of the modeling operation in the present embodiment.
図13(a)に示すように粉体層31に造形液10が吐出されて付着すると、造形液10が粉体層31に浸透を開始する。これにより、粉体層31内に浸透した造形液10による液架橋力によって粉体20が結合されて造形層30となる。
As shown in FIG. 13A, when the
そして、粉体層31に造形液10の付着した後、図13(b)に示すように、粉体後供給部80から粉体20が例えば振り掛けられて造形層30を覆うように供給される。粉体後供給部80は、ヘッド52から吐出された造形液10が付着した領域に対向したときには粉体20が供給される状態になっている。
And after the
これにより、図13(c)に示すように、造形液10の付着領域が粉体20で覆われ、粉体層31に浸透しきっていない造形液10による液架橋力によって、供給された粉体20が結合されて粉体層31内の造形層30と一体になる。
As a result, as shown in FIG. 13C, the powder supplied by the liquid crosslinking force of the
つまり、ここでは、粉体後供給手段からの粉体供給は、先に付着して粉体層30内に浸透しきっていない造形液10による液架橋力で後で供給された粉体20が結合されて粉体層31内の造形層30と一体になる時間内に行うようにしている。
That is, here, the powder supply from the powder post-supply means is performed by bonding the
そして、1つの造形層30の造形完了後、図13(d)に示すように、平坦化ローラ12によって供給槽21から粉体20が供給され、造形槽22で平坦化されて、次の粉体層31が形成される。
And after modeling of one
その後、図13(e)に示すように、造形液10を吐出して粉体層31に造形層30を形成したとき、図13(f)に示すように、下層の造形層30の表面に粉体20が供給されて液架橋が進行しているので、上層の造形層30との間で層間隙間が生じなくなる。
Thereafter, as shown in FIG. 13E, when the
このように、液体吐出手段であるヘッド52を造形槽22に対して相対的に移動しながら、粉体層31上に造形液10を吐出して層状造形物である造形層30を形成するとき、造形液10の吐出後、粉体後供給部80から、少なくとも造形液10が付着した領域に粉体20を供給する。
Thus, when the
つまり、層状に敷き詰められた粉体20(粉体層31)に対して、粉体20を結合させる造形液10を吐出して1層の層状造形物である造形層30を形成するとき、造形液10を吐出する工程と、造形液10の吐出に続いて、少なくとも造形液10が付着した領域に、粉体20を少なくとも振り掛けて供給する工程とを行う。
That is, when forming the
これにより、造形槽22内において造形液10が付着する順(造形順)と、粉体20が供給される順が同じになり、造形液付着から粉体供給までの時間が造形槽22内でほぼ均一になる。
Accordingly, the order in which the
したがって、造形液10の吐出(粉体層31への付着)から粉体20の供給までの時間のばらつきが低減し、立体造形物の密度の低下やばらつきが低減する。また、平坦化ローラへの粉体の付着による立体造形物の部分的な精度低下や密度低下を防止できる。これにより、立体造形物の品質を向上させることができる。
Therefore, the variation in time from the discharge of the modeling liquid 10 (attachment to the powder layer 31) to the supply of the
この場合、キャリッジ51に粉体後供給部80を搭載することで、ヘッド52の造形液吐出(粉体への造形液付着)から粉体後供給部80による粉体供給までの時間の管理が容易になり、粉体後供給部80のヘッド52に対する後続移動を簡単に行うことができる。
In this case, by mounting the
また、粉体後供給部80の粉体供給面と粉体槽22の上面とのギャップG2を、ヘッド52の造形液吐出面と粉体槽22の上面とのギャップG1よりも小さく(G2<G1)することで、粉体20を供給するときに、粉体20のヘッド52のノズル側への回り込みを低減でき、ヘッド52のノズルの目詰まりを防止できる。
Further, the gap G2 between the powder supply surface of the powder after-
造形槽22の上面と造形液10が吐出されるノズル面とのギャップG1は、1〜2mmとするのが好ましいが、装置の保管環境の温度・湿度や造形液の粘度や造形液を吐出する駆動波形によって変更することができる。この場合には、前述したように、キャリッジ51をZ方向に昇降させることで行う。
The gap G1 between the upper surface of the
なお、上記のようにキャリッジ51が副走査方向に改行を実施する場合、n行目と(n+1)行目のつなぎ目となる造形領域においては、造形液付着領域を重ねて造形液を吐出することで、n行目での乾燥した造形領域と(n+1)行目の造形領域を結合させる。この場合、造形液重ね領域の面積は、粉体の特性、造形液の特性、粉体保管状況、造形液の吐出量などよって設定するが、できるだけ小さいことが好ましい。
In addition, when the
本実施形態において、粉体後供給部80から供給する粉体20の量は、1層分の粉体層31を形成可能な量とすることもできる。この場合には、造形層30の造形完了後に平坦化ローラ12を移動させて平坦化工程を行うようにすればよい。
In the present embodiment, the amount of the
また、粉体20を供給する領域は、造形液10が吐出された(着弾した)領域部分とすることもできる。このようにしても、造形層30の造形完了後に1層分の粉体層31を形成可能な量の粉体を供給すればよい。ただし、粉体後供給部80からの粉体供給領域は、ヘッド50のノズル列長さ分の領域とする方が、供給制御が簡単になる。
Moreover, the area | region which supplies the
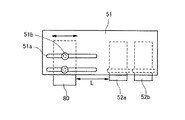
次に、本発明の第2実施形態について図14を参照して説明する。図14は同実施形態の説明に供するキャリッジ部分の模式的正面説明図である。 Next, a second embodiment of the present invention will be described with reference to FIG. FIG. 14 is a schematic front view of a carriage portion for explaining the embodiment.
本実施形態では、キャリッジ51に粉体後供給部80を搭載し、かつ、粉体後供給部80は矢印方向に移動可能として、主走査方向位置を調整可能に配置している。ここでは、粉体後供給部80は、キャリッジ51に設けたX方向に沿う案内溝51aに支持部51bを移動可能に嵌め合わせている。支持部51bは粉体後供給部80をキャリッジ51に固定する手段も兼ねている。
In the present embodiment, the
これにより、ヘッド52と粉体後供給部80との主走査方向の間隔を調整することができる。例えば、造形液10と粉体20との接触角が高い場合、すなわち、造形液10の浸透に時間がかかるような場合には、ヘッド52と粉体後供給部80との主走査方向の間隔を広くして、造形液の付着から粉体の供給までの時間を長くすることができる。
Thereby, the space | interval of the main scanning direction of the
このように、ヘッド52と粉体後供給部80との主走査方向の間隔を調整可能(可変できる)とすることで、造形液の特性、粉体の特性、装置の環境などに応じて、間隔を調整し、造形液の付着から粉体供給までの時間を変化させることができる。
In this way, by adjusting (variable) the interval in the main scanning direction between the
すなわち、ヘッド52と粉体後供給部80を同じ主走査駆動機構で移動させるときには、移動開始タイミングは同じになるので、造形液吐出から粉体後供給部80による粉体供給までの時間は、ヘッド52と粉体後供給部80との主走査方向の間隔と、主走査速度で定まることになる。
That is, when the
したがって、機械的にヘッド52と粉体後供給部80との主走査方向の間隔(距離)を調整できるようにすることで、造形液付着から粉体後供給部80による粉体供給までの時間調整が可能になり、適切なタイミングで粉体供給を行うことができるようになる。
Therefore, by allowing the distance (distance) in the main scanning direction between the
なお、粉体供給後手段としての粉体後供給部80の移動機構と、キャリッジ51との移動機構とを別機構として、独立して移動させることができるようにすれば、移動開始タイミングをずらすことで、造形液付着から粉体後供給部80による粉体供給までの時間調整を行うことができる。
Note that the movement start timing is shifted if the moving mechanism of the powder after-feeding
次に、本発明の第3実施形態について図15を参照して説明する。図15は同実施形態の説明に供する模式的正面説明図である。 Next, a third embodiment of the present invention will be described with reference to FIG. FIG. 15 is a schematic front view for explaining the embodiment.
本実施形態では、粉体後供給部80と直近のヘッド52との間に、仕切り板81を配置している。
In the present embodiment, a partition plate 81 is disposed between the powder after-
これにより、粉体後供給部80から供給される粉体20がヘッド52側に回り込むことを防止できるので、ヘッド52のノズル詰まりによる造形密度低下や造形精度低下の発生を防止できる。
Thereby, since the
仕切り板81は、キャリッジ51とユニット化し、あるいは、粉体後供給部80とユニット化することもできる。
The partition plate 81 can be unitized with the
仕切り板81は、供給された粉体20や吐出された造形液10のミストが付着しないよう、除電性の材料で形成し、あるいは、除電手段を備えることが好ましい。
The partition plate 81 is preferably formed of a charge-removing material or provided with a charge-removing means so that the supplied
仕切り板81の先端と造形槽22の上面とのギャップG3は、粉体後供給部80の粉体供給面と造形槽22の上面とのギャップG2よりも小さく(G3<G2)することが好ましい。
The gap G3 between the front end of the partition plate 81 and the upper surface of the
これにより、より確実に粉体の回り込みを防止できる。 Thereby, the wraparound of the powder can be prevented more reliably.
次に、本発明の第4実施形態について図16を参照して説明する。図16は同実施形態の説明に供する模式的正面説明図である。 Next, a fourth embodiment of the present invention will be described with reference to FIG. FIG. 16 is a schematic front view for explaining the embodiment.
本実施形態では、主走査方向において、キャリッジ51(2つのヘッド52)の両側に、粉体後供給手段としての粉体後供給部80、80を配置している。
In the present embodiment, in the main scanning direction, after-
これにより、キャリッジ51の往路移動(X1方向)及び復路移動(X2方向)の双方向のいずれでも造形液10を吐出し、造形液吐出後に造形液付着領域に粉体20を供給することができる。
As a result, the
なお、この場合、前記第3実施形態の仕切り板81をそれぞれ両側に配置することもできる。 In this case, the partition plates 81 of the third embodiment can be arranged on both sides.
次に、本発明の第5実施形態について図17を参照して説明する。図17は同実施形態における粉体後供給部の説明に供する説明図である。 Next, a fifth embodiment of the present invention will be described with reference to FIG. FIG. 17 is an explanatory diagram for explaining the powder supply unit in the embodiment.
粉体後供給部80は、粉体20を収容する粉体収容部82を有し、粉体収容部82には粉体20を供給する粉体供給口83が設けられ、粉体供給口83の直前の上流側にメッシュ部材84が配置されている。
The after-
また、粉体収容部82の外側に、粉体供給口83付近の粉体20に振動を与える振動付与手段として振動子85を設けている。
In addition, a
このように構成したので、メッシュ部材84を通じて粉体20が供給されることで、装置の使用環境などによる粉体凝集を低減した状態で粉体20を供給することができる。
Since it comprised in this way, the
特に、振動子85を設けて粉体供給を行うときに粉体供給口83付近を振動させることで、メッシュ部材84で粉体20を篩うことができ、より確実に凝集を低減することができる。
In particular, when powder is supplied by providing the
なお、粉体供給口83を開閉するシャッタ部材を設けることで、粉体供給が不要な場合には粉体供給口83を閉じておくことができる。
By providing a shutter member that opens and closes the
次に、本発明の第6実施形態について図18を参照して説明する。図18は同実施形態における粉体後供給部の説明に供する説明図である。 Next, a sixth embodiment of the present invention will be described with reference to FIG. FIG. 18 is an explanatory diagram for explaining the powder supply unit in the embodiment.
粉体後供給部80は、粉体20を収容する粉体収容部82を有し、粉体収容部82には粉体20を供給する粉体供給口83が設けられ、粉体供給口83の直前の上流側にメッシュ部材84が配置されている。
The after-
そして、粉体収容部82内に、粉体20を攪拌する攪拌部材86を矢印方向に回転可能に配置している。
A stirring member 86 that stirs the
このように構成したので、メッシュ部材84を通じて粉体20が供給されることで、装置に使用環境などによる粉体凝集を低減した状態で粉体20を供給することができる。そして、攪拌部材86で攪拌することによって、より確実に粉体の凝集を低減することができる。
Since it comprised in this way, by supplying the
なお、ここでも、粉体供給口83を開閉するシャッタ部材を設けることで、粉体供給が不要な場合に粉体供給口83を閉じておくことができる。
Here again, by providing a shutter member that opens and closes the
また、上記第5実施形態と第6実施形態とを組み合わせることもできる。 Further, the fifth embodiment and the sixth embodiment can be combined.
次に、本発明の第7実施形態について図19及び図20を参照して説明する。図19は同実施形態の説明に供する平面説明図、図20は同じく粉体後供給部の構成を説明する平面説明図である。 Next, a seventh embodiment of the present invention will be described with reference to FIGS. FIG. 19 is an explanatory plan view for explaining the embodiment, and FIG. 20 is an explanatory plan view for explaining the configuration of the powder supply unit.
本実施形態では、液体吐出手段として、液体吐出手段の移動方向と直交する方向において、造形槽22の幅分の領域に造形液を吐出可能なライン型液体吐出ヘッド(以下、「ヘッド」という。)152を使用している。ヘッド152は、1つの長尺のヘッドで構成することも、複数のヘッドを並べて配置して構成することもできる。
In the present embodiment, as the liquid discharge means, a line-type liquid discharge head (hereinafter referred to as “head”) capable of discharging a modeling liquid into a region corresponding to the width of the
また、粉体後供給手段としても、液体吐出手段の移動方向と直交する方向において、造形槽22の幅分の供給領域を有する粉体後供給部180を使用している。また、ここでは、粉体後供給部180には、前記第5実施形態と同様に、複数の振動子85を取り付けている。
In addition, as the after-powder supply means, the after-
また、平坦化ローラ12とヘッド152及び粉体後供給部180の移動方向とは同じ方向としている。
Further, the moving direction of the flattening
このようにライン型液体吐出ヘッドを使用することで、改行が不要になり、生産性の向上につながる。また、改行部(つなぎ部)における造形液の重ね領域が不要になるため、造型物の精度や密度の均一化を向上することができる。 By using the line-type liquid discharge head in this way, line breaks are not necessary, leading to improved productivity. In addition, since the modeling liquid overlap region at the line feed portion (joint portion) becomes unnecessary, it is possible to improve the accuracy and density of the molded product.
また、粉体後供給部180には複数の振動子85を設けているので、駆動する振動子85を選択することで、造形液10が吐出された造形層30及びその近傍のみに粉体20を選択的に供給することもできる。
In addition, since the plurality of
なお、前記第6実施形態のように、攪拌部材86を設ける場合も、複数の攪拌部材を設けることで、効率的な攪拌を行うことができる。 Even when the stirring member 86 is provided as in the sixth embodiment, efficient stirring can be performed by providing a plurality of stirring members.
次に、本発明の第8実施形態について図21を参照して説明する。図21は同実施形態における造形の流れの説明に供する正面説明図である。 Next, an eighth embodiment of the present invention will be described with reference to FIG. FIG. 21 is an explanatory front view for explaining the flow of modeling in the embodiment.
本実施形態では、液体吐出手段であるヘッド152の移動方向において、造形槽22を挟んで両側に供給槽21、21が配置され、各供給槽21、21の外側に平坦化ローラ12、12がそれぞれ配置されている。
In the present embodiment, the
また、前記第4実施形態と同様に、ヘッド152の移動方向において、ヘッド152を挟んで両側に粉体後供給部180、180を配置している。
Similarly to the fourth embodiment, in the moving direction of the
このように構成したので、図21(a)に示すように、ヘッド152及び粉体後供給部180をY1方向に移動させて造形液の吐出と粉体供給とを行いながら造形槽22に造形層30を形成する。その後、図21(b)に示すように、一方の平坦化ローラ12をY1方向に移動させて供給槽21から造形槽22に粉体20を供給して平坦化し次の粉体層を形成する。
Since it comprised in this way, as shown to Fig.21 (a), the
次いで、図21(c)に示すように、ヘッド152及び粉体後供給部180をY1方向に移動させて造形液の吐出と粉体供給とを行いながら造形槽22に造形層30を形成する。その後、図21(d)に示すように、他方の平坦化ローラ12をY2方向に移動させて供給槽21から造形槽22に粉体20を供給して平坦化し次の粉体層を形成する。
Next, as shown in FIG. 21C, the
このようにして、造形槽22の両側から粉体の供給及び平坦化を行なうことで、造形効率、生産性を向上することができる。
In this way, by supplying and flattening the powder from both sides of the
次に、本発明の第9実施形態について図22及び図23を参照して説明する。図22は同実施形態の説明に供する平面説明図、図23は同じく造形動作における走査の説明に供する平面説明図である。なお、図示を簡略化するために、Y方向において図示の全域を、ヘッド52は造形液吐出可能領域(ノズル列のY方向の長さ)とし、粉体供給部80は粉体供給口(供給口開口領域)とする。
Next, a ninth embodiment of the present invention will be described with reference to FIGS. FIG. 22 is an explanatory plan view for explaining the embodiment, and FIG. 23 is an explanatory plan view for explaining scanning in the modeling operation. In order to simplify the illustration, the entire region shown in the Y direction is the
本実施形態では、Y方向において、ヘッド52(造形液吐出可能領域)に対して粉体後供給部80(供給口開口領域)を上流側にずらして配置している。 In the present embodiment, in the Y direction, the powder rear supply unit 80 (supply port opening region) is shifted to the upstream side with respect to the head 52 (modeling liquid dischargeable region).
これにより、ヘッド52をX方向にスキャンして造形液を吐出するとき、粉体後供給部80から供給される粉体20が、次のスキャン領域まで侵入して落ちることを低減できる。したがって、粉体層31の次のスキャン領域における厚みが変化せず、積層方向での寸法精度の低下を抑制できる。
Thereby, when the modeling liquid is discharged by scanning the
この場合、図23に示すように、例えば、造形領域240について、nスキャン目で造形が終了するとき、ヘッド52と粉体後供給部80とのずれ領域Saにはnスキャン目で粉体20が供給されていないので、粉体供給のためのスキャン((n+1)スキャン目)を行うようにしている。
In this case, as shown in FIG. 23, for example, when the
次に、立体造形装置の第2例について図24及び図25を参照して説明する。図24は同装置の平面説明図、図25は同じく造形の流れと共に説明する造形部の断面説明図である。 Next, a second example of the three-dimensional modeling apparatus will be described with reference to FIGS. FIG. 24 is an explanatory plan view of the apparatus, and FIG. 25 is a cross-sectional explanatory view of a modeling part which is also described together with the modeling flow.
この立体造形装置は、粉体積層造形装置であり、前述した第1例の立体造形装置と同様に、粉体(粉末)が結合された層状造形物である造形層30が形成される造形部1と、造形部1の層状に敷き詰められた粉体層31に造形液10を吐出して立体造形物を造形する造形ユニット5とを備えている。
This three-dimensional modeling apparatus is a powder layered modeling apparatus, and similarly to the three-dimensional modeling apparatus of the first example described above, a modeling unit in which a
造形部1は造形槽22のみを有し、粉体供給装置から造形槽22に粉体供給する構成としている。
The
造形ユニット5は、液体吐出ユニット50がガイド部材54、55でX方向(主走査方向)に往復移動可能に支持されている。
The
なお、その他の構成は前記第1例の立体造形装置と同様である。 Other configurations are the same as those of the three-dimensional modeling apparatus of the first example.
この立体造形装置では、図25(a)に示すように、造形槽22の造形ステージ24上に供給された粉体20に液体吐出ユニット50のヘッド52から造形液10の液滴を吐出して造形層30を形成する。
In this three-dimensional modeling apparatus, as shown in FIG. 25A, droplets of the
このとき、液体吐出ユニット50をX方向に移動させて1スキャン分(1走査領域分)の造形を行いながら粉体後供給部80から粉体20を少なくとも造形液10が付着した領域に供給する。
At this time, the
その後、造形ユニット5を副走査方向(Y1方向)に1スキャン分移動させ、次の1走査領域分の造形を行うことを繰り返して、1層分の造形層30を造形する。なお、1層分の造形層30を造形後に造形ユニット5は図25(b)に示すように副走査方向上流側まで戻される。
Thereafter, the
その後、この造形層30上に次の造形層30を形成するために造形槽22の造形ステージ24を1層分の厚み分だけ矢印Z2方向に下降させる。
Then, in order to form the
次いで、図25(b)に示すように、造形槽22に粉体供給装置から粉体20を供給する。そして、平坦化ローラ12を回転しながら造形槽22の造形ステージ24のステージ面に沿ってY2方向に移動させ、造形ステージ24の造形層30上で所定の厚さになる粉体層31を形成する(平坦化)。
Next, as shown in FIG. 25B, the
そして、液体吐出ユニット50のヘッド52から造形液10の液滴を吐出して次の造形層30を形成する。
Then, the droplet of the
このように、粉体層31の形成と造形液10の吐出による粉体20の固化とを繰り返して造形層30を順次積層して立体造形物を造形する。
As described above, the formation of the
1 造形部
5 造形ユニット
10 造形液
12 平坦化ローラ(平坦化手段、回転体)
20 粉体
21 供給槽
22 造形槽
23 供給ステージ
24 造形ステージ
30 造形層(層状造形物)
31 粉体層(層状の粉体)
50 液体吐出ユニット
51 キャリッジ
52、152 液体吐出ヘッド
80、180 粉体後供給部
DESCRIPTION OF
20
31 Powder layer (layered powder)
50
Claims (14)
前記造形槽の前記粉体に対して造形液を吐出する液体吐出手段と、
前記造形槽に前記粉体を供給する粉体後供給手段と、を備え、
前記液体吐出手段は、前記造形槽に対して相対的に移動可能に配置され、
前記粉体後供給手段は、前記液体吐出手段が造形液を吐出するときの移動方向において、前記液体吐出手段に後行して、前記造形槽に対して相対的に移動可能に配置され、
前記液体吐出手段から前記粉体上に前記造形液を吐出して前記層状造形物を形成するとき、前記造形液の吐出後、前記粉体後供給手段から、少なくとも前記造形液が付着した領域に前記粉体を供給する
ことを特徴とする立体造形装置。 A modeling tank in which the powder is spread in layers, and the layered structure to which the powder is bonded is laminated,
Liquid ejection means for ejecting a modeling liquid to the powder in the modeling tank;
A powder post-feeding means for feeding the powder to the modeling tank,
The liquid discharge means is arranged to be movable relative to the modeling tank,
The powder post-feeding means is disposed so as to be movable relative to the modeling tank, following the liquid discharging means in a moving direction when the liquid discharging means discharges a modeling liquid,
When forming the layered object by discharging the modeling liquid onto the powder from the liquid discharging means, after discharging the modeling liquid, at least the region where the modeling liquid has adhered from the powder post-feeding means A three-dimensional modeling apparatus characterized by supplying the powder.
1層の前記層状造形物の形成が完了された後に前記造形槽に前記粉体を供給して平坦化する手段を備えている
ことを特徴とする請求項1に記載の立体造形装置。 The powder post-feeding means supplies the powder in an amount smaller than an amount capable of forming the layered structure,
The three-dimensional modeling apparatus according to claim 1, further comprising means for supplying the powder into the modeling tank and flattening it after the formation of the one-layered layered object is completed.
ことを特徴とする請求項1又は2に記載の立体造形装置。 The distance between the powder supply surface of the powder after-feeding means and the upper surface of the modeling tank is smaller than the distance between the modeling liquid discharge surface of the liquid discharging means and the upper surface of the modeling tank. 3D modeling apparatus of 1 or 2.
ことを特徴とする請求項1ないし3のいずれかに記載の立体造形装置。 The three-dimensional modeling apparatus according to any one of claims 1 to 3, wherein a distance between the liquid discharging unit and the powder after-feeding unit is changeable.
ことを特徴とする請求項1ないし4のいずれかに記載の立体造形装置。 5. The three-dimensional modeling apparatus according to claim 1, wherein a partition member is disposed between the powder post-feeding unit and the liquid discharge unit.
ことを特徴とする請求項5に記載の立体造形装置。 The distance between the tip of the partition member and the upper surface of the modeling tank is smaller than the distance between the powder supply surface of the powder post-feeding means and the upper surface of the modeling tank. Solid modeling device.
ことを特徴とする請求項1ないし6のいずれかに記載の立体造形装置。 The after-powder supply means has a powder storage part for storing the powder, and a powder supply port for supplying the powder in the powder storage part is provided with a mesh member. The three-dimensional modeling apparatus according to any one of claims 1 to 6.
ことを特徴とする請求項7に記載の立体造形装置。 The three-dimensional modeling apparatus according to claim 7, wherein the powder post-feeding unit includes a vibration applying unit that applies vibration to the powder in the powder container.
ことを特徴とする請求項7に記載の立体造形装置。 The three-dimensional modeling apparatus according to claim 7, wherein the powder post-feeding unit includes a stirring unit that stirs the powder in the powder container.
前記液体吐出手段と前記造形槽とは前記主走査方向と直交する副走査方向に相対的に移動可能であって、
前記粉体後供給手段は、前記液体吐出手段とともに前記主走査方向に往復移動可能である
ことを特徴とする請求項1ないし9のいずれかに記載の立体造形装置。 The liquid ejecting means is reciprocally movable in the main scanning direction,
The liquid ejection means and the modeling tank are relatively movable in a sub-scanning direction orthogonal to the main scanning direction,
The three-dimensional modeling apparatus according to any one of claims 1 to 9, wherein the powder post-feeding means is capable of reciprocating in the main scanning direction together with the liquid discharging means.
ことを特徴とする請求項1ないし10のいずれかに記載の立体造形装置。 11. The three-dimensional modeling apparatus according to claim 1, wherein the after-powder supply unit is disposed on both sides of the liquid discharge unit in the moving direction of the liquid discharge unit.
前記平坦化部材は、前記液体吐出手段の移動方向において、前記液体吐出手段を挟んで両側に配置されている
ことを特徴とする請求項1ないし11のいずれかに記載の立体造形装置。 A flattening member for flattening the surface of the powder in the modeling tank;
12. The three-dimensional modeling apparatus according to claim 1, wherein the planarizing member is disposed on both sides of the liquid ejecting unit in the moving direction of the liquid ejecting unit.
ことを特徴とする請求項1に記載の立体造形装置。 2. The three-dimensional modeling apparatus according to claim 1, wherein the liquid ejecting unit is capable of ejecting the modeling liquid into a region corresponding to the width of the modeling tank in a direction orthogonal to a moving direction of the liquid ejecting unit. .
前記造形液を吐出する工程と、
前記造形液の吐出に続いて、少なくとも前記造形液が付着した領域に、前記粉体を少なくとも振り掛けて供給する工程と、を行う
ことを特徴とする立体造形方法。 When forming a one-layer layered object by discharging a modeling liquid that binds the powder to the layered powder,
A step of discharging the modeling liquid;
The method of three-dimensional modeling characterized in that, following the ejection of the modeling liquid, a step of at least sprinkling and supplying the powder to a region where the modeling liquid is attached.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015027313A JP2016150458A (en) | 2015-02-16 | 2015-02-16 | Solid molding device and solid molding method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015027313A JP2016150458A (en) | 2015-02-16 | 2015-02-16 | Solid molding device and solid molding method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016150458A true JP2016150458A (en) | 2016-08-22 |
Family
ID=56695926
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015027313A Pending JP2016150458A (en) | 2015-02-16 | 2015-02-16 | Solid molding device and solid molding method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016150458A (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017519659A (en) * | 2014-08-29 | 2017-07-20 | エクスワン ゲーエムベーハー | Coating device structure for 3D printer |
| US20180326657A1 (en) * | 2017-05-15 | 2018-11-15 | Roland Dg Corporation | Three-dimensional modeling apparatus |
| JP2020121559A (en) * | 2015-06-22 | 2020-08-13 | 株式会社リコー | Three-dimensional shaping apparatus and three-dimensional shaping method |
| CN113458419A (en) * | 2020-03-31 | 2021-10-01 | 株式会社理光 | Molding apparatus and molding method |
-
2015
- 2015-02-16 JP JP2015027313A patent/JP2016150458A/en active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017519659A (en) * | 2014-08-29 | 2017-07-20 | エクスワン ゲーエムベーハー | Coating device structure for 3D printer |
| JP2020121559A (en) * | 2015-06-22 | 2020-08-13 | 株式会社リコー | Three-dimensional shaping apparatus and three-dimensional shaping method |
| US20180326657A1 (en) * | 2017-05-15 | 2018-11-15 | Roland Dg Corporation | Three-dimensional modeling apparatus |
| JP2018192656A (en) * | 2017-05-15 | 2018-12-06 | ローランドディー.ジー.株式会社 | Three-dimensional molding device |
| CN113458419A (en) * | 2020-03-31 | 2021-10-01 | 株式会社理光 | Molding apparatus and molding method |
| US11858209B2 (en) | 2020-03-31 | 2024-01-02 | Ricoh Company, Ltd. | Fabricating apparatus and method for altering the kinetic energy of liquid droplets |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10207326B2 (en) | Apparatus for fabricating three-dimensional object | |
| JP6458416B2 (en) | 3D modeling apparatus and 3D manufacturing method | |
| JP6458543B2 (en) | Modeling data creation device, program, modeling device | |
| US20160236422A1 (en) | Device and method for removing powder and apparatus for fabricating three-dimensional object | |
| JP6554951B2 (en) | 3D modeling equipment | |
| JP6439477B2 (en) | 3D modeling apparatus, 3D modeling method, program | |
| JP6860849B2 (en) | 3D modeling equipment | |
| JP2016150458A (en) | Solid molding device and solid molding method | |
| JP6565489B2 (en) | 3D modeling method, program, and apparatus | |
| JP6668649B2 (en) | 3D modeling equipment, programs | |
| JP6569326B2 (en) | Powder removal device, 3D modeling device, powder removal method | |
| JP6481383B2 (en) | 3D modeling apparatus, 3D modeling production method, program | |
| JP6905677B2 (en) | Manufacturing method of 3D modeling equipment and 3D modeled objects | |
| JP6442997B2 (en) | 3D modeling equipment | |
| JP6880492B2 (en) | 3D modeling equipment, manufacturing methods and programs for 3D models | |
| JP6471852B2 (en) | 3D modeling apparatus, 3D modeling production method, program | |
| JP6390162B2 (en) | 3D modeling equipment | |
| JP6872170B2 (en) | 3D modeling equipment, 3D model manufacturing method and program | |
| JP2018196966A (en) | Three-dimensional molding device, molding program, and three-dimensional molding production method | |
| JP6536122B2 (en) | Three-dimensional modeling apparatus, three-dimensional model production method, program | |
| JP2019123208A (en) | Method for manufacturing three-dimensional object | |
| JP6899094B2 (en) | 3D modeling equipment, 3D model manufacturing method and modeling program | |
| JP2017159556A (en) | Device for molding three-dimensional modeled product, program, and device for generating data for molding three-dimensional modeled product | |
| JP7409149B2 (en) | Three-dimensional object manufacturing device and three-dimensional object manufacturing method | |
| JP7468078B2 (en) | Molding apparatus and molding method |