JP2016104677A - Method for manufacturing optical fiber preform - Google Patents
Method for manufacturing optical fiber preform Download PDFInfo
- Publication number
- JP2016104677A JP2016104677A JP2014242826A JP2014242826A JP2016104677A JP 2016104677 A JP2016104677 A JP 2016104677A JP 2014242826 A JP2014242826 A JP 2014242826A JP 2014242826 A JP2014242826 A JP 2014242826A JP 2016104677 A JP2016104677 A JP 2016104677A
- Authority
- JP
- Japan
- Prior art keywords
- optical fiber
- fiber preform
- glass
- soot
- exhaust pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
- C03B37/01486—Means for supporting, rotating or translating the preforms being formed, e.g. lathes
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
- C03B37/0144—Means for after-treatment or catching of worked reactant gases
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacture, Treatment Of Glass Fibers (AREA)
Abstract
Description
本発明は、ガラス微粒子を堆積して得られる光ファイバ母材の製造方法に関する。 The present invention relates to a method for manufacturing an optical fiber preform obtained by depositing glass particles.
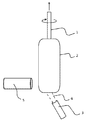
光ファイバ用シリカガラス母材を作製する方法として、VAD法が知られている。VAD法は、図1に示すように、シリカ微粒子を回転する出発材1に噴き付けて堆積させ、出発材1を引上げならその軸方向に成長させて円柱状の多孔質シリカガラス母材(スート体)2を製造する。使用されるバーナ3は、例えば、円管を同心円状に配置した多重管製のバーナであり、管で仕切られたそれぞれのポートに、水素などの燃焼ガス、助燃ガスの酸素、ならびにSiCl4などのガラス原料ガスを供給して燃焼させ、酸水素火炎(バーナ火炎)4を形成する。このバーナ火炎中で、SiCl4が加水分解反応を起こしてシリカ微粒子が生成し、これがスート体2の底面に堆積し、スート体2が軸方向に成長していく。生成したシリカ微粒子のうちスート体2に堆積しなかった微粒子は、排気管5から系外に排出される。
A VAD method is known as a method for producing a silica glass preform for an optical fiber. In the VAD method, as shown in FIG. 1, silica fine particles are sprayed and deposited on a rotating
こうして作製したスート体を塩素含有雰囲気中などで1000℃程度に加熱して脱水し、さらに真空中またはヘリウム等の不活性ガス雰囲気中で1500℃程度に加熱して透明ガラス化することにより、光ファイバ用ガラス母材となる。
光ファイバは、所望の光学特性を得るために、光が通る領域(コア)とその周辺(クラッド)とで屈折率差を設け、コア内の屈折率分布にも勾配を持たせている。光ファイバ用母材の半径方向の屈折率分布は、求める光ファイバの屈折率分布と相似形になるように形成される。
The soot body thus prepared is dehydrated by heating to about 1000 ° C. in a chlorine-containing atmosphere, and further heated to about 1500 ° C. in a vacuum or an inert gas atmosphere such as helium to form a transparent glass. It becomes the glass base material for fiber.
In order to obtain desired optical characteristics, an optical fiber has a refractive index difference between a region (core) through which light passes and its periphery (cladding), and the refractive index distribution in the core has a gradient. The refractive index distribution in the radial direction of the optical fiber preform is formed to be similar to the desired refractive index distribution of the optical fiber.
コアとクラッド間で屈折率差を設けるために種々のドーパントが用いられるが、SiO2のガラスにGeO2を添加する手法が一般的である。VAD法では、バーナ3にガラス原料ガスであるSiCl4に加えて、ドーパント源ガスとしてさらにGeCl4などを供給し、GeO2を含むシリカ微粒子を生成させて堆積し、GeO2を含有したスート体を形成する。
Various dopants are used to provide a difference in refractive index between the core and the clad, and a method of adding GeO 2 to a glass of SiO 2 is common. In the VAD method, in addition to SiCl 4 is a glass raw material gas to the
コアへのGeO2のドープ量やコア内でのドープ量の分布には、バーナに供給するドーパント源の濃度のみならず、堆積面であるスート体の底面(スート底面)の温度、堆積するシリカ微粒子の粒子径などが影響する。このため、バーナに供給するガスの流量と微粒子の堆積速度を一定に保つとともに、堆積中のスート底面とバーナとの相対位置を一定に保ちながらスート体を作製する制御が行われている。すなわち、バーナに供給する各ガスの流量は、マスフローコントローラによって一定に制御され、バーナは、その位置や角度が一定になるように装置に固定される。そして、堆積中のスート底面の位置をカメラなどによって逐次検知しながら、その位置が一定になるようにスート体を上方に引き上げている。 The distribution of the doping amount of GeO 2 into the core and the doping amount in the core includes not only the concentration of the dopant source supplied to the burner, but also the temperature of the bottom surface (soot bottom surface) of the soot body as the deposition surface, and the deposited silica. Influenced by the particle size of the fine particles. For this reason, control is performed to produce a soot body while keeping the flow rate of the gas supplied to the burner and the deposition rate of the fine particles constant, and keeping the relative position between the bottom surface of the soot and the burner during deposition constant. That is, the flow rate of each gas supplied to the burner is controlled to be constant by the mass flow controller, and the burner is fixed to the apparatus so that its position and angle are constant. Then, while sequentially detecting the position of the bottom surface of the soot during deposition with a camera or the like, the soot body is pulled upward so that the position becomes constant.
バーナ火炎中で生成したシリカ微粒子を含む火炎流は、回転するスート底面にシリカ微粒子を堆積させながら排気管に向かって流れる。このとき、バーナからスート底面に沿って流れる火炎中に含まれるシリカ微粒子の粒径や密度、GeO2含有濃度などが微妙に異なるため、透明ガラス化後の母材には脈理と呼ばれる筋状の屈折率の濃淡が生じることがある。特に、イメージガイドなどに用いられる光ファイバなど、開口数(NA)を高めるためにコアとクラッドとの比屈折率差を1%以上に設定する場合があり、GeO2を概ね10重量%以上の濃度になるように添加される。この様な場合に脈理が顕著となり易い。
なお、母材の屈折率分布の測定は、母材の軸に垂直な断面に沿ってレーザ光線を入射し、面内における屈折角の変化を計測することにより非破壊で行うことができる(非特許文献1参照)。
The flame flow containing silica fine particles generated in the burner flame flows toward the exhaust pipe while silica fine particles are deposited on the bottom surface of the rotating soot. At this time, the particle size and density of the silica fine particles contained in the flame flowing along the bottom surface of the soot from the burner, the GeO 2 concentration, etc. are slightly different. In some cases, the density of the refractive index may vary. In particular, such optical fiber used like image guide, there is a case where the relative refractive index difference between the core and the cladding in order to increase the numerical aperture (NA) is set to 1% or more, of the GeO 2 approximately 10 wt% or more Added to a concentration. In such a case, striae are likely to be prominent.
Note that the refractive index distribution of the base material can be measured nondestructively by measuring the change in the refraction angle in the plane by entering a laser beam along a cross section perpendicular to the base material axis (non-destructive). Patent Document 1).
Chu. P. L., “Nondestructive measurement of index profile of an optical-fibre perform,” Electronics Letters, volume 13, number 24, pp. 736-738, Nov. 1977. Chu. P. L., “Nondestructive measurement of index profile of an optical-fibre perform,” Electronics Letters, volume 13, number 24, pp. 736-738, Nov. 1977.
一般に、GeO2等のドーパント濃度が増すと、ドーパントに起因するガラス構造の揺らぎによる散乱が生じるため、母材中を前方に透過するレーザ光線の強度が低下する。特に、比屈折率差が1〜2%あるいはそれ以上になると、この様な散乱が顕著となり、一般的なヘリウムネオンレーザを用いた場合、母材の軸に垂直な断面内を透過するレーザ光強度が半分以下の程度になることもある。 In general, when the concentration of a dopant such as GeO 2 is increased, scattering due to fluctuations in the glass structure caused by the dopant occurs, so that the intensity of the laser beam transmitted forward through the base material decreases. In particular, when the relative refractive index difference is 1 to 2% or more, such scattering becomes remarkable, and when a general helium neon laser is used, the laser beam transmitted through a cross section perpendicular to the axis of the base material. The strength may be less than half.
さらに、光ファイバ母材中に脈理が存在すると、屈折率分布測定時に入射したレーザ光線が脈理によって散乱して透過光の強度がさらに弱まったり、母材軸に平行でない強い脈理層が存在した場合には、レーザ光線が脈理層で屈折して母材軸に垂直な断面から外れた方向に透過したりするため、屈折角を計測できず、母材の屈折率分布の測定が極めて困難となり、屈折率分布の測定できない母材は、製品として使用できなくなることがあった。
そこで本発明は、脈理の生成を抑制し、母材中を前方に透過するレーザ光の異常な散乱や屈折を抑制した光ファイバ母材の製造方法を提供することを課題とする。
Furthermore, if striae exist in the optical fiber preform, the laser beam incident upon the refractive index distribution measurement is scattered by striae, and the intensity of transmitted light is further weakened, or a strong striae layer that is not parallel to the preform axis is formed. If present, the laser beam is refracted in the striae layer and transmitted in a direction away from the cross section perpendicular to the base material axis, so the refraction angle cannot be measured, and the refractive index distribution of the base material cannot be measured. It becomes extremely difficult, and a base material whose refractive index distribution cannot be measured sometimes cannot be used as a product.
Accordingly, an object of the present invention is to provide an optical fiber preform manufacturing method that suppresses generation of striae and suppresses abnormal scattering and refraction of laser light transmitted forward through the preform.
上記課題を解決すべく鋭意検討した結果、堆積面であるスート底面が逆三角形状となり凸形状が強調された形状となると、凸形状によってスート底面の最下端の位置が変動しやすく、カメラなどで検出されるスート底面の最下端の位置に誤差が生じやすくなり、スート底面とバーナとの相対位置に変動が生じ、引上速度が変動する。
そこで、堆積しなかったシリカ微粒子をチャンバー外へ排出する排気管のスート側の開口部の下端位置を、スート底面高さと同じかそれより低い位置に配置することで、スート底面に平坦な堆積面が形成されることが判明した。ガラス微粒子を含む火炎流は、この平坦な堆積面に沿って排気管に向かって安定して流れ、かつ引上げ速度の制御が容易となり、GeO2を10重量%以上の濃度になるように添加する場合においても、脈理の少ない光ファイバ母材が得られることを知見し、本発明を達成した。
As a result of diligent studies to solve the above problems, the bottom surface of the soot bottom, which is the deposition surface, becomes an inverted triangle and the convex shape is emphasized. An error is likely to occur in the position of the bottom end of the soot bottom to be detected, the relative position between the soot bottom and the burner varies, and the pulling speed varies.
Therefore, by placing the lower end position of the soot-side opening of the exhaust pipe that discharges silica particles that have not been deposited out of the chamber at a position that is equal to or lower than the height of the soot bottom, a flat deposition surface on the bottom of the soot Was found to form. A flame flow containing glass fine particles flows stably toward the exhaust pipe along this flat deposition surface, and the pulling rate is easily controlled, and GeO 2 is added to a concentration of 10% by weight or more. In some cases, it was found that an optical fiber preform with little striae was obtained, and the present invention was achieved.
すなわち、本発明の光ファイバ母材の製造方法は、酸水素火炎にガラス原料を供給し、生成したガラス微粒子を回転させながら上方に引き上げる出発材の先端に噴きつけて堆積させる光ファイバ母材の製造方法において、排気ガスを排出する排気管のスート体側開口部の下端位置が、ガラス微粒子堆積体の堆積底面の下端と同じかより低い位置にくるように該排気管を配置し、前記堆積底面とバーナ間との距離が一定となるように引上げ速度を制御しながらガラス微粒子を堆積させることを特徴としている。 That is, the method for producing an optical fiber preform of the present invention is an optical fiber preform in which a glass raw material is supplied to an oxyhydrogen flame, and the generated glass fine particles are spun on the tip of a starting material that is pulled upward while being deposited. In the manufacturing method, the exhaust pipe is disposed so that the lower end position of the soot body side opening of the exhaust pipe that exhausts exhaust gas is the same as or lower than the lower end of the bottom surface of the glass particulate deposit, The glass particles are deposited while controlling the pulling speed so that the distance between the burner and the burner is constant.
なお、前記排気管の開口部上下方向の中心位置は、ガラス微粒子堆積体の堆積底面の下端位置より高い位置にあるように設置するのが望ましい。
前記引上速度の変動の標準偏差は、平均引上速度に対して10%以下とするのが好ましい。このようにして得られたガラス微粒子堆積体は、加熱焼結して透明ガラス体とされ、該透明ガラス体の軸中心付近の比屈折率差Δは、1%以上とされる。
In addition, it is desirable to install the exhaust pipe so that the center position in the vertical direction of the opening is higher than the lower end position of the bottom surface of the glass particulate deposit.
It is preferable that the standard deviation of the fluctuation of the pulling speed is 10% or less with respect to the average pulling speed. The glass fine particle deposit thus obtained is heated and sintered to be a transparent glass body, and the relative refractive index difference Δ near the axial center of the transparent glass body is 1% or more.
本発明によれば、堆積中、スート底面に凸形状が形成されるのを抑制することができ、脈理の発生が抑制されるとともに、引上げ速度の変動が抑えられ、透明ガラス体としたとき、安定した光学特性を有する脈理の発生の少ないガラス微粒子堆積体が得られる。 According to the present invention, it is possible to suppress the formation of a convex shape on the bottom surface of the soot during deposition, suppress the occurrence of striae, suppress the fluctuation of the pulling speed, and obtain a transparent glass body. Thus, it is possible to obtain a glass fine particle deposit having stable optical characteristics and less striae.
以下、図面に基づいて本発明の実施形態について詳細に説明する。
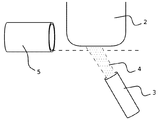
図2は、従来のスート製造方法を説明する図である。図2のように、バーナから堆積面であるスート底面へ向かって流れるシリカ微粒子を含む火炎流は、スート底面を経て排気管へ至るが、排気管のスート側の開口部の下端がスート底面よりも高い位置にあると、スート底面からスート体に沿って上方向への流れが占める割合が大きくなり、スート底面の凸形状を強調するように堆積が進行する。そのため、カメラなどで検出されるスート底面の最下端の位置に誤差が生じやすくなり、スートの引上量(引上速度)に変動が生じる。この結果、スート底面とバーナとの相対位置に変動が生じる。
Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings.
FIG. 2 is a diagram illustrating a conventional soot manufacturing method. As shown in FIG. 2, the flame flow containing silica fine particles flowing from the burner toward the bottom surface of the soot, which is the deposition surface, reaches the exhaust pipe through the bottom surface of the soot, but the lower end of the soot side opening of the exhaust pipe is from the bottom surface of the soot If the position is higher, the proportion of the upward flow from the bottom surface of the soot along the soot body increases, and deposition proceeds so as to emphasize the convex shape of the bottom surface of the soot. For this reason, an error is likely to occur in the position of the bottom end of the soot bottom detected by a camera or the like, and the soot pull-up amount (pull-up speed) varies. As a result, the relative position between the bottom surface of the soot and the burner varies.
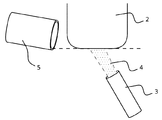
図3は、本発明のスート製造方法に基づく、バーナとスート底面の状態および排気管の配置関係を示している。
図3では、排気管のスート側の開口部の下端がスート底面と同じ高さになるように配置されている。このように排気管を配置することで、バーナから排気管へと至るシリカ微粒子を含む火炎流のうち、スート体に沿って上方向に流れる成分を減らすことができ、スート底面での凸形状の形成が抑制され、引上げ速度の変動を抑えることができる。このときの引上速度の変動は10%以下とすることができ、好ましくは5%以下、さらに好ましくは2%以下とするのが良い。
FIG. 3 shows the condition of the bottom surface of the burner and the soot and the arrangement of the exhaust pipes based on the soot manufacturing method of the present invention.
In FIG. 3, it arrange | positions so that the lower end of the opening part by the side of the soot of an exhaust pipe may become the same height as a soot bottom face. By arranging the exhaust pipe in this way, the component that flows upward along the soot body in the flame flow containing silica fine particles from the burner to the exhaust pipe can be reduced, and the convex shape on the bottom surface of the soot can be reduced. Formation is suppressed and fluctuations in pulling speed can be suppressed. The fluctuation of the pulling speed at this time can be 10% or less, preferably 5% or less, more preferably 2% or less.
図4では、排気管のスート側の開口部の下端高さがスート底面より低い位置にあるように配置されている。なお、前記排気管の開口部上下方向の中心位置は、スート底面より高い位置にあるように設置するのが望ましく、スート底面より低い位置になると、排気効率が悪くなるため好ましくない。
以下、本発明について、実施例及び比較例を挙げてさらに詳細に説明するが、本発明はこれらに限定されず、様々な態様が可能である。
In FIG. 4, it arrange | positions so that the lower end height of the opening part by the side of a soot of an exhaust pipe may be in a position lower than a soot bottom face. It should be noted that the center position in the vertical direction of the opening of the exhaust pipe is desirably located so as to be higher than the bottom surface of the soot, and if it is lower than the bottom surface of the soot, the exhaust efficiency is deteriorated.
EXAMPLES Hereinafter, although an Example and a comparative example are given and this invention is demonstrated further in detail, this invention is not limited to these, Various aspects are possible.
(実施例1)
4重管バーナの中心管に、SiCl4 2.7g/min.とGeCl41g/min.をそれぞれ気体状態で供給し、その外側の領域に水素7.3リットル/min.、さらにその外側の領域にアルゴン1.7リットル/min.、最外側の領域に酸素15リットル/min.を供給して、出発材へのシリカ微粒子の堆積を行った。排気管は、図3に示すようにその開口部の下端高さがスート底面と同じとなるように配置している。また、出発材はその軸方向に回転させながら上方に引き上げ、カメラが認識するスート底面の高さが一定となるようにその引上げ速度を制御した。
以上のようにしてスート体の製造を行った結果、製造中の引上げ速度の平均は0.58mm/min.、標準偏差は0.0079mm/min.(平均引上速度の1.36%)であった。製造したスート体を焼結炉で加熱し、透明ガラス化処理をおこなったところ、脈理のないガラスロッドが得られた。
Example 1
SiCl 4 2.7 g / min. And GeCl 4 1 g / min. Are supplied in a gas state to the central tube of the quadruple burner, respectively, hydrogen 7.3 liter / min. In the outer region, and argon in the outer region. Silica fine particles were deposited on the starting material by supplying 1.7 liter / min. And supplying 15 liter / min. Of oxygen to the outermost region. As shown in FIG. 3, the exhaust pipe is disposed so that the lower end height of the opening is the same as the bottom surface of the soot. The starting material was pulled upward while rotating in the axial direction, and the lifting speed was controlled so that the height of the bottom surface of the soot recognized by the camera was constant.
As a result of manufacturing the soot body as described above, the average of the pulling speed during the manufacturing was 0.58 mm / min., And the standard deviation was 0.0079 mm / min. (1.36% of the average pulling speed). When the manufactured soot body was heated in a sintering furnace and a transparent vitrification process was performed, a glass rod having no striae was obtained.
製造した透明ガラス母材の屈折率分布を測定した。具体的には、母材軸に垂直な断面方向からヘリウムネオンレーザ光線(波長632.8nm)を入射し、その断面に沿ってレーザ光を走査しつつ、断面方向に透過するレーザ光の屈折角を計測した。
コア中心付近の屈折率が高い部分のレーザ光の透過率は、高濃度のドーパントによる散乱の影響で10%程度まで低下したものの、問題なく屈折角を検出することができた。また、屈折率分布の測定結果から、中心部分の比屈折率差は2.7%であった。
The refractive index distribution of the manufactured transparent glass base material was measured. Specifically, a helium neon laser beam (wavelength 632.8 nm) enters from a cross-sectional direction perpendicular to the base material axis, scans the laser light along the cross-section, and sets the refraction angle of the laser light transmitted in the cross-sectional direction. Measured.
Although the transmittance of the laser beam in the portion near the core center where the refractive index is high was reduced to about 10% due to the scattering by the high concentration dopant, the refraction angle could be detected without any problem. Further, from the measurement result of the refractive index distribution, the relative refractive index difference in the central portion was 2.7%.
(実施例2)
実施例1と同様に、4重管バーナの中心管にSiCl4 2.7g/minのとGeCl41g/min.をそれぞれ気体状態で供給し、その外側の領域に水素7.3リットル/mm.、さらにその外側の領域にアルゴン1リットル/mm.、最外側の領域に酸素15リットル/mm.を供給して、出発材へのシリカ微粒子の堆積をおこなった。排気管は、図4に示すように、その開口部の下端高さがスート底面より5mm低い位置となるように配置している。また、引上げ速度の制御は、実施例1と同様にして行った。
(Example 2)
As in Example 1, SiCl 4 2.7 g / min and GeCl 4 1 g / min. Were supplied in a gas state to the central tube of the quadruple burner, respectively, and hydrogen 7.3 liter / mm. Silica fine particles were deposited on the starting material by supplying
以上の条件でスート体の製造を行った結果、引上げ速度の平均は0.58mm/min.、標準偏差は0.0083mm/min. (平均引上速度の1.43%)であった。スート体を焼結炉で加熱し、透明ガラス化処理して得られたガラスロッドには脈理は認められなかった。
得られた透明ガラス母材の屈折率分布を実施例1と同様にして測定した。コア中心付近の屈折率が高い部分では、レーザ光の透過率の低下(約10%程度)が認められたが、屈折角を計測できた。屈折率分布の測定結果から、中心部分の比屈折率差は2.9%であった。
As a result of manufacturing the soot body under the above conditions, the average pulling speed was 0.58 mm / min., And the standard deviation was 0.0083 mm / min. (1.43% of the average pulling speed). No striae was observed in the glass rod obtained by heating the soot body in a sintering furnace and carrying out the transparent vitrification treatment.
The refractive index distribution of the obtained transparent glass base material was measured in the same manner as in Example 1. In the part with a high refractive index near the core center, a decrease in the transmittance of the laser beam (about 10%) was observed, but the refraction angle could be measured. From the measurement result of the refractive index distribution, the relative refractive index difference in the central portion was 2.9%.
(実施例3)
実施例1と同様に、4重管バーナの中心管に2.7g/min.のSiCl4と、0.9g/minのGeCl4をそれぞれ気体状態で供給し、その外側の領域に水素7.3リットル/min.、さらにその外側の領域にアルゴン1リットル/min.、最外の領域に酸素15リットル/min.を供給して、出発材へのシリカ微粒子の堆積を行った。排気管は、図5に示すように、開口端を下げ傾斜を設けてその開口部の下端高さが、スート底面よりやや低い位置となるように配置し、バーナのセッティング位置を実施例1から変更している。また、引上げ速度制御は、実施例1と同様にして行った。
(Example 3)
As in Example 1, 2.7 g / min. Of SiCl 4 and 0.9 g / min. Of GeCl 4 were supplied in a gas state to the central tube of the quadruple burner, and hydrogen was 7.3 liters / min. Further, in the outer area,
以上のようにしてスート体の製造をおこなった結果、引上げ速度は、平均0.49mm/min.で、標準偏差は0.0085mm/min. (平均引上速度の1.73%)であった。焼結加熱炉で、製造したスート体の透明ガラス化処理を行ったところ、脈理のないガラスロッドが得られた。
得られた透明ガラス母材の屈折率分布を実施例1と同様にして測定した。コア中心付近の屈折率が高い部分では、レーザ光の透過率の低下(約10%程度)が認められたが、屈折角を計測できた。屈折率分布の測定結果から、中心部分の比屈折率差は2.4%であった。
As a result of manufacturing the soot body as described above, the pulling speed was 0.49 mm / min. On average and the standard deviation was 0.0085 mm / min. (1.73% of the average pulling speed). When the soot body produced was subjected to a transparent vitrification treatment in a sintering heating furnace, a glass rod having no striae was obtained.
The refractive index distribution of the obtained transparent glass base material was measured in the same manner as in Example 1. In the part with a high refractive index near the core center, a decrease in the transmittance of the laser beam (about 10%) was observed, but the refraction angle could be measured. From the measurement result of the refractive index distribution, the relative refractive index difference in the central portion was 2.4%.
(比較例1)
排気管を図2に示す位置に配置したほかは、実施例1と同様にして、バーナ、ガス条件、引上げ速度制御を行ってスート体を製造した。ただし、排気管の下端はスート底面より5mm上方に配置されている。この条件でスート体の製造を行ったところ、引上げ速度の平均は0.55mm/min.、標準偏差は0.06mm/min. (平均引上速度の10.9%)であった。
また、製造中のスート体の縦断面形状は、その底面が略逆三角形状の凸形状となっていた。製造したスート体を焼結炉で加熱し、透明ガラス化処理を行ったところ、透明ガラスロッド中に強い脈理が認められた。屈折率分布測定のため、母材軸に垂直な断面方向からレーザ光線を入射したが、脈理の部分でレーザ光が散乱し、この断面方向に透過するレーザ光強度が1%以下にまで減衰し、屈折角が検出できず、屈折率分布の測定ができず、製品として使用できなかった。
(Comparative Example 1)
A soot body was manufactured by controlling the burner, gas conditions, and pulling speed in the same manner as in Example 1 except that the exhaust pipe was disposed at the position shown in FIG. However, the lower end of the exhaust pipe is arranged 5 mm above the bottom surface of the soot. When the soot body was manufactured under these conditions, the average pulling speed was 0.55 mm / min., And the standard deviation was 0.06 mm / min. (10.9% of the average pulling speed).
Moreover, the vertical cross-sectional shape of the soot body under manufacture had a convex shape with a substantially inverted triangular bottom surface. When the manufactured soot body was heated in the sintering furnace and transparent vitrification processing was performed, strong striae was recognized in the transparent glass rod. In order to measure the refractive index distribution, a laser beam was incident from a cross-sectional direction perpendicular to the base material axis, but the laser light was scattered at the striae, and the intensity of the laser light transmitted in this cross-sectional direction was attenuated to 1% or less. However, the refraction angle could not be detected, the refractive index distribution could not be measured, and the product could not be used.
本発明の製造方法によれば、脈理の発生の少ないガラスロッドとなる多孔質ガラス母材の製造が可能となる。 According to the manufacturing method of the present invention, it is possible to manufacture a porous glass base material that becomes a glass rod with less striae.
1.出発材、
2.スート体、
3.バーナ、
4.バーナ火炎、
5.排気管。
1. Starting material,
2. Soot body,
3. Burner,
4). Burner flame,
5. Exhaust pipe.
Claims (5)
The method for producing an optical fiber preform according to claim 4, wherein the relative refractive index difference Δ in the vicinity of the axial center of the transparent glass body is 1% or more.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014242826A JP6431349B2 (en) | 2014-12-01 | 2014-12-01 | Optical fiber preform manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014242826A JP6431349B2 (en) | 2014-12-01 | 2014-12-01 | Optical fiber preform manufacturing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016104677A true JP2016104677A (en) | 2016-06-09 |
| JP6431349B2 JP6431349B2 (en) | 2018-11-28 |
Family
ID=56102295
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014242826A Active JP6431349B2 (en) | 2014-12-01 | 2014-12-01 | Optical fiber preform manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6431349B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017226569A (en) * | 2016-06-21 | 2017-12-28 | 信越化学工業株式会社 | Production method of optical fiber preform, and production method of glass fine particle deposit |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6081035A (en) * | 1983-10-12 | 1985-05-09 | Sumitomo Electric Ind Ltd | Manufacture of base material for optical fiber |
| JPH02145449A (en) * | 1988-11-28 | 1990-06-04 | Sumitomo Electric Ind Ltd | Production of preform for optical fiber |
| JPH04243930A (en) * | 1991-01-29 | 1992-09-01 | Furukawa Electric Co Ltd:The | Device for production optical fiber preform |
| JP2000203865A (en) * | 1999-01-12 | 2000-07-25 | Shin Etsu Chem Co Ltd | Receptacle for producing porous glass preform |
| JP2000302471A (en) * | 1999-04-19 | 2000-10-31 | Hitachi Cable Ltd | Production of optical fiber preform |
| JP2005139042A (en) * | 2003-11-07 | 2005-06-02 | Sumitomo Electric Ind Ltd | Method of manufacturing porous glass preform |
| JP2006008447A (en) * | 2004-06-25 | 2006-01-12 | Fujikura Ltd | Glass preform manufacturing apparatus |
-
2014
- 2014-12-01 JP JP2014242826A patent/JP6431349B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6081035A (en) * | 1983-10-12 | 1985-05-09 | Sumitomo Electric Ind Ltd | Manufacture of base material for optical fiber |
| JPH02145449A (en) * | 1988-11-28 | 1990-06-04 | Sumitomo Electric Ind Ltd | Production of preform for optical fiber |
| JPH04243930A (en) * | 1991-01-29 | 1992-09-01 | Furukawa Electric Co Ltd:The | Device for production optical fiber preform |
| JP2000203865A (en) * | 1999-01-12 | 2000-07-25 | Shin Etsu Chem Co Ltd | Receptacle for producing porous glass preform |
| JP2000302471A (en) * | 1999-04-19 | 2000-10-31 | Hitachi Cable Ltd | Production of optical fiber preform |
| JP2005139042A (en) * | 2003-11-07 | 2005-06-02 | Sumitomo Electric Ind Ltd | Method of manufacturing porous glass preform |
| JP2006008447A (en) * | 2004-06-25 | 2006-01-12 | Fujikura Ltd | Glass preform manufacturing apparatus |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017226569A (en) * | 2016-06-21 | 2017-12-28 | 信越化学工業株式会社 | Production method of optical fiber preform, and production method of glass fine particle deposit |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6431349B2 (en) | 2018-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4810276A (en) | Forming optical fiber having abrupt index change | |
| RU2736023C2 (en) | Bromine-doped optical fiber | |
| WO2011108639A1 (en) | Method of manufacture for porous quartz material, method of manufacture for optical fibre pre-form, porous quartz material and optical fibre pre-form | |
| US11001520B2 (en) | Optical fiber glass preform manufacturing method | |
| GB2128981A (en) | Fabrication method of optical fiber preforms | |
| CN112062460B (en) | Low-loss G.652.D optical fiber and manufacturing method thereof | |
| JP6431349B2 (en) | Optical fiber preform manufacturing method | |
| JP2013234078A (en) | Method of manufacturing porous glass deposit for optical fiber | |
| JP4540923B2 (en) | Optical fiber manufacturing method and optical fiber preform manufacturing method | |
| CN102276145B (en) | Manufacturing method of optical fiber perform with uniform optical waveguide axial direction | |
| JP7286587B2 (en) | Optical fiber preform | |
| KR102434616B1 (en) | optical fiber base material | |
| JPH07230015A (en) | Dispersion shift type single-mode optical fiber, and preform for the same and its manufacture | |
| JP2014101236A (en) | Production method of optical fiber preform, and optical fiber | |
| JPH1053429A (en) | Base material for optical fiber and its production | |
| JP2009114045A (en) | Method for manufacturing optical fiber glass preform | |
| WO2023219116A1 (en) | Optical fiber preform and method for producing optical fiber preform | |
| JP4499025B2 (en) | Method for producing quartz glass porous base material | |
| US20070157674A1 (en) | Apparatus for fabricating optical fiber preform and method for fabricating low water peak fiber using the same | |
| JP2020090427A (en) | Burner for porous body synthesis and method of manufacturing porous body | |
| RU2479495C1 (en) | Method of making pipes from quartz glass | |
| JP2017226569A (en) | Production method of optical fiber preform, and production method of glass fine particle deposit | |
| JP2013056786A (en) | Method for producing optical fiber preform | |
| JP2005139042A (en) | Method of manufacturing porous glass preform | |
| Aitchanov et al. | Optical fiber exhaust management systems and innovative technologies for its production |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161025 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170919 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170925 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180418 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180611 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181030 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181102 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6431349 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |