JP2012180920A - Spherical-zone seal body, and method for manufacturing the same - Google Patents
Spherical-zone seal body, and method for manufacturing the same Download PDFInfo
- Publication number
- JP2012180920A JP2012180920A JP2011045781A JP2011045781A JP2012180920A JP 2012180920 A JP2012180920 A JP 2012180920A JP 2011045781 A JP2011045781 A JP 2011045781A JP 2011045781 A JP2011045781 A JP 2011045781A JP 2012180920 A JP2012180920 A JP 2012180920A
- Authority
- JP
- Japan
- Prior art keywords
- spherical
- mass
- expanded graphite
- cylindrical
- outer layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 38
- 238000000034 method Methods 0.000 title claims description 15
- 239000003779 heat-resistant material Substances 0.000 claims abstract description 123
- 239000012779 reinforcing material Substances 0.000 claims abstract description 103
- 239000007787 solid Substances 0.000 claims abstract description 80
- 239000000314 lubricant Substances 0.000 claims abstract description 72
- 230000003647 oxidation Effects 0.000 claims abstract description 55
- 238000007254 oxidation reaction Methods 0.000 claims abstract description 55
- 238000007789 sealing Methods 0.000 claims abstract description 48
- 229910052751 metal Inorganic materials 0.000 claims abstract description 43
- 239000002184 metal Substances 0.000 claims abstract description 43
- 239000003112 inhibitor Substances 0.000 claims abstract description 32
- 239000000203 mixture Substances 0.000 claims abstract description 30
- 229910052580 B4C Inorganic materials 0.000 claims abstract description 16
- INAHAJYZKVIDIZ-UHFFFAOYSA-N boron carbide Chemical compound B12B3B4C32B41 INAHAJYZKVIDIZ-UHFFFAOYSA-N 0.000 claims abstract description 16
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 130
- 239000010410 layer Substances 0.000 claims description 122
- 229910002804 graphite Inorganic materials 0.000 claims description 119
- 239000010439 graphite Substances 0.000 claims description 119
- DLYUQMMRRRQYAE-UHFFFAOYSA-N tetraphosphorus decaoxide Chemical compound O1P(O2)(=O)OP3(=O)OP1(=O)OP2(=O)O3 DLYUQMMRRRQYAE-UHFFFAOYSA-N 0.000 claims description 55
- 239000000758 substrate Substances 0.000 claims description 50
- ILRRQNADMUWWFW-UHFFFAOYSA-K aluminium phosphate Chemical compound O1[Al]2OP1(=O)O2 ILRRQNADMUWWFW-UHFFFAOYSA-K 0.000 claims description 48
- 239000000843 powder Substances 0.000 claims description 46
- 239000000463 material Substances 0.000 claims description 37
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 29
- 239000011247 coating layer Substances 0.000 claims description 23
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 claims description 22
- 229910019142 PO4 Inorganic materials 0.000 claims description 21
- 239000010452 phosphate Substances 0.000 claims description 21
- 239000011812 mixed powder Substances 0.000 claims description 20
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 claims description 20
- 239000006185 dispersion Substances 0.000 claims description 19
- 239000002245 particle Substances 0.000 claims description 17
- 230000001050 lubricating effect Effects 0.000 claims description 16
- 238000002156 mixing Methods 0.000 claims description 16
- 239000002253 acid Substances 0.000 claims description 14
- 230000002093 peripheral effect Effects 0.000 claims description 14
- 235000011007 phosphoric acid Nutrition 0.000 claims description 11
- 229920000642 polymer Polymers 0.000 claims description 10
- 238000009940 knitting Methods 0.000 claims description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 9
- 229910000147 aluminium phosphate Inorganic materials 0.000 claims description 7
- 229910001386 lithium phosphate Inorganic materials 0.000 claims description 7
- 238000000465 moulding Methods 0.000 claims description 7
- TWQULNDIKKJZPH-UHFFFAOYSA-K trilithium;phosphate Chemical compound [Li+].[Li+].[Li+].[O-]P([O-])([O-])=O TWQULNDIKKJZPH-UHFFFAOYSA-K 0.000 claims description 7
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 claims description 6
- 229910001111 Fine metal Inorganic materials 0.000 claims description 6
- 238000001035 drying Methods 0.000 claims description 6
- 239000011347 resin Substances 0.000 claims description 6
- 229920005989 resin Polymers 0.000 claims description 6
- 229910052582 BN Inorganic materials 0.000 claims description 5
- PYVHTIWHNXTVPF-UHFFFAOYSA-N F.F.F.F.C=C Chemical compound F.F.F.F.C=C PYVHTIWHNXTVPF-UHFFFAOYSA-N 0.000 claims description 5
- 239000002612 dispersion medium Substances 0.000 claims description 5
- 238000004804 winding Methods 0.000 claims description 5
- 229910052782 aluminium Inorganic materials 0.000 claims description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 4
- UHPOHYZTPBGPKO-UHFFFAOYSA-N bis(boranylidyne)chromium Chemical compound B#[Cr]#B UHPOHYZTPBGPKO-UHFFFAOYSA-N 0.000 claims description 4
- 239000011575 calcium Substances 0.000 claims description 4
- YYRMJZQKEFZXMX-UHFFFAOYSA-L calcium bis(dihydrogenphosphate) Chemical compound [Ca+2].OP(O)([O-])=O.OP(O)([O-])=O YYRMJZQKEFZXMX-UHFFFAOYSA-L 0.000 claims description 4
- FUFJGUQYACFECW-UHFFFAOYSA-L calcium hydrogenphosphate Chemical compound [Ca+2].OP([O-])([O-])=O FUFJGUQYACFECW-UHFFFAOYSA-L 0.000 claims description 4
- GPRLSGONYQIRFK-UHFFFAOYSA-N hydron Chemical compound [H+] GPRLSGONYQIRFK-UHFFFAOYSA-N 0.000 claims description 4
- 238000009941 weaving Methods 0.000 claims description 4
- OFEAOSSMQHGXMM-UHFFFAOYSA-N 12007-10-2 Chemical compound [W].[W]=[B] OFEAOSSMQHGXMM-UHFFFAOYSA-N 0.000 claims description 3
- QYEXBYZXHDUPRC-UHFFFAOYSA-N B#[Ti]#B Chemical compound B#[Ti]#B QYEXBYZXHDUPRC-UHFFFAOYSA-N 0.000 claims description 3
- 229910033181 TiB2 Inorganic materials 0.000 claims description 3
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 3
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 claims description 3
- RYKWKNGQFAVABI-UHFFFAOYSA-N [B].[B].[B].[B].[B].[Mo].[Mo] Chemical compound [B].[B].[B].[B].[B].[Mo].[Mo] RYKWKNGQFAVABI-UHFFFAOYSA-N 0.000 claims description 3
- XSPFOMKWOOBHNA-UHFFFAOYSA-N bis(boranylidyne)tungsten Chemical compound B#[W]#B XSPFOMKWOOBHNA-UHFFFAOYSA-N 0.000 claims description 3
- LGLOITKZTDVGOE-UHFFFAOYSA-N boranylidynemolybdenum Chemical compound [Mo]#B LGLOITKZTDVGOE-UHFFFAOYSA-N 0.000 claims description 3
- TWSYZNZIESDJPJ-UHFFFAOYSA-N boron;molybdenum Chemical compound B#[Mo]#B TWSYZNZIESDJPJ-UHFFFAOYSA-N 0.000 claims description 3
- JEUVAEBWTRCMTB-UHFFFAOYSA-N boron;tantalum Chemical compound B#[Ta]#B JEUVAEBWTRCMTB-UHFFFAOYSA-N 0.000 claims description 3
- LAROCDZIZGIQGR-UHFFFAOYSA-N boron;vanadium Chemical compound B#[V]#B LAROCDZIZGIQGR-UHFFFAOYSA-N 0.000 claims description 3
- NUEWEVRJMWXXFB-UHFFFAOYSA-N chromium(iii) boride Chemical compound [Cr]=[B] NUEWEVRJMWXXFB-UHFFFAOYSA-N 0.000 claims description 3
- 235000019700 dicalcium phosphate Nutrition 0.000 claims description 3
- 229940095079 dicalcium phosphate anhydrous Drugs 0.000 claims description 3
- MELCCCHYSRGEEL-UHFFFAOYSA-N hafnium diboride Chemical compound [Hf]1B=B1 MELCCCHYSRGEEL-UHFFFAOYSA-N 0.000 claims description 3
- 229910052758 niobium Inorganic materials 0.000 claims description 3
- 239000010955 niobium Substances 0.000 claims description 3
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 claims description 3
- 230000000737 periodic effect Effects 0.000 claims description 3
- RCKBMGHMPOIFND-UHFFFAOYSA-N sulfanylidene(sulfanylidenegallanylsulfanyl)gallane Chemical compound S=[Ga]S[Ga]=S RCKBMGHMPOIFND-UHFFFAOYSA-N 0.000 claims description 3
- 239000010936 titanium Substances 0.000 claims description 3
- 229910052719 titanium Inorganic materials 0.000 claims description 3
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 claims description 3
- 229910052721 tungsten Inorganic materials 0.000 claims description 3
- 239000010937 tungsten Substances 0.000 claims description 3
- 229910052726 zirconium Inorganic materials 0.000 claims description 3
- UEZVMMHDMIWARA-UHFFFAOYSA-N Metaphosphoric acid Chemical compound OP(=O)=O UEZVMMHDMIWARA-UHFFFAOYSA-N 0.000 claims description 2
- 239000011248 coating agent Substances 0.000 claims description 2
- 238000000576 coating method Methods 0.000 claims description 2
- GIXFALHDORQSOQ-UHFFFAOYSA-N 2,4,6,8-tetrahydroxy-1,3,5,7,2$l^{5},4$l^{5},6$l^{5},8$l^{5}-tetraoxatetraphosphocane 2,4,6,8-tetraoxide Chemical compound OP1(=O)OP(O)(=O)OP(O)(=O)OP(O)(=O)O1 GIXFALHDORQSOQ-UHFFFAOYSA-N 0.000 claims 1
- 125000004122 cyclic group Chemical group 0.000 claims 1
- AZSFNUJOCKMOGB-UHFFFAOYSA-N cyclotriphosphoric acid Chemical compound OP1(=O)OP(O)(=O)OP(O)(=O)O1 AZSFNUJOCKMOGB-UHFFFAOYSA-N 0.000 claims 1
- XPPKVPWEQAFLFU-UHFFFAOYSA-N diphosphoric acid Chemical compound OP(O)(=O)OP(O)(O)=O XPPKVPWEQAFLFU-UHFFFAOYSA-N 0.000 claims 1
- 229940005657 pyrophosphoric acid Drugs 0.000 claims 1
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 claims 1
- UNXRWKVEANCORM-UHFFFAOYSA-N triphosphoric acid Chemical compound OP(O)(=O)OP(O)(=O)OP(O)(O)=O UNXRWKVEANCORM-UHFFFAOYSA-N 0.000 claims 1
- 150000003839 salts Chemical class 0.000 abstract description 7
- 239000003795 chemical substances by application Substances 0.000 abstract description 6
- 238000002844 melting Methods 0.000 abstract description 5
- 230000008018 melting Effects 0.000 abstract description 5
- 239000004810 polytetrafluoroethylene Substances 0.000 description 26
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 26
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 22
- 229910001593 boehmite Inorganic materials 0.000 description 18
- FAHBNUUHRFUEAI-UHFFFAOYSA-M hydroxidooxidoaluminium Chemical compound O[Al]=O FAHBNUUHRFUEAI-UHFFFAOYSA-M 0.000 description 18
- 239000007789 gas Substances 0.000 description 17
- 238000012360 testing method Methods 0.000 description 17
- 238000007906 compression Methods 0.000 description 12
- 230000006835 compression Effects 0.000 description 12
- 239000011780 sodium chloride Substances 0.000 description 11
- 238000011144 upstream manufacturing Methods 0.000 description 8
- 230000002159 abnormal effect Effects 0.000 description 7
- 238000000748 compression moulding Methods 0.000 description 7
- 230000001590 oxidative effect Effects 0.000 description 7
- 230000002787 reinforcement Effects 0.000 description 7
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 6
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 6
- 239000007864 aqueous solution Substances 0.000 description 6
- 238000003756 stirring Methods 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- QAOWNCQODCNURD-UHFFFAOYSA-N sulfuric acid Substances OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 5
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 230000005284 excitation Effects 0.000 description 4
- 230000002401 inhibitory effect Effects 0.000 description 4
- 229910017604 nitric acid Inorganic materials 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 238000010298 pulverizing process Methods 0.000 description 4
- 238000010998 test method Methods 0.000 description 4
- UXVMQQNJUSDDNG-UHFFFAOYSA-L Calcium chloride Chemical compound [Cl-].[Cl-].[Ca+2] UXVMQQNJUSDDNG-UHFFFAOYSA-L 0.000 description 3
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 3
- 229910052796 boron Inorganic materials 0.000 description 3
- 239000001110 calcium chloride Substances 0.000 description 3
- 229910001628 calcium chloride Inorganic materials 0.000 description 3
- 230000003197 catalytic effect Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000013011 mating Effects 0.000 description 3
- 230000010355 oscillation Effects 0.000 description 3
- 239000011819 refractory material Substances 0.000 description 3
- 230000003014 reinforcing effect Effects 0.000 description 3
- 239000007921 spray Substances 0.000 description 3
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 2
- VXAUWWUXCIMFIM-UHFFFAOYSA-M aluminum;oxygen(2-);hydroxide Chemical compound [OH-].[O-2].[Al+3] VXAUWWUXCIMFIM-UHFFFAOYSA-M 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 150000001805 chlorine compounds Chemical class 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- JKWMSGQKBLHBQQ-UHFFFAOYSA-N diboron trioxide Chemical compound O=BOB=O JKWMSGQKBLHBQQ-UHFFFAOYSA-N 0.000 description 2
- 238000007865 diluting Methods 0.000 description 2
- 238000005461 lubrication Methods 0.000 description 2
- 150000004682 monohydrates Chemical class 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000007761 roller coating Methods 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- 229910001297 Zn alloy Inorganic materials 0.000 description 1
- KOMIMHZRQFFCOR-UHFFFAOYSA-N [Ni].[Cu].[Zn] Chemical compound [Ni].[Cu].[Zn] KOMIMHZRQFFCOR-UHFFFAOYSA-N 0.000 description 1
- 229910000963 austenitic stainless steel Inorganic materials 0.000 description 1
- 229910001680 bayerite Inorganic materials 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- DMFGNRRURHSENX-UHFFFAOYSA-N beryllium copper Chemical compound [Be].[Cu] DMFGNRRURHSENX-UHFFFAOYSA-N 0.000 description 1
- -1 boron carbides Chemical class 0.000 description 1
- 229910052810 boron oxide Inorganic materials 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 229910001648 diaspore Inorganic materials 0.000 description 1
- 230000008034 disappearance Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 229910001679 gibbsite Inorganic materials 0.000 description 1
- 238000005087 graphitization Methods 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000013101 initial test Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 150000007522 mineralic acids Chemical class 0.000 description 1
- 238000009740 moulding (composite fabrication) Methods 0.000 description 1
- 229910021382 natural graphite Inorganic materials 0.000 description 1
- 239000007800 oxidant agent Substances 0.000 description 1
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 1
- 229920000137 polyphosphoric acid Polymers 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000003584 silencer Effects 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 238000000967 suction filtration Methods 0.000 description 1
- IIACRCGMVDHOTQ-UHFFFAOYSA-N sulfamic acid Chemical compound NS(O)(=O)=O IIACRCGMVDHOTQ-UHFFFAOYSA-N 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- XGFPOHQJFNFBKA-UHFFFAOYSA-B tetraaluminum;phosphonato phosphate Chemical compound [Al+3].[Al+3].[Al+3].[Al+3].[O-]P([O-])(=O)OP([O-])([O-])=O.[O-]P([O-])(=O)OP([O-])([O-])=O.[O-]P([O-])(=O)OP([O-])([O-])=O XGFPOHQJFNFBKA-UHFFFAOYSA-B 0.000 description 1
- 150000004684 trihydrates Chemical class 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images












Landscapes
- Joints Allowing Movement (AREA)
- Gasket Seals (AREA)
- Sealing Material Composition (AREA)
- Flanged Joints, Insulating Joints, And Other Joints (AREA)
Abstract
【課題】路面に撒かれた融雪剤に起因する塩害環境雰囲気及び高温酸化雰囲気下での使用においても密封性を維持することができると共に摩擦異音を発生することのない球帯状シール体及びその製造方法を提供すること。
【解決手段】球帯状シール体52は、円筒内面39、部分凸球面状面40及び環状端面41及び42によって規定された球帯状基体43と、部分凸球面状面40に一体的に形成された外層44とを備えており、球帯状基体43は、金網からなる補強材と、酸化抑制剤を含む耐熱材とを具備しており、外層44は、酸化抑制剤を含む耐熱材と固体潤滑剤と金網からなる補強材とが混在一体化されてなり、外層44の平滑な外表面48は、補強材の金網からなる面と固体潤滑剤からなる面とが混在してなり、環状端面41及び45には、酸化抑制剤を含む耐熱材と炭化硼素及び金属硼化物のうちの一方からなる筒状体51が一体的に形成されてなる。
【選択図】図1A spherical belt-like sealing body that can maintain a sealing property even in use under a salt damage environment atmosphere and a high temperature oxidation atmosphere caused by a snow melting agent sown on a road surface and does not generate frictional noise, and the same Providing a manufacturing method.
A spherical belt-like sealing body is integrally formed on a spherical belt-like base body defined by a cylindrical inner surface, a partially convex spherical surface, and annular end surfaces, and a partial convex spherical surface. An outer layer 44, and the spherical base 43 includes a reinforcing material made of a wire mesh and a heat-resistant material including an oxidation inhibitor, and the outer layer 44 includes a heat-resistant material including an oxidation inhibitor and a solid lubricant. And the reinforcing material made of a metal mesh are mixed and integrated, and the smooth outer surface 48 of the outer layer 44 is a mixture of a surface made of the metal mesh of the reinforcing material and a surface made of a solid lubricant, and the annular end face 41 and In 45, a cylindrical body 51 made of one of a heat-resistant material containing an oxidation inhibitor, boron carbide, and a metal boride is integrally formed.
[Selection] Figure 1
Description
本発明は、自動車排気管の球面継手に使用されて好適な球帯状シール体及びその製造方法に関する。 The present invention relates to a ball-shaped seal body suitable for use in a spherical joint of an automobile exhaust pipe and a method for manufacturing the same.
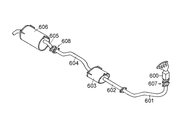
図20は、自動車エンジンの排気通路の一例を示すもので、エンジンの各気筒(図示せず)で発生した排気ガスは、排気マニホールド触媒コンバータ600にまとめられ、排気管601及び排気管602を通じてサブマフラ603に送られる。このサブマフラ603を通過した排気ガスは、更に排気管604及び排気管605を介してマフラ(消音器)606へと送られ、このマフラ606を通じて大気中に放出される。
FIG. 20 shows an example of an exhaust passage of an automobile engine. Exhaust gas generated in each cylinder (not shown) of the engine is collected in an exhaust manifold
これら排気管601及び602並びに604及び605や、サブマフラ603及びマフラ606等の排気系部材にあっては、エンジンのロール挙動及び振動などにより繰返し応力を受ける。とくに高速回転で高出力エンジンの場合は、排気系部材に加わる応力はかなり大きなものとなる。したがって、排気系部材は疲労破壊を招く虞があり、またエンジンの振動が排気系部材を共振させ、車室内静粛性を悪化させる場合もある。このような問題を解決するために、排気マニホールド触媒コンバータ600と排気管601との連結部607及び排気管604と排気管605との連結部608を排気管球面継手又は蛇腹式継手等の振動吸収機構によって可動連結することにより、自動車エンジンのロール挙動及び振動などにより排気系部材に繰返し受ける応力が吸収され、当該排気系部材の疲労破壊等が防止されると共にエンジンの振動が排気系部材を共振させ車室内の静粛性を悪化させる問題も解決されるという利点を有する。
Exhaust system members such as the
ここで、従来技術としての球面管継手の一例を図21に基づいて説明すると、次のとおりである。 Here, an example of the spherical pipe joint as the prior art will be described with reference to FIG.
図21に示す排気管球面継手おいて、エンジン側に連結された上流側排気管100の外周面には、管端部101を残してフランジ102が立設されており、管端部101には、外面に部分凸球面部201と部分凸球面部201に連なる円筒面部202を備えた球帯状シール体200が貫通孔を規定する円筒内面203において嵌合されており、部分凸球面部201の大径側の環状端面204において球帯状シール体200がフランジ102に当接されて着座せしめられており、上流側排気管100と対峙して配されていると共にマフラ側に連結された下流側排気管300には、凹球面部301と凹球面部301に連接されたフランジ部302を一体に備えた径拡大部303が固着されており、凹球面部301の内面304が球帯状シール体200の部分凸球面部201の外表面205に摺接されている。
In the exhaust pipe spherical joint shown in FIG. 21, a
上記排気管球面継手において、一端がフランジ102に固定され、他端が径拡大部303のフランジ部302を挿通して配された一対のボルト400とボルト400の膨大頭部及びフランジ部302の間に配された一対のコイルバネ500とにより、下流側排気管300には、常時、上流側排気管100方向にバネ力が付勢されている。そして、排気管球面継手は、上、下流側排気管100、300に生じる相対角変位に対しては、球帯状シール体200の部分凸球面部201の外表面205と下流側排気管300の端部に形成された径拡大部303の凹球面部301の内面304との摺接でこれを許容するように構成されている。
In the exhaust pipe spherical joint, one end is fixed to the
上記排気管球面継手に用いられる球帯状シール体としては、例えば特許文献1に記載されているものがある。この特許文献1に記載された球帯状シール体は、金網から補強材と膨張黒鉛シートからなる耐熱材とを重ね合わせたのち円筒状に複数回捲回し、これを軸線方向に圧縮成形して形成されるもので、球帯状シール体は、中央部に貫通孔を規定する円筒内面を備え、外面に部分凸球面状面と該部分凸球面状面に連なる円筒面部とを備えている。そして、この球帯状シール体は、耐熱性を有し、相手材とのなじみ性が良好であることからシール性に優れ、また衝撃強度も著しく改善されているという利点を有している。 As a spherical belt-shaped sealing body used for the exhaust pipe spherical joint, there is one described in Patent Document 1, for example. The spherical belt-shaped sealing body described in Patent Document 1 is formed by superposing a reinforcing material and a heat-resistant material made of an expanded graphite sheet from a wire mesh, and then winding it into a cylindrical shape a plurality of times and compressing it in the axial direction. Thus, the spherical belt-like sealing body has a cylindrical inner surface that defines a through-hole at the center, and has a partially convex spherical surface and a cylindrical surface portion continuous with the partially convex spherical surface on the outer surface. And this spherical belt-like sealing body has heat resistance, has good compatibility with the counterpart material, and therefore has an advantage of excellent sealing performance and significantly improved impact strength.
しかしながら、この球帯状シール体が組み込まれて使用される自動車エンジンの排気系において、寒冷地においては、路面凍結防止剤としての融雪剤が路面に撒かれ、融雪剤として撒かれた主成分をなす塩化カルシウムや塩化ナトリウムが水に溶け、液体化し、水しぶきとして自動車のボディ部分などに付着して錆を発生させたり、また球帯状シール体に付着した塩化物が高温下において黒鉛の消失を促進させる触媒として作用することが知られている。 However, in the exhaust system of an automobile engine that is used by incorporating this ball-shaped seal body, in cold regions, a snow melting agent as a road surface anti-freezing agent is applied to the road surface and forms a main component that is applied as a snow melting agent. Calcium chloride or sodium chloride dissolves in water, liquefies, adheres to the body part of automobiles as water spray, and generates rust, and chloride attached to the ball-shaped seal promotes the disappearance of graphite at high temperatures. It is known to act as a catalyst.
すなわち、図21に示す環状部位Q(球帯状シール体200の円筒面部202に相当)は大気中に直接晒されており、当該部位は高温の酸化雰囲気となっている。したがって、この高温での酸化雰囲気での使用において、当該環状部位Qに融雪剤の塩化カルシウムや塩化ナトリウム等の塩化物が付着した場合においては、当該塩化物の触媒作用と相俟って球帯状シール体を形成する膨張黒鉛の酸化消失を促進し、球帯状シール体の大径側の環状端面と該環状端面が接触するフランジとのシール面での密封性が損なわれるという問題がある。
That is, the annular portion Q shown in FIG. 21 (corresponding to the
本発明は上記諸点に鑑みてなされたものであり、その目的とするところは、路面に撒かれた融雪剤に起因する塩害環境雰囲気及び高温酸化雰囲気下での使用においても密封性を維持することができると共に摩擦異音を発生することのない球帯状シール体及びその製造方法を提供することにある。 The present invention has been made in view of the above-mentioned points, and the object of the present invention is to maintain hermeticity even in a salt damage environment atmosphere and a high temperature oxidation atmosphere caused by a snow melting agent sown on the road surface. An object of the present invention is to provide a spherical belt-like seal body that can generate frictional noise and does not generate abnormal noise, and a method for manufacturing the same.
本発明の排気管継手に用いられる球帯状シール体は、円筒内面、部分凸球面状面並びに部分凸球面状面の大径側及び小径側の環状端面によって規定された球帯状基体と、この球帯状基体の部分凸球面状面に一体的に形成された外層とを備えており、球帯状基体は、金網からなる補強材と、補強材の金網の網目を充填し、かつこの補強材と混在一体化されていると共に圧縮された酸化抑制剤を含む膨張黒鉛からなる耐熱材とを具備しており、外層は、酸化抑制剤を含む膨張黒鉛からなる耐熱材と固体潤滑剤と金網からなる補強材とが混在一体化されてなり、外層の平滑な外表面は、補強材の金網からなる面と固体潤滑剤からなる面とが混在してなり、該球帯状基体の部分凸球面状面の大径側及び外層の大径側の環状端面には、酸化抑制剤を含む膨張黒鉛からなる耐熱材と炭化硼素及び金属硼化物のうちの一方からなる筒状体が一体的に形成されてなる。 A spherical belt-like sealing body used for the exhaust pipe joint of the present invention includes a spherical belt-like base body defined by a cylindrical inner surface, a partially convex spherical surface, and large-diameter and small-diameter annular end surfaces of the partially convex spherical surface, An outer layer integrally formed on the partially convex spherical surface of the belt-like substrate, and the spherical belt-like substrate is filled with a reinforcement made of a wire mesh and a mesh of the reinforcement mesh, and mixed with the reinforcement. A heat-resistant material made of expanded graphite containing an oxidation inhibitor that is integrated and compressed, and the outer layer is a heat-resistant material made of expanded graphite containing an oxidation inhibitor, a reinforcement made of a solid lubricant, and a wire mesh The material is mixed and integrated, and the smooth outer surface of the outer layer is a mixture of a surface made of a reinforcing metal mesh and a surface made of a solid lubricant. The annular end surface on the large diameter side and the large diameter side of the outer layer contains an oxidation inhibitor. Cylindrical body consisting of one of the heat-resistant material with the boron carbide and the metal boride consisting Zhang graphite is formed integrally.
本発明の球帯状シール体によれば、大気中に直接晒される球帯状シール体の円筒面部、すなわち球帯状基体の部分凸球面状面の大径側の環状端面及び外層の大径側の環状端面に一体的に形成された筒状体は、酸化抑制剤を含む膨張黒鉛からなる耐熱材と炭化硼素及び金属硼化物のうちの少なくとも一方とで形成されており、当該耐熱材は塩害環境雰囲気及び高温酸化雰囲気下において優れた耐酸化性及び耐熱性を有していることから、筒状体を形成する耐熱材、特に膨張黒鉛の酸化消耗が抑制され、結果として筒状体の端面と該端面と接するフランジ部との間からの排気ガスの漏洩は極力防止される。 According to the spherical belt-shaped sealing body of the present invention, the cylindrical surface portion of the spherical belt-shaped sealing body that is directly exposed to the atmosphere, that is, the annular end surface on the large diameter side of the partially convex spherical surface of the spherical belt-shaped substrate and the circular surface on the large diameter side of the outer layer. The cylindrical body integrally formed on the end surface is formed of a heat-resistant material made of expanded graphite containing an oxidation inhibitor and at least one of boron carbide and metal boride, and the heat-resistant material is in a salt damage environment atmosphere And having excellent oxidation resistance and heat resistance in a high-temperature oxidizing atmosphere, the oxidation consumption of the heat-resistant material forming the cylindrical body, particularly expanded graphite, is suppressed, and as a result, the end face of the cylindrical body and the end face Leakage of exhaust gas from between the flange portion in contact with the end face is prevented as much as possible.
本発明の球帯状シール体において、酸化抑制剤は、燐酸塩又は燐酸塩及び五酸化燐を含有しているとよい。 In the spherical belt-shaped seal body of the present invention, the oxidation inhibitor may contain phosphate or phosphate and phosphorus pentoxide.
燐酸塩は、好ましくは、第一燐酸リチウム(LiH2PO4)、第二燐酸リチウム(Li2HPO4)、第一燐酸カルシウム〔Ca(H2PO4)2〕、第二燐酸カルシウム(CaHPO4)、第一燐酸アルミニウム〔Al(H2PO4)3〕、第二燐酸アルミニウム〔Al2(HPO4)3〕から選択され、この燐酸塩は、膨張黒鉛に対し0.1〜16質量%の割合で含有されるとよい。 The phosphate is preferably primary lithium phosphate (LiH 2 PO 4 ), secondary lithium phosphate (Li 2 HPO 4 ), primary calcium phosphate [Ca (H 2 PO 4 ) 2 ], dibasic calcium phosphate (CaHPO). 4 ), selected from primary aluminum phosphate [Al (H 2 PO 4 ) 3 ], secondary aluminum phosphate [Al 2 (HPO 4 ) 3 ], and this phosphate has a content of 0.1 to 16 mass based on expanded graphite. It is good to contain in the ratio of%.
五酸化燐は、特に燐酸塩と共に含有されて、膨張黒鉛に対する酸化抑制作用を一層向上させるもので、その含有量は、好ましい例では、0.05〜5質量%である。 Phosphorus pentoxide is contained in particular together with a phosphate to further improve the oxidation inhibiting action on expanded graphite, and the content thereof is 0.05 to 5% by mass in a preferred example.
本発明の球帯状シール体において、筒状体は、好ましい例では、炭化硼素及び金属硼化物の少なくとも一方を5〜50質量%、より好ましくは10〜40質量%、さらに好ましくは10〜30質量%含有する。 In the spherical band-shaped sealing body of the present invention, in a preferable example, the cylindrical body is 5 to 50% by mass, more preferably 10 to 40% by mass, and further preferably 10 to 30% by mass of at least one of boron carbide and metal boride. %contains.
金属硼化物としては、好ましい例では、元素周期律表の第IVa族、第Va族及び第VIa族の中から選択される。具体的には、ホウ化チタン(TiB)、二ホウ化チタン(TiB2)、二ホウ化ジルコニウム(ZrB2)、十二ホウ化ジルコニウム(ZrB12)、二ホウ化ハフニウム(HfB2)、二ホウ化バナジウム(VB2)、二ホウ化ニオブ(NbB2)、二ホウ化タンタル(TaB2)、ホウ化クロム(CrB)、二ホウ化クロム(CrB2)、ホウ化モリブデン(MoB)、二ホウ化モリブデン(MoB2)、五ホウ化二モリブデン(Mo2B5)、ホウ化タングステン(WB)、二ホウ化タングステン(WB2)、ホウ化二タングステン(W2B)、五ホウ化二タングステン(W2B5)から少なくとも一つが選択されるとよい。 In a preferred example, the metal boride is selected from Group IVa, Group Va and Group VIa of the Periodic Table of Elements. Specifically, titanium boride (TiB), titanium diboride (TiB 2 ), zirconium diboride (ZrB 2 ), zirconium twelve boride (ZrB 12 ), hafnium diboride (HfB 2 ), two Vanadium boride (VB 2 ), niobium diboride (NbB 2 ), tantalum diboride (TaB 2 ), chromium boride (CrB), chromium diboride (CrB 2 ), molybdenum boride (MoB), two Molybdenum boride (MoB 2 ), dimolybdenum pentaboride (Mo 2 B 5 ), tungsten boride (WB), tungsten diboride (WB 2 ), ditungsten boride (W 2 B), dipentaboride At least one may be selected from tungsten (W 2 B 5 ).
これら炭化硼素及び金属硼化物は、高温において酸素と反応して酸化硼素(B2O3)を生成し、これが550℃以上の温度でガラス状となって膨張黒鉛を覆うことによって当該膨張黒鉛の酸化抑制効果を発揮するものと推察される。 These boron carbides and metal borides react with oxygen at a high temperature to form boron oxide (B 2 O 3 ), which becomes glassy at a temperature of 550 ° C. or more and covers the expanded graphite. It is presumed that the effect of inhibiting oxidation is exhibited.
固体潤滑剤は、六方晶窒化硼素を23〜57質量%、アルミナ水和物を5〜15質量%及び四ふっ化エチレン樹脂を33〜67質量%含んでいるのが好ましく使用される。 The solid lubricant preferably contains 23 to 57% by mass of hexagonal boron nitride, 5 to 15% by mass of alumina hydrate, and 33 to 67% by mass of ethylene tetrafluoride resin.
相手材との摺動面となる球帯状基体の部分凸球面状面に一体的に形成された外層は、酸化抑制剤を含む膨張黒鉛からなる耐熱材と、六方晶窒化硼素23〜57質量%と、アルミナ水和物5〜15質量%及び四ふっ化エチレン樹脂33〜67質量%からなる固体潤滑剤と、金網からなる補強材とが圧縮されて補強材の金網の網目に固体潤滑剤及び耐熱材が充填されて当該固体潤滑剤及び耐熱材と補強材とが混在一体化されて形成されており、該外層の外表面は、補強材の金網からなる面と固体潤滑剤からなる面とが混在した平滑な面に形成されている本発明に係る球帯状シール体では、該固体潤滑剤の外表面からの脱落を回避し得、結果として相手材とは固体潤滑剤と補強材との混在した平滑な面で摺動するので、摩擦異音の発生を極力防止することができる。
The outer layer integrally formed on the partially convex spherical surface of the spherical belt-like substrate serving as the sliding surface with the counterpart material is composed of a heat-resistant material made of expanded graphite containing an oxidation inhibitor, and
円筒内面、部分凸球面状面並びに部分凸球面状面の大径側及び小径側の環状端面によって規定される球帯状基体と、この球帯状基体の部分凸球面状面に一体的に形成された外層とを備えていると共に排気管継手に用いられる本発明による球帯状シール体の製造方法は、(a)酸化抑制剤を含有する膨張黒鉛シートを準備する工程と、(b)金属細線を織ったり編んだりして得られる金網を準備し、この金網を前記膨張黒鉛シートに重ね合わせて重合体を形成したのち、この重合体を円筒状に捲回して筒状母材を得る工程と、(c)前記膨張黒鉛シートと同様の別の膨張黒鉛シートを準備し、該別の膨張黒鉛シートの一方の表面に固体潤滑剤の水性ディスパージョンを被覆し、乾燥して別の膨張黒鉛シートの表面に固体潤滑剤の被覆層を形成する工程と、(d)該被覆層が形成された別の膨張黒鉛シートを、金属細線を織ったり編んだりして得られる別の金網からなる二つの層間に挿入すると共に当該別の膨張黒鉛シートを挿入した金網を一対の円筒ローラ間の隙間に供給して加圧し、別の金網の網目に別の膨張黒鉛シートと当該膨張黒鉛シートの表面に形成された被覆層の固体潤滑剤とを充填して、表面に別の金網からなる面と固体潤滑剤からなる面とが混在して露出した外層形成部材を形成する工程と、(e)前記筒状母材の外周面に前記外層形成部材を被覆層を外側にして捲回し、予備円筒成形体を形成する工程と、(f)該予備円筒成形体を金型のコア外周面に挿入し、該コアを金型内に配置する工程と、(g)酸化抑制剤を含有する膨張黒鉛シートの粉砕粉末に、炭化硼素及び金属硼化物の少なくとも一方を配合、混合した混合粉末を圧縮成形した予備成形筒状体を準備する工程と、(h)金型内に配置された予備円筒成形体の端部に、前記予備成形筒状体を載置すると共に金型内において該予備円筒成形体と該予備円筒成形体の端面に載置された予備成形筒状体とをコア軸方向に圧縮成形する工程とを具備しており、球帯状基体は、金網からなる補強材と、補強材の金網の網目を充填し、かつこの補強材と混在一体化されていると共に圧縮された酸化抑制剤を含む膨張黒鉛からなる耐熱材とを具備しており、外層は、酸化抑制剤を含む膨張黒鉛からなる耐熱材と固体潤滑剤と別の金網からなる補強材とが混在一体化されてなり、該外層の平滑な外表面は、補強材の金網からなる面と固体潤滑剤からなる面とが混在されてなり、該球帯状基体の部分凸球面状面の大径側の環状端面及び外層の大径側の環状端面には、酸化抑制剤を含む膨張黒鉛化ならなる耐熱材と炭化硼素及び金属硼化物のうちの少なくとも一方とからなる筒状体が一体的に形成されている。 The spherical inner surface defined by the cylindrical inner surface, the partially convex spherical surface, and the annular end surfaces on the large diameter side and the small diameter side of the partially convex spherical surface, and the partially convex spherical surface of the spherical belt substrate are integrally formed. The manufacturing method of the spherical belt-shaped sealing body according to the present invention that includes an outer layer and is used for an exhaust pipe joint includes (a) a step of preparing an expanded graphite sheet containing an oxidation inhibitor, and (b) a woven metal wire Preparing a wire mesh obtained by knitting or knitting, forming a polymer by superimposing the wire mesh on the expanded graphite sheet, and winding the polymer into a cylindrical shape to obtain a tubular base material; c) preparing another expanded graphite sheet similar to the expanded graphite sheet, coating one surface of the other expanded graphite sheet with an aqueous dispersion of a solid lubricant, and drying to obtain a surface of another expanded graphite sheet Form a coating layer of solid lubricant on And (d) inserting another expanded graphite sheet on which the coating layer is formed between two layers made of another wire mesh obtained by weaving or knitting a fine metal wire, and Supply the inserted wire mesh to the gap between a pair of cylindrical rollers and pressurize it, and fill the mesh of another wire mesh with another expanded graphite sheet and the solid lubricant of the coating layer formed on the surface of the expanded graphite sheet. A step of forming an outer layer forming member exposed by mixing a surface made of another wire mesh and a surface made of a solid lubricant on the surface; and (e) the outer layer forming member on the outer peripheral surface of the cylindrical base material. Winding the coating layer outside to form a pre-cylindrical molded body, and (f) inserting the pre-cylindrical molded body into the outer peripheral surface of the core of the mold and placing the core in the mold; (G) Boron carbide is added to the pulverized powder of the expanded graphite sheet containing the oxidation inhibitor. Preparing a preformed cylindrical body in which at least one of a metal boride and a mixed powder are mixed and compression molded, and (h) at the end of the preformed cylindrical body disposed in the mold, And a step of compressing and molding the pre-formed cylindrical body and the pre-formed cylindrical body placed on the end surface of the pre-cylindrical shaped body in the mold in the core axis. The spherical belt-shaped substrate is a heat-resistant material made of expanded graphite containing a reinforcing material made of a wire mesh and a mesh of the reinforcing material made of the wire mesh and mixed with the reinforcing material and containing a compressed oxidation inhibitor. The outer layer is formed by mixing and integrating a heat-resistant material made of expanded graphite containing an oxidation inhibitor, a solid lubricant, and a reinforcing material made of another wire mesh, and the outer layer has a smooth outer surface. The surface of the reinforcing material made of wire mesh and the surface made of solid lubricant are mixed A heat-resistant material comprising expansion graphitization containing an oxidation inhibitor, boron carbide, and metal on the annular end surface on the large diameter side of the partially convex spherical surface of the spherical base and the annular end surface on the large diameter side of the outer layer. A cylindrical body made of at least one of the borides is integrally formed.
本発明の球帯状シール体の製造方法によれば、酸化抑制剤を含有した膨張黒鉛シートからなる耐熱材を粉砕して形成した粉砕粉末に、炭化硼素及び金属硼化物のうちの少なくとも一方を配合、混合した混合粉末を圧縮成形して予備成形筒状体を作製し、これを金型内に配置された予備円筒成形体の端部に配置すると共に該予備成形筒状体と予備円筒成形体とを圧縮成形することにより、該球帯状基体の部分凸球面状面の大径側の環状端面及び外層の大径側の環状端面に筒状体を強固に一体的に形成することができ、そして、この予備成形筒状体を圧縮して形成された筒状体では、膨張黒鉛の具有する可撓性及びなじみ性により、該筒状体の端面とフランジとが密接し、当該密接面からの排気ガスの漏洩が極力防止される。 According to the method for producing a spherical belt-shaped sealing body of the present invention, at least one of boron carbide and a metal boride is blended with a pulverized powder formed by pulverizing a heat-resistant material made of an expanded graphite sheet containing an oxidation inhibitor. Then, the mixed powder mixture is compression molded to produce a preformed cylindrical body, which is placed at the end of the preliminary cylindrical molded body disposed in the mold, and the preformed cylindrical body and the preliminary cylindrical molded body And the cylindrical body can be firmly and integrally formed on the annular end surface on the large diameter side of the partially convex spherical surface of the spherical base and the annular end surface on the large diameter side of the outer layer, And in the cylindrical body formed by compressing this preformed cylindrical body, due to the flexibility and conformability of the expanded graphite, the end surface of the cylindrical body and the flange are in close contact with each other, from the close surface Leakage of exhaust gas is prevented as much as possible.
本発明によれば、球帯状シール体は、円筒内面、部分凸球面状面並びに部分凸球面状面の大径側及び小径側の環状端面によって規定された球帯状基体と、この球帯状基体の部分凸球面状面に一体的に形成された外層とを備えており、該球帯状基体の部分凸球面状面の大径側の環状端面及び外層の大径側の環状端面に一体的に形成された筒状体は、酸化抑制剤を含む膨張黒鉛からなる耐熱材と炭化硼素及び金属硼化物のうちの少なくとも一方とで形成されており、当該耐熱材は塩害環境雰囲気及び高温酸化雰囲気下での使用において優れた耐酸化性及び耐熱性を有していることから、筒状体を形成する、特に膨張黒鉛の酸化消耗が抑制され、結果として球帯状シール体の塩害環境雰囲気及び高温酸化雰囲気下での使用においても、筒状体の端面と該端面と接するフランジ部との間からの排気ガスの漏洩を極力防止することができる。 According to the present invention, a spherical belt-shaped sealing body includes a spherical inner surface defined by a cylindrical inner surface, a partially convex spherical surface, and annular end surfaces on the large-diameter side and small-diameter side of the partially convex spherical surface, and the spherical belt-shaped substrate. An outer layer integrally formed on the partially convex spherical surface, and integrally formed on the annular end surface on the large diameter side of the partially convex spherical surface of the spherical base and the annular end surface on the large diameter side of the outer layer. The formed cylindrical body is formed of a heat-resistant material made of expanded graphite containing an oxidation inhibitor and at least one of boron carbide and a metal boride, and the heat-resistant material is used in a salt damage environment atmosphere and a high-temperature oxidation atmosphere. Because it has excellent oxidation resistance and heat resistance in use, the oxidation consumption of the expanded graphite, especially the expanded graphite, is suppressed, resulting in the salt damage environment atmosphere and high temperature oxidation atmosphere of the ball-shaped seal body The end face of the cylindrical body even when used below The leakage of exhaust gas from between the flange portion contacting the end face can be prevented as much as possible.
また、本発明の球帯状シール体の製造方法においては、酸化抑制剤を含有する耐熱材を粉砕して作製した粉砕粉末に、炭化硼素及び金属硼化物のうちの少なくとも一方を配合、混合して作製した混合粉末を圧縮成形することにより形成された予備成形円筒体を該球帯状基体の部分凸球面状面の大径側の環状端面及び外層の環状端面にわたって強固に一体化することができ、該予備成形円筒体によって形成された筒状体は、膨張黒鉛が具有する可撓性及びなじみ性により排気管球面継手の排気管外周面に立設されたフランジに密接するので、当該筒状体とフランジとの間の密接面からの排気ガスの漏洩は極力防止される。 Further, in the method for producing a spherical belt-shaped sealing body of the present invention, at least one of boron carbide and metal boride is blended and mixed in a pulverized powder produced by pulverizing a heat-resistant material containing an oxidation inhibitor. The preformed cylindrical body formed by compression molding the prepared mixed powder can be firmly integrated over the annular end surface on the large diameter side of the partially convex spherical surface of the spherical base and the annular end surface of the outer layer, The cylindrical body formed by the preformed cylindrical body is in close contact with the flange standing on the outer peripheral surface of the exhaust pipe spherical joint due to the flexibility and conformability of the expanded graphite. Leakage of exhaust gas from the close surface between the flange and the flange is prevented as much as possible.
次に、本発明及びその実施の形態を、図に示す好ましい実施例に基づいて更に詳細に説明する。なお、本発明はこれらの実施例に何等限定されないのである。 Next, the present invention and its embodiments will be described in more detail based on preferred embodiments shown in the drawings. In addition, this invention is not limited to these Examples at all.
本発明の球帯状シール体における構成材料及び球帯状シール体の製造方法について説明する。 The constituent material in the spherical belt-shaped sealing body of the present invention and the manufacturing method of the spherical belt-shaped sealing body will be described.
<耐熱材I及びその製造方法について>
濃度98%の濃硫酸を攪拌しながら、酸化剤として過酸化水素の60%水溶液を加え、これを反応液とする。この反応液を冷却して10℃の温度に保持し、該反応液に粒度30〜80メッシュの鱗片状天然黒鉛粉末を添加して30分間反応を行う。反応後、吸引濾過して酸処理黒鉛粉末を分離し、該酸処理黒鉛粉末を水で撹拌して吸引濾過するという洗浄作業を2回繰り返し、酸処理黒鉛粉末から硫黄分を充分除去する。ついで、硫酸分を充分除去した酸処理黒鉛粉末を乾燥炉で乾燥し、これを酸処理黒鉛粉末とする。
<About heat-resistant material I and its manufacturing method>
While stirring concentrated sulfuric acid having a concentration of 98%, a 60% aqueous solution of hydrogen peroxide as an oxidant is added to make a reaction solution. The reaction solution is cooled and maintained at a temperature of 10 ° C., and scale-like natural graphite powder having a particle size of 30 to 80 mesh is added to the reaction solution and reacted for 30 minutes. After the reaction, the acid-treated graphite powder is separated by suction filtration, and the washing operation of stirring the acid-treated graphite powder with water and suction filtering is repeated twice to sufficiently remove sulfur from the acid-treated graphite powder. Next, the acid-treated graphite powder from which the sulfuric acid content has been sufficiently removed is dried in a drying furnace to obtain an acid-treated graphite powder.
上記酸処理黒鉛粉末を攪拌しながら、該酸処理黒鉛粉末に燐酸塩として濃度50%の第一燐酸アルミニウム〔Al(H2PO4)3〕水溶液をメタノールで希釈した溶液を噴霧状に配合し、均一に撹拌して湿潤性を有する混合物を作製する。この湿潤性を有する混合物を、120℃の温度に保持した乾燥炉で2時間乾燥する。ついで、これを950〜1200℃の温度で1〜10秒間加熱(膨張)処理して分解ガスを発生せしめ、そのガス圧により黒鉛層間を拡張して膨張させた膨張黒鉛粒子(膨張倍率240〜300倍)を形成する。この膨張処理工程において、第一燐酸アルミニウムは構造式中の水が脱離する。この膨張黒鉛粒子を所望のロール隙間に調整した双ローラ装置に供給してロール成形し、所望の厚さの膨張黒鉛シートを作製し、この膨張黒鉛シートを耐熱材Iとする。 While stirring the acid-treated graphite powder, a solution obtained by diluting an aqueous solution of 50% concentration of primary aluminum phosphate [Al (H 2 PO 4 ) 3 ] with methanol as a phosphate is mixed with the acid-treated graphite powder in a spray form. Stir uniformly to make a wettable mixture. The wettable mixture is dried for 2 hours in a drying oven maintained at a temperature of 120 ° C. Subsequently, this was heated (expanded) at a temperature of 950 to 1200 ° C. for 1 to 10 seconds to generate decomposition gas, and expanded graphite particles (expansion magnification: 240 to 300) expanded by expanding the graphite layer by the gas pressure. Times). In this expansion treatment step, water in the structural formula is released from the primary aluminum phosphate. The expanded graphite particles are supplied to a double roller apparatus adjusted to a desired roll gap and roll-molded to produce an expanded graphite sheet having a desired thickness. This expanded graphite sheet is used as a heat resistant material I.
このようにして作製された耐熱材Iには、膨張黒鉛に第一燐酸アルミニウムが0.1〜16質量%の割合で含有されている。この燐酸塩を含有した膨張黒鉛は、膨張黒鉛自体の耐熱性が向上されると共に酸化抑制作用が付与されるため、例えば600℃ないし600℃を超える高温領域での使用を可能とする。燐酸塩としては、上記第一燐酸アルミニウムの他に、第二燐酸リチウム(Li2HPO4)、第一燐酸カルシウム〔Ca(H2PO4)2〕、第二燐酸カルシウム(CaHPO4)、第二燐酸アルミニウム〔Al(HPO4)3〕を使用することができる。 The heat-resistant material I produced in this way contains 0.1 to 16% by mass of primary aluminum phosphate in expanded graphite. The expanded graphite containing the phosphate improves the heat resistance of the expanded graphite itself and imparts an oxidation inhibiting action, so that it can be used in a high temperature region exceeding 600 ° C. to 600 ° C., for example. As the phosphate, in addition to the above-mentioned primary aluminum phosphate, secondary lithium phosphate (Li 2 HPO 4 ), primary calcium phosphate [Ca (H 2 PO 4 ) 2 ], secondary calcium phosphate (CaHPO 4 ), Aluminum diphosphate [Al (HPO 4 ) 3 ] can be used.
<耐熱材II及びその製造方法>
上記酸処理黒鉛粉末と同様の方法で得た酸処理黒鉛粉末を攪拌しながら、該酸処理黒鉛粉末に燐酸塩として濃度50%の第一燐酸アルミニウム水溶液と燐酸として濃度84%のオルト燐酸(H3PO4)水溶液をメタノールで希釈した溶液を噴霧状に配合し、均一に撹拌して湿潤性を有する混合物を作製する。この湿潤性を有する混合物を、120℃の温度に保持した乾燥炉で2時間乾燥する。ついで、これを950〜1200℃の温度で1〜10秒間加熱(膨張)処理して分解ガスを発生せしめ、そのガス圧により黒鉛層間を拡張して膨張させた膨張黒鉛粒子(膨張倍率240〜300倍)を形成する。この膨張処理工程において、第一燐酸アルミニウムは構造式中の水が脱離し、オルト燐酸は脱水反応を生じて五酸化燐を生成する。この膨張黒鉛粒子を所望のロール隙間に調整した双ローラ装置に供給してロール成形し、所望の厚さの膨張黒鉛シートを作製し、この膨張黒鉛シートを耐熱材IIとする。
<Heat-resistant material II and production method thereof>
While stirring the acid-treated graphite powder obtained in the same manner as the above-mentioned acid-treated graphite powder, the acid-treated graphite powder was mixed with a first aluminum phosphate aqueous solution having a concentration of 50% as phosphate and orthophosphoric acid (H) having a concentration of 84% as phosphoric acid. 3 PO 4 ) A solution obtained by diluting an aqueous solution with methanol is blended in a spray form, and stirred uniformly to prepare a wettable mixture. The wettable mixture is dried for 2 hours in a drying oven maintained at a temperature of 120 ° C. Subsequently, this was heated (expanded) at a temperature of 950 to 1200 ° C. for 1 to 10 seconds to generate decomposition gas, and expanded graphite particles (expansion magnification: 240 to 300) expanded by expanding the graphite layer by the gas pressure. Times). In this expansion treatment step, water in the structural formula of primary aluminum phosphate is eliminated, and orthophosphoric acid generates a dehydration reaction to generate phosphorus pentoxide. The expanded graphite particles are supplied to a double roller apparatus adjusted to a desired roll gap and roll-molded to produce an expanded graphite sheet having a desired thickness. This expanded graphite sheet is used as a heat-resistant material II.
このようにして作製された耐熱材IIには、膨張黒鉛に第一燐酸アルミニウムが0.1〜16質量%及び五酸化燐が0.05〜5質量%の割合で含有されている。この燐酸塩及び五酸化燐を含有した膨張黒鉛は、膨張黒鉛自体の耐熱性が耐熱材Iよりも耐熱性が一層向上されると共に酸化抑制作用が付与されるため、耐熱材Iと同様、例えば600℃ないし600℃を超える高温領域での使用を可能とする。燐酸としては、上記オルト燐酸の他に、メタ燐酸(HPO3)、ポリ燐酸などを使用することができる。 In the heat-resistant material II thus produced, the expanded graphite contains 0.1 to 16% by mass of primary aluminum phosphate and 0.05 to 5% by mass of phosphorus pentoxide. In the expanded graphite containing phosphate and phosphorus pentoxide, the heat resistance of the expanded graphite itself is further improved than that of the heat-resistant material I and has an oxidation inhibiting action. Use in a high temperature region exceeding 600 ° C. to 600 ° C. is possible. As phosphoric acid, in addition to the above orthophosphoric acid, metaphosphoric acid (HPO 3 ), polyphosphoric acid, and the like can be used.
耐熱材I及びIIには、密度が1.0〜1.15Mg/m3程度で、厚さが、0.3〜0.6mm程度のシート材が使用されて好適である。 As the heat resistant materials I and II, a sheet material having a density of about 1.0 to 1.15 Mg / m 3 and a thickness of about 0.3 to 0.6 mm is preferably used.
<補強材について>
補強材は、鉄系としてオーステナイト系のSUS304、SUS310S、SUS316、フェライト系のSUS430などのステンレス鋼線、鉄線(JISG3532)もしくは亜鉛メッキ鉄線(JISG3547)又は銅系として銅−ニッケル合金(白銅)線、銅−ニッケル−亜鉛合金(洋白)線、黄銅線、ベリリウム銅線からなる金属細線を一本又は二本以上を使用して織ったり、編んだりして形成される織組金網又は編組金網が使用される。
<About reinforcing material>
Reinforcing materials are austenitic SUS304, SUS310S, SUS316, ferritic SUS430, etc. A woven wire mesh or a braided wire mesh formed by weaving or knitting one or more fine metal wires made of copper-nickel-zinc alloy (white) wire, brass wire, beryllium copper wire used.
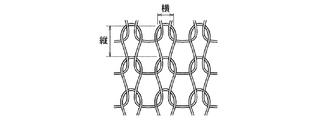
金網を形成する金属細線において、線径は、0.28〜0.32mm程度のものが使用され、該線径の金属細線で形成された球帯状基体用の金網の網目の目幅(編組金網を示す図5参照)は縦4〜6mm、横3〜5mm程度のものが使用されて好適であり、外層用の金網の網目の目幅(図5参照)は縦2.5〜3.5mm、横1.5〜2.5mm程度のものが使用されて好適である。 In the fine metal wire forming the wire mesh, a wire diameter of about 0.28 to 0.32 mm is used, and the mesh width of the wire mesh for the ball-shaped substrate formed of the fine metal wire of the wire diameter (braided wire mesh) 5) having a length of about 4 to 6 mm and a width of about 3 to 5 mm is preferably used, and the mesh width of the wire mesh for the outer layer (see FIG. 5) is 2.5 to 3.5 mm. The one having a width of about 1.5 to 2.5 mm is preferably used.
<固体潤滑剤について>
固体潤滑剤は、六方晶窒化硼素(以下「h−BN」と略称する。)23〜57質量%、アルミナ水和物5〜15質量%及び四ふっ化エチレン樹脂(以下「PTFE」と略称する。)33〜67質量%を含む潤滑組成物からなる。
<About solid lubricant>
The solid lubricant is hexagonal boron nitride (hereinafter abbreviated as “h-BN”) 23 to 57% by mass,
固体潤滑剤は、製造過程においては、分散媒としての酸を含有するアルミナ水和物を分散含有した水素イオン濃度(pH)が2〜3を呈するアルミナゾルに、h−BN粉末及びPTFE粉末を分散含有した水性ディスパージョンであって、h−BN粉末23〜57質量%とPTFE粉末33〜67質量%及びアルミナ水和物5〜15質量%とを含む潤滑組成物を固形分30〜50質量%分散含有した水性ディスパージョンの形態で使用される。水性ディスパージョンを形成するh−BN及びPTFEは、可及的に微粉末であることが好ましく、これらは平均粒径10μm以下、さらに好ましくは0.5μm以下の微粉末が使用されて好適である。 In the production process of solid lubricant, h-BN powder and PTFE powder are dispersed in alumina sol having a hydrogen ion concentration (pH) of 2 to 3 in which alumina hydrate containing acid as a dispersion medium is dispersed. An aqueous dispersion containing a lubricating composition containing 23 to 57% by mass of h-BN powder, 33 to 67% by mass of PTFE powder and 5 to 15% by mass of alumina hydrate, and having a solid content of 30 to 50% by mass Used in the form of a dispersed aqueous dispersion. The h-BN and PTFE forming the aqueous dispersion are preferably as fine powder as possible, and these are preferably used as fine powder having an average particle size of 10 μm or less, more preferably 0.5 μm or less. .
水性ディスパージョンにおけるアルミナゾルの分散媒としての水に含有される酸は、アルミナゾルを安定化させるための解膠剤として作用するものである。そして、酸としては、塩酸、硝酸、硫酸、アミド硫酸等の無機酸が挙げられるが、特には硝酸が好ましい。 The acid contained in the water as the dispersion medium of the alumina sol in the aqueous dispersion acts as a peptizer for stabilizing the alumina sol. Examples of the acid include inorganic acids such as hydrochloric acid, nitric acid, sulfuric acid, and amidosulfuric acid, and nitric acid is particularly preferable.
水性ディスパージョンにおけるアルミナゾルを形成するアルミナ水和物としては、組成式Al2O3・nH2O(組成式中、0<n<3)で表わされる化合物である。該組成式において、nは、通常、0(零)を超えて3未満の数、好ましくは0.5〜2、さらに好ましくは0.7〜1.5程度である。アルミナ水和物としては、例えばベーマイト(Al2O3・H2O)やダイアスポア(Al2O3・H2O)などのアルミナ一水和物(水酸化酸化アルミニウム)、ギブサイト(Al2O3・3H2O)やバイヤライト(Al2O3・3H2O)などのアルミナ三水和物、擬ベーマイトなどが挙げられる。 The alumina hydrate forming the alumina sol in the aqueous dispersion is a compound represented by the composition formula Al 2 O 3 .nH 2 O (in the composition formula, 0 <n <3). In the composition formula, n is usually a number exceeding 0 (zero) and less than 3, preferably 0.5 to 2, and more preferably about 0.7 to 1.5. The alumina hydrate, for example, boehmite (Al 2 O 3 · H 2 O) and diaspore (Al 2 O 3 · H 2 O) alumina monohydrate such as (aluminum hydroxide oxide), gibbsite (Al 2 O 3 · 3H 2 O) and bayerite (Al 2 O 3 · 3H 2 O) alumina trihydrate, such as, such as pseudo-boehmite and the like.
<予備成形筒状体について>
前記耐熱材I又は耐熱材IIを粉砕して粒度200〜350μmの粉砕粉末を作製し、この粉砕粉末に炭化硼素(以下「B4C」と略称する。)及び金属硼化物のいずれか一方を5〜50質量%配合、混合してB4C及び金属硼化物のいずれか一方を5〜50質量%含有した混合粉末を作製する。この混合粉末を筒状の中空部を有する金型内に装填し、圧縮して予備成形筒状体を作製する。
<About pre-formed cylindrical body>
The refractory material I or the refractory material II is pulverized to produce a pulverized powder having a particle size of 200 to 350 μm, and either boron carbide (hereinafter abbreviated as “B 4 C”) or metal boride is added to the pulverized powder. A mixed powder containing 5 to 50% by mass of B 4 C and metal boride is prepared by mixing and mixing 5 to 50% by mass. This mixed powder is loaded into a mold having a cylindrical hollow portion and compressed to produce a preformed cylindrical body.
ここで、上記混合粉末を使用して圧縮成形体を作製し、該圧縮成形体の高温での耐酸化性及び塩化ナトリウム(以下「NaCl」という。)水溶液浸漬試験を実施し、該圧縮成形体の酸化消耗率及びNaClに対する耐性について試験した。その試験方法及び試験結果につて説明する。 Here, a compression molded body was prepared using the above mixed powder, and the compression molded body was subjected to oxidation resistance at high temperature and a sodium chloride (hereinafter referred to as “NaCl”) aqueous solution immersion test, and the compression molded body. Were tested for oxidation depletion rate and resistance to NaCl. The test method and test results will be described.
<供試体Aの作製>
第一燐酸アルミニウムを4質量%含有した耐熱材Iを粉砕し、粒度250〜300μmの粉砕粉末を作製したのち、該粉砕粉末にB4Cを10質量%、20質量%、30質量%、50質量%をそれぞれ配合、混合して得た混合粉末を、成形圧力1.4トン/cm2で圧縮成形し、一辺が30mm、厚さ6mmの方形状の成形体を作製した。
<Preparation of specimen A>
After heat-resistant material I containing 4% by mass of primary aluminum phosphate was pulverized to prepare a pulverized powder having a particle size of 250 to 300 μm, 10% by mass, 20% by mass, 30% by mass, 50% by mass of B 4 C was added to the pulverized powder. The mixed powder obtained by blending and mixing each mass% was compression molded at a molding pressure of 1.4 ton / cm 2 to produce a rectangular shaped body having a side of 30 mm and a thickness of 6 mm.
上記供試体Aで作製された供試体は、
供試体A−1:第一燐酸アルミニウム4質量%、B4C10質量%、残部膨張黒鉛からなる成形体、
供試体A−2:第一燐酸アルミニウム4質量%、B4C20質量%、残部膨張黒鉛からなる成形体、
供試体A−3:第一燐酸アルミニウム4質量%、B4C30質量%、残部膨張黒鉛からなる成形体、
供試体A−4:第一燐酸アルミニウム4質量%、B4C50質量%、残部膨張黒鉛からなる成形体、
である。
The specimen made of the specimen A is
Specimen A-1: Molded body comprising 4 % by mass of primary aluminum phosphate, 10% by mass of B 4 C, and the remaining expanded graphite,
Specimen A-2: Molded body comprising 4 % by mass of primary aluminum phosphate, 20% by mass of B 4 C, and the remaining expanded graphite,
Specimen A-3: Molded body composed of 4 % by mass of primary aluminum phosphate, 30% by mass of B 4 C, and the remaining expanded graphite,
Specimen A-4: Molded body comprising 4 % by mass of primary aluminum phosphate, 50% by mass of B 4 C, and the remaining expanded graphite,
It is.
<供試体Bの作製>
第一燐酸アルミニウムを4質量%含有した耐熱材Iを粉砕し、粒度250〜300μmの粉砕粉末を作製したのち、該粉砕粉末に二ホウ化クロム(以下「CrB2」と略称する。)を10質量%、20質量%、30質量%それぞれ配合、混合して得た混合粉末を、成形圧力1.4トン/cm2で圧縮成形し、一辺が30mm、厚さ6mmの方形状の成形体を作製した。
<Preparation of specimen B>
The heat-resistant material I containing 4% by mass of primary aluminum phosphate was pulverized to prepare a pulverized powder having a particle size of 250 to 300 μm, and then chromium diboride (hereinafter abbreviated as “CrB 2 ”) was added to the pulverized powder. wt%, 20 wt%, respectively compounded 30% by weight, a mixed powder obtained by mixing, compression molded at a molding pressure 1.4 tons / cm 2, one
上記供試体Bで作製された供試体は、
供試体B−1:第一燐酸アルミニウム4質量%、CrB210質量%、残部膨張黒鉛からなる成形体、
供試体B−2:第一燐酸アルミニウム4質量%、CrB220質量%、残部膨張黒鉛からなる成形体、
供試体B−3:第一燐酸アルミニウム4質量%、CrB230質量%、残部膨張黒鉛からなる成形体、
である。
The specimen prepared with the above specimen B is
Specimen B-1: Molded body composed of 4% by mass of primary aluminum phosphate, 10% by mass of CrB 2 , and the remaining expanded graphite,
Specimen B-2: Molded body comprising 4% by mass of primary aluminum phosphate, 20% by mass of CrB 2 and the remaining expanded graphite,
Specimen B-3: Molded body comprising 4% by mass of primary aluminum phosphate, 30% by mass of CrB 2 and the remaining expanded graphite,
It is.
<供試体Cの作製>
第一燐酸アルミニウムを8質量%及び五酸化燐を1質量%含有した耐熱材IIを粉砕し、粒度250〜300μmの粉砕粉末を作製したのち、該粉砕粉末にB4Cを5質量%、10質量%、15質量%、20質量%、30質量%、50質量%をそれぞれ配合、混合して得た混合粉末を、成形圧力1.4トン/cm2で圧縮成形し、一辺が30mm、厚さ6mmの方形状の成形体を作製した。
<Preparation of specimen C>
After heat-resistant material II containing 8% by mass of primary aluminum phosphate and 1% by mass of phosphorus pentoxide was pulverized to prepare a pulverized powder having a particle size of 250 to 300 μm, 5% by mass of B 4 C was added to the pulverized powder. wt%, 15 wt%, 20 wt%, 30 wt%, compounded 50% by weight, respectively, the mixed powder obtained by mixing, compression molded at a molding pressure 1.4 tons / cm 2, one
上記供試体Cで作製された供試体は、
供試体C−1:第一燐酸アルミニウム8質量%、五酸化燐1質量%、B4C5質量%、残部膨張黒鉛からなる成形体、
供試体C−2:第一燐酸アルミニウム8質量%、五酸化燐1質量%、B4C10質量%、残部膨張黒鉛からなる成形体、
供試体C−3:第一燐酸アルミニウム8質量%、五酸化燐1質量%、B4C15質量%、残部膨張黒鉛からなる成形体、
供試体C−4:第一燐酸アルミニウム8質量%、五酸化燐1質量%、B4C20質量%、残部膨張黒鉛からなる成形体、
供試体C−5:第一燐酸アルミニウム8質量%、五酸化燐1質量%、B4C30質量%、残部膨張黒鉛からなる成形体、
供試体C−6:第一燐酸アルミニウム8質量%、五酸化燐1質量%、B4C50質量%、残部膨張黒鉛からなる成形体、
である。
The specimen made of the specimen C is
Specimen C-1: Molded body comprising 8% by mass of primary aluminum phosphate, 1% by mass of phosphorus pentoxide, 5% by mass of B 4 C, and the remaining expanded graphite,
Specimen C-2: Molded body composed of 8% by mass of primary aluminum phosphate, 1% by mass of phosphorus pentoxide, 10% by mass of B 4 C, and the remaining expanded graphite,
Specimen C-3: Molded body composed of 8% by mass of primary aluminum phosphate, 1% by mass of phosphorus pentoxide, 15% by mass of B 4 C, and the remaining expanded graphite,
Specimen C-4: Molded body comprising 8% by mass of primary aluminum phosphate, 1% by mass of phosphorus pentoxide, 20% by mass of B 4 C, and the remaining expanded graphite,
Specimen C-5: Molded body composed of 8% by mass of primary aluminum phosphate, 1% by mass of phosphorus pentoxide, 30% by mass of B 4 C, and the remaining expanded graphite,
Specimen C-6: Molded body comprising 8% by mass of primary aluminum phosphate, 1% by mass of phosphorus pentoxide, 50% by mass of B 4 C, and the remaining expanded graphite,
It is.
<供試体Dの作製>
第一燐酸アルミニウムを8質量%及び五酸化燐を1質量%含有した耐熱材IIを粉砕し、粒度250〜300μmの粉砕粉末を作製したのち、該粉砕粉末にCrB2を10質量%、20質量%、30質量%それぞれ配合、混合して得た混合粉末を、成形圧力1.4トン/cm2で圧縮成形し、一辺が30mm、厚さ6mmの方形状の成形体を作製した。
<Preparation of specimen D>
After heat-resistant material II containing 8% by mass of primary aluminum phosphate and 1% by mass of phosphorus pentoxide was pulverized to produce a pulverized powder having a particle size of 250 to 300 μm, 10% by mass and 20% by mass of CrB 2 were added to the pulverized powder. % And 30% by mass of each mixed powder obtained by mixing and mixing were compression molded at a molding pressure of 1.4 ton / cm 2 to produce a rectangular molded body having a side of 30 mm and a thickness of 6 mm.
上記供試体Dで作製された供試体は、
供試体D−1:第一燐酸アルミニウム8質量%、五酸化燐1質量%、CrB210質量%、残部膨張黒鉛からなる成形体、
供試体D−2:第一燐酸アルミニウム8質量%、五酸化燐1質量%、CrB220質量%、残部膨張黒鉛からなる成形体、
供試体D−3:第一燐酸アルミニウム8質量%、五酸化燐1質量%、CrB230質量%、残部膨張黒鉛からなる成形体、
である。
The specimen made of the specimen D is
Specimen D-1: Molded body comprising 8% by mass of primary aluminum phosphate, 1% by mass of phosphorus pentoxide, 10% by mass of CrB 2 , and the remaining expanded graphite,
Specimen D-2: Molded body composed of 8% by mass of primary aluminum phosphate, 1% by mass of phosphorus pentoxide, 20% by mass of CrB 2 , and the remaining expanded graphite,
Specimen D-3: Molded body comprising 8% by mass of primary aluminum phosphate, 1% by mass of phosphorus pentoxide, 30% by mass of CrB 2 , and the remaining expanded graphite,
It is.
次に、上記供試体A、B、C及びDについて、(1)750℃の大気中での供試体の酸化消耗率と、(2)NaClに対する耐性について試験した。その結果を表1に示す。 Next, the specimens A, B, C, and D were tested for (1) oxidation consumption rate of the specimen in the air at 750 ° C. and (2) resistance to NaCl. The results are shown in Table 1.
<酸化消耗率の試験方法>
供試体A、B、C及びDを750℃の温度に保持した大気中に15時間暴露し、該供試体A、B、C及びDの試験前の質量に対する試験後の質量を測定し、酸化消耗率を算出した。
<Testing method for oxidation consumption rate>
Specimens A, B, C, and D are exposed to the atmosphere maintained at a temperature of 750 ° C. for 15 hours, and the mass of the specimens A, B, C, and D after the test is measured with respect to the mass before the test. The consumption rate was calculated.
<NaClに対する耐性の試験方法>
供試体A−2、B−2、C−2、C−4及びD−2を、濃度3質量%のNaCl水溶液を貯留した容器に室温(25℃)で20分間浸漬し、ついで各供試体をるつぼに入れて加熱し、600℃の温度で30分間保持した後、冷却して室温で10分間保持するという操作を1サイクルとして、5サイクル、10サイクル及び20サイクル経過後の各供試体の質量減少率(%)を測定した。
<Testing method for resistance to NaCl>
Specimens A-2, B-2, C-2, C-4, and D-2 were immersed for 20 minutes at room temperature (25 ° C.) in a container storing a 3% by mass NaCl aqueous solution, and then each specimen. The sample was put in a crucible, heated, held at a temperature of 600 ° C. for 30 minutes, then cooled and held at room temperature for 10 minutes as one cycle for each specimen after 5 cycles, 10 cycles and 20 cycles. The mass reduction rate (%) was measured.

表1中において、供試体E−1は、膨張黒鉛のみからなる膨張黒鉛シートからなる耐熱材、E−2は、第一燐酸アルミニウムを4質量%含有した耐熱I、そして、供試体E−3は、第一燐酸アルミニウムを8質量%及び五酸化燐を1質量%含有した耐熱材IIである。また、表1中の酸化消耗率に−(マイナス)の数値が示されているが、これは膨張黒鉛に含有されたB4C及びCrB2が酸素と反応して酸化硼素(B2O3)を生成することによる質量増加である。 In Table 1, specimen E-1 is a heat-resistant material made of an expanded graphite sheet made only of expanded graphite, E-2 is heat-resistant I containing 4% by mass of primary aluminum phosphate, and specimen E-3. Is a heat-resistant material II containing 8% by mass of primary aluminum phosphate and 1% by mass of phosphorus pentoxide. Moreover, the oxidation loss rate in Table 1 - is value of (minus) is shown, which is contained in the expanded graphite was B 4 C and CrB 2 is boron oxide reacts with oxygen (B 2 O 3 ) To increase the mass.
試験結果から、供試体A、B、C及びDからなる成形体は、高温での酸化消耗率及びNaClの耐性においても低い値を示し、供試体Eとの比較において、NaCl等の塩化物が作用する塩害環境雰囲気及び高温雰囲気下で優れた耐酸化性及び耐熱性を有していることがわかる。 From the test results, the molded body consisting of Specimens A, B, C and D shows a low value in the oxidation consumption rate and NaCl resistance at high temperatures, and in comparison with Specimen E, chlorides such as NaCl are present. It turns out that it has the outstanding oxidation resistance and heat resistance in the salt damage environment atmosphere and high temperature atmosphere which act.
次に、上記した構成材料からなる球帯状シール体の製造方法について、図面に基づき説明する。 Next, a method for manufacturing a spherical belt-shaped sealing body made of the above-described constituent materials will be described with reference to the drawings.
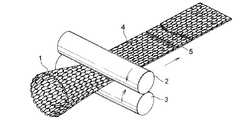
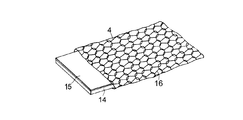
(第一工程)図3に示すように、線径0.28〜0.32mmの金属細線を円筒状に編んで形成した網目の目幅が縦4〜6mm程度、横3〜5mm程度(図5参照)の円筒状編組金網1をローラ2及び3間に通して所定の幅の帯状金網4を作製し、帯状金網4を所定の長さに切断した補強材5を準備する。
(First step) As shown in FIG. 3, the mesh width formed by knitting a thin metal wire having a wire diameter of 0.28 to 0.32 mm in a cylindrical shape is about 4 to 6 mm in length and about 3 to 5 mm in width (see FIG. 3). 5) is passed between the
(第二工程)図4に示すように、密度が1.0〜1.5Mg/m3、好ましくは1.0〜1.2Mg/m3の球帯状基体用の膨張黒鉛シート6(耐熱材I及び耐熱材IIのうちの一つからなる)を準備する。
(Second Step) As shown in FIG. 4, an expanded
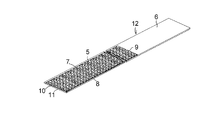
(第三工程)後述する球帯状シール体(図1参照)において、部分凸球面状面の小径側の環状端面に全体的に膨張黒鉛シート6が露出するようにすべく、図6に示すように、部分凸球面状面の小径側の環状端面となる補強材5の幅方向の一方の端縁7から膨張黒鉛シート6が幅方向に僅かにはみ出すと共に補強材5の幅方向の他方の端縁8と膨張黒鉛シート6とが合致するように、そして、膨張黒鉛シート6が補強材5の長さ方向の一方の端縁9から長さ方向にはみ出す一方、補強材5の長さ方向の端縁10と当該端縁10に対応する膨張黒鉛シート6の長さ方向の端縁11とが合致するようにして、膨張黒鉛シート6と補強材5とを互いに重ね合わせた重合体12を作製する。
(Third Step) As shown in FIG. 6, in order to make the expanded
(第四工程)重合体12を図7に示すように、膨張黒鉛シート6を内側にしてうず巻き状であって膨張黒鉛シート6が1回多くなるように捲回して、内周側及び外周側の両方に膨張黒鉛シート6が露出した筒状母材13を形成する。筒状母材13において、図8に示すように、膨張黒鉛シート6は、幅方向の一方の端縁側において補強材5の一方の端縁7から幅方向に僅かにはみ出しており、幅方向の他方の端縁側において補強材5の他方の端縁8と合致している。
(Fourth step) As shown in FIG. 7, the
(第五工程)前記膨張黒鉛シート6と同様であるが、補強材5の幅よりも小さい幅を有すると共に筒状母材13を1巻きできる程度の長さを有した図9に示すような外層用の耐熱材14を別途準備する。
(Fifth Step) Similar to the expanded
(第六工程)解膠剤として作用する硝酸を含有した分散媒としての水にアルミナ水和物が分散含有した水素イオン濃度が2〜3を呈するアルミナゾルに、h−BN粉末及びPTFE粉末を分散含有した水性ディスパージョンであって、h−BN23〜57質量%とPTFE33〜67質量%及びアルミナ水和物1〜14質量%とを含む潤滑組成物を固形分として30〜50質量%分散含有した水性ディスパージョンを準備する。 (Sixth step) Disperse h-BN powder and PTFE powder in alumina sol having a hydrogen ion concentration of 2 to 3 in which alumina hydrate is dispersed and contained in water as a dispersion medium containing nitric acid acting as a peptizer. An aqueous dispersion containing 30 to 50% by mass of a lubricating composition containing 23 to 57% by mass of h-BN, 33 to 67% by mass of PTFE and 1 to 14% by mass of alumina hydrate as a solid content. Prepare an aqueous dispersion.
(第七工程)前記図9に示す耐熱材14の一方の表面に、上記水性ディスパージョンを刷毛塗り、ローラ塗り、スプレー等の手段で適用し、これを乾燥させて図10に示すような潤滑組成物からなる固体潤滑剤の被覆層15を形成する。
(Seventh step) The above-mentioned aqueous dispersion is applied to one surface of the heat-
(第八工程)
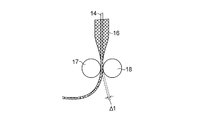
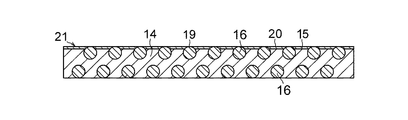
<第一の方法> 図11ないし図13に示すように、線径が0.28〜0.32mmの金属細線を編み機(図示せず)で連続的に編んで得られる円筒状編組金網からなる外層用の補強材16の内部に、固体潤滑剤の被覆層15を備えた耐熱材14を連続的に挿入(図11参照)し、該耐熱材14を挿入した補強材16をその挿入開始端側から平滑な円筒状の外周面を有する一対の円筒ローラ17及び18間の隙間Δ1に供給し該耐熱材14の厚さ方向に加圧(図12参照)して耐熱材14と補強材16とを一体化し、外層用の補強材16の金網の網目に耐熱材14と該耐熱材14の表面に形成された固体潤滑剤の被覆層15とを充填して、表面に外層用の補強材16からなる面19と被覆層15の固体潤滑剤からなる面20とが混在して露出した扁平状の外層形成部材21を作製する。
(Eighth process)
<First Method> As shown in FIGS. 11 to 13, a cylindrical braided wire net obtained by continuously knitting a metal thin wire having a wire diameter of 0.28 to 0.32 mm with a knitting machine (not shown). A heat-
<第二の方法> 前記第一工程で説明した帯状金網4からなる外層用の補強材16を別途準備し、図14に示すように、帯状金網4からなる外層用の補強材16内に、固体潤滑剤の被覆層15を備えた耐熱材14を挿入すると共に、これらを図15に示すように、ローラ22及び23間の隙間Δ1に供給し該耐熱材14の厚さ方向に加圧して補強材16と耐熱材14とを一体化し、外層用の補強材16の金網の網目に外層用の耐熱材14と該耐熱材14の表面に形成された固体潤滑剤の被覆層15とを充填して、一方の表面に外層用の補強材16からなる面19と被覆層15の固体潤滑剤からなる面20とが混在して露出した扁平状の外層形成部材21を作製する。
<Second Method> Separately prepare the reinforcing
上記第一及び第二の方法において、一対の円筒ローラ17及び18並びにローラ22及び23間の隙間Δ1は、0.4〜0.6mm程度が適当である。
In the first and second methods, the gap Δ1 between the pair of
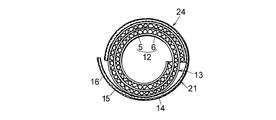
(第九工程)このようにして得た外層形成部材21をその固体潤滑剤からなる面20を外側にして筒状母材13の外周面に巻き付け、予備円筒成形体24を作製する(図16参照)。
(Ninth Step) The outer
(第十工程)耐熱材I又は耐熱材IIからなる膨張黒鉛シートを粉砕して粒度200〜350μmに調整した粉砕粉末を別途準備し、該粉砕粉末にB4C及び金属硼化物のいずれか一方を5〜50質量%配合、混合してB4C及び金属硼化物のいずれか一方の5〜50質量%とを含有した混合粉末を作製する。この混合粉末を筒状の中空部を有する金型(図示せず)内に装填し、圧縮して、図17に示すような、貫通孔25を規定する円筒内面26と円筒外面27と環状端面28及び29とを備えた予備成形筒状体30を作製する。
(Tenth step) A pulverized powder prepared by pulverizing an expanded graphite sheet made of the heat-resistant material I or the heat-resistant material II and adjusting the particle size to 200 to 350 μm is separately prepared, and either B 4 C or metal boride is added to the pulverized powder. Is mixed and mixed to prepare a mixed powder containing 5 to 50% by mass of either B 4 C or metal boride. The mixed powder is loaded into a mold (not shown) having a cylindrical hollow portion, and compressed, and as shown in FIG. 17, a cylindrical
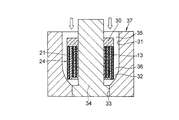
(第十一工程)内面に円筒壁面31と円筒壁面31に連なる部分凹球面状壁面32と部分凹球面状壁面32に連なる貫通孔33とを備え、貫通孔33に段付きコア34を嵌挿することによって内部に中空円筒部35と中空円筒部35に連なる球帯状中空部36とが形成された図18に示すような金型37を準備し、該金型37の段付きコア34に予備円筒成形体24を挿入すると共に、該予備円筒成形体24の端面に、一方の環状端面28を当接させ、該段付きコア34に予備成形筒状体30を貫通孔25を介して挿入し、予備円筒成形体24と予備成形筒状体30とを金型37の中空円筒部35及び球帯状中空部36に配置する。
(Eleventh step) A
金型37の中空円筒部35及び球帯状中空部36に配された予備円筒成形体24と予備成形筒状体30とを、コア軸方向に98〜294N/mm2(1〜3トン/cm2)の圧力で圧縮成形し、図1及び図2に示すような、中央部に貫通孔38を有すると共に円筒内面39と部分凸球面状面40と部分凸球面状面40の大径側及び小径側の環状端面41及び42により規定された球帯状基体43と、球帯状基体43の部分凸球面状面40に一体的に形成された外層44と、一方の環状端面28において該部分凸球面状面40の大径側の環状端面41と該外層44の環状端面45とにわたって一体的に形成され、該球帯状基体43の貫通孔38を規定する円筒内面39に連なると共に貫通孔46を規定する円筒内面47と外層44の外表面48に連なる円筒外面49と該小径の環状端面42と反対側に環状端面50を有する筒状体51とを備えた球帯状シール体52を作製する。
The preformed cylindrical molded
この圧縮成形により、球帯状基体43は、球帯状基体用の膨張黒鉛シート6と球帯状基体用の補強材5とが互いに圧縮され、互いに絡み合って構造的一体性を有するように構成されており、外層44は、外層用の耐熱材14と、潤滑組成物からなる固体潤滑剤と、金網からなる外層用の補強材16とが圧縮されて補強材16の金網の網目に固体潤滑剤及び耐熱材14が充填されて当該固体潤滑剤及び耐熱材14と補強材16とが混在一体化されてなり、該外層44の外表面48は、外層用の補強材16からなる面53と固体潤滑剤からなる面54とが混在した平滑な面55に形成さており、部分凸球面状面40の大径側の環状端面41と該外層44の環状端面45とにわたって筒状体51が強固に一体化されている。
By this compression molding, the
前記第四工程において、重合体12を球帯状基体用の膨張黒鉛シート6を内側にしてうず巻き状に捲回する代わりに、補強材5を内側にしてうず巻き状に捲回して筒状母材13を形成すると、球帯状基体43の円筒内面39において金網からなる補強材5が露出する球帯状シール体52を作製することができる。この円筒内面39に補強材5が露出した球帯状シール体52においては、該球帯状シール体52が配される排気管外周面と該球帯状シール体52の円筒内面39との間の摩擦力が高められる結果、当該球帯状シール体52の排気管外周面への固着力が高められる。
In the fourth step, instead of winding the
球帯状シール体52は、図19に示す排気管球面継手に組み込まれて使用される。すなわち、図19に示す排気管球面継手において、エンジン側に連結された上流側排気管100の外周面には、管端部101を残してフランジ102が立設されており、管端部101には、筒状体51を一体的に有する球帯状シール体52が貫通孔38を規定する円筒内面39及び筒状体51の貫通孔46を規定する円筒内面47において嵌合されていると共に、大径側の環状端面41及び外層44の環状端面45にわたって一体的に形成された筒状体51の環状端面50においてフランジ102に当接されて着座せしめられており、上流側排気管100と対峙して配されていると共にマフラ側に連結された下流側排気管300には、凹球面部301と凹球面部301に連接されたフランジ部302とを一体に備えた径拡大部303が固着されており、凹球面部301の内面304が球帯状シール体52の外層44の外表面48における補強材16からなる面53と固体潤滑剤からなる面54とが混在した平滑な面55に摺接されている。
The spherical belt-
次に、本発明を実施例に基づき詳細に説明する。なお、本発明はこれら実施例に何等限定されない。 Next, the present invention will be described in detail based on examples. The present invention is not limited to these examples.
金属細線として線径0.28mmのオーステナイト系ステンレス鋼線(SUS304)を一本使用して網目の目幅が縦4mm、横5mm程度の円筒状編組金網を作製し、これを一対のローラ間の隙間に供給して帯状金網とし、これを球帯状基体用の補強材とした。球帯状基体用の耐熱材として、第一燐酸アルミニウムを4質量%含有した密度1.12Mg/m3、厚さ0.38mmの耐熱材Iを使用した。耐熱材Iをうず巻き状に一周分捲回したのち、耐熱材Iの内側に球帯状基体用の補強材を重ね合わせ、うず巻き状に捲回して最外周に耐熱材Iを配置した筒状母材を作製した。この筒状母材においては、耐熱材Iの幅方向の一方は、補強材の幅とほぼ面一に合わされ、耐熱材Iの幅方向の他方は、球帯状基体用の補強材の幅方向に僅かに突出(はみ出し)している。 Using a single austenitic stainless steel wire (SUS304) having a wire diameter of 0.28 mm as a thin metal wire, a cylindrical braided wire mesh having a mesh width of about 4 mm in length and about 5 mm in width is produced, and this is formed between a pair of rollers. It was supplied to the gap to form a belt-shaped wire mesh, which was used as a reinforcing material for a spherical belt-shaped substrate. A heat-resistant material I having a density of 1.12 Mg / m 3 and a thickness of 0.38 mm containing 4% by mass of primary aluminum phosphate was used as the heat-resistant material for the spherical band-shaped substrate. A cylindrical base material in which the heat-resistant material I is wound in a spiral shape for one turn, and then a reinforcing material for a sphere-shaped substrate is superimposed on the inner side of the heat-resistant material I, wound in a spiral shape, and the heat-resistant material I is arranged on the outermost periphery. Was made. In this cylindrical base material, one side in the width direction of the heat-resistant material I is substantially flush with the width of the reinforcing material, and the other side in the width direction of the heat-resistant material I is in the width direction of the reinforcing material for the ball-shaped base. Slightly protrudes (protrusions).
上記と同様の金属細線を一本使用して、網目の目幅が縦3.5mm、横1.5mm程度の円筒状編組金網を作製し、これを一対のローラ間に通して帯状金網とし、これを外層用の補強材とした。 Using one metal thin wire similar to the above, a cylindrical braided wire mesh having a mesh width of about 3.5 mm and a width of about 1.5 mm is produced, and this is passed between a pair of rollers to form a belt-like wire mesh, This was used as a reinforcing material for the outer layer.
外層用の耐熱材として、上記球帯状基体用の耐熱材Iと同様の耐熱材Iを使用し、上記外層用の帯状金網の幅よりも小さい幅を有する耐熱材Iを別途用意した。 As the heat-resistant material for the outer layer, the same heat-resistant material I as the heat-resistant material I for the spherical belt-shaped substrate was used, and a heat-resistant material I having a width smaller than the width of the belt-shaped wire mesh for the outer layer was separately prepared.
解膠剤として作用する硝酸を含有した分散媒としての水にアルミナ水和物としてベーマイト(アルミナ一水和物:Al2O3・H2O)を分散含有した水素イオン濃度(pH)が2を呈するアルミナゾルを準備し、このアルミナゾルにh−BN粉末及びPTFE粉末を分散含有した水性ディスパージョンであって、h−BN41.7質量%とPTFE50.0質量%及びベーマイト8.3質量%を含む潤滑組成物を固形分として50質量%分散含有した水性ディスパージョン(h−BN20.8質量%、PTFE25.0質量%及びベーマイト4.2質量%)を前記外層用の耐熱材Iの一方の表面にローラ塗りし、乾燥して該潤滑組成物からなる固体潤滑剤の被覆層(h−BN41.7質量%、PTFE50.0質量%及びベーマイト8.3質量%)を形成した。 Hydrogen ion concentration (pH) in which boehmite (alumina monohydrate: Al 2 O 3 .H 2 O) is dispersed and contained as alumina hydrate in water as a dispersion medium containing nitric acid acting as a peptizer is 2 An aqueous dispersion in which h-BN powder and PTFE powder are dispersed and contained in this alumina sol, which includes h-BN 41.7% by mass, PTFE 50.0% by mass, and boehmite 8.3% by mass. One surface of the heat-resistant material I for the outer layer containing an aqueous dispersion (h-BN 20.8% by mass, PTFE 25.0% by mass and boehmite 4.2% by mass) containing 50% by mass of the lubricating composition as a solid content The solid lubricant coating layer (h-BN 41.7% by mass, PTFE 50.0% by mass and boehmite 8) comprising the above-mentioned lubricating composition by roller coating and drying. 3 wt%) was formed.
固体潤滑剤の被覆層を具備した耐熱材Iを、外層用の補強材である帯状金網内に挿入すると共にこれらを一対のローラ間に通して一体化させ、補強材に金網の網目に耐熱材Iと該耐熱材Iの表面に形成された固体潤滑剤の被覆層とを充填して、表面に補強材からなる面と固体潤滑剤からなる面とが混在して露出した扁平状の外層形成部材を作製した。 The heat-resistant material I provided with the coating layer of the solid lubricant is inserted into a belt-like wire mesh that is a reinforcing material for the outer layer, and these are integrated by passing between a pair of rollers. I and a solid lubricant coating layer formed on the surface of the heat-resistant material I are filled to form a flat outer layer in which a surface made of a reinforcing material and a surface made of a solid lubricant are mixedly exposed. A member was prepared.
前記筒状母材の外周面に前記外層形成部材を固体潤滑剤からなる面を外側にして捲回し、予備円筒成形体を作製した。この予備円筒成形体を図18に示す金型の段付きコアに挿入し、該予備円筒成形体を金型の中空部に配置した。 The outer layer forming member was wound around the outer peripheral surface of the cylindrical base material with the surface made of a solid lubricant facing outward to prepare a preliminary cylindrical molded body. This preliminary cylindrical molded body was inserted into the stepped core of the mold shown in FIG. 18, and the preliminary cylindrical molded body was disposed in the hollow portion of the mold.
前記球帯状基体用及び外層用の耐熱材Iと同様の第一燐酸アルミニウムを4質量%含有した耐熱材Iを準備し、該耐熱材Iを粉砕し、これをミキサーに投入して撹拌混合し、粒度を250〜350μmに調整した耐熱材Iの粉砕粉末を作製した。この粉砕粉末に、B4C粉末を20質量%配合し混合して、第一燐酸アルミニウム4質量%、B4C20質量%及び膨張黒鉛からなる混合粉末を作製した。この混合粉末を金型の筒状中空部に装填し圧縮成形して、貫通孔を規定する円筒内面と円筒外面と両端に環状端面を有する予備成形筒状体を作製した。 A heat-resistant material I containing 4% by mass of primary aluminum phosphate similar to the heat-resistant material I for the spherical belt-shaped substrate and the outer layer is prepared, the heat-resistant material I is pulverized, and this is put into a mixer and stirred and mixed. A pulverized powder of heat-resistant material I having a particle size adjusted to 250 to 350 μm was prepared. This ground powder, B 4 C powder were blended by mixing 20 mass%, aluminum primary phosphate 4 wt%, to prepare a mixed powder consisting of B 4 C20 wt% and expanded graphite. This mixed powder was loaded into a cylindrical hollow portion of a mold and compression molded to prepare a preformed cylindrical body having a cylindrical inner surface and a cylindrical outer surface defining the through-holes and annular end surfaces at both ends.
このようにして得た予備成形筒状体は、一方の環状端面を、前記金型の中空部に配置した予備円筒成形体の端部に当接させて該金型の中空部に配置した。 The preformed cylindrical body thus obtained was placed in the hollow portion of the mold such that one annular end face was brought into contact with the end of the preformed cylindrical body placed in the hollow portion of the mold.
金型の中空部に配した予備円筒成形体と予備成形筒状体とをコア軸方向に294N/mm2の圧力で圧縮成形し、中央部に貫通孔を規定する円筒内面と部分凸球面状面と部分凸球面状面の大径側及び小径側の環状端面とにより規定された球帯状基体と、球帯状基体の部分凸球面状面に一体的に形成された外層と、該部分凸球面状面の大径側の環状端面と外層の環状端面とにわたって一体的に形成された筒状体とを備えた球帯状シール体を得た。 A pre-cylindrical molded body and a pre-formed cylindrical body arranged in the hollow portion of the mold are compression-molded at a pressure of 294 N / mm 2 in the core axial direction, and a cylindrical inner surface defining a through hole in the central portion and a partially convex spherical shape A spherical band-shaped substrate defined by the surface and the annular end surfaces on the large-diameter side and the small-diameter side of the partially convex spherical surface, an outer layer integrally formed on the partially convex spherical surface of the spherical band-shaped substrate, and the partially convex spherical surface A spherical belt-like seal body provided with an annular end surface on the large diameter side of the cylindrical surface and a cylindrical body integrally formed across the annular end surface of the outer layer was obtained.
この圧縮成形により、球帯状基体は、球帯状基体用の耐熱材と金網からなる球帯状基体用の補強材とが圧縮され、互いに絡み合って構造的一体性を有するように構成され、圧縮された金網からなる球帯状基体用の補強材と、この補強材の金網の網目を充填し、かつこの補強材と混在一体化されて圧縮された第一燐酸アルミニウムを含有する膨張黒鉛からなる球帯状基体用の耐熱材とを有しており、外層は、外層用の耐熱材、h−BN41.7質量%とPTFE50.0質量%及びベーマイト8.3質量%を含む潤滑組成物からなる固体潤滑剤と、金網からなる外層用の補強材とが圧縮されて補強材の金網の網目に固体潤滑剤及び耐熱材が充填されて当該固体潤滑剤及び耐熱材と補強材とが混在一体化されてなり、該外層の外表面は、補強材からなる面と固体潤滑剤からなる面とが混在した平滑な面に形成されており、該球帯状基体の部分凸球面状面の大径側の環状端面と該外層の環状端面とにわたって第一燐酸アルミニウム4質量%、B4C20質量%及び膨張黒鉛からなる筒状体が強固に一体的に形成されている。 By this compression molding, the spherical belt-shaped substrate is configured such that the heat-resistant material for the spherical belt-shaped substrate and the reinforcing material for the spherical belt-shaped substrate made of a wire mesh are compressed and entangled with each other to have structural integrity. A reinforcing material for a spherical belt-shaped substrate made of a wire mesh, and a spherical belt-shaped substrate made of expanded graphite containing primary aluminum phosphate that is packed together and integrated with the reinforcing material. A solid lubricant comprising an outer layer heat-resistant material, a lubricant composition containing 41.7% by mass of h-BN, 50.0% by mass of PTFE, and 8.3% by mass of boehmite. And the reinforcing material for the outer layer made of the wire mesh is compressed and the mesh of the reinforcing material mesh is filled with the solid lubricant and the heat-resistant material, and the solid lubricant, the heat-resistant material and the reinforcing material are mixed and integrated. The outer surface of the outer layer is a reinforcing material. And a surface made of a solid lubricant is formed into a smooth surface, and the first phosphoric acid is formed over the large-diameter annular end surface of the partially convex spherical surface of the spherical base and the annular end surface of the outer layer. A cylindrical body composed of 4 % by mass of aluminum, 20% by mass of B 4 C, and expanded graphite is firmly and integrally formed.
前記実施例1と同様の筒状母材を作製した。この筒状母材においては、耐熱材Iの幅方向の一方は、補強材の幅とほぼ面一に合わされ、耐熱材Iの幅方向の他方は、球帯状基体用の補強材の幅方向に僅かに突出(はみ出し)している。 A cylindrical base material similar to that of Example 1 was prepared. In this cylindrical base material, one side in the width direction of the heat-resistant material I is substantially flush with the width of the reinforcing material, and the other side in the width direction of the heat-resistant material I is in the width direction of the reinforcing material for the ball-shaped base. Slightly protrudes (protrusions).
前記実施例1と同様の金属細線を一本使用して、網目の目幅が縦3.5mm、横1.5mm程度の円筒状編組金網を作製し、これを一対のローラ間に通して帯状金網とし、これを外層用の補強材とした。 Using one thin metal wire similar to that in Example 1, a cylindrical braided net having a mesh width of about 3.5 mm and a width of about 1.5 mm is produced, and this is passed between a pair of rollers to form a belt-like shape. A wire mesh was used as a reinforcing material for the outer layer.
外層用の耐熱材として、前記実施例1と同様の耐熱材Iを使用し、上記帯状金網の幅よりも小さい幅を有する耐熱材Iを別途用意した。 As the heat-resistant material for the outer layer, the same heat-resistant material I as in Example 1 was used, and a heat-resistant material I having a width smaller than the width of the belt-shaped wire mesh was separately prepared.
前記実施例1と同様のアルミナゾルを準備し、このアルミナゾルにh−BN粉末及びPTFE粉末を分散含有した水性ディスパージョンであって、h−BN54.6質量%とPTFE34.5質量%及びベーマイト10.9質量%を含む潤滑組成物を固形分として50質量%分散含有した水性ディスパージョン(h−BN27.3質量%、PTFE17.3質量%及びベーマイト5.4質量%)を前記外層用の耐熱材Iの一方の表面にローラ塗りし、乾燥して該潤滑組成物からなる固体潤滑剤の被覆層(h−BN54.6質量%、PTFE34.5質量%及びベーマイト10.9質量%)を形成した。
An aqueous dispersion in which the same alumina sol as in Example 1 was prepared, and h-BN powder and PTFE powder were dispersed and contained in the alumina sol, h-BN 54.6% by mass, PTFE 34.5% by mass and
固体潤滑剤の被覆層を具備した耐熱材Iを、外層用の補強材である帯状金網内に挿入すると共にこれらを一対のローラ間に通して一体化し、補強材に金網の網目に耐熱材Iと該耐熱材Iの表面に形成された固体潤滑剤の被覆層とを充填して、表面に補強材からなる面と固体潤滑剤からなる面とが混在して露出した扁平状の外層形成部材を作製した。 The heat-resistant material I provided with the coating layer of the solid lubricant is inserted into a belt-like wire mesh that is a reinforcing material for the outer layer, and these are integrated by passing between a pair of rollers. And a coating layer of a solid lubricant formed on the surface of the heat-resistant material I, and a flat outer layer forming member in which a surface made of a reinforcing material and a surface made of a solid lubricant are mixed and exposed on the surface Was made.
以下、前記実施例1と同様の方法で予備円筒成形体を作製し、この予備円筒成形体を図18に示す金型の段付きコアに挿入し、該予備円筒成形体を金型の中空部に位置させた。 Hereinafter, a preliminary cylindrical molded body is produced in the same manner as in Example 1, and this preliminary cylindrical molded body is inserted into the stepped core of the mold shown in FIG. 18, and the preliminary cylindrical molded body is inserted into the hollow portion of the mold. Was located.
前記実施例1と同様にして、粒度を250〜350μmに調整した耐熱材Iの粉砕粉末を作製し、この粉砕粉末にCrB2粉末を20質量%配合し混合して、第一燐酸アルミニウム4質量%、CrB220質量%及び膨張黒鉛からなる混合粉末を作製した。この混合粉末を金型の筒状中空部に装填し圧縮成形して、貫通孔を規定する円筒内面と円筒外面と両端に環状端面を有する予備成形筒状体を作製した。
In the same manner as in Example 1, a pulverized powder of heat-resistant material I having a particle size adjusted to 250 to 350 μm was prepared, and 20% by mass of CrB 2 powder was mixed with this pulverized powder and mixed to obtain 4 mass of primary aluminum phosphate. %,
以下、前記実施例1と同様にして、中央部に貫通孔を規定する円筒内面と部分凸球面状面と部分凸球面状面の大径側及び小径側の環状端面とにより規定された球帯状基体と、球帯状基体の部分凸球面状面に一体的に形成された外層と、該部分凸球面状面の大径側の環状端面と外層の環状端面とにわたって一体的に形成された筒状体とを備えた球帯状シール体を得た。 Hereinafter, in the same manner as in the first embodiment, a spherical belt shape defined by a cylindrical inner surface defining a through hole in the central portion, a partially convex spherical surface, and a large-diameter side and a small-diameter annular end surface of the partially convex spherical surface. A base, an outer layer integrally formed on the partially convex spherical surface of the spherical base, and a cylindrical shape integrally formed on the annular end surface on the large diameter side of the partially convex spherical surface and the annular end surface of the outer layer A spherical belt-like seal body provided with a body was obtained.
この圧縮成形により、球帯状基体は、球帯状基体用の耐熱材と金網からなる球帯状基体用の補強材とが圧縮され、互いに絡み合って構造的一体性を有するように構成され、圧縮された金網からなる球帯状基体用の補強材と、この補強材の金網の網目を充填し、かつこの補強材と混在一体化されて圧縮された第一燐酸アルミニウムを含有する膨張黒鉛からなる球帯状基体用の耐熱材とを有しており、外層は、外層用の耐熱材、h−BN54.6質量%とPTFE34.5質量%及びベーマイト10.9質量%を含む潤滑組成物からなる固体潤滑剤と、金網からなる外層用の補強材とが圧縮されて補強材の金網の網目に固体潤滑剤及び耐熱材が充填されて当該固体潤滑剤及び耐熱材と補強材とが混在一体化されてなり、該外層の外表面は、補強材からなる面と固体潤滑剤からなる面とが混在した平滑な面に形成されており、該球帯状基体の部分凸球面状面の大径側の環状端面と該外層の環状端面とにわたって第一燐酸アルミニウム4質量%、CrB220質量%及び膨張黒鉛からなる筒状体が強固に一体的に形成されている。 By this compression molding, the spherical belt-shaped substrate is configured such that the heat-resistant material for the spherical belt-shaped substrate and the reinforcing material for the spherical belt-shaped substrate made of a wire mesh are compressed and entangled with each other to have structural integrity. A reinforcing material for a spherical belt-shaped substrate made of a wire mesh, and a spherical belt-shaped substrate made of expanded graphite containing primary aluminum phosphate that is packed together and integrated with the reinforcing material. The outer layer has a heat-resistant material for the outer layer, a solid lubricant made of a lubricating composition containing 54.6% by mass of h-BN, 34.5% by mass of PTFE, and 10.9% by mass of boehmite. And the reinforcing material for the outer layer made of the wire mesh is compressed and the mesh of the reinforcing material mesh is filled with the solid lubricant and the heat-resistant material, and the solid lubricant, the heat-resistant material and the reinforcing material are mixed and integrated. The outer surface of the outer layer is a reinforcing material. And a surface made of a solid lubricant are formed in a smooth surface, and the first surface extends from the annular end surface on the large diameter side of the partially convex spherical surface of the spherical base and the annular end surface of the outer layer. A cylindrical body made of 4% by mass of aluminum phosphate, 20% by mass of CrB 2 and expanded graphite is firmly and integrally formed.
前記実施例1と同様の球帯状基体用の補強材を使用した。球帯状基体用の耐熱材として、第一燐酸アルミニウムを8質量%及び五酸化燐を1質量%含有した密度1.12Mg/m3、厚さ0.38mmの耐熱材IIを使用した。耐熱材IIをうず巻き状に一周分捲回したのち、耐熱材IIの内側に球帯状基体用の補強材を重ね合わせ、うず巻き状に捲回して最外周に耐熱材IIを配置した筒状母材を作製した。この筒状母材においては、耐熱材IIの幅方向の一方は、補強材の幅とほぼ面一に合わされ、耐熱材IIの幅方向の他方は、球帯状基体用の補強材の幅方向に僅かに突出(はみ出し)している。 The same reinforcing material for the ball-shaped substrate as in Example 1 was used. A heat-resistant material II having a density of 1.12 Mg / m 3 and a thickness of 0.38 mm containing 8% by mass of primary aluminum phosphate and 1% by mass of phosphorus pentoxide was used as the heat-resistant material for the spherical band-shaped substrate. A cylindrical base material in which the heat-resistant material II is wound in a spiral manner for one round, and then a reinforcing material for a spherical belt-like substrate is superimposed on the inner side of the heat-resistant material II and wound in a spiral shape to place the heat-resistant material II on the outermost periphery. Was made. In this cylindrical base material, one side in the width direction of the heat-resistant material II is substantially flush with the width of the reinforcing material, and the other side in the width direction of the heat-resistant material II is in the width direction of the reinforcing material for the ball-shaped base. Slightly protrudes (protrusions).
前記実施例1と同様の金属細線を一本使用して、網目の目幅が縦3.5mm、横1.5mm程度の円筒状編組金網を作製し、これを一対のローラ間に通して帯状金網とし、これを外層用の補強材とした。 Using one thin metal wire similar to that in Example 1, a cylindrical braided net having a mesh width of about 3.5 mm and a width of about 1.5 mm is produced, and this is passed between a pair of rollers to form a belt-like shape. A wire mesh was used as a reinforcing material for the outer layer.
外層用の膨張黒鉛シートとして、上記球帯状基体用の耐熱材IIと同様の耐熱材IIを使用し、上記外層用の帯状金網の幅よりも小さい幅を有する耐熱材IIを別途用意した。 As the expanded graphite sheet for the outer layer, a heat resistant material II similar to the heat resistant material II for the spherical belt-shaped substrate was used, and a heat resistant material II having a width smaller than the width of the belt metal mesh for the outer layer was separately prepared.
前記実施例1と同様のアルミナゾルを準備し、このアルミナゾルにh−BN粉末及びPTFE粉末を分散含有した水性ディスパージョンであって、h−BN30.0質量%とPTFE60.0質量%及びベーマイト15.0質量%を含む潤滑組成物を固形分として50質量%分散含有した水性ディスパージョン(h−BN15.0質量%とPTFE30.0質量%及びベーマイト5.0質量%)を前記外層用の耐熱材IIの一方の表面にローラ塗りし、乾燥して該潤滑組成物からなる固体潤滑剤の被覆層(h−BN30.0質量%とPTFE60.0質量%及びベーマイト10.0質量%)を形成した。 An aqueous dispersion in which the same alumina sol as in Example 1 was prepared, and h-BN powder and PTFE powder were dispersed and contained in the alumina sol, comprising 30.0% by weight of h-BN, 60.0% by weight of PTFE, and 15% boehmite. An aqueous dispersion (h-BN 15.0% by mass, PTFE 30.0% by mass and boehmite 5.0% by mass) containing 50% by mass of a lubricating composition containing 0% by mass as a solid content is a heat-resistant material for the outer layer. One surface of II was coated with a roller and dried to form a coating layer (h-BN 30.0% by mass, PTFE 60.0% by mass and boehmite 10.0% by mass) made of the lubricating composition. .
以下、前記実施例1と同様の方法で、外層形成部材を作製し、該筒状母材の外周面に前記外層形成部材を固体潤滑剤からなる面を外側にして捲回し、予備円筒成形体を作製した。この予備円筒成形体を図18に示す金型の段付きコアに挿入し、該予備円筒成形体を金型の中空部に配置した。 Thereafter, an outer layer forming member is produced in the same manner as in Example 1, and the outer layer forming member is wound around the outer peripheral surface of the cylindrical base material with the surface made of a solid lubricant on the outer side. Was made. This preliminary cylindrical molded body was inserted into the stepped core of the mold shown in FIG. 18, and the preliminary cylindrical molded body was disposed in the hollow portion of the mold.
前記球帯状基体用及び外層用の耐熱材IIと同様の耐熱材IIを準備し、該耐熱材IIを粉砕し、これをミキサーに投入して撹拌混合し、粒度を250〜350μmに調整した耐熱材IIの粉砕粉末を作製した。この粉砕粉末に、B4C粉末を20質量%配合し混合して、第一燐酸アルミニウム8質量%、五酸化燐1質量%、B4C20質量%及び膨張黒鉛からなる混合粉末を作製した。この混合粉末を金型の筒状中空部に装填し圧縮成形して、貫通孔を規定する円筒内面と円筒外面と両端に環状端面を有する予備成形筒状体を作製した。 A heat-resistant material II similar to the heat-resistant material II for the sphere-shaped substrate and the outer layer is prepared, the heat-resistant material II is pulverized, this is put into a mixer and mixed by stirring, and the particle size is adjusted to 250 to 350 μm. A pulverized powder of Material II was prepared. This ground powder, B 4 C powder were blended by mixing 20 mass%, aluminum primary phosphate 8 wt%, phosphorus pentoxide 1 mass%, to prepare a mixed powder consisting of B 4 C20 wt% and expanded graphite. This mixed powder was loaded into a cylindrical hollow portion of a mold and compression molded to prepare a preformed cylindrical body having a cylindrical inner surface and a cylindrical outer surface defining the through-holes and annular end surfaces at both ends.
以下、前記実施例1と同様にして、中央部に貫通孔を規定する円筒内面と部分凸球面状面と部分凸球面状面の大径側及び小径側の環状端面とにより規定された球帯状基体と、球帯状基体の部分凸球面状面に一体的に形成された外層と、該部分凸球面状面の大径側の環状端面と外層の環状端面とにわたって一体的に形成された筒状体とを備えた球帯状シール体を得た。 Hereinafter, in the same manner as in the first embodiment, a spherical belt shape defined by a cylindrical inner surface defining a through hole in the central portion, a partially convex spherical surface, and a large-diameter side and a small-diameter annular end surface of the partially convex spherical surface. A base, an outer layer integrally formed on the partially convex spherical surface of the spherical base, and a cylindrical shape integrally formed on the annular end surface on the large diameter side of the partially convex spherical surface and the annular end surface of the outer layer A spherical belt-like seal body provided with a body was obtained.
この圧縮成形により、球帯状基体は、球帯状基体用の耐熱材と金網からなる球帯状基体用の補強材とが圧縮され、互いに絡み合って構造的一体性を有するように構成され、圧縮された金網からなる球帯状基体用の補強材と、この補強材の金網の網目を充填し、かつこの補強材と混在一体化されて圧縮された第一燐酸アルミニウム及び五酸化燐を含有する膨張黒鉛からなる球帯状基体用の耐熱材とを有しており、外層は、第一燐酸アルミニウム及び五酸化燐を含有する膨張黒鉛からなる外層用の耐熱材、h−BN30.0質量%とPTFE60.0質量%及びベーマイト10.0質量%を含む潤滑組成物からなる固体潤滑剤と、金網からなる外層用の補強材とが圧縮されて補強材の金網の網目に固体潤滑剤及び耐熱材が充填されて当該固体潤滑剤及び耐熱材と補強材とが混在一体化されてなり、該外層の外表面は、補強材からなる面と固体潤滑剤からなる面とが混在した平滑な面に形成されており、該球帯状基体の部分凸球面状面の大径側の環状端面と該外層の環状端面とにわたって第一燐酸アルミニウム8質量%、五酸化燐1質量%、B4C20質量%及び膨張黒鉛からなる筒状体が強固に一体的に形成されている。 By this compression molding, the spherical belt-shaped substrate is configured such that the heat-resistant material for the spherical belt-shaped substrate and the reinforcing material for the spherical belt-shaped substrate made of a wire mesh are compressed and entangled with each other to have structural integrity. A reinforcing material for a ball-shaped substrate made of a wire mesh, and expanded graphite containing primary aluminum phosphate and phosphorus pentoxide filled with the reinforcement mesh wire mesh and mixed and integrated with the reinforcing material. The outer layer is made of expanded graphite containing primary aluminum phosphate and phosphorus pentoxide, 30.0% by mass of h-BN, and PTFE 60.0. A solid lubricant made of a lubricating composition containing 10% by weight and 10.0% by weight of boehmite and a reinforcing material for an outer layer made of a wire mesh are compressed, and the wire mesh of the reinforcing material is filled with the solid lubricant and the heat-resistant material. Solid lubrication And the heat-resistant material and the reinforcing material are mixed and integrated, and the outer surface of the outer layer is formed in a smooth surface in which the surface made of the reinforcing material and the surface made of the solid lubricant are mixed, A cylindrical body made of 8% by mass of first aluminum phosphate, 1% by mass of phosphorus pentoxide, 20% by mass of B 4 C and expanded graphite over the annular end surface on the large diameter side of the partially convex spherical surface of the substrate and the annular end surface of the outer layer. Are firmly and integrally formed.
前記実施例3と同様にして、筒状母材を作製した。耐熱材IIの幅方向の一方は、補強材の幅とほぼ面一に合わされ、耐熱材IIの幅方向の他方は、球帯状基体用の補強材の幅方向に僅かに突出(はみ出し)している。 In the same manner as in Example 3, a cylindrical base material was produced. One side in the width direction of the heat-resistant material II is substantially flush with the width of the reinforcing material, and the other side in the width direction of the heat-resistant material II slightly protrudes (protrudes) in the width direction of the reinforcing material for the ball-shaped base. Yes.
前記実施例1と同様の金属細線を一本使用して、網目の目幅が縦3.5mm、横1.5mm程度の円筒状編組金網を作製し、これを一対のローラ間に通して帯状金網とし、これを外層用の補強材とした。 Using one thin metal wire similar to that in Example 1, a cylindrical braided net having a mesh width of about 3.5 mm and a width of about 1.5 mm is produced, and this is passed between a pair of rollers to form a belt-like shape. A wire mesh was used as a reinforcing material for the outer layer.
外層用の膨張黒鉛シートとして、上記球帯状基体用の耐熱材IIと同様の耐熱材IIを使用し、上記外層用の帯状金網の幅よりも小さい幅を有する耐熱材IIを別途用意した。 As the expanded graphite sheet for the outer layer, a heat resistant material II similar to the heat resistant material II for the spherical belt-shaped substrate was used, and a heat resistant material II having a width smaller than the width of the belt metal mesh for the outer layer was separately prepared.
前記実施例1と同様のアルミナゾルを準備し、このアルミナゾルにh−BN粉末及びPTFE粉末を分散含有した水性ディスパージョンであって、h−BN45.0質量%とPTFE45.0質量%及びベーマイト10.0質量%を含む潤滑組成物を固形分として50質量%分散含有した水性ディスパージョン(h−BN22.5質量%とPTFE22.5質量%及びベーマイト5.0質量%)を前記外層用の耐熱材IIの一方の表面にローラ塗りし、乾燥して該潤滑組成物からなる固体潤滑剤の被覆層(h−BN45.0質量%とPTFE45.0質量%及びベーマイト10.0質量%)を形成した。
An aqueous dispersion in which the same alumina sol as in Example 1 was prepared, and h-BN powder and PTFE powder were dispersed and contained in the alumina sol, comprising h-BN 45.0 mass%, PTFE 45.0 mass%, and
以下、前記実施例1と同様の方法で、外層形成部材を作製し、該筒状母材の外周面に前記外層形成部材を固体潤滑剤からなる面を外側にして捲回し、予備円筒成形体を作製した。この予備円筒成形体を図18に示す金型の段付きコアに挿入し、該予備円筒成形体を金型の中空部に位置させた。 Thereafter, an outer layer forming member is produced in the same manner as in Example 1, and the outer layer forming member is wound around the outer peripheral surface of the cylindrical base material with the surface made of a solid lubricant on the outer side. Was made. This preliminary cylindrical molded body was inserted into the stepped core of the mold shown in FIG. 18, and the preliminary cylindrical molded body was positioned in the hollow portion of the mold.
前記実施例3と同様にして、粒度を250〜350μmに調整した耐熱材IIの粉砕粉末を作製し、この粉砕粉末にCrB2粉末を20質量%配合し混合して、第一燐酸アルミニウム8質量%、五酸化燐1質量%、CrB220質量%及び膨張黒鉛からなる混合粉末を作製し、この混合粉末を金型の筒状中空部に装填し圧縮成形して、貫通孔を規定する円筒内面と円筒外面と両端に環状端面を有する予備成形筒状体を作製した。
In the same manner as in Example 3, a pulverized powder of heat-resistant material II having a particle size adjusted to 250 to 350 μm was prepared, and 20% by mass of CrB 2 powder was mixed with this pulverized powder and mixed to obtain 8 mass of primary aluminum phosphate. %, Phosphorous pentoxide 1% by mass,
以下、前記実施例1と同様にして、中央部に貫通孔を規定する円筒内面と部分凸球面状面と部分凸球面状面の大径側及び小径側の環状端面とにより規定された球帯状基体と、球帯状基体の部分凸球面状面に一体的に形成された外層と、該部分凸球面状面の大径側の環状端面と外層の環状端面とにわたって一体的に形成された筒状体とを備えた球帯状シール体を得た。 Hereinafter, in the same manner as in the first embodiment, a spherical belt shape defined by a cylindrical inner surface defining a through hole in the central portion, a partially convex spherical surface, and a large-diameter side and a small-diameter annular end surface of the partially convex spherical surface. A base, an outer layer integrally formed on the partially convex spherical surface of the spherical base, and a cylindrical shape integrally formed on the annular end surface on the large diameter side of the partially convex spherical surface and the annular end surface of the outer layer A spherical belt-like seal body provided with a body was obtained.
この圧縮成形により、球帯状基体は、球帯状基体用の耐熱材と金網からなる球帯状基体用の補強材とが圧縮され、互いに絡み合って構造的一体性を有するように構成され、圧縮された金網からなる球帯状基体用の補強材と、この補強材の金網の網目を充填し、かつこの補強材と混在一体化されて圧縮された第一燐酸アルミニウム及び五酸化燐を含有する膨張黒鉛からなる球帯状基体用の耐熱材とを有しており、外層は、第一燐酸アルミニウム及び五酸化燐を含有する膨張黒鉛からなる外層用の耐熱材、h−BN45.0質量%とPTFE45.0質量%及びベーマイト10.0質量%を含む潤滑組成物からなる固体潤滑剤と、金網からなる外層用の補強材とが圧縮されて補強材の金網の網目に固体潤滑剤及び耐熱材が充填されて当該固体潤滑剤及び耐熱材と補強材とが混在一体化されてなり、該外層の外表面は、補強材からなる面と固体潤滑剤からなる面とが混在した平滑な面に形成されており、該球帯状基体の部分凸球面状面の大径側の環状端面と該外層の環状端面とにわたって第一燐酸アルミニウム8質量%、五酸化燐1質量%、CrB220質量%及び膨張黒鉛からなる筒状体が強固に一体的に形成されている。 By this compression molding, the spherical belt-shaped substrate is configured such that the heat-resistant material for the spherical belt-shaped substrate and the reinforcing material for the spherical belt-shaped substrate made of a wire mesh are compressed and entangled with each other to have structural integrity. A reinforcing material for a ball-shaped substrate made of a wire mesh, and expanded graphite containing primary aluminum phosphate and phosphorus pentoxide filled with the reinforcement mesh wire mesh and mixed and integrated with the reinforcing material. The outer layer is made of expanded graphite containing primary aluminum phosphate and phosphorus pentoxide, 45.0% by mass of h-BN and PTFE 45.0. A solid lubricant made of a lubricating composition containing 10% by weight and 10.0% by weight of boehmite and a reinforcing material for an outer layer made of a wire mesh are compressed, and the wire mesh of the reinforcing material is filled with the solid lubricant and the heat-resistant material. Solid lubrication And the heat-resistant material and the reinforcing material are mixed and integrated, and the outer surface of the outer layer is formed in a smooth surface in which the surface made of the reinforcing material and the surface made of the solid lubricant are mixed, A cylindrical body composed of 8% by mass of primary aluminum phosphate, 1% by mass of phosphorus pentoxide, 20% by mass of CrB 2 and expanded graphite over the annular end surface on the large diameter side of the partially convex spherical surface of the substrate and the annular end surface of the outer layer. Are firmly and integrally formed.
次に、上記した実施例1ないし実施例4で得た球帯状シール体を図19に示す排気管球面継手に組み込み、摩擦異常音の発生の有無及びガス漏れ量(l/min)について試験した結果を説明する。 Next, the ball-shaped seal body obtained in Example 1 to Example 4 described above was incorporated into the exhaust pipe spherical joint shown in FIG. 19 and tested for the presence of abnormal frictional noise and the amount of gas leakage (l / min). The results will be explained.
<摩擦異常音発生の有無の試験条件>
コイルバネによる押圧力(スプリングセットフォース):590N
揺動角度:±4°
加振周波数:12Hz
温度(図19に示す凹球面部301の外表面温度):室温(25℃)〜500℃
試験回数:100万サイクル
相手材(図19に示す径拡大部303の材質):SUS304
<Test conditions for presence or absence of abnormal frictional noise>
Pressing force by a coil spring (spring set force): 590N
Oscillation angle: ± 4 °
Excitation frequency: 12Hz
Temperature (outer surface temperature of concave
Number of tests: 1 million cycles Counterpart material (material of the
<試験方法>
室温(25℃)において12Hzの加振周波数で±4°の遥動運動を1回として45,000回行ったのち、該揺動運動を継継しながら雰囲気温度を500℃の温度まで昇温(昇温中の揺動回数45,000回)し、500℃の温度に到達した時点で115,000回の揺動運動を行い、ついで該揺動運動を継続しながら雰囲気温度を室温まで降温(降温中の遥動回数45,000回)するという全揺動回数250,000回を1サイクルとして4サイクル行う。
<Test method>
After performing 45,000 swings of ± 4 ° with a vibration frequency of 12 Hz at room temperature (25 ° C), the ambient temperature was raised to 500 ° C while continuing the swinging motion. When the temperature reaches 500 ° C., 115,000 swings are performed, and the ambient temperature is lowered to room temperature while continuing the swings. The total number of oscillations of 250,000 times, that is, the number of times of swaying while cooling is 45,000 times, is 4 cycles.
摩擦異常音の発生の有無の評価は、上記の(1)揺動回数25万回、(2)揺動回数50万回、(3)揺動回数75万回及び(4)揺動回数100万回の時点で、つぎのようにして行った。
<摩擦異常音の判定レベル>
評価記号A:摩擦異常音の発生のないもの。
評価記号B:試験片に耳を近づけた状態で、かすかに摩擦異常音が聴こえるもの。
評価記号C:定位置(試験片から1.5m離れた位置)では生活環境音に掻き消され、
一般には判別し難いが試験担当者には摩擦異常音として判別できるもの。
評価記号D:定位置で誰でも摩擦異常音(不快音)として識別できるもの。
The evaluation of the presence or absence of occurrence of abnormal frictional noise is performed by (1) 250,000 swings, (2) 500,000 swings, (3) 750,000 swings, and (4) 100 swings. At the time of 10,000 times, it carried out as follows.
<Determination level of frictional noise>
Evaluation symbol A: No frictional noise is generated.
Evaluation symbol B: An abnormal frictional sound can be heard with the ear close to the test piece.
Evaluation symbol C: At a fixed position (position 1.5 m away from the test piece)
In general, it is difficult to distinguish, but it can be identified as an abnormal frictional sound by the person in charge of the test.
Evaluation symbol D: One that can be identified as an abnormal frictional sound (unpleasant sound) by anyone at a fixed position.
<ガス漏れ量の試験条件及び試験方法>
<試験条件>
コイルばねによる押圧力(スプリングセットフォース):980N
加振角度:±2.5°
加振周波数(揺動速度):5Hz
温度(図19に示す凹球面部301の外表面温度):室温(25℃)〜500℃
揺動回数:100万回
相手材(図19に示す径拡大部303の材質):SUS304
<Test conditions and test method for gas leakage>
<Test conditions>
Pressing force by a coil spring (spring set force): 980N
Excitation angle: ± 2.5 °
Excitation frequency (oscillation speed): 5Hz
Temperature (outer surface temperature of concave
Number of swings: 1 million times Counterpart material (material of the
<試験方法>
室温(25℃)において5Hzの加振周波数で±2.5°の揺動運動を継続しながら温度を500℃まで昇温し、その温度を保持した状態で揺動運動を継続し、揺動回数が100万回に到達した時点でのガス漏れ量を測定した。
<Test method>
At room temperature (25 ° C), the temperature is raised to 500 ° C while continuing the oscillating motion of ± 2.5 ° at an excitation frequency of 5 Hz, and the oscillating motion is continued while maintaining the temperature. The amount of gas leakage when the number of times reached 1 million was measured.
<ガス漏れ量の測定方法>
図19に示す排気管球面継手の一方の上流側排気管100の開口部を閉塞し、他方の下流側排気管300側から、0.049MPa(0.5kgf/cm2)の圧力で乾燥空気を流入し、継手部分(球帯状シール体52の面48と径拡大部303との摺接部、球帯状シール体52の円筒内面39と上流側排気管100の管端部101との嵌合部及び環状端面50と上流側排気管100に立設されたフランジ102との当接部)からのガス漏れ量を流量計にて、(1)試験初期(試験開始前)、(2)揺動回数25万回後、(3)揺動回数50万回後及び(4)揺動回数100万回後の4回測定した。
<Measurement method of gas leakage>
The opening of one
表2は上記試験結果を示す。 Table 2 shows the test results.
上記試験結果から、中央部に貫通孔を有すると共に円筒内面と部分凸球面状面と部分凸球面状面の大径側及び小径側の環状端面により規定された球帯状基体と、球帯状基体の部分凸球面状面に一体的に形成された外層と、該部分凸球面状面の大径側の環状端面及び該外層の環状端面にわたって一体的に形成された燐酸塩又は燐酸塩及び五酸化燐並びにB4C又は金属硼化物(CrB2)を含有した膨張黒鉛からなる筒状体とを備えている実施例1、実施例2、実施例3又は実施例4からなる球帯状シール体が排気管球面継手に組み込まれた状態において、高温の酸化性雰囲気に晒される筒状体は、耐酸化性及び耐熱性を有しているので、筒状体での膨張黒鉛の酸化消耗が抑制され、結果として、筒状体の環状端面と該環状端面と接するフランジとの間からの排気ガスの漏洩が極力防止され、また、これらの球帯状シール体の外層の外表面は、外層用の補強材からなる面と固体潤滑剤からなる面とが混在した平滑な面に形成されているので、外層の外表面では、相手材との摺動摩擦において摩擦異音を発生することなく、相手材と円滑な摺動が行われる。 From the above test results, a ball-shaped substrate having a through-hole at the center and defined by the cylindrical inner surface, the partially convex spherical surface, and the large-diameter and small-diameter annular end surfaces of the partially convex spherical surface, An outer layer integrally formed on the partially convex spherical surface, an annular end surface on the large-diameter side of the partially convex spherical surface, and a phosphate or phosphate and phosphorus pentoxide formed integrally on the annular end surface of the outer layer In addition, the spherical belt-shaped sealing body comprising Example 1, Example 2, Example 3 or Example 4 provided with a tubular body made of expanded graphite containing B 4 C or metal boride (CrB 2 ) is exhausted. Since the cylindrical body exposed to a high-temperature oxidizing atmosphere in the state incorporated in the tube spherical joint has oxidation resistance and heat resistance, the oxidation consumption of the expanded graphite in the cylindrical body is suppressed, As a result, the annular end surface of the cylindrical body and the flat plate in contact with the annular end surface Leakage of exhaust gas from between the outer surface and the outer surface of the ball-shaped seal body is prevented as much as possible, and the outer surface of the outer layer of these ball-shaped seal bodies is a smooth surface in which a surface made of a reinforcing material for the outer layer and a surface made of a solid lubricant are mixed. Since the outer surface of the outer layer is formed on a smooth surface, smooth sliding with the mating member is performed without generating frictional noise in sliding friction with the mating material.
以上のように、排気管球面継手に組み込まれた状態において、NaClや塩化カルシウム等の塩化物が作用する塩害環境雰囲気及び高温の酸化性雰囲気に晒される本発明に係る球帯状シール体において、筒状体は、塩害環境雰囲気及び高温の酸化性雰囲気において優れた耐酸化性及び耐熱性を有しているので、筒状体での膨張黒鉛の酸化消耗が抑制され、結果として、本発明の球帯状シール体によれば、筒状体の端面と該端面と接するフランジ部との間からの排気ガスの漏洩を極力防止することができると共に、球帯状シール体の外層の外表面は、外層用の補強材からなる面と固体潤滑剤からなる面とが混在した平滑な面に形成されているので、外層の外表面での相手材との摺動摩擦において摩擦異音を発生することなく円滑な摺動が行われる。 As described above, in the state of being incorporated in the exhaust pipe spherical joint, the ball-shaped seal body according to the present invention is exposed to a salt damage environment atmosphere and a high-temperature oxidizing atmosphere in which chlorides such as NaCl and calcium chloride act. Since the shaped body has excellent oxidation resistance and heat resistance in a salt-damaged environment atmosphere and a high-temperature oxidizing atmosphere, the oxidation consumption of the expanded graphite in the tubular body is suppressed, and as a result, the sphere of the present invention According to the belt-shaped sealing body, it is possible to prevent leakage of exhaust gas from the end surface of the cylindrical body and the flange portion in contact with the end surface as much as possible, and the outer surface of the outer layer of the spherical belt-shaped sealing body is used for the outer layer. Since the surface made of the reinforcing material and the surface made of the solid lubricant are formed in a smooth surface, the outer surface of the outer layer is smooth without causing frictional noise in sliding friction with the mating material. Sliding is done .
また、本発明の球帯状シール体の製造方法においては、酸化抑制剤を含有する耐熱材からなる膨張黒鉛シートを粉砕して作製した粉砕粉末に、炭化硼素及び金属硼化物の少なくとも一方を配合、混合して作製した混合粉末を予め筒状に圧縮成形して予備成形筒状体を形成するので、当該予備成形筒状体を該球帯状基体の部分凸球面状面の大径側の環状端面及び外層の環状端面にわたって筒状体として強固に一体化することができる。 Further, in the method for producing a spherical belt-shaped sealing body of the present invention, at least one of boron carbide and a metal boride is blended in a pulverized powder produced by pulverizing an expanded graphite sheet made of a heat-resistant material containing an oxidation inhibitor, Since the mixed powder produced by mixing is compression-molded into a cylindrical shape in advance to form a preformed cylindrical body, the preformed cylindrical body is formed into an annular end surface on the large diameter side of the partially convex spherical surface of the spherical belt-shaped substrate. And it can integrate firmly as a cylindrical body over the annular end surface of an outer layer.
5 補強材
6 膨張黒鉛シート
12 重合体
13 筒状母材
21 外層形成部材
24 予備円筒成形体
30 予備成形筒状体
37 金型
39 円筒内面
40 部分凸球面状面
41 大径側の環状端面
42 小径側の環状端面
43 球帯状基体
44 外層
51 筒状体
52 球帯状シール体
DESCRIPTION OF
Claims (19)
(a)酸化抑制剤を含有する膨張黒鉛シートを準備する工程と、
(b)金属細線を織ったり編んだりして得られる金網を準備し、この金網を前記膨張黒鉛シートに重ね合わせて重合体を形成したのち、この重合体を円筒状に捲回して筒状母材を得る工程と、
(c)前記膨張黒鉛シートと同様の別の膨張黒鉛シートを準備し、当該別の膨張黒鉛シートの一方の表面に固体潤滑剤の水性ディスパージョンを被覆し、乾燥して別の膨張黒鉛シートの表面に固体潤滑剤の被覆層を形成する工程と、
(d)該被覆層が形成された別の膨張黒鉛シートを、金属細線を織ったり編んだりして得られる別の金網からなる二つの層間に挿入すると共に当該別の膨張黒鉛シートを挿入した金網を一対の円筒ローラ間の隙間に供給して加圧し、別の金網の網目に別の膨張黒鉛シートと当該膨張黒鉛シートの表面に形成された被覆層の固体潤滑剤とを充填して、表面に別の金網からなる面と固体潤滑剤からなる面とが混在して露出した外層形成部材を形成する工程と、
(e)前記筒状母材の外周面に前記外層形成部材を被覆層を外側にして捲回し、予備円筒成形体を形成する工程と、
(f)該予備円筒成形体を金型のコア外周面に挿入し、該コアを金型内に配置する工程と、
(g)酸化抑制剤を含有する膨張黒鉛シートの粉砕粉末に炭化硼素及び金属硼化物のうちの少なくとも一方を配合、混合した混合粉末を圧縮成形して形成した予備成形筒状体を準備する工程と、
(h)金型内に配置された予備円筒成形体の端部に、前記予備成形筒状体を載置すると共に金型内において該予備円筒成形体と該予備円筒成形体の端面に載置された予備成形筒状体とをコア軸方向に圧縮成形する工程と、
を具備しており、球帯状基体は、金網からなる補強材と、補強材の金網の網目を充填し、かつこの補強材と混在一体化されていると共に圧縮された酸化抑制剤を含む膨張黒鉛からなる耐熱材とを具備しており、外層は、酸化抑制剤を含む膨張黒鉛からなる耐熱材と固体潤滑剤と別の金網からなる補強材とが混在一体化されてなり、該外層の平滑な外表面は、補強材の金網からなる面と固体潤滑剤からなる面とが混在してなり、該球帯状基体の部分凸球面状面の大径側の環状端面及び外層の大径側の環状端面には、酸化抑制剤を含む膨張黒鉛からなる耐熱材と炭化硼素及び金属硼化物のうちの少なくとも一方とからなる筒状体が一体的に形成されていることを特徴とする球帯状シール体の製造方法。 The spherical inner surface defined by the cylindrical inner surface, the partially convex spherical surface, and the annular end surfaces on the large diameter side and the small diameter side of the partially convex spherical surface, and the partially convex spherical surface of the spherical belt substrate are integrally formed. An outer layer and a method for manufacturing a spherical belt-shaped seal body used for an exhaust pipe joint,
(A) preparing an expanded graphite sheet containing an oxidation inhibitor;
(B) A wire mesh obtained by weaving or knitting a fine metal wire is prepared, a polymer is formed by superimposing the wire mesh on the expanded graphite sheet, and then the polymer is wound into a cylindrical shape to form a cylindrical base. Obtaining a material;
(C) preparing another expanded graphite sheet similar to the expanded graphite sheet, coating one surface of the other expanded graphite sheet with an aqueous dispersion of a solid lubricant, and drying to obtain another expanded graphite sheet. Forming a coating layer of a solid lubricant on the surface;
(D) Another expanded graphite sheet on which the coating layer is formed is inserted between two layers made of another wire mesh obtained by weaving or knitting fine metal wires, and the other expanded graphite sheet is inserted. Is supplied to the gap between the pair of cylindrical rollers and pressurized, filled with another expanded graphite sheet and a solid lubricant of the coating layer formed on the surface of the expanded graphite sheet, A step of forming an outer layer forming member exposed by mixing a surface made of another wire mesh and a surface made of a solid lubricant,
(E) winding the outer layer forming member on the outer peripheral surface of the cylindrical base material with the covering layer facing outside to form a preliminary cylindrical molded body;
(F) inserting the preliminary cylindrical molded body into a core outer peripheral surface of a mold and disposing the core in the mold;
(G) A step of preparing a preformed cylindrical body formed by compressing and molding a mixed powder obtained by blending at least one of boron carbide and a metal boride into a pulverized powder of an expanded graphite sheet containing an oxidation inhibitor. When,
(H) The preformed cylindrical body is placed on the end of the preliminary cylindrical molded body disposed in the mold, and placed on the preliminary cylindrical molded body and the end surface of the preliminary cylindrical molded body in the mold. A step of compressing and molding the preformed cylindrical body in the core axial direction;
And a spherical band-shaped substrate is filled with a reinforcing material made of a wire mesh, and expanded graphite containing a compressed oxidation inhibitor that is mixed and integrated with the reinforcing material. The outer layer comprises a heat-resistant material made of expanded graphite containing an oxidation inhibitor, a solid lubricant, and a reinforcing material made of another wire mesh. The outer surface is a mixture of a surface made of a reinforcing material wire mesh and a surface made of a solid lubricant, an annular end surface on the large-diameter side of the partially convex spherical surface of the spherical base, and a large-diameter side surface of the outer layer. A spherical belt-shaped seal characterized in that a cylindrical body made of a heat-resistant material made of expanded graphite containing an oxidation inhibitor and at least one of boron carbide and metal boride is integrally formed on the annular end face. Body manufacturing method.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011045781A JP5673219B2 (en) | 2011-03-02 | 2011-03-02 | Sphere-shaped sealing body and method for manufacturing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011045781A JP5673219B2 (en) | 2011-03-02 | 2011-03-02 | Sphere-shaped sealing body and method for manufacturing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012180920A true JP2012180920A (en) | 2012-09-20 |
| JP5673219B2 JP5673219B2 (en) | 2015-02-18 |
Family
ID=47012279
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011045781A Active JP5673219B2 (en) | 2011-03-02 | 2011-03-02 | Sphere-shaped sealing body and method for manufacturing the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5673219B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014061184A1 (en) * | 2012-10-16 | 2014-04-24 | オイレス工業株式会社 | Spherical band-shaped sealing body and method for producing same |
| JP2015117743A (en) * | 2013-12-17 | 2015-06-25 | オイレス工業株式会社 | Spherical belt-like seal body |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5974326A (en) * | 1982-09-16 | 1984-04-26 | ゲツツエ・アクチエンゲゼルシヤフト | Seal ring |
| JPH0547336U (en) * | 1991-10-02 | 1993-06-22 | オイレス工業株式会社 | Spherical exhaust pipe fitting |
| JPH08319473A (en) * | 1995-05-26 | 1996-12-03 | Nippon Valqua Ind Ltd | Joint sheet |
| JPH10231934A (en) * | 1997-02-10 | 1998-09-02 | Oiles Ind Co Ltd | Spherical band-shaped seal and its manufacture |
| JP2008143731A (en) * | 2006-12-07 | 2008-06-26 | Oiles Ind Co Ltd | Heat resistant expanded graphite sheet and its production method |
| WO2009072295A1 (en) * | 2007-12-05 | 2009-06-11 | Oiles Corporation | Spherical annular seal and process for production thereof |
-
2011
- 2011-03-02 JP JP2011045781A patent/JP5673219B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5974326A (en) * | 1982-09-16 | 1984-04-26 | ゲツツエ・アクチエンゲゼルシヤフト | Seal ring |
| JPH0547336U (en) * | 1991-10-02 | 1993-06-22 | オイレス工業株式会社 | Spherical exhaust pipe fitting |
| JPH08319473A (en) * | 1995-05-26 | 1996-12-03 | Nippon Valqua Ind Ltd | Joint sheet |
| JPH10231934A (en) * | 1997-02-10 | 1998-09-02 | Oiles Ind Co Ltd | Spherical band-shaped seal and its manufacture |
| JP2008143731A (en) * | 2006-12-07 | 2008-06-26 | Oiles Ind Co Ltd | Heat resistant expanded graphite sheet and its production method |
| WO2009072295A1 (en) * | 2007-12-05 | 2009-06-11 | Oiles Corporation | Spherical annular seal and process for production thereof |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014061184A1 (en) * | 2012-10-16 | 2014-04-24 | オイレス工業株式会社 | Spherical band-shaped sealing body and method for producing same |
| CN104718268A (en) * | 2012-10-16 | 2015-06-17 | 奥依列斯工业株式会社 | Spherical band-shaped sealing body and method for producing same |
| JP5972991B2 (en) * | 2012-10-16 | 2016-08-17 | オイレス工業株式会社 | Sphere-shaped sealing body and method for manufacturing the same |
| RU2621110C2 (en) * | 2012-10-16 | 2017-05-31 | Оилз Корпорейшн | Spherical annular sealing element and its manufacturing method |
| US9759328B2 (en) | 2012-10-16 | 2017-09-12 | Oiles Corporation | Spherical annular seal member and method of manufacturing the same |
| CN104718268B (en) * | 2012-10-16 | 2017-11-07 | 奥依列斯工业株式会社 | Spherical-zone seal body and its manufacture method |
| JP2015117743A (en) * | 2013-12-17 | 2015-06-25 | オイレス工業株式会社 | Spherical belt-like seal body |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5673219B2 (en) | 2015-02-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5533990B2 (en) | Sphere-shaped sealing body and method for manufacturing the same | |
| JP5807532B2 (en) | Sphere-shaped sealing body and method for manufacturing the same | |
| US8567793B2 (en) | Spherical annular seal member and method of manufacturing the same | |
| JP5972991B2 (en) | Sphere-shaped sealing body and method for manufacturing the same | |
| WO2012053168A1 (en) | Sphered-band sealing object and process for producing same | |
| JP5691772B2 (en) | Sphere-shaped sealing body and method for manufacturing the same | |
| JP5673219B2 (en) | Sphere-shaped sealing body and method for manufacturing the same | |
| JP6003062B2 (en) | Exhaust pipe spherical joint | |
| KR101687738B1 (en) | Spherical annular seal member | |
| JP5760364B2 (en) | Sphere seal | |
| JP5724315B2 (en) | Sphere seal | |
| JP2016020742A (en) | Spherical belt-like seal body and manufacturing method thereof | |
| CN104903633A (en) | Spherical band-shaped sealing body |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141008 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141202 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141215 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5673219 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |