JP2012512704A - 補強ネットを有する拡大可能フェイスマスク - Google Patents
補強ネットを有する拡大可能フェイスマスク Download PDFInfo
- Publication number
- JP2012512704A JP2012512704A JP2011542211A JP2011542211A JP2012512704A JP 2012512704 A JP2012512704 A JP 2012512704A JP 2011542211 A JP2011542211 A JP 2011542211A JP 2011542211 A JP2011542211 A JP 2011542211A JP 2012512704 A JP2012512704 A JP 2012512704A
- Authority
- JP
- Japan
- Prior art keywords
- porous layer
- net
- face mask
- strands
- mask
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000003014 reinforcing effect Effects 0.000 claims abstract description 18
- 238000000034 method Methods 0.000 claims description 17
- 230000008569 process Effects 0.000 claims description 5
- 238000004519 manufacturing process Methods 0.000 claims description 4
- 238000002844 melting Methods 0.000 claims 1
- 230000008018 melting Effects 0.000 claims 1
- 101100269850 Caenorhabditis elegans mask-1 gene Proteins 0.000 description 41
- 239000000463 material Substances 0.000 description 30
- 238000001914 filtration Methods 0.000 description 16
- 239000000835 fiber Substances 0.000 description 8
- -1 polypropylene Polymers 0.000 description 8
- 230000002787 reinforcement Effects 0.000 description 6
- 238000010030 laminating Methods 0.000 description 5
- 229920000098 polyolefin Polymers 0.000 description 5
- 239000012815 thermoplastic material Substances 0.000 description 5
- 239000004743 Polypropylene Substances 0.000 description 4
- 238000003475 lamination Methods 0.000 description 4
- 229920001155 polypropylene Polymers 0.000 description 4
- 210000002345 respiratory system Anatomy 0.000 description 4
- 229920001410 Microfiber Polymers 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 239000003658 microfiber Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 230000035515 penetration Effects 0.000 description 3
- 238000009958 sewing Methods 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 229920002678 cellulose Polymers 0.000 description 2
- 239000001913 cellulose Substances 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 230000013011 mating Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000013618 particulate matter Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical group C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 229920001474 Flashspun fabric Polymers 0.000 description 1
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical group ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000003463 adsorbent Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000003153 chemical reaction reagent Substances 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 239000004751 flashspun nonwoven Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- 230000003434 inspiratory effect Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000002952 polymeric resin Substances 0.000 description 1
- 239000011116 polymethylpentene Substances 0.000 description 1
- 229920000306 polymethylpentene Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000000241 respiratory effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images




Classifications
-
- A—HUMAN NECESSITIES
- A62—LIFE-SAVING; FIRE-FIGHTING
- A62B—DEVICES, APPARATUS OR METHODS FOR LIFE-SAVING
- A62B18/00—Breathing masks or helmets, e.g. affording protection against chemical agents or for use at high altitudes or incorporating a pump or compressor for reducing the inhalation effort
- A62B18/02—Masks
-
- A—HUMAN NECESSITIES
- A62—LIFE-SAVING; FIRE-FIGHTING
- A62B—DEVICES, APPARATUS OR METHODS FOR LIFE-SAVING
- A62B18/00—Breathing masks or helmets, e.g. affording protection against chemical agents or for use at high altitudes or incorporating a pump or compressor for reducing the inhalation effort
- A62B18/02—Masks
- A62B18/025—Halfmasks
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D13/00—Professional, industrial or sporting protective garments, e.g. surgeons' gowns or garments protecting against blows or punches
- A41D13/05—Professional, industrial or sporting protective garments, e.g. surgeons' gowns or garments protecting against blows or punches protecting only a particular body part
- A41D13/11—Protective face masks, e.g. for surgical use, or for use in foul atmospheres
- A41D13/1107—Protective face masks, e.g. for surgical use, or for use in foul atmospheres characterised by their shape
- A41D13/1115—Protective face masks, e.g. for surgical use, or for use in foul atmospheres characterised by their shape with a horizontal pleated pocket
-
- A—HUMAN NECESSITIES
- A62—LIFE-SAVING; FIRE-FIGHTING
- A62B—DEVICES, APPARATUS OR METHODS FOR LIFE-SAVING
- A62B23/00—Filters for breathing-protection purposes
- A62B23/02—Filters for breathing-protection purposes for respirators
- A62B23/025—Filters for breathing-protection purposes for respirators the filter having substantially the shape of a mask
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/20—All layers being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/028—Net structure, e.g. spaced apart filaments bonded at the crossing points
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1051—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina by folding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/2457—Parallel ribs and/or grooves
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/10—Scrim [e.g., open net or mesh, gauze, loose or open weave or knit, etc.]
- Y10T442/102—Woven scrim
- Y10T442/159—Including a nonwoven fabric which is not a scrim
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/10—Scrim [e.g., open net or mesh, gauze, loose or open weave or knit, etc.]
- Y10T442/184—Nonwoven scrim
- Y10T442/197—Including a nonwoven fabric which is not a scrim
Landscapes
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Emergency Management (AREA)
- Business, Economics & Management (AREA)
- Pulmonology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Zoology (AREA)
- Physical Education & Sports Medicine (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Respiratory Apparatuses And Protective Means (AREA)
- Professional, Industrial, Or Sporting Protective Garments (AREA)
- Nonwoven Fabrics (AREA)
Abstract
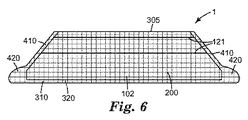
【選択図】図6
Description
Claims (23)
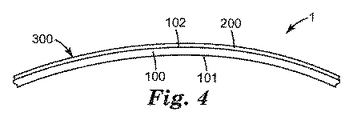
- 人の口及び鼻の上に適合させるために、カップ形状に拡大可能である、平らに折り畳まれたプリーツ付きフェイスマスクであって、
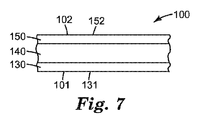
前記マスクがカップ形状に拡大される際に概して外を向く、少なくとも第1の主表面を含む、多孔質層であって、前記多孔質層の前記第1の主表面の少なくとも一部分に積層される、補強ネットを含む、多孔質層を含み、
その前記第1の主表面に積層される補強ネットを有する前記多孔質層の前記一部分が、少なくとも1つのプリーツを含み、それによって、前記少なくとも1つのプリーツを少なくとも部分的に展開することによって、平らに折り畳まれた構成から拡大されたカップ形状構成に拡大可能であり、前記少なくとも1つのプリーツを再び折り畳むことによって、前記拡大されたカップ形状構成から前記平らに折り畳まれた構成に再び折り畳み可能である、フェイスマスク。 - 前記多孔質層が、前記多孔質層の第1の主表面を含む前記第1の主表面を有する、外側カバー層を含み、前記補強ネットが、前記外側カバー層の前記第1の主表面に積層される、請求項1に記載のフェイスマスク。
- 前記外側カバー層が、1平方メートル当たり約35g未満の坪量の不織布ウェブを含む、請求項2に記載のフェイスマスク。
- 前記補強ネットが、直径を有するストランドを含み、前記外側カバー層が、厚さを含み、前記ネットストランドの前記直径対前記外側カバー層の前記厚さの比が、少なくとも約2.0である、請求項2に記載のフェイスマスク。
- 前記ネットストランドの前記直径が、約100μm〜約400μmである、請求項4に記載のフェイスマスク。
- 前記ネットストランドの前記直径が、約150μm〜約250μmである、請求項5に記載のフェイスマスク。
- 前記外側カバー層が、1平方メートル当たり約25g未満の坪量の不織布ウェブを含む、請求項4に記載のフェイスマスク。
- 前記ネットストランドの前記直径対前記外側カバー層の前記厚さの比が、少なくとも約3.0である、請求項4に記載のフェイスマスク。
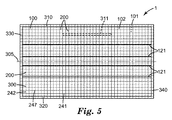
- その前記第1の主表面に積層される補強ネットを有する、前記多孔質層の前記一部分が、複数の概して平行なプリーツを含む、請求項1に記載のフェイスマスク。
- 前記補強ネットが、第1の組の概して平行なストランドと、前記第1の組の概して平行なストランドに対して概して垂直である、第2の組の概して平行なストランドと、を含み、前記プリーツ付き多孔質層内の前記プリーツが、前記組のストランドのうちの1つと概して整合される、請求項9に記載のフェイスマスク。
- 前記多孔質層が、長軸及び短軸を含み、前記多孔質層の前記プリーツ及び前記補強ネットの前記組のストランドのうちの1つが、前記多孔質層の前記長軸と概して整合される、請求項10に記載のフェイスマスク。
- 前記補強ネットが、前記ネットの少なくとも1つの成分を前記多孔質層の少なくとも1つの成分に融解固着することによって、前記多孔質層に固着される、請求項1に記載のフェイスマスク。
- 前記ネットの少なくとも一部分が、前記多孔質層の隣接面の上方に少なくとも約4ミル(0.10mm)だけ突出する、請求項1に記載のフェイスマスク。
- 前記ネットが、1平方メートル当たり約35g未満の坪量を含む、請求項1に記載のフェイスマスク。
- 前記多孔質層及びその前記第1の主表面に積層される前記補強ネットが、複数回にわたって、拡大可能かつ再び折り畳み可能である、請求項1に記載のフェイスマスク。
- 前記多孔質層が、継ぎ合わされた縁部を含み、前記補強ネットが、前記多孔質層の前記継ぎ合わされた縁部に固着される、請求項1に記載のフェイスマスク。
- 人の口及び鼻の上に適合させるために、カップ形状に拡大可能である、平らに折り畳まれたプリーツ付きフェイスマスクを作製する方法であって、
不織布ウェブを備える積層体であって、前記不織布ウェブが第1及び第2の向き合う主表面を備え、補強ネットが前記第1の主表面に積層されている、積層体を用意する工程と、
第1及び第2の向き合う主表面を有する、少なくとも1つの多孔質層を用意する工程と、
多層構造を形成するように、前記不織布ウェブの前記第2の主表面が、前記少なくとも1つの多孔質層の主表面に向いた状態で、前記積層体を前記少なくとも1つの多孔質層に付着する工程と、
前記多層構造内に少なくとも1つのプリーツを形成する工程と、を含む、方法。 - 前記方法が、前記多層構造内に複数の概して平行なプリーツを形成する工程を含む、請求項17に記載の方法。
- 前記不織布ウェブが、1平方メートル当たり約34g以下の坪量の軽量、高多孔度のスパンボンドされた不織布を含む、請求項17に記載の方法。
- 前記不織布ウェブが、1平方メートル当たり約17g以下の坪量を有する、請求項19に記載の方法。
- 前記ネットが、1平方メートル当たり約35g未満の坪量を含む、請求項17に記載の方法。
- 前記ネットが、直径を有するストランドを含み、前記不織布ウェブが、厚さを含み、前記ネットストランドの前記直径対前記不織布ウェブの前記厚さの比が、少なくとも約2.0である、請求項17に記載の方法。
- 前記多孔質層が、少なくとも1つの縁部を含み、前記積層体を前記少なくとも1つの多孔質層に付着する前記工程は、前記多孔質層の少なくとも1つの縁部で、前記積層体を前記多孔質層に固着する工程を含む、請求項17に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/338,091 US9012013B2 (en) | 2008-12-18 | 2008-12-18 | Expandable face mask with reinforcing netting |
| US12/338,091 | 2008-12-18 | ||
| PCT/US2009/066306 WO2010080243A2 (en) | 2008-12-18 | 2009-12-02 | Expandable face mask with reinforcing netting |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012512704A true JP2012512704A (ja) | 2012-06-07 |
| JP2012512704A5 JP2012512704A5 (ja) | 2013-01-24 |
Family
ID=42264265
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011542211A Pending JP2012512704A (ja) | 2008-12-18 | 2009-12-02 | 補強ネットを有する拡大可能フェイスマスク |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US9012013B2 (ja) |
| EP (1) | EP2370183B1 (ja) |
| JP (1) | JP2012512704A (ja) |
| KR (1) | KR20110104962A (ja) |
| CN (1) | CN102292128B (ja) |
| AU (1) | AU2009336030B2 (ja) |
| BR (1) | BRPI0918327A2 (ja) |
| MX (1) | MX2011006355A (ja) |
| RU (1) | RU2474446C1 (ja) |
| WO (1) | WO2010080243A2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014033973A (ja) * | 2013-11-01 | 2014-02-24 | Crosseed Kk | 衛生マスク、マスク生産装置及びマスク生産方法 |
| JP2016539257A (ja) * | 2013-11-19 | 2016-12-15 | キム,ユンジョン | 水平折り畳み式顔面部濾過式呼吸器 |
| US11337469B2 (en) | 2016-08-17 | 2022-05-24 | Masgick, Inc. | Respiratory protection device and processes for producing the same |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9770611B2 (en) | 2007-05-03 | 2017-09-26 | 3M Innovative Properties Company | Maintenance-free anti-fog respirator |
| US20080271739A1 (en) | 2007-05-03 | 2008-11-06 | 3M Innovative Properties Company | Maintenance-free respirator that has concave portions on opposing sides of mask top section |
| US11083916B2 (en) | 2008-12-18 | 2021-08-10 | 3M Innovative Properties Company | Flat fold respirator having flanges disposed on the mask body |
| EP2283901B1 (de) * | 2009-08-14 | 2013-01-02 | Moldex-Metric AG & Co. KG | Filtermaterial und Atemschutzmaske |
| US8881729B2 (en) | 2009-09-18 | 2014-11-11 | 3M Innovative Properties Company | Horizontal flat-fold filtering face-piece respirator having indicia of symmetry |
| CA2809834C (en) | 2010-08-31 | 2018-11-20 | Crosstex International, Inc. | A filter mask having one or more malleable stiffening members |
| EP2514485A1 (en) * | 2011-04-21 | 2012-10-24 | Sperian Protection Armor | Mask body having several levels adapted to open out |
| US20140041671A1 (en) * | 2012-08-10 | 2014-02-13 | 3M Innovative Properties Company | Refill filtering face-piece respirator |
| US10182603B2 (en) | 2012-12-27 | 2019-01-22 | 3M Innovative Properties Company | Filtering face-piece respirator having strap-activated folded flange |
| US11116998B2 (en) | 2012-12-27 | 2021-09-14 | 3M Innovative Properties Company | Filtering face-piece respirator having folded flange |
| US20140182600A1 (en) * | 2012-12-27 | 2014-07-03 | 3M Innovative Properties Company | Filtering face-piece respirator having welded indicia hidden in pleat |
| RU2631624C1 (ru) * | 2013-11-07 | 2017-09-25 | ЛИН, Цзинджир | Фильтрующее устройство |
| EP3110617A4 (en) | 2014-02-28 | 2017-11-22 | 3M Innovative Properties Company | Polymeric netting of strands and first and second ribbons and methods of making the same |
| WO2015130934A1 (en) * | 2014-02-28 | 2015-09-03 | 3M Innovative Properties Company | Filtration medium including polymeric netting of ribbons and strands |
| US9868002B2 (en) | 2014-07-17 | 2018-01-16 | 3M Innovative Properties Company | Respirator including contrast layer |
| WO2016033226A1 (en) | 2014-08-26 | 2016-03-03 | Curt G. Joa, Inc. | Apparatus and methods for securing elastic to a carrier web |
| EP3217824B1 (en) * | 2014-11-12 | 2023-07-26 | Phyllis Kuhn | Cidal metal or cidal metal alloy mask |
| GB201421620D0 (en) | 2014-12-04 | 2015-01-21 | 3M Innovative Properties Co | Flat-fold respirator |
| GB201508114D0 (en) | 2015-05-12 | 2015-06-24 | 3M Innovative Properties Co | Respirator tab |
| EP3651887A4 (en) | 2017-07-14 | 2021-04-14 | 3M Innovative Properties Company | ADAPTER FOR TRANSPORTING MULTIPLE FLOWS OF LIQUID |
| EP3746021B1 (en) | 2018-01-29 | 2024-01-31 | Curt G. Joa, Inc. | Apparatus and method of manufacturing an elastic composite structure for an absorbent sanitary product |
| US20200022430A1 (en) * | 2018-07-18 | 2020-01-23 | Inprotex Co., Ltd. | Phototherapy Anti-Smog Cloth Structure |
| US11925538B2 (en) | 2019-01-07 | 2024-03-12 | Curt G. Joa, Inc. | Apparatus and method of manufacturing an elastic composite structure for an absorbent sanitary product |
| US11173072B2 (en) | 2019-09-05 | 2021-11-16 | Curt G. Joa, Inc. | Curved elastic with entrapment |
| EP4106699A1 (en) | 2020-02-17 | 2022-12-28 | Curt G. Joa, Inc. | An elastic composite structure for an absorbent sanitary product and an apparatus and method for making said elastic composite structure |
| US20220032096A1 (en) * | 2020-07-31 | 2022-02-03 | Augustine Biomedical + Design, LLC | Facemask filter assembly |
| USD1040999S1 (en) * | 2021-04-20 | 2024-09-03 | Brillant Medical Corporation Limited | Slim-fit mask |
| USD1040336S1 (en) * | 2021-06-30 | 2024-08-27 | Brillant Medical Corporation Limited | Mask |
| USD1040335S1 (en) * | 2021-06-30 | 2024-08-27 | Brillant Medical Corporation Limited | Mask |
| US11871802B1 (en) * | 2022-08-17 | 2024-01-16 | Integrated Pharma Services, Llc | Pleating spacer and its use to provide improved facial masks and respirators |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10258065A (ja) * | 1997-03-17 | 1998-09-29 | Sanemu Package Kk | 顔面マスク |
| JP2002537009A (ja) * | 1999-02-17 | 2002-11-05 | スリーエム イノベイティブ プロパティズ カンパニー | 平坦折り畳み型個人用呼吸保護装置及びその準備方法 |
| JP2003275332A (ja) * | 2002-03-26 | 2003-09-30 | Unity:Kk | マスク |
| JP2008114091A (ja) * | 1995-03-09 | 2008-05-22 | 3M Co | 呼吸器保護装置およびその作製方法 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB842766A (en) | 1956-12-24 | 1960-07-27 | John Joseph Smith | Air-permeable product and method of making the same |
| US3170461A (en) | 1961-09-18 | 1965-02-23 | Jr Hillary G Watts | Disposable surgical mask |
| US4850347A (en) * | 1980-06-09 | 1989-07-25 | Metric Products, Inc. | Face mask |
| US4302495A (en) * | 1980-08-14 | 1981-11-24 | Hercules Incorporated | Nonwoven fabric of netting and thermoplastic polymeric microfibers |
| JPS58109113A (ja) * | 1981-12-21 | 1983-06-29 | Japan Vilene Co Ltd | 「あ」材の製造方法 |
| DE3337031A1 (de) | 1983-10-12 | 1985-09-05 | Fa. Carl Freudenberg, 6940 Weinheim | Chirurgische gesichtsmaske |
| US4661389A (en) * | 1984-03-27 | 1987-04-28 | Leucadia, Inc. | Multiple-layer reinforced laminate |
| US4688566A (en) * | 1986-04-25 | 1987-08-25 | Professional Tape Converters, Inc. | Filter mask |
| US5230800A (en) * | 1992-02-20 | 1993-07-27 | Minnesota Mining And Manufacturing Company | Scrim inserted electrostatic fibrous filter web |
| RU2074757C1 (ru) * | 1993-08-24 | 1997-03-10 | Телицына Маргарита Ивановна | Способ формования фильтрующей полумаски респиратора |
| ATE212241T1 (de) * | 1995-03-09 | 2002-02-15 | Minnesota Mining & Mfg | Flachfaltbare persönliche atemschutzvorrichtung und verfahren zu ihrer herstellung |
| US5792242A (en) * | 1996-02-26 | 1998-08-11 | Minnesota Mining And Manufacturing Co. | Electrostatic fibrous filter web |
| US5706804A (en) * | 1996-10-01 | 1998-01-13 | Minnesota Mining And Manufacturing Company | Liquid resistant face mask having surface energy reducing agent on an intermediate layer therein |
| AU4901297A (en) * | 1996-10-18 | 1998-05-15 | Rick L. Chapman | High efficiency permanent air filter |
| US6923182B2 (en) * | 2002-07-18 | 2005-08-02 | 3M Innovative Properties Company | Crush resistant filtering face mask |
| US20050079379A1 (en) * | 2003-08-11 | 2005-04-14 | University Of Tennessee Research Foundation | Enhancement of barrier fabrics with breathable films and of face masks and filters with novel fluorochemical electret reinforcing treatment |
| KR200370341Y1 (ko) | 2004-08-17 | 2004-12-17 | 김재성 | 기능성 웰빙 마스크 |
| EP1656844B1 (de) * | 2004-11-16 | 2010-01-13 | Moldex-Metric Ag & Co. Kg | Atemschutzmaske |
| CN2749527Y (zh) * | 2004-11-17 | 2006-01-04 | 孙国庆 | 一种防毒口罩用活性炭扁袋片及防毒口罩 |
| RU2284840C1 (ru) * | 2005-02-15 | 2006-10-10 | Открытое акционерное общество "Электростальский химико-механический завод" (ОАО "ЭХМЗ") | Респиратор |
| US20060266364A1 (en) * | 2005-05-24 | 2006-11-30 | Moldex Metric, Inc. | Fluid barrier face mask |
| EP1876221A1 (en) | 2006-07-07 | 2008-01-09 | Abb Research Ltd. | A method of treating an electrically insulating oil |
| US9770058B2 (en) | 2006-07-17 | 2017-09-26 | 3M Innovative Properties Company | Flat-fold respirator with monocomponent filtration/stiffening monolayer |
| KR101422869B1 (ko) | 2006-07-31 | 2014-07-23 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 1성분 여과/강화 단층을 갖는 플랫 폴드형 호흡기 |
-
2008
- 2008-12-18 US US12/338,091 patent/US9012013B2/en not_active Expired - Fee Related
-
2009
- 2009-12-02 MX MX2011006355A patent/MX2011006355A/es not_active Application Discontinuation
- 2009-12-02 BR BRPI0918327A patent/BRPI0918327A2/pt not_active Application Discontinuation
- 2009-12-02 CN CN200980155041.5A patent/CN102292128B/zh not_active Expired - Fee Related
- 2009-12-02 EP EP09837793.0A patent/EP2370183B1/en not_active Not-in-force
- 2009-12-02 JP JP2011542211A patent/JP2012512704A/ja active Pending
- 2009-12-02 WO PCT/US2009/066306 patent/WO2010080243A2/en active Application Filing
- 2009-12-02 KR KR20117016499A patent/KR20110104962A/ko not_active Ceased
- 2009-12-02 AU AU2009336030A patent/AU2009336030B2/en not_active Ceased
- 2009-12-02 RU RU2011124947/12A patent/RU2474446C1/ru not_active IP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008114091A (ja) * | 1995-03-09 | 2008-05-22 | 3M Co | 呼吸器保護装置およびその作製方法 |
| JPH10258065A (ja) * | 1997-03-17 | 1998-09-29 | Sanemu Package Kk | 顔面マスク |
| JP2002537009A (ja) * | 1999-02-17 | 2002-11-05 | スリーエム イノベイティブ プロパティズ カンパニー | 平坦折り畳み型個人用呼吸保護装置及びその準備方法 |
| JP2003275332A (ja) * | 2002-03-26 | 2003-09-30 | Unity:Kk | マスク |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014033973A (ja) * | 2013-11-01 | 2014-02-24 | Crosseed Kk | 衛生マスク、マスク生産装置及びマスク生産方法 |
| JP2016539257A (ja) * | 2013-11-19 | 2016-12-15 | キム,ユンジョン | 水平折り畳み式顔面部濾過式呼吸器 |
| US11337469B2 (en) | 2016-08-17 | 2022-05-24 | Masgick, Inc. | Respiratory protection device and processes for producing the same |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2010080243A2 (en) | 2010-07-15 |
| US9012013B2 (en) | 2015-04-21 |
| AU2009336030A1 (en) | 2011-07-07 |
| MX2011006355A (es) | 2011-07-13 |
| CN102292128B (zh) | 2014-04-16 |
| BRPI0918327A2 (pt) | 2015-12-15 |
| AU2009336030B2 (en) | 2012-06-07 |
| US20100154806A1 (en) | 2010-06-24 |
| CN102292128A (zh) | 2011-12-21 |
| EP2370183B1 (en) | 2016-11-23 |
| EP2370183A4 (en) | 2015-02-25 |
| KR20110104962A (ko) | 2011-09-23 |
| EP2370183A2 (en) | 2011-10-05 |
| WO2010080243A3 (en) | 2010-09-02 |
| RU2474446C1 (ru) | 2013-02-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012512704A (ja) | 補強ネットを有する拡大可能フェイスマスク | |
| US8360067B2 (en) | Expandable face mask with engageable stiffening element | |
| US10238158B2 (en) | Filtering face-piece respirator having darted mask body | |
| US10136687B2 (en) | Filtering face-piece respirator having nose notch | |
| JP5754900B2 (ja) | 発泡体成形層を有するろ過面体マスク | |
| CN105492084B (zh) | 具有与过滤结构一体形成的刚性构件的过滤式面罩呼吸器 | |
| US20170014653A1 (en) | Filtering Face-Piece Respirator With Increased Friction Perimeter | |
| WO2007010969A1 (ja) | 立体マスク |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121130 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130822 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130827 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131127 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20131204 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131226 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140109 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140124 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140430 |