JP2012081477A - Multiple endless belt type band sheet coiling tension applying apparatus - Google Patents
Multiple endless belt type band sheet coiling tension applying apparatus Download PDFInfo
- Publication number
- JP2012081477A JP2012081477A JP2010227296A JP2010227296A JP2012081477A JP 2012081477 A JP2012081477 A JP 2012081477A JP 2010227296 A JP2010227296 A JP 2010227296A JP 2010227296 A JP2010227296 A JP 2010227296A JP 2012081477 A JP2012081477 A JP 2012081477A
- Authority
- JP
- Japan
- Prior art keywords
- belt
- belt pressing
- friction plate
- endless
- endless belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003825 pressing Methods 0.000 claims abstract description 403
- 239000000498 cooling water Substances 0.000 claims description 104
- 229910052751 metal Inorganic materials 0.000 claims description 64
- 239000002184 metal Substances 0.000 claims description 64
- 238000004804 winding Methods 0.000 claims description 52
- 238000001816 cooling Methods 0.000 claims description 6
- 239000010409 thin film Substances 0.000 claims description 5
- 238000005498 polishing Methods 0.000 abstract description 10
- 239000000314 lubricant Substances 0.000 description 60
- 239000000463 material Substances 0.000 description 60
- 230000003014 reinforcing effect Effects 0.000 description 30
- 238000012423 maintenance Methods 0.000 description 24
- 238000005452 bending Methods 0.000 description 23
- 238000005461 lubrication Methods 0.000 description 14
- 230000001050 lubricating effect Effects 0.000 description 11
- 238000013021 overheating Methods 0.000 description 11
- 239000002759 woven fabric Substances 0.000 description 11
- 229910000831 Steel Inorganic materials 0.000 description 10
- 239000010687 lubricating oil Substances 0.000 description 10
- 239000010959 steel Substances 0.000 description 10
- 239000000853 adhesive Substances 0.000 description 8
- 230000001070 adhesive effect Effects 0.000 description 8
- 230000000694 effects Effects 0.000 description 8
- 239000011248 coating agent Substances 0.000 description 7
- 238000000576 coating method Methods 0.000 description 7
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 6
- 229910000881 Cu alloy Inorganic materials 0.000 description 6
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- 239000010960 cold rolled steel Substances 0.000 description 6
- 229910052802 copper Inorganic materials 0.000 description 6
- 239000010949 copper Substances 0.000 description 6
- 239000010439 graphite Substances 0.000 description 6
- 229910002804 graphite Inorganic materials 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 229910052750 molybdenum Inorganic materials 0.000 description 6
- 239000011733 molybdenum Substances 0.000 description 6
- 239000000057 synthetic resin Substances 0.000 description 6
- 229920003002 synthetic resin Polymers 0.000 description 6
- 238000012546 transfer Methods 0.000 description 6
- 239000010408 film Substances 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 229920002994 synthetic fiber Polymers 0.000 description 5
- 239000012209 synthetic fiber Substances 0.000 description 5
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 4
- 239000000835 fiber Substances 0.000 description 4
- 239000012188 paraffin wax Substances 0.000 description 4
- 238000007747 plating Methods 0.000 description 4
- 230000002787 reinforcement Effects 0.000 description 4
- 238000007689 inspection Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- 239000004605 External Lubricant Substances 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- 229920002978 Vinylon Polymers 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 206010019233 Headaches Diseases 0.000 description 1
- 241000287463 Phalacrocorax Species 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 231100000869 headache Toxicity 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 241000894007 species Species 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/006—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only winding-up or winding-off several parallel metal bands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/06—Registering, tensioning, smoothing or guiding webs longitudinally by retarding devices, e.g. acting on web-roll spindle
- B65H23/10—Registering, tensioning, smoothing or guiding webs longitudinally by retarding devices, e.g. acting on web-roll spindle acting on running web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/02—Winding-up or coiling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/26—Special arrangements with regard to simultaneous or subsequent treatment of the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/34—Feeding or guiding devices not specially adapted to a particular type of apparatus
- B21C47/345—Feeding or guiding devices not specially adapted to a particular type of apparatus for monitoring the tension or advance of the material
- B21C47/3458—Endlessly revolving chain systems
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Winding, Rewinding, Material Storage Devices (AREA)
- Registering, Tensioning, Guiding Webs, And Rollers Therefor (AREA)
Abstract
Description
この発明は、幅広な金属製帯板コイル母材を帯板の長手方向に沿って複数条に連続的に裁断し再巻取りするスリッターラインで使用する技術に係り、特に、帯板のスリット後の巻取り作業において多条のすべてのスリット帯板に適正且つ均等な巻取り張力を付与する多条エンドレスベルト式帯板巻取り張力付与装置に関するものである。 The present invention relates to a technique used in a slitter line for continuously cutting a wide metal strip coil base material into a plurality of strips along the longitudinal direction of the strip and rewinding it. The present invention relates to a multi-strip endless belt-type strip winding tension applying device that applies an appropriate and uniform winding tension to all slit strips of multiple strips.
当社の多条エンドレスベルト式帯板巻取り張力付与装置の先行技術である特許第2051421号、特許第3769730号及び特許第3947714号及び米国特許第3735937号のいずれの場合もベルト押圧部の構造は冷却水用の空洞が、上部ベルト押圧体にあってはその真上にまた下部ベルト押圧体にあってはその真下に、それぞれ一体型構造として設けられており、冷却水を外部に設けられたポンプにより循環するために完全な密閉箱形構造となっている。また、幅広の金属コイルを多条にスリットして巻取る際にすべてのスリット帯板の各条に均等且つ適正な張力を付与するために、上下からエンドレスベルトを介してスリット帯板を挟持する押圧体の撓みを最小限にするように縦型の補強板が箱型構造の空洞内部に構成されており、上記補強板は空洞内の冷却水と接する放熱板も兼ねていて強固な構造となっている。
この多条エンドレスベルト式帯板巻取り張力付与装置は表裏の摩擦係数に差があるように異種材を用いて積層構成した特殊エンドレスベルトの摩擦係数の大きなベルト外側表面側が摩擦係合によりスリット帯板に密着回転し、同時にエンドレスベルトのベルト内側表面と押圧体の押圧面との相対的な摩擦抵抗力によりスリット帯板に張力を発生しており、その張力発生の仕事量の大半が摩擦熱となり金属製の押圧面の温度を上昇させる。この摩擦熱を効率よく除去しないと押圧面の温度が上昇し、合成繊維素材と合成樹脂系素材などで積層構成されたエンドレスベルトが熱により損傷して使用不能となるのでこの摩擦熱を連続的に効率よく除去して押圧体の押圧面の温度上昇を抑制することが必要である。
The structure of the belt pressing portion is the case of any of Patent Nos. 2051421, 3767930, 3974714, and U.S. Pat. No. 3,735,937, which are the prior arts of our multi-strip endless belt type winding tension applying device. The cooling water cavities are provided as an integrated structure directly above the upper belt pressing body and directly below the lower belt pressing body, respectively, and the cooling water is provided outside. It has a completely sealed box structure for circulation by a pump. In addition, when a wide metal coil is slit into a plurality of strips and wound, the slit strip is sandwiched from above and below via an endless belt in order to apply an equal and appropriate tension to each strip. A vertical reinforcing plate is configured inside the cavity of the box structure so as to minimize the bending of the pressing body, and the reinforcing plate also serves as a heat sink in contact with the cooling water in the cavity and has a strong structure. It has become.
This multi-strip endless belt type belt take-up tension applying device is a special belt made of different materials and laminated so that there is a difference in friction coefficient between the front and back. At the same time, the slit belt is tensioned by the relative frictional resistance between the inner surface of the endless belt and the pressing surface of the pressing body, and most of the work of generating the tension is generated by frictional heat. The temperature of the metal pressing surface is increased. If this frictional heat is not removed efficiently, the temperature of the pressing surface will rise, and the endless belt composed of synthetic fiber material and synthetic resin material will be damaged by heat and become unusable. Therefore, it is necessary to remove it efficiently and suppress the temperature rise of the pressing surface of the pressing body.
エンドレスベルトが損傷するような過熱状態を防止して連続運転を可能とするために押圧面の真上や真下を冷却水室として、その内部には放熱板を兼ねた補強板を複数配置して冷却水を循環させることにより放熱板に冷却水が効果的に接する構成にして押圧体の押圧面とベルト内側表面との滑り摩擦により発生する摩擦熱を連続的に除去している。
押圧体の押圧面に生じる摩擦熱を冷却水室へ効率よく伝える目的及び押圧体の撓みを最小限にするという二つの目的のため、先行技術からも分かるように、この押圧体の構造はベルト内側表面に接する押圧面と冷却水室とを一体型の密閉された箱型構造に構成することが常識となっている。すなわち、摩擦熱の発生箇所は上下の押圧体に挟持された上下のベルト内側表面と上下の押圧面であり、その熱の大半は合成樹脂系素材のエンドレスベルトよりも熱伝導率が高い金属の押圧面を経由して押圧面の裏面側に移動し、さらには押圧面の裏面側及び放熱板を兼ねた補強板に接している冷却水に移動している。
この摩擦熱をできるだけ効率よく冷却水に伝えるためには押圧面と冷却水に接する押圧面の裏面側との間の厚みは薄いほど効果を発揮するが、上下の押圧体の撓みを最小限にして押圧面全面にわたって均等な面圧を与えて均一な摩擦力を発生するための強度、あるいは後述する摩擦により磨耗した際の押圧面の補修のための研磨代を見込んだ厚みも必要であり、これらの要求に応じる最小の厚みで設計されている。過去にこの押圧面とその裏面側との間の厚みを厚く設計した装置で実際に操業したときのことがあるが、夏季の暑い時期の連続運転時にエンドレスベルトの過熱損傷トラブルとなったことがあり、以後は出来るだけ押圧面とその裏面側との間の厚みは薄くする設計にしている。
In order to prevent overheating that would damage the endless belt and enable continuous operation, the cooling water chamber is located directly above and below the pressing surface, and a plurality of reinforcing plates that also serve as heat sinks are placed inside it. By circulating the cooling water, the cooling water is effectively brought into contact with the heat radiating plate, and the frictional heat generated by the sliding friction between the pressing surface of the pressing body and the inner surface of the belt is continuously removed.
For the two purposes of efficiently transmitting frictional heat generated on the pressing surface of the pressing body to the cooling water chamber and minimizing the bending of the pressing body, the structure of this pressing body is a belt as can be seen from the prior art. It has become common knowledge to configure the pressing surface in contact with the inner surface and the cooling water chamber into an integral and sealed box structure. That is, the frictional heat is generated on the upper and lower belt inner surfaces sandwiched between the upper and lower pressing bodies and the upper and lower pressing surfaces, and most of the heat of the metal having higher thermal conductivity than the endless belt made of synthetic resin material. It moves to the back surface side of the pressing surface via the pressing surface, and further moves to the cooling water in contact with the back surface side of the pressing surface and the reinforcing plate that also serves as the heat sink.
In order to transmit this frictional heat to the cooling water as efficiently as possible, the thinner the thickness between the pressing surface and the back side of the pressing surface in contact with the cooling water, the more effective, but the deflection of the upper and lower pressing bodies is minimized. It is also necessary to have a thickness that gives uniform surface pressure over the entire pressing surface to generate a uniform frictional force, or a thickness that allows for a polishing allowance for repairing the pressing surface when worn due to friction described below, It is designed with the minimum thickness to meet these requirements. In the past, there was an actual operation with a device designed to increase the thickness between this pressing surface and its back side, but it caused trouble with overheating of the endless belt during continuous operation in the hot summer season. There is a design where the thickness between the pressing surface and the back surface side is made as thin as possible.
また、この装置を長期間使用すると圧力を受けて摩擦走行するエンドレスベルトの接している押圧面が徐々に摩耗して凹凸が激しくなり多条スリット帯板の蛇行や張力不均一となり製品コイルの巻取り不良となるので、その場合には押圧面と一体となった冷却水室構造を含む押圧体全体構造を交換することになるが、冷却水用の空洞には押圧面からの熱を効率良く冷却するための放熱板や、多条にスリットされたスリット帯板に押圧力をエンドレスベルトを介して均等に伝えるため撓みのない剛性強度を持った押圧体及び押圧面には精巧な加工機械により均一な平面仕上げを施し、エンドレスベルトの摩擦による磨耗を少なくして寿命を長くするために耐磨耗性の硬質クロームメッキ被膜処理などの複雑且つ高度な精密加工を施しているので、この押圧体全体構造を交換する場合は高額な費用となり、且つ装置全体を分解しての交換は複雑な作業で維持費用も時間、労力もかかるためユーザの頭痛の種となっている。
摩耗量が少なくて押圧面の凹凸が比較的小さい場合は、取り外して専門工場にて機械による押圧面の表面研磨と硬質クロームメッキ仕上げなどを施工後に再組立復旧して利用可能となるが、この作業にも相当な日数が必要であり、その間ライン運転を停止となることができないので予備の押圧体構造全体を高額の費用をかけて予備部品として製作した上で交換し、更に磨耗した押圧体を修理した上で予備部品として保管することを余儀なくされている。
In addition, if this device is used for a long period of time, the pressing surface in contact with the endless belt that frictionally travels under pressure will gradually wear and become uneven, resulting in meandering of the multi-slit strip strip and uneven tension, and winding of the product coil. In this case, the entire structure of the pressing body including the cooling water chamber structure integrated with the pressing surface is replaced. However, the cooling water cavity efficiently transfers heat from the pressing surface. In order to transmit the pressing force evenly through the endless belt to the heat radiating plate for cooling and the slit strip plate that has been slit in multiple lines, the pressing body and the pressing surface with no bending strength and the pressing surface are used by a sophisticated processing machine Since it has a uniform flat finish, it is subjected to complex and advanced precision processing such as wear-resistant hard chrome plating coating treatment in order to reduce wear due to friction of the endless belt and extend its life. When replacing the pressing body entire structure becomes high costs, and the exchange of decomposing the whole apparatus has become a complex task in maintenance costs and time, headaches for consuming and labor user species.
If the amount of wear is small and the unevenness of the pressing surface is relatively small, it can be removed and reassembled and restored after construction, such as surface polishing and hard chrome plating finish by a machine at a specialized factory. The work requires a considerable number of days, and the line operation cannot be stopped during that time, so the entire spare press body structure is manufactured as a spare part at a high cost and replaced, and the worn press body It is forced to store as a spare part after repairing.
すべてのエンドレスベルトを均等に加圧して一定の摩擦力を発生させるために押圧面の表面の摩擦面は高度な平面仕上げと硬質クロームメッキ被膜を施しているが、乾燥状態の摩擦面ではエンドレスベルト内側表面との摩擦係数が不安定でありエンドレスベルトを介してのスリット帯板の張力が安定しない。且つ乾燥した押圧面の表面の摩擦面では摩擦係数が大き過ぎるので、エンドレスベルトのベルト外側表面とベルト内側表面の摩擦係数の差がとれなくなりベルト不転となりスリット帯板のスリップによる帯板表面のスリキズ発生と言う致命的なトラブルの原因となるので摩擦面への潤滑が必須であり、先行技術ではエンドレスベルト内側表面へ潤滑剤を付着させる別置きの潤滑剤塗布装置を配置してエンドレスベルトの回転途中で該ベルト内側表面に接することにより押圧面の表面の摩擦面を潤滑状態に保つように工夫している。
しかしながら、エンドレスベルトのベルト内側表面が接しているプーリ溝や長円ドラムの外周に潤滑剤成分が付着してしまうので肝心の押圧面の表面の摩擦面では潤滑不足や潤滑不均一となり、高負荷で連続運転されるスリッターラインでは押圧面の表面の摩擦面の過熱によりエンドレスベルトの損傷やスリット帯板とエンドレスベルトのスリップによる帯板表面キズや汚れ付着、あるいは張力不均一によるコイル(スリット帯板)の巻取り不良という深刻な問題点がある。この不具合をできるだけ避けるためにスリット運転中でもラインを頻繁に停止して潤滑剤を補給する必要があり生産性を著しく低下させている。
In order to pressurize all endless belts evenly and generate a constant frictional force, the friction surface on the pressing surface has an advanced flat finish and a hard chrome plating coating. The coefficient of friction with the inner surface is unstable, and the tension of the slit strip through the endless belt is not stable. In addition, since the friction coefficient of the dry pressing surface is too large, the difference in the friction coefficient between the belt outer surface and the belt inner surface of the endless belt cannot be removed, and the belt does not rotate, and the belt surface due to slip of the slit belt Lubrication on the friction surface is indispensable because it causes a fatal trouble called the occurrence of scratches. In the prior art, a separate lubricant application device that attaches the lubricant to the inner surface of the endless belt is arranged, and the endless belt It is devised to keep the friction surface on the surface of the pressing surface in a lubricated state by contacting the inner surface of the belt during the rotation.
However, since the lubricant component adheres to the outer periphery of the pulley groove and the oblong drum where the inner surface of the endless belt is in contact, the friction surface of the critical pressing surface is insufficiently lubricated or unevenly lubricated, resulting in a high load. In the slitter line operated continuously with the coil, the endless belt is damaged due to overheating of the friction surface of the pressing surface, the strip surface scratches and dirt due to slip of the slit strip and the endless belt, or the coil (slit strip plate) due to uneven tension ) Is a serious problem. In order to avoid this problem as much as possible, it is necessary to frequently stop the line and replenish the lubricant even during the slit operation, which significantly reduces productivity.
多条エンドレスベルト式帯板巻取り張力付与装置は押圧体の押圧面とエンドレスベルト内側表面の摩擦抵抗力を利用しているので、上下の押圧体構造により押圧されたエンドレスベルトが連続走行する押圧面の表面の摩擦面には寿命を長くするため耐磨耗性の硬質クロームメッキ被膜が施してあるが、前述したように、長期間使用すると徐々に摩耗現象が起こり平面であるべき摩擦面に凹凸の偏磨耗が生じて、コイルの蛇行現象や多条にスリットされた各スリット帯板の巻き取り張力不均一の不具合が生じる。磨耗による凹凸が進行したら交換が必要となるが、押圧体は前述のように摩擦熱除去のため冷却水室と一体の複雑強固な構造であり、且つ均等な面圧を得るための精密仕上げなので、装置の大小にもよるが1セットで100万円以上の高額な交換部品となっている。このような一体型の押圧体の交換作業は費用もさることながら、大がかりな交換作業となりその間はこの生産設備の一次休止となって生産性を阻害している(高額な交換部品、大がかりな交換作業)。 The multi-end endless belt type belt take-up tension applying device uses the frictional resistance between the pressing surface of the pressing body and the inner surface of the endless belt, so that the endless belt pressed by the upper and lower pressing body structures continuously travels. The friction surface of the surface has a wear-resistant hard chrome plating film to prolong the life, but as mentioned above, when it is used for a long time, the wear phenomenon gradually occurs and the friction surface should be flat. The uneven wear of the unevenness occurs, resulting in a meandering phenomenon of the coil and a problem of non-uniform winding tension of each of the slit strips slit in multiple lines. If the unevenness due to wear progresses, replacement is necessary, but the pressing body is a complex and strong structure integrated with the cooling water chamber to remove frictional heat as described above, and it is a precision finish to obtain uniform surface pressure. Depending on the size of the device, one set is an expensive replacement part of 1 million yen or more. The replacement work of such an integrated pressing body is not only costly, but also a large replacement work, during which time the production facility is temporarily suspended, hindering productivity (expensive replacement parts, large-scale replacement) work).
一般のスリッターラインは取り扱い金属素材コイル(帯板)の最大幅、例えば3フィート(900mm)型、4フィート(1200mm)型、5フィート(1500mm)型、6フィート(1800mm)型、或いは近年は2000mm幅を超えるものもあり、予想される最大コイル(帯板)幅に合わせてスリッターラインは設備されるが実際に通常スリット通板される大半のコイル(帯板)はそれより狭い幅の場合が多いため、多条エンドレスベルト式帯板巻取り張力付与装置のよく利用される中央部付近の押圧面部分の磨耗が激しく、あまり頻繁に使用しない両側部分の押圧面部分の磨耗は少ない状態となる。そのような偏磨耗の場合であっても、一体型に構成されている押圧体構造では一部分の磨耗による微小な凹凸でも押圧体全体を交換する必要が生じている(一部の微小な磨耗でも押圧体の全体交換)。 The general slitter line is the maximum width of the metal coil (band), for example, 3 feet (900 mm), 4 feet (1200 mm), 5 feet (1500 mm), 6 feet (1800 mm), or recently 2000 mm Some of them exceed the width, and slitter lines will be installed according to the expected maximum coil (band) width, but most of the coils (band plates) that are normally slit-passed may be narrower than that. Because there are many, wear of the pressing surface part near the central part often used in the multi-end endless belt type belt take-up tension applying device is severe, and the wear of the pressing surface part of both side parts that are not used very often is reduced. . Even in the case of such uneven wear, it is necessary to replace the entire pressing body even with a minute unevenness due to a part of wear in the structure of the pressing body configured as an integral type (even with a part of minute wear). Replacing the entire pressing body).
押圧体とエンドレスベルトの摩擦抵抗を安定させて高速連続操業を可能にするためには、押圧面の表面の摩擦面の潤滑が重要でありそのために特殊な潤滑剤をエンドレスベルト内側表面に接触させる構成が考案されているが、摩擦熱による高温下では流動性の潤滑油脂であるためにエンドレスベルト内側表面の潤滑油分が該ベルト両側端部からエンドレスベルトの回転中に遠心力によりエンドレスベルト外側表面側に流出飛散し、その結果該ベルト外側表面に接しているスリット帯板表面に潤滑油脂分が付着して高級表面仕上げのスリット帯板を汚してしまうことがあり、特に表面塗装コイルや高級メッキ仕上げコイル(帯板)では最悪の事態となっている。また、ライン運転中にこの潤滑油脂分が欠乏するとエンドレスベルト内側表面の過熱損傷となるので、スリット帯板巻取り中でも運転を中止して潤滑剤の補給やエンドレスベルト端部から流れ出る余分な潤滑油分の清掃などが必要となっており、この対策としては液状の潤滑油脂を使用せずに潤滑状態が一定に維持される装置の実現が熱望されている(保守点検の面倒な外部潤滑)。 In order to stabilize the frictional resistance between the pressing body and the endless belt and to enable high-speed continuous operation, it is important to lubricate the friction surface of the pressing surface, so that a special lubricant is brought into contact with the inner surface of the endless belt. Although the structure has been devised, since the lubricating oil is fluid under high temperatures due to frictional heat, the lubricating oil on the inner surface of the endless belt can be removed from both ends of the belt by the centrifugal force during rotation of the endless belt. As a result, the lubricating oil may adhere to the surface of the slit strip that is in contact with the outer surface of the belt and contaminate the high-quality surface finish slit strip. This is the worst case for plated coils (strips). In addition, lack of this lubricating oil during line operation causes overheating damage to the inner surface of the endless belt, so the operation is stopped even during winding of the slit strip and the lubricant is replenished or excess lubricating oil that flows from the endless belt end. As a countermeasure against this, the realization of a device that maintains a constant lubrication state without using liquid lubricating oil is eagerly desired (external lubrication that is troublesome for maintenance and inspection).
この発明は、上記のような課題に鑑み、その課題を解決すべく創案されたものであって、その目的とするところは、摩耗しやすいベルト押圧体又は長円型圧力付与体のベルト押圧面に金属製薄板の摩擦板を装着することにより、ベルト押圧面の摩耗を防いでベルト押圧面の摩耗に伴うベルト押圧体又は長円型圧力付与体の研磨作業やこれらの大がかりの交換作業を不要にできる多条エンドレスベルト式帯板巻取り張力付与装を提供することにある。 In view of the above-described problems, the present invention has been devised to solve the problems, and the object of the present invention is to provide a belt pressing surface of an easily wearable belt pressing body or an oval pressure imparting body. By attaching a metal thin friction plate to the belt, it is possible to prevent abrasion of the belt pressing surface, eliminating the need to polish the belt pressing body or oval pressure applicator accompanying the wear of the belt pressing surface or to replace these large scales. An object of the present invention is to provide a multi-strand endless belt-type belt take-up tension applying device.
以上の課題を達成するために、請求項1の発明は、多条の各スリット帯板を上下両面から挟圧する上下一対のエンドレスベルトをスリット帯板の幅方向に複数並設し、並設された上下のエンドレスベルトのベルト内側表面をスリット帯板の上下両面に向けてそれぞれ押圧し且つベルト押圧面で発生する摩擦熱を冷却する冷却水室を内部に有するベルト押圧体又は長円型圧力付与体を上下のエンドレスベルトの内側にそれぞれ配置し、上下の各エンドレスベルトのベルト外側表面の摩擦係数を上記ベルト内側表面の摩擦係数より大にし、巻取り側に移動する各スリット帯板との密着係合で各エンドレスベルトを駆動し、移動する各スリット帯板と一体となって各エンドレスベルトを独立して循環動させ、ベルト押圧面とエンドレスベルトのベルト内側表面との間の滑りによる摩擦力でスリット帯板に巻取り張力を付与する多条エンドレスベルト式帯板巻取り張力付与装置において、上記ベルト押圧体又は長円型圧力付与体と同等又はそれ以上の良好な熱伝導性を有する金属製薄板からなる摩擦板を上記ベルト押圧体又は長円型圧力付与体のベルト押圧面の表面に取り外し自在に装着した手段よりなるものである。
また、請求項1の好ましい態様として、摩擦板をエンドレスベルト幅に合わせて複数に分割配列する構成とした。また、摩擦板の表面側に自己潤滑性成分を有する薄い被膜を形成した。
In order to achieve the above-described problems, the invention of
As a preferred aspect of the first aspect, the friction plate is configured to be divided into a plurality of sections in accordance with the width of the endless belt. A thin film having a self-lubricating component was formed on the surface side of the friction plate.
課題を解決するための手段よりなるこの発明によれば、金属製薄板をベルト押圧面に重ねて配置する摩擦板方式には次のような効果がある。
摩擦板は金属製薄板で且つベルト押圧体、長円型圧力付与体の材質と同等かそれより良好なより熱伝導性有するので、重ねて配置しても速やかな熱伝導で冷却効果を低下させない。
摩擦板は金属製薄板なのでシアー切断やプレス折り曲げ加工などが容易なので安価な部品が実現できる。
摩擦板は金属製薄板なので摩擦板の両端部を曲げ加工することで容易にベルト内側表面を円滑に挟持部へ導入、送り出しできるのでエンドレスベルトの損傷防止対策となる。
ベルト押圧体又は長円型圧力付与体は撓み強度を最小限にする必要性や冷却水用の密閉箱構造の溶接加工性の問題から従来の鋼製構造となるが、摩擦板の素材はベルト押圧体又は長円型圧力付与体の材質と同等かそれより良好な熱伝導性を持つJIS規格の冷間圧延鋼板や銅及び銅合金板、アルミ板などの冷間圧延薄板材を市販の安価な素材から自由に選択が可能となる。
また、フッ素樹脂被膜鋼板やモリブデンやグラファイトなどの自己潤滑性成分の焼結層の被膜を持つ金属製薄板を利用すれば外部からの潤滑剤の供給が要らないので潤滑剤や潤滑材塗布装置も不要となり保守点検も極めて容易となる。
金属製薄板をベルト押圧面に重ねる方式なので、摩擦板をエンドレスベルト幅に応じた分割方式にすることが可能となり、磨耗が激しい摩擦部分のみに付いて部分的に簡単に交換が可能となるので保守管理費用も安価で短時間での交換が可能となり生産性の向上となる。
張力付与装置の大小にかかわらず金属製薄板の分割した摩擦板は小型軽量な共通標準部品としてストックされるので、世界中のユーザへの供給の利便性がある。
このように金属製薄板の摩擦板をベルト押圧面に重ねて配置することにより強度も熱効率も低下させることなく、簡単に交換可能な摩擦面を実現できることになる画期的なものである。摩擦面が磨耗した場合にはあらかじめ準備しておいた摩擦板と容易に短時間に交換が可能となり、生産活動を阻害することなく装置の維持管理が簡単迅速に可能となる。
またプレスによる曲げ加工が容易に可能な薄板金属板をベルト押圧体又は長円型圧力付与体に重ね合わせることにより非常に安価な交換部品となる。あるいは、摩擦板の片面をフッ素樹脂被膜鋼板やモリブデン、グラファイトなどによる焼結層の被膜により自己潤滑機能を持たせることにより、押圧された摩擦面とベルト内側表面との潤滑が充分且つ均等となり蛇行や張力不均等の問題も解消される。従来の外部潤滑剤塗布装置が不要となれば、スリット運転途中でライン運転を停止して潤滑剤を点検補給する必要もないので生産性も格段に向上する。
また、ベルト内側表面に潤滑油脂を塗布する方式ではないので、ベルトに油脂分が付着することもなく、その結果スリット帯板表面を汚して製品ロスとなることもなく歩留まりと品質向上に大いに役立つことなる。
また、摩擦板をベルト各条幅、もしくは複数のベルト幅に相当する幅の分割方式にすることにより早期に磨耗した部分の摩擦板のみの交換で初期の性能を回復維持できるので保守管理も簡単、迅速且つ非常に安価な維持費用となる等、極めて新規的有益なる効果を奏するものである。
According to the present invention comprising means for solving the problems, the friction plate system in which a metal thin plate is placed on the belt pressing surface has the following effects.
The friction plate is a metal thin plate and has a thermal conductivity that is equal to or better than the material of the belt pressing body and the oval pressure imparting body. .
Since the friction plate is a thin metal plate, it is easy to shear and press-bend, so inexpensive parts can be realized.
Since the friction plate is a thin metal plate, the inner surface of the belt can be smoothly introduced and sent out to the clamping portion by bending both ends of the friction plate, thus preventing damage to the endless belt.
The belt pressing body or the ellipsoidal pressure imparting body has a conventional steel structure due to the necessity of minimizing the bending strength and the weldability of the sealed box structure for cooling water. JIS standard cold-rolled steel sheets, copper and copper alloy sheets, aluminum sheets, and other cold-rolled sheet materials that have thermal conductivity equivalent to or better than the material of the pressed body or oval-type pressure imparting body are commercially available at low cost. It is possible to select freely from various materials.
Also, if a metal sheet with a coating film of a self-lubricating component such as molybdenum resin or graphite is used, there is no need to supply lubricant from the outside. It becomes unnecessary and maintenance inspection becomes very easy.
Since the metal thin plate is stacked on the belt pressing surface, the friction plate can be divided according to the width of the endless belt, and it can be easily replaced partially only on frictional parts where wear is severe. Maintenance costs are also low and can be replaced in a short time, improving productivity.
Regardless of the size of the tensioning device, the friction plate divided by the metal thin plate is stocked as a small and light common standard part, which is convenient for supply to users all over the world.
Thus, by arranging the metal thin friction plate so as to overlap the belt pressing surface, it is an epoch-making thing that a friction surface that can be easily replaced can be realized without lowering strength and thermal efficiency. When the friction surface is worn, it can be easily replaced in a short time with a friction plate prepared in advance, and maintenance and management of the apparatus can be easily and quickly performed without impeding production activities.
Moreover, a very inexpensive replacement part can be obtained by superimposing a thin metal plate that can be easily bent by a press on a belt pressing body or an oval pressure applying body. Alternatively, by providing a self-lubricating function on one side of the friction plate with a coating of a sintered layer made of a fluororesin coated steel plate, molybdenum, graphite, etc., the lubrication between the pressed friction surface and the inner surface of the belt is sufficient and uniform and meanders And the problem of uneven tension are also eliminated. If the conventional external lubricant application device is not required, it is not necessary to stop the line operation during the slit operation and to check and replenish the lubricant, so that the productivity is remarkably improved.
Also, since it is not a method of applying lubricating oil to the inner surface of the belt, no oil or fat is attached to the belt, and as a result, the surface of the slit strip is not soiled and product loss is greatly helped in yield and quality improvement. It will be different.
In addition, by changing the friction plate to each belt width, or by dividing the width corresponding to multiple belt widths, it is possible to recover and maintain the initial performance by replacing only the friction plate of the part that was worn early, so maintenance management is also easy. There are extremely new and beneficial effects such as quick and very low maintenance costs.
以下、図面に記載の発明を実施するための形態に基づいて、この発明をより具体的に説明する。
多条エンドレスベルト式帯板巻取り張力付与装置にはプーリ方式とプーリのない長円型ドラム方式があるので、〔実施の形態−1〕ではプーリ方式について説明し、また〔実施の形態−2〕では長円型ドラム方式について説明する。
Hereinafter, the present invention will be described more specifically based on embodiments for carrying out the invention described in the drawings.
Since the multi-strand endless belt strip winding tension applying device includes a pulley system and an elliptical drum system without a pulley, [Embodiment-1] describes the pulley system and [Embodiment-2]. ] Will explain the oval drum system.
〔実施の形態−1〕
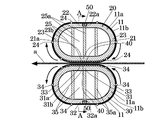
図1〜図3及び図10〜図12において、プーリ方式の多条エンドレスベルト式帯板巻取り張力付与装置は、図示しないスリット帯板巻取装置に巻き取られるスリット帯板aに所定の巻き取り張力を付与する装置で、図示しないスリット帯板巻取装置の手前側のスリット帯板aの移動通路の途中に設置されている。
1 to 3 and 10 to 12, the pulley-type multi-endless belt-type belt take-up tension applying device is wound around a slit strip a that is wound around a slit strip take-up device (not shown). It is a device that applies a take-up tension, and is installed in the middle of the movement path of the slit strip a on the near side of the slit strip take-up device (not shown).
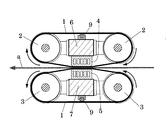
プーリ方式の多条エンドレスベルト式帯板巻取り張力付与装置は、上下に相対向して略長円形状態で循環動自在に張設され且つ幅方向に複数並設されたエンドレスベルト1と、上下のエンドレスベルト1が各々略長円形状態で循環動自在に張設される一対の上部プーリ2及び下部プーリ3と、上下の各エンドレスベルト1のベルト内側表面1aをそれぞれ直に押圧する上下一対の上部ベルト押圧体4及び下部ベルト押圧体5と、上下の各エンドレスベルト1のベルト内側表面1aに向けて上記ベルト押圧体4,5に対し圧力を付与する上部圧力付与体6及び下部圧力付与体7とから主に構成されている。なお、上記の上下一対の各プーリ2,3及び各圧力付与体6,7は、図示しないスタンドに支持され、また、各圧力付与体6,7による圧力の付与は同様に図示しない液圧シリンダなどによって行われる。
The pulley-type multi-endless belt-type belt take-up tension applying device is composed of an
上部圧力付与体6は上部側に並設して配置された複数のエンドレスベルト1を上部ベルト押圧体4を介して下方に押圧し、一方、下部圧力付与体7は下部側に並設して配置された複数のエンドレスベルト1を下部ベルト押圧体5を介して反力により上方に押圧する。上部圧力付与体6と下部圧力付与体7とは協働して、上下に相対向する各エンドレスベルト1同士の間を通過するスリット帯板aを上下のエンドレスベルト1を介して間接的に上下から同一の押圧力で挟圧して、図示しないスリット帯板巻取装置に巻き取られるスリット帯板aに一定の巻取り張力を付与するものである。
The upper
エンドレスベルト1は、スリット帯板aの移動方向に循環動自在に配置され、これが横方向つまりスリット帯板aの移動方向に対して直交方向に複数並設して配置され、更にこれらが上下に相対向して配置されている。
The
上下に配置され且つ横方向に並設された各エンドレスベルト1は、無端状のベルトから構成され、上部側に配置された一対の各上部プーリ2間、及び下部側に配置された一対の各下部プーリ3間に、それぞれ独立して略長円形状態で循環動自在に張設されている。各エンドレスベルト1は独立してスリット帯板aの移動方向に循環動できるように装着されている。
Each of the
エンドレスベルト1のベルト外側表面1bは、スリット帯板aと一体となってスリット帯板aを移動させる機能を果たすものである。これに対し、エンドレスベルト1のベルト内側表面1aは、上部圧力付与体6で押圧された上部ベルト押圧体4のベルト押圧面4a及び下部圧力付与体7で押圧された下部ベルト押圧体5の押圧面5aとの間の滑りによる摩擦力で、スリット帯板aに巻取り張力を発生させる機能を果たすものである。このため、エンドレスベルト1のベルト内側表面1aはベルト外側表面1bより摩擦係数が小さく滑り易いようになっている。
The belt
エンドレスベルト1のベルト内側表面1aは、織布の各繊維間及び編み目の凹部に潤滑剤を含浸できるように合成繊維による織布とし、エンドレスベルト1のベルト外側表面1bは、摩擦係数の高い可撓性の材料で積層構成されている。
The belt inner surface 1a of the
この織布をエンドレスベルト1のベルト内側表面1aに用いることで、織布の各繊維間及び編み目の凹部に潤滑剤をあらかじめ染み込ませて摩擦係数を小さく出来るし、織布は固体の板状の材質とは異なり可撓性が大きい特徴があるので、上部ベルト押圧体4、下部ベルト押圧体5に押圧されたエンドレスベルト1の回転抵抗が小さい。織布は合成繊維のポリエステルやビニロン、ナイロンなどの素材を利用できる。
By using this woven fabric for the belt inner surface 1a of the
また、エンドレスベルト1のベルト外側表面1bは、ベルト内側表面1aよりも摩擦係数の大なる材質で形成されている。つまり、エンドレスベルト1のベルト内側表面材は耐摩性の材料、例えば低い摩擦係数の軟質の合成樹脂系繊維材を使用し、外側表面材は高い摩擦係数を有する弾性体、例えばゴムや合成樹脂シート材等を用いて積層構成されている。
The belt
一対の上部プーリ2は、前記上部圧力付与体6を挟んでその前後側に各々配置されている。上部圧力付与体6の前後側にはそれぞれプーリ軸2aが並設されたエンドレスベルト1の幅方向に配置されており、前後側の各プーリ軸2aに複数の上部プーリ2がそれぞれ独立して回転自在に軸支されている。前側のプーリ軸2aはその両端側が上部圧力付与体6の前側の両端側に連結支持され、また、後側のプーリ軸2aはその両端側が上部圧力付与体6の後側の両端側に連結支持されている。
The pair of
スリット帯板aの上側に配置された各エンドレスベルト1は上部圧力付与体6の前後側の各プーリ軸2aに軸支された上部プーリ2の間に張設されている。即ち、各上部プーリ2は独立してスリット帯板aの移動方向に向けて回転できるように軸支されている。これにより、各エンドレスベルト1は独立してスリット帯板aの移動方向に循環動できるようになっている。
Each
一対の各上部プーリ2は円形の形状を有し、また円周縁側には溝型の案内つば2bがそれぞれ形成されていて、各エンドレスベルト1はこの溝型の案内つば2bによって両幅端側がガイドされて、隣のエンドレスベルト1との接触が防がれている。また、上部圧力付与体6の前後側の各プーリ軸2aに軸支された各上部プーリ2は、エンドレスベルト1の幅方向にずれないように各隣同士の上部プーリ2の間には図示しないボールベアリングや分割保持リングなどがプーリ軸2aに装着されている
Each of the pair of
エンドレスベルト1が張設された一対の各上部プーリ2は上部圧力付与体6の前後側の各プーリ軸2aに遊転自在に軸支されていて、各上部プーリ2にはエンドレスベルト1を循環動させる駆動源は設けられてなく、エンドレスベルト1は移動するスリット帯板aとの摩擦係合で循環動する以外に、自力で循環動することがない。つまり、一対の各上部プーリ2間に各々張設されたエンドレスベルト1は、スリット帯板aと接触しない限り循環動することはない。
A pair of
前記上部圧力付与体6はスリット帯板aの上部側に配置された多数のエンドレスベルト1の内側を挿通する状態で配設されている。このような状態で配設された上部圧力付与体6の下部には同様に多数のエンドレスベルト1の内側を挿通する状態で上部ベルト押圧体4が配設されている。上部ベルト押圧体4は撓み強度を最小限にする必要性や冷却水用の密閉箱構造の溶接加工性の問題から鋼製の構造からなっている。
The upper
この上部ベルト押圧体4の下面には、エンドレスベルト1のベルト内側表面1aを押圧するベルト押圧面4aが側面視で水平な直線状に形成されている。上部ベルト押圧体4及び上部圧力付与体6はその長手方向がスリット帯板aの移動方向に対して直交方向に配設され、又上部側のエンドレスベルト1の内側を挿通している。
A
ベルト押圧面4aをその下面に有する上部ベルト押圧体4の内部には冷却水室4bが各エンドレスベルト1を横断する方向に設けられている。冷却水室4bは内部に水を流すことによって冷却して上部ベルト押圧体4のベルト押圧面4aを通じて押圧されるエンドレスベルト1が摩擦熱により過熱するのを防ぐためのものである。つまり、発生する摩擦熱をベルト押圧面4aを通じて冷却水室4bに逃がすことでエンドレスベルト1が過熱するのを防ぐのである。
A cooling
前述したようにこの摩擦熱をできるだけ効率よく冷却水室4bの冷却水に伝えるために、ベルト押圧面4aと冷却水に接する冷却水室4bの底面側となるベルト押圧面裏面側4cとの間の厚みは、押圧力に耐える範囲内で可能な限り薄くなっている。
As described above, in order to transmit this frictional heat to the cooling water in the cooling
冷却水室4bの内部は補強板4dによって補強され仕切られている。この補強板4dは摩擦板8からベルト押圧面4aを介して伝わる熱を冷却水室4b内に放熱する放熱板の機能も果たす。上部ベルト押圧体4の内部の冷却水室4bを補強する補強板4dは、内部が冷却水室4bによって空洞となる上部ベルト押圧体4の形状保持の機能を果たす。即ち、エンドレスベルト1を下向きに押圧する上部ベルト押圧体4には上下方向に圧縮力が作用するが、補強板4dがこれに抵抗して上部ベルト押圧体4がその長手方向に撓んだり湾曲したりするのを防ぐ機能を果たす。
The interior of the cooling
上部ベルト押圧体4の下面のベルト押圧面4aは、前述したように、徐々に摩耗して凹凸が激しくなり多条スリット帯板aの蛇行や張力不均一となり製品コイルの巻取り不良となる。そこで、このベルト押圧面4aの表面には後述の摩擦板8が取り外し自在に装着されている。
As described above, the
一対の下部プーリ3は、前記下部圧力付与体7を挟んでその前後側に各々配置されている。下部圧力付与体7の前後側にはそれぞれプーリ軸3aが並設されたエンドレスベルト1の幅方向に配置されており、前後側の各プーリ軸3aに複数の下部プーリ3がそれぞれ独立して回転自在に軸支されている。前側のプーリ軸3aはその両端側が下部圧力付与体7の前側の両端側に連結支持され、また、後側のプーリ軸3aはその両端側が下部圧力付与体7の後側の両端側に連結支持されている。
The pair of
スリット帯板aの下側に配置された各エンドレスベルト1は下部圧力付与体7の前後側の各プーリ軸3aに軸支された下部プーリ3の間に張設されている。即ち、各下部プーリ3は独立してスリット帯板aの移動方向に向けて回転できるように軸支されている。これにより、各エンドレスベルト1は独立してスリット帯板aの移動方向に循環動できるようになっている。
Each
一対の各下部プーリ3は円形の形状を有し、また円周縁側には溝型の案内つば3bがそれぞれ形成されていて、各エンドレスベルト1はこの溝型の案内つば3bによって両幅端側がガイドされて、隣のエンドレスベルト1との接触が防がれている。また、下部圧力付与体7の前後側の各プーリ軸3aに軸支された各下部プーリ3は、エンドレスベルト1の幅方向にずれないように各隣同士の下部プーリ3の間には図示しないボールベアリングや分割保持リングなどがプーリ軸3aに装着されている
Each of the pair of
エンドレスベルト1が張設された一対の各下部プーリ3は下部圧力付与体7の前後側の各プーリ軸3aに遊転自在に軸支されていて、各下部プーリ3にはエンドレスベルト1を循環動させる駆動源は設けられてなく、エンドレスベルト1は移動するスリット帯板aとの摩擦係合で循環動する以外に、自力で循環動することがない。つまり、一対の各下部プーリ3間に各々張設されたエンドレスベルト1は、スリット帯板aと接触しない限り循環動することはない。
A pair of
前記下部圧力付与体7はスリット帯板aの下部側に配置された多数のエンドレスベルト1の内側を挿通する状態で配設されている。このような状態で配設された下部圧力付与体7の上部には同様に多数のエンドレスベルト1の内側を挿通する状態で下部ベルト押圧体5が配設されている。下部ベルト押圧体5は撓み強度を最小限にする必要性や冷却水用の密閉箱構造の溶接加工性の問題から鋼製の構造からなっている。
The lower
この下部ベルト押圧体5の上面には、エンドレスベルト1のベルト内側表面1aを押圧するベルト押圧面5aが側面視で水平な直線状に形成されている。下部ベルト押圧体5及び下部圧力付与体7はその長手方向がスリット帯板aの移動方向に対して直交方向に配設され、又下部側のエンドレスベルト1の内側を挿通している。
On the upper surface of the lower
ベルト押圧面5aをその上面に有する下部ベルト押圧体5の内部には冷却水室5bが各エンドレスベルト1を横断する方向に設けられている。冷却水室5bは内部に水を流すことによって冷却して下部ベルト押圧体5のベルト押圧面5aを通じて押圧されるエンドレスベルト1が摩擦熱により過熱するのを防ぐためのものである。つまり、発生する摩擦熱をベルト押圧面5aを通じて冷却水室5bに逃がすことでエンドレスベルト1が過熱するのを防ぐのである。
A cooling water chamber 5b is provided in a direction crossing each
前述したようにこの摩擦熱をできるだけ効率よく冷却水室5bの冷却水に伝えるために、ベルト押圧面5aと冷却水に接する冷却水室5bの天井面側となるベルト押圧面裏面側5cとの間の厚みは、押圧力に耐える範囲内で可能な限り薄くなっている。
As described above, in order to transmit this frictional heat to the cooling water in the cooling water chamber 5b as efficiently as possible, the
冷却水室5bの内部は補強板5dによって補強され仕切られている。この補強板5dは摩擦板8からベルト押圧面5aを介して伝わる熱を冷却水室5b内に放熱する放熱板の機能も果たす。下部ベルト押圧体5の内部の冷却水室5bを補強する補強板5dは、内部が冷却水室5bによって空洞となる下部ベルト押圧体5の形状保持の機能を果たす。即ち、エンドレスベルト1を上向きに押圧する下部ベルト押圧体5には上下方向に圧縮力が作用するが、補強板5dがこれに抵抗して下部ベルト押圧体5がその長手方向に撓んだり湾曲したりするのを防ぐ機能を果たす。
The inside of the cooling water chamber 5b is reinforced and partitioned by a reinforcing plate 5d. The reinforcing plate 5d also functions as a heat radiating plate that radiates heat transferred from the
下部ベルト押圧体5の上面のベルト押圧面5aは、前述したように、徐々に摩耗して凹凸が激しくなり多条スリット帯板aの蛇行や張力不均一となり製品コイルの巻取り不良となる。そこで、このベルト押圧面5aの表面には次の摩擦板8が取り外し自在に装着されている。
As described above, the
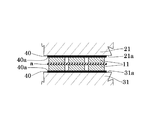
摩擦板8は、上部ベルト押圧体4及び下部ベルト押圧体5と同等又はそれ以上の良好な熱伝導性を有する金属製薄板からなり、ベルト押圧体4,5のベルト押圧面4a,5aの表面に取り外し自在に装着されている。摩擦板8は、上下のベルト押圧面4a,5aに代わってエンドレスベルト1のベルト内側表面1aに直に接触して、上部ベルト押圧体4の下面側及び下部ベルト押圧体5の上面側をそれぞれ一体的に構成する各ベルト押圧面4a,5aが直に磨耗するのを阻止する機能を果たす。
The
摩擦板8は、ベルト押圧面4a,5aの表面に密着するように装着される。さらにスリット帯板aへの押圧時にはその押圧力により金属製薄体の摩擦板8はベルト押圧面4a,5aの表面に強く密着するので、エンドレスベルト1のベルト内側表面1aと摩擦板8との間で発生した摩擦熱はその密着により摩擦板8からベルト押圧面4a,5aにスムーズに伝達される。また、摩擦板8のベルト押圧面4a,5aの表面への装着は図3に図示するように、例えば接着固定(図3(A)参照)、溝嵌め込み固定(図3(B)参照)或いはネジ固定(図3(C)参照)の何れかで行われる。
The
接着固定(図3(A)参照)の場合には、ベルト押圧面4a,5aの表面又は摩擦板8の接着側となる裏面側の何れか或いは双方に接着剤が付着されるが、接着剤には熱伝導性を妨げないものが使用される。また、溝嵌め込み固定(図3(B)参照)の場合には、スリット帯板aの移動方向に対応する上部ベルト押圧体4の前後両端側の下部側面及び下部ベルト押圧体5の前後両端側の上部側面に、摩擦板8の両端部を嵌め込むための係合溝4e,5eがそれぞれ形成されている。そして、上部のベルト押圧面4aに摩擦板8を装着する場合には摩擦板8の水平向きの両端側を上向きに曲げその先端を直角に内向きに曲げてこの係合溝4eに嵌め込んで取り付ける。同様に下部のベルト押圧面5aに摩擦板8を装着する場合には摩擦板8の水平向きの両端側を下向きに曲げその先端を直角に内向きに曲げてこの係合溝5eに嵌め込んで取り付ける。さらに、ネジ固定(図3(C)参照)の場合には、スリット帯板aの移動方向に対応する上部ベルト押圧体4及び下部ベルト押圧体5の前後両端側の下部側面に、摩擦板8の両端部を折り曲げてねじ8bで固定する。
In the case of adhesive fixing (see FIG. 3A), the adhesive is attached to either or both of the front surface of the
上下のベルト押圧体4,5の撓み強度を低下させることなく且つ摩擦熱を冷却水室4b、5bへ移動するための熱伝導性も低下させることもなくベルト押圧体4,5のベルト押圧面4a,5aの表面の偏磨耗による保守管理を容易にする手段として、ベルト押圧面4a,5aの表面の摩擦面に板厚数ミリ(例えば0.5mmから2.5mm程度)の薄い金属板からなる摩擦板8を重ねて配置したのである。
Belt pressing surfaces of the
前述の〔背景技術〕でも述べたように、ベルト押圧面4a,5aと冷却水に接する冷却水室4b、5bに接するベルト押圧面裏面側4c、5cとの間の厚みは熱伝達と撓み強度および磨耗に備えた研磨代(通常は3mm程度まで)などを見込んで設計しているが、エンドレスベルト1の過熱トラブルを防止して連続運転を可能にするためには、これまでと同様な厚みに止めるべきである。そこでこの研磨代に着目し、従来の上下のベルト押圧体4,5よりも研磨代の範囲内で薄く設計し、その分に相当する金属製薄板の摩擦板8を重ねて配置することに思い至った。また、プレス曲げ加工などの加工性や上下のベルト押圧体4,5に薄板の摩擦板8を重ねて配置することによる摩擦熱の伝達損失を考慮して、重ねて配置する金属製薄板の摩擦板8は板厚0.5mm〜2.5mm程度に限定すべきである。
As described in [Background Art], the thickness between the
摩擦板8として利用する金属製薄板の素材としては、例えば、熱伝導性の良好なJIS規格(JIS G 3141)の冷間圧延鋼板及び鋼帯やJIS規格(JIS H 3100)の銅及び銅合金板、JIS規格(JIS H 4000)のアルミニウム及びアルミニウム合金板などの冷間圧延材が利用できるが、いずれの場合も滑らかに仕上げた圧延ロールにより平滑仕上げされたブライト仕上げ材が好ましく、また磨耗防止の観点から硬質仕上げの調質材が好ましい。勿論この場合も必要に応じて設けられる後述の潤滑剤塗布装置9があり、エンドレスベルト1のベルト内側表面1aに付着した後述の潤滑剤9aが摩擦板8の表面を潤滑するが、長期間の使用により徐々に磨耗に起因する張力不均一など生じたときには簡単にこの磨耗した金属製薄板の摩擦板8のみを交換することができることになる。
Examples of the metal thin plate material used as the
摩擦板8は板厚が上述のように例えば0.5mm〜2.5mm程の金属製薄板からなり、摩擦熱を発生する上部ベルト押圧体4の下面側つまりベルト押圧面4aとベルト押圧面裏面側4cとの間の厚み及びそこに重ねた摩擦板8の合計厚みは従来のベルト押圧面4aとベルト押圧面裏面側4cとの間の厚みと同等若しくはそれ以下になっている。同様に、摩擦熱を発生する下部ベルト押圧体5の上面側つまりベルト押圧面5aとベルト押圧面裏面側5cとの間の厚み及びそこに重ねた摩擦板8の合計厚みは従来のベルト押圧面5aとベルト押圧面裏面側5cとの間の厚みと同等若しくはそれ以下になっている。
The
エンドレスベルト1のベルト内側表面1aの摩擦力による巻取り張力を発生するために上下のベルト押圧体4,5で挟持圧着されたこの金属製薄板の摩擦板8はベルト押圧面4a,5aの表面に容易に密着状態となるので、スリット帯板aの巻取り作業により発生する摩擦熱を従来の一体型の構造の場合と同様にベルト押圧体4,5の内部の冷却水室4b、5b側へと伝熱するので冷却効果も低下することもない。
The metal
また従来のベルト押圧体4,5の研磨代に相当する厚みを減じるだけの必要強度は確保した設計であり、同様の押圧体箱形構造の表面に金属製薄板の摩擦板8を重ねる構成なのでベルト押圧体4,5の剛性強度が不足することもない。
In addition, the strength required to reduce the thickness corresponding to the polishing allowance of the conventional
そして、エンドレスベルト1のベルト内側表面1aと直に接する摩擦板8の表面が磨耗したときには、冷却水室4b、5bと一体化した複雑高価な押圧体4,5の構造全体の交換ではなく簡単に金属製薄板の摩擦板8のみの交換で済むことになり、しかも短時間の簡単な作業でこの装置の保守作業が可能となる。
When the surface of the
ところで、上下のエンドレスベルト1は上下のベルト押圧体4,5により圧着挟持された状態でスリット帯板aに引かれて連続回転するが、ベルト押圧体4,5の角部でベルト内側表面1aが損傷しないようにエンドレスベルト1の入り側と出側のベルト押圧体4,5の角には丸みが必要である。この場合、板厚がわずか数ミリ厚の金属製薄板からなる摩擦板8は簡単にプレスによる曲げ加工が可能なので、この摩擦板8の両側には丸みを持った曲り部8cを設けてベルト内側表面1aの損傷を防止できる。
By the way, the upper and lower
また、摩擦板8は、その表面に装着するベルト押圧面4aの上部ベルト押圧体4及びベルト押圧面5aの下部ベルト押圧体5と同等又はそれ以上の良好な熱伝導性を有する材質から構成されている。この場合、上下のベルト押圧体4,5は撓み強度を最小限にする必要性や冷却水用の密閉箱構造の溶接加工性の問題から鋼製の構造となるが、摩擦板8の素材は上下のベルト押圧体4,5の材質と同等かそれより良好な熱伝導性を持つJIS規格の冷間圧延鋼板や銅及び銅合金板、アルミ板などの冷間圧延薄板材を市販の安価な素材から自由に選択が可能となる。
The
また、エンドレスベルト1とスリット帯板aのスリップや蛇行現象の原因のひとつである摩擦面の潤滑不均一や潤滑不足は、現在のベルト内側表面1aへの潤滑剤9aの配置や方法の宿命的な問題があり、折角ベルト内側表面1aに塗布された潤滑成分がプーリの溝底部や長円形のドラム外周にベルト内側表面1aが接触回転するときに潤滑成分が排除されてしまい潤滑が必要な肝心の摩擦面に十分な潤滑効果が得られていないので、摩擦板8自体またはその表面側8bのみを潤滑効果のある材料で構成する。
Further, the uneven lubrication or insufficient lubrication of the friction surface, which is one of the causes of the slip and meandering phenomenon between the
すなわち、摩擦板8の材料として自己潤滑効果のある物質、例えばモリブデンやグラファイトあるいはフッ素樹脂のような自己潤滑成分を含む薄い被膜(例えば0.5mm厚程度)を形成した金属製薄板により摩擦板8を構成することにより、別置きのベルト内側表面1aの潤滑剤塗布装置9を用いることなく押圧された摩擦面に直接的に潤滑効果を生むようにすることもできる。
That is, the
摩擦板8は上下のベルト押圧体4,5の長手方向全体に重なるような広幅な1枚板でもよいが(図12(A)参照)、各エンドレスベルト1幅に相当する幅か(図12(B)参照)、複数のエンドレスベルト1幅に相当する幅に分割する方式(図12(C)〜(E)参照)にすれば、頻繁に利用する一部のエンドレスベルト1に相当する摩擦板8が偏磨耗したときには、その該当部分の摩擦板8のみを交換すればよいことになるので、安価で簡便な保守管理が実現する。
The
上部圧力付与体6の上部中央にはエンドレスベルト1のベルト内側表面1aを潤滑する潤滑剤塗布装置9が必要に応じて設けられている。同様に、下部圧力付与体7の下部中央にはエンドレスベルト1のベルト内側表面1aを潤滑する潤滑剤塗布装置9が必要に応じて設けられている。潤滑剤塗布装置9の一部を構成しベルト内側表面1aを直に潤滑する潤滑剤9aは凹状の潤滑剤ホルダー9bに収容されている。上部圧力付与体6の上部中央の潤滑剤9aは上向きに、叉下部圧力付与体7の下部中央の潤滑剤9aは下向きに収容されている。
A
即ち、常温では固形体で高温になると融点を超えて液状になるパラフィンを棒状に形成した不織布又は多孔性の発泡体に含浸させた潤滑剤9aをエンドレスベルト1のベルト内側表面1a側に接触配置し、エンドレスベルト1の回転による摩擦熱により内部の含浸したパラフィンが溶出してエンドレスベルト1のベルト内側表面1aを潤滑して摩擦係数を低下させる。エンドレスベルト1はこの潤滑剤9aによって回転中、そのベルト内側表面1aが潤滑されるため、頻繁にラインを止めてベルト内側表面1aを潤滑する必要もなく、潤滑剤9aは生産性の向上に寄与する。
That is, the
次に、上記発明を実施するための形態の構成に基づく作用について以下説明する。
プーリ方式の多条エンドレスベルト式帯板巻取り張力付与装置を構成する上部圧力付与体6の下部に設けられた上部ベルト押圧体4の下面に位置するベルト押圧面4aの表面には、摩擦板8が装着されている。同様に、下部圧力付与体7の上部に設けられた下部ベルト押圧体5の上面に位置するベルト押圧面5aの表面には、摩擦板8が装着されている。
Next, the operation based on the configuration of the embodiment for carrying out the invention will be described below.
A friction plate is provided on the surface of the
摩擦板8の装着は前述したような例えば接着固定、溝嵌め込み固定或いはネジ固定の何れかで行われる。また、装着される摩擦板8はスリット帯板aの幅の大きさに応じて、広幅な1枚板であったり、エンドレスベルト1の1本分ごとに分割されていたもの或いはエンドレスベルト1の複数本分ごとに分割されていたものであったりする。摩擦板8が広幅な1枚板の場合は、装着作業は一回で済む。摩擦板8が分割された板の場合は、摩擦板8の磨耗による交換の際、磨耗している摩擦板8のみを交換すればよく、材料費が安くつく。
The
スリット帯板aの巻取りを開始すると、移動するスリット帯板aの表裏面と上下のエンドレスベルト1のベルト外側表面1bとの密着摩擦により、上下の各エンドレスベルト1は各一対の上部プーリ2及び下部プーリ3に略長円形に張設されて略長円形状態で循環動して周回する。このとき、上下のエンドレスベルト1は移動する各スリット帯板aと滑りを生じることなく一体となって同速度で各々独立して循環動する。
When the winding of the slit strip a is started, the upper and lower
その一方で、上記上部圧力付与体6に押圧される上部ベルト押圧体4のベルト押圧面4aの表面に装着した摩擦板8及び下部圧力付与体7に押圧される下部ベルト押圧体5のベルト押圧面5aの表面に装着した摩擦板8の各表面と上下のエンドレスベルト1のベルト内側表面1aとの間の滑りによる摩擦力により、つまり、移動するスリット帯板aとの摩擦係合で略長円形状態で循環動するエンドレスベルト1のベルト内側表面1aを押圧する上部ベルト押圧体4及び下部ベルト押圧体5が所謂ブレーキ的な機能を果たして、スリット帯板巻取装置とこのプーリ方式の多条エンドレスベルト式帯板巻取り張力付与装置との間に位置する各スリット帯板aに必要な巻き取り張力を発生させるのである。
On the other hand, the belt pressing of the lower
また、上部ベルト押圧体4のベルト押圧面4aに装着した摩擦板8と上部のエンドレスベルト1のベルト内側表面1aとの摩擦で発生する摩擦熱は、摩擦板8を通じて上部ベルト押圧体4のベルト押圧面4aからベルト押圧面裏面側4cに伝わり、さらにその一部は冷却水室4bの補強板4cに伝わる。ベルト押圧面裏面側4cは上部ベルト押圧体4の内部に設けられた冷却水室4bの底面側となっており、また補強板4cは冷却水室4bの放熱板を兼ねているので、冷却水室4bを流れる冷却水によって摩擦熱は冷却される。
In addition, frictional heat generated by friction between the
同様に、下部ベルト押圧体5のベルト押圧面5aに装着した摩擦板8と下部のエンドレスベルト1のベルト内側表面1aとの摩擦で発生する摩擦熱は、摩擦板8を通じて下部ベルト押圧体5のベルト押圧面5aからベルト押圧面裏面側5cに伝わり、さらにその一部は冷却水室5bの補強板5cに伝わる。ベルト押圧面裏面側5cは下部ベルト押圧体5の内部に設けられた冷却水室5bの底面側となっており、また補強板5cは冷却水室5bの放熱板を兼ねているので、冷却水室5bを流れる冷却水によって摩擦熱は冷却される。
Similarly, frictional heat generated by friction between the
このようにして、上下のベルト押圧体4,5のベルト押圧面4a,5aに装着した各摩擦板8と上下の各エンドレスベルト1のベルト内側表面1aとの摩擦で発生する摩擦熱は、各摩擦板8を通じて上下のベルト押圧体4,5の内部にそれぞれ設けられた冷却水室4b,5bを流れる冷却水によって放熱されて、エンドレスベルト1は過熱損傷トラブルの発生が防止される。
Thus, the frictional heat generated by the friction between the
また、エンドレスベルト1のベルト内側表面1aを直に押圧することによって摩擦板8が磨耗すると、その磨耗した摩擦板8を上部ベルト押圧体4のベルト押圧面4a或いは下部ベルト押圧体5のベルト押圧面5aから取り外し、新しい摩擦板8をベルト押圧面4a或いはベルト押圧面5aに装着する。この交換作業は上部ベルト押圧体4或いは下部ベルト押圧体5を本体構造から取り外すことなく行うことができるので、従来のような交換作業の手間と時間、そして交換の掛かるコストを大幅に削減することが可能となる。
When the
金属製薄板を曲げ加工した摩擦板8をベルト押圧面4a,5aに重ねて配置することが可能であり、さらにこの摩擦板8の表面側8bを自己潤滑機能を有する素材による焼結層で形成した金属製薄板を利用すれば摩擦部自体に潤滑効果があるので別置きのベルト内側表面1aの潤滑剤塗布装置9も不要となり、ラインを一次停止しての潤滑剤9aの保守作業も無用となる。また流動化した液状の潤滑油脂分もないので、エンドレスベルト1およびスリット帯板aの汚損事故も解消される。
A
図12に示すようにエンドレスベルト数条ごとに分割された金属製薄板製の摩擦板8をベルト押圧面4a,5aに重ねて装着する方式とすれば摩擦板8は小型の標準部品として量産化することが可能となり交換部品の大幅なコストダウンとなるし、一般的には巻取り装置の中央部付近の使用頻度が高いので中央部付近の摩擦板8の磨耗の激しいが、磨耗した任意の場所の摩擦板8のみを個別に交換が可能となり保守管理面でのメリットも大きいものとなる。
As shown in FIG. 12, if the
〔実施の形態−2〕
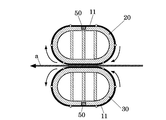
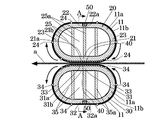
図4〜図12において、長円型ドラム方式の多条エンドレスベルト式帯板巻取り張力付与装置は、図示しないスリット帯板巻取装置に巻き取られるスリット帯板aに所定の巻き取り張力を付与する装置で、図示しないスリット帯板巻取装置の手前側のスリット帯板aの移動通路の途中に設置されている。
[Embodiment 2]
4 to 12, an elliptical drum-type multi-strip endless belt strip winding tension applying device applies a predetermined winding tension to a slit strip plate a wound around a slit strip plate winding device (not shown). It is a device to be applied, and is installed in the middle of the movement path of the slit strip a on the near side of the slit strip take-up device (not shown).
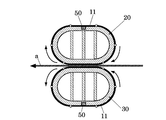
長円型ドラム方式の多条エンドレスベルト式帯板巻取り張力付与装置は、上下に相対向して略長円形状態で循環動自在に保持され且つ幅方向に複数並設されたエンドレスベルト11と、上下のエンドレスベルト11が各々略長円形状態で循環動自在にその外周を周回し、且つエンドレスベルト11のベルト内側表面11aを押圧する一対の上部長円型圧力付与体20及び下部長円型圧力付与体30とから主に構成されている。なお、上記の上下一対の各長円型圧力付与体20,30は、図示しないスタンドに支持され、また、各長円型圧力付与体20,30による圧力の付与は同様に図示しない液圧シリンダなどによって行われる。
An elliptical drum-type multi-strip endless belt-type belt take-up tension applying device is provided with
上部長円型圧力付与体20は上部側に配置されたエンドレスベルト11を下方に押圧し、一方、下部長円型圧力付与体30は下部側に配置されたエンドレスベルト11を上方に押圧する。上部長円型圧力付与体20と下部長円型圧力付与体30とは協働して、上下に相対向する各エンドレスベルト11同士の間を通過するスリット帯板aをエンドレスベルト11を介して間接的に上下から同一の押圧力で挟圧して、一定の張力を付与するものである。
The upper
エンドレスベルト11は、スリット帯板aの移動方向に循環動自在に配置され、これが横方向つまりスリット帯板aの移動方向に対して直交方向に複数並設して配置され、更にこれらが上下に相対向して配置されている。
The
上下に配置され且つ横方向に並設された各エンドレスベルト11は、無端状のベルトから構成され、上部側に配置された断面略長円形の上部長円型圧力付与体20の外周、及び下部側に配置された断面略長円形の下部長円型圧力付与体30の外周に、それぞれ独立して略長円形状態で循環動自在に装着されている。各エンドレスベルト11は独立してスリット帯板aの移動方向に循環動できるように装着されている。
Each of the
エンドレスベルト11が装着された上部長円型圧力付与体20及び下部長円型圧力付与体30には、エンドレスベルト11を循環動させる駆動源は設けられてなく、エンドレスベルト11は移動するスリット帯板aとの摩擦係合で循環動する以外に、自力で循環動することがない。つまり、上部長円型圧力付与体20及び下部長円型圧力付与体30に各々装着されたエンドレスベルト11は、スリット帯板aと接触しない限り循環動することはない。
The upper oval
エンドレスベルト11のベルト外側表面11bは、スリット帯板aと一体となってスリット帯板aを移動させる機能を果たすものである。これに対し、エンドレスベルト11のベルト内側表面11aは、上部長円型圧力付与体20及び下部長円型圧力付与体30との間の滑りによる摩擦力で、スリット帯板aに張力を発生させる機能を果たすものである。このため、エンドレスベルト11のベルト内側表面11aはベルト外側表面11bより摩擦係数が小さく滑り易いようになっている。
The belt
エンドレスベルト11のベルト内側表面11aは、織布の各繊維間及び編み目の凹部に潤滑剤を含浸できるように合成繊維による織布とし、エンドレスベルト11のベルト外側表面11bは、摩擦係数の高い可撓性の材料で積層構成されている。
The belt
この織布をエンドレスベルト11のベルト内側表面11aに用いることで、織布の各繊維間及び編み目の凹部に潤滑剤をあらかじめ染み込ませて摩擦係数を小さく出来るし、織布は固体の板状の材質とは異なり可撓性が大きい特徴があるので、上下の各長円型圧力付与体20,30に装着されたエンドレスベルト11の回転抵抗が小さい。織布は合成繊維のポリエステルやビニロン、ナイロンなどの素材を利用できる。
By using this woven fabric for the belt
また、エンドレスベルト11のベルト外側表面11bは、ベルト内側表面11aよりも摩擦係数の大なる材質で形成されている。つまり、エンドレスベルト11のベルト内側表面材は耐摩性の材料、例えば低い摩擦係数の軟質の合成樹脂系繊維材を使用し、外側表面材は高い摩擦係数を有する弾性体、例えばゴムや合成樹脂シート材等を用いて積層構成されている。さらに、エンドレスベルト11のベルト内側表面11aと上部長円型圧力付与体20及び下部長円型圧力付与体30の滑り面に潤滑剤を塗布する方法を用いて、エンドレスベルト11のベルト内側表面11aの摩擦係数がベルト外側表面11bの摩擦係数より小さくなるように構成してもよい。
The belt
前記上部長円型圧力付与体20は上部側に配置された多数のエンドレスベルト11の内側を挿通する状態で配設されている。このような状態で配設された上部長円型圧力付与体20は、エンドレスベルト11のベルト内側表面11aを下向きに押圧する側断面が直線状のベルト押圧部21と、ベルト押圧部21の上方に平行に設けられ側断面が直線状のベルトガイド部22と、上部のベルトガイド部22及び下部のベルト押圧部21の両端側に各々形成され側断面が、弧状例えば半円弧状のベルト反転部23とから一体的に構成されている。
The upper
上部長円型圧力付与体20は、上部のベルトガイド部22及び下部のベルト押圧部21、その両端側の例えば半円弧状のベルト反転部23によって、例えば断面長円形状に形成されている。ベルト反転部23は半円弧状の形状以外の形状、部分楕円弧状或いは部分放物線状の形状も考えられ、この場合には上部長円型圧力付与体20は断面略長円形状となる。上部長円型圧力付与体20はその長手方向がスリット帯板aの移動方向に対して直交方向に配設され、又エンドレスベルト11の内側を挿通している。
The upper oval
横方向に複数並設された各エンドレスベルト11は略長円形断面の上部長円型圧力付与体20の外周を独立して循環動する。上部長円型圧力付与体20の周回り表面は長円形状に仕上げられ、各エンドレスベルト11が上部長円型圧力付与体20の回りをスムーズに長円形状態で循環動できるようになっている。
A plurality of
ベルト押圧部21の下面のベルト押圧面21aは、スリット帯板aの移動方向に対して一定の長さを有する面圧でエンドレスベルト11を介してスリット帯板aを押圧して、スリット帯板aに巻き取り張力を付与する部分である。このため、ベルト押圧部21及びその下面のベルト押圧面21aは、通過するスリット帯板aに平行になるようにスリット帯板aの移動方向に対して一定の長さを有する直線状に形成されている。又横方向に複数並設された各エンドレスベルト11のベルト内側表面11aを均一に押圧できるように形成されている。
The
ベルト押圧部21によってベルト内側表面11aが押圧されてベルト外側表面11bがスリット帯板aと直に接触するエンドレスベルト11は、ベルト外側表面11bがスリット帯板aに密着して滑ることなくスリット帯板aと一体となって同一速度で循環動する。ベルト押圧部21は、エンドレスベルト11と接触する表面が平坦面に形成されていて、また、エンドレスベルト11のベルト内側表面11aとの間の摩擦が小さくなるように仕上げられている。
The
上部長円型圧力付与体20の外周には、横方向に複数並設された各エンドレスベルト11を分割ガイドする複数のベルトガイド用突起24がその周方向に一定間隔を隔てて突設されている。ベルトガイド用突起24は各エンドレスベルト11が幅方向に蛇行や変動するのを防ぐものである。ベルトガイド用突起24は両ベルト反転部23に適当間隔で複数設けられるが、必要に応じてベルトガイド部22にも設けられる。このベルトガイド用突起24には通常ピンが使用されるが、ピン以外に例えば板状のものが使用されることもある。
A plurality of belt guide
ベルト押圧部21のベルト押圧面21aをその下面に有する上部長円型圧力付与体20の内部には冷却水室25が各エンドレスベルト11を横断する方向に設けられている。冷却水室25は上部長円型圧力付与体20の外周を循環動しながら周回するエンドレスベルト11が摩擦熱により過熱するのを防ぐためのものである。つまり、発生する摩擦熱をベルト押圧面21aを通じて冷却水室25に逃がすことでエンドレスベルト11が過熱するのを防ぐのである。
A cooling
前述したようにこの摩擦熱をできるだけ効率よく冷却水室25の冷却水に伝えるために、ベルト押圧面21aと冷却水に接する冷却水室25の底面側となるベルト押圧面裏面側21bとの間の厚みは、押圧力に耐える範囲内で可能な限り薄くなっている。
As described above, in order to transmit this frictional heat to the cooling water in the cooling
冷却水室25の内部は補強板25aによって補強され仕切られている。この補強板25aは摩擦板40からベルト押圧面21aを介して伝わる熱を冷却水室25内に放熱する放熱板の機能も果たす。上部長円型圧力付与体20の内部の冷却水室25を補強する補強板25aは、内部が冷却水室25によって空洞となる上部長円型圧力付与体20の形状保持の機能を果たす。即ち、エンドレスベルト11を下向きに押圧する上部長円型圧力付与体20には上下方向に圧縮力が作用するが、補強板25aがこれに抵抗して上部長円型圧力付与体20がその長手方向に撓んだり湾曲したりするのを防ぐ機能を果たす。
The interior of the cooling
上部長円型圧力付与体20のベルト押圧部21の下面のベルト押圧面21aは、前述したように、徐々に摩耗して凹凸が激しくなり多条スリット帯板aの蛇行や張力不均一となり製品コイルの巻取り不良となる。そこで、このベルト押圧面21aの表面には後述の摩擦板40が取り外し自在に装着されている。
As described above, the
前記下部長円型圧力付与体30は下部側に配置された多数のエンドレスベルト11の内側を挿通する状態で配設されている。このような状態で配設された下部長円型圧力付与体30は、エンドレスベルト11のベルト内側表面11aを上向きに押圧する側断面が直線状のベルト押圧部31と、ベルト押圧部31の下方に平行に設けられ側断面が直線状のベルトガイド部32と、上部のベルト押圧部31及び下部のベルトガイド部32の両端側に各々形成され側断面が、弧状例えば半円弧状のベルト反転部33とから一体的に構成されている。
The lower
下部長円型圧力付与体30は、上部のベルト押圧部31及び下部のベルトガイド部32、その両端側の例えば半円弧状のベルト反転部33によって、例えば断面長円形状に形成されている。ベルト反転部33は半円弧状の形状以外の形状、部分楕円弧状或いは部分放物線状の形状も考えられ、この場合には下部長円型圧力付与体30は断面略長円形状となる。下部長円型圧力付与体30はその長手方向がスリット帯板aの移動方向に対して直交方向に配設され、又エンドレスベルト11の内側を挿通している。
The lower oval type
横方向に複数並設された各エンドレスベルト11は略長円形断面の下部長円型圧力付与体30の外周を独立して循環動する。下部長円型圧力付与体30の周回り表面は長円形状に仕上げられ、各エンドレスベルト11が下部長円型圧力付与体30の回りをスムーズに長円形状態で循環動できるようになっている。
A plurality of
ベルト押圧部31の上面のベルト押圧面31aは、スリット帯板aの移動方向に対して一定の長さを有する面圧でエンドレスベルト11を介してスリット帯板aを押圧して、スリット帯板aに巻き取り張力を付与する部分である。このため、ベルト押圧部31及びその上面のベルト押圧面31aは、通過するスリット帯板aに平行になるようにスリット帯板aの移動方向に対して一定の長さを有する直線状に形成されている。又横方向に複数並設された各エンドレスベルト11のベルト内側表面11aを均一に押圧できるように形成されている。
The
ベルト押圧部31によってベルト内側表面11aが押圧されてベルト外側表面11bがスリット帯板aと直に接触するエンドレスベルト11は、ベルト外側表面11bがスリット帯板aに密着して滑ることなくスリット帯板aと一体となって同一速度で循環動する。ベルト押圧部31は、エンドレスベルト11と接触する表面が平坦面に形成されていて、また、エンドレスベルト11のベルト内側表面11aとの間の摩擦が小さくなるように仕上げられている。
The
下部長円型圧力付与体30の外周には、横方向に複数並設された各エンドレスベルト11を分割ガイドする複数のベルトガイド用突起34がその周方向に一定間隔を隔てて突設されている。ベルトガイド用突起34は各エンドレスベルト11が幅方向に蛇行や変動するのを防ぐものである。ベルトガイド用突起34は両ベルト反転部33に適当間隔で複数設けられるが、必要に応じてベルトガイド部32にも設けられる。このベルトガイド用突起34には通常ピンが使用されるが、ピン以外に例えば板状のものが使用されることもある。
A plurality of belt guide
ベルト押圧部31のベルト押圧面31aをその上面に有する下部長円型圧力付与体30の内部には冷却水室35が各エンドレスベルト11を横断する方向に設けられている。冷却水室35は下部長円型圧力付与体30の外周を循環動しながら周回するエンドレスベルト11が摩擦熱により過熱するのを防ぐためのものである。つまり、発生する摩擦熱をベルト押圧面31aを通じて冷却水室35に逃がすことでエンドレスベルト11が過熱するのを防ぐのである。
A cooling
前述したようにこの摩擦熱をできるだけ効率よく冷却水室35の冷却水に伝えるために、ベルト押圧面31aと冷却水に接する冷却水室35の底面側となるベルト押圧面裏面側31bとの間の厚みは、押圧力に耐える範囲内で可能な限り薄くなっている。
As described above, in order to transmit this frictional heat as efficiently as possible to the cooling water in the cooling
冷却水室35の内部は補強板35aによって補強され仕切られている。この補強板35aは摩擦板40からベルト押圧面31aを介して伝わる熱を冷却水室35内に放熱する放熱板の機能も果たす。下部長円型圧力付与体30の内部の冷却水室35を補強する補強板35aは、内部が冷却水室35によって空洞となる下部長円型圧力付与体30の形状保持の機能を果たす。即ち、エンドレスベルト11を上向きに押圧する下部長円型圧力付与体30には上下方向に圧縮力が作用するが、補強板35aがこれに抵抗して下部長円型圧力付与体30がその長手方向に撓んだり湾曲したりするのを防ぐ機能を果たす。
The interior of the cooling
下部長円型圧力付与体30のベルト押圧部31の下面のベルト押圧面31aは、前述したように、徐々に摩耗して凹凸が激しくなり多条スリット帯板aの蛇行や張力不均一となり製品コイルの巻取り不良となる。そこで、このベルト押圧面31aの表面には次の摩擦板40が取り外し自在に装着されている。
As described above, the
摩擦板40は、上部長円型圧力付与体20のベルト押圧部21及び下部長円型圧力付与体30のベルト押圧部31と同等又はそれ以上の良好な熱伝導性を有する金属製薄板からなり、ベルト押圧部21,31のベルト押圧面21a,31aの表面に取り外し自在に装着されている。摩擦板40は、上下のベルト押圧面21a,31aに代わってエンドレスベルト1のベルト内側表面1aに直に接触して、上部のベルト押圧部21の下面側及び下部のベルト押圧部31の上面側をそれぞれ一体的に構成する各ベルト押圧面21a,31aが直に磨耗するのを阻止する機能を果たす。
The
摩擦板40は、ベルト押圧面21a,31aの表面に密着するように装着される。さらにスリット帯板aへの押圧時にはその押圧力により金属製薄板の摩擦板40はベルト押圧面21a,31aの表面に強く密着するので、エンドレスベルト1のベルト内側表面1aと摩擦板40との間で発生した摩擦熱はその密着により摩擦板40からベルト押圧面21a,31aにスムーズに伝達される。また、摩擦板40のベルト押圧面21a,31aの表面への装着は図8に図示するように、例えば接着固定(図8(A)参照)、溝嵌め込み固定(図8(B)参照)或いはネジ固定(図8(C)参照)の何れかで行われる。
The
接着固定(図8(A)参照)の場合には、ベルト押圧面21a,31aの表面又は摩擦板40の接着側となる裏面側の何れか或いは双方に接着剤が付着されるが、接着剤には熱伝導性を妨げないものが使用される。摩擦板40の両端部はエンドレスベルト11のベルト内側表面11aを損傷しないように先端に向かってその厚みが薄くなっている。
In the case of adhesive fixing (see FIG. 8A), the adhesive is attached to either or both of the front surface of the
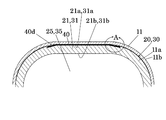
また、溝嵌め込み固定(図8(B)参照)の場合には、スリット帯板aの移動方向に対応するベルト押圧部21の前後両端側に接するベルト反転部23の下部側及びベルト押圧部31の前後両端側に接するベルト反転部33の上部側に、摩擦板40の両端部を嵌め込むための係合溝23a,33aがそれぞれ形成されている。そして、上部のベルト押圧面21aに摩擦板40を装着する場合には摩擦板40の水平向きの両端側をわずかに上向き傾斜方向に曲げその先端をこの係合溝23aに嵌め込んで取り付ける。同様に下部のベルト押圧面31aに摩擦板40を装着する場合には摩擦板40の水平向きの両端側をわずかに下向き傾斜方向に曲げてこの係合溝33aに嵌め込んで取り付ける。摩擦板40をわずかに曲げても金属製薄板の弾性範囲内なので、装着後は上下のベルト押圧面21a,31aに密着することになる。
Further, in the case of groove fitting and fixing (see FIG. 8B), the lower side of the
図9に図示するように、摩擦板40の両端部は係合溝23a,33aに嵌め込みやすいように、その先端部40dには一定の傾斜角度θ1(例えば45度)で加工されている(図9(B)参照)。傾斜角度θ1としては30度〜60度の範囲が好ましい。また、これに対応して、摩擦板40の両端部が嵌め込まれる上記先端部40dと対応する上下の各係合溝23a,33aの溝端部23b,33bにも同様の一定の傾斜角度θ2(例えば45度よりわずかに大)で嵌め込み溝加工されている(図9(C)参照)。この溝端部23b,33bの傾斜角度θ2は先端部40dの傾斜角度θ1より例えば0.5度〜2度程度大きい角度差θ3になっている(図9(D)参照)。
つまり、傾斜角度θ2>傾斜角度θ1であり、
且つ、角度差θ3=θ2−θ1=0.5度〜2度程度
である。摩擦板40が容易に上下の各係合溝23a,33aに係合装着されて確実に固定されるためにはこの角度差θ3が必要なのである。
As shown in FIG. 9, both end portions of the
That is, the inclination angle θ2> the inclination angle θ1.
In addition, the angle difference θ3 = θ2−θ1 = about 0.5 degrees to 2 degrees. This angle difference θ3 is necessary for the
さらに、ネジ固定(図8(C)参照)の場合には、スリット帯板aの移動方向に対応するベルト押圧部21の前後両端側に接するベルト反転部23の下部側及びベルト押圧部31の前後両端側に接するベルト反転部33の上部側に向けて、摩擦板40の両端部をそれぞれその傾斜方向に沿って曲げて、摩擦板40の両端部をねじ40bで固定する。摩擦板40の両端部は先端に向かってその厚みが薄くなっている。固定用のねじ40bは各エンドレスベルト11の中間の隙間に配置すれば、エンドレスベルト11の回転を阻害することはない。
Furthermore, in the case of screw fixing (see FIG. 8C), the lower side of the
上下の長円型圧力付与体20,30の撓み強度を低下させることなく且つ摩擦熱を冷却水室25、35へ移動するための熱伝導性も低下させることもなくベルト押圧部21,31のベルト押圧面21a,31aの表面の偏磨耗による保守管理を容易にする手段として、ベルト押圧面21a,31aの表面の摩擦面に板厚数ミリ(例えば0.5mmから2.5mm程度)の薄い金属板からなる摩擦板40を重ねて配置したのである。
The
前述の〔背景技術〕でも述べたように、ベルト押圧面21a,31aと冷却水に接する冷却水室25、35に接するベルト押圧面裏面側21b,31bとの間の厚みは熱伝達と撓み強度および磨耗に備えた研磨代(通常は3mm程度まで)などを見込んで設計しているが、エンドレスベルト11の過熱トラブルを防止して連続運転を可能にするためには、これまでと同様な厚みに止めるべきである。そこでこの研磨代に着目し、従来の上下の長円型圧力付与体20,30よりも研磨代の範囲内で薄く設計し、その分に相当する金属製薄板の摩擦板40を重ねて配置することに思い至った。また、プレス曲げ加工などの加工性や上下の長円型圧力付与体20,30に薄板の摩擦板40を重ねて配置することによる摩擦熱の伝達損失を考慮して、重ねて配置する金属製薄板の摩擦板40は板厚0.5mm〜2.5mm程度に限定すべきである。
As described in [Background Art], the thickness between the
摩擦板40として利用する金属製薄板の素材としては、例えば、熱伝導性の良好なJIS規格(JIS G 3141)の冷間圧延鋼板及び鋼帯やJIS規格(JIS H 3100)の銅及び銅合金板、JIS規格(JIS H 4000)のアルミニウム及びアルミニウム合金板などの冷間圧延材が利用できるが、いずれの場合も滑らかに仕上げた圧延ロールにより平滑仕上げされたブライト仕上げ材が好ましく、また磨耗防止の観点から硬質仕上げの調質材が好ましい。勿論この場合も必要に応じて設けられる後述の潤滑剤50があり、エンドレスベルト1のベルト内側表面1aに付着した潤滑剤50が摩擦板40の表面を潤滑するが、長期間の使用により徐々に磨耗に起因する張力不均一など生じたときには簡単にこの磨耗した金属製薄板の摩擦板40のみを交換することができることになる。
Examples of the material of the metal thin plate used as the
摩擦板40は板厚が上述のように例えば0.5mm〜2.5mm程の金属製薄板からなり、摩擦熱を発生する上部長円型圧力付与体20の下面側つまりベルト押圧面21aとベルト押圧面裏面側21bとの間の厚み及びそこに重ねた摩擦板40の合計厚みは従来のベルト押圧面21aとベルト押圧面裏面側21bとの間の厚みと同等若しくはそれ以下になっている。同様に、摩擦熱を発生する下部長円型圧力付与体30の上面側つまりベルト押圧面31aとベルト押圧面裏面側31bとの間の厚み及びそこに重ねた摩擦板40の合計厚みは従来のベルト押圧面31aとベルト押圧面裏面側31bとの間の厚みと同等若しくはそれ以下になっている。
As described above, the
エンドレスベルト1のベルト内側表面11aの摩擦力による巻取り張力を発生するために上下の長円型圧力付与体20,30で挟持圧着されたこの金属製薄板の摩擦板40はベルト押圧面21a,31aの表面に容易に密着状態となるので、スリット帯板aの巻取り作業により発生する摩擦熱を従来の一体型の構造の場合と同様に長円型圧力付与体20,30の内部の冷却水室25、35側へと伝熱するので冷却効果も低下することもない。
The
また従来の長円型圧力付与体20,30の研磨代に相当する厚みを減じるだけの必要強度は確保した設計であり、同様の押圧体箱形構造の表面に金属製薄板の摩擦板8を重ねる構成なので長円型圧力付与体20,30の剛性強度が不足することもない。
In addition, the strength required to reduce the thickness corresponding to the polishing allowance of the conventional oval
そして、エンドレスベルト11のベルト内側表面11aと直に接する摩擦板40の表面が磨耗したときには、冷却水室25,35と一体化した複雑高価な長円型圧力付与体20,30の構造全体の交換ではなく簡単に金属製薄板の摩擦板40のみの交換で済むことになり、しかも短時間の簡単な作業でこの装置の保守作業が可能となる。
When the surface of the
ところで、上下のエンドレスベルト11は上下の長円型圧力付与体20,30により圧着挟持された状態でスリット帯板aに引かれて連続回転するが、長円型圧力付与体20,30の角部でベルト内側表面11aが損傷しないようにエンドレスベルト11の入り側と出側の長円型圧力付与体20,30の角には丸みが必要である。この場合、板厚がわずか数ミリ厚の金属製薄板からなる摩擦板40は簡単にプレスによる曲げ加工が可能なので、この摩擦板40の両側には丸みを持った曲り部40dを設けてベルト内側表面11aの損傷を防止できる。
By the way, the upper and lower
また、摩擦板40は、その表面に装着するベルト押圧面21aの上部のベルト押圧部21及びベルト押圧面31aの下部のベルト押圧部31と同等又はそれ以上の良好な熱伝導性を有する材質から構成されている。この場合、上下のベルト押圧部21,31は撓み強度を最小限にする必要性や冷却水用の密閉箱構造の溶接加工性の問題から鋼製の構造となるが、摩擦板40の素材は上下のベルト押圧部21,31の材質と同等かそれより良好な熱伝導性を持つJIS規格の冷間圧延鋼板や銅及び銅合金板、アルミ板などの冷間圧延薄板材を市販の安価な素材から自由に選択が可能となる。
The
また、エンドレスベルト11とスリット帯板aのスリップや蛇行現象の原因のひとつである摩擦面の潤滑不均一や潤滑不足は、現在のベルト内側表面11aへの潤滑剤50の配置や方法の宿命的な問題があり、折角ベルト内側表面11aに塗布された潤滑成分が長円形のドラム外周にベルト内側表面11aが接触回転するときに潤滑成分が排除されてしまい潤滑が必要な肝心の摩擦面に十分な潤滑効果が得られていないので、摩擦板40自体またはその表面側40bのみを潤滑効果のある材料で構成する。
Further, the non-uniform lubrication or insufficient lubrication of the friction surface, which is one of the causes of the slip and meandering phenomenon of the
すなわち、摩擦板40の材料として自己潤滑効果のある物質、例えばモリブデンやグラファイトあるいはフッ素樹脂のような自己潤滑成分を含む薄い被膜(例えば0.5mm厚程度)を形成した金属製薄板により摩擦板40を構成することにより、別置きのベルト内側表面11aの潤滑剤50を用いることなく押圧された摩擦面に直接的に潤滑効果を生むようにすることもできる。
That is, the
摩擦板40は上下のベルト押圧部21,31の長手方向全体に重なるような広幅な1枚板でもよいが(図12(A)参照)、各エンドレスベルト1幅に相当する幅か(図12(B)参照)、複数のエンドレスベルト1幅に相当する幅に分割する方式(図12(C)〜(E)参照)にすれば、頻繁に利用する一部のエンドレスベルト1に相当する摩擦板40が偏磨耗したときには、その該当部分の摩擦板40のみを交換すればよいことになるので、安価で簡便な保守管理が実現する。
The
上部長円型圧力付与体20の上部のベルトガイド部22の中央にはエンドレスベルト11のベルト内側表面11aを潤滑する潤滑剤50が必要に応じて設けられている。同様に、下部長円型圧力付与体30の下部のベルトガイド部32の中央にはエンドレスベルト11のベルト内側表面11aを潤滑する潤滑剤50が必要に応じて設けられている。
A
上部のエンドレスベルト11のベルト内側表面11aを直に潤滑する潤滑剤50は、ベルトガイド部22の中央に形成された凹状の潤滑剤ホルダー22aに上向きに収容されている。潤滑剤50は、潤滑剤ホルダー22aから上向きに突出するその上部がベルトガイド部22の上側を周回するエンドレスベルト11のベルト内側表面11aに接触するように収容されている。
The
また、下部のエンドレスベルト11のベルト内側表面11aを直に潤滑する潤滑剤50は、ベルトガイド部32の中央に形成された凹状の潤滑剤ホルダー32aに下向きに収容されている。潤滑剤50は、潤滑剤ホルダー32aから下向きに突出するその下部がベルトガイド部32の下側を周回するエンドレスベルト11のベルト内側表面11aに接触するように収容されている。
The
即ち、常温では固形体で高温になると融点を超えて液状になるパラフィンを棒状に形成した不織布又は多孔性の発泡体に含浸させた潤滑剤50をエンドレスベルト11のベルト内側表面11a側に接触配置し、エンドレスベルト11の回転による摩擦熱により内部の含浸したパラフィンが溶出してエンドレスベルト11のベルト内側表面11aを潤滑して摩擦係数を低下させる。エンドレスベルト11はこの潤滑剤50によって回転中、そのベルト内側表面11aが潤滑されるため、頻繁にラインを止めてベルト内側表面11aを潤滑する必要もなく、潤滑剤50は生産性の向上に寄与する。
That is, a
次に、上記発明を実施するための形態の構成に基づく作用について以下説明する。
長円型ドラム方式の多条エンドレスベルト式帯板巻取り張力付与装置を構成する上部長円型圧力付与体20の下部に設けられたベルト押圧部21の下面に位置するベルト押圧面21aの表面には、摩擦板40が装着されている。同様に、下部長円型圧力付与体30の上部に設けられたベルト押圧部31の上面に位置するベルト押圧面31aの表面には、摩擦板40が装着されている。
Next, the operation based on the configuration of the embodiment for carrying out the invention will be described below.
The surface of the
摩擦板40の装着は前述したような例えば接着固定、溝嵌め込み固定或いはネジ固定の何れかで行われる。また、装着される摩擦板40はスリット帯板aの幅の大きさに応じて、広幅な1枚板であったり、エンドレスベルト1の1本分ごとに分割されていたもの或いはエンドレスベルト1の複数本分ごとに分割されていたものであったりする。摩擦板40が広幅な1枚板の場合は、装着作業は一回で済む。摩擦板40が分割された板の場合は、摩擦板40の磨耗による交換の際、磨耗している摩擦板40のみを交換すればよく、材料費が安くつく。
The
スリット帯板aの巻取りを開始すると、移動するスリット帯板aの表裏面と上下のエンドレスベルト11のベルト外側表面11bとの密着摩擦により、上下の各エンドレスベルト11は各一対の上部長円型圧力付与体20及び下部長円型圧力付与体30の外周を略長円形状態で循環動して周回する。このとき、上下のエンドレスベルト11は移動する各スリット帯板aと滑りを生じることなく一体となって同速度で各々独立して循環動する。
When the winding of the slit strip a is started, the upper and lower
その一方で、上記長円型圧力付与体20に押圧されるベルト押圧部21のベルト押圧面21aの表面に装着した摩擦板40及び下部長円型圧力付与体30に押圧されるベルト押圧部31のベルト押圧面31aの表面に装着した摩擦板40の各表面と上下のエンドレスベルト11のベルト内側表面11aとの間の滑りによる摩擦力により、つまり、移動するスリット帯板aとの摩擦係合で略長円形状態で循環動するエンドレスベルト11のベルト内側表面11aを押圧するベルト押圧部21,31が所謂ブレーキ的な機能を果たして、スリット帯板巻取装置とこの長円型ドラム方式の多条エンドレスベルト式帯板巻取り張力付与装置との間に位置する各スリット帯板aに必要な巻き取り張力を発生させるのである。
On the other hand, the
また、上部のベルト押圧部21のベルト押圧面21aに装着した摩擦板40と上部のエンドレスベルト11のベルト内側表面11aとの摩擦で発生する摩擦熱は、摩擦板40を通じて上部のベルト押圧部21のベルト押圧面21aからベルト押圧面裏面側21bに伝わり、さらにその一部は冷却水室25の補強板25aに伝わる。ベルト押圧面裏面側21bは上部のベルト押圧部21側の内部に設けられた冷却水室25の底面側となっており、また補強板25aは冷却水室25の放熱板を兼ねているので、冷却水室25を流れる冷却水によって摩擦熱は冷却される。
Further, friction heat generated by friction between the
同様に、下部のベルト押圧部31のベルト押圧面31aに装着した摩擦板40と下部のエンドレスベルト11のベルト内側表面11aとの摩擦で発生する摩擦熱は、摩擦板40を通じて下部のベルト押圧部31のベルト押圧面31aからベルト押圧面裏面側31bに伝わり、さらにその一部は冷却水室35の補強板35aに伝わる。ベルト押圧面裏面側31bは下部のベルト押圧部31側の内部に設けられた冷却水室35の天井面側となっており、また補強板35aは冷却水室35の放熱板を兼ねているので、冷却水室35を流れる冷却水によって摩擦熱は冷却される。
Similarly, frictional heat generated by friction between the
このようにして、上下のベルト押圧部21,31のベルト押圧面21a,31aに装着した各摩擦板40と上下の各エンドレスベルト11のベルト内側表面11aとの摩擦で発生する摩擦熱は、各摩擦板40を通じて上下のベルト押圧部21,31の内部にそれぞれ設けられた冷却水室25,35を流れる冷却水によって放熱されて、エンドレスベルト11は過熱損傷トラブルの発生が防止される。
Thus, the frictional heat generated by the friction between the
また、エンドレスベルト11のベルト内側表面11aを直に押圧することによって摩擦板40が磨耗すると、その磨耗した摩擦板40を上部のベルト押圧部21のベルト押圧面21a或いは下部のベルト押圧部31のベルト押圧面31aから取り外し、新しい摩擦板40をベルト押圧面21a或いはベルト押圧面31aに装着する。この交換作業は上部長円型圧力付与体20或いは下部長円型圧力付与体30を本体構造から取り外すことなく行うことができるので、従来のような交換作業の手間と時間、そして交換の掛かるコストを大幅に削減することが可能となる。
Further, when the
金属製薄板を曲げ加工した摩擦板40をベルト押圧面21a,31aに重ねて配置することが可能であり、さらにこの摩擦板40の表面側40bを自己潤滑機能を有する素材による焼結層で形成した金属製薄板を利用すれば摩擦部自体に潤滑効果があるので別置きのベルト内側表面11aの潤滑剤50も不要となり、ラインを一次停止しての潤滑剤50の保守作業も無用となる。また流動化した液状の潤滑油脂分もないので、エンドレスベルト11およびスリット帯板aの汚損事故も解消される。
A
図12に示すようにエンドレスベルト数条ごとに分割された金属製薄板製の摩擦板40をベルト押圧面21a,31aに重ねて装着する方式とすれば摩擦板40は小型の標準部品として量産化することが可能となり交換部品の大幅なコストダウンとなるし、一般的には巻取り装置の中央部付近の使用頻度が高いので中央部付近の摩擦板40の磨耗の激しいが、磨耗した任意の場所の摩擦板40のみを個別に交換が可能となり保守管理面でのメリットも大きいものとなる。
As shown in FIG. 12, if a
1 エンドレスベルト
1a ベルト内側表面
1b ベルト外側表面
2 上部プーリ
2a プーリ軸
2b 案内つば
3 下部プーリ
3a プーリ軸
3b 案内つば
4 上部ベルト押圧体
4a ベルト押圧面
4b 冷却水室
4c ベルト押圧面裏面側
4d 補強板
4e 係合溝
5 下部ベルト押圧体
5a ベルト押圧面
5b 冷却水室
5c ベルト押圧面裏面側
5d 補強板
5e 係合溝
6 上部圧力付与体
7 下部圧力付与体
8 摩擦板
8a 表面側
8b ねじ
8c 曲り部
9 潤滑剤塗布装置
9a 潤滑剤
9b 潤滑剤ホルダー
11 エンドレスベルト
11a ベルト内側表面
11b ベルト外側表面
20 上部長円型圧力付与体
21 ベルト押圧部
21a ベルト押圧面
21b ベルト押圧面裏面側
22 ベルトガイド部
22a 潤滑剤ホルダー
23 ベルト反転部
23a 係合溝
23b 溝端部
24 ベルトガイド用突起
25 冷却水室
25a 補強板
30 下部長円型圧力付与体
31 ベルト押圧部
31a ベルト押圧面
31b ベルト押圧面裏面側
32 ベルトガイド部
32a 潤滑剤ホルダー
33 ベルト反転部
33a 係合溝
33b 溝端部
34 ベルトガイド用突起
35 冷却水室
35a 補強板
40 摩擦板
40a 表面側
40b ねじ
40c 先端部
40d 曲り部
50 潤滑剤
a スリット帯板
θ1 摩擦板の先端部の傾斜角度
θ2 係合溝の溝端部の傾斜角度
θ3 θ1とθ2との角度差
DESCRIPTION OF SYMBOLS 1 Endless belt 1a Belt inner surface 1b Belt outer surface 2 Upper pulley 2a Pulley shaft 2b Guide collar 3 Lower pulley 3a Pulley shaft 3b Guide collar 4 Upper belt pressing body 4a Belt pressing surface 4b Cooling water chamber 4c Belt pressing surface back side 4d Reinforcement Plate 4e Engaging groove 5 Lower belt pressing body 5a Belt pressing surface 5b Cooling water chamber 5c Back side of belt pressing surface 5d Reinforcement plate 5e Engaging groove 6 Upper pressure applying body 7 Lower pressure applying body 8 Friction plate 8a Surface side 8b Screw 8c Curved portion 9 Lubricant application device 9a Lubricant 9b Lubricant holder 11 Endless belt 11a Belt inner surface 11b Belt outer surface 20 Upper oval pressure applicator 21 Belt pressing portion 21a Belt pressing surface 21b Belt pressing surface back side 22 Belt guide Part 22a Lubricant holder 23 Belt reversing part 2 a engaging groove 23b groove end portion 24 belt guide protrusion 25 cooling water chamber 25a reinforcing plate 30 lower oval pressure applying body 31 belt pressing portion 31a belt pressing surface 31b belt pressing surface rear side 32 belt guide portion 32a lubricant holder 33 Belt reversing portion 33a Engaging groove 33b Groove end portion 34 Belt guide protrusion 35 Cooling water chamber 35a Reinforcement plate 40 Friction plate 40a Surface side 40b Screw 40c Tip portion 40d Bending portion 50 Lubricant a Slit strip plate θ1 At the tip of the friction plate Inclination angle θ2 Inclination angle of groove end of engagement groove θ3 Angle difference between θ1 and θ2
この発明は、上記のような課題に鑑み、その課題を解決すべく創案されたものであって、その目的とするところは、摩耗しやすい長円型圧力付与体のベルト押圧面に金属製薄板の摩擦板を装着することにより、ベルト押圧面の摩耗を防いでベルト押圧面の摩耗に伴う長円型圧力付与体の研磨作業やこれらの大がかりの交換作業を不要にできる多条エンドレスベルト式帯板巻取り張力付与装を提供することにある。 This invention has been made in view of the above problem, which has been invented to solve the problems, it is an object of the metal to the belt pressing surface of the wear easy-length circular pressure imparting body by mounting the friction plate of thin, multi-start an endless belt capable of polishing work and replacement of these large-scale of the companion cormorants long circular pressure imparting body to the wear of the belt pressing surface to prevent wear of the belt pressing surface unnecessary An object of the present invention is to provide a device for applying a belt winding tension.
以上の目的を達成するために、請求項1の発明は、多条の各スリット帯板を上下両面から挟圧する上下一対のエンドレスベルトをスリット帯板の幅方向に複数並設し、並設された上下のエンドレスベルトのベルト内側表面をスリット帯板の上下両面に向けてそれぞれ押圧し且つベルト押圧面で発生する摩擦熱を冷却する冷却水室を内部に有する長円型圧力付与体を上下のエンドレスベルトの内側にそれぞれ配置し、上記各長円型圧力付与体を、エンドレスベルトの内側表面を直接押圧する側断面が直線状のベルト押圧部と、ベルト押圧部の両端側に各々形成され側断面が弧状のベルト反転部とから構成し、該ベルト反転部に並設された各エンドレスベルトを分割ガイドするベルトガイド用突起を設け、上下の各エンドレスベルトのベルト外側表面の摩擦係数を上記ベルト内側表面の摩擦係数より大にし、巻取り側に移動する各スリット帯板との密着係合で各エンドレスベルトを駆動し、移動する各スリット帯板と一体となって各エンドレスベルトを独立して循環動させ、ベルト押圧面とエンドレスベルトのベルト内側表面との間の滑りによる摩擦力でスリット帯板に巻取り張力を付与する多条エンドレスベルト式帯板巻取り張力付与装置において、上記長円型圧力付与体と同等又はそれ以上の良好な熱伝導性を有する金属製薄板からなる摩擦板の両端部を嵌め込むための係合溝を、スリット帯板の移動方向に対応するベルト押圧部の前後両端側に接する上記各ベルト反転部にそれぞれ形成し、上部のベルト押圧部のベルト押圧面に上記摩擦板を装着する場合には摩擦板の水平向きの両端側を上向き傾斜方向に曲げその先端を上部の係合溝に嵌め込んで取り付け、下部のベルト押圧部のベルト押圧面に上記摩擦板を装着する場合には摩擦板の水平向きの両端側を下向き傾斜方向に曲げて下部の係合溝に嵌め込んで取り付けると共に、摩擦板の両端部を係合溝に嵌め込みやすいように、その先端部を一定の傾斜角度で加工し、摩擦板の両端部が嵌め込まれる上記先端部と対応する上下の各係合溝の溝端部にも一定の傾斜角度で嵌め込み溝加工し、各溝端部の傾斜角度を摩擦板の先端部の傾斜角度より0.5度〜2度程度大きい角度差にし、上記摩擦板を上記長円型圧力付与体のベルト押圧面の表面に取り外し自在に装着した手段よりなるものである。
また、請求項1の好ましい態様として、摩擦板をエンドレスベルト幅に合わせて複数に分割配列する構成とした。また、摩擦板の表面側に自己潤滑性成分を有する薄い被膜を形成した。
In order to achieve the above object, the invention of
As a preferred aspect of the first aspect, the friction plate is configured to be divided into a plurality of sections in accordance with the width of the endless belt. A thin film having a self-lubricating component was formed on the surface side of the friction plate.
課題を解決するための手段よりなるこの発明によれば、金属製薄板をベルト押圧面に重ねて配置する摩擦板方式には次のような効果がある。
摩擦板は金属製薄板で且つ長円型圧力付与体の材質と同等かそれより良好なより熱伝導性有するので、重ねて配置しても速やかな熱伝導で冷却効果を低下させない。
摩擦板は金属製薄板なのでシアー切断やプレス折り曲げ加工などが容易なので安価な部品が実現できる。
摩擦板は金属製薄板なので摩擦板の両端部を曲げ加工することで容易にベルト内側表面を円滑に挟持部へ導入、送り出しできるのでエンドレスベルトの損傷防止対策となる。
長円型圧力付与体は撓み強度を最小限にする必要性や冷却水用の密閉箱構造の溶接加工性の問題から従来の鋼製構造となるが、摩擦板の素材は長円型圧力付与体の材質と同等かそれより良好な熱伝導性を持つJIS規格の冷間圧延鋼板や銅及び銅合金板、アルミ板などの冷間圧延薄板材を市販の安価な素材から自由に選択が可能となる。
また、フッ素樹脂被膜鋼板やモリブデンやグラファイトなどの自己潤滑性成分の焼結層の被膜を持つ金属製薄板を利用すれば外部からの潤滑剤の供給が要らないので潤滑剤や潤滑材塗布装置も不要となり保守点検も極めて容易となる。
金属製薄板をベルト押圧面に重ねる方式なので、摩擦板をエンドレスベルト幅に応じた分割方式にすることが可能となり、磨耗が激しい摩擦部分のみに付いて部分的に簡単に交換が可能となるので保守管理費用も安価で短時間での交換が可能となり生産性の向上となる。
張力付与装置の大小にかかわらず金属製薄板の分割した摩擦板は小型軽量な共通標準部品としてストックされるので、世界中のユーザへの供給の利便性がある。
このように金属製薄板の摩擦板をベルト押圧面に重ねて配置することにより強度も熱効率も低下させることなく、簡単に交換可能な摩擦面を実現できることになる画期的なものである。摩擦面が磨耗した場合にはあらかじめ準備しておいた摩擦板と容易に短時間に交換が可能となり、生産活動を阻害することなく装置の維持管理が簡単迅速に可能となる。
またプレスによる曲げ加工が容易に可能な薄板金属板を長円型圧力付与体に重ね合わせることにより非常に安価な交換部品となる。あるいは、摩擦板の片面をフッ素樹脂被膜鋼板やモリブデン、グラファイトなどによる焼結層の被膜により自己潤滑機能を持たせることにより、押圧された摩擦面とベルト内側表面との潤滑が充分且つ均等となり蛇行や張力不均等の問題も解消される。従来の外部潤滑剤塗布装置が不要となれば、スリット運転途中でライン運転を停止して潤滑剤を点検補給する必要もないので生産性も格段に向上する。
また、ベルト内側表面に潤滑油脂を塗布する方式ではないので、ベルトに油脂分が付着することもなく、その結果スリット帯板表面を汚して製品ロスとなることもなく歩留まりと品質向上に大いに役立つことなる。
また、摩擦板をベルト各条幅、もしくは複数のベルト幅に相当する幅の分割方式にすることにより早期に磨耗した部分の摩擦板のみの交換で初期の性能を回復維持できるので保守管理も簡単、迅速且つ非常に安価な維持費用となる等、極めて新規的有益なる効果を奏するものである。
According to the present invention comprising means for solving the problems, the friction plate system in which a metal thin plate is placed on the belt pressing surface has the following effects.
Since the friction plate has a material equal to or thermal conductivity than better that of且one long circular pressure imparting body by a metal sheet, be arranged to overlap not to reduce the cooling effect rapid heat transfer.
Since the friction plate is a thin metal plate, it is easy to shear and press-bend, so inexpensive parts can be realized.
Since the friction plate is a thin metal plate, the inner surface of the belt can be smoothly introduced and sent out to the clamping portion by bending both ends of the friction plate, thus preventing damage to the endless belt.
While the conventional steel structure from a welding issues needs and enclosure structure for cooling water to minimize the long circular pressure applying member flexes strength, material of the friction plate length circular pressure applying JIS standard cold-rolled steel sheets with a thermal conductivity equivalent to or better than the body material, and cold-rolled thin sheet materials such as copper and copper alloy sheets and aluminum sheets can be freely selected from commercially available inexpensive materials. It becomes.
Also, if a metal sheet with a coating film of a self-lubricating component such as molybdenum resin or graphite is used, there is no need to supply lubricant from the outside. It becomes unnecessary and maintenance inspection becomes very easy.
Since the metal thin plate is stacked on the belt pressing surface, the friction plate can be divided according to the width of the endless belt, and it can be easily replaced partially only on frictional parts where wear is severe. Maintenance costs are also low and can be replaced in a short time, improving productivity.
Regardless of the size of the tensioning device, the friction plate divided by the metal thin plate is stocked as a small and light common standard part, which is convenient for supply to users all over the world.
Thus, by arranging the metal thin friction plate so as to overlap the belt pressing surface, it is an epoch-making thing that a friction surface that can be easily replaced can be realized without lowering strength and thermal efficiency. When the friction surface is worn, it can be easily replaced in a short time with a friction plate prepared in advance, and maintenance and management of the apparatus can be easily and quickly performed without impeding production activities.
Also a very inexpensive replacement part by superimposing bending is easily possible thin metal plate to the long circular pressure imparting body by the press. Alternatively, by providing a self-lubricating function on one side of the friction plate with a coating of a sintered layer made of a fluororesin coated steel plate, molybdenum, graphite, etc., the lubrication between the pressed friction surface and the inner surface of the belt is sufficient and uniform and meanders And the problem of uneven tension are also eliminated. If the conventional external lubricant application device is not required, it is not necessary to stop the line operation during the slit operation and to check and replenish the lubricant, so that the productivity is remarkably improved.
Also, since it is not a method of applying lubricating oil to the inner surface of the belt, no oil or fat is attached to the belt, and as a result, the surface of the slit strip is not soiled and product loss is greatly helped in yield and quality improvement. It will be different.
In addition, by changing the friction plate to each belt width, or by dividing the width corresponding to multiple belt widths, it is possible to recover and maintain the initial performance by replacing only the friction plate of the part that was worn early, so maintenance management is also easy. There are extremely new and beneficial effects such as quick and very low maintenance costs.
以下、図面に記載の発明を実施するための形態に基づいて、この発明をより具体的に説明する。
多条エンドレスベルト式帯板巻取り張力付与装置にはプーリのない長円型ドラム方式があるので、実施の形態では長円型ドラム方式について説明する。
Hereinafter, the present invention will be described more specifically based on embodiments for carrying out the invention described in the drawings.
Since the multi-row endless belt-type belt take-up tension applying device has an elliptical drum system without a pulley, an elliptical drum system will be described in the embodiment.
図1〜図9において、長円型ドラム方式の多条エンドレスベルト式帯板巻取り張力付与装置は、図示しないスリット帯板巻取装置に巻き取られるスリット帯板aに所定の巻き取り張力を付与する装置で、図示しないスリット帯板巻取装置の手前側のスリット帯板aの移動通路の途中に設置されている。 1 to 9 , an elliptical drum type multi-strip endless belt strip winding tension applying device applies a predetermined winding tension to a slit strip plate a wound around a slit strip winding device (not shown). It is a device to be applied, and is installed in the middle of the movement path of the slit strip a on the near side of the slit strip take-up device (not shown).
摩擦板40は、ベルト押圧面21a,31aの表面に密着するように装着される。さらにスリット帯板aへの押圧時にはその押圧力により金属製薄板の摩擦板40はベルト押圧面21a,31aの表面に強く密着するので、エンドレスベルト1のベルト内側表面1aと摩擦板40との間で発生した摩擦熱はその密着により摩擦板40からベルト押圧面21a,31aにスムーズに伝達される。また、摩擦板40のベルト押圧面21a,31aの表面への装着は図5に図示するように、溝嵌め込み固定で行われる。
The
また、溝嵌め込み固定(図5参照)の場合には、スリット帯板aの移動方向に対応するベルト押圧部21の前後両端側に接するベルト反転部23の下部側及びベルト押圧部31の前後両端側に接するベルト反転部33の上部側に、摩擦板40の両端部を嵌め込むための係合溝23a,33aがそれぞれ形成されている。そして、上部のベルト押圧面21aに摩擦板40を装着する場合には摩擦板40の水平向きの両端側をわずかに上向き傾斜方向に曲げその先端をこの係合溝23aに嵌め込んで取り付ける。同様に下部のベルト押圧面31aに摩擦板40を装着する場合には摩擦板40の水平向きの両端側をわずかに下向き傾斜方向に曲げてこの係合溝33aに嵌め込んで取り付ける。摩擦板40をわずかに曲げても金属製薄板の弾性範囲内なので、装着後は上下のベルト押圧面21a,31aに密着することになる。
Further, in the case of groove fitting and fixing (see FIG. 5) , the lower side of the
図6に図示するように、摩擦板40の両端部は係合溝23a,33aに嵌め込みやすいように、その先端部40dには一定の傾斜角度θ1(例えば45度)で加工されている(図6(B)参照)。傾斜角度θ1としては30度〜60度の範囲が好ましい。また、これに対応して、摩擦板40の両端部が嵌め込まれる上記先端部40dと対応する上下の各係合溝23a,33aの溝端部23b,33bにも同様の一定の傾斜角度θ2(例えば45度よりわずかに大)で嵌め込み溝加工されている(図6(C)参照)。この溝端部23b,33bの傾斜角度θ2は先端部40dの傾斜角度θ1より例えば0.5度〜2度程度大きい角度差θ3になっている(図6(D)参照)。
つまり、傾斜角度θ2>傾斜角度θ1であり、
且つ、角度差θ3=θ2−θ1=0.5度〜2度程度
である。摩擦板40が容易に上下の各係合溝23a,33aに係合装着されて確実に固定されるためにはこの角度差θ3が必要なのである。
As shown in FIG. 6 , both end portions of the
That is, the inclination angle θ2> the inclination angle θ1.
In addition, the angle difference θ3 = θ2−θ1 = about 0.5 degrees to 2 degrees. This angle difference θ3 is necessary for the
摩擦板40は上下のベルト押圧部21,31の長手方向全体に重なるような広幅な1枚板でもよいが(図9(A)参照)、各エンドレスベルト1幅に相当する幅か(図9(B)参照)、複数のエンドレスベルト1幅に相当する幅に分割する方式(図9(C)〜(E)参照)にすれば、頻繁に利用する一部のエンドレスベルト1に相当する摩擦板40が偏磨耗したときには、その該当部分の摩擦板40のみを交換すればよいことになるので、安価で簡便な保守管理が実現する。
The
摩擦板40の装着は前述したような溝嵌め込み固定で行われる。また、装着される摩擦板40はスリット帯板aの幅の大きさに応じて、広幅な1枚板であったり、エンドレスベルト1の1本分ごとに分割されていたもの或いはエンドレスベルト1の複数本分ごとに分割されていたものであったりする。摩擦板40が広幅な1枚板の場合は、装着作業は一回で済む。摩擦板40が分割された板の場合は、摩擦板40の磨耗による交換の際、磨耗している摩擦板40のみを交換すればよく、材料費が安くつく。
The
図9に示すようにエンドレスベルト数条ごとに分割された金属製薄板製の摩擦板40をベルト押圧面21a,31aに重ねて装着する方式とすれば摩擦板40は小型の標準部品として量産化することが可能となり交換部品の大幅なコストダウンとなるし、一般的には巻取り装置の中央部付近の使用頻度が高いので中央部付近の摩擦板40の磨耗の激しいが、磨耗した任意の場所の摩擦板40のみを個別に交換が可能となり保守管理面でのメリットも大きいものとなる。
As shown in FIG. 9 , the
11 エンドレスベルト
11a ベルト内側表面
11b ベルト外側表面
20 上部長円型圧力付与体
21 ベルト押圧部
21a ベルト押圧面
21b ベルト押圧面裏面側
22 ベルトガイド部
22a 潤滑剤ホルダー
23 ベルト反転部
23a 係合溝
23b 溝端部
24 ベルトガイド用突起
25 冷却水室
25a 補強板
30 下部長円型圧力付与体
31 ベルト押圧部
31a ベルト押圧面
31b ベルト押圧面裏面側
32 ベルトガイド部
32a 潤滑剤ホルダー
33 ベルト反転部
33a 係合溝
33b 溝端部
34 ベルトガイド用突起
35 冷却水室
35a 補強板
40 摩擦板
40a 表面側
40c 先端部
40d 曲り部
50 潤滑剤
a スリット帯板
θ1 摩擦板の先端部の傾斜角度
θ2 係合溝の溝端部の傾斜角度
θ3 θ1とθ2との角度差
DESCRIPTION OF
Claims (3)
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010227296A JP4801788B1 (en) | 2010-10-07 | 2010-10-07 | Multi-strip endless belt strip winding tensioning device |
| US13/108,343 US8955731B2 (en) | 2010-10-07 | 2011-05-16 | Multiple endless belt type band sheet coiling tension applying apparatus |
| KR1020110047056A KR101202465B1 (en) | 2010-10-07 | 2011-05-18 | Multi-lines endless belt type strip grasping tension providing apparatus |
| EP11167881.9A EP2439004A3 (en) | 2010-10-07 | 2011-05-27 | Multiple endless belt type band sheet coiling tension applying apparatus |
| TW100120965A TWI438040B (en) | 2010-10-07 | 2011-06-16 | Multiple endless belt belt tensioning device |
| CN201110208202.1A CN102441586B (en) | 2010-10-07 | 2011-07-19 | Multiple endless belt type band sheet coiling tension applying apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010227296A JP4801788B1 (en) | 2010-10-07 | 2010-10-07 | Multi-strip endless belt strip winding tensioning device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP4801788B1 JP4801788B1 (en) | 2011-10-26 |
| JP2012081477A true JP2012081477A (en) | 2012-04-26 |
Family
ID=44508701
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010227296A Active JP4801788B1 (en) | 2010-10-07 | 2010-10-07 | Multi-strip endless belt strip winding tensioning device |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8955731B2 (en) |
| EP (1) | EP2439004A3 (en) |
| JP (1) | JP4801788B1 (en) |
| KR (1) | KR101202465B1 (en) |
| CN (1) | CN102441586B (en) |
| TW (1) | TWI438040B (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102699123A (en) * | 2012-06-14 | 2012-10-03 | 亚太轻合金(南通)科技有限公司 | Continuous big plate winding device for aluminum tube |
| WO2014122737A1 (en) | 2013-02-06 | 2014-08-14 | Jdc株式会社 | Suction roll device |
| WO2016151701A1 (en) * | 2015-03-20 | 2016-09-29 | Jdc株式会社 | Slit band sheet coiling-tension applying device |
| JP6150368B1 (en) * | 2016-09-15 | 2017-06-21 | Jdc株式会社 | Winding tensioning device for slit strip |
| TWI611849B (en) * | 2016-08-05 | 2018-01-21 | Jdc Inc | Winding tensioning device for stripping strip |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104338785A (en) * | 2013-08-02 | 2015-02-11 | 昆山国置精密机械有限公司 | Steel plate coiling tension device |
| KR101725097B1 (en) * | 2015-12-21 | 2017-04-10 | 주식회사 포스코 | Apparatus for preventing slipping of strip |
| CN106391751B (en) * | 2016-06-04 | 2019-05-31 | 扬州亚联机械科技有限公司 | It is a kind of can lateral shift belt tension device |
| CN106829586B (en) * | 2017-04-01 | 2018-03-27 | 罗兰丝汇时尚家纺有限公司 | Home textile cloth devices for taking-up |
| US20180319613A1 (en) * | 2017-05-04 | 2018-11-08 | Butech, Inc. | Traction tensioning machine |
| CN109675961A (en) * | 2018-12-07 | 2019-04-26 | 肇庆宏旺金属实业有限公司 | A kind of tension station with fine tuning structure |
| US11510474B1 (en) * | 2021-05-05 | 2022-11-29 | John H. Shadduck | Cosmetic applicator and method of use |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2584704A (en) * | 1948-09-07 | 1952-02-05 | Harry L Horn | Strip casting machine |
| US3481523A (en) * | 1967-06-13 | 1969-12-02 | Us Industries Inc | Strip stock feeding device |
| US3735937A (en) | 1971-02-08 | 1973-05-29 | B Plantard | Continuous sheet slitting mills |
| JPS56136748A (en) * | 1980-12-23 | 1981-10-26 | Nippon Kaihatsu Consultant:Kk | Tension applying apparatus for band steel |
| JPS60122652A (en) * | 1983-12-05 | 1985-07-01 | Rozai Kogyo Kk | Belt bridle |
| JPH0774061B2 (en) | 1986-07-07 | 1995-08-09 | 株式会社日本開発コンサルタント | Strip tensioning device |
| JP2788941B2 (en) * | 1989-11-01 | 1998-08-20 | 株式会社日本開発コンサルタント | Strip tensioning device |
| US5265817A (en) * | 1989-11-08 | 1993-11-30 | Auxmet | Braking device for continuous slitted bands |
| FR2654024B1 (en) * | 1989-11-08 | 1995-04-14 | Auxmet | IMPROVEMENTS TO TAPE SLITTING FACILITIES. |
| JPH0476085A (en) * | 1990-07-17 | 1992-03-10 | Toyota Motor Corp | Differential limiting device |
| JP2651891B2 (en) * | 1993-11-05 | 1997-09-10 | 株式会社日本開発コンサルタント | Circular metal strip tension applying device |
| JP2745391B2 (en) * | 1995-01-24 | 1998-04-28 | 株式会社淀川製鋼所 | Winding device for surface-treated metal strip and its winding method |
| US5775417A (en) * | 1997-03-24 | 1998-07-07 | Council; Malcolm N. | Coiled tubing handling apparatus |
| JP3023598B2 (en) * | 1997-03-25 | 2000-03-21 | 株式会社日本開発コンサルタント | Endless belt for strip tension applying device |
| ATE359878T1 (en) * | 2002-07-02 | 2007-05-15 | Japan Dev Consult | TENSIONING DEVICE FOR A TAPE REEL |
| JP3769730B2 (en) * | 2002-07-02 | 2006-04-26 | 株式会社日本開発コンサルタント | Strip winding tension applying device, endless belt of strip winding tension applying device, and endless belt lubricant for strip winding tension applying device |
| JP3686886B2 (en) * | 2002-07-02 | 2005-08-24 | 株式会社日本開発コンサルタント | Band take-up tension applying device |
| JP3947714B2 (en) * | 2003-01-31 | 2007-07-25 | 株式会社日本開発コンサルタント | Band take-up tension applying device |
| US6964392B1 (en) * | 2003-06-24 | 2005-11-15 | Matsunaga Douglas S | Variable strip tensioner |
| JP4625516B2 (en) * | 2008-10-06 | 2011-02-02 | 株式会社日本開発コンサルタント | Endless belt with slits for belt-type belt winding tension application device |
-
2010
- 2010-10-07 JP JP2010227296A patent/JP4801788B1/en active Active
-
2011
- 2011-05-16 US US13/108,343 patent/US8955731B2/en active Active
- 2011-05-18 KR KR1020110047056A patent/KR101202465B1/en active IP Right Grant
- 2011-05-27 EP EP11167881.9A patent/EP2439004A3/en not_active Withdrawn
- 2011-06-16 TW TW100120965A patent/TWI438040B/en active
- 2011-07-19 CN CN201110208202.1A patent/CN102441586B/en active Active
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102699123A (en) * | 2012-06-14 | 2012-10-03 | 亚太轻合金(南通)科技有限公司 | Continuous big plate winding device for aluminum tube |
| WO2014122737A1 (en) | 2013-02-06 | 2014-08-14 | Jdc株式会社 | Suction roll device |
| KR20150006032A (en) | 2013-02-06 | 2015-01-15 | 제이디씨 가부시키가이샤 | Suction roll device |
| US9663315B2 (en) | 2013-02-06 | 2017-05-30 | Jdc, Inc. | Suction roll device |
| EP3272686A4 (en) * | 2015-03-20 | 2018-12-19 | JDC, Inc. | Slit band sheet coiling-tension applying device |
| WO2016151701A1 (en) * | 2015-03-20 | 2016-09-29 | Jdc株式会社 | Slit band sheet coiling-tension applying device |
| JPWO2016151701A1 (en) * | 2015-03-20 | 2017-06-01 | Jdc株式会社 | Winding tensioning device for slit strip |
| US10618092B2 (en) | 2015-03-20 | 2020-04-14 | Jdc, Inc. | Slit band sheet coiling-tension applying device |
| TWI611849B (en) * | 2016-08-05 | 2018-01-21 | Jdc Inc | Winding tensioning device for stripping strip |
| JP6150368B1 (en) * | 2016-09-15 | 2017-06-21 | Jdc株式会社 | Winding tensioning device for slit strip |
| KR20180079223A (en) * | 2016-09-15 | 2018-07-10 | 제이디씨 가부시키가이샤 | Slit band sheet coiling-tension applying device |
| KR101944391B1 (en) * | 2016-09-15 | 2019-04-17 | 제이디씨 가부시키가이샤 | Slit band sheet coiling-tension applying device |
| WO2018051470A1 (en) * | 2016-09-15 | 2018-03-22 | Jdc株式会社 | Winding tension applying device for slit strip |
| US10875070B2 (en) | 2016-09-15 | 2020-12-29 | Jdc, Inc. | Device for applying coiling-tension to a slit band sheet |
| US11534812B2 (en) | 2016-09-15 | 2022-12-27 | Jdc, Inc. | Device for applying coiling-tension to a slit band sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2439004A2 (en) | 2012-04-11 |
| KR101202465B1 (en) | 2012-11-20 |
| TWI438040B (en) | 2014-05-21 |
| JP4801788B1 (en) | 2011-10-26 |
| US8955731B2 (en) | 2015-02-17 |
| CN102441586A (en) | 2012-05-09 |
| KR20120036249A (en) | 2012-04-17 |
| EP2439004A3 (en) | 2015-04-01 |
| CN102441586B (en) | 2015-02-25 |
| TW201215550A (en) | 2012-04-16 |
| US20120085853A1 (en) | 2012-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4801788B1 (en) | Multi-strip endless belt strip winding tensioning device | |
| RU2552365C2 (en) | Separator machine and separation method | |
| US5750259A (en) | Method and apparatus for finishing a continuous sheet of paper | |
| US8408973B2 (en) | Finishing apparatus with resiliently mountable finishing belt guide | |
| JP2016507401A (en) | Stretching device | |
| EP3272686B1 (en) | Slit band sheet coiling-tension applying device | |
| US11534812B2 (en) | Device for applying coiling-tension to a slit band sheet | |
| JP5884596B2 (en) | Microstructure transfer film manufacturing method and manufacturing apparatus | |
| KR100515156B1 (en) | Strip grasping tension providing apparatus and endless belt thereof and lubricant material for endless belt | |
| JP4672721B2 (en) | Doctor bed | |
| JP3686886B2 (en) | Band take-up tension applying device | |
| JP5113452B2 (en) | Endless belt manufacturing method and endless belt polishing apparatus | |
| FI113675B (en) | A method for preventing damage to the polymer surface by a calender and a calender | |
| JP2014180621A (en) | Coating device and coating method | |
| JPH1124458A (en) | Fixing device | |
| TW201808482A (en) | Coiling tension applying device for slitted strip plates includes an upper structure and a lower structure and each of them includes two cooling rolls | |
| FI90263B (en) | Long-zone press | |
| US2801498A (en) | Abrasive finishing machine | |
| JP2575957Y2 (en) | Blade coater blade changer | |
| TW201134742A (en) | Strip tension application apparatus | |
| JP2011005637A (en) | Tape holder-integrated type cassette shoe assembly |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110802 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110805 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140812 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4801788 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |