JP2012127618A - Method for producing baffle plate in heat exchanger and method for fabricating heat exchanger - Google Patents
Method for producing baffle plate in heat exchanger and method for fabricating heat exchanger Download PDFInfo
- Publication number
- JP2012127618A JP2012127618A JP2010281840A JP2010281840A JP2012127618A JP 2012127618 A JP2012127618 A JP 2012127618A JP 2010281840 A JP2010281840 A JP 2010281840A JP 2010281840 A JP2010281840 A JP 2010281840A JP 2012127618 A JP2012127618 A JP 2012127618A
- Authority
- JP
- Japan
- Prior art keywords
- heat transfer
- baffle plate
- transfer tubes
- tubes
- sheath
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 21
- 238000000034 method Methods 0.000 title description 2
- 239000012530 fluid Substances 0.000 claims abstract description 32
- 238000005520 cutting process Methods 0.000 claims abstract description 9
- 238000003780 insertion Methods 0.000 claims description 8
- 230000037431 insertion Effects 0.000 claims description 8
- 230000002093 peripheral effect Effects 0.000 claims description 6
- 238000005219 brazing Methods 0.000 abstract description 23
- 239000000463 material Substances 0.000 abstract description 22
- 238000005192 partition Methods 0.000 description 7
- 230000008901 benefit Effects 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- RIRXDDRGHVUXNJ-UHFFFAOYSA-N [Cu].[P] Chemical compound [Cu].[P] RIRXDDRGHVUXNJ-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- UQMRAFJOBWOFNS-UHFFFAOYSA-N butyl 2-(2,4-dichlorophenoxy)acetate Chemical compound CCCCOC(=O)COC1=CC=C(Cl)C=C1Cl UQMRAFJOBWOFNS-UHFFFAOYSA-N 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/007—Auxiliary supports for elements
- F28F9/013—Auxiliary supports for elements for tubes or tube-assemblies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/26—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass heat exchangers or the like
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D7/00—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D7/16—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being arranged in parallel spaced relation
- F28D7/1607—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being arranged in parallel spaced relation with particular pattern of flow of the heat exchange media, e.g. change of flow direction
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/04—Arrangements for sealing elements into header boxes or end plates
- F28F9/16—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling
- F28F9/165—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling by using additional preformed parts, e.g. sleeves, gaskets
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/22—Arrangements for directing heat-exchange media into successive compartments, e.g. arrangements of guide plates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/24—Arrangements for promoting turbulent flow of heat-exchange media, e.g. by plates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2280/00—Mounting arrangements; Arrangements for facilitating assembling or disassembling of heat exchanger parts
- F28F2280/04—Means for preventing wrong assembling of parts
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Fluid Mechanics (AREA)
- Details Of Heat-Exchange And Heat-Transfer (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
Description
本発明は、熱交換器の伝熱管に取り付けられる邪魔板の製造方法に関するものであり、より詳しくは、伝熱管と伝熱管との距離が短くなった場合であっても、その距離に応じて正確な孔を形成して伝熱管に挿入できるようにした邪魔板を製造する方法に関するものである。 The present invention relates to a method of manufacturing a baffle plate attached to a heat transfer tube of a heat exchanger, and more specifically, even when the distance between the heat transfer tube and the heat transfer tube is shortened, according to the distance. The present invention relates to a method of manufacturing a baffle plate that is formed with an accurate hole so that it can be inserted into a heat transfer tube.
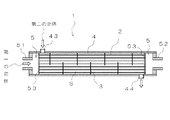
一般的に、多管式熱交換器は、図7に示すように、左右両側に設けられたヘッダ6L、6Rと、これらのヘッダ6L、6Rの間に設けられる複数の伝熱管2と、これらの伝熱管2を収容するシェル4とを備えて構成される。そして、熱交換の対象となる第一の流体を熱交換させる場合は、その第一の流体をヘッダ6Lを介して伝熱管2に流入させるとともに、シェル4で囲まれた胴内空間Sに第二の流体を通し、伝熱管2の外周部分を介して第一の流体と熱交換をさせるようにしている。
Generally, as shown in FIG. 7, the multi-tube heat exchanger includes
また、このような構成において、第二の流体を胴内空間で蛇行させるために、図7に示すように上下交互に邪魔板7を配置して第二の流体を蛇行させるようにしたものや(特許文献1)、シェルに内接するリング状の邪魔板と(図示せず)、そのリング状の中空部に対応させた円形の邪魔板とを交互に配置して第二の流体を蛇行させるようにしたものなどが存在する。
In such a configuration, in order to meander the second fluid in the in-cylinder space, the
ところで、このような邪魔板を製造する場合、一般的には、ドリルやパンチなどを用いて薄板に伝熱管を挿入させる孔を形成するが、ドリルやパンチを用いると、孔の周囲にバリを発生させる場合があり、そのバリが発生して内側に変形してしまうと、内径が狭くなって伝熱管を通すことができなくなってしまう。 By the way, when manufacturing such a baffle plate, generally, a hole for inserting a heat transfer tube into a thin plate is formed using a drill or a punch, but if a drill or punch is used, a burr is formed around the hole. If the burr is generated and deformed inward, the inner diameter becomes narrow and the heat transfer tube cannot be passed.
また、より多くの第一の流体を通すためには伝熱管の本数を多くする必要があるが、邪魔板の孔と孔との隙間を小さくすると、薄板に歪みや亀裂などを生じてしまい、伝熱管との間に隙間を生じて、そこから第二の流体が漏れてしまう可能性がある。 Also, in order to pass more first fluid, it is necessary to increase the number of heat transfer tubes, but if the gap between the holes of the baffle plate is reduced, the thin plate will be distorted or cracked, There is a possibility that a gap is formed between the heat transfer tube and the second fluid leaks from there.
さらには、邪魔板に孔を形成する場合、伝熱管と伝熱管との距離を設定して孔を形成しなければならないが、その距離の設定や穴開け作業にも時間がかかるといった問題も生じる。 Furthermore, when forming a hole in the baffle plate, the hole must be formed by setting the distance between the heat transfer tube and the heat transfer tube. However, there is a problem that it takes time to set the distance and to make the hole. .
そこで、本発明は上記課題に着目してなされたもので、伝熱管と伝熱管との距離を短くした場合であっても、バリや歪み、亀裂などを生じることなく、また、孔と孔の隙間を一定に保つことができるようにした邪魔板の製造方法を提供することを目的とするものである。 Therefore, the present invention has been made paying attention to the above problems, and even when the distance between the heat transfer tube and the heat transfer tube is shortened, it does not cause burrs, distortion, cracks, etc. It is an object of the present invention to provide a baffle plate manufacturing method capable of keeping the gap constant.
すなわち、本発明は上記課題を解決するために、熱交換の対象となる第一の流体を内部に流通させる複数の伝熱管と、当該伝熱管の両端側に設けられたヘッダと、当該伝熱管の外周部分に取り付けられる邪魔板とを備えてなる熱交換器における邪魔板の製造方法において、前記伝熱管を挿入することのできるリング状のリング部材を複数形成する工程と、当該形成された複数のリング部材を配列し、リング部材とリング部材の隙間を穴埋めして邪魔板を形成する工程とを備えるようにしたものである。 That is, in order to solve the above-mentioned problems, the present invention provides a plurality of heat transfer tubes that allow the first fluid to be heat exchanged to flow inside, headers provided on both ends of the heat transfer tubes, and the heat transfer tubes. In the baffle plate manufacturing method in the heat exchanger provided with baffle plates attached to the outer peripheral portion of the plurality of ring-shaped ring members into which the heat transfer tubes can be inserted, and a plurality of the formed baffle plates And a step of forming a baffle plate by filling a gap between the ring member and the ring member.
このように、伝熱管を挿入することのできるリング部材を複数個用意しておき、そのリング部材を平面状に並べた後、それぞれのリング部材の隙間をロウ付けして邪魔板を形成すれば、従来のように薄板をドリルやパンチで孔開けする必要がなくなり、バリや歪み、亀裂を生じることがなくなる。また、リング部材同士を密着させた状態でそれぞれの隙間を穴埋めすれば、リング部材の肉厚によって伝熱管同士の隙間を均一に設定することができるようになる。 In this way, if a plurality of ring members into which the heat transfer tubes can be inserted are prepared, the ring members are arranged in a plane, and then the baffle between each ring member is brazed to form a baffle plate Thus, it is not necessary to drill a thin plate with a drill or punch as in the prior art, and burrs, distortions and cracks are not generated. Further, if the gaps are filled with the ring members in close contact with each other, the gaps between the heat transfer tubes can be set uniformly by the thickness of the ring members.
また、別の発明では、伝熱管を挿入することのできる鞘管を複数形成する工程と、当該形成された複数の鞘管を束ね、鞘管と鞘管の隙間を穴埋めする工程と、当該穴埋めされた複数の鞘管を、その鞘管の軸を横切るように切断して邪魔板を形成することもできる。 Further, in another invention, a step of forming a plurality of sheath tubes into which heat transfer tubes can be inserted, a step of bundling the plurality of formed sheath tubes, filling a gap between the sheath tubes and the sheath tubes, and filling the holes The plurality of sheathed tubes can be cut across the axis of the sheath tube to form a baffle plate.
このようにすれば、穴埋めされた複数の鞘管を切断することによって一度に大量の邪魔板を形成することができるようになる。 In this way, a large number of baffle plates can be formed at a time by cutting a plurality of sheath tubes filled in holes.
また、このような発明において、前記鞘管と鞘管との隙間に隙間挿入部材を配置し、その後、鞘管と鞘管との隙間を穴埋めするようにすることもできる。 In such an invention, a gap insertion member may be disposed in the gap between the sheath tube and the sheath tube, and then the gap between the sheath tube and the sheath tube may be filled.
このようにすれば、その隙間挿入部材によって鞘管同士の隙間を小さくしてロウ材の量を減らすことができるとともに、隙間挿入部材を使って毛細管現象によりロウ材を鞘管の奥深くまで浸透させることができるようになる。 In this way, the gap insertion member can reduce the gap between the sheath tubes and reduce the amount of brazing material, and the gap insertion member can be used to penetrate the brazing material deep into the sheath tube by capillary action. Will be able to.
本発明によれば、伝熱管を挿入することのできるリング部材を複数個用意しておき、そのリング部材を平面状に並べた後、それぞれのリング部材の隙間をロウ付けして邪魔板を形成すれば、従来のように薄板をドリルやパンチで孔開けする必要がなくなり、バリや歪み、亀裂を生じることがなくなる。また、リング部材同士を密着させた状態でそれぞれの隙間を穴埋めすれば、リング部材の肉厚によって伝熱管同士の隙間を均一に設定することができるようになる。 According to the present invention, a plurality of ring members into which heat transfer tubes can be inserted are prepared. After arranging the ring members in a planar shape, the gaps between the ring members are brazed to form baffle plates. In this case, it is not necessary to drill a thin plate with a drill or punch as in the prior art, and burrs, distortions, and cracks do not occur. Further, if the gaps are filled with the ring members in close contact with each other, the gaps between the heat transfer tubes can be set uniformly by the thickness of the ring members.
以下、本発明の一実施の形態について図面を参照して説明する。この実施の形態における多管式熱交換器1は、図1に示すように、伝熱管2の両側に仕切板53を含むヘッダ5を設けて、伝熱管2に第一の流体を流入・排出させるとともに、この伝熱管2内を流れる第一の流体に対して、その伝熱管2の外側から第二の流体を接触させて第一の流体と熱交換させるようにしたものであって、シェル4で囲まれた胴内空間Sに複数の邪魔板3を交互に配置させるようにしたものである。そして、特徴的には、図3に示すように、その邪魔板3を、複数のリング部材31aと、そのリング部材31aを密着させた場合におけるそれぞれの隙間をロウ付けするロウ材32とで構成し、その邪魔板3のリング部材31aの孔に伝熱管2を挿入して固定できるようにしたものである。以下、この実施の形態における多管式熱交換器1の構成、および、それに使用される邪魔板3の製造方法について説明する。
Hereinafter, an embodiment of the present invention will be described with reference to the drawings. As shown in FIG. 1, the multi-tube heat exchanger 1 in this embodiment is provided with
まず、この多管式熱交換器1における伝熱管2は、内側に第一の流体を通すことができる熱伝導性の高い金属製のパイプで構成されるもので、例えば、外径寸法が1.6mm、内径寸法が1.3mm程度の極細のパイプで構成される。この伝熱管2の中央部分は、図1に示すように、ヘッダ5の仕切板53とシェル4によって密閉された胴内空間Sの内部に設けられており、一方、左右の端部については、ヘッダ5と胴内空間Sとを仕切る仕切板53に取り付けられている。このシェル4の上部には第二の流体を流入させる第二流入部43を設けており、また、他端側の下部には第二排出部44を設けてそこから第二の流体を排出せるようにしている。このシェル4については、束ねられた伝熱管2を軸方向に挿入できるような筒状体に構成してもよく、あるいは、図2に示すように、長手方向に沿って分割した胴部要素41a、41bを対向させて溶着せるようにしてもよい。この胴部要素41a、41bを溶着せる場合は、あらかじめ、図1に示す第二流入部43や第二排出部44を取り付けるための半円状の切欠部42を設けておき、この半円状の切欠部42に筒状の第二流入部43や第二排出部44をロウ付けできるようにしておく。また、仕切板53と内接する部分についても、同様に、ロウ付けできるようにして第一の流体や第二の流体をそれぞれ漏れないようにしておく。
First, the
一方、ヘッダ5は、仕切板53の孔に挿入された伝熱管2に第一の流体を流入せるとともに、他端側でその第一の流体を排出せるようにしたものである。この熱交換の対象となる第一の流体を流入せる場合は、一方のヘッダ5側に、第一の流体を流入せる第一流入部51を設けておき、また、他方側のヘッダ5側に、第二の流体を排出せる第一排出部52を設けておいて、そこから排出せるようにしている。
On the other hand, the
そして、このような構成において、邪魔板3は胴内空間Sの伝熱管2に取り付けられ、伝熱管2の熱を拡散せる作用と、胴内空間Sに流入された第二の流体を蛇行せる作用とを担うように構成される。
In such a configuration, the
まず、この邪魔板3は、図3に示すように、伝熱管2を挿入させることができるようなリング状のリング部材31aを複数設けておき、これらのリング部材31aを平面状に並べて密着させた状態で、それぞれの隙間(すなわち、リング部材31aとリング部材31aの隙間)をロウ付けするように構成されている。このリング部材31aとしては、例えば、外径寸法が約2.0mm、内径寸法1.6mm程度(肉厚が0.4mm)の金属製部材によって構成され、軸方向の厚みについては、第二の流体を蛇行せる際の圧力に耐えられる程度の薄さに設定される。ここでロウ付けするためのロウ材32としては、銀やアルミ、リン銅、鉛などの粉末を含むものが用いられ、これをリング部材31aの隙間に封入して加熱することによってリング部材31aの隙間を封入させるようにしている。また、このロウ材32については比較的コストがかかるため、図3に示すように、リング部材31aとリング部材31aの略三角形状をなす隙間にワイヤーなどの線材33(図3においては線材33を切断した状態を示している)を設け、隙間空間を小さくした状態でロウ材32を注入せるようにしてもよい。このとき、この線材33については、各リング部材31aを密着させた状態で、その隙間に挿入できる程度の細さのものであってもよく、あるいは、各リング部材31aの隙間を広げたい場合は、その線材33を太くして各リング部材31aの隙間を広げるようにしてもよい。
First, as shown in FIG. 3, the
次に、このように構成された邪魔板3の製造方法について図4や図5を用いて説明する。
Next, the manufacturing method of the
この邪魔板3を製造する場合は、まず、伝熱管2を挿入することのできる鞘管31を複数本用意し、それぞれの鞘管31を互いに密着させた状態で、シェル4に収まるような円形に束ねておく。この鞘管31を束ねる場合は、密着して整列された一列目の鞘管31の谷間に二列目の鞘管31が収まるようにし、このように各列の鞘管31を交互に密着させていく(図4(a))。
When the
次に、このように束ねられた鞘管31をシェル4の大きさに対応した筒状体35で囲い込み、各鞘管31と鞘管31の隙間や筒状体35との隙間にロウ材32を注入する。このとき、必要に応じてその隙間に線材33を挿入してロウ材32を注入することもできる。線材33を挿入しておくと、ロウ材32の量を減らすことができるとともに、その線材33に伝って毛細管現象で鞘間の隙間にロウ材32を浸透せることができるようになる。なお、図4においては線材33を省略している。そして、このように、ロウ材32を注入させた後、高熱でロウ材32を溶かして穴埋めし、全体として円形の鞘管31の束を形成する(図4(b))。
Next, the sheathed
このように鞘管31の束を形成した後、今度は、その側面に軸方向に沿った目印34を複数入れ、その鞘管31の束を軸を横切る方向(好ましくは直角方向)に切断する(図4(c))。そして、これをほぼ半円状に切断して、邪魔板3を形成する(図4(d))。
After forming a bundle of
また、このようにロウ材32で隙間などを埋めた後に切断するのではなく、図5に示すように、先に、束ねられた鞘管31の束(図5(a))を軸を横切る方向に切断し(図5(b))、その後、その切断によって得られたリング部材31aを平面状に並べて筒状体35で囲い込み、それらの隙間をロウ付けする(図5(c))。このように先に切断してからロウ付けすると、ロウ材32を確実に隙間に注入せることができるというメリットがある。一方、前者のように全体をロウ付けした後に切断する方法を用いれば、切断工程で各鞘管31の配列状態が崩れることがなくなるというメリットがある。このため、これらの製造方法のいずれかを選択するかについては、いずれかのメリットを適宜選択して用いるようにするとよい。
In addition, instead of cutting after filling the gap or the like with the
そして、この円形状にロウ付けされた邪魔板3をほぼ半円状に切断し(図5(d))、第二の流体を蛇行せるための邪魔板3を形成する。なお、ここでは、円形状に邪魔板3を形成した後に半円状に切断するようにしているが、鞘管31を半円状に束ねて半円筒状の筒状体35で囲い込み、その後、各隙間をロウ付けするようにしてもよい。また、ここでは、半円状の邪魔板3を形成する場合について説明するが、リング状の邪魔板3と、その中空部に対応した円形の邪魔板3を形成するようにしてもよく、あるいは、他の形状をなすように形成してもよい。
Then, the
そして、このように構成された邪魔板3に伝熱管2を挿入していく(図2および図3)。邪魔板3に伝熱管2を通す場合、まずは、邪魔板3の側面に設けられた目印34を一致させて複数の邪魔板3を重ね合わせ、その状態で伝熱管2を邪魔板3のリング部材31aの内側に通す。
And the
なお、このとき、細い鞘管31の内部に伝熱管2を通すのには時間がかかるため、図6に示すような治具36を用いて鞘管31内に伝熱管2を挿入せるようにしてもよい。この治具36は、その鞘管31とほぼ同じ外径寸法を有し、内径寸法が上部に行くに従って大きくなるようにしたものであって、その鞘管31と同様にリング部材を密着させてロウ付けしたものである。そして、このように外径寸法を同じにすることによって、切断された鞘管31と同じ配列状態にし、かつ、内径寸法の大きな上側部分から伝熱管2を挿入していくことにより、最終的に、最下方の鞘管31に挿入せるようにしている。
At this time, since it takes time to pass the
そして、このように伝熱管2を通し終えた後、それぞれの邪魔板3を一定間隔おきに配置して(図2)、それぞれの邪魔板3を伝熱管2にロウ付けしていく。すると、各伝熱管2の隙間については、リング部材31aの肉厚の寸法で統一された状態となり、肉厚の薄いリング部材31aを用いることにより、伝熱管2の隙間を小さくして多くの伝熱管2を取り付けることができるようになる。
Then, after passing through the
このように、上記実施の形態の形態によれば、伝熱管2を挿入せることのできるリング部材31aを複数個用意しておき、そのリング部材31aを平面状に並べてそれぞれのリング部材31aの隙間をロウ付けして邪魔板3を形成するようにしたので、従来のように薄板をドリルやパンチを用いて孔開けする必要がなくなり、バリや歪み、亀裂を生じることがなくなる。また、リング部材31a同士を密着させた状態でそれぞれの隙間を穴埋めすれば、リング部材31aの肉厚によって伝熱管2同士の隙間を均一に設定することができるようになる。
As described above, according to the embodiment described above, a plurality of ring members 31a into which the
また、鞘管31と鞘管31との隙間に隙間挿入部材である線材33を配置し、その後、鞘管31と鞘管31との隙間を穴埋めするようにしたので、その隙間挿入部材によって鞘管31同士の隙間を小さくしてロウ材32の量を減らすことができるとともに、隙間挿入部材を使って毛細管現象によりロウ材32を鞘管31の奥深くまで浸透せることができるようになる。
Moreover, since the
なお、本発明は上記実施の形態に限定されることなく種々の態様で実施することができる。 In addition, this invention can be implemented in various aspects, without being limited to the said embodiment.
例えば、上記実施の形態では、左右にヘッダ5を有する多管式熱交換器1に邪魔板3を取り付ける場合について説明したが、一本の長い伝熱管2をU字状に屈曲させて流入側のヘッダ5と排出側のヘッダ5を上下に隣接せる多管式熱交換器1に邪魔板を取り付けるようにしてもよい。
For example, in the above-described embodiment, the case where the
また、上記実施の形態では、リング部材31aとして外形が円形状をなすものを用いたが、外形については矩形状であってもよい。例えば、長方形状をなすリング部材31aを用いる場合は、各リング部材31aを密着させた場合、それぞれの隙間が密着するようになるため、ほとんどロウ材32を使用することなく溶着させることができるというメリットがある。
In the above embodiment, the ring member 31a has a circular outer shape. However, the outer shape may be a rectangular shape. For example, when the ring member 31a having a rectangular shape is used, when the ring members 31a are brought into close contact with each other, the respective gaps come into close contact with each other, so that it can be welded with almost no
さらに、上記実施の形態では、伝熱管2として断面が円形のものを用いたが、断面が矩形状もしくは扁平状をなすものを用いてもよい。このとき、リング部材31aや鞘管31については、これに対応して、その矩形状や扁平状をなす伝熱管2に内接せるようなものを用いるとよい。
Furthermore, in the said embodiment, although the cross section used the circular thing as the
1・・・多管式熱交換器
2・・・伝熱管
3・・・邪魔板
31・・・鞘管
31a・・・リング部材
32・・・ロウ材
33・・・線材
34・・・目印
35・・・筒状体
36・・・治具
4・・・シェル
40・・・胴内空間
41a、41b・・・胴部要素
42・・・切欠部
43・・・第二流入部
44・・・第二排出部
5・・・ヘッダ
51・・・第一流入部
52・・・第一排出部
53・・・仕切板
DESCRIPTION OF SYMBOLS 1 ...
Claims (5)
前記伝熱管を挿入することのできるリング状のリング部材を複数形成する工程と、
当該形成されたリング部材を複数配列し、リング部材とリング部材の隙間を穴埋めして邪魔板を形成する工程と、
を備えるようにしたことを特徴とする邪魔板の製造方法。 A plurality of heat transfer tubes that circulate a first fluid to be heat exchanged therein, headers provided at both ends of the heat transfer tubes, and baffle plates attached to the outer peripheral portion of the heat transfer tubes In the manufacturing method of the baffle plate in the heat exchanger,
Forming a plurality of ring-shaped ring members into which the heat transfer tubes can be inserted; and
Arranging a plurality of the formed ring members, filling a gap between the ring member and the ring member to form a baffle plate;
A baffle plate manufacturing method characterized by comprising:
前記伝熱管を挿入することのできる鞘管を複数本形成する工程と、
当該形成された複数の鞘管を束ね、鞘管と鞘管との隙間を穴埋めする工程と、
当該穴埋めされた複数の鞘管を、その鞘管の軸を横切るように切断して邪魔板を形成する工程と、
を備えるようにしたことを特徴とする邪魔板の製造方法。 A plurality of heat transfer tubes that circulate a first fluid to be heat exchanged therein, headers provided at both ends of the heat transfer tubes, and baffle plates attached to the outer peripheral portion of the heat transfer tubes In the manufacturing method of the baffle plate in the heat exchanger,
Forming a plurality of sheath tubes into which the heat transfer tubes can be inserted;
Bundling the formed plurality of sheath tubes, filling the gap between the sheath tubes and the sheath tubes,
Cutting the plurality of sheathed tubes filled in the hole so as to cross the axis of the sheath tube to form a baffle plate; and
A baffle plate manufacturing method characterized by comprising:
前記伝熱管を挿入することのできるリング状のリング部材を複数形成する工程と、
当該形成されたリング部材を複数配列し、リング部材とリング部材の隙間を穴埋めして邪魔板を形成する工程と、
当該邪魔板を伝熱管に通して固定する工程と、
を備えるようにしたことを特徴とする熱交換器の製造方法。 A plurality of heat transfer tubes that circulate a first fluid to be heat exchanged therein, headers provided at both ends of the heat transfer tubes, and baffle plates attached to the outer peripheral portion of the heat transfer tubes In the method of manufacturing a heat exchanger,
Forming a plurality of ring-shaped ring members into which the heat transfer tubes can be inserted; and
Arranging a plurality of the formed ring members, filling a gap between the ring member and the ring member to form a baffle plate;
Fixing the baffle plate through a heat transfer tube;
A method of manufacturing a heat exchanger, comprising:
前記伝熱管を挿入することのできる鞘管を複数本形成する工程と、
当該形成された複数の鞘管を束ね、鞘管と鞘管との隙間を穴埋めする工程と、
当該穴埋めされた複数の鞘管を、その鞘管の軸を横切るように切断して邪魔板を形成する工程と、
当該形成された邪魔板を伝熱管に通して固定する工程と、
を備えるようにしたことを特徴とする熱交換器の製造方法。 A plurality of heat transfer tubes that circulate a first fluid to be heat exchanged therein, headers provided at both ends of the heat transfer tubes, and baffle plates attached to the outer peripheral portion of the heat transfer tubes In the method of manufacturing a heat exchanger,
Forming a plurality of sheath tubes into which the heat transfer tubes can be inserted;
Bundling the formed plurality of sheath tubes, filling the gap between the sheath tubes and the sheath tubes,
Cutting the plurality of sheathed tubes filled in the hole so as to cross the axis of the sheath tube to form a baffle plate; and
Fixing the formed baffle plate through a heat transfer tube;
A method of manufacturing a heat exchanger, comprising:
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010281840A JP2012127618A (en) | 2010-12-17 | 2010-12-17 | Method for producing baffle plate in heat exchanger and method for fabricating heat exchanger |
| CN2011800607625A CN103328916A (en) | 2010-12-17 | 2011-11-28 | Method for manufacturing baffle plate for heat exchanger, and method for manufacturing heat exchanger |
| KR1020137018318A KR20140077868A (en) | 2010-12-17 | 2011-11-28 | Method for manufacturing baffle plate for heat exchanger, and method for manufacturing heat exchanger |
| PCT/JP2011/077295 WO2012081379A1 (en) | 2010-12-17 | 2011-11-28 | Method for manufacturing baffle plate for heat exchanger, and method for manufacturing heat exchanger |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010281840A JP2012127618A (en) | 2010-12-17 | 2010-12-17 | Method for producing baffle plate in heat exchanger and method for fabricating heat exchanger |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012127618A true JP2012127618A (en) | 2012-07-05 |
Family
ID=46244491
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010281840A Pending JP2012127618A (en) | 2010-12-17 | 2010-12-17 | Method for producing baffle plate in heat exchanger and method for fabricating heat exchanger |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP2012127618A (en) |
| KR (1) | KR20140077868A (en) |
| CN (1) | CN103328916A (en) |
| WO (1) | WO2012081379A1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101993082B1 (en) | 2018-02-01 | 2019-06-25 | 한국가스공사 | Baffle plate assembly for heat exchanger |
| CN111571157B (en) * | 2020-06-04 | 2022-05-06 | 武汉过控科技有限公司 | Method for processing spiral baffle plate pipe hole for shell-and-tube heat exchanger |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4967245U (en) * | 1972-09-20 | 1974-06-12 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2505695A (en) * | 1945-09-22 | 1950-04-25 | Tech Studien Ag | Tube nest for heat exchangers |
| US2608388A (en) * | 1948-12-23 | 1952-08-26 | Griscom Russell Co | Box support for fin tubing |
| JPS5647380U (en) * | 1979-09-19 | 1981-04-27 | ||
| JPS574684U (en) * | 1980-06-07 | 1982-01-11 | ||
| US7117935B2 (en) * | 2004-10-12 | 2006-10-10 | Exxonmobil Research And Engineering Company | Support system for tube bundle devices |
| CN100507427C (en) * | 2006-11-30 | 2009-07-01 | 郑州大学 | Diagonal flow shell and tube heat exchanger |
-
2010
- 2010-12-17 JP JP2010281840A patent/JP2012127618A/en active Pending
-
2011
- 2011-11-28 CN CN2011800607625A patent/CN103328916A/en active Pending
- 2011-11-28 WO PCT/JP2011/077295 patent/WO2012081379A1/en active Application Filing
- 2011-11-28 KR KR1020137018318A patent/KR20140077868A/en not_active Withdrawn
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4967245U (en) * | 1972-09-20 | 1974-06-12 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2012081379A1 (en) | 2012-06-21 |
| KR20140077868A (en) | 2014-06-24 |
| CN103328916A (en) | 2013-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4880094B2 (en) | Heat exchanger | |
| EP3285039B1 (en) | Heat exchangers with multiple flow channels | |
| EP2981780B1 (en) | Plate heat exchanger and method for constructing multiple passes in the plate heat exchanger | |
| KR20140144188A (en) | Method for producing a heat exchanger module with at least two fluid circulation circuits and heat exchanger obtained using this method | |
| US11897015B2 (en) | Entwined tubular arrangements for heat exchangers and counterflow heat transfer systems | |
| WO2013080823A1 (en) | Heat exchanger, coupler that connects heat exchanger tubes to header wall of heat exchanger, and method of manufacturing heat exchanger using said couplers | |
| JP2005042957A (en) | Heat exchanger and manufacturing method thereof | |
| JP2018179493A (en) | Manifold for heat exchanger, heat exchanger, and production method thereof | |
| JP2003329376A (en) | Double tube type heat exchanger | |
| TW202443097A (en) | Advanced manufacturing heat pipe segment with integral printed wick | |
| JP5608728B2 (en) | Tube heat exchanger and manufacturing method thereof | |
| WO2012081379A1 (en) | Method for manufacturing baffle plate for heat exchanger, and method for manufacturing heat exchanger | |
| JP2016102643A (en) | Heat exchanger | |
| KR101550175B1 (en) | Welding method for shell and tube | |
| JP2015000432A (en) | Method for manufacturing heat exchanger | |
| CN101776413B (en) | Heat exchanger and manufacturing method thereof | |
| JP6326753B2 (en) | Heat exchanger | |
| JP2011237055A (en) | Method for producing multitubular heat exchanger, and multitubular heat exchanger | |
| WO2013005333A1 (en) | Multitubular heat exchanger manufacturing method, and multitubular heat exchanger | |
| JP2006162204A (en) | Heat exchanger for water heater | |
| CN111133269B (en) | pipe connection | |
| JP6444162B2 (en) | Heat exchanger | |
| JP4606230B2 (en) | Heat exchanger | |
| JP2019143816A (en) | Brazing member and heat exchanger | |
| JP2005083730A (en) | Pipe type heat exchanger |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130927 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140529 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20141016 |