JP2013227635A - High strength cold rolled steel sheet, high strength galvanized steel sheet, method for manufacturing high strength cold rolled steel sheet, and method for manufacturing high strength galvanized steel sheet - Google Patents
High strength cold rolled steel sheet, high strength galvanized steel sheet, method for manufacturing high strength cold rolled steel sheet, and method for manufacturing high strength galvanized steel sheet Download PDFInfo
- Publication number
- JP2013227635A JP2013227635A JP2012101825A JP2012101825A JP2013227635A JP 2013227635 A JP2013227635 A JP 2013227635A JP 2012101825 A JP2012101825 A JP 2012101825A JP 2012101825 A JP2012101825 A JP 2012101825A JP 2013227635 A JP2013227635 A JP 2013227635A
- Authority
- JP
- Japan
- Prior art keywords
- less
- steel sheet
- volume fraction
- rolled steel
- phase
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Abstract
Description
本発明は、高強度冷延鋼板、高強度亜鉛めっき鋼板、高強度冷延鋼板の製造方法、及び高強度亜鉛めっき鋼板の製造方法に関する。 The present invention relates to a high-strength cold-rolled steel sheet, a high-strength galvanized steel sheet, a method for producing a high-strength cold-rolled steel sheet, and a method for producing a high-strength galvanized steel sheet.
近年、自動車の製造分野では、車体軽量化による燃費向上の観点から、鋼板の薄肉化による鋼材使用量の削減が強く求められている。同様に、家電製品の製造分野においても、製品の製造サイクルにおけるCO2排出量の削減やコスト削減の観点から、鋼板の薄肉化による鋼材使用量の削減が求められている。ところが、鋼材使用量を削減するために鋼板を単純に薄肉化してしまうと、強度が低下し、外力を受けると容易に変形してしまうため、より高強度な鋼板を適用する必要が生じる。一方、鋼板の高強度化は成形性を低下させる欠点がある。 In recent years, in the automobile manufacturing field, from the viewpoint of improving fuel efficiency by reducing the weight of a vehicle body, it has been strongly required to reduce the amount of steel used by reducing the thickness of a steel plate. Similarly, in the field of home appliance manufacturing, from the viewpoint of reducing CO 2 emissions and reducing costs in the manufacturing cycle of products, it is required to reduce the amount of steel used by thinning the steel sheet. However, if the steel sheet is simply thinned in order to reduce the amount of steel used, the strength is reduced, and the steel sheet is easily deformed when subjected to an external force. Therefore, it is necessary to apply a higher-strength steel sheet. On the other hand, increasing the strength of a steel sheet has the disadvantage of reducing formability.
このような背景から、特に自動車の外板パネルや家電製品の筐体等のプレス部品に適用する鋼板については、非常に高い成形性が要求されるため、高強度鋼板の適用が進んでいない。例えば、自動車のフードやドア、バックドアといった外板パネルについては、従来は引張強度(TS)が270〜340MPa級で成形性に優れたフェライト単相鋼が使用されている。このようなフェライト単相鋼をMn、Si、P等で固溶強化した鋼又はTi、Nbの炭化物等で析出強化した鋼があるが、この鋼をTS:440MPa級まで高強度化すると、全伸び(El)で30%程度、均一伸び(U.El)で20%未満と延性が著しく低下する。このため、部品のプレス成形時に、意匠面内にネッキングが生じて表面外観が損なわれたり、割れが発生してプレス成形そのものが困難になったりする場合がある。また、フェライト相中にパーライト相を形成し高強度化した鋼板は、降伏点が高く形状凍結性が悪く、さらに降伏点伸びがあるためストレッチャーストレインが発生し外観品質を著しく損ねる。 From such a background, especially steel plates applied to press parts such as outer panel of automobiles and housings of home appliances are required to have very high formability, so that high-strength steel plates have not been applied. For example, for outer panels such as automobile hoods, doors, and back doors, conventionally, ferritic single phase steel having a tensile strength (TS) of 270 to 340 MPa and excellent formability is used. There are steels obtained by solid solution strengthening such ferritic single-phase steels with Mn, Si, P or the like, or steels with precipitation strengthening with Ti, Nb carbides, etc., but when this steel is strengthened to the TS: 440 MPa class, The ductility is remarkably lowered when the elongation (El) is about 30% and the uniform elongation (U.El) is less than 20%. For this reason, at the time of press molding of a part, necking may occur in the design surface and the surface appearance may be impaired, or cracking may occur and press molding itself may be difficult. In addition, a steel sheet with a pearlite phase formed in the ferrite phase to increase the strength has a high yield point and poor shape freezing property, and further has a yield point elongation, so that stretcher strain is generated and the appearance quality is significantly impaired.
そこで、近年、鋼板を高強度化しつつ、延性を向上させるアプローチの一つとして、軟質なフェライト相中に硬質なマルテンサイト相を分散させたDual-Phase(DP)鋼板が提案されている。DP鋼板は、高強度でありながら降伏強度が低いため、形状凍結性に優れ、降伏点伸びの発生も抑制できる。さらに、DP鋼板は、固溶強化鋼と比べて加工硬化特性に優れるため、高い均一伸びを示す(特許文献1参照)。しかしながら、DP鋼板も伸びの絶対値で比べると270〜340MPa級鋼板の伸びには劣るため、部品形状によっては容易にネッキングや割れが発生する。 Therefore, in recent years, as an approach for improving the ductility while increasing the strength of a steel sheet, a dual-phase (DP) steel sheet in which a hard martensite phase is dispersed in a soft ferrite phase has been proposed. The DP steel sheet has a high yield strength and a low yield strength. Therefore, the DP steel sheet has excellent shape freezing properties and can suppress the occurrence of yield point elongation. Furthermore, since the DP steel sheet is excellent in work hardening characteristics as compared with the solid solution strengthened steel, it exhibits high uniform elongation (see Patent Document 1). However, since the DP steel sheet is also inferior to the elongation of the 270 to 340 MPa class steel sheet in terms of the absolute value of elongation, necking and cracking easily occur depending on the part shape.
また、より優れた延性を得るためのアプローチの一つとして、フェライト相中に残留オーステナイトを生成し、変形時にオーステナイトがマルテンサイトへ変態することで高い延性を示す変態誘起塑性(TRansformation-Induced Plasticity:TRIP)効果を用いたTRIP鋼板が提案されている。TRIP鋼板としてよく知られているものは、残留オーステナイトを室温まで残すために、Siを多量に添加し、フェライト/オーステナイト間のC分配を促進したSi添加型のTRIP鋼板である(特許文献2参照)。このTRIP鋼板では、フェライト単相鋼やDP鋼板よりも高いTS×Elバランスが得られ、同一強度レベルで比べれば非常に優れた高延性を示す。 In addition, as one of the approaches to obtain superior ductility, transformation-induced plasticity (TRansformation-Induced Plasticity), in which retained austenite is generated in the ferrite phase and the austenite transforms into martensite during deformation, exhibits high ductility. A TRIP steel sheet using the TRIP effect has been proposed. A well-known TRIP steel sheet is a Si-added TRIP steel sheet in which a large amount of Si is added in order to leave residual austenite to room temperature and C distribution between ferrite and austenite is promoted (see Patent Document 2). ). In this TRIP steel plate, a TS × El balance higher than that of a ferritic single-phase steel or DP steel plate is obtained, and very high ductility is exhibited when compared at the same strength level.
しかしながら、Siは非常に強力な固溶強化元素であるため、残留オーステナイト分率を確保するために多量のSi添加を行うと、引張強度が590MPa以上となり、全伸び及び均一伸びの絶対値が低くならざるをえない。実際、従来の590MPa級のSi添加TRIP鋼板では、全伸びは35%程度であり、均一伸びは24%未満である。さらに、Siは、スラブ加熱や熱延又は焼鈍過程において鋼板表面に酸化皮膜を形成しやすいため、スケール残りやめっきむら、不めっき等の表面欠陥をまねく。 However, since Si is a very strong solid solution strengthening element, if a large amount of Si is added to ensure the retained austenite fraction, the tensile strength becomes 590 MPa or more, and the absolute value of total elongation and uniform elongation is low. I have to be. In fact, in the conventional 590 MPa grade Si-added TRIP steel sheet, the total elongation is about 35% and the uniform elongation is less than 24%. Furthermore, since Si easily forms an oxide film on the surface of the steel sheet during slab heating, hot rolling or annealing, it causes surface defects such as scale residue, plating unevenness, and non-plating.
そこで、Siと同様にオーステナイトへのCの濃化を促進し、Siより強度上昇及びめっき性劣化の影響が少ないAlを添加したTRIP鋼板が提案されている。例えば特許文献3には、Si量を低減してAl量を1.5〜2%とし、残留オーステナイトを一定量生成した鋼板において、引張強度(TS):440〜490MPa、伸び(El):36〜39%を有する延性とめっき密着性とに優れた鋼板の製造方法が開示されている。また、特許文献4にも、Si量を低減してAlを添加することによって残留オーステナイトを活用した高延性溶融亜鉛めっき鋼板の製造方法が記載されている。 Thus, a TRIP steel sheet has been proposed in which, like Si, the concentration of C into austenite is promoted, and Al is added which has less influence on strength increase and plating deterioration than Si. For example, in Patent Document 3, in a steel sheet in which the Si amount is reduced to an Al amount of 1.5 to 2% and a certain amount of retained austenite is generated, tensile strength (TS): 440 to 490 MPa, elongation (El): 36 A method for producing a steel sheet excellent in ductility and plating adhesion having ˜39% is disclosed. Patent Document 4 also describes a method for producing a highly ductile hot-dip galvanized steel sheet that utilizes retained austenite by reducing the amount of Si and adding Al.
また、特許文献5には、Siを含有する高Mn、高Al成分鋼において引張強度(TS):440〜490MPaで延性に優れた冷延鋼板を下地とした溶融亜鉛めっき鋼板の製造方法が提案されている。また、特許文献6には、高Al成分鋼において前熱処理を実施後にCGL(連続溶融亜鉛めっきライン)でめっきする製造方法以外に、前熱処理を実施せずに熱延処理において350〜500℃の低温巻取りを行うことにより10%以上の低温変態相を含み低温変態相として80%以上のベイナイトを有する熱延組織を形成した後、CGLにてめっきを行う、TS×Elバランスに優れた鋼板の製造方法が提案されている。また、特許文献7には、高Al成分鋼において高いElを示す鋼板の製造方法が開示されている。
しかしながら、特許文献3記載の鋼板を製造するためには、最終焼鈍前に800℃で1時間程度の二相域焼鈍を施し、Mnを予め分配させておくことが不可欠であり、さらに焼鈍+めっき工程においても800℃×60秒の均熱焼鈍後に冷却し、440℃でめっき浴浸漬後に10分以下の長時間の焼鈍が必要である。このため、特許文献3記載の製造方法は、めっき浸漬後に焼鈍ラインを持たない通常のCGLラインに適用することは困難であり、さらに、最終焼鈍前の前熱処理が不可欠なため製造コストが大幅に増加する。また、実施例に記載されているように、いずれの発明鋼も2%を超える降伏点伸びが存在し、プレス時にストレッチャーストレインを生じて外観品質が低下する。また、特許文献4記載の製造方法も同様に、CGLによる最終焼鈍前に750℃以上での焼鈍及び250〜550℃での焼戻しが必要である。 However, in order to produce the steel sheet described in Patent Document 3, it is indispensable to perform a two-phase region annealing at 800 ° C. for about 1 hour before final annealing and to distribute Mn in advance, and further annealing + plating Also in the process, it is necessary to cool after soaking at 800 ° C. for 60 seconds and anneal for a long time of 10 minutes or less after immersion in a plating bath at 440 ° C. For this reason, it is difficult to apply the manufacturing method described in Patent Document 3 to a normal CGL line that does not have an annealing line after plating immersion, and furthermore, since the pre-heat treatment before the final annealing is indispensable, the manufacturing cost is greatly increased. To increase. In addition, as described in the examples, all the inventive steels have elongation at yield exceeding 2%, which causes stretcher strain during pressing and deteriorates the appearance quality. Similarly, the production method described in Patent Document 4 also requires annealing at 750 ° C. or higher and tempering at 250 to 550 ° C. before final annealing by CGL.
また、特許文献5記載の鋼板は、合金化温度が常法よりも非常に高く、急速加熱が必要であり、既存のCGL設備にくらべて製造コストが著しく高くなるという問題がある。また、特許文献6記載の技術ではSiを一定量含有した成分系を採用しており、めっき性が十分優れるとは言い難い。また、特許文献7記載の製造方法では、実質的に二次冷却速度で80℃/s以上の冷却能力が不可欠である。なお、本発明者らが低冷速域まで調査を行ったところ、実施例に記載の鋼板の幾つかは第二相がパーライトへと分解し、特性が大きく劣化することが明らかになった。
Further, the steel sheet described in
このように、440MPa以上590MPa未満の強度レベルにおいて、高い延性を有しつつ降伏点伸びの発生を抑制し、さらに製造コストや合金コストの著しい増大なしに製造可能な高強度冷延鋼板及び高強度亜鉛めっき鋼板とその製造方法とは十分に提供されていない。 In this way, at a strength level of 440 MPa or more and less than 590 MPa, high-strength cold-rolled steel sheet and high-strength steel that can be produced without significant increase in production cost and alloy cost while suppressing the occurrence of yield point elongation while having high ductility. The galvanized steel sheet and its manufacturing method are not sufficiently provided.
本発明は、上記課題に鑑みてなされたものであって、その目的は、440MPa以上590MPa未満の引張強度レベルにおいて高い延性を有しつつ降伏点伸びの発生を抑制し、さらに製造コストや合金コストの著しい増大なしに製造可能な高強度冷延鋼板、高強度亜鉛めっき鋼板、高強度冷延鋼板の製造方法、及び高強度亜鉛めっき鋼板の製造方法を提供することにある。 The present invention has been made in view of the above problems, and its purpose is to suppress the occurrence of elongation at the yield point while having high ductility at a tensile strength level of 440 MPa or more and less than 590 MPa. An object of the present invention is to provide a high-strength cold-rolled steel sheet, a high-strength galvanized steel sheet, a method for producing a high-strength cold-rolled steel sheet, and a method for producing a high-strength galvanized steel sheet.
本発明者らは、上記課題を解決するために鋭意研究を重ねた結果、合金添加量と製造方法とを適正に制御し、ミクロ組織を適切に複合組織化することによって、引張強度レベルを440MPa以上590MPa未満としながら、優れた延性を得つつ、鋼板の降伏点伸び(YPEl)の発生を抑制できることを知見した。 As a result of intensive studies to solve the above problems, the inventors of the present invention appropriately controlled the alloy addition amount and the manufacturing method, and appropriately formed a microstructure into a microstructure, thereby setting the tensile strength level to 440 MPa. It was discovered that the yield point elongation (YPEL) of the steel sheet can be suppressed while obtaining excellent ductility while maintaining the pressure below 590 MPa.
上記課題を解決し、目的を達成するために、本発明に係る高強度冷延鋼板は、成分組成として、質量%で、C:0.08%以上0.25%以下、Si:0.50%未満、Mn:0.7%以上2.0%未満、P:0.1%以下、S:0.01%以下、Cr:1.0%以下(0%を含む)、Al:0.40%以上2.00%以下、B:0.0050%以下(0%を含む)を含有し、Si及びAlの合計含有量が0.7〜2%であり、下記数式(1)に示すMn当量Mneqが0.8≦Mneq≦2.0であると共に、Mneq+1.3×(Siの含有量+Alの含有量)≧2.6を満足し、残部が鉄及び不可避的不純物からなり、組織は体積分率85%以上のフェライトと体積分率15%以下の第二相とを有し、第二相は体積分率1%以上8%未満のマルテンサイトと体積分率3%以上10%未満の残留オーステナイトとを含有し、ベイナイトは体積分率1%以上5%以下、パーライトは体積分率0%以上2%未満で、ベイナイトとパーライトとの合計体積分率がマルテンサイト体積分率以下であり、引張強度が440MPa以上590MPa未満であることを特徴とする。
本発明に係る高強度冷延鋼板は、上記発明において、成分組成として、質量%で、Ti:0.02%以下、Mo:0.1%未満、V:0.02%以下、Nb:0.02%以下、Ni:0.2%以下、Cu:0.1%未満のうちの1種又は2種以上の元素をさらに含有することを特徴とする。 The high-strength cold-rolled steel sheet according to the present invention is, in the above-described invention, as a component composition, in mass%, Ti: 0.02% or less, Mo: less than 0.1%, V: 0.02% or less, Nb: 0 0.02% or less, Ni: 0.2% or less, and Cu: less than 0.1%, further containing one or more elements.
本発明に係る高強度冷延鋼板は、上記発明において、成分組成として、質量%で、Sb:0.2%以下、Sn:0.2%以下、Ca:0.01%以下、REM:0.01%以下のうちの1種又は2種以上の元素をさらに含有することを特徴とする。 The high-strength cold-rolled steel sheet according to the present invention is, in the above-described invention, as a component composition in mass%, Sb: 0.2% or less, Sn: 0.2% or less, Ca: 0.01% or less, REM: 0 Further, one or more elements out of 0.01% or less are further contained.
本発明に係る高強度冷延鋼板は、上記発明において、前記第二相の体積分率Sを第二相の周囲長Lの二乗値で除算した値S/L2が0.00015未満であることを特徴とする。 In the high-strength cold-rolled steel sheet according to the present invention, in the above-described invention, a value S / L 2 obtained by dividing the volume fraction S of the second phase by the square value of the peripheral length L of the second phase is less than 0.00015. It is characterized by that.
上記課題を解決し、目的を達成するために、本発明に係る高強度亜鉛めっき鋼板は、本発明に係る高強度冷延鋼板の表面に亜鉛系めっき皮膜を備えることを特徴とする。 In order to solve the above-described problems and achieve the object, the high-strength galvanized steel sheet according to the present invention is characterized by including a zinc-based plating film on the surface of the high-strength cold-rolled steel sheet according to the present invention.
上記課題を解決し、目的を達成するために、本発明に係る高強度冷延鋼板の製造方法は、前記の成分組成を有する鋼スラブに熱間圧延及び冷間圧延を施し、次いで連続焼鈍を施すに際して、750℃以上950℃以下まで加熱し20秒以上保持した後に、下記数式(2)で規定される冷却限界温度Tcrit(℃)以上まで5℃/s以上40℃/s以下の平均冷却速度で冷却後、230℃以上410℃未満まで平均冷却速度20℃/s以上で冷却し、410℃以上500℃以下まで再加熱し10秒以上180秒以下保持することを特徴とする。
上記課題を解決し、目的を達成するために、本発明に係る高強度亜鉛めっき鋼板の製造方法は、本発明に係る高強度冷延鋼板の製造方法において、連続焼鈍の過程で亜鉛系めっきを施すことにより高強度冷延鋼板の表面に亜鉛系めっき皮膜を形成することを特徴とする。 In order to solve the above-described problems and achieve the object, a method for producing a high-strength galvanized steel sheet according to the present invention is a method for producing a high-strength cold-rolled steel sheet according to the present invention, wherein zinc-based plating is performed in the course of continuous annealing. By applying, a zinc-based plating film is formed on the surface of the high-strength cold-rolled steel sheet.
本発明によれば、440MPa以上590MPa未満の引張強度レベルにおいて高い延性を有しつつ降伏点伸びの発生を抑制し、さらに製造コストや合金コストの著しい増大なしに製造可能な高強度冷延鋼板、高強度亜鉛めっき鋼板、高強度冷延鋼板の製造方法、及び高強度亜鉛めっき鋼板の製造方法を提供することができる。 According to the present invention, high-strength cold-rolled steel sheet that suppresses the occurrence of yield point elongation while having high ductility at a tensile strength level of 440 MPa or more and less than 590 MPa, and can be produced without significant increase in production cost or alloy cost, A manufacturing method of a high-strength galvanized steel sheet, a high-strength cold-rolled steel sheet, and a manufacturing method of a high-strength galvanized steel sheet can be provided.
以下、本発明に係る高強度冷延鋼板及び高強度亜鉛めっき鋼板をその成分組成、組織、及び製造方法に分けて詳細に説明する。 Hereinafter, the high-strength cold-rolled steel sheet and the high-strength galvanized steel sheet according to the present invention will be described in detail according to their component composition, structure, and manufacturing method.
〔成分組成〕
始めに、本発明に係る高強度冷延鋼板及び高強度亜鉛めっき鋼板の成分組成について説明する。なお、以下において成分量の%表示は、特にことわらない限り質量%を意味する。
(Component composition)
First, the component composition of the high-strength cold-rolled steel sheet and the high-strength galvanized steel sheet according to the present invention will be described. In the following, “%” of the component amount means “% by mass” unless otherwise specified.
(Cの含有量)
C(炭素)は、廉価、且つ、非常に強力なオーステナイト安定化元素であり、室温までオーステナイトを残留させる上で極めて重要な元素である。Cは、後述する熱処理過程において、Cはフェライト及びベイニティックフェライトからオーステナイトへと吐き出され、オーステナイトを安定化させる。延性を向上するためには、十分にCを濃化したオーステナイトが3%以上必要である。Cが0.08%未満では、最終的な残留オーステナイトの量が3%未満になるために、延性が十分に向上しない。C量が多いほど残留オーステナイトの生成量及び安定度は増加するが、C量が0.25%を超えると第二相分率が増えすぎてTSが増大し延性が低下する。さらに溶接性が劣化する。従って、Cの含有量は0.08%以上0.25%以下とする。より高い延性を備えた鋼板を得るためには、Cの含有量の上限値を0.20%未満とすることが好ましい。
(C content)
C (carbon) is an inexpensive and very strong austenite stabilizing element, and is an extremely important element for remaining austenite to room temperature. In the heat treatment process described later, C is discharged from ferrite and bainitic ferrite to austenite to stabilize austenite. In order to improve ductility, 3% or more of austenite in which C is sufficiently concentrated is necessary. If C is less than 0.08%, the final retained austenite amount is less than 3%, and the ductility is not sufficiently improved. As the amount of C increases, the amount of retained austenite produced and its stability increase. However, if the amount of C exceeds 0.25%, the second phase fraction increases too much and TS increases and ductility decreases. Furthermore, weldability deteriorates. Therefore, the C content is set to 0.08% or more and 0.25% or less. In order to obtain a steel sheet with higher ductility, the upper limit of the C content is preferably less than 0.20%.
(Siの含有量)
Si(ケイ素)は、オーステナイトからのセメンタイト析出を抑制するので、オーステナイトのC濃化を促進させるために非常に有効な元素である。しかしながら、Siは非常に高い固溶強化能を有するため、多量に含有すれば引張強度を590MPa未満に維持することが困難になる。また、Siは、酸素との親和性が高いために鋼板表面に酸化皮膜を形成しやすく、微量でも熱延時のスケール残りや連続溶融亜鉛めっき時の酸化皮膜形成による不めっきを生じさせる。従って、Siの含有量は、できるだけ少なくすることが望ましく、0.50%未満とする。めっき品質や化成処理性を向上する観点から、Siの含有量は、0.20%未満が好ましく、さらに0.05%未満が好ましい。特に優れためっき品質を得るには、Siの含有量は0.03%未満とするとよい。
(Si content)
Since Si (silicon) suppresses cementite precipitation from austenite, it is an extremely effective element for promoting C concentration of austenite. However, since Si has a very high solid solution strengthening ability, if it is contained in a large amount, it becomes difficult to maintain the tensile strength below 590 MPa. In addition, since Si has a high affinity with oxygen, it is easy to form an oxide film on the surface of the steel sheet, and even a small amount causes a scale residue during hot rolling and non-plating due to the formation of an oxide film during continuous hot dip galvanization. Accordingly, the Si content is desirably as small as possible, and is less than 0.50%. From the viewpoint of improving the plating quality and chemical conversion property, the Si content is preferably less than 0.20%, and more preferably less than 0.05%. In order to obtain particularly excellent plating quality, the Si content is preferably less than 0.03%.
(Mnの含有量)
Mn(マンガン)は、オーステナイトがパーライトやベイナイトへ変態するのを抑制するために重要な元素である。Mnの含有量が0.7%未満では、焼鈍後の冷却時に、オーステナイトからパーライトやベイナイトへ分解しやすくなって、安定な残留オーステナイトの確保が困難になる。一方、Mnの含有量が2.0%以上になると、後述する一次冷却でのフェライト変態や二次冷却におけるベイナイト変態が遅延してマルテンサイト分率が増加するため、引張強度が590MPa以上になり延性が低下する。従って、Mnの含有量は、0.7%以上2.0%未満、好ましくは1.7%未満、より好ましくは1.6%未満とする。
(Mn content)
Mn (manganese) is an important element for suppressing the transformation of austenite to pearlite or bainite. If the Mn content is less than 0.7%, it becomes easy to decompose from austenite to pearlite or bainite during cooling after annealing, and it becomes difficult to secure stable retained austenite. On the other hand, if the Mn content is 2.0% or more, the ferrite transformation in the primary cooling described later and the bainite transformation in the secondary cooling are delayed and the martensite fraction increases, so the tensile strength becomes 590 MPa or more. Ductility decreases. Therefore, the Mn content is 0.7% or more and less than 2.0%, preferably less than 1.7%, more preferably less than 1.6%.
(Pの含有量)
P(リン)は、Bと同様に微量の添加でもパーライト変態を抑制する効果がある。但し、Pは非常に強い固溶強化元素であり、過剰に含有すると必要以上に強度が上昇する。また、Pは、合金化の遅延によるめっきムラや偏析による表面欠陥の発生を招く。従って、Pの含有量は、0.1%以下、より好ましくは0.05%以下、さらに好ましくは0.03%以下とする。
(P content)
P (phosphorus), like B, has the effect of suppressing pearlite transformation even when added in a small amount. However, P is a very strong solid solution strengthening element. If it is excessively contained, the strength increases more than necessary. Further, P invites generation of surface defects due to uneven plating or segregation due to a delay in alloying. Therefore, the P content is 0.1% or less, more preferably 0.05% or less, and still more preferably 0.03% or less.
(Sの含有量)
S(硫黄)を適量含有させることによって、一次スケールの剥離性を向上し、鋼板の最終的なめっき外観品質を向上させることが可能であり、このような効果を得るためには、Sを0.001%以上含有させることが好ましい。しかしながら、Sが多量に存在した場合、鋼の熱間延性が低下し、熱間圧延時に鋼板表面に割れが発生することで表面品質を劣化し、さらには、Sは、粗大なMnSを形成して破壊の基点となるため鋼板の延性を低下させる。このため、Sの含有量は0.01%以下とする。
(S content)
By including an appropriate amount of S (sulfur), it is possible to improve the peelability of the primary scale and improve the final plating appearance quality of the steel sheet. It is preferable to contain 0.001% or more. However, when S is present in a large amount, the hot ductility of the steel is reduced, and the surface quality is deteriorated by cracking on the surface of the steel sheet during hot rolling. Furthermore, S forms coarse MnS. As a result, the ductility of the steel sheet is reduced. For this reason, content of S shall be 0.01% or less.
(Crの含有量)
Cr(クロム)は、任意添加元素である。しかし、Crの固溶強化は小さいのに対して、Mn当量を増加させる効果は大きいことから、冷却過程におけるパーライト変態の抑制のためにCrは0.1%以上添加することが好ましい。一方、過剰なCr添加はコストを増大させるだけでなく、フェライト/ベイナイト変態を著しく遅延し、残留オーステナイトが得にくくなる。従って、Crの含有量は1.0%以下(0%を含む)とする。
(Cr content)
Cr (chromium) is an optional additive element. However, since the solid solution strengthening of Cr is small, the effect of increasing the Mn equivalent is large, and therefore Cr is preferably added in an amount of 0.1% or more in order to suppress pearlite transformation in the cooling process. On the other hand, excessive addition of Cr not only increases the cost, but also significantly delays the ferrite / bainite transformation and makes it difficult to obtain retained austenite. Therefore, the Cr content is 1.0% or less (including 0%).
(Alの含有量)
Al(アルミニウム)は、オーステナイト中の炭化物析出を抑制する効果を有し、Siより固溶強化能が小さいことから、本発明においてオーステナイトのC濃度を増加させるため必須の元素である。また、Alは、強力なフェライト安定化元素であるため、Ae3線を高C側へ遷移し、フェライトと共存するオーステナイトのC濃度を高濃度化できるので残留オーステナイトの安定度がさらに増加する。Alの含有量が0.40%未満では炭化物の生成を抑制する効果が十分に得られない。一方、Alの含有量が2.00%を超えると、鋼板表面に酸化層を形成し、めっき性や化成処理性を著しく劣化する。さらに、Alはスラブ鋳造時にNと結合してAlN介在物を形成し鋳造性が低下する。また、フェライトバンド組織が形成されやすくなり、不均一な組織になるため延性が劣化する。従って、Alの含有量は0.40%以上2.00%以下とする。上述のAlの効果をより有効に発揮するためには、Alの含有量は0.60%以上が好ましい。また、上記不都合をより確実に回避するためには、Alの含有量は1.80%以下が好ましい。
(Al content)
Al (aluminum) is an essential element for increasing the C concentration of austenite in the present invention because it has an effect of suppressing precipitation of carbides in austenite and has a lower solid solution strengthening ability than Si. Moreover, since Al is a strong ferrite stabilizing element, the Ae3 line is shifted to the high C side, and the C concentration of austenite coexisting with ferrite can be increased, so that the stability of retained austenite is further increased. If the Al content is less than 0.40%, the effect of suppressing the formation of carbides cannot be sufficiently obtained. On the other hand, if the Al content exceeds 2.00%, an oxide layer is formed on the surface of the steel sheet, and the plating properties and chemical conversion treatment properties are significantly deteriorated. Furthermore, Al combines with N during slab casting to form AlN inclusions, which lowers the castability. In addition, the ferrite band structure is easily formed, and the ductility deteriorates because the structure becomes non-uniform. Therefore, the Al content is set to 0.40% or more and 2.00% or less. In order to exhibit the above-described effect of Al more effectively, the Al content is preferably 0.60% or more. Moreover, in order to avoid the said inconvenience more reliably, Al content is preferably 1.80% or less.
(Bの含有量)
B(ホウ素)は、任意添加元素である。しかし、Bは、極微量の添加によって、冷却時のパーライト変態を抑制する効果があることから、後述する二次冷却においてパーライト変態を回避し、ベイナイト変態をさせる効果を有する元素である。しかしながら、Bの過剰な添加は、Bの炭化物を析出し焼入れ性を低下させるだけでなく、熱間変形抵抗を増大させ熱間圧延が困難になる。このため、Bの含有量は0.0050%以下(0%を含む)とする。
(B content)
B (boron) is an optional additive element. However, since B has an effect of suppressing pearlite transformation at the time of cooling by addition of a very small amount, it is an element that has the effect of avoiding pearlite transformation and causing bainite transformation in secondary cooling described later. However, excessive addition of B not only precipitates B carbide and lowers the hardenability, but also increases the hot deformation resistance and makes hot rolling difficult. Therefore, the B content is 0.0050% or less (including 0%).
(Al及びSiの合計含有量)
Al及びSiは共にオーステナイト中の炭化物析出を抑制する元素であり、Al及びSiの合計含有量が多いほど、残留オーステナイトは生成しやすい。この効果は、Al及びSiの合計含有量が0.7%以上で得られる。しかしながら、Al及びSiの過剰な添加は鋼板のフェライトバンドを助長し延性を低下させる。さらに、Al及びSiは共に易酸化元素であるため、過剰な添加はめっき品質や化成処理性を著しく劣化させる。従って、Al及びSiの合計含有量は0.7%以上2%以下とする。
(Total content of Al and Si)
Both Al and Si are elements that suppress carbide precipitation in austenite. As the total content of Al and Si increases, retained austenite tends to be generated. This effect is obtained when the total content of Al and Si is 0.7% or more. However, excessive addition of Al and Si promotes the ferrite band of the steel sheet and lowers the ductility. Further, since both Al and Si are easily oxidizable elements, excessive addition significantly deteriorates the plating quality and chemical conversion treatment. Therefore, the total content of Al and Si is set to 0.7% or more and 2% or less.
(Mn当量)
室温でも安定なオーステナイトを得るためには、冷却過程におけるパーライト生成を低減する必要がある。そこで、フェライト/パーライト変態を遅延する効果のある本発明鋼中の主な合金元素をMn当量(Mneq)として厳密に管理する。焼鈍後の冷却時のパーライト生成に及ぼす各種合金元素の影響を調査した結果、Mn、Cr、P、Bが、パーライト生成を遅延する効果を有し、以下に示す数式(1)のようなMn当量式として表されることが知見された。さらに、Mn当量はフェライト生成も遅延するので、第二相分率に大きく影響し、本発明鋼の引張強度(TS)をほぼ決定する重要な因子でもある。
(Mn equivalent)
In order to obtain austenite that is stable even at room temperature, it is necessary to reduce the formation of pearlite during the cooling process. Therefore, the main alloy element in the steel of the present invention having the effect of delaying the ferrite / pearlite transformation is strictly managed as Mn equivalent (Mn eq ). As a result of investigating the influence of various alloy elements on the formation of pearlite during cooling after annealing, Mn, Cr, P, and B have the effect of delaying the formation of pearlite, and Mn as shown in the following formula (1) It was found to be expressed as an equivalent formula. Furthermore, since the Mn equivalent also delays ferrite formation, it greatly affects the second phase fraction, and is also an important factor that almost determines the tensile strength (TS) of the steel of the present invention.
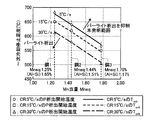
一方、焼鈍過程におけるパーライト生成や過剰なベイナイト生成を抑制し、残留オーステナイトを確保するために、これらの変態挙動に及ぼす合金元素の影響を調査した結果、上記Mn当量に加えて、Al及びSiも大きな抑制効果を有することがわかった。そこで、本発明の発明者らは、Mn当量及びAl及びSi含有量が焼鈍後の鋼板の材質に及ぼす影響を調査した。図1は、C:0.09〜0.171%、Si:0.01〜0.80%、Mn:0.3〜2.35%、P:0.01〜0.04%、S:0.002〜0.009%、Al:0.50〜1.66%、Cr:0.01〜0.65%、N:0.002%、B:0〜0.001%とした鋼のMn当量、Al及びSiの含有量と材質の関係、及び連続冷却時のパーライト生成の有無を調査した結果を示す図である。図中、TSが440MPa以上590MPa未満でU.El≧25%、El≧38%の優れた延性を達成する鋼板を○、TSが440MPa以上590MPa未満であるが、パーライト及びベイナイトが過剰に生成しU.El≧25%、El≧38%に未達の鋼板を□、TS≧590MPaでU.El≧25%、El≧38%に未達となった鋼板を△と表記した。 On the other hand, in order to suppress the formation of pearlite and excessive bainite in the annealing process and to secure retained austenite, the results of investigating the influence of alloy elements on these transformation behaviors showed that in addition to the above Mn equivalent, Al and Si It was found to have a great inhibitory effect. Therefore, the inventors of the present invention investigated the influence of the Mn equivalent and Al and Si contents on the material of the steel plate after annealing. FIG. 1 shows C: 0.09 to 0.171%, Si: 0.01 to 0.80%, Mn: 0.3 to 2.35%, P: 0.01 to 0.04%, S: 0.002 to 0.009%, Al: 0.50 to 1.66%, Cr: 0.01 to 0.65%, N: 0.002%, B: 0 to 0.001% It is a figure which shows the result of having investigated the presence or absence of the pearlite generation | occurrence | production at the time of continuous cooling, and the relationship between Mn equivalent, content of Al and Si, and a material. In the figure, when TS is 440 MPa or more and less than 590 MPa, U.S. A steel sheet that achieves excellent ductility of El ≧ 25% and El ≧ 38% is ◯, and TS is 440 MPa or more and less than 590 MPa. A steel sheet that does not meet El ≧ 25% and El ≧ 38% is □, and TS ≧ 590 MPa. A steel sheet that did not reach El ≧ 25% and El ≧ 38% was indicated by Δ.
試験片の作製方法は以下の通りである。すなわち、上記の成分を有する27mm厚のスラブを1200℃に加熱後、仕上げ圧延温度950℃で4mm厚まで熱間圧延し、直ちに水スプレー冷却を行い580℃で1時間の巻取り処理を実施した。この熱延板を0.80mm厚まで圧延率80%で冷間圧延し冷延鋼板とした。これを、800〜850℃で100秒の二相域焼鈍を行った後に、平均冷却速度15℃/sで冷却し、後述するMn当量、CR(一次冷却における平均冷却速度)、Al量、Si量で決定される適正な一次冷却停止温度域Tcrit(℃)以上まで冷却し、続いてそこから350℃までを平均冷却速度45℃/sで冷却し、直ちに450℃で30秒の等温保持を行った後、200℃まで平均冷却速度20℃/s、さらにそこから室温までを平均冷却速度10℃/sで冷却し、伸張率0.5%の調質圧延を施した。 The method for producing the test piece is as follows. That is, a 27 mm-thick slab having the above components was heated to 1200 ° C., hot-rolled to a thickness of 4 mm at a finish rolling temperature of 950 ° C., immediately subjected to water spray cooling, and subjected to a winding process at 580 ° C. for 1 hour. . This hot-rolled sheet was cold-rolled to a thickness of 0.80 mm at a rolling rate of 80% to obtain a cold-rolled steel sheet. This was annealed at 800 to 850 ° C. for 100 seconds and then cooled at an average cooling rate of 15 ° C./s, Mn equivalent, CR (average cooling rate in primary cooling), Al amount, Si Cool down to an appropriate primary cooling stop temperature range T crit (° C) determined by the amount, then cool to 350 ° C at an average cooling rate of 45 ° C / s, and immediately hold isothermal at 450 ° C for 30 seconds Then, the steel was cooled to 200 ° C. at an average cooling rate of 20 ° C./s, and then to room temperature at an average cooling rate of 10 ° C./s, and subjected to temper rolling with an elongation of 0.5%.
このようにして得られた鋼板よりJIS5号引張試験片を採取し、JISZ2241(1998年)に記載の方法に従って引張試験を行った。また、走査型電子顕微鏡による鋼板のミクロ組織観察を倍率3000倍で行い、パーライト及びベイナイトの有無を確認した。図1より、鋼板のフェライト変態を促進しTS<590MPaに低強度化するためには、Mneqを2.0以下とする必要があることがわかる。Mneqが低いほど、フェライト分率は増加し低強度な鋼板を得られるが、Mneqが0.8未満になるとパーライト変態が抑制できなくなることがわかる。従って、TS<590MPaとしつつ、Mneqによる冷却時のパーライト生成の遅延効果を得る観点から、Mneqの範囲を0.8≦Mneq≦2.0とする。さらに強度を低く抑える観点からはMneqが1.9以下であることが好ましい。 A JIS No. 5 tensile test piece was collected from the steel sheet thus obtained, and a tensile test was performed according to the method described in JIS Z2241 (1998). Further, the microstructure of the steel sheet was observed with a scanning electron microscope at a magnification of 3000 times to confirm the presence or absence of pearlite and bainite. 1 that Mn eq needs to be 2.0 or less in order to promote the ferrite transformation of the steel sheet and reduce the strength to TS <590 MPa. It can be seen that the lower the Mn eq, the higher the ferrite fraction and the lower the strength of the steel sheet. However, when the Mn eq is less than 0.8, the pearlite transformation cannot be suppressed. Therefore, the range of Mn eq is set to 0.8 ≦ Mn eq ≦ 2.0 from the viewpoint of obtaining a delay effect of pearlite generation during cooling by Mn eq while setting TS <590 MPa. Further, from the viewpoint of keeping the strength low, Mn eq is preferably 1.9 or less.
また、Mneqが0.8以上2.0以下、且つ、Mneq+1.3([%Al]+[%Si])≧2.6である領域で高い全伸びと均一伸びを得られることがわかる。Mneq+1.3([%Al]+[%Si])<2.6の鋼は冷却過程や中間保持時にパーライト又はベイナイトが生成し、残留オーステナイト量が減少したため延性が低下する。また、Mneq>2.0の鋼は、TSが高すぎるため延性が低下し、Mneq<0.8の鋼は空冷時にパーライトが生成してしまい延性が低い。以上の結果に基づき、合金元素を制御して安定な残留オーステナイトを確保し、高い均一伸びを得る観点から、Mneq+1.3([%Al]+[%Si])≧2.6とする。さらに、高いTS×均一伸びバランスを得る観点からは、2.8以上が好ましく、3.0以上がさらに好ましい。 Moreover, high total elongation and uniform elongation can be obtained in a region where Mn eq is 0.8 or more and 2.0 or less and Mn eq +1.3 ([% Al] + [% Si]) ≧ 2.6. I understand. In steel with Mn eq +1.3 ([% Al] + [% Si]) <2.6, pearlite or bainite is generated during the cooling process or intermediate holding, and the amount of retained austenite is reduced, so that the ductility is lowered. In addition, steel with Mn eq > 2.0 has low ductility because TS is too high, and steel with Mn eq <0.8 has low ductility because pearlite is generated during air cooling. Based on the above results, Mn eq +1.3 ([% Al] + [% Si]) ≧ 2.6 from the viewpoint of controlling the alloy elements to secure stable retained austenite and obtaining high uniform elongation. . Furthermore, from the viewpoint of obtaining a high TS × uniform elongation balance, 2.8 or more is preferable, and 3.0 or more is more preferable.
(Ti、Nb、Vの含有量)
Ti(チタン)、Nb(ニオブ)、V(バナジウム)はいずれもNとの親和性が強く、鋼中のNを金属窒化物として固定する効果があり、AlNの析出量を低減することができる。従って、これらの元素は、微細なAlN析出に伴うフェライト組織の粒成長の抑制や熱間延性の低下を抑制する効果がある。Ti、Nb、VによるN固定の効果を得るには、これらの元素を0.002%以上添加することが好ましい。但し、いずれも高価な元素であるため多量に添加すれば大幅なコスト増加となり、また、焼鈍時に微細な炭化物を析出しやすいため鋼板の強度を増加させる。このため、Ti、Nb、Vは、それぞれ0.02%以下とすることが好ましい。
(Content of Ti, Nb, V)
Ti (titanium), Nb (niobium), and V (vanadium) all have strong affinity with N, have an effect of fixing N in the steel as a metal nitride, and can reduce the precipitation amount of AlN. . Therefore, these elements have the effect of suppressing the grain growth of the ferrite structure accompanying the fine AlN precipitation and the reduction of hot ductility. In order to obtain the effect of N fixation by Ti, Nb, and V, it is preferable to add these elements in an amount of 0.002% or more. However, since these are expensive elements, if they are added in a large amount, the cost will increase significantly, and fine carbides are likely to precipitate during annealing, and the strength of the steel sheet is increased. For this reason, Ti, Nb, and V are each preferably 0.02% or less.
(Niの含有量)
Ni(ニッケル)は、オーステナイト安定化元素であるためパーライト変態の抑制のために必要に応じて0.05%以上添加することができる。但し、Niを多量に添加すると合金コストが増大することに加えて、鋼の延性が低下する。従って、Niを添加する場合には、その含有量は0.2%以下とする。
(Ni content)
Since Ni (nickel) is an austenite stabilizing element, 0.05% or more can be added as necessary to suppress pearlite transformation. However, when Ni is added in a large amount, the alloy cost is increased and the ductility of the steel is lowered. Therefore, when adding Ni, the content is made 0.2% or less.
(Cu及びMoの含有量)
Cu(銅)及びMo(モリブデン)は、オーステナイト安定化元素なのでパーライト変態を抑制する目的で必要に応じてそれぞれ0.02%以上添加することができる。また、SiやAlほどではないが、これらの元素はセメンタイトの生成を抑制する効果も期待される。しかしながら、いずれも高価な元素であるため合金コストを著しく増大させる。さらに、固溶強化や鋼の組織を微細化することによって鋼板の強度を上昇するので多量に含有させることは好ましくない。従って、Cu及びMoを添加する場合には、これらの含有量はそれぞれ0.1%未満、より好ましくは0.05%未満とする。
(Cu and Mo contents)
Since Cu (copper) and Mo (molybdenum) are austenite stabilizing elements, 0.02% or more can be added as needed for the purpose of suppressing pearlite transformation. Moreover, although not as much as Si and Al, these elements are also expected to have an effect of suppressing the formation of cementite. However, since both are expensive elements, the alloy cost is remarkably increased. Furthermore, since the strength of the steel sheet is increased by solid solution strengthening or by refining the steel structure, it is not preferable to contain a large amount. Accordingly, when Cu and Mo are added, their contents are each less than 0.1%, more preferably less than 0.05%.
(Sb及びSnの含有量)
Sb(アンチモン)及びSn(スズ)は、微量添加することで鋼板表面における酸化や窒化を抑制でき、必要に応じてそれぞれ0.004%以上添加することができる。但し、多量に含有させると強度の上昇と靭性の劣化、及びコストの増大を招く。このため、Sb及びSnを添加する場合には、これらの含有量はそれぞれ0.2%以下とする。
(Contents of Sb and Sn)
Sb (antimony) and Sn (tin) can be added in a small amount to suppress oxidation and nitridation on the surface of the steel sheet, and can be added in an amount of 0.004% or more as necessary. However, if it is contained in a large amount, the strength is increased, the toughness is deteriorated, and the cost is increased. For this reason, when adding Sb and Sn, these content shall be 0.2% or less, respectively.
(Ca及びREMの含有量)
Ca(カルシウム)及びREM(希土類金属)は、Sとの親和性が強いため、鋼中Sを固定し、また熱延及び冷延によって鋼中で進展して破壊の起点となるS介在物の形態を制御するために、必要に応じてそれぞれ0.002%以上添加することができる。しかしながら、これらは0.01%を超えて添加しても効果は飽和する。このため、Ca及びREMを添加する場合には、これらの含有量はそれぞれ0.01%以下とする。
(Ca and REM contents)
Ca (calcium) and REM (rare earth metal) have a strong affinity with S. Therefore, S in steel is fixed, and the S inclusions that develop in steel by hot and cold rolling and become the starting point of fracture. In order to control the form, 0.002% or more can be added as needed. However, even if they are added in excess of 0.01%, the effect is saturated. For this reason, when adding Ca and REM, these content shall be 0.01% or less, respectively.
以上の成分以外の残部は、Fe及び不可避的不純物である。なお、Nの含有量は以下の範囲とすることが好ましい。 The balance other than the above components is Fe and inevitable impurities. The N content is preferably in the following range.
(Nの含有量)
N(窒素)は、鋼中のAlと微細なAlNとを形成し、フェライト組織の粒成長性を低下させるため、組織が高強度化する。また、多量のAlNが析出すると熱間延性が急激に低下するため、連続鋳造での製造安定性が著しく損なわれる。従って、Nはできる限り低く抑えられるべき元素であり、そのような観点からNの含有量は、0.004%未満とすることが好ましく、より好ましくは0.0035%未満とする。
(N content)
N (nitrogen) forms Al and fine AlN in the steel and lowers the grain growth of the ferrite structure, so that the structure is strengthened. In addition, when a large amount of AlN is precipitated, the hot ductility is drastically lowered, and thus the production stability in continuous casting is significantly impaired. Accordingly, N is an element that should be kept as low as possible. From such a viewpoint, the N content is preferably less than 0.004%, more preferably less than 0.0035%.
〔組織〕
本発明に係る高強度冷延鋼板及び高強度亜鉛めっき鋼板は、上記成分組成を有した上で、さらに、フェライトを母相として、第二相体積分率が15%以下であり、第二相としては体積分率1%以上8%未満のマルテンサイト、体積分率3%以上10%未満の残留オーステナイト、体積分率1%以上5%以下のベイナイト、体積分率0%以上2%未満のパーライトを有し、ベイナイトとパーライトの合計体積分率がマルテンサイト体積分率以下であることを特徴とする。これにより、440MPa以上590MPa未満の引張強度と優れた加工性が得られる。以下、本発明に係る高強度冷延鋼板及び高強度亜鉛めっき鋼板の組織について説明する。
[Organization]
The high-strength cold-rolled steel sheet and the high-strength galvanized steel sheet according to the present invention have the above component composition, and further, the second phase volume fraction is 15% or less with ferrite as a parent phase, For example, martensite with a volume fraction of 1% or more and less than 8%, retained austenite with a volume fraction of 3% or more and less than 10%, bainite with a volume fraction of 1% or more and 5% or less, and a volume fraction of 0% or more and less than 2%. It has pearlite, and the total volume fraction of bainite and pearlite is less than or equal to the martensite volume fraction. Thereby, the tensile strength of 440 MPa or more and less than 590 MPa and excellent workability are obtained. Hereinafter, the structure of the high-strength cold-rolled steel sheet and the high-strength galvanized steel sheet according to the present invention will be described.
フェライトとベイニティックフェライトとは、組織形態がやや異なるものの、光学顕微鏡や走査型電子顕微鏡を用いての組織判別が容易でないこと、及び特性が比較的近いことから、両者を区別せずにフェライトとして扱う。第二相とはフェライト以外に組織中に存在する相の総称である。パーライトはフェライト及びセメンタイトからなる層状組織を指す。ベイナイトは比較的低温(マルテンサイト変態点以上)でオーステナイトから生成し、針状又は板状のフェライト中に微細な炭化物が分散した硬質な組織を指す。炭化物が生成せずに硬質なフェライトのみが生成した組織、一般にベイニティックフェライトと呼ばれる組織は、特に断りの無い限りは、ポリゴナルフェライトと合わせてフェライトの範疇に含める。マルテンサイトは冷却途中に一部焼き戻されて焼戻しマルテンサイトとなる場合があるが、これも十分硬質であることからマルテンサイトと区別しない。マルテンサイトと残留オーステナイトとは、腐食されにくく顕微鏡による判別が困難であるが、残留オーステナイトの体積分率はX線回折法により求めることができる。マルテンサイトの体積分率は、第二相体積分率から他の全ての相の体積分率を除いて求める。なお、相の体積分率の量を表す%は、特にことわらない限り体積%を意味する。 Although ferrite and bainitic ferrite are slightly different in structure, it is not easy to distinguish between structures using an optical microscope or scanning electron microscope, and the properties are relatively close. Treat as. The second phase is a general term for phases existing in the structure other than ferrite. Pearlite refers to a layered structure composed of ferrite and cementite. Bainite refers to a hard structure formed from austenite at a relatively low temperature (above the martensitic transformation point), in which fine carbides are dispersed in acicular or plate-like ferrite. A structure in which only hard ferrite is generated without generating carbide, generally called bainitic ferrite, is included in the category of ferrite together with polygonal ferrite unless otherwise specified. Martensite may be partially tempered during cooling to become tempered martensite, but it is also hard enough to distinguish from martensite. Martensite and retained austenite are hardly corroded and difficult to distinguish with a microscope, but the volume fraction of retained austenite can be determined by X-ray diffraction. The volume fraction of martensite is obtained by excluding the volume fractions of all other phases from the second phase volume fraction. In addition,% showing the quantity of the volume fraction of a phase means the volume% unless there is particular notice.
(第二相の体積分率)
合金成分により固溶強化を抑えても、第二相の体積分率が15%を超えると、引張強度が増加し延性が大きく低下してしまう。このため第二相の体積分率は、15%以下、より好ましくは14%以下とする。すなわち、本発明に係る鋼板は、体積分率85%以上、より好ましくは86%以上のフェライトを有する。
(Second phase volume fraction)
Even if solid solution strengthening is suppressed by the alloy component, if the volume fraction of the second phase exceeds 15%, the tensile strength increases and the ductility is greatly reduced. Therefore, the volume fraction of the second phase is 15% or less, more preferably 14% or less. That is, the steel sheet according to the present invention has a ferrite with a volume fraction of 85% or more, more preferably 86% or more.
(マルテンサイトの体積分率)
本発明に係る鋼板では、降伏点伸び(YPEl)の発生を抑制するため、適切にCを濃化させた硬質なマルテンサイトをフェライト中に微量に分散させることが重要である。YPElの発生を抑制するためには少なくとも1%以上のマルテンサイトが必要で、3%以上のマルテンサイトを含有することが好ましい。しかしながら、マルテンサイトが過剰に存在すると組織の高強度化を招くため、マルテンサイトの体積分率は8%未満に抑える必要がある。
(Martensite volume fraction)
In the steel sheet according to the present invention, in order to suppress the occurrence of yield point elongation (YPEL), it is important to disperse the hard martensite appropriately enriched with C in a small amount in the ferrite. In order to suppress the generation of YPEl, at least 1% or more of martensite is required, and it is preferable to contain 3% or more of martensite. However, since excessive martensite leads to an increase in strength of the structure, the martensite volume fraction needs to be suppressed to less than 8%.
(残留オーステナイトの体積分率)
本発明に係る鋼板においては、残留オーステナイトによるTRIP効果を活用し高い均一伸びを得るため、残留オーステナイトの体積分率の制御が非常に重要である。高い均一伸びを得るには、残留オーステナイトを少なくとも3%以上10%未満含有する必要がある。残留オーステナイトの体積分率が3%未満である場合、均一伸びは25%未満となる。さらに優れた均一伸びを得るためには、残留オーステナイトの体積分率は4%以上であることが好ましく、5%以上であることがさらに好ましい。一方、10%以上の過剰な残留オーステナイトが存在すると、TS≧590MPaとなって延性が低下することから、10%未満とする。
(Volume fraction of retained austenite)
In the steel sheet according to the present invention, control of the volume fraction of retained austenite is very important in order to obtain a high uniform elongation by utilizing the TRIP effect due to retained austenite. In order to obtain high uniform elongation, it is necessary to contain at least 3% or more and less than 10% of retained austenite. When the volume fraction of retained austenite is less than 3%, the uniform elongation is less than 25%. In order to obtain further excellent uniform elongation, the volume fraction of retained austenite is preferably 4% or more, and more preferably 5% or more. On the other hand, if excess retained austenite of 10% or more is present, TS ≧ 590 MPa and ductility is lowered, so the content is made less than 10%.
(ベイナイトの体積分率)
本発明に係る鋼板では、二次冷却後の中間保持時にベイニティックフェライトの生成を促進するため、第二相中に微量のベイナイトを生成することが非常に重要である。ベイニティックフェライトの生成を促進するためには少なくとも1%以上のベイナイトが必要で、2%以上のベイナイトを含有することが好ましい。しかしながら、ベイナイトが過剰に存在すると第二相中のC濃化量が低下すると共に、組織が硬質化し延性が低下する。従って、ベイナイトの体積分率は5%以下に抑える必要がある。
(Bainite volume fraction)
In the steel sheet according to the present invention, it is very important to generate a small amount of bainite in the second phase in order to promote the formation of bainitic ferrite during intermediate holding after secondary cooling. In order to promote the formation of bainitic ferrite, at least 1% bainite is required, and it is preferable to contain 2% or more bainite. However, when bainite is present in excess, the amount of C enrichment in the second phase is lowered, the structure is hardened, and ductility is lowered. Therefore, the volume fraction of bainite needs to be suppressed to 5% or less.
(パーライトの体積分率)
パーライトは、Cが濃化した第二相から生成しCを消費してしまうので、残留オーステナイトの安定性を低下して延性を低減させるため、極力生成しないことが好ましい。このため、パーライトの体積分率は0%以上2%未満、より好ましくは1%未満に抑えることが望ましい。
(Perlite volume fraction)
Since pearlite is generated from the second phase in which C is concentrated and consumes C, it is preferable not to generate pearlite as much as possible in order to reduce the stability of retained austenite and reduce ductility. For this reason, it is desirable that the volume fraction of pearlite be 0% or more and less than 2%, more preferably less than 1%.
(パーライト及びベイナイトの合計体積分率)
パーライト及びベイナイトといった炭化物の析出を伴った第二相が生成すると、マルテンサイトの生成量が低下し、マルテンサイトとフェライトの中間に生成してマルテンサイトがフェライトに歪を導入しYPElを消失させる効果が阻害される。そこで、第二相中の組織構成がYPElに及ぼす影響を調査した。図2は、成分組成をC:0.09〜0.171%、Si:0.01〜0.80%、Mn:0.3〜2.35%、P:0.01〜0.04%、S:0.002〜0.009%、Al:0.22〜1.66%、Cr:0.01〜0.65%、N:0.002%、B:0〜0.001%で、さらにSi+Al量:0.23〜1.7%、Mneq:0.5〜2.9、Mneq+1.3(Si+Al):2.2〜4.9とした鋼の組織構成を変化させたときのYPElの変化を示す図である。図2は、YPElに及ぼすマルテンサイト体積分率(Vm)とパーライト及びベイナイト合計体積分率(Vp+b)との差の影響を示すものである。
(Total volume fraction of pearlite and bainite)
When a second phase accompanied by precipitation of carbides such as pearlite and bainite is generated, the amount of martensite generated decreases, and the effect is that the martensite is introduced between the martensite and ferrite, and the martensite introduces strain into the ferrite and eliminates YPEl. Is inhibited. Then, the influence which the structure | tissue structure in a 2nd phase has on YPEl was investigated. FIG. 2 shows the component composition of C: 0.09 to 0.171%, Si: 0.01 to 0.80%, Mn: 0.3 to 2.35%, P: 0.01 to 0.04% , S: 0.002 to 0.009%, Al: 0.22 to 1.66%, Cr: 0.01 to 0.65%, N: 0.002%, B: 0 to 0.001% Furthermore, the amount of Si + Al: 0.23 to 1.7%, Mneq: 0.5 to 2.9, and Mneq + 1.3 (Si + Al): 2.2 to 4.9, when the steel structure was changed. It is a figure which shows the change of YPEl. FIG. 2 shows the effect of the difference between martensite volume fraction (Vm) and pearlite and bainite total volume fraction (Vp + b) on YPEl.
試験片の作製方法は以下の通りである。すなわち、上記の成分組成を有する27mm厚のスラブを1200℃に加熱後、仕上げ圧延温度870〜970℃で4mm厚まで熱間圧延し、直ちに水スプレー冷却を行い450〜650℃の温度範囲で1時間の巻取り処理を実施した。この熱延板を0.80mm厚まで圧延率80%で冷間圧延し冷延板とした。これを、720〜900℃で100秒の焼鈍を行った後に、平均冷却速度1〜50℃/sで500〜820℃の温度範囲まで一次冷却停止し、続いて150〜500℃までを平均冷却速度2〜80℃/sで冷却し、直ちに450℃で30sの等温保持を行った後、200℃まで平均冷却速度20℃/s、さらにそこから室温までを平均冷却速度10℃/sで冷却し、伸張率0.5%の調質圧延を施した。 The method for producing the test piece is as follows. That is, a 27 mm-thick slab having the above composition is heated to 1200 ° C., hot rolled to a thickness of 4 mm at a finish rolling temperature of 870 to 970 ° C., immediately subjected to water spray cooling, and 1 in a temperature range of 450 to 650 ° C. A time winding process was performed. This hot-rolled sheet was cold-rolled to a thickness of 0.80 mm at a rolling rate of 80% to obtain a cold-rolled sheet. This was annealed at 720 to 900 ° C. for 100 seconds, then stopped at the primary cooling to a temperature range of 500 to 820 ° C. at an average cooling rate of 1 to 50 ° C./s, and then averaged to 150 to 500 ° C. After cooling at a rate of 2 to 80 ° C./s, immediately isothermally holding at 450 ° C. for 30 s, then cooling to 200 ° C. at an average cooling rate of 20 ° C./s, and then cooling to room temperature at an average cooling rate of 10 ° C./s Then, temper rolling with an elongation of 0.5% was performed.
このようにして得られた鋼板よりJIS5号引張試験片を採取し、JISZ2241(1998年)に記載の方法に従って引張試験を行った。また、鋼板のミクロ組織の体積分率を求めるために以下の測定を行った。すなわち、鋼板のL断面(圧延方向に平行な垂直断面)を研磨後ナイタールで腐食させ、走査型電子顕微鏡にて倍率3000倍の組織写真を10視野撮影し、得られた組織写真データにおいてそれぞれの相に相当する領域の画素数を計数し、写真全体の画素数に対する割合を算出することで第二相の面積率を測定した。このようにして得られたL断面の面積率は、鋼板の圧延直角方向に平行な垂直断面より求められた面積率とほぼ同一の値を示したことから、面積率の異方性はないものと判断し、ここでは前記L断面の面積率を第二相の体積率とした。 A JIS No. 5 tensile test piece was collected from the steel sheet thus obtained, and a tensile test was performed according to the method described in JIS Z2241 (1998). Moreover, the following measurements were performed in order to obtain the volume fraction of the microstructure of the steel sheet. That is, the L cross section (vertical cross section parallel to the rolling direction) of the steel sheet was polished and then corroded with nital, and 10 structural photographs were taken with a scanning electron microscope at a magnification of 3000 times. The area ratio of the second phase was measured by counting the number of pixels in the region corresponding to the phase and calculating the ratio to the number of pixels of the entire photograph. The area ratio of the L cross section obtained in this way showed almost the same value as the area ratio obtained from the vertical cross section parallel to the direction perpendicular to the rolling direction of the steel sheet. In this case, the area ratio of the L cross section was defined as the volume ratio of the second phase.
組織写真において、フェライトは暗色のコントラストの領域であり、フェライト中に炭化物がラメラー状に観察された領域をパーライト、フェライト中に炭化物が点列状に観察された領域をベイナイトとし、それ以外のフェライトよりも明るいコントラストの付いている領域をマルテンサイトもしくは残留オーステナイトとした。パーライト、ベイナイト、マルテンサイト、及び残留オーステナイトと認められる領域の体積率を測定し、これらを合計した体積率を第二相の体積分率とした。 In the structure photograph, ferrite is a dark color contrast area. The area where carbides are observed in a lamellar shape in ferrite is pearlite, the area where carbides are observed in a row in ferrite is bainite, and the other ferrites. Regions with brighter contrast were martensite or retained austenite. The volume fractions of the areas recognized as pearlite, bainite, martensite, and retained austenite were measured, and the total volume fraction was taken as the volume fraction of the second phase.
残留オーステナイトの体積分率は、次の方法により求めた。研削及び化学研磨により、鋼板の板厚1/4部を露出し、Mo−Kα線を線源とし加速電圧50keVにて、X線回折装置(装置:Rigaku社製RINT2200)によって鉄のフェライト相の{200}面、{211}面、{220}面と、オーステナイト相の{200}面、{220}面、{311}面のX線回折線の積分強度を測定し、これらの測定値を用いて非特許文献(理学電機株式会社:X線回折ハンドブック(2000),p26、62−64)に記載の計算式を用いて残留オーステナイトの体積分率を求めた。マルテンサイトの体積分率は、上記のミクロ組織から測定したマルテンサイトと残留オーステナイトとの合計体積分率からX線回折法で測定した残留オーステナイトの体積分率を差し引いて求めた。 The volume fraction of retained austenite was determined by the following method. By grinding and chemical polishing, a ¼ part thickness of the steel sheet is exposed, and an iron ferrite phase is formed by an X-ray diffractometer (apparatus: RINT2200 manufactured by Rigaku) using Mo-Kα rays as a radiation source and an acceleration voltage of 50 keV. Measure the integrated intensity of the X-ray diffraction lines of the {200} plane, {211} plane, {220} plane, and the {200} plane, {220} plane, and {311} plane of the austenite phase. The volume fraction of retained austenite was determined using the calculation formula described in non-patent literature (Rigaku Corporation: X-ray diffraction handbook (2000), p26, 62-64). The volume fraction of martensite was obtained by subtracting the volume fraction of retained austenite measured by the X-ray diffraction method from the total volume fraction of martensite and retained austenite measured from the above microstructure.
図2から、パーライト及びベイナイト合計体積分率がマルテンサイト体積分率以下となる、すなわち、差分が0以上になると、YPElが0.2%以下に抑制されることがわかった。このような理由から、第二相の組織構成として、パーライト及びベイナイト合計体積分率はマルテンサイト体積分率以下に抑制される必要がある。さらに、優れた延性の観点からは、パーライトおよびベイナイト合計体積分率は3%以下が好ましく、より好ましくは2%以下である。 From FIG. 2, it was found that when the total volume fraction of pearlite and bainite is equal to or less than the martensite volume fraction, that is, when the difference is equal to or greater than 0, YPEl is suppressed to 0.2% or less. For this reason, as the second phase structure, the total volume fraction of pearlite and bainite needs to be suppressed below the martensite volume fraction. Further, from the viewpoint of excellent ductility, the total volume fraction of pearlite and bainite is preferably 3% or less, more preferably 2% or less.
(第二相の体積分率S/(第二相の周囲長L)2)
第二相体積分率が同一の鋼板でも、第二相がより微細な多数のベイニティックフェライトに蚕食された形態である方が、ベイニティックフェライトから各残留オーステナイト粒へのC濃縮が促進されることで、延性が向上することが知見された(実験結果については、製造条件における図5にて後述する)。すなわち、同一の第二相体積分率において、第二相とフェライトが接する面積が広いほど、残留オーステナイトが安定化する。
(Second phase volume fraction S / (second phase circumference L) 2 )
Even in steel plates with the same second phase volume fraction, the C concentration from bainitic ferrite to each retained austenite grain is promoted when the second phase is eroded by a larger number of finer bainitic ferrites. As a result, it was found that the ductility was improved (the experimental results will be described later with reference to FIG. 5 under the manufacturing conditions). That is, at the same second phase volume fraction, the retained austenite becomes more stable as the area where the second phase contacts the ferrite is larger.
このような組織的特徴を評価する指標として、鋼板断面のミクロ組織における第二相の体積分率の合計Sを第二相の周囲長の合計Lの2乗で除した値(第二相の全粒子を一つの粒子と仮定した場合の円形度に比例)S/L2で適切に整理できる。S/L2が小さいほど第二相はフェライトに蚕食されていることを表し、延性が向上する。S/L2が0.00015以上では、残留オーステナイトへのC濃縮が不十分なため延性が不足することが懸念される。従って、S/L2は0.00015未満とすることが好ましい。より好ましくは0.00012以下である。 As an index for evaluating such structural characteristics, a value obtained by dividing the total volume S of the second phase in the microstructure of the steel sheet cross section by the square of the total L of the circumference of the second phase (the second phase (Proportional to the circularity when all the particles are assumed to be one particle) S / L 2 can be appropriately arranged. The smaller the S / L 2 is, the more the second phase is eroded by the ferrite, and the ductility is improved. When S / L 2 is 0.00015 or more, there is a concern that ductility is insufficient because C concentration to residual austenite is insufficient. Accordingly, S / L 2 is preferably less than 0.00015. More preferably, it is 0.00012 or less.
本発明においては、以上のような成分組成及びミクロ組織とすることで、引張強度(TS)が440MPa以上590MPa未満で延性に優れ、降伏点伸び(YPEl)の発生が抑制された高強度冷延鋼板及び高強度亜鉛めっき鋼板を得ることができる。高強度、且つ、延性に優れた鋼板の指標として、延性、均一伸びの絶対値に引張強度を乗じた強度−延性(TS×El)バランスや強度−均一伸び(TS×U.El)バランスが用いられる。高強度、且つ、優れたプレス成形性を確保する観点から、TS×Elバランスは19000MPa・%以上であることが好ましい。より好ましくは20000MPa・%以上であり、さらに好ましくは21000MPa・%以上である。同様に、TS×U.Elバランスとしては12000MPa・%以上が好ましく、13000MPa・%以上がより好ましい。 In the present invention, by using the above component composition and microstructure, a high strength cold rolling with a tensile strength (TS) of 440 MPa or more and less than 590 MPa that is excellent in ductility and generation of yield point elongation (YPEL) is suppressed. Steel sheets and high-strength galvanized steel sheets can be obtained. Strength and ductility (TS x El) balance and strength-uniform elongation (TS x U. El) balance are obtained by multiplying the absolute value of ductility and uniform elongation by tensile strength as indicators of steel sheets with high strength and excellent ductility. Used. From the viewpoint of ensuring high strength and excellent press formability, the TS × El balance is preferably 19000 MPa ·% or more. More preferably, it is 20000 MPa *% or more, More preferably, it is 21000 MPa *% or more. Similarly, TS × U. The El balance is preferably 12000 MPa ·% or more, more preferably 13000 MPa ·% or more.
さらに、プレス後も優れた外観品質を維持する観点から、鋼板におけるストレッチャーストレインの発生を抑制する必要がある。降伏点伸び(YPEl)が0.2%を超えると、プレス成形品に明瞭なストレッチャーストレインを生じる場合があることから、YPElは0.2%以下とすることが好ましい。より好ましくは0.1%以下であり、さらに好ましくは0%である。 Furthermore, it is necessary to suppress the occurrence of stretcher strain in the steel sheet from the viewpoint of maintaining excellent appearance quality even after pressing. If the yield point elongation (YPEL) exceeds 0.2%, a clear stretcher strain may occur in the press-formed product, so that YPEl is preferably 0.2% or less. More preferably, it is 0.1% or less, More preferably, it is 0%.
〔製造方法〕
本発明においては、所定の成分鋼を上記の組織に制御することによって優れた加工性を有する高強度冷延鋼板が得られるが、以下にこのような高強度冷延鋼板を得るための製造方法について説明する。
〔Production method〕
In the present invention, a high-strength cold-rolled steel sheet having excellent workability can be obtained by controlling a predetermined component steel to the above-described structure. A manufacturing method for obtaining such a high-strength cold-rolled steel sheet is described below. Will be described.
熱間圧延前のスラブ加熱温度を1100〜1280℃とする。加熱温度が1100℃未満では熱間圧延時の圧延負荷が増大する。また、本発明の組成はAl含有量が多くMn含有量が少ないため、Ae3温度が高く、スラブ加熱温度が1100℃未満では、熱間圧延中にエッジのような局所的に冷却された部位がAe3温度以下になってフェライトが多量に生成する可能性がある。これにより、熱延板中の組織が不均一になるため、材質のばらつきや鋼板形状の悪化を招く。一方、加熱温度が高ければ、合金成分及び組織の均一化と圧延負荷の低減とが図れるが、1280℃を超えるとスラブ表面に生成される酸化スケールが不均一に増加し表面品質が低下する。従って、スラブ加熱温度は1280℃以下とする。 The slab heating temperature before hot rolling is set to 1100 to 1280 ° C. If heating temperature is less than 1100 degreeC, the rolling load at the time of hot rolling will increase. Further, since the composition of the present invention has a high Al content and a low Mn content, when the Ae3 temperature is high and the slab heating temperature is less than 1100 ° C., a locally cooled portion such as an edge during hot rolling. May become a temperature below Ae 3 and a large amount of ferrite may be generated. Thereby, since the structure | tissue in a hot rolled sheet becomes non-uniform | heterogenous, the dispersion | variation in a material and the deterioration of a steel plate shape are caused. On the other hand, if the heating temperature is high, the alloy components and the structure can be made uniform and the rolling load can be reduced, but if it exceeds 1280 ° C., the oxide scale generated on the slab surface increases non-uniformly and the surface quality deteriorates. Therefore, the slab heating temperature is set to 1280 ° C. or less.
次に、熱間圧延の条件は特に規定せず常法に従って行えばよいが、仕上圧延終了温度(仕上温度)は850〜950℃とすることが好ましい。仕上温度が850℃未満になるとフェライト域圧延になって、鋼板内での不均一な組織形成や表面近傍での異常粒成長が発生しやすくなり、安定した材質を得難くなる。一方、仕上温度が950℃を超えると、二次スケールの生成が促進されて表面品質が劣化する。熱延仕上圧延後から巻取りまでの平均冷却速度の範囲は特に規定しない。熱延板は、任意の冷却を受けた後に、巻取温度500℃超で巻き取る必要がある。これは、熱延板組織をフェライト+パーライト組織とするためで、これにより熱延板強度を低強度化し、次工程の冷延負荷の増大を抑制することができる。さらに、スラブ加熱時に一度均質化したC、Mn、Crといったオーステナイト安定化元素がフェライト相からパーライト相へと局所的に分配されるため、焼鈍後もそれが残存し、オーステナイトの安定化が促進されやすい。上記に加えて、巻取ったコイル中で易酸化元素の内部酸化が進みやすいため、その後の焼鈍時に合金元素が鋼板表面で酸化物を形成し、めっき性や化成処理性が劣化することを抑制する効果がある。これに対して、巻取温度が500℃以下では、低温変態相の生成量が増大するので、冷延負荷が増大し、合金元素の分配も低減すると共に、熱延巻取り時の内部酸化量が低減し、めっき性及び化成処理性が低下する。冷延負荷の観点から、熱延板組織としては、80体積%以上がフェライト+パーライト組織であることが好ましく、90体積%以上がより好ましい。 Next, the hot rolling conditions are not particularly defined and may be performed according to a conventional method, but the finish rolling finish temperature (finishing temperature) is preferably 850 to 950 ° C. When the finishing temperature is less than 850 ° C., ferrite region rolling occurs, and uneven structure formation in the steel sheet and abnormal grain growth near the surface are likely to occur, making it difficult to obtain a stable material. On the other hand, when the finishing temperature exceeds 950 ° C., the generation of secondary scale is promoted and the surface quality is deteriorated. The range of the average cooling rate from hot rolling finish rolling to winding is not particularly specified. The hot-rolled sheet needs to be wound at a coiling temperature of more than 500 ° C. after receiving arbitrary cooling. This is because the hot-rolled sheet structure is a ferrite + pearlite structure, whereby the strength of the hot-rolled sheet can be reduced, and an increase in cold-rolling load in the next process can be suppressed. Furthermore, since austenite stabilizing elements such as C, Mn, and Cr once homogenized at the time of slab heating are locally distributed from the ferrite phase to the pearlite phase, they remain after annealing, and austenite stabilization is promoted. Cheap. In addition to the above, the internal oxidation of easily oxidizable elements tends to proceed in the wound coil, so that alloy elements form oxides on the surface of the steel sheet during subsequent annealing, suppressing deterioration of plating properties and chemical conversion properties There is an effect to. On the other hand, when the coiling temperature is 500 ° C. or less, the amount of low-temperature transformation phase generated increases, so the cold rolling load increases, the distribution of alloy elements decreases, and the amount of internal oxidation during hot rolling. Is reduced, and the plating property and the chemical conversion treatment property are lowered. From the viewpoint of cold rolling load, the hot rolled sheet structure is preferably 80% by volume or more of ferrite + pearlite structure, more preferably 90% by volume or more.
熱延板を巻き取った後、酸洗処理を施してから冷間圧延を行う。冷間圧延の条件は特に規定せず常法に従って行えばよいが、目標の特性を得るためには、冷間圧延率は40〜90%とすることが好ましい。このようにして得られた冷延板を、焼鈍温度750℃以上950℃以下まで昇温し20秒以上保持する。これにより、組織中の炭化物を全て溶解してオーステナイトを生成するとともに、オーステナイトへのC、Mn、Crといったオーステナイト安定化元素の分配を促す。焼鈍温度が750℃未満又は保持時間が20秒未満では、未固溶の炭化物が残存し延性が低下する場合がある。炭化物を十分に溶解する観点から、焼鈍温度は770℃以上とすることが好ましい。しかしながら、950℃を超える均熱温度での操業は焼鈍設備の負荷が大きいので焼鈍温度は950℃以下とする。また均熱保持時間が200秒を超えると、焼鈍設備の長大化又は生産速度の大幅な低下を招くため、200秒以下とすることが好ましい。 After winding the hot-rolled sheet, it is subjected to pickling treatment and then cold-rolled. The conditions for cold rolling are not particularly specified and may be carried out in accordance with a conventional method. However, in order to obtain target characteristics, the cold rolling rate is preferably 40 to 90%. The cold-rolled sheet thus obtained is heated to an annealing temperature of 750 ° C. or higher and 950 ° C. or lower and held for 20 seconds or longer. Thereby, all the carbides in the structure are dissolved to generate austenite, and distribution of austenite stabilizing elements such as C, Mn, and Cr to the austenite is promoted. If the annealing temperature is less than 750 ° C. or the holding time is less than 20 seconds, undissolved carbides may remain and ductility may decrease. From the viewpoint of sufficiently dissolving the carbide, the annealing temperature is preferably set to 770 ° C. or higher. However, the operation at a soaking temperature exceeding 950 ° C. has a large load on the annealing equipment, so the annealing temperature is set to 950 ° C. or less. Further, if the soaking time exceeds 200 seconds, the annealing equipment is lengthened or the production rate is significantly reduced.
焼鈍後は直ちに一次冷却を施す。一次冷却工程は、本発明鋼板のフェライト分率を決めるために非常に重要な工程である。一次冷却停止温度が低い方がフェライト分率が増加し延性が向上するが、低すぎるとパーライト変態が起こるため、延性の低下を招く。そこで、適正な一次冷却停止温度の検討を行った。図3は、C:0.12%、Si:0.01%、Mn:1.0〜1.7%、P:0.01%、S:0.002〜0.009%、Al:0.90〜1.64%、Cr:0.02〜0.24%、N:0.002%、B:0〜0.001%としたMn当量MneqとAl及びSiの合計含有量とが異なる鋼板を種々の平均冷却速度で連続冷却した際に、パーライト生成が起こる温度を調査した結果を示す。図中、平均冷却速度5℃/sの時のパーライト生成温度を○、15℃/sの時のパーライト生成温度を□、30℃/sの時のパーライト生成温度を△とした。 Immediately after annealing, primary cooling is performed. The primary cooling process is a very important process for determining the ferrite fraction of the steel sheet of the present invention. When the primary cooling stop temperature is lower, the ferrite fraction is increased and the ductility is improved. However, when the temperature is too low, pearlite transformation occurs, resulting in a decrease in ductility. Therefore, an appropriate primary cooling stop temperature was examined. FIG. 3 shows C: 0.12%, Si: 0.01%, Mn: 1.0 to 1.7%, P: 0.01%, S: 0.002 to 0.009%, Al: 0 .90 to 1.64%, Cr: 0.02 to 0.24%, N: 0.002%, B: 0 to 0.001% Mn equivalent Mn eq and the total content of Al and Si The result of investigating the temperature at which pearlite formation occurs when different steel plates are continuously cooled at various average cooling rates is shown. In the figure, the pearlite generation temperature at an average cooling rate of 5 ° C./s is indicated by ◯, the pearlite generation temperature at 15 ° C./s is indicated by □, and the pearlite generation temperature at 30 ° C./s is indicated by Δ.
試験片の作製方法は以下の通りである。すなわち、上記の成分を有する27mm厚のスラブを1200℃に加熱後、仕上げ圧延温度950℃で4mm厚まで熱間圧延し、直ちに水スプレー冷却を行い580℃で1時間の巻取り処理を実施した。この熱延板を0.80mm厚まで圧延率80%で冷間圧延し冷延板とした。これを、850℃で120秒の二相域焼鈍に供した後に、平均冷却速度5、15、30℃/sで冷却し、500〜700℃の種々の温度に達したところで、水冷した。このようにして得られた鋼板のミクロ組織を走査型電子顕微鏡によって倍率3000倍で観察し、パーライトの有無を確認した。図3より、パーライトの生成開始温度はMn当量が高く、Al及びSiの合計含有量は少なく、冷却速度(CR(℃/s))が速いほど低温化する。この結果から、パーライトの生成開始温度を冷却限界温度Tcritとして、以下に示す数式(2)で整理することができることが明らかになった。一次冷却停止温度がTcrit以上ではフェライト変態だけが進行し、フェライト分率の増加とオーステナイトのC濃化が促進される。 The method for producing the test piece is as follows. That is, a 27 mm-thick slab having the above components was heated to 1200 ° C., hot-rolled to a thickness of 4 mm at a finish rolling temperature of 950 ° C., immediately subjected to water spray cooling, and subjected to a winding process at 580 ° C. for 1 hour. . This hot-rolled sheet was cold-rolled to a thickness of 0.80 mm at a rolling rate of 80% to obtain a cold-rolled sheet. This was subjected to two-phase region annealing at 850 ° C. for 120 seconds, then cooled at an average cooling rate of 5, 15, 30 ° C./s, and water-cooled when various temperatures of 500 to 700 ° C. were reached. The microstructure of the steel sheet thus obtained was observed with a scanning electron microscope at a magnification of 3000 times to confirm the presence or absence of pearlite. From FIG. 3, the pearlite generation start temperature has a high Mn equivalent, the total content of Al and Si is small, and the lower the cooling rate (CR (° C./s)), the lower the temperature. From this result, it became clear that the pearlite generation start temperature can be arranged as the cooling limit temperature T crit according to the following formula (2). When the primary cooling stop temperature is equal to or higher than T crit , only the ferrite transformation proceeds, and the increase of the ferrite fraction and C concentration of austenite are promoted.
さらに、全伸び(El)及び均一伸び(U.El)に及ぼす一次冷却停止温度の影響を調査するため、C:0.123%、Si:0.01%、Mn:1.10%、P:0.01%、S:0.004%、Al:1.50%、Cr:0.23%、N:0.0028%、B:0%で、Tcrit:615℃とした鋼を、図3の場合と同様の条件で冷間圧延まで実施した後に800〜850℃で100秒の二相域焼鈍を行い、その後に平均冷却速度15℃/sで冷却し、一次冷却停止温度を500〜820℃まで変化させ、続いて平均冷却速度45℃/sで二次冷却停止温度350℃まで二次冷却を行い、直ちに470℃で30秒の中間保持を行った後に、200℃まで平均冷却速度20℃/s、さらにそこから室温までを平均冷却速度10℃/sで冷却し、伸張率0.5%の調質圧延を施した。得られた鋼板よりJIS5号引張試験片を採取し、JISZ2241(1998年)に記載の方法に従って引張試験を行った。 Furthermore, in order to investigate the influence of the primary cooling stop temperature on the total elongation (El) and uniform elongation (U. El), C: 0.123%, Si: 0.01%, Mn: 1.10%, P : 0.01%, S: 0.004%, Al: 1.50%, Cr: 0.23%, N: 0.0028%, B: 0%, and T crit : 615 ° C. After performing cold rolling under the same conditions as in FIG. 3, a two-phase annealing is performed at 800 to 850 ° C. for 100 seconds, followed by cooling at an average cooling rate of 15 ° C./s, and a primary cooling stop temperature of 500 The temperature was changed to ˜820 ° C., followed by secondary cooling at an average cooling rate of 45 ° C./s to a secondary cooling stop temperature of 350 ° C., immediately followed by intermediate holding at 470 ° C. for 30 seconds, and then average cooling to 200 ° C. Cooling at an average cooling rate of 10 ° C./s from a rate of 20 ° C./s to a room temperature It was subjected to temper rolling of Choritsu 0.5 percent. A JIS No. 5 tensile test piece was collected from the obtained steel sheet, and a tensile test was performed according to the method described in JISZ2241 (1998).
その際の一次冷却停止温度と全伸び(El)及び均一伸び(U.El)との関係を図4に示す。図4より、一次冷却停止温度が冷却限界温度Tcrit以上であれば、一次冷却時のパーライト生成が抑制され、高い均一伸びを得られることがわかる。従って、一次冷却停止温度は冷却限界温度Tcrit以上とする。一方、一次冷却停止温度が高すぎると、オーステナイトのC濃化が不足するため、急冷時のオーステナイトの安定度が足りずにベイナイトが多量に生成し、均一伸びが低下する。このため、一次冷却工程で十分にフェライト変態させるためには、一次冷却停止温度をTcrit+170℃以下とすることが好ましい。 FIG. 4 shows the relationship between the primary cooling stop temperature and the total elongation (El) and uniform elongation (U.El). FIG. 4 shows that when the primary cooling stop temperature is equal to or higher than the cooling limit temperature T crit , pearlite generation during primary cooling is suppressed, and high uniform elongation can be obtained. Therefore, the primary cooling stop temperature is set to the cooling limit temperature T crit or more. On the other hand, if the primary cooling stop temperature is too high, the C concentration of austenite is insufficient, so that the austenite stability at the time of rapid cooling is insufficient and a large amount of bainite is generated, and the uniform elongation is lowered. For this reason, in order to sufficiently transform the ferrite in the primary cooling step, it is preferable that the primary cooling stop temperature is T crit + 170 ° C. or lower.
本発明に係る鋼板は、一次冷却平均速度を5℃/s未満とした場合、パーライト変態が高温で起こりやすくなるため均一伸びが低下しやすくなる。従って、一次冷却平均速度は5℃/s以上とする。パーライト変態を十分に回避するには、一次冷却平均速度は10℃/s超であることがさらに好ましい。一方、40℃/s超では冷却速度が速すぎて、フェライト変態が十分に進行しない。よって、一次冷却平均速度は40℃/s以下とする。好ましくは20℃/s以下である。引き続いて、上記の一次冷却停止温度から230℃以上410℃未満の温度域まで、平均冷却速度20℃/s以上で二次冷却する。これは、全伸び(El)及び均一伸び(U.El)に及ぼす二次冷却停止温度の影響を調査した以下の結果より決定した。すなわち、図4に示す例の場合と同様の成分鋼を冷間圧延まで実施した後に、850℃で100秒の二相域焼鈍を行い、その後に、平均冷却速度15℃/sで冷却し、一次冷却停止温度を650℃とし、続いて平均冷却速度25℃/sで二次冷却停止温度200〜500℃まで二次冷却を行い、直ちに450℃で30秒の中間保持を行った後に、200℃まで平均冷却速度20℃/s、さらにそこから室温までを平均冷却速度10℃/sで冷却し、伸張率0.5%の調質圧延を施した。 In the steel sheet according to the present invention, when the average primary cooling rate is less than 5 ° C./s, the pearlite transformation is likely to occur at a high temperature, so that the uniform elongation tends to decrease. Accordingly, the average primary cooling rate is set to 5 ° C./s or more. In order to sufficiently avoid the pearlite transformation, the average primary cooling rate is more preferably more than 10 ° C./s. On the other hand, if it exceeds 40 ° C./s, the cooling rate is too fast and the ferrite transformation does not proceed sufficiently. Therefore, the primary cooling average speed is set to 40 ° C./s or less. Preferably it is 20 degrees C / s or less. Subsequently, secondary cooling is performed at an average cooling rate of 20 ° C./s or higher from the primary cooling stop temperature to a temperature range of 230 ° C. or higher and lower than 410 ° C. This was determined from the following results of investigating the influence of the secondary cooling stop temperature on the total elongation (El) and uniform elongation (U. El). That is, after carrying out the same component steel as in the case of the example shown in FIG. 4 until cold rolling, performing a two-phase region annealing at 850 ° C. for 100 seconds, and thereafter cooling at an average cooling rate of 15 ° C./s, The primary cooling stop temperature was set to 650 ° C., then the secondary cooling was performed at an average cooling rate of 25 ° C./s to the secondary cooling stop temperature of 200 to 500 ° C., and immediately after intermediate holding at 450 ° C. for 30 seconds, The steel was cooled to an average cooling rate of 20 ° C./s up to 0 ° C. and then cooled to an average cooling rate of 10 ° C./s from there to room temperature, and subjected to temper rolling with an elongation of 0.5%.
得られた鋼板よりJIS5号引張試験片を採取し、JISZ2241(1998年)に記載の方法に従って引張試験を行った。また、ミクロ組織は、図2の説明と同様の方法にて、第二相の体積分率Sを測定し、また第二相の周囲長Lは、体積分率を測定したものと同じ組織写真を用いて、画像解析ソフト(Image Pro Plus ver.4.0)の機能を用いて第二相領域の最外周に相当する位置の画素数を計測し、同時に写真データより1画素あたりの実長さを計測することで、第二相領域の最外周の画素数を実長さへと換算し、周囲長Lを求めた。 A JIS No. 5 tensile test piece was collected from the obtained steel sheet, and a tensile test was performed according to the method described in JISZ2241 (1998). In addition, the microstructure is measured by measuring the volume fraction S of the second phase in the same manner as described with reference to FIG. 2, and the circumference L of the second phase is the same structure photograph as that measured by the volume fraction. Using the function of the image analysis software (Image Pro Plus ver.4.0), the number of pixels at the position corresponding to the outermost circumference of the second phase area is measured, and at the same time, the actual length per pixel is calculated from the photo data. By measuring, the number of pixels at the outermost periphery of the second phase region was converted to the actual length, and the peripheral length L was obtained.
その際の二次冷却停止温度とS/L2、全伸び(El)、及び均一伸び(U.El)との関係を図5に示す。図5より、後述する中間保持温度域よりも低い二次冷却停止温度において延性が向上する効果が認められる。これは、S/L2が低下してくることから、ベイナイトによる微細なベイニティックフェライトの生成促進効果によると考えられる。但し、二次冷却停止温度が低すぎると過剰なベイナイトが生成して組織の硬質化や残留オーステナイトの減少を招くため、逆に延性は低下した。図5より、二次冷却停止温度の好適範囲は230℃以上410℃未満であることがわかる。また、二次冷却の平均冷却速度は、20℃/s未満であるとオーステナイトの一部がパーライト変態するため、延性が低下する。従って、優れた延性を確保する観点で20℃/s以上とする。 The relationship between the secondary cooling stop temperature and S / L 2 , total elongation (El), and uniform elongation (U.El) is shown in FIG. From FIG. 5, the effect of improving the ductility is recognized at the secondary cooling stop temperature lower than the intermediate holding temperature range described later. This is thought to be due to the effect of promoting the formation of fine bainitic ferrite by bainite since S / L 2 is lowered. However, when the secondary cooling stop temperature is too low, excessive bainite is generated, resulting in a hardened structure and a decrease in retained austenite. FIG. 5 shows that the preferred range of the secondary cooling stop temperature is 230 ° C. or higher and lower than 410 ° C. Further, if the average cooling rate of the secondary cooling is less than 20 ° C./s, part of the austenite undergoes pearlite transformation, so that the ductility is lowered. Therefore, it is set to 20 ° C./s or more from the viewpoint of securing excellent ductility.
二次冷却に引き続いて、鋼板を410℃以上500℃以下の中間保持温度域まで昇温した後、10秒以上保持することで、ベイニティックフェライトを生成し、オーステナイトへのC濃化をさらに促進する。保持時間が10秒未満では、ベイニティックフェライト生成が十分に進行せず、残留オーステナイト分率及びその安定度が不足し、延性が低下する。一方、この温度域で180秒を超えて保持を行っても、オーステナイトがパーライトやベイナイトへと分解してしまうので、延性が著しく低下する。このため、中間保持温度域での保持時間は180秒以内とする。高い延性を得る観点からは、保持時間を140秒以内とすることが好ましい。 Subsequent to secondary cooling, the steel sheet is heated to an intermediate holding temperature range of 410 ° C. or higher and 500 ° C. or lower and then held for 10 seconds or longer to generate bainitic ferrite, further increasing C concentration to austenite. Facilitate. If the holding time is less than 10 seconds, the formation of bainitic ferrite does not proceed sufficiently, the retained austenite fraction and its stability are insufficient, and the ductility decreases. On the other hand, even if holding is performed in this temperature range for more than 180 seconds, the austenite is decomposed into pearlite or bainite, so that the ductility is significantly reduced. For this reason, the holding time in the intermediate holding temperature region is set within 180 seconds. From the viewpoint of obtaining high ductility, the holding time is preferably within 140 seconds.
500℃を超える温度域で中間保持を開始すると、パーライトが短時間で多量に生成して、残留オーステナイトの体積分率が減少し延性が著しく低下すると共に、降伏点伸び(YPEl)も発生する。また、410℃未満では、ベイナイトが多量に生成して、やはり延性が著しく低下するとともにYPElが発生する。従って、中間保持温度は410℃以上500℃以下とする。より好ましくは420℃以上490℃以下である。 When intermediate holding is started in a temperature range exceeding 500 ° C., a large amount of pearlite is generated in a short time, the volume fraction of retained austenite is reduced, the ductility is remarkably lowered, and yield point elongation (YPEL) is also generated. Moreover, if it is less than 410 degreeC, a bainite will produce | generate abundantly and a ductility will also fall remarkably and YPEl will generate | occur | produce. Accordingly, the intermediate holding temperature is set to 410 ° C. or more and 500 ° C. or less. More preferably, it is 420 degreeC or more and 490 degrees C or less.
このようにして中間保持された鋼板を、10℃/s以上の平均冷却速度で冷却する。又は、中間保持された鋼板を溶融亜鉛めっき浴に浸漬し亜鉛めっきを形成した後に、10℃/s以上の平均冷却速度で冷却しても良い。また、必要に応じて、490〜600℃の温度域に昇温し3〜100秒保持することで合金化処理を施すこともできる。合金化処理に際しては、合金化温度が490℃未満では合金化が十分に進まない。合金化温度が600℃超では、合金化が著しく促進され、亜鉛めっきが硬質化し剥離しやすくなると共に、オーステナイトがパーライトへと変態し、延性の低下やYPElの発生をまねく。 In this way, the intermediately held steel sheet is cooled at an average cooling rate of 10 ° C./s or more. Alternatively, after the intermediately held steel plate is immersed in a hot dip galvanizing bath to form galvanizing, it may be cooled at an average cooling rate of 10 ° C./s or more. Further, if necessary, the alloying treatment can be performed by raising the temperature to 490 to 600 ° C. and holding it for 3 to 100 seconds. In the alloying treatment, alloying does not proceed sufficiently if the alloying temperature is less than 490 ° C. When the alloying temperature exceeds 600 ° C., alloying is remarkably promoted, the galvanizing is hardened and easily peeled off, and austenite is transformed into pearlite, resulting in reduced ductility and generation of YPEl.
この亜鉛めっき鋼板は、表面粗度の調整や鋼板形状の平坦化の目的から、調質圧延を施してもよい。但し、過剰な調圧は均一伸びを低減させることから、調圧における伸張率は0.1%以上0.7%以下とすることが好ましい。以上述べたような製造方法を用いることで、複雑な工程を用いることなく、延性に優れた高強度冷延鋼板及び延性とめっき性とに優れた高強度溶融亜鉛めっき鋼板を製造することができる。 This galvanized steel sheet may be subjected to temper rolling for the purpose of adjusting the surface roughness and flattening the shape of the steel sheet. However, since excessive pressure regulation reduces uniform elongation, it is preferable that the elongation ratio in pressure regulation be 0.1% or more and 0.7% or less. By using the manufacturing method as described above, a high-strength cold-rolled steel sheet excellent in ductility and a high-strength hot-dip galvanized steel sheet excellent in ductility and plating properties can be manufactured without using a complicated process. .
〔実施例〕
以下、本発明の実施例について説明する。
〔Example〕
Examples of the present invention will be described below.
表1に供試鋼の化学成分組成(残部:鉄及び不可避的不純物、Nは不可避的不純物相当)、表2に製造条件を示す。表1に示す化学成分組成の鋼を真空溶解炉にて溶製し、鋳造してスラブとした。これを1200〜1250℃の温度範囲に再加熱した後に、粗圧延を施し、厚さ約27mmの粗バーとした。引き続いて、仕上温度900℃で厚さ4mmまで熱間仕上圧延を行った後、450〜650℃の加熱炉で1時間保持後に炉冷を施して巻取相当処理を行い熱延板とした。この熱延板のスケールを酸洗により除去後、圧延率80%で冷間圧延し厚さ0.8mmの冷延板とした。このようにして得られた冷延板を、表2に示す温度条件に従って焼鈍加熱、一次冷却、二次冷却、及び中間保持を行った後、200℃まで平均冷却速度20℃/s、さらにそこから室温までを平均冷却速度10℃/sで冷却し冷延鋼板とした。一部の鋼板は、中間保持を行った後、460℃の溶融亜鉛めっき浴に浸漬し、平均冷却速度10℃/sで冷却し亜鉛めっき鋼板とし、さらに一部の鋼板において510℃で20秒の合金化処理を施し、合金化溶融亜鉛めっき鋼板とした。これらの鋼板に伸張率0.5%の調質圧延を施した。 Table 1 shows the chemical composition of the test steel (remainder: iron and inevitable impurities, N corresponds to inevitable impurities), and Table 2 shows the production conditions. Steels having the chemical composition shown in Table 1 were melted in a vacuum melting furnace and cast into slabs. This was reheated to a temperature range of 1200 to 1250 ° C. and then subjected to rough rolling to obtain a rough bar having a thickness of about 27 mm. Subsequently, hot finish rolling was performed to a thickness of 4 mm at a finishing temperature of 900 ° C., and then held in a heating furnace at 450 to 650 ° C. for 1 hour, followed by furnace cooling to perform a winding equivalent process to obtain a hot rolled sheet. After removing the scale of the hot-rolled sheet by pickling, it was cold-rolled at a rolling rate of 80% to obtain a cold-rolled sheet having a thickness of 0.8 mm. The cold-rolled sheet thus obtained was subjected to annealing heating, primary cooling, secondary cooling, and intermediate holding in accordance with the temperature conditions shown in Table 2, and then an average cooling rate of 20 ° C./s to 200 ° C. To room temperature at an average cooling rate of 10 ° C./s to obtain a cold-rolled steel sheet. Some steel sheets are subjected to intermediate holding, then immersed in a hot-dip galvanizing bath at 460 ° C., cooled at an average cooling rate of 10 ° C./s to obtain galvanized steel sheets, and some steel sheets at 510 ° C. for 20 seconds. The alloying treatment was performed to obtain an alloyed hot-dip galvanized steel sheet. These steel sheets were subjected to temper rolling with an elongation of 0.5%.
このようにして得られた鋼板から長手方向が圧延方向と垂直になるようにJIS5号引張試験片を採取し、JISZ2241(1998年)に準拠した引張試験によって機械的特性(引張強度TS、降伏点伸びYPEl、均一伸びU.El、全伸びEl)を評価した。また、ミクロ組織の体積分率を測定した。ミクロ組織の体積分率の測定は以下のように実施した。すなわち、鋼板のL断面(圧延方向に平行な垂直断面)を研磨後ナイタールで腐食させ、走査型電子顕微鏡にて倍率3000倍の組織写真を10視野撮影し、得られた組織写真データにおいてそれぞれの相に相当する領域の画素数を計数し、写真全体の画素数に対する割合を算出することで面積率を測定した。このようにして得られたL断面の面積率は、鋼板の圧延直角方向に平行な垂直断面より求められた面積率とほぼ同一の値を示したことから、面積率の異方性はないものと判断し、ここでは前記L断面の面積率を体積分率とした。また、第二相の周囲長Lは、体積分率を測定したものと同じ組織写真を用いて、画像解析ソフト(Image Pro Plus ver.4.0)の機能を用いて第二相領域の最外周に相当する位置の画素数を計測し、同時に写真データより1画素あたりの実長さを計測することで、第二相領域の最外周の画素数を実長さへと換算し、周囲長Lを求めた。 A JIS No. 5 tensile test piece was collected from the steel plate thus obtained so that the longitudinal direction was perpendicular to the rolling direction, and mechanical properties (tensile strength TS, yield point) were determined by a tensile test in accordance with JIS Z2241 (1998). Elongation YPEl, uniform elongation U.El, total elongation El) were evaluated. In addition, the volume fraction of the microstructure was measured. The volume fraction of the microstructure was measured as follows. That is, the L cross section (vertical cross section parallel to the rolling direction) of the steel sheet was polished and then corroded with nital, and 10 structural photographs were taken with a scanning electron microscope at a magnification of 3000 times. The area ratio was measured by counting the number of pixels in the region corresponding to the phase and calculating the ratio to the total number of pixels in the photo. The area ratio of the L cross section obtained in this way showed almost the same value as the area ratio obtained from the vertical cross section parallel to the direction perpendicular to the rolling direction of the steel sheet. Here, the area ratio of the L cross section was defined as the volume fraction. In addition, the circumference L of the second phase is the same as that measured for the volume fraction, and the outer circumference of the second phase region is set using the function of image analysis software (Image Pro Plus ver.4.0). By measuring the number of pixels at the corresponding position and simultaneously measuring the actual length per pixel from the photo data, the number of pixels on the outermost periphery of the second phase region is converted to the actual length, and the perimeter L is Asked.
組織写真において、フェライトは暗色のコントラストの領域であり、フェライト中に炭化物がラメラー状に観察された領域をパーライト、フェライト中に炭化物が点列状に観察された領域をベイナイトとし、それ以外のフェライトよりも明るいコントラストの付いている領域をマルテンサイト又は残留オーステナイトとした。パーライト、ベイナイト、マルテンサイト、及び残留オーステナイトと認められる領域の体積分率を測定し、これらを合計した体積分率を第二相体積分率とした。フェライトの体積分率は、100−第二相体積分率である。 In the structure photograph, ferrite is a dark color contrast area. The area where carbides are observed in a lamellar shape in ferrite is pearlite, the area where carbides are observed in a row in ferrite is bainite, and the other ferrites. Regions with a brighter contrast were defined as martensite or retained austenite. The volume fractions of the regions recognized as pearlite, bainite, martensite, and retained austenite were measured, and the total volume fraction was taken as the second phase volume fraction. The volume fraction of ferrite is 100-second phase volume fraction.
残留オーステナイトの体積分率は、次の方法により求めた。研削及び化学研磨により、鋼板の板厚1/4部を露出し、Mo−Kα線を線源とし加速電圧50keVにて、X線回折装置(装置:Rigaku社製RINT2200)によって鉄のフェライト相の{200}面、{211}面、{220}面と、オーステナイト相の{200}面、{220}面、{311}面とのX線回折線の積分強度を測定し、これらの測定値を用いて非特許文献(理学電機株式会社:X線回折ハンドブック(2000),p26、62−64)に記載の計算式を用いて残留オーステナイトの体積分率を求めた。マルテンサイトの体積分率は、上記のミクロ組織から測定したマルテンサイトと残留オーステナイトとの合計体積分率からX線回折法で測定した残留オーステナイト(残留γ)の体積分率を差し引いて求めた。これらの結果を表3に示す。 The volume fraction of retained austenite was determined by the following method. By grinding and chemical polishing, a ¼ part thickness of the steel sheet is exposed, and an iron ferrite phase is formed by an X-ray diffractometer (apparatus: RINT2200 manufactured by Rigaku) using Mo-Kα rays as a radiation source and an acceleration voltage of 50 keV. The integrated intensity of the X-ray diffraction lines of the {200} plane, {211} plane, {220} plane, and the {200} plane, {220} plane, {311} plane of the austenite phase are measured, and these measured values Was used to calculate the volume fraction of retained austenite using the calculation formula described in non-patent literature (Rigaku Corporation: X-ray diffraction handbook (2000), p26, 62-64). The volume fraction of martensite was determined by subtracting the volume fraction of residual austenite (residual γ) measured by X-ray diffraction from the total volume fraction of martensite and residual austenite measured from the above microstructure. These results are shown in Table 3.
表3からわかるように、本発明の範囲内の成分組成及び製造条件を満たした本発明例の鋼板はTSが440MPa以上590MPa未満であり、U.Elが25%以上、Elが38%以上であり、いずれも本発明の範囲を満たす値を示している。さらに、TS×U.Elが12000MPa・%以上、TS×Elが19000MPa・%以上と強度レベルに対して優れた加工性を有している。また、めっきを施した鋼板においては、めっき外観はいずれも良好で、不めっきは認められない。 As can be seen from Table 3, the steel sheet of the present invention example satisfying the component composition and production conditions within the scope of the present invention has a TS of 440 MPa or more and less than 590 MPa. El is 25% or more, and El is 38% or more, and both show values satisfying the scope of the present invention. Furthermore, TS × U. El has an excellent workability with respect to the strength level of 12000 MPa ·% or more and TS × El of 19000 MPa ·% or more. Moreover, in the steel plate which plated, all the plating external appearances are favorable and non-plating is not recognized.
これに対し、Mneq+1.3([%Al]+[%Si])が2.6未満の鋼A,Lを用いて製造した処理番号1,37の鋼板は、パーライト及びベイナイト体積分率が高く残留オーステナイトが少ないため、U.Elは25%未満でYPElも発生した。またMneqが2.0を超える鋼H,M,Nを用いて製造した処理番号33,38,39及びCが過剰な鋼Jを用いて製造した処理番号35の鋼板は、第二相の体積分率が増加することでTSが590MPa以上と高強度であるため、El及びU.Elの絶対値が非常に低い。Cが適正範囲より低い鋼Iを用いて製造した処理番号34の鋼板は、残留オーステナイトが少ないためU.Elが25%未満であった。
On the other hand, the steel plates with process numbers 1 and 37 manufactured using steels A and L with Mn eq +1.3 ([% Al] + [% Si]) of less than 2.6 are pearlite and bainite volume fractions. Is high and the retained austenite is low. El was less than 25% and YPEL was also generated. In addition, steel plates with process numbers 33, 38, and 39 manufactured using steels H, M, and N with Mn eq exceeding 2.0 and
成分が本発明の範囲内の供試鋼でも、製造条件を外れる鋼板は、以下のようにいずれかの特性が劣っていた。処理番号31は巻取り温度が500℃以下で、オーステナイトの安定性が低下してベイナイト及びパーライトの生成量が増加し、YPElが発生して延性が低下した。焼鈍温度が低い処理番号24及び焼鈍時間が短い処理番号23は、冷延母材の炭化物が残存して残留オーステナイト分率が3%未満となり延性が低下した。一次冷却速度が遅い処理番号15又は一次冷却停止温度が冷却限界温度Tcrit未満の処理番号19,20、及び二次冷却速度が遅い処理番号25は、いずれも適切な製造条件から外れているため、第二相中のパーライト分率が増加したことで、延性が低下し、さらにYPElが発生した。また、図5で先述のように、二次冷却停止温度が230℃以上410℃未満から外れた処理番号7,8,14は延性が低下した。中間保持温度が規定より高い処理番号26及び低い処理番号29は所望のミクロ組織が得られず延性が低下し、YPElが発生した。 Even in the case of a test steel whose components are within the scope of the present invention, a steel sheet that deviates from the production conditions has any of the following inferior characteristics. In the treatment No. 31, the coiling temperature was 500 ° C. or less, the austenite stability was reduced, the amount of bainite and pearlite was increased, YPEl was generated, and the ductility was lowered. In the treatment number 24 having a low annealing temperature and the treatment number 23 having a short annealing time, the carbide of the cold-rolled base metal remained, the residual austenite fraction was less than 3%, and the ductility was lowered. Process No. 15 with a slow primary cooling rate, Process Nos. 19 and 20 with a primary cooling stop temperature less than the cooling limit temperature T crit , and Process No. 25 with a slow secondary cooling rate are out of the appropriate manufacturing conditions. As the pearlite fraction in the second phase increased, the ductility decreased and YPEl was generated. Further, as described above with reference to FIG. 5, the ductility of the treatment numbers 7, 8, and 14 where the secondary cooling stop temperature deviated from 230 ° C. or more and less than 410 ° C. decreased. In the treatment number 26 and the treatment number 29 where the intermediate holding temperature is higher than the specified value, the desired microstructure was not obtained and the ductility was lowered, and YPEl was generated.
合金化処理を施した処理番号22は、微少なパーライトが生成することが電子顕微鏡の観察で認められ、これにより残留オーステナイト分率が減少し、延性が低下する傾向があるが、規定の成分及び製造条件を満足した鋼板においては、所望の機械的特性が得られた。 In the treatment number 22 subjected to the alloying treatment, it was observed by observation with an electron microscope that fine pearlite was generated, and this decreased the retained austenite fraction and the ductility, but the prescribed components and The desired mechanical properties were obtained in the steel sheet that satisfied the production conditions.
以上、本発明者によってなされた発明を適用した実施の形態について説明したが、本実施形態による本発明の開示の一部をなす記述及び図面により本発明は限定されることはない。すなわち、本実施形態に基づいて当業者などによりなされる他の実施の形態、実施例及び運用技術などは全て本発明の範疇に含まれる。 Although the embodiment to which the invention made by the present inventor is applied has been described above, the present invention is not limited by the description and the drawings that form a part of the disclosure of the present invention according to this embodiment. That is, other embodiments, examples, operational techniques, and the like made by those skilled in the art based on the present embodiment are all included in the scope of the present invention.
Claims (7)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012101825A JP6007571B2 (en) | 2012-04-26 | 2012-04-26 | High-strength cold-rolled steel sheet and high-strength galvanized steel sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012101825A JP6007571B2 (en) | 2012-04-26 | 2012-04-26 | High-strength cold-rolled steel sheet and high-strength galvanized steel sheet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013227635A true JP2013227635A (en) | 2013-11-07 |
| JP6007571B2 JP6007571B2 (en) | 2016-10-12 |
Family
ID=49675551
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012101825A Active JP6007571B2 (en) | 2012-04-26 | 2012-04-26 | High-strength cold-rolled steel sheet and high-strength galvanized steel sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6007571B2 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016074965A (en) * | 2014-10-09 | 2016-05-12 | Jfeスチール株式会社 | High strength cold rolled steel sheet, high strength plated steel sheet and manufacturing method for them |
| JP2021508770A (en) * | 2017-12-24 | 2021-03-11 | ポスコPosco | Steel sheet with excellent seizure curability and corrosion resistance and its manufacturing method |
| JP2021516292A (en) * | 2018-03-13 | 2021-07-01 | エーケー スティール プロパティ−ズ、インク. | Pressure reduction of coated steel containing metastable austenite at elevated temperatures |
| EP4033001A4 (en) * | 2019-09-20 | 2023-05-10 | Posco | Steel sheet having excellent uniform elongation and strain hardening rate, and method for producing same |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005264328A (en) * | 2004-02-19 | 2005-09-29 | Jfe Steel Kk | High-strength steel plate having excellent workability and method for manufacturing the same |
| JP2005325393A (en) * | 2004-05-13 | 2005-11-24 | Jfe Steel Kk | High strength cold rolled steel sheet and its manufacturing method |
| WO2011025042A1 (en) * | 2009-08-31 | 2011-03-03 | 新日本製鐵株式会社 | High-strength hot-dip galvanized steel sheet and process for producing same |
| JP5141811B2 (en) * | 2010-11-12 | 2013-02-13 | Jfeスチール株式会社 | High-strength hot-dip galvanized steel sheet excellent in uniform elongation and plating property and method for producing the same |
-
2012
- 2012-04-26 JP JP2012101825A patent/JP6007571B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005264328A (en) * | 2004-02-19 | 2005-09-29 | Jfe Steel Kk | High-strength steel plate having excellent workability and method for manufacturing the same |
| JP2005325393A (en) * | 2004-05-13 | 2005-11-24 | Jfe Steel Kk | High strength cold rolled steel sheet and its manufacturing method |
| WO2011025042A1 (en) * | 2009-08-31 | 2011-03-03 | 新日本製鐵株式会社 | High-strength hot-dip galvanized steel sheet and process for producing same |
| JP5141811B2 (en) * | 2010-11-12 | 2013-02-13 | Jfeスチール株式会社 | High-strength hot-dip galvanized steel sheet excellent in uniform elongation and plating property and method for producing the same |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016074965A (en) * | 2014-10-09 | 2016-05-12 | Jfeスチール株式会社 | High strength cold rolled steel sheet, high strength plated steel sheet and manufacturing method for them |
| JP2021508770A (en) * | 2017-12-24 | 2021-03-11 | ポスコPosco | Steel sheet with excellent seizure curability and corrosion resistance and its manufacturing method |
| JP7017634B2 (en) | 2017-12-24 | 2022-02-08 | ポスコ | Steel sheet with excellent seizure curability and corrosion resistance and its manufacturing method |
| US11591676B2 (en) | 2017-12-24 | 2023-02-28 | Posco Co., Ltd | Steel sheet with excellent bake hardening properties and corrosion resistance and method for manufacturing same |
| JP2021516292A (en) * | 2018-03-13 | 2021-07-01 | エーケー スティール プロパティ−ズ、インク. | Pressure reduction of coated steel containing metastable austenite at elevated temperatures |
| JP7329304B2 (en) | 2018-03-13 | 2023-08-18 | クリーブランド-クリフス スティール プロパティーズ、インク. | Reduction at Elevated Temperature of Coated Steels Containing Metastable Austenite |
| EP4033001A4 (en) * | 2019-09-20 | 2023-05-10 | Posco | Steel sheet having excellent uniform elongation and strain hardening rate, and method for producing same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6007571B2 (en) | 2016-10-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5983895B2 (en) | High strength steel plate and method for producing the same, and method for producing high strength galvanized steel plate | |
| JP5141811B2 (en) | High-strength hot-dip galvanized steel sheet excellent in uniform elongation and plating property and method for producing the same | |
| JP5943156B1 (en) | High strength steel plate and method for producing the same, and method for producing high strength galvanized steel plate | |
| JP5943157B1 (en) | High strength steel plate and method for producing the same, and method for producing high strength galvanized steel plate | |
| JP5983896B2 (en) | High strength steel plate and method for producing the same, and method for producing high strength galvanized steel plate | |
| JP6179461B2 (en) | Manufacturing method of high-strength steel sheet | |
| JP5967320B2 (en) | High strength steel plate and manufacturing method thereof | |
| KR101264574B1 (en) | Method for producing high-strength steel plate having superior deep drawing characteristics | |
| JPWO2016113789A1 (en) | High-strength hot-dip galvanized steel sheet and manufacturing method thereof | |
| JP2013177673A (en) | Hot-dip galvanized steel sheet and prodcing method therefor | |
| JPWO2016031165A1 (en) | High-strength hot-dip galvanized steel sheet excellent in stretch flangeability, in-plane stability and bendability of stretch flangeability, and manufacturing method thereof | |
| JP5532088B2 (en) | High-strength hot-dip galvanized steel sheet excellent in deep drawability and manufacturing method thereof | |
| WO2018073919A1 (en) | Plated steel sheet, method for manufacturing hot-dip galvanized steel sheet, and method for manufacturing alloyed hot-dip galvanized steel sheet | |
| JP2019523827A (en) | Ultra high strength and high ductility steel sheet with excellent yield strength and method for producing the same | |
| KR20190073469A (en) | High strength steel sheet and manufacturing method thereof | |
| WO2013160928A1 (en) | High-strength steel sheet and method for manufacturing same | |
| US11230744B2 (en) | Steel sheet, plated steel sheet, method for producing hot-rolled steel sheet, method for producing cold-rolled full hard steel sheet, method for producing steel sheet, and method for producing plated steel sheet | |
| WO2020148948A1 (en) | High-strength hot-dip galvanized steel sheet and method for manufacturing same | |
| JP6007571B2 (en) | High-strength cold-rolled steel sheet and high-strength galvanized steel sheet | |
| JP5853884B2 (en) | Hot-dip galvanized steel sheet and manufacturing method thereof | |
| JP6252709B2 (en) | High-strength steel sheet for warm working and manufacturing method thereof | |
| JP2013216936A (en) | Hot-dip galvannealed hot-rolled steel sheet and production method thereof | |
| JP5678695B2 (en) | High strength steel plate and manufacturing method thereof | |
| JP6210045B2 (en) | High-strength cold-rolled steel sheet, high-strength plated steel sheet, and production methods thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150223 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151124 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160104 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160623 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20160711 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160816 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160829 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6007571 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |