JP2011020102A - Filter medium mainly used for air intake side of range hood - Google Patents
Filter medium mainly used for air intake side of range hood Download PDFInfo
- Publication number
- JP2011020102A JP2011020102A JP2009169586A JP2009169586A JP2011020102A JP 2011020102 A JP2011020102 A JP 2011020102A JP 2009169586 A JP2009169586 A JP 2009169586A JP 2009169586 A JP2009169586 A JP 2009169586A JP 2011020102 A JP2011020102 A JP 2011020102A
- Authority
- JP
- Japan
- Prior art keywords
- weft
- core
- warp
- woven
- sheath
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Abstract
Description
本発明は、塵埃や油煙等を捕捉するためのフィルター材に関し、主として、台所や調理場等で用いられているレンジフードや換気扇等の吸気口側に取り付けるフィルター材に関するものである。 The present invention relates to a filter material for capturing dust, oily smoke, and the like, and particularly to a filter material attached to an intake port side of a range hood, a ventilation fan or the like used in a kitchen, a kitchen, or the like.
台所や調理場等で用いられているレンジフードの換気ファンや内壁は、油汚れ等が付着しやすく、これをそのまま放置しておくと不潔であるため、レンジフードの吸気口側に油煙等を除去乃至捕捉するためのフィルター材を取り付けることが行われている。かかるフィルター材としては、従来より、ガラス繊維マットや難燃性不織布が用いられている(特許文献1)。しかしながら、ガラス繊維マットや難燃性不織布よりなるフィルター材は、使用後に廃棄するもので使い捨て商品であり、環境に与える負荷が大きく好ましいものではない。 The range hood ventilation fans and inner walls used in kitchens and kitchens are prone to oil stains and are unclean if left unattended. A filter material for removing or capturing is attached. As such a filter material, a glass fiber mat or a flame-retardant nonwoven fabric has been conventionally used (Patent Document 1). However, filter materials made of glass fiber mats and flame retardant nonwoven fabrics are discarded after use and are disposable products, which are not preferable because of their large environmental load.
本発明の課題は、使用後に廃棄せずに、洗浄することによって繰り返し使用可能なフィルター材を提供することにある。繰り返し使用可能なフィルター材とするためには、洗浄時に形態が崩れにくいものを採用する必要がある。不織布は洗浄時に構成繊維が脱落するために、本発明の課題を解決できない。 An object of the present invention is to provide a filter material that can be used repeatedly by washing without being discarded after use. In order to obtain a filter material that can be used repeatedly, it is necessary to adopt a filter material that does not easily collapse during cleaning. Non-woven fabrics cannot solve the problems of the present invention because constituent fibers fall off during washing.
そこで、本発明は、フィルター材として三次元織物を採用すると共に、特殊な糸使いにより、洗浄時等に形態が崩れにくいようにしたものである。すなわち、本発明は、レーヨンモノフィラメントよりなる経糸1a及び緯糸1bが織成されてなる表地と、レーヨンモノフィラメントよりなる経糸2a及び緯糸2bが織成されてなる裏地と、緯糸1b及び2bと織成されてなる芯鞘型モノフィラメントよりなる経糸3aと、緯糸1b及び2bの間に配置された芯鞘型モノフィラメントよりなる緯糸3bとで構成されてなる三次元織物であって、前記芯鞘型モノフィラメントは、芯成分が高融点重合体で鞘成分が低融点重合体よりなり、経糸3aと緯糸3bの接点において低融点重合体の溶融固化により接合されていることを特徴とする、主としてレンジフードの吸気口側に用いるフィルター材に関するものである。
Therefore, the present invention employs a three-dimensional woven fabric as a filter material and makes it difficult for the shape to collapse during washing or the like by using a special thread. That is, the present invention is woven with a surface made of
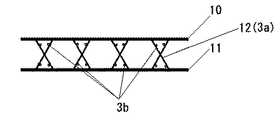
本発明に係るフィルター材は、三次元織物で構成されている。この三次元織物は、基本的には、表地10と裏地11と、表地10と裏地11とを繋ぐ連結糸12(本発明では芯鞘型モノフィラメントよりなる経糸3a)とで構成されている。
The filter material according to the present invention is composed of a three-dimensional fabric. This three-dimensional woven fabric is basically composed of a
表地10は、レーヨンモノフィラメントよりなる経糸1aと緯糸1bとを用いて、これを任意の織組織で織成してなる。また、裏地11も、レーヨンモノフィラメントよりなる経糸2aと緯糸2bとを用いて、これを任意の織組織で織成してなる。レーヨンモノフィラメントを用いる理由は、炎と接触した場合、炭化するだけで孔が開きにくく、炎が燃え広がりにくいからである。また、モノフィラメントを用いて、数デニール乃至は数十デニールの細繊度のフィラメントが多数本集束されてなるマルチフィラメントを用いない理由は、細繊度のフィラメントは洗浄時に切断して脱落する恐れがあるからである。したがって、モノフィラメントの繊度は、一般的に数百デニールのもの、すなわち100〜1000デニール程度の太繊度である。
The
表地10及び裏地11の織組織は任意の織組織が採用される。たとえば、平織組織、斜文織組織、朱子織組織、その他の織組織が採用される。具体的には、図2及び図3の組織図で示したような模しゃ織組織が、表地10及び裏地11に採用される。経糸1a、緯糸1b、経糸2a及び緯糸2bの密度は任意であるが、圧力損失を低くして空気の流通性をよくするために、比較的粗な密度であるのが好ましい。たとえば、経糸密度及び緯糸密度共に、20〜70本/インチ程度であるのが好ましい。また、経糸1a間、緯糸1b間、経糸2a間及び緯糸2b間に適宜間隔を設けた箇所を設け、比較的大きな目を形成して、圧力損失が低くなるようにしてもよい。なお、図7に示したフィルター材は、各々の各糸が三本密接し、そしてこの三本密接したもの同士が隣り合う箇所で、2〜4mmの間隔を設けて、比較的大きな目を形成したものである。
Arbitrary woven structures are adopted as the woven structure of the
表地10と裏地11とを繋ぐ連結糸12は、本発明では芯鞘型モノフィラメントが用いられる。そして、この芯鞘型モノフィラメントは経糸3aとして、表地10の緯糸1b及び裏地11の緯糸2bと共に織成される。経糸3aと、表地10の緯糸1b及び裏地11の緯糸2bで織成される織組織としても、任意の織組織が採用される。たとえば、図4及び図5の組織図で示したような織組織が採用される。図4の組織図は、経糸3aと表地10の緯糸1bとの織組織を示しており、図5の組織図は、経糸3aと裏地11の緯糸2bとの織組織を示している。図4及び図5の組織図から分かるように、経糸3aの本数は、表地10の経糸1a又は裏地11の経糸2aの各々6本当たり2本となっており、経糸1a及び2aの本数よりも少なくてよい。経糸3aは、織物の三次元形態を維持するためのもので、これが維持できる程度であればよいからである。
In the present invention, a core-sheath monofilament is used for the connecting
図4及び図5では、経糸3aと表地10の緯糸1b及び経糸3aと裏地11の緯糸2bの織組織が同一となっているが、かかる織組織は、経糸3aを左右に往復させて織成することにより実現しうる。すなわち、図6に示すように、表地10の緯糸1bと織成された経糸3aは、次に右側のコースに移動して、裏地11の緯糸2bと織成され、また一方、裏地11の緯糸2bと織成された経糸3aは、次に左側のコースに移動して、表地10の緯糸1bと織成されて、かかる織組織が実現されるのである。
4 and 5, the weave structures of the
また、芯鞘型モノフィラメントは、緯糸3bとしても用いられている。緯糸3bは、緯糸1b及び緯糸2bに沿った状態で、緯糸1b及び緯糸2b間に配置されている。図1では、経糸3aが表地10から裏地11に移動する箇所において、緯糸1b及び緯糸2bに沿った状態で、緯糸1b及び緯糸2b間に配置されている。
The core-sheath monofilament is also used as the
以上のような経糸3a及び緯糸3bの織成において、経糸3a及び緯糸3bは、いずれも、芯成分が高融点重合体で鞘成分が低融点重合体よりなる芯鞘型モノフィラメントで構成されている。したがって、織成後、低融点重合体が溶融する温度に加熱した後冷却すると、経糸3aと緯糸3bとの接点において、低融点重合体が溶融固化し、当該接点で接合されることになる。よって、三次元構造を維持した状態で形態が安定し、洗浄時においても形態崩れの少ないものとなる。
In the weaving of the
経糸3a及び緯糸3bを構成する芯鞘型モノフィラメントは、一般的には同一の組成のものである。すなわち、同一の高融点重合体からなる芯成分と同一の低融点重合体からなる鞘成分とで構成されている。しかしながら、特に高融点重合体は異なる組成のものであってもよい。また、低融点重合体も、相溶性が不十分でなく、溶融固化したときに接合されるものであれば、異なる組成のものであってもよい。高融点重合体/低融点重合体の組み合わせとしては、ポリエステル/ポリエチレン、ポリエステル/ポリプロピレン、高融点ポリエステル/低融点ポリエステル等の組み合わせが用いられる。本発明においては、融点差の大きいポリエステル/ポリエチレンの組み合わせが好ましい。
The core-sheath monofilaments constituting the
芯鞘型モノフィラメントの繊度も、一般的に数百デニールのもの、すなわち100〜1000デニール程度の太繊度であるのが好ましい。経糸3aである芯鞘型モノフィラメントは、特に太繊度であるのが好ましい。これは、太繊度の方が剛直であり、洗浄しても三次元構造を維持しやすく、形態崩れが生じにくいからである。なお、芯鞘型モノフィラメントについても、細繊度の芯鞘型フィラメントが多数本集束されてなるマルチフィラメントを用いない理由は、細繊度の芯鞘型フィラメントが洗浄時に切断して脱落する恐れがあるからである。
The fineness of the core-sheath monofilament is also preferably several hundred denier, that is, about 100 to 1000 denier. The core-sheath monofilament that is the
芯鞘型モノフィラメントからなる経糸3a及び緯糸3bの密度は任意であるが、一般的には、表地10や裏地11の経糸密度及び緯糸密度よりも少ない。経糸3a及び緯糸3bの密度を多くすると、圧力損失が高くなる傾向が生じる。たとえば、図7に示したフィルター材は、表地10及び裏地11の経糸密度が約60本/インチで、緯糸密度が約25本/インチであり、経糸3a密度及び緯糸3b密度が約20本/インチとなっている。
The density of the
本発明に係るフィルター材は、前記した糸使いで三次元織物を織成し、熱処理すれば簡単に得られ、合理的に得られるものである。そして、そのままフィルター材として使用してもよいし、難燃加工や抗菌加工等の後加工を行って使用してもよい。特に、レンジフードの吸気口側に用いる場合には、難燃加工をするのが好ましい。難燃加工としては、周知のプロパン加工等が採用される。 The filter material according to the present invention can be obtained easily and rationally by weaving a three-dimensional woven fabric with the above-described yarn use and heat-treating it. And you may use as it is as a filter material, and you may use it after performing post-processing, such as a flame-retardant process and an antibacterial process. In particular, when used on the intake side of a range hood, it is preferable to perform flame-retardant processing. A well-known propane process etc. are employ | adopted as a flame-retardant process.
本発明に係るフィルター材は、レーヨンモノフィラメントで織成されてなる表地と裏地との間を、芯鞘型モノフィラメントよりなる経糸3aで連結した三次元織物である。したがって、内部に多数の空隙を持つために、塵埃や油を多量に捕捉しうるものである。そして、この三次元織物には、表地及び裏地の緯糸に沿ってその間に、芯鞘型モノフィラメントよりなる緯糸3bが配置されており、芯鞘型モノフィラメントよりなる経糸3a及び緯糸3bの接点が低重合体よりなる鞘成分の溶融固化によって接合されて、形態安定性が図られている。したがって、本発明に係るフィルター材は、使用後に洗浄しても、形態が崩れにくく、繰り返し使用しても、内部の空隙に多量の塵埃や油を捕捉しうるという効果を奏する。よって、本発明に係るフィルター材は、繰り返し洗浄して使用することができ、従来の使い捨てのフィルター材に比べて、環境上有益なものである。
The filter material according to the present invention is a three-dimensional woven fabric in which a surface fabric and a lining fabric woven with rayon monofilaments are connected by
また、本発明に係るフィルター材に難燃加工を施すと、表地及び裏地にレーヨンモノフィラメントを使用していることと相俟って、燃焼試験を行っても、炭化するだけで大きな孔が開かず、優れた難燃性を示す。したがって、台所や調理場等で用いられているレンジフードや換気扇の吸気口側に取り付けるフィルター材として好適である。 In addition, when the filter material according to the present invention is subjected to flame retardant processing, in combination with the use of rayon monofilaments for the outer material and the lining material, even if a combustion test is performed, only carbonization does not open a large hole. Excellent flame retardancy. Therefore, it is suitable as a filter material attached to the intake side of a range hood or a ventilation fan used in a kitchen or a kitchen.
1a 表地の経糸
1b 表地の緯糸
2a 裏地の経糸
2b 裏地の緯糸
3a 芯鞘型モノフィラメントよりなる経糸
3b 芯鞘型モノフィラメントよりなる緯糸
11 表地
12 裏地
13 連結糸(芯鞘型モノフィラメントよりなる経糸3a)
DESCRIPTION OF
Claims (5)
前記芯鞘型モノフィラメントは、芯成分が高融点重合体で鞘成分が低融点重合体よりなり、経糸3aと緯糸3bの接点において低融点重合体の溶融固化により接合されていることを特徴とする、主としてレンジフードの吸気口側に用いるフィルター材。 A surface fabric in which warp yarns 1a and weft yarns 1b made of rayon monofilaments are woven, a backing material in which warp yarns 2a and weft yarns 2b made of rayon monofilaments are woven, and a core-sheath monofilament in which weft yarns 1b and 2b are woven. A three-dimensional woven fabric composed of warp yarns 3a and weft yarns 3b made of core-sheath monofilaments arranged between the weft yarns 1b and 2b,
The core-sheath monofilament is characterized in that the core component is a high-melting polymer and the sheath component is a low-melting polymer, and is joined by melting and solidifying the low-melting polymer at the contact point between the warp 3a and the weft 3b. , Filter material mainly used on the intake side of the range hood.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009169586A JP2011020102A (en) | 2009-07-17 | 2009-07-17 | Filter medium mainly used for air intake side of range hood |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009169586A JP2011020102A (en) | 2009-07-17 | 2009-07-17 | Filter medium mainly used for air intake side of range hood |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2011020102A true JP2011020102A (en) | 2011-02-03 |
Family
ID=43630625
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009169586A Pending JP2011020102A (en) | 2009-07-17 | 2009-07-17 | Filter medium mainly used for air intake side of range hood |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2011020102A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012210597A (en) * | 2011-03-31 | 2012-11-01 | Duskin Co Ltd | Composite filter and composite filter structure using the same |
| CN103789905A (en) * | 2014-01-28 | 2014-05-14 | 常州悦诚新材料有限公司 | Vertical core material woven fabric |
| JP2016522029A (en) * | 2013-05-17 | 2016-07-28 | シャクティ ニッティング リミテッド | Bactericidal composite material |
-
2009
- 2009-07-17 JP JP2009169586A patent/JP2011020102A/en active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012210597A (en) * | 2011-03-31 | 2012-11-01 | Duskin Co Ltd | Composite filter and composite filter structure using the same |
| JP2016522029A (en) * | 2013-05-17 | 2016-07-28 | シャクティ ニッティング リミテッド | Bactericidal composite material |
| CN103789905A (en) * | 2014-01-28 | 2014-05-14 | 常州悦诚新材料有限公司 | Vertical core material woven fabric |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4980463B2 (en) | Three-dimensional solid woven fabric and manufacturing method thereof | |
| JP5021776B2 (en) | 3D solid fabric | |
| KR101691670B1 (en) | Thermally stabilized bag house filters and media | |
| JP5746097B2 (en) | Three-dimensional fabric with a three-layer structure | |
| KR20100004638A (en) | A high density micro fabric | |
| WO2021010178A1 (en) | Fiber structure and production method therefor | |
| JP2011020102A (en) | Filter medium mainly used for air intake side of range hood | |
| JP2020524595A (en) | Filtration material | |
| RU2692812C1 (en) | Cleaning textile | |
| US20070261189A1 (en) | Cleaning Cloth Comprising Staple Fiber Loops | |
| JP2010209488A (en) | Porous support for producing hydroentangled nonwoven fabric, and method for producing the same | |
| JP5145618B2 (en) | Net with uneven shape | |
| CN105617763A (en) | Composite air filtration cloth and manufacturing method thereof | |
| JP6270357B2 (en) | mop | |
| KR102538497B1 (en) | Laundry net for reducing microplastic and manufacturing method thereof | |
| JP6453152B2 (en) | Filter material for bag filter and method for producing the same | |
| JPH0534733Y2 (en) | ||
| JPH08192017A (en) | Filter cloth improved in durability | |
| JP2011063901A (en) | Wiping material | |
| JP3530244B2 (en) | Durable filter cloth | |
| JPH0957026A (en) | Composite felt and bag filter | |
| JP6017814B2 (en) | Pile fabric | |
| CN108778458A (en) | The laminated resistance to heat filter of poly arylidene thio-ester | |
| JP2010236116A (en) | Fabric for shooter | |
| CN102490417A (en) | Preparation method for polyphenylene sulfide bonded needle fabrics |