JP2012192590A - 気孔体製造方法及び気孔体製造装置 - Google Patents
気孔体製造方法及び気孔体製造装置 Download PDFInfo
- Publication number
- JP2012192590A JP2012192590A JP2011057639A JP2011057639A JP2012192590A JP 2012192590 A JP2012192590 A JP 2012192590A JP 2011057639 A JP2011057639 A JP 2011057639A JP 2011057639 A JP2011057639 A JP 2011057639A JP 2012192590 A JP2012192590 A JP 2012192590A
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- pore body
- pore
- fibers
- manufacturing apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title description 8
- 239000011148 porous material Substances 0.000 claims abstract description 110
- 239000000835 fiber Substances 0.000 claims abstract description 84
- 239000000463 material Substances 0.000 claims abstract description 53
- 238000004519 manufacturing process Methods 0.000 claims description 46
- 229920005989 resin Polymers 0.000 claims description 12
- 239000011347 resin Substances 0.000 claims description 12
- 239000000126 substance Substances 0.000 claims description 2
- 239000011248 coating agent Substances 0.000 claims 1
- 238000000576 coating method Methods 0.000 claims 1
- 238000007493 shaping process Methods 0.000 abstract 2
- 230000008030 elimination Effects 0.000 abstract 1
- 238000003379 elimination reaction Methods 0.000 abstract 1
- 239000012768 molten material Substances 0.000 abstract 1
- 238000001816 cooling Methods 0.000 description 9
- 239000000919 ceramic Substances 0.000 description 7
- 239000011521 glass Substances 0.000 description 7
- 229920005992 thermoplastic resin Polymers 0.000 description 5
- 238000001125 extrusion Methods 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 238000011084 recovery Methods 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- 230000008034 disappearance Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000003738 black carbon Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 150000001768 cations Chemical class 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 238000001962 electrophoresis Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000007734 materials engineering Methods 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000012780 transparent material Substances 0.000 description 1
Images

Abstract
【課題】所望の開気孔を有する気孔体を製造する。
【解決手段】所望の形状と同一形状の繊維を位置調整する位置調整手段12と、溶解した気孔体の材料を供給する供給手段13と、前記位置調整手段で位置調整された繊維を導入し、当該繊維に前記供給手段から供給された材料を被覆させて、気孔体の外形を形成する形成手段14と、前記形成手段で材料が被覆された繊維を消失し、気孔体とする消失手段16とを備える。
【選択図】図1
【解決手段】所望の形状と同一形状の繊維を位置調整する位置調整手段12と、溶解した気孔体の材料を供給する供給手段13と、前記位置調整手段で位置調整された繊維を導入し、当該繊維に前記供給手段から供給された材料を被覆させて、気孔体の外形を形成する形成手段14と、前記形成手段で材料が被覆された繊維を消失し、気孔体とする消失手段16とを備える。
【選択図】図1
Description
本発明は開気孔を有する気孔体を製造する気孔体製造方法及び気孔体製造装置に関する。
多孔体や単孔体等の気孔体は様々な分野で利用されている。例えば、多孔体は、フィルターや燃料電池の多孔質電極又は触媒担体、マイクロバブルの発生装置、金属回収装置、陽イオン交換体等、活用の幅が広い。多孔体の場合、孔のサイズや形状が定まらないランダム型の多孔体よりも、孔のサイズや形状を所望に調整した貫通型の多孔体の方が需要が高いのが現状である。また、単孔体であっても、孔のサイズや形状が所望に調整されることが好ましい場合もある。
現在、貫通型の多孔体の多くは、セラミックスや金属を材料として製造されている(例えば、特許文献1及び2参照)。セラミックスや金属を材料とする貫通型の多孔体の製造方法には、陽極酸化法、磁場配向法又は電気泳動法等がある。最近では、押出成形を応用してセラミックスによる大型な多孔体の製造も行われている(例えば、非特許文献1参照)。
東京工業大学 応用セラミックス研究所/理工学研究科 材料工学専攻、"可燃繊維‐押出成形法多孔質セラミックスの特長"、[online]、[平成23年1月17日検索]、インターネット<URL:http://www.msl.titech.ac.jp/~matsushita/InnovationJapan2010.pdf>
しかしながら、陽極酸化法や磁場配向法は装置の大きさに依存しているため、製造される気孔体の大きさや長さは限界があり、所望の気孔体を製造することは困難である。また、押出成形を利用した非特許文献1で記載される製造方法では、気孔の形成材として短い繊維をランダムに加えてセラミックスの多孔体を製造している。したがって、非特許文献1で記載されるような押出形成を利用した場合、製造される多孔体は、理想的な貫通型ではない。すなわち従来の方法では、所望の気孔を有する気孔体を製造することが困難であった。
上記課題に鑑み、本発明は、所望の開気孔を有する気孔体を製造する気孔体製造方法及び気孔体製造装置を提供することを目的としている。
上記目的を達成するために、請求項1記載の発明は、内部に所望の形状の空洞を有する気孔体を製造する気孔体製造方法であって、所望の形状と同一形状の繊維を位置調整するステップと、位置調整された繊維に気孔体の材料を被覆させて、気孔体の外形を形成するステップと、気孔体の材料で被覆された繊維を消失し、気孔体とするステップとを備えることを特徴とする。
また、請求項2の発明は、内部に所望の形状の空洞を有する気孔体を製造する気孔体製造装置であって、所望の形状と同一形状の繊維を位置調整する位置調整手段と、溶解した気孔体の材料を供給する供給手段と、前記位置調整手段で位置調整された繊維を導入し、当該繊維に前記供給手段から供給された材料を被覆させて、気孔体の外形を形成する形成手段と、前記形成手段で材料が被覆された繊維を消失し、気孔体とする消失手段とを備えることを特徴とする。
また、請求項3の発明は、前記位置調整手段で位置調整する繊維は特定の色の繊維であるとともに、前記供給手段が供給する材料は透明であって、前記消失手段は、前記特定の色の物質を消失させる波長の光を出力する発光手段であることを特徴とする。
また、請求項4の発明は、前記位置調整手段で位置調整する繊維は黒色の繊維であるとともに、前記供給手段が供給する材料は透明な樹脂であって、前記消失手段は、波長が約1064nm程度の光を出力する発光手段であることを特徴とする。
本発明によれば、所望の気孔を有する気孔体を製造することができる。
図面を参照して、本発明の実施形態に係る気孔体製造方法及び気孔体製造装置について説明する。この気孔体製造方法及び気孔体製造装置で製造される気孔体は、いわゆる開気孔(オープンポア)を有する気孔体である。
図1に示すように、実施形態に係る気孔体製造装置1は、繊維Aを送出する送出用リール11及び位置調整装置12と、溶解した気孔体の材料Bを供給する供給装置13と、位置調整装置12によって送出された繊維Aに供給装置13から供給された材料Bを被覆し、材料Bで気孔体の外形を形成する形成装置14と、形成装置14で繊維Aに被覆された材料Bを冷却する冷却装置15と、材料Bが被覆された繊維Aを消失し、気孔体Cとするレーザ装置16と、製造された気孔体Cを回収する回収用リール17とを備えている。
図1に示す例では、気孔体製造装置1は、加熱で溶解し、冷却で固化する樹脂(熱可塑性樹脂)を材料Bとして気孔体を製造する装置である。具体的には、気孔体製造装置1では、材料として光を透過することができる透明の樹脂を利用する。この気孔体製造装置では、気孔体が糸状で形成されるが、切断することで、製造された気孔体の長さを調節することができる。
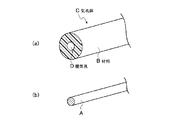
送出用リール11は、気孔体製造装置1で利用する繊維Aが巻かれている。気孔体製造装置1では、気孔体を製造する際に、この送出用リール11に巻かれている繊維Aを、位置調整装置12によって位置調整して形成装置14に送出する。この繊維Aは、気孔体Cに形成される開気孔の形状や大きさを決める型として利用される。したがって、気孔体製造装置1では、製造する気孔体Cが有する開気孔と同一形状の繊維Aを用いる。例えば、図2(a)に示すような円柱形の開気孔Dを有する気孔体を製造する場合には、図2(b)に示すように断面が円形で開気孔に求める径と同一径の糸状の繊維Aを利用する。また例えば、四角柱形の開気孔を有する気孔体を製造する場合には、断面が四角形の糸状の繊維Aを利用する。具体的には、気孔体製造装置1は、炭素繊維やナイロン等を繊維Aとして利用する。
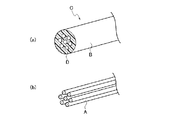
ここで、気孔体製造装置1が単孔体を製造する場合、送出用リール11及び位置調整装置12は一対あれば足りる。したがって、位置調整装置12による位置調整は1本の繊維Aを形成装置14に合わせれば良い。これに対し、図3(a)に示すような複数の開気孔Dを有する多孔体を製造する場合、送出用リール11及び位置調整装置12は複数対必要になり、複数本の繊維Aを形成装置14に送出する。すなわち、10の開気孔を有する気孔体(多孔体)を製造する場合、10台の送出用リール11及び10台の位置調整装置12が必要になる。したがって、位置調整装置12による位置調整は、図3(b)に示すように複数本の繊維Aの位置関係を調整したうえで、これら複数本の繊維Aを形成装置14に合わせて送出する必要がある。
供給装置13は、気孔体の材料Bである樹脂を内部に有しており、加熱により液体となった材料Bを形成装置14に供給する。または、供給装置13は、加熱により気体となった材料Bを形成装置14に供給してもよい。
形成装置14は、位置調整装置12によって送出された繊維Aに、供給装置13から供給された材料Bを被覆するとともに気孔体Cの外周を形成する。例えば、材料Bが液体で供給される場合、導入口から導入された繊維Aに材料Bを被覆させて排出口から排出するような押し出し型を形成装置14とすることができる。
この形成装置14で繊維Aを材料Bで被覆する際、繊維Aと材料Bとの間に空間ができると、気孔体Cに形成される開気孔は所望の形状にならない。したがって、繊維Aと材料Bとの間に空間が生じないように被覆させる必要がある。複数本の繊維Aを利用して多孔体を製造する場合には、繊維Aと繊維Aとの間も材料Bで隙間なくする必要がある。繊維Aと材料Bの間や材料B内に空間が生じないようにするため、形成装置14内は真空であることが好ましい。形成装置14だけでなく、送出用リール11から形成装置14までの全てが真空内に収められている場合、繊維Aと材料Bの間や材料B内に、より空間が生じにくくすることができる。
冷却装置15には、形成装置14で材料Bが被覆された繊維Aが導入される。冷却装置15は、材料Bが被覆された繊維Aが導入されると、繊維Aを被覆する材料Bを冷却して固化する。すなわち、形成装置14では液体又は気体の状態の材料Bを繊維Aに被覆させたため、形成装置14から排出された状態では、材料Bは軟らかい。そのため、冷却装置15で冷却して固化する。例えば、冷却装置15は、ヒートポンプ等を使って材料Bを冷却する。
レーザ装置16には、冷却装置15で固化された材料Bで被覆された繊維Aが導入される。レーザ装置16は、材料Bを透過して繊維Aに照射する光を発光するレーザ(図示せず)を有している。レーザ装置16で繊維Aに照射するレーザ光の波長は、繊維Aを焼ききることのできる波長である。例えば、繊維Aが黒色である場合、レーザ光の波長は黒色に反応する1064nmにすることで、材料B内の繊維Aを消失させて気孔体Cとすることができる。また、波長1064nmのレーザ光は炭素に吸収されやすいため、黒色の炭素繊維を利用した場合には、波長1064nmにすることが好ましい。
回収用リール17は、レーザ装置16で繊維Aが消失されることで製造された気孔体Cを巻き取って回収する。その後、回収用リール17で回収された糸状の気孔体Cを用途に合わせて切断して使用することができる。
ここで、送出用リール11から送出されるのは繊維Aであって、回収用リール17で回収されるのは気孔体Cであるが、これらは一本に連続している。すなわち、送出用リール11から形成装置14までは繊維Aの状態、形成装置14からレーザ装置16までは繊維Aに材料Bが被覆された状態、レーザ装置16以降は繊維Aが消失されて製造された気孔体Cであるが、これらは連続している。繊維Aが弛んだ状態で形成装置14に導入されると、位置調整装置12によって調整された位置関係を保つことができない。そのため、回収用リール17は、これら繊維Aから繊維Aに連続する気孔体Cまでを弛まないように僅かにテンションをかけて気孔体Cを回収する。
上述したように、実施形態に係る気孔体製造装置1では、開気孔の型となる繊維Aを材料Bで被覆して固化した後、繊維Aをレーザ光で消失させることで気孔体Cを製造している。したがって、繊維Aの形状や位置調整を利用して、所望の開気孔を有する気孔体Cを製造することができる。
また、上述した気孔体製造装置1では、樹脂を材料Bとして気孔体Cを製造している。したがって、従来はセラミックスや金属の気孔体が主流であったが、軽くて丈夫であるとともに加工が容易な樹脂を用いて気孔体Cを製造することができる。
〈変形例1〉
上述した実施形態に係る気孔体製造装置1では、糸状の繊維Aを利用するものとして説明したが、繊維Aの形状は糸状に限られない。例えば、織目が粗く細長い繊維を利用することもできる。このように織目の粗い繊維を開気孔の型として利用した場合、製造された気孔体は一直線の開気孔ではなく、曲線の開気孔や複数の角がある開気孔を有する。したがって、一直線の開気孔を有する気孔体Cとは異なる用途で利用することができる。
上述した実施形態に係る気孔体製造装置1では、糸状の繊維Aを利用するものとして説明したが、繊維Aの形状は糸状に限られない。例えば、織目が粗く細長い繊維を利用することもできる。このように織目の粗い繊維を開気孔の型として利用した場合、製造された気孔体は一直線の開気孔ではなく、曲線の開気孔や複数の角がある開気孔を有する。したがって、一直線の開気孔を有する気孔体Cとは異なる用途で利用することができる。
〈変形例2〉
上述した実施形態に係る気孔体製造装置1では、気孔体Cの材料Bで被覆された繊維Aをレーザ光で消失させるものとして説明したが、レーザ光以外の方法で繊維Aを消失させてもよい。例えば、繊維Aに電流を流して電流により繊維Aを焼き切ることで消失させることができる。このようにレーザ光を使用しないで繊維Aを消失させる場合、透明でない材料Bを使用する場合にも気孔体Cを製造することができる。
上述した実施形態に係る気孔体製造装置1では、気孔体Cの材料Bで被覆された繊維Aをレーザ光で消失させるものとして説明したが、レーザ光以外の方法で繊維Aを消失させてもよい。例えば、繊維Aに電流を流して電流により繊維Aを焼き切ることで消失させることができる。このようにレーザ光を使用しないで繊維Aを消失させる場合、透明でない材料Bを使用する場合にも気孔体Cを製造することができる。
〈変形例3〉
上述した実施形態に係る気孔体製造装置1では、材料Bとして熱可塑性樹脂を利用するものとして説明したが、熱可塑性樹脂の他、ガラスを利用してもよい。ガラスは樹脂よりも融点が高いため、ガラスを利用した場合には供給装置13において樹脂よりも高温でガラス溶解して供給する必要がある。一方、気孔体Cを樹脂で耐えられない程度の高温で使用する場合、ガラスで製造することで、有用な気孔体Cを製造することができる。また、熱可塑性樹脂の代わりに、熱硬化性樹脂を利用してもよい。熱硬化性樹脂を利用した場合、レーザを照射した際に熱で変形するおそれもない。なお、熱可塑性樹脂を使用する場合には、冷却装置15は不要である。
上述した実施形態に係る気孔体製造装置1では、材料Bとして熱可塑性樹脂を利用するものとして説明したが、熱可塑性樹脂の他、ガラスを利用してもよい。ガラスは樹脂よりも融点が高いため、ガラスを利用した場合には供給装置13において樹脂よりも高温でガラス溶解して供給する必要がある。一方、気孔体Cを樹脂で耐えられない程度の高温で使用する場合、ガラスで製造することで、有用な気孔体Cを製造することができる。また、熱可塑性樹脂の代わりに、熱硬化性樹脂を利用してもよい。熱硬化性樹脂を利用した場合、レーザを照射した際に熱で変形するおそれもない。なお、熱可塑性樹脂を使用する場合には、冷却装置15は不要である。
〈変形例4〉
以上、実施形態を用いて本発明を詳細に説明したが、本発明は本明細書中に説明した実施形態に限定されるものではない。本発明の範囲は、特許請求の範囲の記載及び特許請求の範囲の記載と均等の範囲により決定されるものである。
以上、実施形態を用いて本発明を詳細に説明したが、本発明は本明細書中に説明した実施形態に限定されるものではない。本発明の範囲は、特許請求の範囲の記載及び特許請求の範囲の記載と均等の範囲により決定されるものである。
1…気孔体製造装置
11…送出用リール
12…位置調整装置(位置調整手段)
13…供給装置(供給手段)
14…形成装置(形成手段)
15…冷却装置
16…レーザ装置(消失手段)
17…回収用リール
11…送出用リール
12…位置調整装置(位置調整手段)
13…供給装置(供給手段)
14…形成装置(形成手段)
15…冷却装置
16…レーザ装置(消失手段)
17…回収用リール
Claims (4)
- 内部に所望の形状の空洞を有する気孔体を製造する気孔体製造方法であって、
所望の形状と同一形状の繊維を位置調整するステップと、
位置調整された繊維に気孔体の材料を被覆させて、気孔体の外形を形成するステップと、
気孔体の材料で被覆された繊維を消失し、気孔体とするステップと、
を備えることを特徴とする気孔体製造方法。 - 内部に所望の形状の空洞を有する気孔体を製造する気孔体製造装置であって、
所望の形状と同一形状の繊維を位置調整する位置調整手段と、
溶解した気孔体の材料を供給する供給手段と、
前記位置調整手段で位置調整された繊維を導入し、当該繊維に前記供給手段から供給された材料を被覆させて、気孔体の外形を形成する形成手段と、
前記形成手段で材料が被覆された繊維を消失し、気孔体とする消失手段と、
を備えることを特徴とする気孔体製造装置。 - 前記位置調整手段で位置調整する繊維は特定の色の繊維であるとともに、前記供給手段が供給する材料は透明であって、
前記消失手段は、前記特定の色の物質を消失させる波長の光を出力する発光手段であることを特徴とする請求項2に記載の気孔体製造装置。 - 前記位置調整手段で位置調整する繊維は黒色の繊維であるとともに、前記供給手段が供給する材料は透明な樹脂であって、
前記消失手段は、波長が1064nmの光を出力する発光手段であることを特徴とする請求項2に記載の気孔体製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011057639A JP2012192590A (ja) | 2011-03-16 | 2011-03-16 | 気孔体製造方法及び気孔体製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011057639A JP2012192590A (ja) | 2011-03-16 | 2011-03-16 | 気孔体製造方法及び気孔体製造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012192590A true JP2012192590A (ja) | 2012-10-11 |
Family
ID=47084981
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011057639A Withdrawn JP2012192590A (ja) | 2011-03-16 | 2011-03-16 | 気孔体製造方法及び気孔体製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012192590A (ja) |
-
2011
- 2011-03-16 JP JP2011057639A patent/JP2012192590A/ja not_active Withdrawn
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Yu et al. | Preparation of carbon dots by non-focusing pulsed laser irradiation in toluene | |
| JP6121426B2 (ja) | 大口径コアおよび平滑化された基本モードを有する微細構造光ファイバと、その製造方法と、レーザ微細加工におけるその使用法 | |
| EP2251310B1 (en) | Methods and systems for forming continuous glass sheets | |
| JP5766423B2 (ja) | レーザ切断装置及びレーザ切断方法 | |
| Shi et al. | High performance plasmonic random laser based on nanogaps in bimetallic porous nanowires | |
| Zhang et al. | Self‐assembled organic crystalline microrings as active whispering‐gallery‐mode optical resonators | |
| CN202995205U (zh) | 基于多芯光子晶体光纤的超连续谱光源 | |
| JP6352910B2 (ja) | レーザ熱分解によって多層サブミクロン粒子を製造する方法 | |
| JP2012192590A (ja) | 気孔体製造方法及び気孔体製造装置 | |
| CN102890312A (zh) | 大模场光纤泵浦耦合器及其制造方法 | |
| US12037711B2 (en) | Method and device for making continuous nanofibers | |
| CN104591535A (zh) | 采用激光熔炼技术制备稀土掺杂石英玻璃微结构光纤的方法 | |
| Kaufman et al. | 3D printing preforms for fiber drawing and structured functional particle production | |
| JP4885744B2 (ja) | 光導波路構造体、その製造方法、モード同期光ファイバレーザ装置、微粒子堆積方法および微粒子抽出方法。 | |
| JP2018536779A5 (ja) | ||
| Ganeev et al. | Extended homogeneous nanoripple formation during interaction of high-intensity few-cycle pulses with a moving silicon wafer | |
| Wang et al. | Fabrication of Sb2O3 by an improved chemical reaction assisted vertical micro sublimation method and its saturable absorber performance | |
| US11344975B2 (en) | Optically conductive filler for laser processing | |
| KR101207945B1 (ko) | 탄소나노튜브-세라믹 복합체를 제조하는 방법 및 이에 의한 광학적 비선형 소자 | |
| Zhou et al. | Gaussian-like mode field generated in a seven-core photonic crystal fiber for low loss splicing by air hole collapse technique | |
| JP2007153697A (ja) | ダブルクラッド光ファイバ用母材の製造方法及びダブルクラッド光ファイバの製造方法 | |
| CN204144661U (zh) | 一种光纤激光器光路系统 | |
| JP6385688B2 (ja) | 中空銀粒子の製造方法 | |
| CN111048983B (zh) | 一种光纤激光器用饱和吸收体及其制备方法 | |
| KR101267298B1 (ko) | 다공성 유리 침전을 사용하여 미세구조의 섬유 프리폼의 형성 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140603 |