JP2016010953A - Resin foam for forming complex and method of producing fiber-reinforced complex - Google Patents
Resin foam for forming complex and method of producing fiber-reinforced complex Download PDFInfo
- Publication number
- JP2016010953A JP2016010953A JP2014134958A JP2014134958A JP2016010953A JP 2016010953 A JP2016010953 A JP 2016010953A JP 2014134958 A JP2014134958 A JP 2014134958A JP 2014134958 A JP2014134958 A JP 2014134958A JP 2016010953 A JP2016010953 A JP 2016010953A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- resin foam
- fiber reinforced
- fiber
- foam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Laminated Bodies (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
- Molding Of Porous Articles (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Abstract
Description
本発明は、繊維強化樹脂材と樹脂発泡体とが積層一体化されてなる繊維強化複合体の形成に用いられる複合体形成用樹脂発泡体、及び、このような複合体形成用樹脂発泡体を用いて繊維強化複合体を製造する繊維強化複合体の製造方法に関する。 The present invention relates to a resin foam for forming a composite used for forming a fiber reinforced composite in which a fiber reinforced resin material and a resin foam are laminated and integrated, and such a resin foam for forming a composite. The present invention relates to a method for producing a fiber reinforced composite, which is used to produce a fiber reinforced composite.
近年、繊維で強化された繊維強化樹脂材は、軽量で且つ高い機械的強度を有していることから、車両、船舶、航空機などの移動体のボディーや内装材、風力発電用の風車の翼、電子機器の筺体などといった高い機械的強度と軽量性とが求められる部材に採用される機会が増大している。 In recent years, fiber-reinforced resin materials reinforced with fibers are lightweight and have high mechanical strength. Therefore, the bodies and interior materials of moving bodies such as vehicles, ships, and aircraft, and wind turbine blades for wind power generation are used. Opportunities for use in members that require high mechanical strength and light weight, such as housings for electronic devices, are increasing.
前記繊維強化樹脂材は、近年、機械的強度及び軽量性のみならず衝撃吸収性などが求められるようになってきている。
このようなことを背景として、樹脂発泡体からなる芯材の表面に繊維強化樹脂材を積層一体化させてなる繊維強化複合体が前記のような用途に利用されるようになってきている。
即ち、繊維強化複合体を形成するための樹脂発泡体(複合体形成用樹脂発泡体)が繊維強化樹脂材に比べて低密度で緩衝性に優れているため、繊維強化複合体からなる部材は全体が繊維強化樹脂材で形成されたものに比べて軽量性と緩衝性とに優れたものとなる。
In recent years, the fiber reinforced resin material has been required to have not only mechanical strength and light weight but also shock absorption.
Against this background, fiber reinforced composites in which a fiber reinforced resin material is laminated and integrated on the surface of a core material made of a resin foam have come to be used for such applications.
That is, since the resin foam for forming the fiber reinforced composite (resin foam for forming the composite) is lower in density and excellent in buffering properties than the fiber reinforced resin material, the member made of the fiber reinforced composite is As a whole, it is superior in light weight and shock-absorbing properties compared to those formed of a fiber reinforced resin material.
この種の繊維強化複合体を製造するための方法としては、例えば、下記特許文献1に記載された方法が知られている。
即ち、下記特許文献1においては、複合サンドイッチコア成形部材の成形法であって、熱弾性硬質フォームコア(発泡コア)を所望形状に成形し、予備成形フォームコアを織布で包んだ後、型内に予備成形フォームコアを置いた後、予備成形フォームコアの周りに包まれた織布を包囲しかつ湿潤化するように、液状熱硬化性樹脂を注入し、しかる後、硬質フォームコアを膨張させフォームコアの織布包囲面を型の内部制約面に対して押しつけた後、硬質フォームコアの加熱を終了させる方法が提案されている。
As a method for producing this type of fiber reinforced composite, for example, a method described in Patent Document 1 below is known.
That is, in the following Patent Document 1, a method for forming a composite sandwich core molding member, in which a thermoelastic rigid foam core (foamed core) is molded into a desired shape, the preformed foam core is wrapped with a woven fabric, and then a mold is formed. After placing the preformed foam core inside, inject liquid thermosetting resin to surround and wet the woven fabric wrapped around the preformed foam core, and then expand the rigid foam core A method has been proposed in which heating of the rigid foam core is terminated after the woven fabric surrounding surface of the foam core is pressed against the internal constraining surface of the mold.
また、下記特許文献2には、芯材の外周面のうち少なくとも上面の大部分に、強化繊維を含んで構成されるプリプレグシートを複数積層して、プリプレグシートの積層体を形成する工程と、前記工程で形成された積層部材を加熱し熱硬化させて芯材と一体化したFRP部材を形成する加熱工程と、を含んで構成されるロボットハンド部材の製造方法が開示されている。
Further, in
上記のような繊維強化複合体は、繊維強化樹脂材を熱硬化性樹脂製のものとし、該熱硬化性樹脂の熱硬化反応時において発揮される接着性を利用して繊維強化樹脂材と樹脂発泡体とを積層一体化させる方法によって作製されている。
しかしながら、熱硬化性樹脂製の繊維強化樹脂材を使用した繊維強化複合体の製造方法においては、この熱硬化性樹脂が硬化するまでに比較的長い時間を要し、繊維強化複合体の生産効率を十分に向上させることが難しいという問題を有している。
このような問題を解決すべく反応性の高い熱硬化性樹脂を使用することも考え得るが、反応性の高い熱硬化性樹脂は、一般に常温でも硬化反応が進行するために作製から一定以上の期間を経たプリプレグシートなどでは十分な接着性が発揮されないおそれがある。
また、繊維強化複合体の製造時に繊維材に液状の熱硬化性樹脂を含浸させるような場合においては、2液タイプの熱硬化性樹脂を採用することで硬化反応の進行による接着不足に係る問題は回避可能であるが、反応性の高い2液タイプの熱硬化性樹脂は、一般に硬化収縮が激しく、所望の形状を有する繊維強化複合体が得られ難いという問題を発生させるおそれが有る。
The fiber reinforced composite as described above has a fiber reinforced resin material made of a thermosetting resin, and utilizes the adhesiveness exhibited during the thermosetting reaction of the thermosetting resin, and the fiber reinforced resin material and the resin. It is produced by a method in which the foam is laminated and integrated.
However, in the method of manufacturing a fiber reinforced composite using a fiber reinforced resin material made of a thermosetting resin, it takes a relatively long time until the thermosetting resin is cured, and the production efficiency of the fiber reinforced composite is increased. Has a problem that it is difficult to sufficiently improve.
Although it is conceivable to use a highly reactive thermosetting resin to solve such problems, a highly reactive thermosetting resin generally exceeds a certain level from the production because the curing reaction proceeds even at room temperature. Sufficient adhesiveness may not be exhibited in a prepreg sheet or the like after a period.
In addition, in the case of impregnating a fiber material with a liquid thermosetting resin during the production of a fiber reinforced composite, a problem relating to insufficient adhesion due to the progress of the curing reaction by adopting a two-component type thermosetting resin However, a highly reactive two-component thermosetting resin generally has severe cure shrinkage, and may cause a problem that it is difficult to obtain a fiber-reinforced composite having a desired shape.
また、上記のような問題に対し、樹脂発泡体や繊維強化樹脂材を熱可塑性樹脂を含んだものとしてこれらをプレスするなどして熱融着させて繊維強化複合体を製造することが考えられる。
即ち、樹脂発泡体や繊維強化樹脂材に含有される熱可塑性樹脂を軟化させた状態で樹脂発泡体と繊維強化樹脂材との間にプレスによる圧力を作用させ、この圧力によって前記熱融着を実施することで樹脂発泡体と繊維強化樹脂材との積層一体化に要する時間を熱硬化性樹脂を利用する場合に比べて短縮させ得る。
Further, in order to solve the above problems, it is conceivable to produce a fiber reinforced composite by heat-sealing a resin foam or a fiber reinforced resin material containing a thermoplastic resin by pressing them. .
That is, a pressure by a press is applied between the resin foam and the fiber reinforced resin material in a state where the thermoplastic resin contained in the resin foam or the fiber reinforced resin material is softened, and the heat fusion is performed by this pressure. By implementing, the time required for the lamination and integration of the resin foam and the fiber reinforced resin material can be shortened as compared with the case of using a thermosetting resin.
その一方で熱可塑性樹脂を含む樹脂発泡体を用いると、熱融着に際して樹脂発泡体が軟化してしまい、繊維強化樹脂材との間に十分な圧力を生じさせることが難しくなり、無理に圧力を生じさせようとすると樹脂発泡体が圧縮変形されてしまい所望の形状を有する繊維強化複合体が得られにくくなるおそれを有する。 On the other hand, if a resin foam containing a thermoplastic resin is used, the resin foam softens during heat fusion, making it difficult to generate sufficient pressure with the fiber-reinforced resin material. If the resin foam is generated, the resin foam is compressed and deformed, and it may be difficult to obtain a fiber-reinforced composite having a desired shape.
本発明は、このような問題を解決することを課題としており、寸法精度に優れた繊維強化複合体を容易に製造するのに適した複合体形成用樹脂発泡体を提供し、ひいては、寸法精度に優れた繊維強化複合体を容易に製造することが可能な繊維強化複合体の製造方法を提供することを課題としている。 An object of the present invention is to solve such a problem, and provides a resin foam for forming a composite suitable for easily producing a fiber-reinforced composite having excellent dimensional accuracy. It is an object of the present invention to provide a method for producing a fiber-reinforced composite capable of easily producing an excellent fiber-reinforced composite.
上記課題を解決するための複合体形成用樹脂発泡体に係る本発明は、繊維強化樹脂材と樹脂発泡体とが積層一体化されてなる繊維強化複合体の形成に用いられ、該樹脂発泡体と前記繊維強化樹脂材とが熱可塑性樹脂を含み、前記樹脂発泡体と前記繊維強化樹脂材とが熱融着によって積層一体化されてなる繊維強化複合体の形成に用いられる複合体形成用樹脂発泡体であって、発泡剤を0.1質量%以上5.0質量%以下含有し、加熱寸法変化率が+20%となる温度での膨張圧力が0.1mN/mm3以上20mN/mm3以下である複合体形成用樹脂発泡体を提供する。 The present invention relating to a resin foam for forming a composite for solving the above problems is used for forming a fiber reinforced composite in which a fiber reinforced resin material and a resin foam are laminated and integrated. And the fiber reinforced resin material include a thermoplastic resin, and a resin for forming a composite used for forming a fiber reinforced composite in which the resin foam and the fiber reinforced resin material are laminated and integrated by heat fusion a foam blowing agent containing 5.0 wt% or less than 0.1 wt%, dimensional change upon heating the inflation pressure at the + 20% and becomes temperature 0.1 mN / mm 3 or more 20 mN / mm 3 The following resin foam for forming a composite is provided.
また、上記課題を解決するための繊維強化複合体の製造方法に係る本発明は、前記のような複合体形成用樹脂発泡体を用いて繊維強化複合体を作製する方法を提供する。 Moreover, this invention which concerns on the manufacturing method of the fiber reinforced composite for solving the said subject provides the method of producing a fiber reinforced composite using the above resin foams for complex formation.
本発明によれば、寸法精度に優れた繊維強化複合体を容易に製造可能な製造方法が提供され得る。 ADVANTAGE OF THE INVENTION According to this invention, the manufacturing method which can manufacture the fiber reinforced composite_body | complex excellent in the dimensional accuracy easily can be provided.
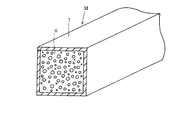
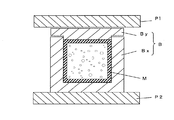
本発明の実施の形態について、作製する繊維強化複合体が角柱状である場合を例にして以下に説明する。
本実施形態の繊維強化複合体は、角柱状の芯材と該芯材を覆うシート状の被覆材とによって構成されている。
前記繊維強化複合体は、前記芯材が樹脂発泡体からなり、前記被覆材が繊維強化樹脂材からなるものである。
即ち、本実施形態における複合体形成用樹脂発泡体(以下、単に「樹脂発泡体」ともいう)は、前記芯材となって繊維強化複合体の形成に利用されるものである。
そして、本実施形態の繊維強化複合体は、表層部に繊維強化樹脂材からなる繊維強化樹脂層を有している。
前記繊維強化複合体は、前記樹脂発泡体と前記繊維強化樹脂材との両方に熱可塑性樹脂を含んでおり、前記樹脂発泡体と前記繊維強化樹脂材とがこれらの接触界面において熱融着されている。
The embodiment of the present invention will be described below by taking as an example the case where the fiber-reinforced composite to be produced is prismatic.
The fiber reinforced composite of this embodiment is composed of a prismatic core material and a sheet-shaped coating material that covers the core material.
In the fiber reinforced composite, the core material is made of a resin foam, and the covering material is made of a fiber reinforced resin material.
That is, the resin foam for forming a composite in the present embodiment (hereinafter also simply referred to as “resin foam”) serves as the core material and is used for forming a fiber-reinforced composite.
And the fiber reinforced composite of this embodiment has the fiber reinforced resin layer which consists of a fiber reinforced resin material in a surface layer part.
The fiber reinforced composite includes a thermoplastic resin in both the resin foam and the fiber reinforced resin material, and the resin foam and the fiber reinforced resin material are thermally fused at the contact interface. ing.
以下に前記芯材を構成するための樹脂発泡体について説明する。
前記樹脂発泡体は、熱可塑性樹脂を含むものであれば特に限定されず、該熱可塑性樹脂としては、例えば、ポリエステル系樹脂、アクリル系樹脂、ポリカーボネート系樹脂、ポリメタクリルイミド系樹脂、ポリオレフィン系樹脂などが挙げられる。
前記樹脂発泡体に含有させる熱可塑性樹脂は、1種単独である必要はなく、2種類以上であっても良い。
また、樹脂発泡体は、1種以上の熱可塑性樹脂のみによって構成される必要はなく、要すれば、少量のゴムや熱硬化性樹脂など含んでいても良い。
前記樹脂発泡体の主となる熱可塑性樹脂は、作製する繊維強化複合体に優れた機械的強度及び衝撃吸収性を発揮させる上においてポリエステル樹脂又はアクリル樹脂であることが好ましい。
なかでも樹脂発泡体に含まれる熱可塑性樹脂は、成形工程において、樹脂発泡体の結晶化度を上昇させて耐熱性を有する芯材とすることができるので、結晶性熱可塑性ポリエステル樹脂がより好ましい。
なお、ここで「主となる樹脂」とは、樹脂発泡体に最も高い質量割合で含まれる樹脂を意味する。
The resin foam for constituting the core material will be described below.
The resin foam is not particularly limited as long as it contains a thermoplastic resin. Examples of the thermoplastic resin include polyester resins, acrylic resins, polycarbonate resins, polymethacrylimide resins, and polyolefin resins. Etc.
The thermoplastic resin contained in the resin foam need not be one kind alone, and may be two or more kinds.
Moreover, the resin foam does not need to be comprised only by 1 or more types of thermoplastic resins, and may contain a small amount of rubber | gum, a thermosetting resin, etc. as needed.
The thermoplastic resin that is the main component of the resin foam is preferably a polyester resin or an acrylic resin in order to exhibit excellent mechanical strength and shock absorption in the fiber-reinforced composite to be produced.
Among them, the thermoplastic resin contained in the resin foam is more preferably a crystalline thermoplastic polyester resin because it can be used as a heat-resistant core material by increasing the crystallinity of the resin foam in the molding step. .
Here, the “main resin” means a resin contained in the resin foam in the highest mass ratio.
ポリエステル系樹脂としては、例えば、ジカルボン酸と多価アルコールとが、縮合反応を行った結果得られた高分子量の線状ポリエステルを採用することができる。
該ポリエステル樹脂としては、例えば、芳香族ポリエステル樹脂、ポリ乳酸系樹脂などの脂肪族ポリエステル樹脂が挙げられる。
As the polyester resin, for example, a high molecular weight linear polyester obtained as a result of a condensation reaction between a dicarboxylic acid and a polyhydric alcohol can be employed.
Examples of the polyester resin include aliphatic polyester resins such as aromatic polyester resins and polylactic acid resins.
芳香族ポリエステル樹脂は、通常、芳香族ジカルボン酸成分とジオール成分とを含むポリエステルであり、例えば、ポリエチレンテレフタレート樹脂、ポリプロピレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリシクロヘキサンジメチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂、ポリブチレンナフタレート樹脂などが挙げられる。
本実施形態の樹脂発泡体に含有させる芳香族ポリエステル樹脂は、ポリエチレンテレフタレート樹脂であることが好ましい。
なお、芳香族ポリエステル樹脂は、単独で用いられても二種以上が併用されてもよい。
The aromatic polyester resin is usually a polyester containing an aromatic dicarboxylic acid component and a diol component, for example, polyethylene terephthalate resin, polypropylene terephthalate resin, polybutylene terephthalate resin, polycyclohexanedimethylene terephthalate resin, polyethylene naphthalate resin, Examples include polybutylene naphthalate resin.
The aromatic polyester resin contained in the resin foam of this embodiment is preferably a polyethylene terephthalate resin.
In addition, an aromatic polyester resin may be used independently or 2 or more types may be used together.
なお、芳香族ポリエステル樹脂は、芳香族ジカルボン酸成分及びジオール成分以外に、例えば、トリメリット酸などのトリカルボン酸、ピロメリット酸などのテトラカルボン酸などの三価以上の多価カルボン酸やその無水物、グリセリンなどのトリオール、ペンタエリスリトールなどのテトラオールなどの三価以上の多価アルコールなどを構成成分として含有していてもよい。 In addition to the aromatic dicarboxylic acid component and the diol component, the aromatic polyester resin includes, for example, a tricarboxylic acid such as trimellitic acid such as trimellitic acid, a tetracarboxylic acid such as pyromellitic acid, or a polyvalent carboxylic acid such as tricarboxylic acid or its anhydride. Products, triols such as glycerin, and trihydric or higher polyhydric alcohols such as tetraols such as pentaerythritol may be contained as constituent components.
また、樹脂発泡体に含有させる芳香族ポリエステル樹脂は、使用済のペットボトルなどから回収、再生したリサイクル材料でもよい。 Further, the aromatic polyester resin to be contained in the resin foam may be a recycled material collected and recycled from a used plastic bottle or the like.
樹脂発泡体に含有させる芳香族ポリエステル樹脂は、熱可塑性が発揮される範囲内であれば部分架橋が施されていても良い。
ポリエチレンテレフタレート樹脂などの芳香族ポリエステル樹脂を架橋するための架橋剤としては、例えば、無水ピロメリット酸などの酸二無水物、多官能エポキシ化合物、オキサゾリン化合物、オキサジン化合物などが挙げられる。
なお、架橋剤は、単独で用いられても二種以上が併用されてもよい。
The aromatic polyester resin to be contained in the resin foam may be partially crosslinked as long as it is within the range where thermoplasticity is exhibited.
Examples of the crosslinking agent for crosslinking an aromatic polyester resin such as polyethylene terephthalate resin include acid dianhydrides such as pyromellitic anhydride, polyfunctional epoxy compounds, oxazoline compounds, and oxazine compounds.
In addition, a crosslinking agent may be used independently or 2 or more types may be used together.
ポリエチレンテレフタレート樹脂を架橋剤によって架橋する場合には、押出機にポリエチレンテレフタレート樹脂と共に架橋剤を供給し該押出機内で動的架橋すればよい。
押出機に供給する架橋剤の量は、少なすぎると、ポリエチレンテレフタレート樹脂の溶融粘度を不足させるおそれがある。
即ち、架橋剤の量が少なすぎると架橋後のポリエチレンテレフタレート樹脂の溶融粘度が低すぎて樹脂発泡体の形成時において破泡が生じ易くなるおそれがある。
一方で、架橋剤の量が多すぎると、ポリエチレンテレフタレート樹脂の溶融粘度が高くなりすぎて、樹脂発泡体を押出発泡によって製造する場合などにおいて押出発泡が困難となるおそれがある。
従って、前記芯材を構成するための樹脂発泡体のベース樹脂を架橋ポリエチレンテレフタレート樹脂とする場合、前記ポリエチレンテレフタレート樹脂100質量部に対して架橋剤を0.01〜5質量部の割合で用いて架橋させたものを採用することが好ましい。
また、前記割合は、0.1〜1質量部であることがより好ましい。
When the polyethylene terephthalate resin is crosslinked with a crosslinking agent, the crosslinking agent may be supplied together with the polyethylene terephthalate resin to the extruder and dynamically crosslinked in the extruder.
If the amount of the crosslinking agent supplied to the extruder is too small, the melt viscosity of the polyethylene terephthalate resin may be insufficient.
That is, if the amount of the cross-linking agent is too small, the melt viscosity of the polyethylene terephthalate resin after cross-linking is too low, and there is a risk that foam breakage is likely to occur during the formation of the resin foam.
On the other hand, if the amount of the crosslinking agent is too large, the melt viscosity of the polyethylene terephthalate resin becomes too high, and extrusion foaming may be difficult when the resin foam is produced by extrusion foaming.
Therefore, when the base resin of the resin foam for constituting the core material is a cross-linked polyethylene terephthalate resin, a cross-linking agent is used at a ratio of 0.01 to 5 parts by mass with respect to 100 parts by mass of the polyethylene terephthalate resin. It is preferable to employ a crosslinked one.
The ratio is more preferably 0.1 to 1 part by mass.
前記ポリ乳酸系樹脂としては、乳酸がエステル結合により重合された樹脂を用いることができる。
樹脂発泡体に含有させる熱可塑性樹脂をポリ乳酸系樹脂とする場合、商業的な入手容易性及び発泡性付与の容易性の観点から、該ポリ乳酸系樹脂は、D−乳酸(D体)及びL−乳酸(L体)の共重合体、D−乳酸又はL−乳酸のいずれか一方の単独重合体、D−ラクチド、L−ラクチド及びDL−ラクチドからなる群から選択される1又は2以上のラクチドの開環重合体が好ましい。
なお、ポリ乳酸系樹脂は、単独で用いられても二種以上が併用されてもよい。
As the polylactic acid resin, a resin in which lactic acid is polymerized by an ester bond can be used.
When the thermoplastic resin contained in the resin foam is a polylactic acid-based resin, from the viewpoint of commercial availability and ease of imparting foamability, the polylactic acid-based resin contains D-lactic acid (D-form) and One or more selected from the group consisting of a copolymer of L-lactic acid (L-form), a homopolymer of either D-lactic acid or L-lactic acid, D-lactide, L-lactide and DL-lactide A ring-opening polymer of lactide is preferred.
In addition, polylactic acid-type resin may be used independently, or 2 or more types may be used together.
ポリ乳酸系樹脂は、乳酸以外の単量体成分として、脂肪族多価アルコールなどを含有していてもよい。
該単量体成分としては、例えば、グリコール酸、ヒドロキシ酪酸、ヒドロキシ吉草酸、ヒドロキシカプロン酸、ヒドロキシヘプタン酸などの脂肪族ヒドロキシカルボン酸;コハク酸、アジピン酸、スベリン酸、セバシン酸、ドデカンジカルボン酸、無水コハク酸、無水アジピン酸、トリメシン酸、プロパントリカルボン酸、ピロメリット酸、無水ピロメリット酸などの脂肪族多価カルボン酸;エチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール、デカメチレングリコール、グリセリン、トリメチロールプロパン、ペンタエリトリットなどが挙げられる。
The polylactic acid-based resin may contain an aliphatic polyhydric alcohol or the like as a monomer component other than lactic acid.
Examples of the monomer component include aliphatic hydroxycarboxylic acids such as glycolic acid, hydroxybutyric acid, hydroxyvaleric acid, hydroxycaproic acid, and hydroxyheptanoic acid; succinic acid, adipic acid, suberic acid, sebacic acid, and dodecanedicarboxylic acid. Aliphatic polycarboxylic acids such as succinic anhydride, adipic anhydride, trimesic acid, propanetricarboxylic acid, pyromellitic acid, pyromellitic anhydride; ethylene glycol, 1,4-butanediol, 1,6-hexanediol, Examples include 1,4-cyclohexanedimethanol, neopentyl glycol, decamethylene glycol, glycerin, trimethylolpropane, and pentaerythritol.
ポリ乳酸系樹脂は、例えば、アルキル基、ビニル基、カルボニル基、芳香族基、エステル基、エーテル基、アルデヒド基、アミノ基、ニトリル基、ニトロ基などの官能基を備えていてもよい。
ポリ乳酸系樹脂は、イソシアネート系架橋剤などによって架橋されていてもよく、エステル結合以外の結合を主鎖や側鎖に備えていてもよい。
The polylactic acid-based resin may have a functional group such as an alkyl group, a vinyl group, a carbonyl group, an aromatic group, an ester group, an ether group, an aldehyde group, an amino group, a nitrile group, or a nitro group.
The polylactic acid-based resin may be crosslinked with an isocyanate-based crosslinking agent or the like, and may have a bond other than an ester bond in the main chain or side chain.
アクリル樹脂としては、(メタ)アクリル系モノマーを重合させてなるものを採用することができる。
なお、「(メタ)アクリル」とは、ここでは、「アクリル」と「メタクリル」との双方を意味する用語として用いている。
As the acrylic resin, one obtained by polymerizing a (meth) acrylic monomer can be employed.
Here, “(meth) acryl” is used as a term meaning both “acryl” and “methacryl”.
(メタ)アクリル系モノマーとしては、特に限定されず、(メタ)アクリル酸、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸ブチル、(メタ)アクリル酸ラウリル、(メタ)アクリル酸2−エチルヘキシル、(メタ)アクリル酸シクロヘキシル、(メタ)アクリル酸ベンジル、(メタ)アクリルアミドなどが挙げられる。 The (meth) acrylic monomer is not particularly limited, and (meth) acrylic acid, methyl (meth) acrylate, ethyl (meth) acrylate, butyl (meth) acrylate, lauryl (meth) acrylate, (meth ) 2-ethylhexyl acrylate, cyclohexyl (meth) acrylate, benzyl (meth) acrylate, (meth) acrylamide and the like.
樹脂発泡体に含有させるアクリル系樹脂は、上記(メタ)アクリル系モノマー以外にこれと共重合可能なモノマー成分を含有していてもよい。
このようなモノマーとしては、例えば、マレイン酸、無水マレイン酸、フマル酸、イタコン酸、無水イタコン酸、クロトン酸、マレイン酸アミド、マレイン酸イミドなどが挙げられる。
The acrylic resin contained in the resin foam may contain a monomer component copolymerizable with the above (meth) acrylic monomer.
Examples of such monomers include maleic acid, maleic anhydride, fumaric acid, itaconic acid, itaconic anhydride, crotonic acid, maleic amide, maleic imide, and the like.
該樹脂発泡体は、前記芯材として用いる際に繊維強化樹脂材との間に優れた接着性を発揮させる上において、熱融着に際して繊維強化樹脂材との間に高い圧力を作用させ得るように形成されていることが好ましい。
このようなことから、樹脂発泡体は、熱融着時に加熱されることによって再発泡可能であることが好ましい。
より具体的には、樹脂発泡体は、加熱することで+20%以上の寸法変化(体積増加)を示す状態となっていることが好ましい。
このように樹脂発泡体に備わっていることが好ましい寸法変化に係る能力は、当該樹脂発泡体が繊維強化樹脂材に熱融着される前において備わっていればよく、繊維強化複合体となった後の樹脂発泡体にまで備わっている必要はない。
樹脂発泡体をこのような体積変化を示す状態とするには、例えば、後述する発泡剤を当該樹脂発泡体中に0.1〜5.0質量%残存させるようにすればよい。
そして、前記のように芯材として用いる際に繊維強化樹脂材との間に高い圧力を作用させるためには、前記樹脂発泡体は、+20%の寸法変化を示す再加熱温度において0.1〜20mN/mm3の膨張圧力を示すことが好ましい。
該樹脂発泡体は、この再発泡条件(20%の寸法変化を示す温度)において、その発泡力(膨張圧力)が0.1〜10mN/mm3であることがより好ましく、該発泡力が0.2〜5mN/mm3であることが特に好ましい。
樹脂発泡体は、その発泡力が低すぎると、繊維強化樹脂材との熱融着を行うべく、例えば、繊維強化樹脂材とともに金型内に仕込まれた際に十分な圧力でもって繊維強化樹脂材を金型に向けて押圧できなくなるおそれがある。
即ち、樹脂発泡体の発泡力が低すぎると、得られる繊維強化複合体の繊維強化樹脂材の表面平滑性が低下する、繊維強化樹脂材を所望形状に成形できない、芯材(樹脂発泡体)と被覆材(繊維強化樹脂材)との一体化が不十分となって得られる繊維強化複合体の機械的強度が十分なものにならないなどといったおそれを生じさせ得る。
一方、樹脂発泡体の発泡力が必要以上に高すぎると、樹脂発泡体による繊維強化樹脂材の金型内面への押圧力が大きくなりすぎて、繊維強化樹脂材に含まれている熱可塑性樹脂が必要以上に金型外に流出してしまい、繊維強化樹脂材を構成している繊維が外部に露出し易くなる。
即ち、樹脂発泡体の発泡力が必要以上に高すぎると、得られる繊維強化複合体の表面平滑性が低下する、繊維強化樹脂材を所望形状に成形できない、芯材と繊維強化樹脂材との一体化が不十分となって得られる繊維強化複合体の機械的強度が不十分になるなどのおそれがある。
When the resin foam is used as the core material and exhibits excellent adhesiveness with the fiber reinforced resin material, a high pressure can be applied to the fiber reinforced resin material at the time of heat fusion. It is preferable to be formed.
For these reasons, it is preferable that the resin foam be re-foamable by being heated at the time of heat-sealing.
More specifically, the resin foam is preferably in a state of exhibiting a dimensional change (volume increase) of + 20% or more when heated.
As described above, it is preferable that the resin foam has the ability to change the dimensions, as long as the resin foam is heat-sealed to the fiber-reinforced resin material. It is not necessary to have even the later resin foam.
In order to make the resin foam have such a volume change, for example, 0.1 to 5.0% by mass of a foaming agent described later may be left in the resin foam.
And when using as a core material as mentioned above, in order to make a high pressure act between fiber reinforced resin materials, the said resin foam is 0.1-0.1 in the reheating temperature which shows a + 20% dimensional change. It preferably exhibits an expansion pressure of 20 mN / mm 3 .
More preferably, the resin foam has a foaming force (expansion pressure) of 0.1 to 10 mN / mm 3 under the re-foaming conditions (temperature showing a dimensional change of 20%). Particularly preferred is 2 to 5 mN / mm 3 .
When the foaming power of the resin foam is too low, the fiber reinforced resin is subjected to sufficient pressure when charged in a mold together with the fiber reinforced resin material, for example, in order to perform heat fusion with the fiber reinforced resin material. There is a possibility that the material cannot be pressed toward the mold.
That is, if the foaming power of the resin foam is too low, the surface smoothness of the fiber reinforced resin material of the resulting fiber reinforced composite is lowered, the fiber reinforced resin material cannot be molded into a desired shape, and the core material (resin foam) There is a possibility that the mechanical strength of the fiber reinforced composite obtained by insufficient integration of the resin and the coating material (fiber reinforced resin material) will not be sufficient.
On the other hand, if the foaming power of the resin foam is too high than necessary, the pressing force of the resin foam on the inner surface of the mold of the fiber reinforced resin material becomes too large, and the thermoplastic resin contained in the fiber reinforced resin material Flows out of the mold more than necessary, and the fibers constituting the fiber reinforced resin material are easily exposed to the outside.
That is, if the foaming power of the resin foam is too high than necessary, the surface smoothness of the resulting fiber-reinforced composite decreases, the fiber-reinforced resin material cannot be molded into a desired shape, and the core material and the fiber-reinforced resin material There is a possibility that the mechanical strength of the fiber reinforced composite obtained by insufficient integration may be insufficient.
樹脂発泡体の発泡力は、前記のように残存ガス量(発泡剤含有量)を調整する方法などに加え、表面層の結晶化度、見掛け密度、連続気泡率などを調整することによっても調整することができる。
例えば、樹脂発泡体は、通常、その表面層の結晶化度を上昇させることによって発泡力を低くすることができる一方で表面層の結晶化度を低下させることによって発泡力を高くすることができる。
The foaming power of the resin foam can be adjusted by adjusting the crystallinity, apparent density, open cell ratio, etc. of the surface layer in addition to the method of adjusting the residual gas amount (foaming agent content) as described above. can do.
For example, a resin foam usually has a low foaming power by increasing the crystallinity of the surface layer, while a foaming power can be increased by reducing the crystallinity of the surface layer. .
なお、樹脂発泡体の発泡力は、「発泡プラスチック−硬質材料の圧縮試験」で使用される万能試験機を用いて、樹脂発泡体が加熱により膨張(発泡)する時に生じる荷重を連続的に測定し、測定開始後の所定時間で検知された最小荷重を試験片体積(初期状態における体積)で除した値として求められる。 The foaming power of the resin foam is measured continuously using the universal testing machine used in "Foamed plastics-Hard material compression test" when the resin foam expands (foams) by heating. The minimum load detected in a predetermined time after the start of measurement is divided by the test piece volume (volume in the initial state).
具体的には、発泡力は、以下のようにして求めることができる。
<発泡力(膨張圧力)の求め方>
樹脂発泡体の中心部に近い位置から一辺が50mmの立方体形状の試験片を切り出す。
樹脂発泡体の厚みが50mmに満たない場合などにおいては、樹脂発泡体の中心部に近い位置から採取した50mm角の板状試料を複数枚積層して立方体形状の試験片を作製する。
測定は、試験片を温度23±2℃、湿度50±5%の環境下で24時間以上に亘って放置した後に実施する。測定は、万能試験機、テンシロン付帯高低温度恒温槽及び万能試験機データ処理ソフトを用いて行う。
樹脂発泡体の再発泡条件の温度(20%の寸法変化を示す温度)に設定した恒温槽内で、上部圧縮板と下部圧縮板との間に挟み込まれた試験片が50mmから膨張(発泡)することにより発生する荷重を測定する。
測定は、1800秒間に亘って連続して行い、測定開始から600秒経過した時点から1800秒経過した時点までの間に測定された最小荷重F(mN)を試験片体積で除した値を発泡力とする。
なお、万能試験機は、例えば、オリエンテック社から商品名「UCT−10T」にて市販されている装置を用いることができる。
テンシロン付帯高低温度恒温槽としては、例えば、T.S.E.社から市販されているものを用いることができる。
万能試験機データ処理ソフトは、UTPS−STDソフトブレーン社から市販されているものを用いることができる。
この立方体形状の試験片のタテ、ヨコ、高さの3方向について加熱時の膨張に伴って発生する最小荷重を下記のようにして求め、3方向の最小荷重値の内の最も低い値を試料体積で除して樹脂発泡体の発泡力(膨張圧力)を求めることができる。
発泡力(mN/mm3)=最小荷重F(mN)/試験片の体積(mm3)
Specifically, the foaming force can be determined as follows.
<How to find foaming power (expansion pressure)>
A cube-shaped test piece having a side of 50 mm is cut out from a position near the center of the resin foam.
When the thickness of the resin foam is less than 50 mm, a plurality of 50 mm square plate samples taken from a position close to the center of the resin foam are stacked to produce a cube-shaped test piece.
The measurement is carried out after the test piece is left for 24 hours or more in an environment of temperature 23 ± 2 ° C. and humidity 50 ± 5%. The measurement is performed using a universal testing machine, Tensilon-equipped high and low temperature thermostat and universal testing machine data processing software.
The test piece sandwiched between the upper compression plate and the lower compression plate expands from 50 mm (foaming) in a thermostat set to the temperature of the re-foaming condition of the resin foam (temperature indicating a dimensional change of 20%). Measure the load generated by doing this.
Measurement is performed continuously for 1800 seconds, and the value obtained by dividing the minimum load F (mN) measured between 600 seconds after the start of measurement and 1800 seconds by the test piece volume is foamed. Power.
In addition, the universal testing machine can use the apparatus marketed under the brand name "UCT-10T" from Orientec, for example.
As the Tensilon-related high and low temperature constant temperature bath, for example, T.I. S. E. A commercially available product can be used.
The universal testing machine data processing software can use what is marketed from UTPS-STD soft brain company.
The minimum load generated by the expansion during heating is calculated as follows for the three directions of the cube-shaped test piece in the vertical, horizontal, and height directions, and the lowest value among the minimum load values in the three directions is obtained as a sample. The foaming force (expansion pressure) of the resin foam can be obtained by dividing by the volume.
Foaming force (mN / mm 3 ) = Minimum load F (mN) / Volume of test piece (mm 3 )
寸法変化は、まず樹脂発泡体の中心部に近い位置から一辺が50mmの立方体形状の試験片を切り出す。
樹脂発泡体の厚みが50mmに満たない場合などにおいては、樹脂発泡体の中心部に近い位置から採取した50mm角の板状試料を複数枚積層して立方体形状の試験片を作製する。
測定は、試験片を温度23±2℃、湿度50±5%の環境下で24時間以上に亘って放置した後に行うこととし、この放置後の試験片を寸法変化0%とする。
測定は、万能試験機、テンシロン付帯高低温度恒温槽及び万能試験機データ処理ソフトを用いて行う。
なお、「20%の寸法変化を示す温度」とは、前記のように一辺が50mmの立方体形状の試験片を内部まで均一な温度になるように加熱した際に、一辺が60mmの立方体となるような体積膨張を示す温度を意味する。
このときの加熱は、通常、5分間にわたって実施する。
また、寸法変化を示す温度は、一の位が4以下であれば切り捨て、5以上であれば切り上げとする。
ここで試験片が縦、横、高さのそれぞれの方向に均等に膨張しないような場合においては、試験片の体積が1.23(1.728)倍に膨張する温度を「加熱寸法変化率が20%となる温度」としてみなすことができる。
また、樹脂発泡体が20%の寸法変化を示す温度において0.1〜20mN/mm3の発泡力を示すかどうかを確認する際には、必ずしも、樹脂発泡体が20%の寸法変化を示す温度を厳密に求めて測定を行う必要はなく、樹脂発泡体が20%よりも僅かに低い寸法変化を示す温度と、樹脂発泡体が20%よりも僅かに高い寸法変化を示す温度とを求め、この両方の温度で前記のようにして発泡力を測定し、これらがいずれも0.1〜20mN/mm3の範囲内であれば、当該樹脂発泡体は、20%の寸法変化を示す温度においても0.1〜20mN/mm3の発泡力を示すものであるとみなすことができる。
To change the dimensions, first, a cube-shaped test piece having a side of 50 mm is cut out from a position near the center of the resin foam.
When the thickness of the resin foam is less than 50 mm, a plurality of 50 mm square plate samples taken from a position close to the center of the resin foam are stacked to produce a cube-shaped test piece.
The measurement is performed after leaving the test piece to stand for 24 hours or more in an environment of a temperature of 23 ± 2 ° C. and a humidity of 50 ± 5%.
The measurement is performed using a universal testing machine, Tensilon-equipped high and low temperature thermostat and universal testing machine data processing software.
Note that “temperature indicating a dimensional change of 20%” means that when a cube-shaped test piece with a side of 50 mm is heated to a uniform temperature as described above, a cube with a side of 60 mm is formed. It means a temperature exhibiting such volume expansion.
The heating at this time is usually carried out for 5 minutes.
Also, the temperature indicating the dimensional change is rounded down if the first digit is 4 or less, and rounded up if it is 5 or more.
Here, in the case where the test piece does not expand evenly in the vertical, horizontal, and height directions, the temperature at which the volume of the test piece expands 1.2 3 (1.728) times is set as “heating dimension change”. It can be regarded as “the temperature at which the rate is 20%”.
Moreover, when confirming whether the resin foam exhibits a foaming force of 0.1 to 20 mN / mm 3 at a temperature at which the dimensional change of 20% is exhibited, the resin foam does not necessarily exhibit a dimensional change of 20%. There is no need to determine the temperature strictly, and the temperature at which the resin foam shows a dimensional change slightly lower than 20% and the temperature at which the resin foam shows a dimensional change slightly higher than 20% are obtained. The foaming force was measured as described above at both temperatures, and if these were both in the range of 0.1 to 20 mN / mm 3 , the resin foam had a temperature showing a dimensional change of 20%. Can also be considered to indicate a foaming power of 0.1 to 20 mN / mm 3 .
前記樹脂発泡体は、その圧縮強度が10kPa以上であることが好ましく、100kPa以上であることがより好ましく、1000kPa以上であることが特に好ましい。
前記樹脂発泡体の圧縮強度は、低すぎると、繊維強化複合体の破壊応力が減少し、その結果、繊維強化複合体の衝撃吸収性が低下するおそれを有する。
The resin foam preferably has a compressive strength of 10 kPa or more, more preferably 100 kPa or more, and particularly preferably 1000 kPa or more.
If the compressive strength of the resin foam is too low, the fracture stress of the fiber reinforced composite is reduced, and as a result, the impact absorbability of the fiber reinforced composite may be reduced.
前記樹脂発泡体の圧縮強度は、樹脂発泡体の表面層の結晶化度、樹脂発泡体の見掛け密度、残存ガス量、連続気泡率などを調整することによって制御することができる。
例えば、前記樹脂発泡体の表面層の結晶化度を上昇させることによって樹脂発泡体の圧縮強度を高くすることができる一方、樹脂発泡体の表面層の結晶化度を低下させることによって樹脂発泡体の圧縮強度を低くすることができる。
The compressive strength of the resin foam can be controlled by adjusting the crystallinity of the surface layer of the resin foam, the apparent density of the resin foam, the residual gas amount, the open cell ratio, and the like.
For example, it is possible to increase the compressive strength of the resin foam by increasing the crystallinity of the surface layer of the resin foam, while reducing the crystallinity of the surface layer of the resin foam. The compressive strength of can be lowered.
なお、樹脂発泡体の圧縮強度は、JIS K7220:1999「発泡プラスチック-硬質材料の圧縮試験」記載の方法に準拠して測定した5%圧縮時の圧縮強度をいう。
例えば、圧縮強度は、以下のようにして求めることができる。
<圧縮強度の求め方>
樹脂発泡体から縦50mm×横50mm×厚み25mmの直方体形状の試験片を切り出す。
樹脂発泡体の厚みが25mmに満たない場合などにおいては、樹脂発泡体の中心部に近い位置から採取した25mm角の板状試料を複数枚積層して扁平な直方体形状の試験片を作製する。
前記圧縮強度は、圧縮速度10mm/分の条件下にて5%圧縮時の試験片の圧縮強度を測定することによって求めることができる。
The compressive strength of the resin foam refers to the compressive strength at 5% compression measured in accordance with the method described in JIS K7220: 1999 “Foamed plastic-hard material compression test”.
For example, the compressive strength can be obtained as follows.
<How to determine compressive strength>
A rectangular parallelepiped test piece having a length of 50 mm, a width of 50 mm, and a thickness of 25 mm is cut out from the resin foam.
When the thickness of the resin foam is less than 25 mm, a flat rectangular parallelepiped test piece is prepared by laminating a plurality of 25 mm square plate samples taken from a position close to the center of the resin foam.
The compressive strength can be determined by measuring the compressive strength of the test piece at 5% compression under the condition of a compression speed of 10 mm / min.
樹脂発泡体を構成している熱可塑性樹脂が結晶性を有している場合、樹脂発泡体の表面層の結晶化度は、高すぎると、繊維強化樹脂材との熱融着時における再発泡が阻害されて、繊維強化樹脂材を金型内面に十分な圧力でもって押圧できないので、得られる繊維強化複合体の表面平滑性が不十分となる、繊維強化樹脂材を所望形状に成形できない、芯材と被覆材との一体化が不十分となって得られる繊維強化複合体の機械的強度が不十分になるなどのおそれがある。
従って、樹脂発泡体の表面層の結晶化度は、24%未満が好ましく、23%未満がより好ましく、10%以下が特に好ましい。
When the thermoplastic resin constituting the resin foam has crystallinity, if the crystallinity of the surface layer of the resin foam is too high, re-foaming at the time of thermal fusion with the fiber reinforced resin material Is inhibited, the fiber reinforced resin material cannot be pressed against the inner surface of the mold with sufficient pressure, so that the surface smoothness of the obtained fiber reinforced composite becomes insufficient, and the fiber reinforced resin material cannot be molded into a desired shape. There is a possibility that the mechanical strength of the fiber-reinforced composite obtained by insufficient integration of the core material and the covering material may be insufficient.
Therefore, the crystallinity of the surface layer of the resin foam is preferably less than 24%, more preferably less than 23%, and particularly preferably 10% or less.
樹脂発泡体を構成している熱可塑性樹脂が結晶性を有している場合、樹脂発泡体の内層の結晶化度は、高すぎると、繊維強化複合体の形成時における樹脂発泡体の再発泡が阻害されて、繊維強化樹脂材を金型内面に十分な圧力でもって押圧できないので、得られる繊維強化複合体の表面平滑性が不十分になる、繊維強化樹脂材を所望形状に成形できない、芯材と被覆材との一体化が不十分となって得られる繊維強化複合体の機械的強度が不十分になるなどといった虞れを生じさせ得る。
このことから、樹脂発泡体の内層の結晶化度は、24%未満が好ましく、低すぎると、樹脂発泡体が柔軟になりすぎて再発泡によって繊維強化樹脂材を金型内面に十分な圧力でもって押圧できない場合があるので、5〜23%が好ましい。
When the thermoplastic resin constituting the resin foam has crystallinity, if the crystallinity of the inner layer of the resin foam is too high, re-foaming of the resin foam during the formation of the fiber-reinforced composite Is inhibited, the fiber reinforced resin material cannot be pressed against the inner surface of the mold with sufficient pressure, and the surface smoothness of the resulting fiber reinforced composite becomes insufficient, and the fiber reinforced resin material cannot be molded into a desired shape. There is a possibility that the mechanical strength of the fiber reinforced composite obtained by insufficient integration of the core material and the covering material may be insufficient.
From this, the crystallinity of the inner layer of the resin foam is preferably less than 24%. If it is too low, the resin foam becomes too soft and the fiber-reinforced resin material is applied to the inner surface of the mold by re-foaming. Since it may not be able to be pressed, 5 to 23% is preferable.
樹脂発泡体の表面層とは、樹脂発泡体の表面に対して垂直な方向における当該樹脂発泡体の厚みを「T(mm)」とした時に、前記表面から0.05T(mm)深さまでの部分をいう。
また、樹脂発泡体の内層とは、樹脂発泡体の表面層を除いた部分の全てをいう。
The surface layer of the resin foam means that the thickness of the resin foam in a direction perpendicular to the surface of the resin foam is “T (mm)” and the depth from the surface is 0.05 T (mm). Say part.
Further, the inner layer of the resin foam refers to the entire portion excluding the surface layer of the resin foam.
なお、樹脂発泡体の表面層及び内層の結晶化度は、JIS K7122:1987「プラスチックの転移熱測定方法」に記載されている方法で測定する。 The crystallinity of the surface layer and the inner layer of the resin foam is measured by the method described in JIS K7122: 1987 “Method for measuring the transition heat of plastic”.
前記結晶化度を求めるには、測定対象となる層から切り出した好ましくは直方体形状の試料を約6mg採取し、この試料に対して熱分析を行えばよい。
なお、樹脂発泡体の内層から試料を切り出す場合、原則的には、樹脂発泡体の重心を含むように試料を切り出すものとする。
In order to obtain the crystallinity, about 6 mg of a preferably rectangular parallelepiped sample cut out from the layer to be measured is collected, and thermal analysis is performed on this sample.
In addition, when a sample is cut out from the inner layer of the resin foam, in principle, the sample is cut out so as to include the center of gravity of the resin foam.
具体的には、結晶化度は、以下のようにして求めることができる。 Specifically, the crystallinity can be determined as follows.
(結晶化度の求め方)
示差走査熱量計装置(エスアイアイナノテクノロジー社製 商品名「DSC6220型」)を用い、アルミニウム製の測定容器の底に前記試料を隙間のないように、充填して、試料を窒素ガス流量30mL/分の条件下にて30℃で2分間に亘って保持する。
しかる後、試料を速度10℃/分で30℃から290℃まで昇温した時のDSC曲線を得る。
その時の基準物質はアルミナを用いる。
樹脂発泡体の表面層及び内層の結晶化度は、融解ピークの面積から求められる融解熱量(mJ/mg)と結晶化ピークの面積から求められる結晶化熱量(mJ/mg)の差を結晶性熱可塑性樹脂の完全結晶の理論融解熱量ΔH0で徐して求められる。
例えば、ポリエチレンテレフタレートのΔH0は140.1mJ/mgである。
樹脂発泡体の測定対象となる層の結晶化度は下記式に基づいて算出される。
樹脂発泡体の測定対象となる層の結晶化度(%)
=100×(│融解熱量(mJ/mg)│−│結晶化熱量(mJ/mg)│)/ΔH0(mJ/mg)
(How to determine crystallinity)
Using a differential scanning calorimeter device (trade name “DSC6220 type” manufactured by SII Nano Technology Co., Ltd.), the sample was filled in the bottom of an aluminum measurement container so that there was no gap, and the sample was charged with a nitrogen gas flow rate of 30 mL / Hold at 30 ° C. for 2 minutes under conditions of minutes.
Thereafter, a DSC curve is obtained when the sample is heated from 30 ° C. to 290 ° C. at a rate of 10 ° C./min.
At that time, alumina is used as the reference material.
The crystallinity of the surface layer and the inner layer of the resin foam is the difference between the heat of fusion (mJ / mg) determined from the area of the melting peak and the heat of crystallization (mJ / mg) determined from the area of the crystallization peak. It is obtained gradually by the theoretical heat of fusion ΔH 0 of the complete crystal of the thermoplastic resin.
For example, ΔH 0 of polyethylene terephthalate is 140.1 mJ / mg.
The crystallinity of the layer to be measured for the resin foam is calculated based on the following formula.
Crystallinity of the layer to be measured for resin foam (%)
= 100 × (| heat of fusion (mJ / mg) | − | heat of crystallization (mJ / mg) |) / ΔH 0 (mJ / mg)
別に4個の樹脂発泡体を更に用意し、それぞれの樹脂発泡体の表面層及び内層の結晶化度を上述と同様の要領で測定し、5個の樹脂発泡体のそれぞれの表面層の結晶化度の相加平均値を樹脂発泡体の表面層の結晶化度とし、5個の樹脂発泡体のそれぞれの内層の結晶化度の相加平均値を樹脂発泡体の内層の結晶化度とする。 Separately, four resin foams are prepared, and the crystallinity of the surface layer and inner layer of each resin foam is measured in the same manner as described above, and the crystallization of each surface layer of five resin foams is performed. The arithmetic average value of the degree is the crystallinity of the surface layer of the resin foam, and the arithmetic average value of the crystallinity of the inner layer of each of the five resin foams is the crystallinity of the inner layer of the resin foam. .
樹脂発泡体の表面層の結晶化度の調整方法としては、例えば、発泡直後の樹脂発泡体における表面の冷却速度を遅くすることによって樹脂発泡体の表面層の結晶化度を上昇させることができる一方、発泡直後の樹脂発泡体における表面の冷却速度を速くすることによって樹脂発泡体の表面層の結晶化度を低くすることができる。 As a method for adjusting the crystallinity of the surface layer of the resin foam, for example, the crystallinity of the surface layer of the resin foam can be increased by slowing the cooling rate of the surface of the resin foam immediately after foaming. On the other hand, the crystallinity of the surface layer of the resin foam can be lowered by increasing the surface cooling rate of the resin foam immediately after foaming.
樹脂発泡体の内層の結晶化度の調整方法としては、例えば、後述する合成樹脂発泡粒子を用いた型内発泡成形によって樹脂発泡体を製造する時に熱媒体の金型内への流入圧力を上昇させて、金型の内部に充填した合成樹脂発泡粒子を十分に加熱することによって樹脂発泡体の内層の結晶化度を上昇させることができる。
一方、型内発泡成形によって樹脂発泡体を製造する時に熱媒体の金型内への流入圧力を低下させて、金型の内部に充填した合成樹脂発泡粒子の加熱を抑制することによって樹脂発泡体の内層の結晶化度を低くすることができる。
As a method for adjusting the crystallinity of the inner layer of the resin foam, for example, when the resin foam is manufactured by in-mold foam molding using synthetic resin foam particles described later, the inflow pressure of the heat medium into the mold is increased. Then, the degree of crystallinity of the inner layer of the resin foam can be increased by sufficiently heating the synthetic resin foam particles filled in the mold.
On the other hand, when producing a resin foam by in-mold foam molding, the pressure of the heat medium flowing into the mold is reduced to suppress the heating of the synthetic resin foam particles filled in the mold, thereby reducing the resin foam The crystallinity of the inner layer can be lowered.
樹脂発泡体の加熱寸法変化率は、低すぎると、樹脂発泡体の再発泡によって繊維強化樹脂材を金型内面に十分な圧力でもって押圧できないので、得られる繊維強化複合体の繊維強化樹脂材の表面平滑性が低下する、繊維強化樹脂材を所望形状に成形できなかったり、樹脂発泡体と繊維強化樹脂材との一体化が不十分となったりして得られる繊維強化複合体の機械的強度が不十分になる、繊維強化樹脂材に含まれている空気や、繊維強化樹脂材と金型内面との隙間に存在する空気が残存し易くなって、繊維強化複合体の表面平滑性が不十分になるといったおそれを生じさせ得る。
樹脂発泡体の加熱寸法変化率は、高すぎると、樹脂発泡体による繊維強化樹脂材の金型内面への押圧力が大きくなりすぎて、繊維強化樹脂材に含浸させている熱硬化性樹脂又は熱可塑性樹脂が必要以上に金型外に流出してしまい、繊維強化樹脂材を構成している繊維が外部に露出し易くなり、得られる繊維強化複合体の表面平滑性及び機械的強度が低下する虞れを生じさせ得る。
If the heat dimensional change rate of the resin foam is too low, the fiber reinforced resin material cannot be pressed against the inner surface of the mold with sufficient pressure by re-foaming of the resin foam. Of fiber reinforced composites obtained when fiber reinforced resin materials cannot be molded into the desired shape or the integration of resin foam and fiber reinforced resin material is insufficient. Insufficient strength, air contained in the fiber reinforced resin material, and air existing in the gap between the fiber reinforced resin material and the inner surface of the mold are likely to remain, and the surface smoothness of the fiber reinforced composite is improved. There is a risk of becoming insufficient.
If the heating dimensional change rate of the resin foam is too high, the pressing force on the inner surface of the mold of the fiber reinforced resin material by the resin foam becomes too large, and the thermosetting resin impregnated in the fiber reinforced resin material or The thermoplastic resin flows out of the mold more than necessary, and the fibers constituting the fiber reinforced resin material are easily exposed to the outside, and the surface smoothness and mechanical strength of the resulting fiber reinforced composite are reduced. May cause a risk of failure.
樹脂発泡体の加熱寸法変化率は、樹脂発泡体に含まれている残存発泡剤量を調整することによって制御することができる。
即ち、樹脂発泡体に含まれている残存発泡剤量を多くすることによって樹脂発泡体の加熱寸法変化率を高くすることができる。
The heating dimensional change rate of the resin foam can be controlled by adjusting the amount of the remaining foaming agent contained in the resin foam.
That is, the heating dimensional change rate of the resin foam can be increased by increasing the amount of the remaining foaming agent contained in the resin foam.
樹脂発泡体の見掛け密度は、0.01〜0.7g/cm3であることが好ましく、0.03〜0.7g/cm3であることがより好ましい。
なお、樹脂発泡体の密度は、JIS K7222:2005「発泡プラスチック及びゴム−見掛け密度の測定」に準拠して測定される値をいう。
The apparent density of the resin foam is preferably 0.01~0.7g / cm 3, more preferably 0.03~0.7g / cm 3.
The density of the resin foam refers to a value measured according to JIS K7222: 2005 “Measurement of foamed plastic and rubber-apparent density”.
樹脂発泡体の見掛け密度は、低すぎると、樹脂発泡体が柔らかくなりすぎて、樹脂発泡体の再発泡によって繊維強化樹脂材を金型内面に十分な圧力でもって押圧できないので、得られる繊維強化複合体の表面平滑性が不十分になる、繊維強化樹脂材を所望形状に成形できない、樹脂発泡体と繊維強化樹脂材との一体化が不十分となって得られる繊維強化複合体の機械的強度が不十分になるといったおそれを生じさせ得る。 If the apparent density of the resin foam is too low, the resin foam becomes too soft and the fiber reinforced resin material cannot be pressed against the inner surface of the mold by re-foaming of the resin foam. Mechanical properties of the fiber reinforced composite obtained when the surface smoothness of the composite is insufficient, the fiber reinforced resin material cannot be formed into a desired shape, and the integration of the resin foam and the fiber reinforced resin material is insufficient. There is a possibility that the strength may be insufficient.
樹脂発泡体の見掛け密度は、高すぎると、樹脂発泡体の柔軟性が低下し、樹脂発泡体を金型内面に沿った状態に正確に再発泡させることができないため、樹脂発泡体によって繊維強化樹脂材を金型内面に沿って正確に且つ十分に押圧することができず、得られる繊維強化複合体の表面平滑性が不十分になる、樹脂発泡体と繊維強化樹脂材との一体化が不十分となって、得られる繊維強化複合体の機械的強度が不十分になるといった虞れを生じさせ得る。 If the apparent density of the resin foam is too high, the flexibility of the resin foam will decrease, and it will not be possible to accurately re-foam the resin foam along the inner surface of the mold. The resin material cannot be pressed accurately and sufficiently along the inner surface of the mold, and the surface smoothness of the resulting fiber-reinforced composite becomes insufficient, and the resin foam and the fiber-reinforced resin material are integrated. There is a risk that the mechanical strength of the obtained fiber-reinforced composite becomes insufficient due to insufficient.
樹脂発泡体は、その連続気泡率が高すぎると、繊維強化樹脂材に含まれている熱可塑性樹脂が内部に浸透し易くなるため、繊維強化樹脂材と良好なる接着を行うために繊維強化樹脂材に過剰な熱可塑性樹脂を担持させる必要が生じるおそれがある。
言い換えると、樹脂発泡体は、その連続気泡率が高すぎると、得られる繊維強化複合体の表面において繊維強化樹脂材の繊維を露出させ易くなって繊維強化複合体の表面平滑性を不十分なものとするおそれがある。
従って、樹脂発泡体の連続気泡率は、30%未満であることが好ましく、20%以下であることがより好ましく、10%以下であることが特に好ましい。
なお、樹脂発泡体の連続気泡率の調整は、当該樹脂発泡体を発泡性の合成樹脂粒子を型内発泡成形法によって製造する場合、合成樹脂粒子を製造する際の押出発泡温度や押出機に供給する発泡剤量を調整することによって行うことができる。
If the open cell ratio of the resin foam is too high, the thermoplastic resin contained in the fiber reinforced resin material is likely to penetrate into the inside, so that the fiber reinforced resin is used for good adhesion with the fiber reinforced resin material. There is a possibility that an excessive thermoplastic resin needs to be supported on the material.
In other words, if the open cell ratio of the resin foam is too high, it becomes easy to expose the fibers of the fiber reinforced resin material on the surface of the obtained fiber reinforced composite, and the surface smoothness of the fiber reinforced composite is insufficient. There is a risk of it.
Therefore, the open cell ratio of the resin foam is preferably less than 30%, more preferably 20% or less, and particularly preferably 10% or less.
In addition, the adjustment of the open cell ratio of the resin foam can be performed by adjusting the extrusion foaming temperature and the extruder when producing the synthetic resin particles when the resin foam is produced by foaming synthetic resin particles by the in-mold foam molding method. This can be done by adjusting the amount of blowing agent supplied.
ここで、樹脂発泡体の連続気泡率はASTM D−2856に記載の測定方法に準拠して下記の要領で測定される。
先ず、樹脂発泡体の見掛け上の体積を測って見掛け体積V1(cm3)とする。
次に、樹脂発泡体の実際試料体積V2(cm3)を体積測定空気比較式比重計を用いて1−1/2−1気圧法により測定する。
なお、体積測定空気比較式比重計は、例えば、東京サイエンス社から商品名「1000型」にて市販されているものを用いることができる。
Here, the open cell ratio of the resin foam is measured in the following manner based on the measurement method described in ASTM D-2856.
First, the apparent volume of the resin foam is measured to obtain an apparent volume V 1 (cm 3 ).
Next, the actual sample volume V 2 (cm 3 ) of the resin foam is measured by the 1-1 / 2-1 atmospheric pressure method using a volumetric air comparison type hydrometer.
In addition, the volume measurement air comparison type hydrometer can use what is marketed by Tokyo Science company by the brand name "1000 type | mold", for example.
そして、樹脂発泡体の見掛け体積V1(cm3)と、樹脂発泡体の実際試料体積V2(cm3)に基づいて下記式により発泡体の連続気泡率を算出することができる。
連続気泡率(%)=100×(V1−V2)/V1
Based on the apparent volume V 1 (cm 3 ) of the resin foam and the actual sample volume V 2 (cm 3 ) of the resin foam, the open cell ratio of the foam can be calculated by the following formula.
Open cell ratio (%) = 100 × (V 1 −V 2 ) / V 1
樹脂発泡体中の残存発泡剤については、時間経過による樹脂発泡体からの散逸が少なく、且つ、樹脂発泡体を加熱した際に当該樹脂発泡体に所定の発泡力を発揮させ易いものが好ましい。
具体的には、前記樹脂発泡体が、ポリエステル系樹脂、アクリル系樹脂を主成分とする場合、残存させる発泡剤は、ノルマルブタン、イソブタン、二酸化炭素などが好ましい。
樹脂発泡体中の残存発泡剤量は、少なすぎると、樹脂発泡体の再発泡によって繊維強化樹脂材を金型内面に十分な圧力でもって押圧できないので、得られる繊維強化複合体の繊維強化樹脂材表面における平滑性が不十分になる、繊維強化樹脂材を所望形状に成形できない、樹脂発泡体と繊維強化樹脂材との一体化が不十分となって得られる繊維強化複合体の機械的強度が不十分になるといった虞れを生じさせ得る。
このことから、樹脂発泡体中の残存発泡剤量は、0.1質量%以上であることが好ましく、0.2質量%以上であることがより好ましい。
ただし、樹脂発泡体中の残存発泡剤量は、多すぎると、樹脂発泡体による繊維強化樹脂材の金型内面への押圧力が大きくなりすぎて、繊維強化樹脂材に含まれている熱可塑性樹脂が必要以上に金型外に流出してしまい、繊維強化樹脂材を構成している繊維が外部に露出し易くなり、得られる繊維強化複合体の表面平滑性が低下することがあるので、0.1〜5質量%であることが好ましく、0.5〜3質量%であることがより好ましい。
The residual foaming agent in the resin foam is preferably one that is less likely to dissipate from the resin foam over time and that can easily exhibit a predetermined foaming force when the resin foam is heated.
Specifically, when the resin foam is mainly composed of a polyester resin or an acrylic resin, the remaining foaming agent is preferably normal butane, isobutane, carbon dioxide, or the like.
If the amount of the remaining foaming agent in the resin foam is too small, the fiber reinforced resin material cannot be pressed against the inner surface of the mold with sufficient pressure by re-foaming of the resin foam. Mechanical strength of the fiber reinforced composite obtained by insufficient smoothness on the material surface, inability to form the fiber reinforced resin material into the desired shape, and insufficient integration of the resin foam and the fiber reinforced resin material May cause the risk of insufficient.
From this, the amount of the remaining foaming agent in the resin foam is preferably 0.1% by mass or more, and more preferably 0.2% by mass or more.
However, if the amount of the remaining foaming agent in the resin foam is too large, the pressure applied to the inner surface of the fiber reinforced resin material by the resin foam becomes too large, and the thermoplastic contained in the fiber reinforced resin material. Since the resin flows out of the mold more than necessary, the fibers constituting the fiber reinforced resin material are easily exposed to the outside, and the surface smoothness of the resulting fiber reinforced composite may be reduced, It is preferable that it is 0.1-5 mass%, and it is more preferable that it is 0.5-3 mass%.
樹脂発泡体中の残存発泡剤量は、例えば、押出発泡による樹脂発泡体の製造時に合成樹脂に混合させる発泡剤を多くすることによって樹脂発泡体中の残存発泡剤量を多くする方法、型内発泡成形による樹脂発泡体の製造時に用いられる合成樹脂発泡粒子に含浸している発泡剤の量を多くすることによって樹脂発泡体中の残存発泡剤量を多くする方法、樹脂発泡体に発泡剤を更に含浸させて樹脂発泡体中の残存発泡剤量を多くする方法、樹脂発泡体の製造時の発泡のための加熱を少なくして樹脂発泡体中の残存発泡剤量を多くする方法、樹脂発泡体の加熱雰囲気下で一定時間置くなどの養生工程を設けて樹脂発泡体中の残存発泡剤量を少なくする方法などの方法によって制御することができる。 The amount of the remaining foaming agent in the resin foam is, for example, a method in which the amount of the remaining foaming agent in the resin foam is increased by increasing the amount of the foaming agent to be mixed with the synthetic resin during the production of the resin foam by extrusion foaming. A method of increasing the amount of the remaining foaming agent in the resin foam by increasing the amount of the foaming agent impregnated in the synthetic resin foam particles used in the production of the resin foam by foam molding, a foaming agent in the resin foam A method of increasing the amount of residual foaming agent in the resin foam by further impregnation, a method of increasing the amount of residual foaming agent in the resin foam by reducing heating for foaming during the production of the resin foam, and resin foaming It can be controlled by a method such as a method of reducing the amount of residual foaming agent in the resin foam by providing a curing process such as placing the body under a heated atmosphere for a certain period of time.
なお、樹脂発泡体中の残存発泡剤量は、ガスクロマトグラフを使って測定することができる。
具体的には、残存発泡剤量は、例えば発泡剤がブタンなどの炭化水素であるような場合には、以下のようにして測定することができる。
<発泡剤残存量の測定方法>
樹脂発泡体から採取した試料10〜20mgを精秤し、熱分解炉PYR−1A(島津製作所製)の分解炉入口にセットして15秒ほどキャリアーガス(ヘリウムガス)でパージを行ない、試料セット時の混合ガスを排出する。
その後、試料を炉心まで挿入して加熱することによりガスを放出させ、この放出ガスを島津製作所製ガスクロマトグラフを用いて測定し、得られたクロマトチャートのピーク面積からそれぞれの標準ガス検量線を使用して試料中の残存発泡剤を定量する。
〔ガスクロマトグラフ条件〕
測定装置:ガスクロマトグラフ GC−14B(島津製作所製)
カラム:ポラパックQ(80/100)3mmφ×1.5m(ジーエルサイエンス社製)
データ処理装置:C−R3A
検出器:TCD
カラム温度:100℃
注入口温度:120℃
検出器温度:120℃
キャリアーガス:ヘリウム
キャリアーガス流量:1mL/min
〔加熱炉条件〕
測定装置:熱分解炉PYR−1A(島津製作所製)
加熱炉温度:240℃
〔算出条件〕
検量線標準ガス:i−ブタン、n−ペンタン
算出方法:絶対検量線法により、i−ブタン、n−ペンタンの検量線を予め作成し、得られた試料の残存発泡剤量を標準ガス毎の検量線により算出した。結果において、n−ブタンガス量はi−ブタン換算量、i−ペンタンガス量はn−ペンタン換算量とした。
The amount of residual foaming agent in the resin foam can be measured using a gas chromatograph.
Specifically, the residual foaming agent amount can be measured as follows when the foaming agent is a hydrocarbon such as butane.
<Measurement method of remaining amount of foaming agent>
A sample of 20 to 20 mg collected from the resin foam is precisely weighed, set at the decomposition furnace inlet of the pyrolysis furnace PYR-1A (manufactured by Shimadzu Corporation), and purged with a carrier gas (helium gas) for about 15 seconds. The mixed gas at the time is discharged.
After that, the sample is inserted into the core and heated to release the gas. This released gas is measured using a gas chromatograph manufactured by Shimadzu Corporation, and each standard gas calibration curve is used from the peak area of the obtained chromatograph. Then, the remaining foaming agent in the sample is quantified.
[Gas chromatograph conditions]
Measuring device: Gas chromatograph GC-14B (manufactured by Shimadzu Corporation)
Column: Polapack Q (80/100) 3 mmφ × 1.5 m (manufactured by GL Sciences Inc.)
Data processing device: C-R3A
Detector: TCD
Column temperature: 100 ° C
Inlet temperature: 120 ° C
Detector temperature: 120 ° C
Carrier gas: Helium carrier gas flow rate: 1 mL / min
[Heating furnace conditions]
Measuring device: Pyrolysis furnace PYR-1A (manufactured by Shimadzu Corporation)
Heating furnace temperature: 240 ° C
[Calculation conditions]
Calibration curve standard gas: i-butane, n-pentane calculation method: An analytical curve of i-butane and n-pentane was prepared in advance by the absolute calibration curve method, and the residual foaming agent amount of the obtained sample was determined for each standard gas. Calculated with a calibration curve. In the results, the amount of n-butane gas was converted into i-butane, and the amount of i-pentane gas was converted into n-pentane.
樹脂発泡体の製造方法としては、特に限定されることなく、公知の製造方法を用いることができる。
具体的には、樹脂発泡体の製造方法としては、例えば、(1)熱可塑性樹脂発泡粒子を金型内に充填し、熱水や水蒸気などの熱媒体によって熱可塑性樹脂発泡粒子を加熱して発泡させ、熱可塑性樹脂発泡粒子の発泡圧によって発泡粒子どうしを融着一体化させて所望形状を有する樹脂発泡体を製造する方法(型内発泡成形法)、(2)熱可塑性樹脂を押出機に供給して化学発泡剤又は物理発泡剤などの発泡剤の存在下にて溶融混練し押出機から押出発泡させて樹脂発泡体を製造する方法(押出発泡法)、(3)熱可塑性樹脂及び化学発泡剤を押出機に供給して化学発泡剤の分解温度未満にて溶融混練し押出機から発泡性樹脂成形体を製造し、この発泡性樹脂成形体を発泡させて樹脂発泡体を製造する方法、(4)化学発泡剤を含有した塊状重合体を製造した後、加熱発泡させて樹脂発泡体を製造する方法(バルク発泡法)、(5)ミキシングヘッドなどで単量体と発泡剤を混ぜて混合物を作製した後、混合物を吐出し重合させながら発泡を行い、型内に混合物を注入し発泡体を製造し、重合反応、発泡工程が終了した後、型から取出して樹脂発泡体を製造する方法などが挙げられる。
これらのなかでも樹脂発泡体の製造方法は、所望形状のものを容易に製造することができることから、上記(1)の型内発泡成形法が好ましい。
The method for producing the resin foam is not particularly limited, and a known production method can be used.
Specifically, as a method for producing a resin foam, for example, (1) the thermoplastic resin foam particles are filled in a mold, and the thermoplastic resin foam particles are heated with a heat medium such as hot water or steam. A method of producing a resin foam having a desired shape by fusing and fusing the foamed particles together by the foaming pressure of the thermoplastic resin foamed particles (in-mold foam molding method), (2) Extruding the thermoplastic resin A method of producing a resin foam by melt-kneading in the presence of a foaming agent such as a chemical foaming agent or a physical foaming agent and extrusion foaming from an extruder (extrusion foaming method), (3) a thermoplastic resin and A chemical foaming agent is supplied to an extruder and melt-kneaded at a temperature lower than the decomposition temperature of the chemical foaming agent to produce a foamable resin molded body from the extruder, and the foamable resin molded body is foamed to produce a resin foam. Method, (4) Bulk weight containing chemical foaming agent After the body is manufactured, a method of manufacturing a resin foam by heating and foaming (bulk foaming method), (5) Mixing a monomer and a foaming agent with a mixing head or the like to produce a mixture, and then discharging the mixture to polymerize There is a method of producing a resin foam by taking out from the mold after foaming, injecting the mixture into the mold to produce a foam, and completing the polymerization reaction and the foaming step.
Among these, the in-mold foam molding method (1) is preferable because the resin foam can be easily produced in a desired shape.
上記(1)の型内発泡成形法で用いられる熱可塑性樹脂発泡粒子の製造方法としては、(1)熱可塑性樹脂を押出機内に供給して物理発泡剤の存在下にて溶融混練して押出機に取り付けたノズル金型から熱可塑性樹脂押出物を押出発泡させながら切断した後に冷却して熱可塑性樹脂発泡粒子を製造する方法、(2)熱可塑性樹脂を押出機内に供給して物理発泡剤の存在下にて溶融混練して押出機に取り付けたノズル金型から押出発泡してストランド状の熱可塑性樹脂押出物を製造し、この熱可塑性樹脂押出物を所定間隔毎に切断して熱可塑性樹脂発泡粒子を製造する方法、(3)熱可塑性樹脂を押出機内に供給して物理発泡剤の存在下にて溶融混練して押出機に取り付けた環状ダイ又はTダイから押出発泡して発泡シートを製造し、この発泡シートを切断することによって熱可塑性樹脂発泡粒子を製造する方法、(4)懸濁重合などで熱可塑性樹脂粒子を作製し、オートクレーブなどで発泡剤を含浸させた発泡性粒子を製造した後、水蒸気などの熱媒体を供給できる予備発泡機を用いて加熱発泡させて熱可塑性樹脂発泡粒子を製造する方法、(5)熱可塑性樹脂を押出機内に供給して溶融混練して押出機に取り付けたノズル金型から押出してストランド状の熱可塑性樹脂押出物を製造し、この熱可塑性樹脂押出物を所定間隔毎に切断して熱可塑性樹脂粒子を製造し、それをオートクレーブなどで発泡剤を含浸させ発泡性粒子を製造した後、水蒸気などの熱媒体を供給できる予備発泡機を用いて加熱発泡させて熱可塑性樹脂発泡粒子を製造する方法などが挙げられる。 As a method for producing the thermoplastic resin foam particles used in the above-mentioned in-mold foam molding method (1), (1) the thermoplastic resin is supplied into an extruder, melt-kneaded in the presence of a physical foaming agent and extruded. A method for producing thermoplastic resin foam particles by cutting while extruding a thermoplastic resin extrudate from a nozzle mold attached to the machine and then cooling it, and (2) supplying a thermoplastic resin into the extruder and a physical foaming agent. Is produced by melt-kneading and extruding from a nozzle die attached to an extruder to produce a strand-like thermoplastic resin extrudate, and cutting the thermoplastic resin extrudate at predetermined intervals (3) Supplying a thermoplastic resin into an extruder, melt-kneading in the presence of a physical foaming agent, and extrusion-foaming from an annular die or T-die attached to the extruder to obtain a foamed sheet Manufacture this foam A method for producing foamed thermoplastic resin particles by cutting a sheet, (4) after producing thermoplastic resin particles by suspension polymerization or the like, and producing foamable particles impregnated with a foaming agent by an autoclave or the like, A method of producing foamed thermoplastic resin particles by heating and foaming using a pre-foaming machine capable of supplying a heat medium such as water vapor; (5) supplying the thermoplastic resin into the extruder and melt-kneading and attaching to the extruder Extruded from a nozzle mold to produce a strand-shaped thermoplastic resin extrudate, cut the thermoplastic resin extrudate at predetermined intervals to produce thermoplastic resin particles, and impregnate the foaming agent with an autoclave or the like. Examples thereof include a method of producing foamed thermoplastic resin particles by producing foamable particles, followed by heating and foaming using a preliminary foaming machine capable of supplying a heat medium such as water vapor.
次に、上記熱可塑性樹脂発泡粒子の製造方法の一例について説明する。
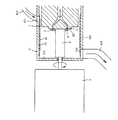
先ず、熱可塑性樹脂発泡粒子を押出発泡で製造する場合に用いられる製造装置の一例について図を参照しつつ説明する。
ここで、図1は、発泡材を含むポリエステル系樹脂粒子などの熱可塑性樹脂発泡粒子を押出機と、該押出機の前端に取り付けられたノズル金型1とを用いて作製する様子を示したものである。
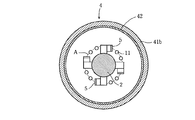
図2に示したように、ノズル金型1の前端面10には、ノズルの出口部11、11・・・が複数個、同一仮想円A上に等間隔毎に形成されている。
Next, an example of a method for producing the thermoplastic resin expanded particles will be described.
First, an example of a production apparatus used when producing thermoplastic resin expanded particles by extrusion foaming will be described with reference to the drawings.
Here, FIG. 1 shows how thermoplastic resin foam particles such as polyester resin particles containing a foam material are produced using an extruder and a nozzle mold 1 attached to the front end of the extruder. Is.
As shown in FIG. 2, a plurality of
そして、ノズル金型1の前端面10におけるノズルの出口部11、11・・・で囲まれた部分には、回転軸2が前方に向かって突出した状態に配設されており、この回転軸2は、後述する冷却部材4を構成する冷却ドラム41の前部41aを貫通してモータなどの駆動部材3に連結されている。
In the portion surrounded by the
更に、上記回転軸2の後端部の外周面には一枚又は複数枚の回転刃5、5・・・が一体的に設けられており、全ての回転刃5は、その回転時には、ノズル金型1の前端面10に常時、接触した状態となる。
なお、回転軸2に複数枚の回転刃5、5・・・が一体的に設けられている場合には、複数枚の回転刃5、5・・・は回転軸2の周方向に等間隔毎に配列されている。
又、図2では、一例として、四個の回転刃5、5・・・を回転軸2の外周面に一体的に設けた場合を示した。
Further, one or a plurality of
When the plurality of
2 shows a case where four
そして、回転軸2が回転することによって回転刃5、5・・・は、ノズル金型1の前端面10に常時、接触しながら、ノズルの出口部11、11・・・が形成されている仮想円A上を移動し、ノズルの出口部11、11・・・から押出されたポリエステル系樹脂押出発泡物を順次、連続的に切断可能に構成されている。
As the
又、ノズル金型1の少なくとも前端部と、回転軸2とを包囲するように冷却部材4が配設されている。
この冷却部材4は、ノズル金型1よりも大径な正面円形状の前部41aと、この前部41aの外周縁から後方に向かって延設された円筒状の周壁部41bとを有する有底円筒状の冷却ドラム41とを備えている。
A cooling
The cooling
更に、冷却ドラム41の周壁部41bにおけるノズル金型1の外方に対応する部分には、冷却液42を供給するための供給口41cが内外周面間に亘って貫通した状態に形成されている。
冷却ドラム41の供給口41cの外側開口部には冷却液42を冷却ドラム41内に供給するための供給管41dが接続されている。
Further, a
A
冷却液42は、供給管41dを通じて、冷却ドラム41の周壁部41bの内周面に沿って斜め前方に向かって供給されるように構成されている。
そして、冷却液42は、供給管41dから冷却ドラム41の周壁部41bの内周面に供給される際の流速に伴う遠心力によって、冷却ドラム41の周壁部41b内周面に沿って螺旋状を描くように前方に向かって進む。
そして、冷却液42は、周壁部41bの内周面に沿って進行中に、徐々に進行方向に直交する方向に広がり、その結果、冷却ドラム41の供給口41cより前方の周壁部41bの内周面は冷却液42によって全面的に被覆された状態となるように構成されている。
The
Then, the cooling
Then, the
なお、冷却液42としては、ポリエステル系樹脂発泡粒子を冷却することができれば、特に限定されず、例えば、水、アルコールなどが挙げられるが、使用後の処理を考慮すると、水が好ましい。
The cooling
そして、冷却ドラム41の周壁部41bの前端部下面には、その内外周面間に亘って貫通した状態に排出口41eが形成されている。
排出口41eの外側開口部には排出管41fが接続されている。
ポリエステル系樹脂発泡粒子及び冷却液42を連続的に排出口41eを通じて排出できるように構成されている。
A
A
The polyester-based resin foam particles and the cooling
熱可塑性樹脂と、好ましくは架橋剤とを押出機に供給して発泡剤の存在下にて溶融混練して熱可塑性樹脂を好ましくは架橋剤によって架橋した後、押出機の前端に取り付けたノズル金型1から熱可塑性樹脂を押出発泡させて得られた押出発泡物を回転刃5によって切断し熱可塑性樹脂粒子を製造することができる。
A nozzle metal attached to the front end of the extruder after supplying the thermoplastic resin and preferably a crosslinking agent to the extruder and melt-kneading in the presence of a foaming agent to crosslink the thermoplastic resin preferably with the crosslinking agent The extruded foam obtained by extruding and foaming the thermoplastic resin from the mold 1 can be cut by the
前記化学発泡剤としては、例えば、アゾジカルボンアミド、ジニトロソペンタメチレンテトラミン、ヒドラゾイルジカルボンアミド、重炭酸ナトリウムなどが挙げられる。
なお、化学発泡剤は、単独で用いられても二種以上が併用されてもよい。
Examples of the chemical foaming agent include azodicarbonamide, dinitrosopentamethylenetetramine, hydrazoyl dicarbonamide, sodium bicarbonate, and the like.
In addition, a chemical foaming agent may be used independently or 2 or more types may be used together.
前記物理発泡剤としては、例えば、プロパン、ノルマルブタン、イソブタン、ノルマルペンタン、イソペンタン、ヘキサンなどの飽和脂肪族炭化水素、ジメチルエーテルなどのエーテル類、塩化メチル、1,1,1,2−テトラフルオロエタン、1,1−ジフルオロエタン、モノクロロジフルオロメタンなどのフロン、二酸化炭素、窒素などが挙げられ、ジメチルエーテル、プロパン、ノルマルブタン、イソブタン、二酸化炭素が好ましく、プロパン、ノルマルブタン、イソブタンがより好ましく、ノルマルブタン、イソブタンが特に好ましい。
なお、物理発泡剤は、単独で用いられても二種以上が併用されてもよい。
Examples of the physical blowing agent include saturated aliphatic hydrocarbons such as propane, normal butane, isobutane, normal pentane, isopentane and hexane, ethers such as dimethyl ether, methyl chloride, 1,1,1,2-tetrafluoroethane. Chlorofluorocarbons such as 1,1-difluoroethane and monochlorodifluoromethane, carbon dioxide, nitrogen and the like, dimethyl ether, propane, normal butane, isobutane and carbon dioxide are preferable, propane, normal butane and isobutane are more preferable, normal butane, Isobutane is particularly preferred.
In addition, a physical foaming agent may be used independently or 2 or more types may be used together.
前記樹脂発泡体の表面に部分的に又は全面的に積層される繊維強化樹脂材は、その形成に道いられる繊維が特に限定されるものではなく、例えば、ガラス繊維、炭素繊維、炭化ケイ素繊維、アルミナ繊維、チラノ繊維、玄武岩繊維、セラミックス繊維などの無機繊維;ステンレス繊維やスチール繊維などの金属繊維;アラミド繊維、ポリエチレン繊維、ポリパラフェニレンベンズオキサドール(PBO)繊維などの有機繊維;ボロン繊維などが挙げられる。
なかでも繊維強化樹脂材の繊維は、優れた機械的強度及び耐熱性を有していることから、炭素繊維、ガラス繊維、アラミド繊維が好ましく、炭素繊維がより好ましい。
The fiber reinforced resin material partially or entirely laminated on the surface of the resin foam is not particularly limited to fibers that can be formed, and examples thereof include glass fibers, carbon fibers, and silicon carbide fibers. Inorganic fiber such as alumina fiber, Tyranno fiber, basalt fiber, ceramic fiber; metal fiber such as stainless steel fiber and steel fiber; organic fiber such as aramid fiber, polyethylene fiber, polyparaphenylene benzoxador (PBO) fiber; boron fiber Etc.
Especially, since the fiber of a fiber reinforced resin material has the outstanding mechanical strength and heat resistance, a carbon fiber, a glass fiber, and an aramid fiber are preferable, and a carbon fiber is more preferable.
繊維は、所望の形状に加工された強化繊維基材として繊維強化樹脂材の形成に用いられることが好ましい。
強化繊維基材としては、繊維を用いてなる織物、編物、不織布、及び強化繊維を一方向に引き揃えた繊維束(ストランド)を糸で結束(縫合)してなる面材などが挙げられる。
織物の織り方としては、平織、綾織、朱子織などが挙げられる。
The fiber is preferably used for forming a fiber-reinforced resin material as a reinforcing fiber base processed into a desired shape.
Examples of the reinforcing fiber base material include woven fabrics, knitted fabrics, nonwoven fabrics, and face materials formed by binding (stitching) fiber bundles (strands) in which reinforcing fibers are aligned in one direction.
Examples of the weaving method include plain weave, twill weave and satin weave.
強化繊維基材は、一枚の強化繊維基材のみを積層せずに用いてもよく、複数枚の強化繊維基材を積層して積層強化繊維基材として用いてもよい。
複数枚の強化繊維基材を積層した積層強化繊維基材としては、(1)一種のみの強化繊維基材を複数枚用意し、これらの強化繊維基材を積層した積層強化繊維基材、(2)複数種の強化繊維基材を用意し、これらの強化繊維基材を積層した積層強化繊維基材、(3)強化繊維を一方向に引き揃えた繊維束(ストランド)を糸で結束(縫合)してなる強化繊維基材を複数枚用意し、これらの強化繊維基材を繊維束の繊維方向が互いに相違した方向を指向するように重ね合わせ、重ね合わせた強化繊維基材同士を糸で一体化(縫合)してなる積層強化繊維基材などが用いられる。
なお、糸としては、ポリアミド樹脂糸やポリエステル樹脂糸などの合成樹脂糸、及びガラス繊維糸などのステッチ糸が挙げられる。
The reinforcing fiber substrate may be used without laminating only one reinforcing fiber substrate, or a plurality of reinforcing fiber substrates may be laminated and used as a laminated reinforcing fiber substrate.
As a laminated reinforcing fiber base material in which a plurality of reinforcing fiber base materials are laminated, (1) a plurality of reinforcing fiber base materials of only one kind are prepared, and a laminated reinforcing fiber base material in which these reinforcing fiber base materials are laminated, 2) A plurality of types of reinforcing fiber base materials are prepared, a laminated reinforcing fiber base material obtained by laminating these reinforcing fiber base materials, and (3) a fiber bundle (strand) in which the reinforcing fibers are aligned in one direction is bound with a thread ( A plurality of reinforcing fiber base materials prepared by stitching) are prepared, and these reinforcing fiber base materials are superposed so that the fiber directions of the fiber bundles are different from each other. A laminated reinforcing fiber base material integrated (stitched) with is used.
Examples of the yarn include synthetic resin yarns such as polyamide resin yarns and polyester resin yarns, and stitch yarns such as glass fiber yarns.
上記(1)の積層強化繊維基材において、織物を複数枚、積層してなる積層強化繊維基材の場合、各織物を構成している経糸(緯糸)の長さ方向が織物の平面方向からみて放射状に配列されていることが好ましい。
具体的には、図3及び図4に示したように、各織物を構成している経糸(緯糸)の長さ方向をそれぞれ1a、1b・・・としたとき、これら経糸(緯糸)の長さ方向1a、1b・・・が放射状に配列されていることが好ましく、経糸(緯糸)の長さ方向1a、1b・・・のうちの任意の経糸(緯糸)の長さ方向1aを特定したとき、特定の経糸(緯糸)の長さ方向1aを中心にして他の経糸(緯糸)の長さ方向1b、1c・・・が線対称となるように配列していることがより好ましい。
In the laminated reinforcing fiber substrate of (1) above, in the case of a laminated reinforcing fiber substrate formed by laminating a plurality of woven fabrics, the length direction of the warp (weft) constituting each woven fabric is from the plane direction of the woven fabric. It is preferable that they are arranged radially.
Specifically, as shown in FIGS. 3 and 4, when the length directions of the warps (wefts) constituting each woven fabric are 1a, 1b,..., The lengths of these warps (wefts) It is preferable that the
また、各織物を構成している経糸(緯糸)の長さ方向1a、1b・・・どうしの交差角度は、繊維強化樹脂材の強度が一方向に偏らず任意の方向において略同一の機械的強度を付与することができるので、織物を二枚重ね合わせる場合には90°が好ましく、織物を三枚以上重ね合わせる場合には45°が好ましい。
Further, the crossing angle between the
上記(2)の積層強化繊維基材において、各繊維基材を構成している繊維束の繊維の長さ方向が繊維基材の平面方向からみて放射状に配列されていることが好ましい。
具体的には、図3及び図4に示したように、各繊維基材を構成している繊維束の繊維の長さ方向をそれぞれ1a、1b・・・としたとき、これら繊維の長さ方向1a、1b・・・が放射状に配列されていることが好ましく、繊維の長さ方向1a、1b・・・のうちの任意の長さ方向1aを特定したとき、特定の長さ方向1aを中心にして線対称となるように他の長さ方向1b、1c・・・が配列していることがより好ましい。
In the laminated reinforcing fiber base material of the above (2), it is preferable that the length direction of the fibers of the fiber bundle constituting each fiber base material is arranged radially when viewed from the plane direction of the fiber base material.
Specifically, as shown in FIG. 3 and FIG. 4, when the length directions of the fibers of the fiber bundle constituting each fiber base are 1a, 1b. It is preferable that the
また、各繊維基材を構成している繊維束の繊維の長さ方向1a、1b・・・どうしの交差角度は、繊維強化樹脂材の強度が一方向に偏らず任意の方向において略同一の機械的強度を付与することができることから、繊維基材を二枚重ね合わせる場合には90°が好ましく、繊維基材を三枚以上重ね合わせる場合には45°が好ましい。
Moreover, the crossing angle of the
繊維強化樹脂材は、例えば、強化繊維基材に熱可塑性樹脂を含浸させてなるものが採用可能である。
熱可塑性樹脂を含浸させることによって、強化繊維どうしが接着一体化され、繊維強化樹脂材は、通常、強化繊維基材単体や、樹脂単体によりも優れた強度を有している。
強化繊維に含浸させる熱可塑性樹脂としては、特に限定されず、オレフィン系樹脂、ポリエステル系樹脂、熱可塑性エポキシ樹脂、アミド系樹脂、熱可塑性ポリウレタン樹脂、サルファイド系樹脂、アクリル樹脂などが挙げられる。
前記樹脂発泡体との接着性又は繊維強化樹脂材を構成している強化繊維どうしの接着性に優れていることから、ポリエステル樹脂、熱可塑性エポキシ樹脂が好ましい。
また、繊維強化樹脂材の主たる樹脂は、後述するような理由から、熱可塑性ポリウレタン樹脂などの熱可塑性エラストマーであってもよい。
ここで繊維強化樹脂材の「主となる樹脂」とは、強化繊維を除いた部分において最も高い質量割合で含まれている樹脂を意味する。
なお、熱可塑性樹脂は、単独で用いられても二種以上が併用されてもよい。
As the fiber reinforced resin material, for example, a material obtained by impregnating a reinforced fiber base material with a thermoplastic resin can be employed.
By impregnating the thermoplastic resin, the reinforcing fibers are bonded and integrated, and the fiber-reinforced resin material usually has a strength superior to that of the reinforcing fiber substrate alone or the resin alone.
The thermoplastic resin impregnated into the reinforcing fiber is not particularly limited, and examples thereof include olefin resins, polyester resins, thermoplastic epoxy resins, amide resins, thermoplastic polyurethane resins, sulfide resins, and acrylic resins.
Polyester resins and thermoplastic epoxy resins are preferred because they are excellent in adhesiveness with the resin foam or adhesiveness between the reinforcing fibers constituting the fiber-reinforced resin material.
The main resin of the fiber reinforced resin material may be a thermoplastic elastomer such as a thermoplastic polyurethane resin for the reason described later.
Here, the “main resin” of the fiber reinforced resin material means a resin contained in the highest mass ratio in a portion excluding the reinforced fiber.
In addition, a thermoplastic resin may be used independently or 2 or more types may be used together.
熱可塑性エポキシ樹脂としては、エポキシ化合物どうしの重合体又は共重合体であって直鎖構造を有する重合体や、エポキシ化合物と、このエポキシ化合物と重合し得る単量体との共重合体であって直鎖構造を有する共重合体が挙げられる。
具体的には、熱可塑性エポキシ樹脂としては、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールフルオレン型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、環状脂肪族型エポキシ樹脂、長鎖脂肪族型エポキシ樹脂、グリシジルエステル型エポキシ樹脂、グリシジルアミン型エポキシ樹脂などが挙げられ、ビスフェノールA型エポキシ樹脂、ビスフェノールフルオレン型エポキシ樹脂が好ましい。
なお、熱可塑性エポキシ樹脂は、単独で用いられても二種以上が併用されてもよい。
The thermoplastic epoxy resin may be a polymer or copolymer of epoxy compounds having a linear structure, or a copolymer of an epoxy compound and a monomer that can be polymerized with the epoxy compound. And a copolymer having a linear structure.
Specifically, as the thermoplastic epoxy resin, for example, bisphenol A type epoxy resin, bisphenol fluorene type epoxy resin, cresol novolac type epoxy resin, phenol novolac type epoxy resin, cyclic aliphatic type epoxy resin, long chain aliphatic type An epoxy resin, a glycidyl ester type epoxy resin, a glycidylamine type epoxy resin and the like can be mentioned, and a bisphenol A type epoxy resin and a bisphenol fluorene type epoxy resin are preferable.
In addition, a thermoplastic epoxy resin may be used independently or 2 or more types may be used together.
熱可塑性ポリウレタン樹脂としては、ジオールとジイソシアネートとを重合させて得られる直鎖構造を有する重合体が挙げられる。
ジオールとしては、例えば、エチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピレングリコール、1,3−ブタンジオール、1,4−ブタンジオールなどが挙げられる。
ジオールは、単独で用いられても二種以上が併用されてもよい。
ジイソシアネートとしては、例えば、芳香族ジイソシアネート、脂肪族ジイソシアネート、脂環式ジイソシアネートが挙げられる。ジイソシアネートは、単独で用いられても二種以上が併用されてもよい。なお、熱可塑性ポリウレタン樹脂は、単独で用いられても二種以上が併用されてもよい。
Examples of the thermoplastic polyurethane resin include a polymer having a linear structure obtained by polymerizing diol and diisocyanate.
Examples of the diol include ethylene glycol, diethylene glycol, propylene glycol, dipropylene glycol, 1,3-butanediol, 1,4-butanediol, and the like.
Diols may be used alone or in combination of two or more.
Examples of the diisocyanate include aromatic diisocyanate, aliphatic diisocyanate, and alicyclic diisocyanate. Diisocyanate may be used independently or 2 or more types may be used together. In addition, a thermoplastic polyurethane resin may be used independently or 2 or more types may be used together.
前記ポリアミド樹脂としては、ヘキサメチレンジアミン、デカメチレンジアミン、ドデカメチレンジアミン、2・2・4−または2・4・4−トリメチルヘキサメチレンジアミン、1・3−または1・4−ビス(アミノメチル)シクロヘキサン、ビス(p−アミノシクロヘキシルメタン)、m−またはp−キシリレンジアミンのような脂肪族、脂環族、芳香族等のジアミンとアジピン酸、スベリン酸、セバシン酸、シクロヘキサンジカルボン酸、テレフタル酸、イソフタル酸のような脂肪族、脂環族、芳香族等のジカルボン酸とから製造されるポリアミド樹脂、6−アミノカプロン酸、11−アミノウンデカン酸、12−アミノドデカン酸のようなアミノカルボン酸から製造されるポリアミド樹脂、ε−カプロラクタム、ω−ドデカラクタムのようなラクタムから製造されるポリアミド樹脂およびこれらの成分からなる共重合ポリアミド樹脂、これらポリアミド樹脂の混合物等が例示されるが、これに限定されるものではない。
具体的にはポリカプラミド(ポリアミド6)、ポリドデカノアミド(ポリアミド12)、ポリヘキサメチレンアジパミド(ポリアミド6・6)、ポリヘキサメチレンアゼラアミド(ポリアミド6・9)、ポリヘキサメチレンセバカミド(ポリアミド6・10)、ポリヘキサメチレンドデカノアミド(ポリアミド6・12)、ポリキシリレンアジパミド、ポリヘキサメチレンテレフタラミド、ポリフェニレンフタラミド、ポリアミド6/6・6、ポリ(キシリレンアジパミド/ヘキサメチレンアジパミド)等が挙げられる。
Examples of the polyamide resin include hexamethylenediamine, decamethylenediamine, dodecamethylenediamine, 2,2,4- or 2,4,4-trimethylhexamethylenediamine, 1,3- or 1,4-bis (aminomethyl). Aliphatic, alicyclic and aromatic diamines such as cyclohexane, bis (p-aminocyclohexylmethane), m- or p-xylylenediamine and adipic acid, suberic acid, sebacic acid, cyclohexanedicarboxylic acid, terephthalic acid Polyamide resins produced from aliphatic, alicyclic, aromatic and other dicarboxylic acids such as isophthalic acid, and aminocarboxylic acids such as 6-aminocaproic acid, 11-aminoundecanoic acid and 12-aminododecanoic acid Of manufactured polyamide resin, ε-caprolactam, ω-dodecalactam Examples thereof include, but are not limited to, polyamide resins produced from such lactams, copolymerized polyamide resins composed of these components, and mixtures of these polyamide resins.
Specifically, polycoupleramide (polyamide 6), polydodecanoamide (polyamide 12), polyhexamethylene adipamide (polyamide 6 · 6), polyhexamethylene azelamide (polyamide 6 · 9), polyhexamethylene sebaca Amide (polyamide 6 · 10), polyhexamethylene dodecanoamide (polyamide 6 · 12), polyxylylene adipamide, polyhexamethylene terephthalamide, polyphenylene phthalamide, polyamide 6/6 · 6, poly (xylylene) Adipamide / hexamethylene adipamide) and the like.
繊維強化樹脂材は、熱可塑性樹脂とともに熱硬化性樹脂を含有していても良い。
熱硬化性樹脂としては、特に限定されず、例えば、エポキシ樹脂、不飽和ポリエステル樹脂、フェノール樹脂、メラミン樹脂、ポリウレタン樹脂、シリコン樹脂、マレイミド樹脂、ビニルエステル樹脂、シアン酸エステル樹脂、マレイミド樹脂とシアン酸エステル樹脂を予備重合した樹脂などが挙げられ、耐熱性、弾性率及び耐薬品性に優れていることから、エポキシ樹脂、ビニルエステル樹脂が好ましい。
なお、熱硬化性樹脂は、単独で用いられても二種以上が併用されてもよい。
The fiber reinforced resin material may contain a thermosetting resin together with the thermoplastic resin.
The thermosetting resin is not particularly limited. For example, epoxy resin, unsaturated polyester resin, phenol resin, melamine resin, polyurethane resin, silicon resin, maleimide resin, vinyl ester resin, cyanate ester resin, maleimide resin and cyanide Examples include resins obtained by prepolymerization of acid ester resins, and epoxy resins and vinyl ester resins are preferred because of excellent heat resistance, elastic modulus, and chemical resistance.
In addition, a thermosetting resin may be used independently or 2 or more types may be used together.
繊維強化樹脂材中における強化用の樹脂の含有量は、20〜70質量%であることが好ましく、30〜60質量%であることがより好ましい。
強化用樹脂の含有量が少なすぎると、強化繊維どうしの接着性や、繊維強化樹脂層と芯材との接着性が不十分となり、繊維強化プラスチック層の機械的強度や、繊維強化複合体の機械的強度又は衝撃吸収性を十分に向上させることができない虞れがある。
又、強化用樹脂の含有量が多すぎると、繊維強化樹脂層の機械的強度が低下して、繊維強化複合体の機械的強度を十分に向上させることができない虞れがある。
The reinforcing resin content in the fiber reinforced resin material is preferably 20 to 70% by mass, and more preferably 30 to 60% by mass.
If the content of the reinforcing resin is too small, the adhesiveness between the reinforcing fibers and the adhesiveness between the fiber-reinforced resin layer and the core material become insufficient, and the mechanical strength of the fiber-reinforced plastic layer and the fiber-reinforced composite There is a possibility that the mechanical strength or the shock absorption cannot be sufficiently improved.
Moreover, when there is too much content of resin for reinforcement | strengthening, the mechanical strength of a fiber reinforced resin layer falls and there exists a possibility that the mechanical strength of a fiber reinforced composite body cannot fully be improved.
繊維強化樹脂材の厚みは、0.02〜2mmが好ましく、0.05〜1mmがより好ましい。
厚みが上記範囲内である熱可塑性樹脂繊維強化材は、軽量であるにも関わらず機械的強度に優れている。
The thickness of the fiber reinforced resin material is preferably 0.02 to 2 mm, and more preferably 0.05 to 1 mm.
A thermoplastic resin fiber reinforcing material having a thickness within the above range is excellent in mechanical strength despite being lightweight.
繊維強化樹脂材の目付は、50〜4000g/m2が好ましく、100〜1000g/m2がより好ましい。
繊維強化樹脂材の目付が上記範囲内であることで、繊維強化複合体は、繊維強化樹脂層が軽量で強度に優れた状態とされ得る。
Basis weight of the fiber-reinforced resin material is preferably 50~4000g / m 2, 100~1000g / m 2 is more preferable.
When the basis weight of the fiber reinforced resin material is within the above range, the fiber reinforced composite can be in a state where the fiber reinforced resin layer is lightweight and excellent in strength.
繊維強化樹脂材中に合成樹脂を含浸させる方法としては、特に限定されず、例えば、(1)前記繊維基材を合成樹脂中に浸漬して該繊維基材に合成樹脂を含浸させる方法、(2)前記繊維基材に合成樹脂を塗布し、該繊維基材に合成樹脂を含浸させる方法などが挙げられる。 The method of impregnating the fiber reinforced resin material with the synthetic resin is not particularly limited. For example, (1) a method of immersing the fiber base material in the synthetic resin and impregnating the fiber base material with the synthetic resin; 2) A method of applying a synthetic resin to the fiber base material and impregnating the fiber base material with the synthetic resin is exemplified.
なお、前記繊維基材や、該繊維基材に熱可塑性樹脂が含浸されてなる繊維強化樹脂材は市販されているものを用いることができる。
前記繊維基材は、例えば、三菱レイヨン社から商品名「パイロフィル」にて市販されているものなどが挙げられる。
前記繊維強化樹脂材は、例えば、長瀬ケムテック社から商品名「NNGF60−03s」にて市販されているものなどが挙げられる。
In addition, the said fiber base material and the fiber reinforced resin material by which this fiber base material is impregnated with a thermoplastic resin can use what is marketed.
Examples of the fiber base material include those commercially available from Mitsubishi Rayon under the trade name “Pyrofil”.
Examples of the fiber reinforced resin material include those commercially available from Nagase Chemtech under the trade name “NNGF60-03s”.
繊維強化複合体を製造するには、図5に示したように、樹脂発泡体6の表面に、繊維強化樹脂材7を積層して積層体Mを形成するとともに樹脂発泡体6と繊維強化樹脂材7とを熱融着させる工程(積層工程)を実施する。
該積層工程においては、樹脂発泡体の表層部のみを選択的に加熱し、樹脂発泡体の表面を該樹脂発泡体の中心部よりも高温に加熱する発泡体加熱工程と、繊維強化樹脂材を加熱する繊維強化材加熱工程とを実施した後に、樹脂発泡体の加熱面と繊維強化樹脂材の加熱面とを所定の圧力で当接させてこれらを熱融着させる融着工程を実施する。
In order to manufacture the fiber reinforced composite, as shown in FIG. 5, a fiber reinforced
In the laminating step, only the surface layer portion of the resin foam is selectively heated, and the foam heating step of heating the surface of the resin foam to a temperature higher than the central portion of the resin foam, and the fiber reinforced resin material After performing the heating process of the fiber reinforcing material to be heated, a fusing process is performed in which the heating surface of the resin foam and the heating surface of the fiber reinforced resin material are brought into contact with each other with a predetermined pressure to thermally bond them.
発泡体加熱工程や 繊維強化材加熱工程は、ヒーターなどの加熱装置を用いて実施可能である。
該繊維強化材加熱工程や前記発泡体加熱工程に用いられる加熱装置としては、例えば、
赤外線ヒーター、カーボンヒーター、熱風乾燥機、加熱板などが使用できる。
ここで発泡体加熱工程で樹脂発泡体の表面のみを選択的に加熱するためには加熱板を使用することが好ましい。
なお、加熱された繊維強化樹脂材を加熱板として使用し、該繊維強化樹脂材を樹脂発泡体に積層し、該繊維強化樹脂材からの熱伝達によって樹脂発泡体の表面のみを選択的に加熱させるようにしてもよい。
The foam heating step and the fiber reinforcement heating step can be performed using a heating device such as a heater.
As a heating device used in the fiber reinforcing material heating step and the foam heating step, for example,
Infrared heaters, carbon heaters, hot air dryers, heating plates, etc. can be used.
Here, in order to selectively heat only the surface of the resin foam in the foam heating step, it is preferable to use a heating plate.
The heated fiber reinforced resin material is used as a heating plate, the fiber reinforced resin material is laminated on the resin foam, and only the surface of the resin foam is selectively heated by heat transfer from the fiber reinforced resin material. You may make it make it.
この繊維強化樹脂材を加熱板として使用する場合、発泡体加熱工程のために特別な装置を設ける必要性がない。
また、この場合、繊維強化樹脂材を樹脂発泡体との熱融着が可能な温度以上に加熱しておいて、繊維強化樹脂材と樹脂発泡体との間に所定以上の圧力を作用させることで前記融着工程を発泡体加熱工程と同時並行的に実施することができる。
従って、繊維強化樹脂材を加熱板として使用する場合、繊維強化複合体の製造に要する装置が大掛かりになることを防止できるとともに繊維強化複合体の製造工程を簡略化させ得る。
When this fiber reinforced resin material is used as a heating plate, there is no need to provide a special device for the foam heating process.
In this case, the fiber reinforced resin material is heated to a temperature higher than that capable of heat-sealing with the resin foam, and a predetermined pressure or more is applied between the fiber reinforced resin material and the resin foam. Thus, the fusing step can be performed simultaneously with the foam heating step.
Therefore, when the fiber reinforced resin material is used as a heating plate, it is possible to prevent an apparatus required for manufacturing the fiber reinforced composite from becoming large and simplify the manufacturing process of the fiber reinforced composite.
前記融着工程は、例えば、まずはじめに加熱状態の前記繊維強化樹脂材を前記樹脂発泡体に積層して予備積層体を作製し、次いで、この予備積層体を繊維強化複合体の製品形状に対応した内部空間を有する型にセットし、該型によって前記予備積層体に圧力を加えて繊維強化樹脂材と樹脂発泡体とを加圧条件下において熱融着させる方法を採用することができる。
このことにより、当該融着工程では、前記型によって賦形された繊維強化複合体が作製されることになる。
なお、型内での熱融着に際しては、樹脂発泡体を所定の温度以上に加熱して該樹脂発泡体に体積膨張を生じさせ、この体積膨張による圧力を樹脂発泡体と繊維強化樹脂材との熱融着に利用することが好ましい。
この好ましい態様においては、型形状が忠実に反映された繊維強化複合体が得られ易いという利点が発揮され得る。
樹脂発泡体は、型内での熱融着前に過度な熱が加えられると、この時点で膨張力が消費されてしまい、型内での熱融着に際して十分な圧力を生じさせにくくなる場合がある。
このようなことから前記樹脂発泡体の加熱寸法変化率が+5%となる温度をT5(℃)、前記樹脂発泡体の加熱寸法変化率が+20%となる温度をT20(℃)としたときに、前記予備積層体は、樹脂発泡体の少なくとも中心部の温度「Tc(℃)」が「T5(℃)」よりも10(℃)以上低温(Tc≦(T5−10))となるように前記樹脂発泡体の温度を調整して作製することが好ましい。
また、型内における繊維強化樹脂材と樹脂発泡体との熱融着に際しては、樹脂発泡体の中心部の温度「Tc(℃)」が「T20(℃)」以上(Tc≧T20)となるように前記樹脂発泡体の温度を調整して、該樹脂発泡体に十分な膨張圧力を発揮させることが好ましい。
For example, in the fusing step, first, the fiber reinforced resin material in a heated state is laminated on the resin foam to prepare a pre-laminated body, and then the pre-laminated body corresponds to the product shape of the fiber reinforced composite. It is possible to adopt a method in which the fiber reinforced resin material and the resin foam are heat-sealed under a pressurized condition by setting the mold with an internal space and applying pressure to the preliminary laminate with the mold.
Thereby, in the fusion process, a fiber reinforced composite shaped by the mold is produced.
In the heat fusion in the mold, the resin foam is heated to a predetermined temperature or more to cause volume expansion of the resin foam, and the pressure due to the volume expansion is applied to the resin foam and the fiber reinforced resin material. It is preferable to use it for heat fusion.
In this preferable embodiment, an advantage that a fiber-reinforced composite in which the mold shape is faithfully reflected can be easily obtained can be exhibited.
If excessive heat is applied to the resin foam before heat fusion in the mold, the expansion force is consumed at this point, and it is difficult to generate sufficient pressure during heat fusion in the mold. There is.
Therefore, the temperature at which the heating dimensional change rate of the resin foam is + 5% is T 5 (° C.), and the temperature at which the heating dimensional change rate of the resin foam is + 20% is T 20 (° C.). In some cases, the preliminary laminate has a temperature “Tc (° C.)” of at least a central portion of the resin foam that is 10 ° C. or more lower than “T 5 (° C.)” (Tc ≦ (T 5 −10)). It is preferable to adjust the temperature of the resin foam so that
When the fiber reinforced resin material and the resin foam are heat-sealed in the mold, the temperature “Tc (° C.)” of the center of the resin foam is equal to or higher than “T 20 (° C.)” (Tc ≧ T 20 ). It is preferable to adjust the temperature of the resin foam so that the resin foam exhibits a sufficient expansion pressure.
前記融着工程は、加圧装置によって繊維強化複合体に所望の形状を付与する成形工程と並行実施させることができる。
該加圧装置としては、一般的な熱プレスを採用することができる。
即ち、前記融着工程は、例えば、図6に示すような熱プレス装置を用いて実施することができる。
図6に示すような熱プレス装置を用いた成形工程では、例えば、シート状の繊維強化樹脂材を角柱状の樹脂発泡体の周囲に巻き付ける形で積層した積層体Mを用意し、積層体Mよりも僅かに大きな内部空間を有する雌型Bxに積層体Mを配設した後に前記雌型Bxの内部空間の上方開口を雄型Byで閉止し、これらの金型Bを熱プレスの上下熱板P1,P2間に挟み込み、該金型を介して積層体Mに圧力を加え繊維強化複合体を作製することができる。
なお、樹脂発泡体の主となる樹脂のガラス転移点以下の温度における樹脂発泡体の圧縮応力を「A(MPa)」とした場合、繊維強化複合体は、「A±1(MPa)」の範囲にて積層体Mをプレス成形し、繊維強化樹脂材の積層界面から中心部に向けて深さ2mmまでの範囲の見掛け密度が0.1〜1.5g/cm3となるように熱プレスして作製されることが好ましい。
繊維強化樹脂材と樹脂発泡体との積層体Mをプレス成形する際の圧力については、樹脂発泡体の主たる樹脂のガラス転移点温度以下での樹脂発泡体の圧縮応力を参考にして決定することが好ましい。
樹脂発泡体の主たる樹脂のガラス転移点温度は、低すぎると繊維強化樹脂材が急激に冷却されて表面性が低下してしまい、高すぎると繊維強化樹脂材の冷却に時間がかかり生産サイクルが低下することから、40〜150℃であることが好ましく、50〜100℃がより好ましい。
プレス成形時の圧力は、低すぎると繊維強化樹脂材と樹脂発泡体との一体性が低くなり、高すぎると、樹脂発泡体が圧縮されてしまい、所望の成形品を得ることが出来なくなるおそれを有する。
そのため、プレス成形圧力は、前記圧縮応力(A)に対して所定の範囲内であることが好ましく、具体的には、0.1MPa〜(A+1MPa)の範囲内であることが好ましく、0.2MPa〜(A+0.8MPa)の範囲内であることが特に好ましい。
なお、このような熱プレスを利用する方法に代えて、例えば、図7に示すようなオートクレーブ式の加圧装置を用いて実施することができる。
図7に示すような成形工程では、例えば、シート状の繊維強化樹脂材を角柱状の樹脂発泡体の周囲に巻き付ける形で積層した積層体Mを用意し、積層体Mよりも僅かに大きなキャビティB1を有する金型Bに積層体Mを配設した後にキャビティB1を閉止し、更に金型Bを包囲するようにリリースフィルムCを金型Bの外面に巻き付けるなどして積層した上で、リリースフィルムC上に更にブリーザークロスDを巻き付け、これを袋状にしたバギングフィルムEに収容し、該バギングフィルム内の空間部Hを減圧するとともに該バギングフィルム外のオートクレーブ内の空間を加圧状態にすることで、繊維強化複合体を角柱状に成形することができる。
このとき、例えば、繊維強化樹脂材をあらかじめ加熱された状態にしておけば、この成形工程と前記融着工程とは、並行実施させることができる。
The fusion process can be performed in parallel with a molding process in which a desired shape is imparted to the fiber-reinforced composite by a pressure device.
A general hot press can be adopted as the pressurizing device.
That is, the fusion process can be performed using, for example, a hot press apparatus as shown in FIG.
In the molding process using the hot press apparatus as shown in FIG. 6, for example, a laminate M is prepared by laminating a sheet-like fiber reinforced resin material around a prismatic resin foam, and the laminate M After the laminated body M is disposed in the female mold Bx having a slightly larger internal space, the upper opening of the internal space of the female mold Bx is closed with the male mold By using these molds B to heat up and down the heat press. The fiber reinforced composite can be produced by sandwiching the plates P1 and P2 and applying pressure to the laminate M through the mold.
When the compression stress of the resin foam at a temperature equal to or lower than the glass transition point of the main resin foam is “A (MPa)”, the fiber reinforced composite is “A ± 1 (MPa)”. The laminated body M is press-molded in the range, and hot press is performed so that the apparent density in the range from the laminated interface of the fiber reinforced resin material to the depth of 2 mm is 0.1 to 1.5 g / cm 3. It is preferable to be manufactured.
About the pressure at the time of press-molding the laminated body M of the fiber reinforced resin material and the resin foam, it is determined with reference to the compressive stress of the resin foam below the glass transition temperature of the main resin of the resin foam. Is preferred.
If the glass transition temperature of the main resin of the resin foam is too low, the fiber reinforced resin material will be rapidly cooled and the surface properties will deteriorate, and if it is too high, it will take time to cool the fiber reinforced resin material and the production cycle will be long. Since it falls, it is preferable that it is 40-150 degreeC, and 50-100 degreeC is more preferable.
If the pressure at the time of press molding is too low, the integrity of the fiber-reinforced resin material and the resin foam will be low, and if it is too high, the resin foam will be compressed and it may not be possible to obtain the desired molded product Have
Therefore, the press molding pressure is preferably within a predetermined range with respect to the compression stress (A), specifically, preferably within a range of 0.1 MPa to (A + 1 MPa), and 0.2 MPa. It is particularly preferable to be within the range of ~ (A + 0.8 MPa).
In addition, it can replace with the method using such a hot press, for example, can implement using an autoclave type pressurizing apparatus as shown in FIG.
In the molding process as shown in FIG. 7, for example, a laminate M is prepared by laminating a sheet-like fiber reinforced resin material around a prismatic resin foam, and a cavity slightly larger than the laminate M is prepared. After disposing the laminate M on the mold B having B1, the cavity B1 is closed, and the release film C is wrapped around the outer surface of the mold B so as to surround the mold B, and then released. Further, a breather cloth D is wound on the film C, and this is accommodated in a bagging bag E, in which the space H in the bagging film is decompressed and the space in the autoclave outside the bagging film is pressurized. By doing so, the fiber reinforced composite can be formed into a prismatic shape.
At this time, for example, if the fiber-reinforced resin material is heated in advance, the molding step and the fusing step can be performed in parallel.
繊維強化樹脂材を加熱板として使用する発泡体加熱工程は、樹脂発泡体の材質などにもよるが、樹脂発泡体がポリエチレンテレフタレート樹脂製であり、該ポリエチレンテレフタレート樹脂の融点を「Tm(℃)」とした場合、前記繊維強化樹脂材による樹脂発泡体の加熱温度を(Tm+5)℃〜(Tm+100)℃の範囲内とすることが好ましい。
このとき樹脂発泡体を形成しているポリエチレンテレフタレート樹脂の融点を超えた表面温度を有する繊維強化樹脂材が樹脂発泡体に当接され、しかも、繊維強化樹脂材と樹脂発泡体との間に圧力が加えられることでこれらの熱融着が行われる。
前記熱融着に際しては、繊維強化樹脂材との当接によって樹脂発泡体全体が圧縮されてしまうことを防止するとともに繊維強化樹脂材と樹脂発泡体との接触面に強い圧力を作用させることが好ましい。
このことから樹脂発泡体の中心部は、樹脂発泡体の中心部の温度「Tc(℃)」が「T20(℃)」以上(Tc≧T20)となるように前記樹脂発泡体の温度を調整して、該樹脂発泡体に十分な膨張圧力を発揮させることが好ましい。
また、前記樹脂発泡体がアクリル樹脂製で、該アクリル樹脂のガラス転移温度を「Tg2(℃)」とした場合、前記熱融着は、前記樹脂発泡体の前記表面の温度を(Tg2+50)℃〜(Tg2+150)℃として実施することが好ましい。
The foam heating process using a fiber reinforced resin material as a heating plate depends on the material of the resin foam, but the resin foam is made of polyethylene terephthalate resin, and the melting point of the polyethylene terephthalate resin is set to “Tm (° C.)”. ", The heating temperature of the resin foam by the fiber reinforced resin material is preferably in the range of (Tm + 5) ° C to (Tm + 100) ° C.
At this time, a fiber reinforced resin material having a surface temperature exceeding the melting point of the polyethylene terephthalate resin forming the resin foam is brought into contact with the resin foam, and a pressure is applied between the fiber reinforced resin material and the resin foam. These are heat-sealed by adding.
In the heat sealing, it is possible to prevent the entire resin foam from being compressed due to contact with the fiber reinforced resin material, and to apply a strong pressure to the contact surface between the fiber reinforced resin material and the resin foam. preferable.
Accordingly, the temperature of the resin foam is such that the temperature “Tc (° C.)” of the resin foam is equal to or higher than “T 20 (° C.)” (Tc ≧ T 20 ). It is preferable to make the resin foam exhibit a sufficient expansion pressure by adjusting.
When the resin foam is made of an acrylic resin and the glass transition temperature of the acrylic resin is “Tg2 (° C.)”, the thermal fusion is performed by setting the temperature of the surface of the resin foam to (Tg2 + 50) ° C. It is preferable to carry out at ~ (Tg2 + 150) ° C.
なお、ここでガラス転移温度及び融点(発熱ピーク温度)については、JIS K7121:1987「プラスチックの転移温度測定方法」に記載されている方法で測定される値を意図している。
但し、サンプリング方法及び温度条件に関しては以下のように行う。
示差走査熱量計装置を用いアルミニウム製測定容器の底にすきまのないよう試料を約6mg充てんして、窒素ガス流量20mL/分のもと、試料を30℃から−40℃まで降温した後に10分間に亘って保持した後、試料を−40℃から290℃まで昇温(1st Heating)し290℃に10分間に亘って保持した後に290℃から−40℃まで降温(Cooling)、10分間に亘って保持した後に−40℃から290℃まで昇温(2nd Heating)しDSC曲線を得る。
なお、全ての昇温速度及び降温速度は10℃/分で行い、基準物質としてアルミナを用いる。
得られた曲線の変曲点をガラス転移温度とし、発熱ピークトップの温度を発熱ピーク温度(融点)とする。
なお、示差走査熱量分析計としては、例えば、エスアイアイナノテクノロジー社から商品名「DSC6220型」にて市販されている示差走査熱量分析計を用いることができる。
In addition, about the glass transition temperature and melting | fusing point (exothermic peak temperature) here, the value measured by the method described in JISK7121: 1987 "Plastic transition temperature measuring method" is intended.
However, the sampling method and temperature conditions are as follows.
Using a differential scanning calorimeter device, about 6 mg of the sample is filled so that there is no gap at the bottom of the aluminum measurement container, and the sample is cooled from 30 ° C. to −40 ° C. for 10 minutes under a nitrogen gas flow rate of 20 mL / min. The sample was heated from -40 ° C. to 290 ° C. (1st Heating), held at 290 ° C. for 10 minutes, and then cooled from 290 ° C. to −40 ° C. (Cooling) for 10 minutes. Then, the temperature is raised from −40 ° C. to 290 ° C. (2nd Heating) to obtain a DSC curve.
In addition, all the temperature increase rates and temperature decrease rates are performed at 10 ° C./min, and alumina is used as a reference material.
The inflection point of the obtained curve is defined as the glass transition temperature, and the temperature at the top of the exothermic peak is defined as the exothermic peak temperature (melting point).
As the differential scanning calorimeter, for example, a differential scanning calorimeter marketed by SII Nano Technology Co., Ltd. under the trade name “DSC6220 type” can be used.
前記のような温度条件に樹脂発泡体の表面を加熱しようとした場合、通常、繊維強化樹脂材を同じ温度に加熱する必要がある。
繊維強化樹脂材に含有させる熱可塑性樹脂として前記温度において過度に低粘度となる樹脂を選択すると融着工程に際して繊維強化樹脂材の繊維を表面露出させたりしてしまうおそれがある。
例えば、図6に示したような方法で繊維強化樹脂材と樹脂発泡体との融着を実施した場合、繊維強化樹脂材に含まれている熱可塑性樹脂が低粘度である場合、この熱可塑性樹脂の多くが繊維強化樹脂材の外部に排出されてしまい熱融着後の繊維強化樹脂層に熱可塑性樹脂が不足する状態となり得る。
このようなことから、繊維強化樹脂材に含有させる熱可塑性樹脂は、ポリエステル樹脂製やアクリル樹脂製の樹脂発泡体の表面を前記のような温度に加熱するために必要な温度条件においてある程度以上の粘度を有することが好ましい。
このような高い温度域で一般的なポリエステル樹脂やアクリル樹脂に比べて高い粘度を発揮する点において、繊維強化樹脂材に含有させる熱可塑性樹脂は、熱可塑性エラストマーが好ましい。
なかでも、繊維強化樹脂材に含有させる熱可塑性エラストマーは、樹脂発泡体をポリエステル樹脂製やアクリル樹脂製とする場合を考慮し、これらの樹脂への親和性を考慮すると熱可塑性ポリウレタン樹脂が好ましい。
When trying to heat the surface of the resin foam under the above temperature conditions, it is usually necessary to heat the fiber reinforced resin material to the same temperature.
If a resin having an excessively low viscosity at the above temperature is selected as the thermoplastic resin contained in the fiber reinforced resin material, the fibers of the fiber reinforced resin material may be exposed on the surface during the fusing process.
For example, when the fiber reinforced resin material and the resin foam are fused by the method shown in FIG. 6, when the thermoplastic resin contained in the fiber reinforced resin material has a low viscosity, this thermoplasticity Most of the resin is discharged to the outside of the fiber reinforced resin material, and the fiber reinforced resin layer after heat fusion may be in a state where the thermoplastic resin is insufficient.
For this reason, the thermoplastic resin contained in the fiber reinforced resin material is more than a certain amount in the temperature condition necessary for heating the surface of the resin foam made of polyester resin or acrylic resin to the above temperature. It is preferable to have a viscosity.
The thermoplastic resin contained in the fiber reinforced resin material is preferably a thermoplastic elastomer in that it exhibits a higher viscosity than a general polyester resin or acrylic resin in such a high temperature range.
Among them, the thermoplastic elastomer contained in the fiber reinforced resin material is preferably a thermoplastic polyurethane resin in consideration of the case where the resin foam is made of a polyester resin or an acrylic resin, and considering the affinity for these resins.
なお、前記熱可塑性ポリウレタン樹脂は、上記のように高温においても高い粘度を示すために、繊維強化樹脂材の形成に際して強化繊維基材に対して十分に含浸させることが難しい。
即ち、熱可塑性ポリウレタン樹脂を含む繊維強化樹脂材は、気泡を内在させ易い。
この繊維強化樹脂材内の気泡は、オートクレーブによる成形時において、繊維強化樹脂材と金型Bとの界面などに空気溜まりを形成させる原因となり得る。
この空気溜まりは、得られる繊維強化複合体に対して、外観不良や強度不足などの問題を生じさせるおそれがあることから、成形時に際しては樹脂発泡体側からの押圧力を繊維強化樹脂材に対して十分に作用させることが好ましい。
In addition, since the said thermoplastic polyurethane resin shows high viscosity also at high temperature as mentioned above, it is difficult to fully impregnate a reinforced fiber base material at the time of formation of a fiber reinforced resin material.
That is, the fiber-reinforced resin material containing the thermoplastic polyurethane resin is easy to contain bubbles.
The air bubbles in the fiber reinforced resin material can cause air pockets to be formed at the interface between the fiber reinforced resin material and the mold B during molding by the autoclave.
Since this air pool may cause problems such as poor appearance and insufficient strength for the fiber reinforced composite obtained, the pressing force from the resin foam side is applied to the fiber reinforced resin material at the time of molding. It is preferable to make it act sufficiently.
前記のように、型内での熱融着に際しては、外形精度に優れた繊維強化複合体を得る上において、樹脂発泡体の膨張圧力を樹脂発泡体と繊維強化樹脂材との熱融着に利用することが好ましい。
このことから、繊維強化複合体の製造に用いる樹脂発泡体は、少なくとも初期状態において所定の割合で膨張する能力を有していることが好ましく、型内での熱融着の直前において所定の割合で膨張する能力を有していることが好ましい。
即ち、樹脂発泡体は、加熱されることによって5体積%/min以上の割合で体積増加を示す状態であることが好ましく、10体積%/min以上の割合で体積増加を示す状態であることがより好ましい。
As described above, when heat-bonding in a mold, in order to obtain a fiber-reinforced composite having excellent external accuracy, the expansion pressure of the resin foam is used for heat-bonding between the resin foam and the fiber-reinforced resin material. It is preferable to use it.
Therefore, it is preferable that the resin foam used for the production of the fiber reinforced composite has an ability to expand at a predetermined ratio at least in the initial state, and the predetermined ratio immediately before the heat fusion in the mold. It is preferable to have the ability to expand.
That is, the resin foam is preferably in a state of increasing in volume at a rate of 5% by volume / min or more when heated, and preferably in a state of increasing in volume at a rate of 10% by volume / min or more. More preferred.
なお、樹脂発泡体の体積増加については、例えば、樹脂発泡体から切り出した試験片を一定の温度で一定時間加熱し、加熱前後の体積変化を単位時間で除して求めることができる。
前記試験片は、例えば、樹脂発泡体の中心部から切り出した一辺の長さが20mmの立方体とすることができる。
該試験片の加熱時間は、例えば、2分間とすることができ、加熱装置は、ヤマト科学社から商品名「DN44」にて市販されている恒温乾燥機などとすることができる。
なお、加熱前後の試験片の体積は、測定条件の影響を排除すべく、それぞれ当該試験片を23℃、相対湿度60%の環境下にて24時間静置した後に測定することが好ましい。
The increase in the volume of the resin foam can be determined, for example, by heating a test piece cut out from the resin foam at a constant temperature for a certain time and dividing the volume change before and after the heating by a unit time.
The said test piece can be made into the cube whose length of one side cut out from the center part of the resin foam is 20 mm, for example.
The heating time of the test piece can be, for example, 2 minutes, and the heating device can be a constant temperature drier marketed by Yamato Scientific Co., Ltd. under the trade name “DN44”.
The volume of the test piece before and after heating is preferably measured after the test piece is left to stand for 24 hours in an environment of 23 ° C. and a relative humidity of 60% in order to eliminate the influence of the measurement conditions.
前記樹脂発泡体は、繊維強化樹脂材との熱融着に際して当該繊維強化樹脂材との間に高い圧力を作用させるために、20%の寸法変化を示す加熱温度において0.1〜20mN/mm3の膨張圧力を示すことが好ましい。
言い換えれば、樹脂発泡体に圧力などが加わらないようにして樹脂発泡体を加熱した際に、当該樹脂発泡体が膨張して20%以上の寸法変化を示す温度を「T20(℃)」とした場合、前記熱プレスなどによる成形時には、繊維強化樹脂材が熱融着される樹脂発泡体の表面を「T20(℃)」以上に加熱することが好ましい。
The resin foam is 0.1 to 20 mN / mm at a heating temperature exhibiting a dimensional change of 20% in order to apply a high pressure between the resin foam and the fiber reinforced resin material at the time of thermal fusion with the fiber reinforced resin material. An expansion pressure of 3 is preferred.
In other words, when the resin foam is heated so that no pressure is applied to the resin foam, the temperature at which the resin foam expands and exhibits a dimensional change of 20% or more is referred to as “T 20 (° C.)”. In this case, it is preferable to heat the surface of the resin foam to which the fiber-reinforced resin material is heat-sealed to “T 20 (° C.)” or more at the time of molding by the hot press or the like.
該熱融着後は、熱可塑性繊維強化複合体を冷却する冷却工程を行う。
熱可塑性繊維強化複合体は、取り出し温度が高すぎると、取り出し後にさらなる発泡や収縮が生じて所定の形状を付与することが困難になる場合がある。
従って、熱可塑性繊維強化複合体内発泡成形体のガラス転移温度をTgx(℃)とした際に、繊維強化複合体の冷却は、金型温度が(Tgx−10℃)以下となるように実施することが好ましい。
即ち、熱融着後の繊維強化複合体は、少なくとも表面が(Tgx−10℃)以下の温度に冷却された状態で金型から取り出すことが好ましい。
該繊維強化複合体の金型からからの取り出し時における表面温度については、接触式温度計の測定プローブを取り出し直後の繊維強化複合体の表面に当てて測定することができ、繊維強化複合体の表面の複数箇所(例えば、10箇所程度)において得た測定値の平均値として求めることができる。
After the heat fusion, a cooling step for cooling the thermoplastic fiber reinforced composite is performed.
If the thermoplastic fiber reinforced composite has an excessively high extraction temperature, it may be difficult to give a predetermined shape due to further foaming or shrinkage after the extraction.
Therefore, when the glass transition temperature of the thermoplastic fiber reinforced composite foamed molded article is Tgx (° C.), the fiber reinforced composite is cooled so that the mold temperature is (Tgx−10 ° C.) or less. It is preferable.
That is, it is preferable to take out the fiber-reinforced composite after heat sealing from the mold in a state where at least the surface is cooled to a temperature of (Tgx-10 ° C.) or lower.
The surface temperature at the time of taking out the fiber reinforced composite from the mold can be measured by applying a measurement probe of a contact thermometer to the surface of the fiber reinforced composite immediately after taking out. It can be obtained as an average value of measured values obtained at a plurality of locations (for example, about 10 locations) on the surface.
また、本実施形態においては、樹脂発泡体の中心部が表面よりも低い温度となっている状態で当該樹脂発泡体と繊維強化樹脂材との熱融着を実施する。
そのため、得られる繊維強化複合体の芯材は、その中心部から繊維強化樹脂層との積層界面に向かう方向において、気泡の形状がある程度の領域までは比較的安定しており、前記積層界面付近において急に横広がり状態へと変化する状態となる。
即ち、中心部まで十分な加熱がなされた状態で樹脂発泡体と繊維強化樹脂材との熱融着を実施すると、この熱融着時の圧力が樹脂発泡体の中心近くにまで作用し易く、得られる繊維強化複合体の芯材は、中心部から繊維強化樹脂層との積層界面に向かう方向において、気泡の形状を早い段階で横広がりに変化させることになる。
これに対して本実施形態の繊維強化複合体は、上記のように積層界面の近傍までは気泡形状が比較的安定し、前記積層界面近傍において大きくその形状を異ならせることになる。
このため本実施形態の繊維強化複合体は、強度などにおいて優れた特性が発揮されることになる。
Further, in the present embodiment, heat fusion between the resin foam and the fiber reinforced resin material is performed in a state where the center of the resin foam is at a lower temperature than the surface.
Therefore, the core material of the obtained fiber reinforced composite is relatively stable in the direction from the center to the lamination interface with the fiber reinforced resin layer up to a certain area of the shape of the bubble, and near the lamination interface. The state suddenly changes to a laterally spread state.
That is, when heat fusion between the resin foam and the fiber reinforced resin material is performed in a state where sufficient heating is performed up to the center, the pressure at the time of the heat fusion easily acts near the center of the resin foam, The core material of the obtained fiber reinforced composite will change the shape of the bubbles to spread laterally at an early stage in the direction from the center to the lamination interface with the fiber reinforced resin layer.
In contrast, the fiber-reinforced composite of the present embodiment has a relatively stable bubble shape up to the vicinity of the lamination interface as described above, and the shape is greatly varied in the vicinity of the lamination interface.
For this reason, the fiber reinforced composite of this embodiment exhibits excellent properties in strength and the like.
なお、本実施形態においては、繊維強化複合体やその製造方法を上記のように例示しているが、本発明の繊維強化複合体やその製造方法は上記例示に限定されるものではなく、上記例示に対して種々の変更を加え得るものである。 In the present embodiment, the fiber reinforced composite and the manufacturing method thereof are exemplified as described above, but the fiber reinforced composite and the manufacturing method of the present invention are not limited to the above examples, and Various modifications can be made to the examples.
次に実施例を挙げて本発明をさらに詳しく説明するが、本発明はこれらに限定されるものではない。
(実施例1)
まず、図1及び図2に示した製造装置を用い樹脂発泡粒子を作製した。
即ち、1,4−シクロヘキサンジメタノール変性ポリエチレンテレフタレート樹脂(イーストマン社製、商品名「EN099」、融点:238.5℃)100質量部、ポリエチレンテレフタレート樹脂にタルクを含有させてなるマスターバッチ(ポリエチレンテレフタレート樹脂含有量:60質量%、タルク含有量:40質量%)1.8質量部及び無水ピロメリット酸0.26質量部を含む1,4−シクロヘキサンジメタノール変性ポリエチレンテレフタレート樹脂組成物を口径が65mmで且つL/D比が35の単軸押出機に供給して290℃にて溶融混練した。
EXAMPLES Next, although an Example is given and this invention is demonstrated in more detail, this invention is not limited to these.
(Example 1)
First, resin foam particles were produced using the production apparatus shown in FIGS.
That is, 100 parts by mass of 1,4-cyclohexanedimethanol-modified polyethylene terephthalate resin (manufactured by Eastman Co., Ltd., trade name “EN099”, melting point: 238.5 ° C.), master batch (polyethylene) containing polyethylene terephthalate resin and talc. (Terephthalate resin content: 60% by mass, talc content: 40% by mass) 1,4-cyclohexanedimethanol modified polyethylene terephthalate resin composition containing 1.8 parts by mass and pyromellitic anhydride 0.26 parts by mass The mixture was supplied to a single screw extruder having a length of 65 mm and an L / D ratio of 35, and melt kneaded at 290 ° C.
続いて、押出機の途中から、イソブタン35質量%及びノルマルブタン65質量%からなる混合ブタンを1,4−シクロヘキサンジメタノール変性ポリエチレンテレフタレート樹脂及びポリエチレンテレフタレート樹脂の総量100質量部に対して1.6質量部となるように溶融状態の1,4−シクロヘキサンジメタノール変性ポリエチレンテレフタレート樹脂組成物に圧入して、1,4−シクロヘキサンジメタノール変性ポリエチレンテレフタレート樹脂及びポリエチレンテレフタレート樹脂の混合物(以下、単に「変性ポリエチレンテレフタレート樹脂」という)中に均一に分散させた。 Subsequently, mixed butane composed of 35% by mass of isobutane and 65% by mass of normal butane was added from the middle of the extruder to 1.6 parts by mass with respect to 100 parts by mass of the total amount of 1,4-cyclohexanedimethanol-modified polyethylene terephthalate resin and polyethylene terephthalate resin. A mixture of 1,4-cyclohexanedimethanol-modified polyethylene terephthalate resin and polyethylene terephthalate resin (hereinafter simply referred to as “modified”) is pressed into the molten 1,4-cyclohexanedimethanol-modified polyethylene terephthalate resin composition so as to be part by mass. In polyethylene terephthalate resin)).
しかる後、押出機の前端部において、溶融状態の変性ポリエチレンテレフタレート樹脂組成物を280℃に冷却した後、押出機の前端に取り付けたマルチノズル金型1の各ノズルから変性ポリエチレンテレフタレート樹脂組成物を押出発泡させた。 Thereafter, the modified polyethylene terephthalate resin composition in a molten state is cooled to 280 ° C. at the front end of the extruder, and then the modified polyethylene terephthalate resin composition is discharged from each nozzle of the multi-nozzle mold 1 attached to the front end of the extruder. Extrusion foamed.
なお、マルチノズル金型1は、出口部11の直径が1mmのノズルを20個有しており、ノズルの出口部11が全てマルチノズル金型1の前端面10に想定した直径139.5mmの仮想円A上に等間隔毎に配設されているものを用いた。
The multi-nozzle mold 1 has 20 nozzles having an
そして、前記装置としては、回転軸2の後端部外周面に2枚の回転刃5が回転軸2の周方向に180°の位相差でもって一体的に設けられており、各回転刃5がマルチノズル金型1の前端面10に常時、接触した状態で仮想円A上を移動するように構成されたものを用いた。
As the device, two
更に、前記装置としては、冷却部材4が、正面円形状の前部41aと、この前部41aの外周縁から後方に向かって延設され且つ内径が320mmの円筒状の周壁部41bとからなる冷却ドラム41を備えているものを用いた。
そして、供給管41d及び冷却ドラム41の供給口41cを通じて冷却ドラム41内に20℃の冷却水42を供給して前記樹脂発泡粒子を作製した。
なお、冷却ドラム41内の容積は17684cm3であった。
Further, as the device, the cooling
And the cooling
The volume in the
供給管41dから冷却ドラム41の周壁部41bの内周面に供給される際の流速に伴う遠心力によって冷却水42を冷却ドラム41の周壁部41b内周面に沿って螺旋状を描くように前方に向かって進行させ、該冷却水42を、周壁部41bの内周面に沿って進行中に、徐々に進行方向に直交する方向に広がり、その結果、冷却ドラム41の供給口41cより前方の周壁部41bの内周面は冷却水42によって全面的に被覆された状態とさせた。
The cooling
そして、マルチノズル金型1の前端面10に配設した回転刃5を2500rpmの回転数で回転させて、マルチノズル金型1の各ノズルの出口部11から押出発泡された変性ポリエチレンテレフタレート押出物を回転刃5によって切断して略球状の変性ポリエチレンテレフタレート樹脂発泡粒子を製造した。
このとき変性ポリエチレンテレフタレート押出物は、マルチノズル金型1のノズルから押出された直後の状態を維持している未発泡部と、この未発泡部に連続する発泡途上の発泡部とからなっていた。
そして、変性ポリエチレンテレフタレート押出物は、ノズルの出口部11の開口端において切断されており、変性ポリエチレンテレフタレート押出物の切断は未発泡部において行われていた。
Then, the modified polyethylene terephthalate extrudate extruded and foamed from the
At this time, the modified polyethylene terephthalate extrudate consisted of an unfoamed portion that maintained the state immediately after being extruded from the nozzle of the multi-nozzle mold 1 and a foamed portion that was in the process of foaming and continued to the unfoamed portion. .
The modified polyethylene terephthalate extrudate was cut at the open end of the
なお、上述の型内発泡成形用変性ポリエチレンテレフタレート発泡粒子の製造にあたっては、先ず、マルチノズル金型1に回転軸2を取り付けず且つ冷却部材4をマルチノズル金型1から退避させておいた。
この状態で、押出機から変性ポリエチレンテレフタレート押出物を押出発泡させ、変性ポリエチレンテレフタレート押出物が、マルチノズル金型1のノズルから押出された直後の未発泡部と、この未発泡部に連続する発泡途上の発泡部とからなることを確認した。
次に、マルチノズル金型1に回転軸2を取り付け且つ冷却部材4を所定位置に配設した後、回転軸2を回転させ、変性ポリエチレンテレフタレート押出物をノズルの出口部11の開口端において回転刃5で切断して変性ポリエチレンテレフタレート発泡粒子を製造した。
In the production of the above modified polyethylene terephthalate foamed particles for in-mold foam molding, first, the
In this state, the modified polyethylene terephthalate extrudate is extruded and foamed from an extruder, and the modified polyethylene terephthalate extrudate is expanded immediately after being extruded from the nozzle of the multi-nozzle mold 1 and foamed continuously to the unfoamed portion. It was confirmed that it consisted of a foamed part on the way.
Next, after attaching the
この変性ポリエチレンテレフタレート発泡粒子は、前記押出物を回転刃5による切断応力によって外方或いは前方に向かって飛ばし、冷却部材4の冷却ドラム41の内面に沿って流れている冷却水42に対し、この冷却水42の流れの上流側から下流側に向かって冷却水42を追うように冷却水42の表面に対して斜交する方向から衝突させ、前記冷却水42中に進入させて直ちに冷却させた。
The modified polyethylene terephthalate expanded particles fly the extrudate outward or forward by the cutting stress of the
冷却された変性ポリエチレンテレフタレート発泡粒子は、冷却ドラム41の排出口41eを通じて冷却水42と共に排出させた後、脱水機にて冷却水42と分離した。
The cooled modified polyethylene terephthalate expanded particles were discharged together with the cooling
変性ポリエチレンテレフタレート発泡粒子は、嵩密度が0.14g/cm3であった。 The modified polyethylene terephthalate expanded particles had a bulk density of 0.14 g / cm 3 .
金型(雄金型と雌金型)を備えた型内発泡成形機を用意した。
雄金型と雌金型とを型締めした状態において、雌雄金型間には内法寸法が縦300mm×横400mm×高さ50mmの直方体形状のキャビティが形成されていた。
An in-mold foam molding machine equipped with molds (male mold and female mold) was prepared.
In a state where the male mold and the female mold are clamped, a rectangular parallelepiped cavity having an internal dimension of 300 mm in length, 400 mm in width, and 50 mm in height is formed between the male and male molds.
型内発泡成形機の金型のキャビティ内に変性ポリエチレンテレフタレート発泡粒子を充填して金型を型締めした。
しかる後、水蒸気を一方の金型からキャビティ内に導入し、他方の金型に通過させる一方加熱工程において0.03MPaのゲージ圧力の水蒸気にて変性ポリエチレンテレフタレート発泡粒子を30秒間に亘って加熱し、次に、水蒸気を両方の金型からキャビティ内に導入し、キャビティ内に供給した水蒸気を排出しない両面加熱工程において変性ポリエチレンテレフタレート発泡粒子を0.03MPaのゲージ圧力の水蒸気にて30秒間に亘って加熱して変性ポリエチレンテレフタレート発泡粒子を二次発泡させ、変性ポリエチレンテレフタレート発泡粒子を二次発泡させて得られた発泡粒子どうしをこれらの発泡圧力によって、発泡粒子同士の一部を熱融着させた後に水蒸気の供給だけを止めて金型を大気放冷させる3秒間の保熱工程を経て、縦300mm×横400mm×厚み50mmの直方体形状の発泡体を得た。
Modified polyethylene terephthalate foam particles were filled in the mold cavity of the in-mold foam molding machine, and the mold was clamped.
Thereafter, water vapor is introduced into the cavity from one mold and passed through the other mold, and in the heating step, the modified polyethylene terephthalate foamed particles are heated with water vapor of 0.03 MPa gauge pressure for 30 seconds. Next, in the double-sided heating process in which water vapor is introduced from both molds into the cavity and the water vapor supplied into the cavity is not discharged, the modified polyethylene terephthalate foamed particles are treated with water vapor at a gauge pressure of 0.03 MPa for 30 seconds. The foamed particles obtained by secondarily foaming the modified polyethylene terephthalate foam particles by heating and secondarily foaming the modified polyethylene terephthalate foam particles are thermally fused to each other by these foaming pressures. After that, a 3-second heat retention process is performed in which only the supply of water vapor is stopped and the mold is allowed to cool to the atmosphere. Te to obtain a foam having a rectangular parallelepiped shape of vertical 300 mm × horizontal 400 mm × thickness 50 mm.
炭素繊維からなる織物から形成された強化繊維樹脂材(BOND LAMINATES社製、商品名「TEPEX dynalite108」、強化用合成樹脂:熱可塑性ポリウレタン(TPU)、目付:400g/m2、厚み:0.5mm)を2枚、用意した。
繊維強化樹脂材には、熱可塑性樹脂としてTPU樹脂が45質量%含有されていた。
この繊維強化樹脂材を構成している強化繊維基材は、経糸の長さ方向が順次0°、90°となるようにあらかじめ重ね合わせて厚み0.5mmとしている。
Reinforcing fiber resin material (made by BOND LAMINATES, trade name "TEPEX dynamic 108", synthetic resin for reinforcement: thermoplastic polyurethane (TPU), basis weight: 400 g / m 2 , thickness: 0.5 mm ) Were prepared.
The fiber reinforced resin material contained 45% by mass of TPU resin as a thermoplastic resin.
The reinforcing fiber base constituting the fiber reinforced resin material is preliminarily overlapped so that the length direction of the warp is 0 ° and 90 ° in order to have a thickness of 0.5 mm.
用意した繊維強化樹脂材を2枚、赤外線ヒーターにて280℃で10秒間加熱を行った。
この加熱状態の2枚の繊維強化樹脂材で、樹脂発泡体を厚み方向上下から挟み、下から順に、繊維強化樹脂層/芯材/繊維強化樹脂層の積層順となる予備積層体を作製した。
なお、加熱された繊維強化樹脂材を樹脂発泡体に積層することにより、上記樹脂発泡体の表面のみが熱伝導によって加熱されることになる。
Two of the prepared fiber reinforced resin materials were heated with an infrared heater at 280 ° C. for 10 seconds.
With the two fiber reinforced resin materials in the heated state, a resin foam is sandwiched from above and below in the thickness direction, and a pre-laminated body in the order of lamination of fiber reinforced resin layer / core material / fiber reinforced resin layer is produced in order from the bottom. .
In addition, by laminating the heated fiber reinforced resin material on the resin foam, only the surface of the resin foam is heated by heat conduction.
次に、樹脂発泡体の中心部の温度「Tc(℃)」が「T20(℃)」以上(Tc≧T20)となるように100℃の金型温度を設定したプレス機の金型に予備積層体を配し、該予備積層体を0.6MPaの押圧にてプレスを行った。
繊維強化樹脂材を積層した面を主表面をとした樹脂発泡体は、繊維強化樹脂材からの熱伝導により柔軟になっているので、発泡体密度が0.25g/cm3となるように発泡体表面を1分間圧縮し、金型温度が樹脂発泡体のガラス転移点以下の60℃になるまで冷却し、熱可塑性繊維強化複合体を取り出した。
Next, the mold of the press machine in which the mold temperature of 100 ° C. is set so that the temperature “Tc (° C.)” of the center of the resin foam is equal to or higher than “T 20 (° C.)” (Tc ≧ T 20 ). A pre-laminated body was placed on the pre-laminated body, and the pre-laminated body was pressed with a pressure of 0.6 MPa.
Since the resin foam with the main surface of the laminated surface of the fiber reinforced resin material is softened by heat conduction from the fiber reinforced resin material, it is foamed so that the foam density is 0.25 g / cm 3. The body surface was compressed for 1 minute and cooled until the mold temperature became 60 ° C. below the glass transition point of the resin foam, and the thermoplastic fiber reinforced composite was taken out.
(密度バラツキ)
繊維強化複合体内の樹脂発泡体における任意の10カ所から試験片を採取した。
採取した試験片質量を測定し、その後、水の充填されたメスシリンダー内に試験片を入れ、体積を測定した。
そして、各試験片密度の相加平均値を「平均芯材密度」とし、その密度が「平均芯材密度」より20%以上差異のある試験片の数に基づいて密度バラツキを評価した。
○・・・2個未満であった。
△・・・2個以上で且つ5個未満であった。
×・・・6%以上であった。
(Density variation)
Test specimens were collected from arbitrary 10 locations in the resin foam in the fiber reinforced composite.
The mass of the collected specimen was measured, and then the specimen was placed in a graduated cylinder filled with water, and the volume was measured.
Then, the arithmetic mean value of the density of each test piece was defined as “average core material density”, and the density variation was evaluated based on the number of test pieces whose density was 20% or more different from the “average core material density”.
○: Less than two.
Δ: Two or more and less than five.
X: 6% or more.
(軽量化効果)
得られた熱可塑性繊維強化複合体は、成形により発泡体を圧縮しているので、熱可塑性繊維強化複合体の軽量化効果を下記の基準に基づいて評価した。
軽量化効果(%)=100×(可塑性繊維強化複合体成形後発泡体厚み/発泡体厚み)
○・・・80%以上であった。
△・・・60%以上で且つ80%未満であった。
×・・・60%未満であった。
(Lightening effect)
Since the obtained thermoplastic fiber reinforced composite compressed the foam by molding, the weight reduction effect of the thermoplastic fiber reinforced composite was evaluated based on the following criteria.
Weight reduction effect (%) = 100 × (foam thickness after molding of plastic fiber reinforced composite / foam thickness)
○: 80% or more.
Δ: 60% or more and less than 80%.
X: Less than 60%.
(表面外観)
繊維強化複合体において、繊維強化樹脂層の総表面積(S0)、及び、その内の表面に強化繊維が露出している部分の合計面積(S1)とを算出し、下記式に基づいて、繊維の露出度を算出した。
繊維の露出度に基づいて下記基準にて判断した。
なお、繊維強化複合体が得られなかった場合は「×」とした。
繊維の露出度(%)=100×S1/S0
○・・・繊維の露出度が10%未満であった。
△・・・繊維の露出度が10%以上で且つ20%未満であった。
×・・・繊維の露出度が20%以上であった。
(Surface appearance)
In the fiber reinforced composite, the total surface area (S0) of the fiber reinforced resin layer and the total area (S1) of the portion where the reinforced fibers are exposed on the surface are calculated. The degree of exposure was calculated.
Judgment was made according to the following criteria based on the degree of exposure of the fibers.
In addition, it was set as "x" when the fiber reinforced composite was not obtained.
Fiber exposure (%) = 100 × S1 / S0
○: The degree of fiber exposure was less than 10%.
Δ: Fiber exposure was 10% or more and less than 20%.
X: Fiber exposure was 20% or more.
(実施例2、3、5〜8、10、比較例1〜4)
その他の実施例、比較例については、実施例1と同様に表のように実施した。
なお、実施例5、9においては、樹脂発泡体の作製を以下のように実施した。
(Examples 2, 3, 5-8, 10, Comparative Examples 1-4)
About the other Example and the comparative example, it implemented like the table | surface similarly to Example 1. FIG.
In Examples 5 and 9, the resin foam was produced as follows.
(実施例4、9)
変性ポリエチレンテレフタレート樹脂組成物の代わりに、スチレン−メタクリル酸メチル−無水マレイン酸共重合体(スチレン単位:45.9質量%、メタクリル酸メチル単位:21.5質量%、無水マレイン酸単位:32.6質量%、電気化学工業社製、商品名「レジスファイR200」、ガラス転移温度Tg:140.7℃)100質量部、スチレン−メタクリル酸メチル−無水マレイン酸共重合体(スチレン単位:45.9質量%、メタクリル酸メチル単位:21.5質量%、無水マレイン酸単位:32.6質量%、電気化学工業社製 商品名「レジスファイR200」、ガラス転移温度Tg:140.7℃)にタルクを含有させてなるマスターバッチ(スチレン−メタクリル酸メチル−無水マレイン酸共重合体含有量:60質量%、タルク含有量:40質量%)1.8質量部及び無水ピロメリット酸0.26質量部を含むスチレン−メタクリル酸メチル−無水マレイン酸共重合体樹脂組成物を単軸押出機に供給して発泡粒子を作製し、樹脂発泡体を作製した。
それ以外は表の通りに、繊維強化複合体を製造した。
なお、表において、スチレン−メタクリル酸メチル−無水マレイン酸共重合体は、「アクリル」と表記した。
(Examples 4 and 9)
Instead of the modified polyethylene terephthalate resin composition, a styrene-methyl methacrylate-maleic anhydride copolymer (styrene unit: 45.9% by mass, methyl methacrylate unit: 21.5% by mass, maleic anhydride unit: 32.%). 6% by mass, manufactured by Denki Kagaku Kogyo Co., Ltd., trade name “Regisphi R200”, 100 parts by mass of glass transition temperature Tg: 140.7 ° C., styrene-methyl methacrylate-maleic anhydride copolymer (styrene unit: 45.9) Mass%, methyl methacrylate unit: 21.5 mass%, maleic anhydride unit: 32.6 mass%, manufactured by Denki Kagaku Kogyo Co., Ltd., trade name “Regisphi R200”, glass transition temperature Tg: 140.7 ° C.) Master batch (styrene-methyl methacrylate-maleic anhydride copolymer content: 60% by mass, (Luc content: 40% by mass) A styrene-methyl methacrylate-maleic anhydride copolymer resin composition containing 1.8 parts by mass and pyromellitic anhydride 0.26 parts by mass is supplied to a single screw extruder and foamed. Particles were produced to produce a resin foam.
Otherwise, fiber reinforced composites were produced as shown in the table.
In the table, the styrene-methyl methacrylate-maleic anhydride copolymer is expressed as “acryl”.
以上の結果を、表1に示す。

このことからも、本発明によれば、寸法精度に優れた繊維強化複合体を容易に製造可能な製造方法及びこのような製造方法に有用な複合体形成用樹脂発泡体が提供され得ることがわかる。 Also from this, according to the present invention, it is possible to provide a production method capable of easily producing a fiber-reinforced composite having excellent dimensional accuracy and a resin foam for forming a composite useful for such a production method. Recognize.
6:樹脂発泡体
7:繊維強化樹脂材
B:金型
C:リリースフィルム
D:ブリーザークロス
E:バギングフィルム
F:封止材
G:バックバルブ
H:空間部
M:積層体
P1,P2:熱板
6: Resin foam 7: Fiber reinforced resin material B: Mold C: Release film D: Breather cloth E: Bagging film F: Sealing material G: Back valve H: Space M: Laminate P1, P2: Hot plate
Claims (7)
発泡剤を0.1質量%以上5.0質量%以下含有し、加熱寸法変化率が+20%となる温度での膨張圧力が0.1mN/mm3以上20mN/mm3以下である複合体形成用樹脂発泡体。 A fiber reinforced resin material and a resin foam are used to form a fiber reinforced composite obtained by laminating and integrating, and the resin foam and the fiber reinforced resin material contain a thermoplastic resin, and the resin foam and the A resin foam for forming a composite used for forming a fiber reinforced composite in which a fiber reinforced resin material is laminated and integrated by heat fusion,
A blowing agent containing less 5.0 wt% 0.1 wt%, complexation inflation pressure at a temperature of dimensional change upon heating becomes + 20% or less 0.1 mN / mm 3 or more 20 mN / mm 3 Resin foam.
該積層工程における前記樹脂発泡体と前記繊維強化樹脂材との積層一体化には、作製する繊維強化複合体の製品形状に対応した型が用いられ、
該積層工程では、前記型によって賦形された繊維強化複合体が作製される繊維強化複合体の製造方法であって、
前記樹脂発泡体として請求項1乃至4の何れか1項に記載の複合体形成用樹脂発泡体を用いる繊維強化複合体の製造方法。 A laminating step is performed in which a resin foam containing a thermoplastic resin and a fiber reinforced resin material containing a thermoplastic resin are laminated and integrated by thermal fusion to form a fiber reinforced composite,
In the lamination integration of the resin foam and the fiber reinforced resin material in the lamination step, a mold corresponding to the product shape of the fiber reinforced composite to be produced is used.
In the laminating step, a fiber-reinforced composite manufacturing method for producing a fiber-reinforced composite shaped by the mold,
The manufacturing method of the fiber reinforced composite_body | complex using the resin foam for composite formation of any one of Claims 1 thru | or 4 as the said resin foam.
加熱状態の前記繊維強化樹脂材を前記樹脂発泡体に積層して予備積層体を作製し、
前記型によって前記予備積層体に圧力を加え、繊維強化樹脂材と樹脂発泡体とを加圧条件下において熱融着させ、
前記樹脂発泡体の加熱寸法変化率が+5%となる温度をT5(℃)、前記樹脂発泡体の加熱寸法変化率が+20%となる温度をT20(℃)としたときに、
前記予備積層体は、樹脂発泡体の少なくとも中心部がT5(℃)よりも10(℃)以上低温となるように前記樹脂発泡体の温度を調整して作製し、
前記熱融着に際しては、樹脂発泡体の中心部がT20(℃)以上の温度となるように前記樹脂発泡体の温度を調整して、該樹脂発泡体の膨張圧力を繊維強化樹脂材と樹脂発泡体との熱融着に利用する請求項5記載の繊維強化複合体の製造方法。 In the lamination step,
Laminating the fiber reinforced resin material in a heated state on the resin foam to produce a pre-laminated body,
Pressure is applied to the preliminary laminate by the mold, and the fiber-reinforced resin material and the resin foam are thermally fused under pressure conditions,
When the temperature at which the heating dimensional change rate of the resin foam is + 5% is T 5 (° C.), and the temperature at which the heating dimensional change rate of the resin foam is + 20% is T 20 (° C.),
The preliminary laminate is prepared by adjusting the temperature of the resin foam so that at least the central part of the resin foam is at least 10 (° C.) lower than T 5 (° C.),
In the heat sealing, the temperature of the resin foam is adjusted so that the center of the resin foam has a temperature equal to or higher than T 20 (° C.), and the expansion pressure of the resin foam is adjusted with the fiber reinforced resin material. The method for producing a fiber-reinforced composite according to claim 5, which is used for heat fusion with a resin foam.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014134958A JP6200861B2 (en) | 2014-06-30 | 2014-06-30 | Resin foam for forming composite and method for producing fiber-reinforced composite |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014134958A JP6200861B2 (en) | 2014-06-30 | 2014-06-30 | Resin foam for forming composite and method for producing fiber-reinforced composite |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016010953A true JP2016010953A (en) | 2016-01-21 |
| JP6200861B2 JP6200861B2 (en) | 2017-09-20 |
Family
ID=55227975
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014134958A Active JP6200861B2 (en) | 2014-06-30 | 2014-06-30 | Resin foam for forming composite and method for producing fiber-reinforced composite |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6200861B2 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019089239A (en) * | 2017-11-14 | 2019-06-13 | 東京R&Dコンポジット工業株式会社 | Breather cloth |
| JP2020116945A (en) * | 2019-01-02 | 2020-08-06 | ザ・ボーイング・カンパニーThe Boeing Company | Expandable bladder as tool for composite material parts |
| JP2021041634A (en) * | 2019-09-12 | 2021-03-18 | 株式会社 Monopost | Method for molding laminated composite sheet comprising fiber reinforced resin sheet and resin foamed sheet |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6042765A (en) * | 1993-11-10 | 2000-03-28 | Sekisui Kagaku Kogyo Kabushiki Kaisha | Method for producing a fiber-reinforced thermoplastic resin foamed product |
| JP2013203888A (en) * | 2012-03-28 | 2013-10-07 | Sekisui Plastics Co Ltd | Foamed body for composite, and method for producing the same |
| JP2014028920A (en) * | 2012-06-29 | 2014-02-13 | Sekisui Plastics Co Ltd | Thermoplastic polyester-based resin extruded foam sheet, molded artifact using the same, method for manufacturing a thermoplastic polyester-based resin extruded foam sheet, and fiber-reinforced composite |
| JP2014070153A (en) * | 2012-09-28 | 2014-04-21 | Sekisui Plastics Co Ltd | Method for manufacturing thermoplastic polyester resin foam particles, thermoplastic polyester resin foam particles, method for manufacturing foam molding using thermoplastic polyester resin foam particles, foam molding, and composite foam |
| JP2014080022A (en) * | 2012-09-28 | 2014-05-08 | Sekisui Plastics Co Ltd | Foamed body for composite body, composite body and member for composing transportation equipment |
-
2014
- 2014-06-30 JP JP2014134958A patent/JP6200861B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6042765A (en) * | 1993-11-10 | 2000-03-28 | Sekisui Kagaku Kogyo Kabushiki Kaisha | Method for producing a fiber-reinforced thermoplastic resin foamed product |
| JP2013203888A (en) * | 2012-03-28 | 2013-10-07 | Sekisui Plastics Co Ltd | Foamed body for composite, and method for producing the same |
| JP2014028920A (en) * | 2012-06-29 | 2014-02-13 | Sekisui Plastics Co Ltd | Thermoplastic polyester-based resin extruded foam sheet, molded artifact using the same, method for manufacturing a thermoplastic polyester-based resin extruded foam sheet, and fiber-reinforced composite |
| JP2014070153A (en) * | 2012-09-28 | 2014-04-21 | Sekisui Plastics Co Ltd | Method for manufacturing thermoplastic polyester resin foam particles, thermoplastic polyester resin foam particles, method for manufacturing foam molding using thermoplastic polyester resin foam particles, foam molding, and composite foam |
| JP2014080022A (en) * | 2012-09-28 | 2014-05-08 | Sekisui Plastics Co Ltd | Foamed body for composite body, composite body and member for composing transportation equipment |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019089239A (en) * | 2017-11-14 | 2019-06-13 | 東京R&Dコンポジット工業株式会社 | Breather cloth |
| JP2020116945A (en) * | 2019-01-02 | 2020-08-06 | ザ・ボーイング・カンパニーThe Boeing Company | Expandable bladder as tool for composite material parts |
| JP7475861B2 (en) | 2019-01-02 | 2024-04-30 | ザ・ボーイング・カンパニー | Expandable bladders as a tool for composite parts |
| JP2021041634A (en) * | 2019-09-12 | 2021-03-18 | 株式会社 Monopost | Method for molding laminated composite sheet comprising fiber reinforced resin sheet and resin foamed sheet |
| JP7374458B2 (en) | 2019-09-12 | 2023-11-07 | 株式会社 Monopost | Molding method for laminated composite sheet consisting of fiber reinforced resin sheet and resin foam sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6200861B2 (en) | 2017-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6043678B2 (en) | Method for producing fiber reinforced composite and fiber reinforced composite | |
| JP6468972B2 (en) | Method for producing fiber reinforced composite foam | |
| JP6009399B2 (en) | Fiber-reinforced composite and method for producing the same | |
| KR101866206B1 (en) | Resin composite, and method for manufacturing resin composite | |
| JP6161563B2 (en) | Fiber reinforced composite | |
| JP6244265B2 (en) | Method for producing fiber reinforced composite and fiber reinforced composite | |
| TW201942183A (en) | Foamed particle, foam molded body, method for manufacturing them and resin composite | |
| JP6200861B2 (en) | Resin foam for forming composite and method for producing fiber-reinforced composite | |
| TWI615434B (en) | Foamed particle and foamed molded body, fiber reinforced composite and parts for automobiles | |
| JP5890717B2 (en) | Foam for composite and method for producing the same | |
| JP6395896B2 (en) | Foamed particles for in-mold foam molding, in-mold foam molded body and fiber reinforced composite | |
| JP6078671B2 (en) | Complex | |
| JP6140064B2 (en) | Manufacturing method of fiber reinforced composite, fiber reinforced composite, and transportation equipment component | |
| JP6067473B2 (en) | Method for producing fiber reinforced composite and fiber reinforced composite | |
| JP2019044105A (en) | Foamed particle, foamed molding, fiber-reinforced composite body, method for producing the same, and automobile parts | |
| JP6050730B2 (en) | In-mold foam molded article, fiber reinforced composite, and method for producing in-mold foam molded article | |
| JP6488154B2 (en) | Fiber-reinforced composite and method for producing the same | |
| JP6404197B2 (en) | FIBER-REINFORCED FOAM, PROCESS FOR PRODUCING THE SAME, AND FIBER-REINFORCED COMPOSITE USING FIBER-REINFORCED FOAM | |
| JP6026942B2 (en) | Method for producing fiber-reinforced molded body and fiber-reinforced molded body | |
| JP2020033484A (en) | Foam particle, foam molding, fiber-reinforced composite body and component for automobile | |
| JP6215167B2 (en) | Fiber reinforced composite and method for producing fiber reinforced composite | |
| JP6077363B2 (en) | Method for producing fiber reinforced composite | |
| TWI663199B (en) | Foamed particle for manufacturing fiber reinforced composites and foamed molded articles, fiber reinforced composites parts for automobiles | |
| WO2019188052A1 (en) | Foam particles, foam molded article, fiber-reinforced composite article and automobile parts | |
| JP2020050786A (en) | Foam particle, foam molded body, fiber reinforced composite, and automobile component |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161006 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170726 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170804 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170828 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6200861 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |