JP2012144631A - Cushioning body and method for producing cushioning body - Google Patents
Cushioning body and method for producing cushioning body Download PDFInfo
- Publication number
- JP2012144631A JP2012144631A JP2011003638A JP2011003638A JP2012144631A JP 2012144631 A JP2012144631 A JP 2012144631A JP 2011003638 A JP2011003638 A JP 2011003638A JP 2011003638 A JP2011003638 A JP 2011003638A JP 2012144631 A JP2012144631 A JP 2012144631A
- Authority
- JP
- Japan
- Prior art keywords
- urethane
- raw material
- urethane foam
- foam
- gel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 33
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 claims abstract description 305
- 239000006260 foam Substances 0.000 claims abstract description 194
- 239000002994 raw material Substances 0.000 claims abstract description 169
- 238000002156 mixing Methods 0.000 claims abstract description 80
- 229920005862 polyol Polymers 0.000 claims abstract description 37
- 150000003077 polyols Chemical class 0.000 claims abstract description 37
- 238000005187 foaming Methods 0.000 claims abstract description 36
- 239000003054 catalyst Substances 0.000 claims abstract description 33
- 239000005056 polyisocyanate Substances 0.000 claims abstract description 30
- 229920001228 polyisocyanate Polymers 0.000 claims abstract description 30
- 238000006243 chemical reaction Methods 0.000 claims abstract description 24
- 239000003381 stabilizer Substances 0.000 claims abstract description 15
- 239000004088 foaming agent Substances 0.000 claims abstract description 14
- 239000004014 plasticizer Substances 0.000 claims abstract description 14
- 239000010410 layer Substances 0.000 claims description 41
- 238000000034 method Methods 0.000 claims description 34
- 230000035484 reaction time Effects 0.000 claims description 10
- 239000002344 surface layer Substances 0.000 claims description 7
- 238000009826 distribution Methods 0.000 abstract description 2
- 239000000499 gel Substances 0.000 description 143
- 239000006261 foam material Substances 0.000 description 15
- 239000012948 isocyanate Substances 0.000 description 15
- 150000002513 isocyanates Chemical class 0.000 description 9
- 239000000463 material Substances 0.000 description 8
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 6
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 6
- -1 aromatic isocyanate Chemical class 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 6
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 5
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 4
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 4
- IMNIMPAHZVJRPE-UHFFFAOYSA-N triethylenediamine Chemical compound C1CN2CCN1CC2 IMNIMPAHZVJRPE-UHFFFAOYSA-N 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 229920005906 polyester polyol Polymers 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 150000005846 sugar alcohols Polymers 0.000 description 3
- RGSFGYAAUTVSQA-UHFFFAOYSA-N Cyclopentane Chemical compound C1CCCC1 RGSFGYAAUTVSQA-UHFFFAOYSA-N 0.000 description 2
- OFBQJSOFQDEBGM-UHFFFAOYSA-N Pentane Chemical compound CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 239000001569 carbon dioxide Substances 0.000 description 2
- 229910002092 carbon dioxide Inorganic materials 0.000 description 2
- 238000013329 compounding Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 125000000524 functional group Chemical group 0.000 description 2
- 235000011187 glycerol Nutrition 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000011259 mixed solution Substances 0.000 description 2
- 125000005474 octanoate group Chemical group 0.000 description 2
- 125000002524 organometallic group Chemical group 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 1
- FKTHNVSLHLHISI-UHFFFAOYSA-N 1,2-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC=C1CN=C=O FKTHNVSLHLHISI-UHFFFAOYSA-N 0.000 description 1
- CDMDQYCEEKCBGR-UHFFFAOYSA-N 1,4-diisocyanatocyclohexane Chemical compound O=C=NC1CCC(N=C=O)CC1 CDMDQYCEEKCBGR-UHFFFAOYSA-N 0.000 description 1
- SBJCUZQNHOLYMD-UHFFFAOYSA-N 1,5-Naphthalene diisocyanate Chemical compound C1=CC=C2C(N=C=O)=CC=CC2=C1N=C=O SBJCUZQNHOLYMD-UHFFFAOYSA-N 0.000 description 1
- RTBFRGCFXZNCOE-UHFFFAOYSA-N 1-methylsulfonylpiperidin-4-one Chemical compound CS(=O)(=O)N1CCC(=O)CC1 RTBFRGCFXZNCOE-UHFFFAOYSA-N 0.000 description 1
- SPEHEHYVDRYEDX-UHFFFAOYSA-N 3-methyloxan-2-one Chemical compound CC1CCCOC1=O SPEHEHYVDRYEDX-UHFFFAOYSA-N 0.000 description 1
- HVCNXQOWACZAFN-UHFFFAOYSA-N 4-ethylmorpholine Chemical compound CCN1CCOCC1 HVCNXQOWACZAFN-UHFFFAOYSA-N 0.000 description 1
- GPZYYYGYCRFPBU-UHFFFAOYSA-N 6-Hydroxyflavone Chemical compound C=1C(=O)C2=CC(O)=CC=C2OC=1C1=CC=CC=C1 GPZYYYGYCRFPBU-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004970 Chain extender Substances 0.000 description 1
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 1
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 1
- 241001649081 Dina Species 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- 229920005830 Polyurethane Foam Polymers 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical compound CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 1
- 229920002323 Silicone foam Polymers 0.000 description 1
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 1
- UKLDJPRMSDWDSL-UHFFFAOYSA-L [dibutyl(dodecanoyloxy)stannyl] dodecanoate Chemical compound CCCCCCCCCCCC(=O)O[Sn](CCCC)(CCCC)OC(=O)CCCCCCCCCCC UKLDJPRMSDWDSL-UHFFFAOYSA-L 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 238000012644 addition polymerization Methods 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 150000001279 adipic acids Chemical class 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- JFCQEDHGNNZCLN-UHFFFAOYSA-N anhydrous glutaric acid Natural products OC(=O)CCCC(O)=O JFCQEDHGNNZCLN-UHFFFAOYSA-N 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- CDQSJQSWAWPGKG-UHFFFAOYSA-N butane-1,1-diol Chemical compound CCCC(O)O CDQSJQSWAWPGKG-UHFFFAOYSA-N 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000006482 condensation reaction Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 239000012975 dibutyltin dilaurate Substances 0.000 description 1
- KORSJDCBLAPZEQ-UHFFFAOYSA-N dicyclohexylmethane-4,4'-diisocyanate Chemical compound C1CC(N=C=O)CCC1CC1CCC(N=C=O)CC1 KORSJDCBLAPZEQ-UHFFFAOYSA-N 0.000 description 1
- ZBCBWPMODOFKDW-UHFFFAOYSA-N diethanolamine Chemical compound OCCNCCO ZBCBWPMODOFKDW-UHFFFAOYSA-N 0.000 description 1
- KIQKWYUGPPFMBV-UHFFFAOYSA-N diisocyanatomethane Chemical compound O=C=NCN=C=O KIQKWYUGPPFMBV-UHFFFAOYSA-N 0.000 description 1
- SZXQTJUDPRGNJN-UHFFFAOYSA-N dipropylene glycol Chemical compound OCCCOCCCO SZXQTJUDPRGNJN-UHFFFAOYSA-N 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 235000019589 hardness Nutrition 0.000 description 1
- DMEGYFMYUHOHGS-UHFFFAOYSA-N heptamethylene Natural products C1CCCCCC1 DMEGYFMYUHOHGS-UHFFFAOYSA-N 0.000 description 1
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000006082 mold release agent Substances 0.000 description 1
- NULJZZQMTQVLPG-UHFFFAOYSA-N n,n-dimethylmorpholin-4-amine Chemical compound CN(C)N1CCOCC1 NULJZZQMTQVLPG-UHFFFAOYSA-N 0.000 description 1
- 239000002736 nonionic surfactant Substances 0.000 description 1
- AHHWIHXENZJRFG-UHFFFAOYSA-N oxetane Chemical compound C1COC1 AHHWIHXENZJRFG-UHFFFAOYSA-N 0.000 description 1
- 150000003014 phosphoric acid esters Chemical class 0.000 description 1
- 150000003021 phthalic acid derivatives Chemical class 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000011496 polyurethane foam Substances 0.000 description 1
- RLEFZEWKMQQZOA-UHFFFAOYSA-M potassium;octanoate Chemical compound [K+].CCCCCCCC([O-])=O RLEFZEWKMQQZOA-UHFFFAOYSA-M 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 238000007142 ring opening reaction Methods 0.000 description 1
- 230000011218 segmentation Effects 0.000 description 1
- 239000013514 silicone foam Substances 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 239000000600 sorbitol Substances 0.000 description 1
- 241000894007 species Species 0.000 description 1
- RUELTTOHQODFPA-UHFFFAOYSA-N toluene 2,6-diisocyanate Chemical compound CC1=C(N=C=O)C=CC=C1N=C=O RUELTTOHQODFPA-UHFFFAOYSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- ARCGXLSVLAOJQL-UHFFFAOYSA-N trimellitic acid Chemical class OC(=O)C1=CC=C(C(O)=O)C(C(O)=O)=C1 ARCGXLSVLAOJQL-UHFFFAOYSA-N 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- PAPBSGBWRJIAAV-UHFFFAOYSA-N ε-Caprolactone Chemical compound O=C1CCCCCO1 PAPBSGBWRJIAAV-UHFFFAOYSA-N 0.000 description 1
Images



Landscapes
- Mattresses And Other Support Structures For Chairs And Beds (AREA)
- Polyurethanes Or Polyureas (AREA)
Abstract
Description
本発明は、ウレタン発泡体とウレタンゲルとによって構成されるクッション体および、そのクッション体を製造するための製造方法に関する。 The present invention relates to a cushion body constituted by urethane foam and urethane gel, and a manufacturing method for manufacturing the cushion body.
車両用の座席、家庭用の椅子,寝具等に用いられるクッション体として、従来から、ウレタン発泡体によって構成されたものが多く採用されており、例えば、下記特許文献1には、座り心地と機能性とを高めるべく硬度の異なる2種類のウレタン発泡体を一体化したクッション体が記載されている。ただし、ウレタン発泡体は、上下方向にかかる体圧は良好に吸収するが、その上下方向にかかる荷重をその他の方向に分散する効果が低いため、ウレタン発泡体のみで充分な荷重分散性を発揮することは困難となっている。一方、ウレタンゲルは、変形し易く、あらゆる方向に荷重を分散させることが知られており、下記特許文献2,3に記載されているウレタンゲルのように、種々のものが開発されている。このため、下記特許文献4,5に記載されているクッション体のように、ウレタン発泡体とウレタンゲルとが積層されたクッション体や、下記特許文献6,7に記載されているクッション体のように、ウレタンゲルがウレタン発泡体に内包されたクッション体の開発が進められている。
As cushion bodies used in vehicle seats, household chairs, bedding, etc., many of those conventionally made of urethane foam have been conventionally employed. For example,
上記特許文献4〜7に記載されているクッション体では、ウレタン発泡体とウレタンゲルとの各々の性能が発揮されることで、荷重分散性能を向上させることが可能となっている。ただし、上記特許文献4,5に記載されたウレタン発泡体とウレタンゲルとが積層されたクッション体においては、ウレタン発泡体とウレタンゲルとを別々に成形し、その成形されたウレタン発泡体とウレタンゲルと貼り合わせることで製品が製造される。このため、製造工程が比較的多くなり、製造費用,製造時間等が多くかかってしまう。そして、ウレタン発泡体とウレタンゲルとの貼り合わせによって、クッション体の表面に段差が生じる虞がある。また、ウレタン発泡体とウレタンゲルとの境界がクッション体の表面に露出することから、その境界において感触が異なり、使用者が違和感を感じる虞がある。さらに、ウレタンゲルの表面は、通常、粘着性を有し、べとついている。このため、ウレタン発泡体とウレタンゲルとが積層されたクッション体では、ウレタンゲルをフィルム等の被膜によって覆う必要があり、そのための被覆工程がさらに必要となる。 In the cushion body described in the said patent documents 4-7, it is possible to improve load dispersion | distribution performance by exhibiting each performance of a urethane foam and a urethane gel. However, in the cushion body in which the urethane foam and the urethane gel described in Patent Documents 4 and 5 are laminated, the urethane foam and the urethane gel are separately molded, and the molded urethane foam and urethane are molded separately. A product is manufactured by laminating with a gel. For this reason, a manufacturing process becomes comparatively many and manufacturing cost, manufacturing time, etc. will take much. And there exists a possibility that a level | step difference may arise in the surface of a cushion body by bonding of a urethane foam and urethane gel. Further, since the boundary between the urethane foam and the urethane gel is exposed on the surface of the cushion body, the feel is different at the boundary, and the user may feel uncomfortable. Furthermore, the surface of the urethane gel is usually sticky and sticky. For this reason, in the cushion body in which the urethane foam and the urethane gel are laminated, it is necessary to cover the urethane gel with a film such as a film, and a coating process for that purpose is further required.
一方で、上記特許文献6,7に記載されたウレタンゲルがウレタン発泡体に内包されたクッション体においては、貼り合わせによる段差等の問題は解消され、貼り合わせ工程等が不要となるが、新たにウレタンゲルをウレタン発泡体によって包む工程が必要となる。また、上記特許文献6,7に記載されたクッション体でも、ウレタン発泡体とウレタンゲルとの各々を別々に成形する必要があり、依然として製造費用,製造時間等が多くかかってしまう。このように、上記特許文献4〜7に記載されたウレタン発泡体とウレタンゲルとによって構成されるクッション体は、改良の余地を多分に残すものとなっており、種々の改良を施すことによって、ウレタン発泡体とウレタンゲルとによって構成されるクッション体の実用性が向上すると考えられる。本発明は、そのような実情に鑑みてなされたものであり、実用性の高いウレタン発泡体とウレタンゲルとによって構成されるクッション体およびそのクッション体の製造方法を提供することを課題とする。 On the other hand, in the cushion body in which the urethane gel described in Patent Documents 6 and 7 is encapsulated in the urethane foam, problems such as a step due to bonding are eliminated, and a bonding process or the like becomes unnecessary. A process of wrapping urethane gel with urethane foam is required. Further, even in the cushion body described in Patent Documents 6 and 7, it is necessary to separately mold each of the urethane foam and the urethane gel, which still requires a lot of manufacturing costs and manufacturing time. Thus, the cushion body comprised by the urethane foam described in the said patent documents 4-7 and a urethane gel has left the room for improvement, and by giving various improvement, It is considered that the practicality of the cushion body composed of urethane foam and urethane gel is improved. This invention is made | formed in view of such a situation, and makes it a subject to provide the cushion body comprised by the highly practical urethane foam and urethane gel, and the manufacturing method of the cushion body.
上記課題を解決するために、本発明のクッション体の製造方法は、ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタン発泡体原料を混合するとともに、その混合において生じる泡化反応中に、ポリオール、ポリイソシアネート、可塑剤、触媒を含むウレタンゲル原料を混合した状態で、混合されている前記ウレタン発泡体原料に混入することで、ウレタン発泡体にウレタンゲルが内包されたクッション体を製造するように構成される。 In order to solve the above problems, the cushion body manufacturing method of the present invention mixes a urethane foam raw material containing a polyol, a polyisocyanate, a foaming agent, a foam stabilizer, and a catalyst, and during the foaming reaction that occurs in the mixing In addition, in the state where the urethane gel raw material containing polyol, polyisocyanate, plasticizer, and catalyst is mixed, the cushion foam body in which the urethane gel is encapsulated in the urethane foam is mixed. Configured to manufacture.
上記課題を解決するために、本発明のクッション体は、ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタン発泡体原料を混合するとともに、その混合において生じる泡化反応中に、ポリオール、ポリイソシアネート、可塑剤、触媒を含むウレタンゲル原料を、混合されている前記ウレタン発泡体原料に混入することで製造され、ウレタン発泡体にウレタンゲルが内包されるように構成される。また、本発明のクッション体は、(a)表層に形成されるウレタン発泡体よりも比較的高密度であるスキン層と、そのスキン層の内部に形成される発泡部とを有するウレタン発泡体と、(b)ウレタンゲルとを備え、そのウレタンゲルが、前記スキン層と前記発泡部とのいずれかに挟まれてそれらスキン層または発泡部に密着した状態で前記ウレタン発泡体に内包されるように構成される。 In order to solve the above-mentioned problem, the cushion body of the present invention mixes a urethane foam raw material containing polyol, polyisocyanate, foaming agent, foam stabilizer, and catalyst, and during the foaming reaction that occurs in the mixing, the polyol It is manufactured by mixing a urethane gel raw material containing polyisocyanate, a plasticizer and a catalyst into the mixed urethane foam raw material, and the urethane foam is included in the urethane foam. In addition, the cushion body of the present invention includes (a) a urethane foam having a skin layer having a relatively higher density than the urethane foam formed on the surface layer, and a foamed portion formed inside the skin layer; (B) Urethane gel, and the urethane gel is sandwiched between the skin layer and the foamed portion and is enclosed in the urethane foam in a state of being in close contact with the skin layer or the foamed portion. Configured.
ウレタン発泡体は、製造される際に、表層にスキン層が形成され、そのスキン層の内部で発泡部が形成されていく。この際、発泡部は、発泡によって密度を低下させつつ形成されていく。一方、ウレタンゲルは密度を変化させることなく形成されていく。このため、ウレタンゲル原料を、発泡中のウレタン発泡体原料に混入すると、ウレタンゲル原料は、ウレタン発泡体原料の内部に沈み込んで、ウレタン発泡体のスキン層に密着または近接またはその両方が混在した状態となる。ちなみに、スキン層に近接した状態とは、ウレタンゲルが型の底部に近づいているが、スキン層に接触せず、発泡部を介在して一体化している状態をいう。そして、ウレタンゲル原料がスキン層に密着または近接またはその両方が混在した状態で、ウレタン発泡体の発泡部が形成されていくため、ウレタンゲルは、ウレタン発泡体のスキン層または発泡部に挟まれてそれらに密着した状態でウレタン発泡体に内包される。 When the urethane foam is manufactured, a skin layer is formed on the surface layer, and a foamed portion is formed inside the skin layer. At this time, the foamed portion is formed while lowering the density by foaming. On the other hand, the urethane gel is formed without changing the density. For this reason, when the urethane gel raw material is mixed into the urethane foam raw material being foamed, the urethane gel raw material sinks into the urethane foam raw material and adheres to or closes to the urethane foam skin layer. It will be in the state. Incidentally, the state of being close to the skin layer refers to a state in which the urethane gel is approaching the bottom of the mold but is not in contact with the skin layer and is integrated with the foamed portion interposed. And since the foamed part of the urethane foam is formed in a state where the urethane gel raw material is in close contact with or close to the skin layer or both, the urethane gel is sandwiched between the skin layer or the foamed part of the urethane foam. And is enclosed in urethane foam in close contact with them.
このようにウレタン発泡体にウレタンゲルが内包されたクッション体においては、それの表面にウレタン発泡体とウレタンゲルとの段差が生じることもなく、表面触感に違和感を生じることも無い。また、ウレタンゲルの表層がクッション体の表面に露出しないため、ウレタンゲルを覆う必要も無い。さらに、発泡中のウレタン発泡体原料にウレタンゲル原料を混入することで、ウレタン発泡体とウレタンゲルとを同時に成形することが可能となり、ウレタン発泡体とウレタンゲルとを別々に成形する必要が無くなる。さらに言えば、別々に成形されたウレタン発泡体とウレタンゲルとを貼り合わせる工程等も不要となる。そして、ウレタン発泡体とウレタンゲルとがウレタン反応をしながら同時に成形されるため、それらの密着性が非常に良好であり、ウレタン発泡体の発泡部とウレタンゲルとの密着面において、スキン層を生じないため、柔軟性の高いクッション体が得られる。したがって、本発明によれば、実用性の高いクッション体および、実用性の高いクッション体の製造方法を提供することが可能となる。 In this way, in the cushion body in which the urethane gel is encapsulated in the urethane foam, there is no step between the urethane foam and the urethane gel on the surface thereof, and there is no sense of discomfort in the surface touch. Further, since the surface layer of the urethane gel is not exposed on the surface of the cushion body, it is not necessary to cover the urethane gel. Furthermore, by mixing the urethane gel raw material into the urethane foam raw material being foamed, it becomes possible to form the urethane foam and the urethane gel at the same time, eliminating the need to separately form the urethane foam and the urethane gel. . Furthermore, the process etc. which bond the urethane foam and urethane gel shape | molded separately are also unnecessary. Since the urethane foam and the urethane gel are simultaneously molded while undergoing a urethane reaction, their adhesion is very good, and the skin layer is formed on the adhesive surface between the foamed portion of the urethane foam and the urethane gel. Since it does not occur, a highly flexible cushion body can be obtained. Therefore, according to the present invention, it is possible to provide a highly practical cushion body and a method for manufacturing a highly practical cushion body.
本発明に記載の「発泡体原料混合工程」は、ポリオール、ポリイソシアネート、発泡剤、整泡材、触媒を含むウレタン発泡体原料を混合する工程であればよく、例えば、ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタン発泡体原料を一度に混合する方法、所謂、ワンショット法、ポリイソシアネートから得られるイソシアネートプレポリマーを用いる方法、所謂、プレポリマー法等の種々の方法を採用することが可能である。 The “foam raw material mixing step” described in the present invention may be a step of mixing a urethane foam raw material containing polyol, polyisocyanate, foaming agent, foam stabilizer, and catalyst. For example, polyol, polyisocyanate, foaming Adopting various methods such as a method of mixing urethane foam raw materials including a sizing agent, foam stabilizer and catalyst at once, so-called one-shot method, method using isocyanate prepolymer obtained from polyisocyanate, so-called prepolymer method Is possible.
本発明に記載の「ゲル原料混入工程」は、混合されているウレタン発泡体原料での泡化反応中に、そのウレタン発泡体原料にウレタンゲル原料を混入する工程であり、混入されるウレタンゲル原料は、ポリオール、ポリイソシアネート、可塑剤、触媒を予め混合しておいたものである。ウレタンゲル原料の混合方法は、特に限定されるものではなく、通常のウレタンゲルの製造方法において採用される方法、例えば、ワンショット法、プレポリマー法等、種々の方法を採用することが可能である。 The “gel raw material mixing step” described in the present invention is a step of mixing the urethane gel raw material into the urethane foam raw material during the foaming reaction in the mixed urethane foam raw material. The raw material is a mixture of polyol, polyisocyanate, plasticizer and catalyst. The method of mixing the urethane gel raw material is not particularly limited, and various methods such as a one-shot method and a prepolymer method can be employed in a usual method for producing a urethane gel. is there.
上記発泡体原料混合工程において生じる泡化反応とは、ポリイソシアネートと発泡剤としての水との反応において炭酸ガスが発生する反応、または、ポリイソシアネートと活性水素との化学反応に伴う温度上昇により発泡剤の沸点を超えることでガスが発生する反応であり、その発生したガスによってウレタン発泡体原料の混合されたものが、発泡体原料混合工程において膨らんでいくのである。つまり、ゲル原料混入工程は、ウレタン発泡体原料の混合によってガスが発生しているときに、ウレタンゲル原料を、混合されているウレタン発泡体原料に混入する工程であるということができる。また、別の言い方をすれば、ゲル原料混入工程は、ウレタン発泡体原料の混合によってその混合されたものが膨らんでいるときに、ウレタンゲル原料を、混合されているウレタン発泡体原料に混入する工程であるということができる。 The foaming reaction occurring in the foam raw material mixing step is a reaction in which carbon dioxide gas is generated in the reaction between polyisocyanate and water as a foaming agent, or foaming due to a temperature rise accompanying a chemical reaction between polyisocyanate and active hydrogen This is a reaction in which a gas is generated when the boiling point of the agent is exceeded, and a mixture of the urethane foam raw material is expanded by the generated gas in the foam raw material mixing step. That is, it can be said that the gel raw material mixing step is a step of mixing the urethane gel raw material into the mixed urethane foam raw material when gas is generated by mixing the urethane foam raw material. In other words, the gel raw material mixing step mixes the urethane gel raw material into the mixed urethane foam raw material when the mixed material swells by mixing the urethane foam raw material. It can be said that it is a process.
また、発泡体原料混合工程において全てのウレタン発泡体原料の混合が開始されてから、発泡体原料混合工程において生じる泡化反応が終了するまでの時間、所謂、ライズタイムを泡化反応時間と定義した場合には、ゲル原料混入工程は、泡化反応時間経過前に、ウレタンゲル原料を、混合されているウレタン発泡体原料に混入する工程であるということもできる。ただし、ウレタン発泡体原料の全ての混合が開始されてから泡化反応が始まるまでは、僅かではあるが、時間を要する。また、泡化反応の終了間際では、ウレタンゲル原料の混入によってウレタン発泡体の形成に何らかの影響を及ぼす虞がある。このため、ウレタン発泡体原料の全ての混合が開始されてから泡化反応時間の15〜85%に相当する時間経過したときに、ウレタンゲル原料を、混合されているウレタン発泡体原料に混入することが好ましい。さらに言えば、ウレタン発泡体原料の全ての混合が開始されてから泡化反応時間の35〜70%に相当する時間経過したときに、ウレタンゲル原料を、混合されているウレタン発泡体原料に混入することが好ましい。 Also, the time from the start of mixing all urethane foam materials in the foam material mixing step to the end of the foaming reaction that occurs in the foam material mixing step, the so-called rise time, is defined as the foaming reaction time. In this case, the gel raw material mixing step can be said to be a step of mixing the urethane gel raw material into the mixed urethane foam raw material before the foaming reaction time elapses. However, it takes a little time until the foaming reaction starts after all the urethane foam raw materials are mixed. Further, just before the end of the foaming reaction, the formation of the urethane foam may be affected in some way due to the mixing of the urethane gel raw material. For this reason, the urethane gel raw material is mixed into the mixed urethane foam raw material when a time corresponding to 15 to 85% of the foaming reaction time has elapsed since all mixing of the urethane foam raw material has started. It is preferable. Furthermore, when a time corresponding to 35 to 70% of the foaming reaction time has elapsed after all the mixing of the urethane foam raw material has started, the urethane gel raw material is mixed into the mixed urethane foam raw material. It is preferable to do.
本発明に記載の「ポリオール」は、1つの分子に2個以上の水酸基を有する化合物であり、上記ウレタン発泡体原料と上記ウレタンゲル原料とのいずれに含まれるものであっても、各原料として通常に採用されるものであればよい。例えば、ポリエステルポリオール、ポリエーテルポリオール等が挙げられる。ポリエステルポリオールとしては、多価アルコールと多価カルボン酸との縮合反応により得られるものがある。多価アルコールとしては、例えば、エチレングリコール、プロピレングリコール、ブタンジオール、ブチレングリコール、グリセリン、トリメチロールプロパン等が挙げられ、これらを1種または2種以上併用して用いることが可能である。多価カルボン酸としては、例えば、グルタル酸、アジピン酸、マレイン酸、テレフタル酸、イソフタル酸等が挙げられ、これらを1種または2種以上併用して用いることが可能である。さらに、カプロラクトン、メチルバレロラクトン等を開環縮合して得られるポリエステルポリオールが挙げられる。 The “polyol” described in the present invention is a compound having two or more hydroxyl groups in one molecule, and each raw material may be contained in any of the urethane foam raw material and the urethane gel raw material. Anything that is normally employed may be used. For example, a polyester polyol, a polyether polyol, etc. are mentioned. Some polyester polyols are obtained by a condensation reaction between a polyhydric alcohol and a polycarboxylic acid. Examples of the polyhydric alcohol include ethylene glycol, propylene glycol, butanediol, butylene glycol, glycerin, trimethylolpropane, and the like, and these can be used alone or in combination of two or more. Examples of the polyvalent carboxylic acid include glutaric acid, adipic acid, maleic acid, terephthalic acid, and isophthalic acid, and these can be used alone or in combination of two or more. Furthermore, the polyester polyol obtained by ring-opening condensation of caprolactone, methylvalerolactone, etc. is mentioned.
また、ポリエーテルポリオールとしては、例えば、エチレングリコール、プロピレングリコール、ジエチレングリコール、グリセリン、トリメチロールプロパン、ソルビトール等の多価アルコールに、エチレンオキサイド、プロピレンオキサイド、トリメチレンオキサイド、ブチレンオキサイド等のオキサイドを付加重合させたものが挙げられる。それら種々のポリオールのうちの1種または2種以上を併用したものを、上記ウレタン発泡体原料または上記ウレタンゲル原料として用いることが可能である。また、上記ウレタン発泡体原料のポリオールと上記ウレタンゲル原料のポリオールとは、同じ種類のものであってもよく、異なる種類のものであってもよい。 Examples of polyether polyols include addition polymerization of oxides such as ethylene oxide, propylene oxide, trimethylene oxide, and butylene oxide to polyhydric alcohols such as ethylene glycol, propylene glycol, diethylene glycol, glycerin, trimethylolpropane, and sorbitol. Can be mentioned. Those used in combination of one or more of these various polyols can be used as the urethane foam raw material or the urethane gel raw material. Further, the polyol of the urethane foam raw material and the polyol of the urethane gel raw material may be the same type or different types.
ちなみに、上記ポリオールの重量平均分子量、官能基数、および、水酸基価は、良好なウレタン発泡体およびウレタンゲルを形成することが可能な数値であればよく、特に限定されるものではないが、例えば、重量平均分子量であれば、3000〜7000であることが好ましく、官能基数であれば、2〜4であることが好ましく、水酸基価であれば、27〜56であることが好ましい。 Incidentally, the weight average molecular weight, the number of functional groups, and the hydroxyl value of the polyol are not particularly limited as long as they are numerical values that can form a good urethane foam and urethane gel. If it is a weight average molecular weight, it is preferable that it is 3000-7000, if it is the number of functional groups, it is preferable that it is 2-4, and if it is a hydroxyl value, it is preferable that it is 27-56.
本発明に記載の「ポリイソシアネート」は、1つの分子に2個以上のイソシアネート基を有する化合物であり、上記ウレタン発泡体原料と上記ウレタンゲル原料とのいずれに含まれるものであっても、各原料として通常に採用されるものであればよい。例えば、芳香族イソシアネート、脂肪族イソシアネート、脂環族イソシアネート等が挙げられる。芳香族イソシアネートとしては、例えば、トリレンジイソシアネート(TDI)、4,4‘−ジフェニルメタンジイソシアネート(MDI)、ポリメリックMDI(クルードMDI)、キシリレンジイソシアネート、1,5−ナフタレンジイソシアネート等が挙げられる。脂肪族イソシアネートとしては、例えば、ヘキサメチレンジイソシアネート、イソプロピレンジイソシアネート、メチレンジイソシアネート等が挙げられる。脂環族イソシアネートとしては、例えば、シクロヘキサン−1,4−ジイソシアネート、イソホロンジイソシアネート、水添MDI等が挙げられる。それら種々のポリイソシアネートのうちの1種または2種以上を併用したものを、上記ウレタン発泡体原料または上記ウレタンゲル原料として用いることが可能である。また、上記ウレタン発泡体原料のポリオールと上記ウレタンゲル原料のポリオールとは、同じ種類のものであってもよく、異なる種類のものであってもよい。なお、それらポリイソシアネートから得られるイソシアネートプレポリマーを用いることも可能である。 The “polyisocyanate” described in the present invention is a compound having two or more isocyanate groups in one molecule, and each of them may be contained in either the urethane foam raw material or the urethane gel raw material. What is necessary is just to employ | adopt normally as a raw material. For example, aromatic isocyanate, aliphatic isocyanate, alicyclic isocyanate, etc. are mentioned. Examples of the aromatic isocyanate include tolylene diisocyanate (TDI), 4,4′-diphenylmethane diisocyanate (MDI), polymeric MDI (crude MDI), xylylene diisocyanate, 1,5-naphthalene diisocyanate, and the like. Examples of the aliphatic isocyanate include hexamethylene diisocyanate, isopropylene diisocyanate, and methylene diisocyanate. Examples of the alicyclic isocyanate include cyclohexane-1,4-diisocyanate, isophorone diisocyanate, and hydrogenated MDI. A combination of one or more of these various polyisocyanates can be used as the urethane foam material or the urethane gel material. Further, the polyol of the urethane foam raw material and the polyol of the urethane gel raw material may be the same type or different types. It is also possible to use an isocyanate prepolymer obtained from these polyisocyanates.
上記ウレタン発泡体原料と上記ウレタンゲル原料との各々におけるポリオールとポリイソシアネートとの配合量の比率は、ポリオール中の全活性水素基濃度に対する、ポリイソシアネート中のイソシアネート基濃度の当量比の百分率、所謂、イソシアネートインデックスによって示すことができる。上記ウレタン発泡体原料でのイソシアネートインデックスは、特に限定はされないが、低すぎると、発泡が好適に行なわれず、高すぎると、良好なクッション性を得られないため、50以上、かつ130以下とすることが好ましい。さらに言えば、90以上、かつ110以下とすることが好ましい。また、上記ウレタンゲル原料でのイソシアネートインデックスは、特に限定はされないが、低すぎると、ゲル状に成形されず、高すぎると、良好な応力分散性を得られないため、65以上、かつ85以下とすることが好ましい。さらに言えば、70以上、かつ75以下とすることが好ましい。 The ratio of the blend amount of polyol and polyisocyanate in each of the urethane foam raw material and the urethane gel raw material is a percentage of the equivalent ratio of the isocyanate group concentration in the polyisocyanate to the total active hydrogen group concentration in the polyol, so-called , Can be indicated by the isocyanate index. The isocyanate index in the urethane foam raw material is not particularly limited, but if it is too low, foaming is not suitably performed, and if it is too high, good cushioning properties cannot be obtained, so 50 or more and 130 or less. It is preferable. Furthermore, it is preferably 90 or more and 110 or less. In addition, the isocyanate index in the urethane gel raw material is not particularly limited, but if it is too low, it is not molded into a gel shape, and if it is too high, good stress dispersibility cannot be obtained, so 65 or more and 85 or less. It is preferable that Furthermore, it is preferably 70 or more and 75 or less.
本発明に記載の「触媒」は、上記ウレタン発泡体原料と上記ウレタンゲル原料とのいずれに含まれるものであっても、各原料として通常に採用されるものであればよく、例えば、アミン系触媒、有機金属系触媒等が挙げられる。アミン系触媒としては、例えば、トリエチレンジアミン、ジエタノールアミン、ジメチルアミノモルフォリン、N-エチルモルホリン等が挙げられる。有機金属系触媒としては、例えば、スターナスオクトエート、ジブチルチンジラウレート、オクテン酸鉛、オクチル酸カリウム等が挙げられる。それら種々の触媒のうちの1種または2種以上を併用したものを、上記ウレタン発泡体原料または上記ウレタンゲル原料として用いることが可能である。また、上記ウレタン発泡体原料の触媒と上記ウレタンゲル原料の触媒とは、同じ種類のものであってもよく、異なる種類のものであってもよいが、上記ウレタン発泡体原料の触媒としては、泡化反応を促進する効果の高いものを採用することが好ましい。なお、各原料での触媒の配合量は、各原料でのポリオールの合計量を100重量部とした場合に、0.05〜3重量部であることが好ましい。 The “catalyst” described in the present invention may be any of the urethane foam raw material and the urethane gel raw material, as long as it is normally employed as each raw material. Examples include catalysts and organometallic catalysts. Examples of the amine catalyst include triethylenediamine, diethanolamine, dimethylaminomorpholine, N-ethylmorpholine, and the like. Examples of the organometallic catalyst include star octoate, dibutyltin dilaurate, lead octenoate, potassium octylate and the like. A combination of one or more of these various catalysts can be used as the urethane foam raw material or the urethane gel raw material. Further, the catalyst of the urethane foam raw material and the catalyst of the urethane gel raw material may be of the same type or different types, but as the catalyst of the urethane foam raw material, It is preferable to employ one that has a high effect of promoting the foaming reaction. In addition, it is preferable that the compounding quantity of the catalyst in each raw material is 0.05-3 weight part, when the total amount of the polyol in each raw material is 100 weight part.
本発明に記載の「発泡剤」は、ウレタン発泡体の原料として通常に採用されるものであればよく、例えば、水、ペンタン、シクロペンタン、メチレンクロライド、炭酸ガス等が挙げられ、これらを1種または2種以上併用して用いることが可能である。上記発泡剤として、水を用いた場合には、上記ウレタン発泡体原料でのポリオールの合計量を100重量部とした場合に、1〜5重量部であることが好ましい。 The “foaming agent” described in the present invention is not particularly limited as long as it is normally employed as a raw material for urethane foam, and examples thereof include water, pentane, cyclopentane, methylene chloride, carbon dioxide, and the like. It can be used in combination of two or more species. When water is used as the foaming agent, the amount is preferably 1 to 5 parts by weight when the total amount of polyol in the urethane foam raw material is 100 parts by weight.
本発明に記載の「整泡剤」は、ウレタン発泡体の原料として通常に採用されるものであればよく、例えば、シリコーン系化合物、非イオン系界面活性剤等が挙げられる。上記整泡剤として、上記ウレタン発泡体原料でのポリオールの合計量を100重量部とした場合に、0.1〜5重量部であることが好ましい。 The “foam stabilizer” described in the present invention is not particularly limited as long as it is usually employed as a raw material for urethane foam, and examples thereof include silicone compounds and nonionic surfactants. As said foam stabilizer, it is preferable that it is 0.1-5 weight part when the total amount of the polyol in the said urethane foam raw material is 100 weight part.
本発明に記載の「可塑剤」は、ウレタンゲルの原料として通常に採用されるものであればよく、例えば、フタル酸エステル、アジピン酸エステル、トリメリット酸エステル、リン酸エステル等が挙げられる。上記可塑剤として、上記ウレタンゲル原料でのポリオールの合計量を100重量部とした場合に、50〜200重量部であることが好ましい。 The “plasticizer” described in the present invention is not particularly limited as long as it is usually employed as a raw material for urethane gels. Examples thereof include phthalic acid esters, adipic acid esters, trimellitic acid esters, and phosphoric acid esters. When the total amount of polyol in the urethane gel raw material is 100 parts by weight, the plasticizer is preferably 50 to 200 parts by weight.
なお、上記ウレタン発泡体原料または上記ウレタンゲル原料に、必要に応じて適宜、添加剤を添加することが可能である。添加剤としては、例えば、鎖延長剤、着色剤、酸化防止剤、紫外線吸収剤、充填剤等が挙げられる。 In addition, it is possible to add an additive suitably to the said urethane foam raw material or the said urethane gel raw material as needed. Examples of the additive include a chain extender, a colorant, an antioxidant, an ultraviolet absorber, and a filler.
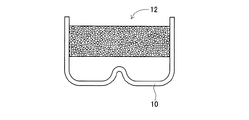
本発明の「製造方法」および、本発明の「クッション体」の製造方法としては、金型を使用してクッション体を成形する方法、所謂、モールド法を採用することが好ましい。モールド法を採用することで、複雑な三次元構造を有するクッション体を成形することが可能となる。それでは、具体的な製造方法について図1を用いて説明する。まず、金型の内部に、ワックス系,シリコーン系等の離型剤を塗布し、その金型を加温しておく。金型の温度が低温であると、樹脂化等の反応性が低下するため、55〜65℃に加温しておくのが好ましい。そして、上記ウレタン発泡体原料を予め混合攪拌しておいた上記ウレタン発泡原料を金型内に入れる(図1(a))。金型内において泡化反応が生じ、発泡し始める(図1(b))。次に、発泡している最中に、予め混合攪拌しておいた上記ウレタンゲル原料を金型内に入れる(図1(c))。そして、金型に蓋をする。発泡によりウレタン発泡体は密度を低下させつつ形成されていくが、ウレタンゲルは密度を変化させることなく形成されていく。このため、ウレタンゲル原料は、ウレタン発泡体原料の内部に沈み込む(図1(d))。ただし、ウレタンゲル原料は、金型の内側に沿って形成されたウレタン発泡体のスキン層に密着または近接または両者が混在した状態となり、その状態で、ウレタン発泡体の発泡部が形成されていく。このため、ウレタンゲルは、ウレタン発泡体のスキン層と発泡部とのいずれかに挟まれてスキン層または発泡部に密着した状態でウレタン発泡体に内包される。そして、上記ウレタン発泡体の混合攪拌から10分以上経過した後に、金型からクッション体を脱型する。これにより、ウレタン発泡体の内部にウレタンゲルが内包されたクッション体が製造される。以上のように製造されることで、ウレタン発泡体の発泡部におけるウレタンゲルとの密着面において、発泡部より高密度であるスキン層を生じることなく柔軟なウレタン発泡体が得られ、クッション体としても柔軟性を確保することが可能となる。 As the “manufacturing method” of the present invention and the method of manufacturing the “cushion body” of the present invention, it is preferable to employ a method of molding a cushion body using a mold, a so-called molding method. By adopting the molding method, a cushion body having a complicated three-dimensional structure can be formed. A specific manufacturing method will be described with reference to FIG. First, a mold release agent such as wax or silicone is applied to the inside of the mold, and the mold is heated. When the temperature of the mold is low, reactivity such as resinification is lowered, so that it is preferably heated to 55 to 65 ° C. And the said urethane foam raw material which mixed and stirred the said urethane foam raw material previously is put in a metal mold | die (FIG. 1 (a)). A foaming reaction occurs in the mold, and foaming begins (FIG. 1 (b)). Next, the urethane gel raw material that has been mixed and stirred in advance during foaming is placed in the mold (FIG. 1 (c)). Then, the mold is covered. The urethane foam is formed while lowering the density by foaming, but the urethane gel is formed without changing the density. For this reason, the urethane gel raw material sinks inside the urethane foam raw material (FIG. 1 (d)). However, the urethane gel raw material is in close contact with or close to the urethane foam skin layer formed along the inner side of the mold, and in that state, the foamed portion of the urethane foam is formed. . For this reason, the urethane gel is encapsulated in the urethane foam in a state where it is sandwiched between either the skin layer or the foamed portion of the urethane foam and is in close contact with the skin layer or the foamed portion. And after 10 minutes or more have passed since the mixing and stirring of the urethane foam, the cushion is removed from the mold. Thereby, the cushion body by which urethane gel was included in the inside of a urethane foam is manufactured. By being manufactured as described above, a flexible urethane foam can be obtained without causing a skin layer having a higher density than the foamed portion on the adhesive surface of the urethane foam in the foamed portion, and as a cushion body. It is possible to ensure flexibility.
また、ウレタン発泡体原料およびウレタンゲル原料は流動性を有するため、製造に使用する金型の形状に工夫を凝らすことで、複雑な形状のクッション体を製造することが可能となる。具体的にいえば、例えば、図2に示すような形状の金型10を使用することで、複雑な形状のクッション体12を製造することが可能となる。
In addition, since the urethane foam material and the urethane gel material have fluidity, it is possible to manufacture a cushion body having a complicated shape by devising a shape of a mold used for manufacturing. Specifically, for example, by using the
以下に実施例を示し、本発明をさらに具体的に説明する。ただし、本発明は、この実施例に限定されるものではなく、当業者の知識に基づいて種々の変更、改良を施した種々の態様で実施することができる。 The following examples illustrate the present invention more specifically. However, the present invention is not limited to this embodiment, and can be implemented in various modes with various modifications and improvements based on the knowledge of those skilled in the art.
図3に示す配合のウレタン発泡体原料およびウレタンゲル原料から、実施例のクッション体をモールド法によって製造した。その図3におけるウレタン発泡体原料およびウレタンゲル原料の詳細を以下に示す。
・ポリオール(ウレタン発泡体原料およびウレタンゲル原料);ポリプロピレングリコール、商品名:FA−703、三洋化成工業(株)製、重量平均分子量:4800、水酸基数:3、水酸基価:35
・ポリイソシアネート(ウレタン発泡体原料);TDI(2,4−TDI:2,6−TDI=80:20):クルードMDI=80:20、商品名:コロネート1306、日本ポリウレタン工業(株)
・触媒(ウレタン発泡体原料);ジプロピレングリコール:トリエチレンジアミン=67:33、商品名:33LX、エアープロダクツジャパン(株)
・発泡剤;水
・整泡剤;シリコーン整泡剤、商品名:B8738LF2、エポニックデグサジャパン(株)
・ポリイソシアネート(ウレタンゲル原料);ポリイソシアネートプレポリマー、イソシアネート基含有率:23%、商品名:F−1180B、BASF INOAC ポリウレタン(株)
・触媒(ウレタンゲル原料);スターナスオクトエート、商品名:MRH−110、城北化学工業(株)
・可塑剤;ジイソノニルアジペート、商品名:DINA、大八化学工業(株)
The cushion body of the Example was manufactured by the molding method from the urethane foam raw material and urethane gel raw material of the mixing | blending shown in FIG. Details of the urethane foam material and the urethane gel material in FIG. 3 are shown below.
Polyol (urethane foam material and urethane gel material); polypropylene glycol, trade name: FA-703, manufactured by Sanyo Chemical Industries, Ltd., weight average molecular weight: 4800, hydroxyl number: 3, hydroxyl value: 35
Polyisocyanate (urethane foam raw material); TDI (2,4-TDI: 2,6-TDI = 80: 20): Crude MDI = 80: 20, trade name: Coronate 1306, Nippon Polyurethane Industry Co., Ltd.
Catalyst (urethane foam raw material); dipropylene glycol: triethylenediamine = 67: 33, trade name: 33LX, Air Products Japan Co., Ltd.
・ Foaming agent; water / foam stabilizer; silicone foam stabilizer, trade name: B8738LF2, Eponic Degussa Japan Co., Ltd.
Polyisocyanate (urethane gel raw material); polyisocyanate prepolymer, isocyanate group content: 23%, trade name: F-1180B, BASF INOAC Polyurethane Co., Ltd.
・ Catalyst (urethane gel raw material); Starnas Octoate, trade name: MRH-110, Johoku Chemical Industry Co., Ltd.
・ Plasticizer; diisononyl adipate, trade name: DINA, Daihachi Chemical Industry Co., Ltd.
全ての実施例において、ウレタンゲル原料のイソシアネートインデックスは同じとされているが、実施例1,2と実施例3〜8と実施例9〜11とは、ウレタン発泡体原料のイソシアネートインデックスを異ならせた例となっている。 In all the examples, the isocyanate index of the urethane gel raw material is the same, but Examples 1, 2 and 3 to 8 and Examples 9 to 11 differ in the isocyanate index of the urethane foam raw material. It is an example.
全ての実施例の各々における製造方法を説明する。まず、金型の内部に、ワックス系離型剤を塗布しておく。そして、その金型を55〜65℃に加温しておく。この工程が、金型加温工程の一例となる。次に、ウレタン発泡体原料のポリオール、触媒、発泡剤、整泡剤を別の容器で混合しておき、その混合されたものを金型に投入する。続いて、金型にウレタン発泡体原料のイソシアネートを投入し、ウレタン発泡体原料の全ての原料をミキシングによる混合攪拌を行なう。具体的には、ミキサーを用いて、1500rpmで10秒間、混合攪拌する。この工程が、発泡体原料混合工程の一例となる。 A manufacturing method in each of all the examples will be described. First, a wax release agent is applied inside the mold. And the metal mold | die is heated at 55-65 degreeC. This process is an example of a mold heating process. Next, a polyol, a catalyst, a foaming agent, and a foam stabilizer, which are urethane foam raw materials, are mixed in another container, and the mixed product is put into a mold. Subsequently, the urethane foam raw material isocyanate is charged into the mold, and all the raw materials of the urethane foam raw material are mixed and stirred by mixing. Specifically, the mixture is stirred for 10 seconds at 1500 rpm using a mixer. This step is an example of the foam material mixing step.
金型に投入されるウレタンゲル原料は、予め混合攪拌しておくか、ウレタン発泡体原料の混合攪拌時と並行または前後して混合攪拌される。具体的には、ウレタンゲル原料のポリオール(65重量部)と触媒(1重量部)と可塑剤(35重量部)とを混合攪拌し、混合液Aを作り、ウレタンゲル原料のイソシアネート(3.57重量部)と可塑剤(25重量部)とを混合攪拌し、混合液Bを作る。そして、混合液Aと混合液Bとを混合攪拌することで、ウレタンゲル原料全てが混合攪拌されたものが用意される。そのウレタンゲル原料全てが混合攪拌されたものを、金型内で泡化反応が生じている間に、金型内に投入する。この工程が、ゲル原料混入工程の一例となる。 The urethane gel raw material put into the mold is mixed and stirred in advance, or is mixed and stirred in parallel with or before and after the mixing and stirring of the urethane foam raw material. Specifically, a polyol (65 parts by weight) of a urethane gel raw material, a catalyst (1 part by weight), and a plasticizer (35 parts by weight) are mixed and stirred to prepare a mixed solution A, and an isocyanate (3. 57 parts by weight) and a plasticizer (25 parts by weight) are mixed and stirred to prepare a mixed solution B. Then, by mixing and stirring the mixed liquid A and the mixed liquid B, a mixture in which all urethane gel raw materials are mixed and stirred is prepared. All the urethane gel raw materials are mixed and stirred, and the foaming reaction is taking place in the mold while it is put into the mold. This step is an example of the gel raw material mixing step.
そのゲル原料混入工程においてウレタンゲル原料を金型内に投入するタイミングを、発泡体原料混合工程において全てのウレタン発泡体原料の混合が開始されてからの経過時間によって示し、その経過時間を図3での「投入タイム」の欄に示す。つまり、「投入タイム」は、発泡体原料混合工程において全てのウレタン発泡体原料の混合が開始されてから、ゲル原料混入工程においてウレタンゲル原料が金型内に投入されるまでの時間を示すものである。 In the gel raw material mixing step, the timing of introducing the urethane gel raw material into the mold is indicated by the elapsed time since the start of mixing all the urethane foam raw materials in the foam raw material mixing step, and the elapsed time is shown in FIG. In the “input time” column. In other words, “input time” indicates the time from the start of mixing of all urethane foam raw materials in the foam raw material mixing step until the urethane gel raw material is charged into the mold in the gel raw material mixing step. It is.
また、泡化反応中において、どのようなタイミングでウレタンゲル原料を投入するかを解り易くするため、ウレタンゲル原料の投入タイミングを示すものとして、ライズタイム、および、ライズタイムに対するウレタンゲル原料の投入タイムの百分率を、図3に示しておく。ちなみに、ライズタイムは、発泡体原料混合工程において全てのウレタン発泡体原料の混合が開始されてから、発泡体原料混合工程において生じる泡化反応が終了するまでの時間であり、泡化反応時間に相当するものである。 Also, in order to make it easier to understand when the urethane gel raw material is introduced during the foaming reaction, the rise time and the introduction of the urethane gel raw material with respect to the rise time are shown as an indication of the timing of the urethane gel raw material introduction. The percentage of time is shown in FIG. By the way, the rise time is the time from the start of mixing of all urethane foam materials in the foam material mixing step to the end of the foaming reaction that occurs in the foam material mixing step. It is equivalent.
ウレタン発泡体原料およびウレタンゲル原料の全てを金型内に投入した後に、金型を密閉する。そして、ウレタン発泡体原料の混合が開始されてから10分経過した後に、金型からクッション体を脱型する。脱型されたクッション体に対して、以下の方法によって物性評価を行なった。 After all of the urethane foam material and the urethane gel material are put into the mold, the mold is sealed. Then, after 10 minutes have passed since the mixing of the urethane foam raw material was started, the cushion body is removed from the mold. The physical properties of the demolded cushion body were evaluated by the following methods.
まず、クッション体の表面にウレタンゲルが露出していないか否かを評価した。つまり、ウレタンゲルがウレタン発泡体に内包されているか否かを評価した。ウレタン発泡体は、通常、表層に形成されるスキン層と、そのスキン層の内部に形成される発泡部とから構成されており、上記方法によってクッション体を製造すると、ウレタンゲルの表面が、ウレタン発泡体のスキン層と発泡部とによって覆われる。詳しく言えば、上記方法によって製造されたクッション体の断面図である図4に示すように、ウレタンゲル14が、ウレタン発泡体16のスキン層18と発泡部20とに挟まれた状態で、それらスキン層18と発泡部20とに密着する。つまり、上記方法によって製造されたクッション体22では、ウレタンゲル14をウレタン発泡体16に内包することが可能となり、クッション体表面においてウレタンゲルのべとつきを解消することが可能となる。そこで、ウレタンゲルがウレタン発泡体に内包されているか否かを評価するべく、上記方法によって製造されたクッション体の表面を触り、べとつきがない場合には「○」と評価し、べとつく場合には「×」と評価した。なお、この評価の結果を、図3での「スキン層形成」の欄に示しておく。
First, it was evaluated whether or not urethane gel was exposed on the surface of the cushion body. That is, it was evaluated whether the urethane gel was included in the urethane foam. The urethane foam is usually composed of a skin layer formed on the surface layer and a foamed portion formed inside the skin layer. When a cushion body is manufactured by the above method, the surface of the urethane gel is urethane. Covered by the foam skin layer and foam. More specifically, as shown in FIG. 4 which is a cross-sectional view of the cushion body manufactured by the above method, the
ちなみに、ゲル原料混入工程において、ウレタンゲル原料はウレタン発泡体原料の中に沈んでいくため、図4でのクッション体22では、ウレタンゲル14はクッション体22の下方に位置している。ただし、クッション体22の使用時には、ウレタンゲル14が上方に位置するように使用することが望ましい。つまり、図4でのクッション体22を上下に逆にした状態で使用することが望ましい。
Incidentally, in the gel raw material mixing step, since the urethane gel raw material sinks into the urethane foam raw material, the
次に、上記方法によって製造されたクッション体において、ウレタン発泡体とウレタンゲルとが一体化しているか否かを評価した。ウレタン発泡体とウレタンゲルとが混ざり過ぎると、ゲル特性が低下するため、ウレタン発泡体とウレタンゲルとの境界はある程度はっきりしていることが望ましい。そこで、上記方法によって製造されたクッション体を分割し、その分割面におけるウレタン発泡体とウレタンゲルとの境界を目視することで評価を行なった。ウレタン発泡体とウレタンゲルとの境界がはっきりしている場合には「○」と評価し、境界が渾然となっている場合には「×」と評価した。なお、この評価の結果を、図3での「分離性」の欄に示しておく。 Next, in the cushion body manufactured by the above method, it was evaluated whether or not the urethane foam and the urethane gel were integrated. If the urethane foam and the urethane gel are mixed too much, the gel characteristics deteriorate, so it is desirable that the boundary between the urethane foam and the urethane gel is clear to some extent. Then, the cushion body manufactured by the said method was divided | segmented, and it evaluated by visually observing the boundary of the urethane foam and urethane gel in the division | segmentation surface. When the boundary between the urethane foam and the urethane gel was clear, it was evaluated as “◯”, and when the boundary was stagnant, it was evaluated as “x”. The result of this evaluation is shown in the column “Separability” in FIG.
さらに、上記方法によって製造されたクッション体において、ウレタン発泡体の発泡部の状態を評価した。詳しくは、上記方法によって製造されたクッション体を分割し、その分割面におけるウレタン発泡体の発泡部を目視し、空洞、割れ等の有無を確認した。空洞等が無く、発泡部の状態が良好である場合には「○」と評価し、空洞等の存在、セルの合一がおきてセル径が大きくなる等、発泡部の状態が不良である場合には「×」と評価した。また、発泡部の状態がやや良好である場合には「○△」と評価し、発泡部の状態がやや不良である場合には「△×」と評価した。なお、この評価の結果を、図3での「フォーム状態」の欄に示しておく。 Furthermore, in the cushion manufactured by the above method, the state of the foamed portion of the urethane foam was evaluated. Specifically, the cushion body manufactured by the above method was divided, and the foamed portion of the urethane foam on the divided surface was visually observed to confirm the presence or absence of cavities and cracks. If there is no cavity etc. and the foamed part is in good condition, it is evaluated as “◯”, and the foamed part is in poor condition, such as the presence of a cavity, cell coalescence and cell diameter becoming larger. In some cases, it was evaluated as “x”. Further, when the state of the foamed portion was slightly good, it was evaluated as “◯ △”, and when the state of the foamed portion was slightly poor, it was evaluated as “Δx”. The result of this evaluation is shown in the “form state” column in FIG.
図3に示した「スキン層形成」の欄から明らかなように、実施例1〜11の全てのクッション体において、表面にウレタンゲルが露出しておらず、ウレタンゲルのべとつきが解消されている。実施例1〜11では、ライズタイムに対するウレタンゲル原料の投入タイムの百分率は15〜81%とされており、そのようなタイミングでウレタンゲル原料をウレタン発泡体原料に投入することで、ウレタンゲルがウレタン発泡体に内包されたクッション体を上記方法によって製造することが可能となっている。 As is clear from the column of “skin layer formation” shown in FIG. 3, in all the cushion bodies of Examples 1 to 11, the urethane gel is not exposed on the surface, and the stickiness of the urethane gel is eliminated. . In Examples 1 to 11, the percentage of the charging time of the urethane gel raw material with respect to the rise time is set to 15 to 81%, and the urethane gel is added to the urethane foam raw material at such timing. The cushion body included in the urethane foam can be manufactured by the above method.
また、図3に示した「分離性」の欄から明らかなように、実施例1、3、4、9のクッション体では、ウレタン発泡体とウレタンゲルとが混ざり過ぎており、ゲル特性が低下している。一方、実施例2、5〜8、10、11のクッション体では、ウレタン発泡体とウレタンゲルとがある程度分離しており、良好なゲル特性となっている。実施例2、5〜8、10、11では、ライズタイムに対するウレタンゲル原料の投入タイムの百分率は37〜81%とされており、そのようなタイミングでウレタンゲル原料をウレタン発泡体原料に投入することで、上記方法によって製造されるクッション体のゲル特性を良好なものとすることが可能となっている。 Further, as is clear from the column of “Separability” shown in FIG. 3, in the cushion bodies of Examples 1, 3, 4, and 9, the urethane foam and the urethane gel are excessively mixed, and the gel characteristics are deteriorated. is doing. On the other hand, in the cushion bodies of Examples 2, 5 to 8, 10, and 11, the urethane foam and the urethane gel are separated to some extent, and the gel properties are good. In Examples 2, 5 to 8, 10, and 11, the percentage of the time for introducing the urethane gel material with respect to the rise time is 37 to 81%, and the urethane gel material is charged into the urethane foam material at such timing. Thereby, it is possible to make the gel characteristic of the cushion body manufactured by the said method favorable.
さらに、図3に示した「フォーム状態」の欄から明らかなように、実施例1、3、4、9のクッション体では、ウレタン発泡体の発泡部の状態は良くなく、実施例5、8のクッション体でも、発泡部の状態はあまり良くない。一方、実施例7、11のクッション体では、発泡部の状態は良好であり、実施例2、6、10のクッション体でも、発泡部の状態はある程度良好である。実施例2、6、7、10、11では、ライズタイムに対するウレタンゲル原料の投入タイムの百分率は37〜69%とされており、そのようなタイミングでウレタンゲル原料をウレタン発泡体原料に投入することで、上記方法によって製造されるクッション体の発泡部の状態を良好なものとすることが可能となっている。 Further, as is apparent from the “foam state” column shown in FIG. 3, in the cushion bodies of Examples 1, 3, 4, and 9, the state of the foamed portion of the urethane foam was not good, and Examples 5 and 8 Even in the cushion body, the state of the foamed portion is not so good. On the other hand, in the cushion bodies of Examples 7 and 11, the state of the foamed portion is good, and in the cushion bodies of Examples 2, 6, and 10, the state of the foamed portion is good to some extent. In Examples 2, 6, 7, 10, and 11, the percentage of the urethane gel raw material charging time relative to the rise time is 37 to 69%, and the urethane gel raw material is charged into the urethane foam raw material at such timing. Thus, it is possible to improve the state of the foamed portion of the cushion body manufactured by the above method.
上述した物性評価の結果から、ライズタイムに対するウレタンゲル原料の投入タイムの百分率は、15〜85%であることが好ましく、さらに言えば、35〜70%であることが好ましい。そして、さらに限定的に言えば、ライズタイムに対するウレタンゲル原料の投入タイムの百分率が65〜70%であれば、「スキン層形成」、「分離性」、「フォーム状態」の全ての評価を良好なものとすることが可能である。 From the result of the physical property evaluation described above, the percentage of the time for introducing the urethane gel raw material to the rise time is preferably 15 to 85%, and more preferably 35 to 70%. And more specifically, if the percentage of the urethane gel raw material input time relative to the rise time is 65 to 70%, all evaluations of “skin layer formation”, “separability” and “foam state” are good. Can be.
以下、本発明の諸態様について列記する。 Hereinafter, various aspects of the present invention will be listed.
(1)ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタン発泡体原料を混合する発泡体原料混合工程と、
その発泡体原料混合工程において生じる泡化反応中に、ポリオール、ポリイソシアネート、可塑剤、触媒を含むウレタンゲル原料を混合した状態で、前記発泡体原料混合工程において混合されている前記ウレタン発泡体原料に混入するゲル原料混入工程と
を含み、ウレタン発泡体にウレタンゲルが内包されたクッション体の製造方法。
(1) a foam material mixing step of mixing a urethane foam material containing a polyol, a polyisocyanate, a foaming agent, a foam stabilizer, and a catalyst;
The urethane foam raw material mixed in the foam raw material mixing step in a state in which a urethane gel raw material containing polyol, polyisocyanate, plasticizer and catalyst is mixed during the foaming reaction occurring in the foam raw material mixing step A method for producing a cushion body comprising a urethane foam encapsulated in a urethane foam.
(2)前記発泡体原料混合工程において前記ウレタン発泡体原料の全ての混合が開始されてから、前記発泡体原料混合工程において生じる泡化反応が終了するまでの時間を泡化反応時間と定義した場合において、
前記ゲル原料混入工程が、
前記発泡体原料混合工程において前記ウレタン発泡体原料の全ての混合が開始されてから、前記泡化反応時間の15〜85%に相当する時間経過したときに、前記ウレタンゲル原料を混入する工程である(1)項に記載のクッション体の製造方法。
(2) The time from the start of all the mixing of the urethane foam raw material in the foam raw material mixing step to the end of the foaming reaction occurring in the foam raw material mixing step is defined as the foaming reaction time. In case
The gel raw material mixing step,
In the step of mixing the urethane gel raw material when a time corresponding to 15 to 85% of the foaming reaction time has elapsed since the start of mixing all of the urethane foam raw material in the foam raw material mixing step. A manufacturing method of a cushion object given in a certain (1) term.
(3)前記ゲル原料混入工程が、
前記発泡体原料混合工程において前記ウレタン発泡体原料の全ての混合が開始されてから、前記泡化反応時間の35〜70%に相当する時間経過したときに、前記ウレタンゲル原料を混入する工程である(2)項に記載のクッション体の製造方法。
(3) The gel raw material mixing step includes
In the step of mixing the urethane gel raw material when a time corresponding to 35 to 70% of the foaming reaction time has elapsed since the start of mixing all of the urethane foam raw material in the foam raw material mixing step. A manufacturing method of a cushion object given in a certain (2) term.
(4)前記クッション体が、金型の内部で製造される(1)項ないし(3)項のいずれか1つに記載のクッション体の製造方法。 (4) The method for manufacturing a cushion body according to any one of (1) to (3), wherein the cushion body is manufactured inside a mold.
(5)前記ポリウレタン発泡体原料が投入される前に、前記金型を加温しておく金型加温工程を含む(1)項ないし(4)項のいずれか1つに記載のクッション体の製造方法。 (5) The cushion body according to any one of (1) to (4), further including a mold heating step in which the mold is heated before the polyurethane foam raw material is charged. Manufacturing method.
(6)ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタン発泡体原料を混合するとともに、その混合において生じる泡化反応中に、ポリオール、ポリイソシアネート、可塑剤、触媒を含むウレタンゲル原料を、混合されている前記ウレタン発泡体原料に混入することで製造され、ウレタン発泡体にウレタンゲルが内包されたクッション体。 (6) Urethane gel containing polyol, polyisocyanate, plasticizer and catalyst during the foaming reaction that occurs during mixing of the urethane foam raw material containing polyol, polyisocyanate, foaming agent, foam stabilizer and catalyst. A cushion body produced by mixing a raw material into the mixed urethane foam raw material, and urethane foam encapsulated in the urethane foam.
(7)前記ウレタン発泡体が、
表層に形成されるスキン層と、そのスキン層の内部に形成される発泡部とを有し、
前記ウレタンゲルが、
前記スキン層と前記発泡部とのいずれかに挟まれてそれらスキン層または発泡部に密着した状態で前記ウレタン発泡体に内包される(6)項に記載のクッション体。
(7) The urethane foam is
Having a skin layer formed on the surface layer, and a foamed portion formed inside the skin layer;
The urethane gel is
The cushion body according to (6), wherein the cushion body is included in the urethane foam in a state of being sandwiched between the skin layer and the foamed portion and in close contact with the skin layer or the foamed portion.
(8)前記ウレタンゲルが、
前記スキン層と前記発泡部とに挟まれてそれらスキン層と発泡部とに密着した状態で前記ウレタン発泡体に内包される(7)項に記載のクッション体。
(8) The urethane gel is
The cushion body according to item (7), which is sandwiched between the skin layer and the foamed portion and is enclosed in the urethane foam in a state of being in close contact with the skin layer and the foamed portion.
(9)表層に形成されるスキン層と、そのスキン層の内部に形成される発泡部とを有するウレタン発泡体と、
前記スキン層と前記発泡部とのいずれかに挟まれてそれらスキン層または発泡部に密着した状態で前記ウレタン発泡体に内包されるウレタンゲルとを備えたクッション体。
(9) a urethane foam having a skin layer formed on the surface layer and a foamed portion formed inside the skin layer;
A cushion body comprising urethane gel contained in the urethane foam in a state of being sandwiched between the skin layer and the foamed portion and in close contact with the skin layer or the foamed portion.
(10)前記ウレタンゲルが、
前記スキン層と前記発泡部とに挟まれてそれらスキン層と発泡部とに密着した状態で前記ウレタン発泡体に内包される(9)項に記載のクッション体。
(10) The urethane gel is
The cushion body according to item (9), which is sandwiched between the skin layer and the foamed portion and is enclosed in the urethane foam in a state of being in close contact with the skin layer and the foamed portion.
(11)前記ウレタン発泡体が、
ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタン発泡体原料によって製造され、
前記ウレタンゲルが、
ポリオール、ポリイソシアネート、可塑剤、触媒を含むウレタンゲル原料によって製造される(9)項または(10)項に記載のクッション体。
(11) The urethane foam is
Produced by urethane foam raw material containing polyol, polyisocyanate, foaming agent, foam stabilizer, catalyst,
The urethane gel is
The cushion body according to (9) or (10), which is produced from a urethane gel raw material containing a polyol, a polyisocyanate, a plasticizer, and a catalyst.
10:金型
12:クッション体
14:ウレタンゲル
16:ウレタン発泡体
18:スキン層
20:発泡部
22:クッション体
10: Mold 12: Cushion body 14: Urethane gel 16: Urethane foam 18: Skin layer 20: Foam part 22: Cushion body
Claims (5)
その発泡体原料混合工程において生じる泡化反応中に、ポリオール、ポリイソシアネート、可塑剤、触媒を含むウレタンゲル原料を混合した状態で、前記発泡体原料混合工程において混合されている前記ウレタン発泡体原料に混入するゲル原料混入工程と
を含み、ウレタン発泡体にウレタンゲルが内包されたクッション体の製造方法。 A foam raw material mixing step of mixing a urethane foam raw material containing a polyol, a polyisocyanate, a foaming agent, a foam stabilizer, and a catalyst;
The urethane foam raw material mixed in the foam raw material mixing step in a state in which a urethane gel raw material containing polyol, polyisocyanate, plasticizer and catalyst is mixed during the foaming reaction occurring in the foam raw material mixing step A method for producing a cushion body comprising a urethane foam encapsulated in a urethane foam.
前記ゲル原料混入工程が、
前記発泡体原料混合工程において前記ウレタン発泡体原料の全ての混合が開始されてから、前記泡化反応時間の15〜85%に相当する時間経過したときに、前記ウレタンゲル原料を混入する工程である請求項1に記載のクッション体の製造方法。 In the case where the foaming reaction time is defined as the time from the start of all the mixing of the urethane foam raw material in the foam raw material mixing step to the end of the foaming reaction occurring in the foam raw material mixing step,
The gel raw material mixing step,
In the step of mixing the urethane gel raw material when a time corresponding to 15 to 85% of the foaming reaction time has elapsed since the start of mixing all of the urethane foam raw material in the foam raw material mixing step. The method for manufacturing a cushion body according to claim 1.
前記発泡体原料混合工程において前記ウレタン発泡体原料の全ての混合が開始されてから、前記泡化反応時間の35〜70%に相当する時間経過したときに、前記ウレタンゲル原料を混入する工程である請求項2に記載のクッション体の製造方法。 The gel raw material mixing step,
In the step of mixing the urethane gel raw material when a time corresponding to 35 to 70% of the foaming reaction time has elapsed since the start of mixing all of the urethane foam raw material in the foam raw material mixing step. A method for manufacturing a cushion body according to claim 2.
前記スキン層と前記発泡部とのいずれかに挟まれてそれらスキン層または発泡部に密着した状態で前記ウレタン発泡体に内包されるウレタンゲルとを備えたクッション体。
A urethane foam having a skin layer formed on the surface layer and a foamed portion formed inside the skin layer;
A cushion body comprising urethane gel contained in the urethane foam in a state of being sandwiched between the skin layer and the foamed portion and in close contact with the skin layer or the foamed portion.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011003638A JP5552442B2 (en) | 2011-01-12 | 2011-01-12 | Cushion body manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011003638A JP5552442B2 (en) | 2011-01-12 | 2011-01-12 | Cushion body manufacturing method |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014089805A Division JP5872618B2 (en) | 2014-04-24 | 2014-04-24 | Cushion body and manufacturing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012144631A true JP2012144631A (en) | 2012-08-02 |
| JP5552442B2 JP5552442B2 (en) | 2014-07-16 |
Family
ID=46788538
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011003638A Expired - Fee Related JP5552442B2 (en) | 2011-01-12 | 2011-01-12 | Cushion body manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5552442B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014148561A (en) * | 2013-01-31 | 2014-08-21 | Inoac Corp | Foam molding and method for manufacturing a foam molding |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6735773B2 (en) * | 2015-12-16 | 2020-08-05 | 株式会社ブリヂストン | Pad for seat |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55179563U (en) * | 1979-06-12 | 1980-12-23 | ||
| JPS6290195A (en) * | 1979-01-15 | 1987-04-24 | ミルスコ・マニユフアクチユアリング・カンパニ− | Multilayered different hardness foamed product |
| JPH0199815A (en) * | 1987-10-13 | 1989-04-18 | Kiyuubitsuku Eng:Kk | Preparation of buffer material having gelled material |
| JPH02111428U (en) * | 1989-02-23 | 1990-09-06 | ||
| JPH10500350A (en) * | 1995-03-15 | 1998-01-13 | ジェル・サイエンシィズ・インコーポレーテッド | Compatible shoe structure using gel and method of manufacturing the same |
| JP2001163991A (en) * | 1999-11-29 | 2001-06-19 | Technogel Gmbh & Co Kg | Polyurethane molded product and its manufacturing method |
-
2011
- 2011-01-12 JP JP2011003638A patent/JP5552442B2/en not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6290195A (en) * | 1979-01-15 | 1987-04-24 | ミルスコ・マニユフアクチユアリング・カンパニ− | Multilayered different hardness foamed product |
| JPS55179563U (en) * | 1979-06-12 | 1980-12-23 | ||
| JPH0199815A (en) * | 1987-10-13 | 1989-04-18 | Kiyuubitsuku Eng:Kk | Preparation of buffer material having gelled material |
| JPH02111428U (en) * | 1989-02-23 | 1990-09-06 | ||
| JPH10500350A (en) * | 1995-03-15 | 1998-01-13 | ジェル・サイエンシィズ・インコーポレーテッド | Compatible shoe structure using gel and method of manufacturing the same |
| JP2001163991A (en) * | 1999-11-29 | 2001-06-19 | Technogel Gmbh & Co Kg | Polyurethane molded product and its manufacturing method |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014148561A (en) * | 2013-01-31 | 2014-08-21 | Inoac Corp | Foam molding and method for manufacturing a foam molding |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5552442B2 (en) | 2014-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6560312B2 (en) | Breathable sponge | |
| BR112015002711B1 (en) | COMBINATION FOAM, USE OF A COMBINATION FOAM AND PROCESS FOR THE PRODUCTION OF COMBINATION FOAMS | |
| EP2537445B1 (en) | Cushion pad and method for manufacturing same | |
| JP5679385B2 (en) | Polyurethane foam composition and method for producing flexible polyurethane foam | |
| JP6762016B2 (en) | A composition for polyurethane foam containing polyrotaxane, a polyurethane foam derived from the composition, and a method for producing a polyurethane foam. | |
| JPWO2005077998A1 (en) | Low resilience and high breathability polyurethane foam and use thereof | |
| JP7368102B2 (en) | Polyurethane foam and its manufacturing method | |
| ES2755980T3 (en) | Manufacturing method of leather polyurethane foam composites | |
| JP2009286816A (en) | Method for manufacturing constant temperature retaining polyurethane resins molded article for automobile interior material, and molded article | |
| JP2018127567A (en) | Flexible polyurethane foam and manufacturing method therefor | |
| JP6762012B2 (en) | Polyurethane foam derived from composition containing polyrotaxane | |
| JP5552442B2 (en) | Cushion body manufacturing method | |
| CN113490706A (en) | Soft pellet foams composed of thermoplastic polyurethanes | |
| JP5981703B2 (en) | Vehicle floor spacer, and vehicle floor spacer manufacturing method | |
| JP5810624B2 (en) | Thermosetting polyurethane elastomer-forming composition and method for producing thermosetting polyurethane elastomer | |
| JP2021509928A (en) | Non-pneumatic tires, their manufacturing methods and their use | |
| JP5872618B2 (en) | Cushion body and manufacturing method | |
| JP6706445B2 (en) | Vehicle seat cushion manufacturing method | |
| US20220073674A1 (en) | Polyurethane elastomers, bio-additive compositions | |
| JP2019014288A (en) | Vehicle interior material | |
| CN102227295B (en) | Palm oil-based polyurethane foam products and method of production | |
| JP5104079B2 (en) | Production method and molding method of polyurethane foam | |
| US20210301068A1 (en) | Vehicle cushion pad and vehicle seat cushion | |
| JP5602608B2 (en) | Vehicle seat pad | |
| JP6903993B2 (en) | Polyisocyanate composition for flexible polyurethane foam |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131022 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140225 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140424 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140520 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140526 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5552442 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |