JP2010120685A - Sterilizing bag, sterilizing bag body, and its manufacturing method - Google Patents
Sterilizing bag, sterilizing bag body, and its manufacturing method Download PDFInfo
- Publication number
- JP2010120685A JP2010120685A JP2008297144A JP2008297144A JP2010120685A JP 2010120685 A JP2010120685 A JP 2010120685A JP 2008297144 A JP2008297144 A JP 2008297144A JP 2008297144 A JP2008297144 A JP 2008297144A JP 2010120685 A JP2010120685 A JP 2010120685A
- Authority
- JP
- Japan
- Prior art keywords
- bag
- sterilization
- heat
- breathable film
- sterilization bag
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Abstract
Description
本発明は、医療用器具、医療品、微生物検査器具、食品容器等の器具、および容器のエチレンオキサイドガス滅菌用袋、滅菌用包装体、及びその製造方法に関する。 The present invention relates to a medical device, a medical product, a microbiological test device, a food container, and an ethylene oxide gas sterilization bag, a sterilization package, and a method for manufacturing the same.
従来、医療用器具等を収納する包装袋に用いられる滅菌用袋として、袋の一部に通気部分を備えたエチレンオキサイドガス(以下「EOG」と称する)滅菌用袋が知られている。この滅菌用袋は、シリンジ等の医療器具等を収納後、開口部をヒートシールにより密封されて包装体となり、滅菌釜内でEOGを用いた気体置換および脱気処理を受け、包装体内の気体をEOGガスと置換することにより、滅菌処理が施される。 Conventionally, an ethylene oxide gas (hereinafter referred to as “EOG”) sterilization bag having a ventilation portion in a part of the bag is known as a sterilization bag used for a packaging bag for storing medical instruments and the like. This sterilization bag contains a medical instrument such as a syringe, and the opening is sealed by heat sealing to form a package, which is subjected to gas replacement and deaeration treatment using EOG in the sterilization kettle. By substituting EOG gas for sterilization.
ここで、滅菌用袋の通気部分の部材として、微生物が通過できない機能を有する、いわゆる滅菌紙が、一般に使用されているが、この滅菌紙は非常に高価である。 Here, as a member of the ventilation portion of the sterilization bag, so-called sterilized paper having a function of preventing passage of microorganisms is generally used, but this sterilized paper is very expensive.
そこで、滅菌紙の使用量を少なく抑え、コスト的に優れたEOG滅菌用袋として、内面が熱接着性である非通気性材料をU字状に折り畳んでなる略筒状体の少なくとも一部に、短冊状の滅菌紙をヒートシールし、通気部分として、ミシン目、または、針孔等を設け、前記略筒状体の所定の縁部を熱接着してなる滅菌用袋が、提案されている(例えば、特許文献1参照)。 Therefore, as a bag for EOG sterilization that reduces the amount of sterilized paper used and is excellent in cost, at least a part of a substantially cylindrical body formed by folding a non-breathable material whose inner surface is thermally adhesive into a U shape. A sterilization bag is proposed in which strip-shaped sterilized paper is heat sealed, a perforation or a needle hole is provided as a ventilation portion, and a predetermined edge of the substantially cylindrical body is thermally bonded. (For example, refer to Patent Document 1).
図13に、従来の滅菌用袋からなる滅菌用包装体の概略図を示す。ここで、(a)は平面図、(b)は図13(a)のD−D線で示した部分の断面図である。 FIG. 13 shows a schematic view of a sterilization package comprising a conventional sterilization bag. Here, (a) is a plan view and (b) is a cross-sectional view of the portion indicated by the line DD in FIG. 13 (a).
従来の滅菌用袋は以下のように作成される。まず、非通気性フィルムをロール状に巻き取った巻取り状原反から、非通気性フィルムを帯状に引き出し、その長手方向に連続して、ミシン目、または針孔等の孔を非通気性フィルムに設け、その孔を塞ぐように非通気性フィルムの内面側に帯状の滅菌紙をあてがって、滅菌紙両端を縦ヒートシールにより非通気性フィルムの内面に固定した後、非通気性フィルムを長手方向の中心線で折り曲げ、非通気性フィルムの両端を重ね合わせて縦ヒートシールを施し、更に、横ヒートシールにより幅方向と平行に周縁ヒートシール部を形成してからノッチを設け、裁断して滅菌用包装袋とする。
その後に、前記滅菌用袋を包装機にセットし、内容物を収納後、開口部にヒートシールを施して密封ヒートシール部を設け、滅菌用包装体とするものである。
A conventional sterilization bag is prepared as follows. First, the non-breathable film is wound in a roll shape, and then the non-breathable film is drawn into a strip shape, and the perforations or needle holes are continuously non-breathable in the longitudinal direction. A strip of sterilized paper is applied to the inner surface of the non-breathable film so as to close the hole, and both ends of the sterilized paper are fixed to the inner surface of the non-breathable film by vertical heat sealing. Bend at the center line in the longitudinal direction, overlap the both ends of the non-breathable film and apply vertical heat seal, and further form a peripheral heat seal part parallel to the width direction by horizontal heat seal, then provide a notch and cut Use sterilization packaging bags.
Thereafter, the sterilization bag is set in a packaging machine, and after the contents are stored, the opening is heat-sealed to provide a hermetic heat-sealing portion to obtain a sterilization package.
しかしながら、従来の滅菌用包装体においては、各通気孔の開口面積が小さいため、包装体の通気量を確保するためには、ミシン目、または針孔を滅菌用袋の長手方向に多く設ける必要があり、自ずと短冊状の滅菌紙の配置も滅菌用袋の長手方向に配置せねばならず、結果的に高価な滅菌紙の使用量が多くなり、コスト上問題がある。 However, in the conventional sterilization packaging body, since the opening area of each ventilation hole is small, it is necessary to provide a large number of perforations or needle holes in the longitudinal direction of the sterilization bag in order to ensure the ventilation amount of the packaging body. Therefore, the strip-shaped sterilized paper must also be arranged in the longitudinal direction of the sterilization bag. As a result, the amount of expensive sterilized paper used is increased, resulting in a cost problem.
ここで、ミシン目や針孔の数を多くすれば、通気孔の総開口面積は大きくなるが、包装体が急激に膨張した際に、前記ミシン目、または針孔を設けた箇所で非通気性フィルムが破れ易くなり、このことにより滅菌紙も破損してしまうので、ミシン目、または針孔の数は少なくせざるを得ない。また、孔を大きくして数を少なくすることも可能だが、滅菌紙が白色であるため、孔から侵入して滅菌紙上に付着した異物が非常に目立ってしまう上、開封時に外に飛び出す危険性があるため、孔を大きくすることは好ましくない。
このため、従来の滅菌用包装体においては、ミシン目や針孔の数を多くする手法も、各孔を大きくする手法も、採用することは困難であり、EOG滅菌処理における気体置換には、長い時間を要することになり、EOG滅菌処理の能率低下を招いている。
Here, if the number of perforations and needle holes is increased, the total opening area of the vent holes becomes large. However, when the packaging body expands rapidly, the perforations or portions where the needle holes are provided are not vented. Since the permeable film is easily torn and the sterilized paper is also damaged by this, the number of perforations or needle holes must be reduced. Although the number of holes can be increased to reduce the number, the sterilized paper is white, so foreign matter that enters through the holes and adheres to the sterilized paper is very noticeable, and there is a risk of popping out when opened. Therefore, it is not preferable to enlarge the hole.
For this reason, in the conventional sterilization package, it is difficult to adopt a method for increasing the number of perforations and needle holes and a method for enlarging each hole. For gas replacement in the EOG sterilization treatment, A long time is required, which leads to a decrease in efficiency of the EOG sterilization treatment.
また、袋体の開口部は短辺側に設けることが、一般的である。この理由は、密封ヒートシールが容易となること、及び、袋体の開口部を密封ヒートシールする際には、密封ヒートシール部周辺のスペースに余裕を持たせ、内容物がヒートシールバーと接触しないようにする必要があり、もし長辺側に開口部を設けてしまうと、袋体を大きく作らなければならず、コスト上の問題が生ずるためである。 Moreover, it is common to provide the opening part of a bag body in a short side. The reason for this is that sealing heat sealing becomes easy, and when sealing and heat-sealing the opening of the bag body, allow space in the space around the sealing heat-sealing part, and the contents come into contact with the heat-seal bar. This is because if the opening is provided on the long side, the bag must be made large, resulting in a cost problem.
それゆえ、滅菌用袋においても同様に、開口部は滅菌用袋の短辺側に設けられるが、この場合、従来の滅菌用袋では、滅菌紙を挟み込んで密封ヒートシールせざるを得ないこととなる。 Therefore, similarly, in the sterilization bag, the opening is provided on the short side of the sterilization bag. In this case, in the conventional sterilization bag, sterilization paper is sandwiched and hermetically sealed and heat sealed. It becomes.
ここで、製袋機であれば、滅菌紙を挟みこんでヒートシールを施しても、袋体を構成するフィルムに張力が掛かった状態でヒートシールしたり、冷却したりできるため、ヒートシールすることが可能であるが、包装機においては、密封ヒートシール部に掛かる張力はほとんど無く、熱間ヒートシール強度が非常に低い滅菌紙を挟み込んでヒートシールすることは大変困難である。 Here, if it is a bag making machine, even if heat sealing is performed by sandwiching sterilized paper, the film constituting the bag body can be heat sealed or cooled in a state where tension is applied, so heat sealing is performed. However, in the packaging machine, there is almost no tension applied to the sealed heat seal part, and it is very difficult to heat seal by sandwiching sterilized paper having a very low hot heat seal strength.
一方、包装機において、ヒートシール部を冷却する機構を設けることは、ヒートシール部に生じるたるみ、または収縮等から困難が伴う。
したがって、包装機で開口部をヒートシールする際は、可能な限り高温でヒートシールせざるを得ず、そのため密封ヒートシール部のフィルムが損傷を受け易く、滅菌時の急激な減圧で包装体が膨張した際に、従来の滅菌用包装体においては、上記理由により、密封ヒートシール部で破袋し易く、かつ、回避することは非常に困難であった。
On the other hand, in a packaging machine, it is difficult to provide a mechanism for cooling the heat seal part because of slack or shrinkage that occurs in the heat seal part.
Therefore, when heat-sealing the opening with a packaging machine, it must be heat-sealed at as high a temperature as possible, so that the film of the sealed heat-sealed part is easily damaged, and the package body is damaged by rapid decompression during sterilization. When inflated, the conventional sterilization packaging body is easily broken at the sealed heat-sealed portion and very difficult to avoid for the above reasons.
本発明は上記事情に対処してなされたものであり、包装機において滅菌紙を挟み込むことなく密封ヒートシールすることができ、充分な通気量を保持することができ、急激な減圧に晒されても破袋し難い滅菌用包装体を形成可能な滅菌用袋であって、かつ、袋毎の滅菌紙の使用量を少なくすることによりコスト面でも優れた滅菌用袋、滅菌用包装体、及びその製造方法を提供することを目的とするものである。 The present invention has been made in view of the above circumstances, can be sealed and heat sealed without sandwiching sterilized paper in a packaging machine, can maintain a sufficient amount of ventilation, and is exposed to rapid decompression. Is a sterilization bag capable of forming a sterilization package that is difficult to break, and the sterilization bag, the sterilization package, which are excellent in cost by reducing the amount of sterilized paper used for each bag, and The object is to provide a manufacturing method thereof.
本発明の請求項1に係る発明は、非通気性フィルムと滅菌紙からなる滅菌用袋において、同一幅で長さが異なる2枚の矩形状の非通気性フィルムの端部を、長辺が前記非通気性フィルムの幅と同一の短冊状の滅菌紙の上で、通気性を持たせて重ね合わせ、または合掌合わせし、前記滅菌紙の側縁部を前記2枚の非通気性フィルムに固定し、前記非通気性フィルムの長い方の1枚を断面略J字状に折り曲げて2枚の非通気性フィルムを対向させ、側縁部を固定して袋状に形成したことを特徴とする滅菌用袋である。
The invention according to
また、本発明の請求項2に係る発明は、前記非通気性フィルムが、支持基材層と、少なくとも内面側に、ヒートシール性樹脂層とを積層してなる非通気性フィルムであることを特徴とする、請求項1に記載の滅菌用袋である。
The invention according to
また、本発明の請求項3に係る発明は、前記非通気性フィルムが、支持基材層の両面に、互いにヒートシール可能なヒートシール性樹脂層を積層してなる非通気性フィルムであることを特徴とする、請求項2に記載の滅菌用袋である。
In the invention according to
また、本発明の請求項4に係る発明は、前記滅菌用袋において、前記滅菌紙の長辺側の固定部間を橋渡しする態様で、破袋防止ヒートシール部が、少なくとも一箇所に、形成されていることを特徴とする、請求項2または請求項3に記載の滅菌用袋である。
Moreover, the invention according to
また、本発明の請求項5に係る発明は、前記滅菌用袋において、断面略J字状に折り曲げた部分を、滅菌用袋の内側に折り込んで片ガゼット袋状としたことを特徴とする、請求項1〜4のいずれかに記載の滅菌用袋である。
Further, the invention according to
また、本発明の請求項6に係る発明は、前記滅菌用袋の側縁部間の内寸法が、該滅菌用袋の底部と開口部を結ぶ寸法よりも短く、かつ、前記滅菌紙の長辺側の固定部が、該滅菌用袋の中心から、該滅菌用袋の側縁部間の内寸法を直径とする円領域の外側に位置することを特徴とする、請求項1〜5のいずれかに記載の滅菌用袋である。 In the invention according to claim 6 of the present invention, the inner dimension between the side edges of the sterilization bag is shorter than the dimension connecting the bottom and the opening of the sterilization bag, and the length of the sterilization paper is long. The side-side fixing part is located outside the circular region having the inside dimension between the side edges of the sterilization bag as a diameter from the center of the sterilization bag. The sterilization bag according to any one of the above.
また、本発明の請求項7に係る発明は、請求項1〜6のいずれかに記載の滅菌用袋に内容物を収納し、前記滅菌用袋の開口部を密封して形成したことを特徴とする、滅菌用包装体である。
The invention according to
また、本発明の請求項8に係る発明は、非通気性フィルムと滅菌紙からなる滅菌用袋の製造方法において、支持基材層とヒートシール性樹脂層からなる帯状の非通気性フィルムを、ヒートシール性樹脂層が内面側になるように、幅方向の中心からの距離が異なる2箇所の位置で、長手方向と平行に折り曲げて、両端部を、通気性を持たせて重ね合わせ、または合掌合わせして略筒状とし、前記重ね合わせ部、または合掌合わせ部の内面側に、幅狭の帯状の滅菌紙をあてがい、前記滅菌紙の長手方向の両側縁部と非通気性フィルムの内面とを、連続的にヒートシールして前記滅菌紙を前記非通気性フィルムに固定し、かつ、前記非通気性フィルムに幅方向と平行なヒートシールを一定間隔で施して、前記滅菌用袋の周縁ヒートシール部を形成し、その後、前記非通気性フィルムの2箇所の折り曲げ部の片方を長手方向に切断して、前記滅菌用袋の開口部を形成し、さらに、前記非通気性フィルムに設けられた周縁ヒートシール部を幅方向に裁断して、前記滅菌用袋を製造することを特徴とする、滅菌用袋の製造方法である。
Further, the invention according to
また、本発明の請求項9に係る発明は、前記滅菌用袋の製造方法において、前記滅菌紙の長手方向の両側縁部と前記非通気性フィルムの内面とを、連続的にヒートシールして滅菌紙を非通気性フィルムに固定する際に、さらに、前記滅菌紙の長手方向の両側縁部のヒートシール間を橋渡しする態様で、前記非通気性フィルムにヒートシールを施して、破袋防止ヒートシール部を、少なくとも一箇所に形成することを特徴とする、請求項8に記載の滅菌用袋の製造方法である。
Further, the invention according to
また、本発明の請求項10に係る発明は、前記滅菌用袋の製造方法において、前記非通気性フィルムが、支持基材層の両面に、互いにヒートシール可能なヒートシール性樹脂層を積層してなる非通気性フィルムであることを特徴とする、請求項9に記載の滅菌用袋の製造方法である。
The invention according to
また、本発明の請求項11に係る発明は、前記滅菌用袋の製造方法において、前記非通気性フィルムを折り曲げて両端部を重ね合わせ、または合掌合わせして略筒状とした後に、円盤状の回転するプレートを前記折り曲げ部の片方にあてがい、ガゼット部を形成することを特徴とする、請求項7〜9のいずれかに記載の滅菌用袋の製造方法である。
Further, the invention according to
本発明に係る滅菌用袋においては、非通気性フィルムを滅菌紙の上で重ね合わせ、または合掌合わせにする構成により、従来の滅菌用袋に比べ、滅菌紙と非通気性フィルムとの間に異物が侵入しづらい点は同等以上で、かつ、滅菌紙の使用量が少ないにもかかわらず、通気用の開口面積は非常に大きくなる。したがって、本発明に係る滅菌用袋から製造した滅菌用包装体は、異物侵入防止の効果を保持しつつも、通気量を多く取れ、EOG滅菌時の急激な減圧に晒されても極度に膨張することは抑制され、破袋し難くなる効果を奏する。そして、袋毎の滅菌紙の使用量が少ないため、コスト面でも優れている。 In the sterilization bag according to the present invention, the non-breathable film is overlapped on the sterilized paper or the palms are joined together, so that the sterilization bag is placed between the sterilized paper and the non-breathable film as compared with the conventional sterilization bag. Despite the fact that foreign matter is less likely to penetrate and the amount of sterilized paper used is small, the opening area for ventilation becomes very large. Therefore, the sterilization package manufactured from the sterilization bag according to the present invention can take a large amount of airflow while maintaining the effect of preventing the intrusion of foreign matter, and can be extremely expanded even when exposed to a rapid decompression during EOG sterilization. Doing so is suppressed, and it has the effect of making it difficult to break the bag. And since there is little usage-amount of the sterilization paper for every bag, it is excellent also in terms of cost.
また、本発明に係る滅菌用袋においては、包装機において滅菌紙を挟み込むことなく密封ヒートシールすることができるため、従来の滅菌用袋のような高温ヒートシールは不要であり、非通気性フィルムに損傷は生じ難い。それゆえ、本発明に係る滅菌用袋から製造した滅菌用包装体は、EOG滅菌時に密封ヒートシール部で破袋するという不具合を防止することができる。 Further, in the sterilization bag according to the present invention, since it can be sealed and heat sealed without sandwiching sterilized paper in the packaging machine, a high temperature heat seal like a conventional sterilization bag is unnecessary, and a non-breathable film Damage is unlikely to occur. Therefore, the sterilization package manufactured from the sterilization bag according to the present invention can prevent a problem that the sealed heat seal part breaks the bag during EOG sterilization.
また、本発明に係る滅菌用袋においては、滅菌紙が表面に露出していないため、他の物質や液体等との接触による滅菌紙の汚染は生じ難く、衛生的にも優れるものである。 In the sterilization bag according to the present invention, since the sterilized paper is not exposed on the surface, the sterilized paper is hardly contaminated by contact with other substances or liquids, and is excellent in hygiene.
さらに、本発明に係る滅菌用袋に前記破袋防止ヒートシールを設ければ、本発明に係る滅菌用袋から製造した滅菌用包装体が膨張することによる滅菌紙の破損を防止することができる。 Furthermore, if the bag-breaking prevention heat seal is provided in the sterilization bag according to the present invention, it is possible to prevent the sterilization paper from being damaged by the expansion of the sterilization package manufactured from the sterilization bag according to the present invention. .
さらに、本発明に係る滅菌用袋は、片ガゼット袋とすることによって、より大きな内容物の収納にも対応できることになり、さらには自立性を付与することもできる。 Furthermore, the sterilization bag according to the present invention can be accommodated for storing larger contents by making it a one-piece gusset bag, and can also provide independence.
以下、図面を参照しながら本発明について、実施の形態を詳述する。
(第1の実施形態)
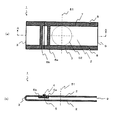
図1は、本発明に係る滅菌用袋の第1の実施形態の一例を示す概略図であり、(a)は平面図であり、(b)は図1(a)のA−A線における断面図である。
第1の実施形態における本発明の滅菌用袋1は、非通気性フィルム2を滅菌紙5の上で密封せずに重ね合わせることにより、異物の侵入を防ぎながら、通気面積を大きく取ることができる滅菌用袋である。
Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings.
(First embodiment)
FIG. 1 is a schematic view showing an example of a first embodiment of a sterilization bag according to the present invention, (a) is a plan view, and (b) is taken along line AA in FIG. 1 (a). It is sectional drawing.
The
図1(a)、及び(b)に示すように、前記滅菌用袋1においては、非通気性フィルム2が折り曲げ部3で折り曲げられており、重ね合わせ部4で非通気性フィルム2同士が密封されずに重なっており、周縁ヒートシール部7で袋の両側縁がヒートシールされており、折り曲げ部3とは反対側に開口部9が設けられており、開口部9の近くの周縁ヒートシール部7にノッチ8が設けられている。
As shown in FIGS. 1 (a) and 1 (b), in the
前記滅菌用袋1の内部では、固定ヒートシール部6a、6bで短冊状の滅菌紙5の長辺側の両側縁部がヒートシールにより非通気性フィルム2に固定されている。
Inside the
重ね合わせ部4における、非通気性フィルム2同士が重なり合う幅は、狭すぎると異物が入り込み易くなり、広すぎると充分な通気量が得られなくなる。それゆえ、この重なり合う幅は、滅菌用袋1の大きさ、滅菌紙5の通気部分の幅、非通気性フィルム2の柔軟性、および滅菌時の減圧速度等を勘案して決められるが、通常は3mm〜25mm、好ましくは5mm〜15mmの範囲で形成される。
If the width at which the
滅菌紙5の固定ヒートシール部6a、6bの間の距離は、広いほど通気量が増え、EOG滅菌時の急激な減圧に対し、より耐性を有することになるが、徒に広くしても無駄であり、滅菌用袋1の内容積や、減圧速度等を勘案して決められる。通常は5mm〜40mm、好ましくは10mm〜20mmで形成される。
The wider the distance between the fixed
固定ヒートシール部6a、6bの幅は、滅菌紙5と非通気性フィルム2とのヒートシール強度により左右されるが、通常は2mm〜20mm、好ましくは4mm〜10mmの範囲で形成される。なお、中心寄り固定ヒートシール部6aと、端寄り固定ヒートシール部6bの幅は同一でなくても構わないが、外観、およびヒートシール時の圧力のバランスを考えると、同一の幅であることが好ましい。
The widths of the fixed
ヒートシールの方法としては、例えば、バーシール、回転ロールシール、ベルトシール、インパルスシール、高周波シール、超音波シール等の方法で行うことができる。
本発明に係る滅菌用袋1においては、非通気性フィルム2のヒートシール面と滅菌紙5との接着強度が3N/15mm以上であることが、包装、殺菌、流通の段階で意図に反する剥離が起こり難いため、好ましい。
Examples of the heat sealing method include a bar seal, a rotary roll seal, a belt seal, an impulse seal, a high frequency seal, and an ultrasonic seal.
In the
周縁ヒートシール部7の幅は、強度保持と内容物収納のバランスから、通常は3mm〜15mm、好ましくは6mm〜12mmの範囲で形成される。なお、このヒートシールの幅とは、ベタシールの幅を示すのみならず、複数の線シールにより形成される1本のヒートシール部の外寸も含む。特に、滅菌紙5と非通気性フィルム2とのヒートシール強度が低い場合、ヒートシール部を複数の線シールにより形成し、ヒートシール圧を上げることで、滅菌紙5と非通気性フィルム2とのヒートシール性を向上させたり、滅菌紙5を挟み込んでヒートシールする箇所の、滅菌紙5端面のシール抜けを防止するのに役立つ。
The width of the peripheral
図2は、前記滅菌用袋に内容物を収納し、密封ヒートシールを施した滅菌用包装体の一例を示す概略図である。
本発明に係る滅菌用包装体30は、図2に示すように、本発明に係る滅菌用袋1に内容物Mを開口部9から収納した後、開口部9近傍をヒートシールして密封ヒートシール部12を設けることにより形成される。
FIG. 2 is a schematic view showing an example of a sterilization package in which contents are stored in the sterilization bag and hermetically sealed.
As shown in FIG. 2, the
本発明に係る滅菌用袋1は、重ね合わせ部4の未シール部分全体から気体の出入りが可能である。そのため、前記滅菌用袋1から形成した滅菌用包装体30は、EOG滅菌時の急激な減圧処理においても充分な通気量を得ることができ、包装体の膨張は生じ難く、それゆえ破袋し難いという効果を奏する。
The
また、滅菌紙5の通気部分は重ね合わせ部7に覆われているため、滅菌紙5に外部からの異物が付着し難いという効果も得られ、衛生上好ましい。
Moreover, since the ventilation | gas_flowing part of the
さらに、本発明に係る滅菌用包装体30では、密封ヒートシール部12は非通気性フィルム2同士がヒートシールされるため、滅菌紙5を挟み込んで密封ヒートシール部12が設けられる従来の滅菌用袋32と比較して、容易にヒートシールを施すことができ、かつ、破袋強度の点で優れた密封ヒートシール部12を形成することができる。
Furthermore, in the
また、中心寄り固定ヒートシール部6aを、図1において一点鎖線で示した、滅菌用袋の開口部9と折り曲げ部3との中間を示す中心線51よりも折り曲げ部3に近い側に配置することにより、滅菌時の急激な減圧処理で滅菌用袋1からなる滅菌用包装体30が膨張しても、中心寄り固定ヒートシール部6aは、膨張により最も破袋の力を受ける中心点を通る中心線51より端寄りに位置するため、滅菌紙5の部分での破袋をより抑えることができ、好ましい。
Further, the center-side fixed
更に、図1において点線で示した、滅菌用袋1の中心を円の中心とし、両周縁ヒートシール部7間の内寸法を直径とする円52の外側に中心寄り固定ヒートシール部6aを配置すれば、より破袋強度が増すため、より好ましい。
Further, a center-fixed
なお、この場合必然的に、両周縁ヒートシール部7間の内寸法は、周縁ヒートシール部7の開口部9から折り曲げ部3までの長さの寸法よりも短くなることになる。
In this case, the inner dimension between the peripheral
このことは、短冊状の滅菌紙5の長手方向の寸法が小さて済むことを意味し、従来の滅菌用包装体32に用いられる縦長の滅菌用袋に比べ、本発明に係る滅菌用袋1は、滅菌紙5の使用量をより減らせることができる。
This means that the length of the strip-shaped sterilized
さらに、この場合、本発明に係る滅菌用包装体30は、従来の滅菌用包装体32に比べ、ノッチ8間距離が短くなり、開封して内容物Mを取り出す際、ノッチ8から容易に密封ヒートシール部12側の部分を切り取ることができ、かつ、誤って滅菌紙5を引き裂き難くなり、破損した滅菌紙5からの繊維の飛散による汚染を、内容物Mが被る可能性が小さくなり、衛生的に好ましいものとなる。
また、特に図示しないが、滅菌紙5を配置する位置を、滅菌用袋1の中心より開口部9側にしても良い。この場合も、滅菌用袋1の中心との位置関係により、上述の効果を奏することができる。
Further, in this case, the
Further, although not particularly illustrated, the position at which the sterilizing
(第2の実施形態)
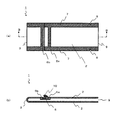
図3は、本発明に係る滅菌用袋の第2の実施形態の一例を示す概略図であり、(a)は平面図であり、(b)は図3(a)のB−B線における断面図である。
第2の実施形態における本発明に係る滅菌用袋は、第1の実施形態において重ね合わせていた非通気性フィルム2の両端部を合掌合わせにしたものである。
(Second Embodiment)
FIG. 3 is a schematic view showing an example of a second embodiment of the sterilization bag according to the present invention, (a) is a plan view, and (b) is taken along line BB in FIG. 3 (a). It is sectional drawing.
In the sterilization bag according to the present invention in the second embodiment, both end portions of the
図3(a)、及び(b)に示すように、本実施形態においては、非通気性フィルム2が折り曲げ部3で折り曲げられており、合掌合わせ部10で非通気性フィルム2同士が密封されずに合掌合わせの態様で重なっており、周縁ヒートシール部7で両縁がヒートシールされており、折り曲げ部3とは反対側に開口部9が設けられており、開口部9の近くの周縁ヒートシール部7にノッチ8が設けられている。
As shown in FIGS. 3A and 3B, in this embodiment, the
前記滅菌用袋1の内部では、固定ヒートシール部6a、6bで短冊状の滅菌紙5の長辺側の両端がヒートシールにより非通気性フィルム2に固定されている。
合掌合わせ部10における、非通気性フィルム2同士が重なり合う幅は、狭すぎると異物が入り込み易くなり、広すぎると充分な通気量が得られなくなる。それゆえ、この重なり合う幅は、滅菌用袋1の大きさ、滅菌紙5の通気部分の幅、非通気性フィルム2の柔軟性、および滅菌時の減圧速度等を勘案して、決められるが、通常は3mm〜25mm、好ましくは5mm〜15mmの範囲で形成される。
Inside the
If the width at which the
図4は、前記滅菌用袋に内容物を収納し、密封ヒートシールを施した滅菌用包装体の一例を示す概略図である。
本実施形態における滅菌用包装体30は、図4に示すように、第1の実施形態と同様に、本実施形態の滅菌用袋1に密封ヒートシール部12を設けることにより形成される。
FIG. 4 is a schematic view showing an example of a sterilization package in which the contents are housed in the sterilization bag and hermetically sealed.
As shown in FIG. 4, the
上記のようにして形成された滅菌用包装体30は、合掌合わせ部10の未シール部分全体から気体の出入りが可能である。そのため、EOG滅菌時の急激な減圧処理においても充分な通気量が得られ、包装体の膨張は生じ難く、それゆえ破袋し難いという効果を奏する。
The
また、滅菌紙5の通気部分は合掌合わせ部10に覆われているため、滅菌紙5に外部からの異物が付着し難いという効果も得られ、衛生上好ましい。
その他、密封ヒートシール等に関して、本実施形態の滅菌用袋、および滅菌用包装体は、第1の実施形態と同様の効果を奏する。
Moreover, since the ventilation | gas_flowing part of the
In addition, regarding the sealing heat seal and the like, the sterilization bag and the sterilization package of the present embodiment have the same effects as those of the first embodiment.
(第3の実施形態)
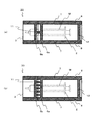
図5は、本発明に係る滅菌用袋の第3の実施形態の一例を示す概略図であり、(a)は、本発明に係る滅菌用袋の第1の実施形態において、重ね合わせ部4の固定ヒートシール部6a、6b間に橋渡しする態様で、破袋防止ヒートシール部11を1箇所設けた例を示す概略図であり、(b)は、同様に、破袋防止ヒートシール部11を複数箇所に設けた例を示す概略図である。また、図6は、図5に示す前記滅菌用袋に内容物を収納し、密封ヒートシールを施した滅菌用包装体の一例を示す概略図であり、図6(a)が図5(a)に、また図6(b)が図5(b)にそれぞれ対応するものである。
(Third embodiment)
FIG. 5 is a schematic view showing an example of the third embodiment of the sterilization bag according to the present invention. FIG. 5A is a schematic view of the overlapping
なお、本発明に係る滅菌用袋の第3の実施形態は、本発明に係る滅菌用袋の第2の実施形態において、合掌合わせ部10の1箇所、または複数箇所に、上述同様に破袋防止ヒートシール部11を設けることによっても実施することが出来る。
The third embodiment of the sterilization bag according to the present invention is the same as that described above in the second embodiment of the sterilization bag according to the present invention, in the same manner as described above. It can also be implemented by providing the prevention
破袋防止ヒートシール部11の個数や間隔は、滅菌用袋1の大きさ、滅菌用袋1の縦と横の寸法比率、滅菌紙5の通気部分の幅、非通気性フィルム2の柔軟性、滅菌紙5と非通気性フィルム2とのヒートシール強度、破袋防止ヒートシール部11のヒートシール強度、および滅菌時の減圧速度等を勘案して、決められる。
The number and interval of the heat-
破袋防止ヒートシール部11の幅は、狭すぎるとヒートシール条件のコントロールが困難となり、突発的にシール不良が生じる危険性があり、広すぎればその分、滅菌紙5を塞いでしまい無駄であるため、通常は3mm〜15mm、好ましくは5mm〜8mmの範囲で形成される。
If the width of the heat-
本発明に係る滅菌用袋の第3の実施形態においては、破袋防止ヒートシール部11で滅菌紙5と非通気性フィルム2はヒートシールされており、その分、通気量が減少してしまうが、この破袋防止ヒートシール部11を設けることにより、重ね合わせ部4、または、合掌合わせ部10の内部側に固定されている滅菌紙5が、EOG滅菌時に滅菌用包装体の膨張に伴って破損することを防止できる。
それゆえ、本実施形態に係る滅菌用袋を用いれば、滅菌用包装体は更に破袋し難くなり、EOG滅菌処理にかかる時間を短縮するために急激な減圧を加える場合でも、安心して操作を行えるようになる。
In the third embodiment of the sterilization bag according to the present invention, the sterilized
Therefore, if the sterilization bag according to the present embodiment is used, the sterilization package is more difficult to break, and even if a sudden decompression is applied to reduce the time required for the EOG sterilization process, the operation can be performed with peace of mind. You can do it.
(第4の実施形態)
図7は、本発明に係る滅菌用袋の第4の実施形態の一例を示す概略図である。ここで、(a)は非通気性フィルム2の両端部を重ね合わせ、または合掌合わせにした形態の概略平面図であり、(b)は図7(a)のC−C線における断面図であって、非通気性フィルム2の両端部を重ね合わせにした形態であり、(c)は図7(a)のC−C線における断面図であって、非通気性フィルム2の両端部を合掌合わせにした形態を示す。
(Fourth embodiment)
FIG. 7 is a schematic view showing an example of a fourth embodiment of a sterilization bag according to the present invention. Here, (a) is a schematic plan view of a form in which both end portions of the
また、図8は、前記滅菌用袋に内容物を収納し、密封ヒートシールを施した滅菌用包装体の一例を示す概略図である。 FIG. 8 is a schematic view showing an example of a sterilization package in which the contents are stored in the sterilization bag and hermetically sealed.
第4の実施形態における本発明に係る滅菌用袋1は、図7に示すように、第1、または第2の実施形態における滅菌用袋の折り曲げ部3を袋の内側に折り込むことにより形成した片ガゼット袋である。なお、特に図示しないが、本発明に係る第3の実施形態の滅菌用袋1であっても、同様に片ガゼット袋とすることができる。
The
ガゼット折り込み部には、特に図示しないが、ガゼット部両端に斜めにヒートシールを施す、いわゆる船底シールを施しても良く、また、ガゼット底部に縦方向のヒートシール部を設けて底シール部を形成しても良い。 Although not particularly shown, the gusset folding part may be provided with a so-called ship bottom seal that obliquely heat-seals both ends of the gusset part, and a vertical heat seal part is provided at the bottom of the gusset to form a bottom seal part. You may do it.
前記のような片ガゼット袋とすることによって、本発明に係る滅菌用袋1は、より大きな内容物の収納にも対応できることになる。また、滅菌用袋1、および滅菌用包装体30に自立性を付与することも可能である。
By using the one-piece gusset bag as described above, the
ここで、本発明に係る片ガゼット形状を有する滅菌用袋1を用いて、滅菌用包装体30を製造する場合、開口部9にガゼット部が存在しないため、密封ヒートシール部12を形成することに特に困難性は無く、容易に密封性の良い滅菌用包装体30を製造できる。
Here, when manufacturing the
しかし、従来の滅菌用包装体32に用いられる滅菌用袋では、開口部にガゼット部が存在してしまうため、滅菌紙5の存在も加わって、密封ヒートシール部12の形成は非常に困難を伴うものとなる。
However, in the sterilization bag used in the conventional
(非通気性フィルム)
図9は、本発明に係る滅菌用袋を構成する非通気性フィルムの積層構成の一例を示す断面図であり、(a)は2層構造を、(b)は3層構造を示す。
(Non-breathable film)
FIG. 9 is a cross-sectional view showing an example of a laminated structure of a non-breathable film constituting the sterilization bag according to the present invention, where (a) shows a two-layer structure and (b) shows a three-layer structure.
非通気性フィルム2は、EOG滅菌処理ができる材料により構成されていて、かつ袋体および包装体を形成するためのヒートシール機能も有している必要がある。これらの機能を備えるために、非通気性フィルム2は、図9(a)に示すように、外側から支持基材層40と、ヒートシール性樹脂層41とを順次に積層する積層体を基本構成とする。
The
支持基材層40は、例えば、ポリアミド樹脂、ポリエステル樹脂、低密度ポリエチレン樹脂、中密度ポリエチレン樹脂、高密度ポリエチレン樹脂、ポリプロピレン樹脂、セロハン等のフィルムないしシ−トを単体の支持基材でもよく、あるいは二種以上の支持基材を組み合わせてなる複合支持基材等であってもよい。
支持基材層40の厚さは5〜100μm位であり、好ましくは12〜50μm位が望ましい。
The
The thickness of the support
なお、本発明においては、例えば、文字、図形、記号、絵柄、模様等の所望の印刷絵柄をオフセット印刷あるいはグラビア印刷、フレキソ印刷、凸版印刷、シルクスクリーン印刷、その他の通常の印刷法で、必要に応じて支持基材層40の片面に印刷されていてもよい。
In the present invention, for example, a desired print pattern such as a character, a figure, a symbol, a pattern, and a pattern is necessary for offset printing, gravure printing, flexographic printing, letterpress printing, silk screen printing, and other ordinary printing methods. Depending on, it may be printed on one side of the support
ヒートシール性樹脂層41は、EOG滅菌処理できる材料からなり、滅菌用袋1の周縁ヒートシール部7、及び滅菌用包装体30の密封ヒートシール部12を確実にヒートシールすることができ、滅菌紙5とヒートシール可能なものであればよい。
The heat-
ヒートシール性樹脂層41に用いるフィルム材としては、ヒートシール性樹脂層41の面同士のヒートシールが弱シールとなる、いわゆる面々イージピール性シーラントフィルムや、ヒートシール性樹脂層41の面同士のヒートシールが強シールとなる、ポリエチレンフィルム、ポリプロピレンフィルム、アイオノマーフィルム、エチレン−酢酸ビニル共重合体フィルム等を使用することができる。
ヒートシール性樹脂層41の厚さは、10〜80μm位が好ましい。
As a film material used for the heat-
The thickness of the heat-
ここで、本発明に係る滅菌用袋の第2の実施形態に示す非通気性フィルム2の両端を合掌合わせした態様の場合には、合掌合わせ部10をヒートシールすれば、合掌合わせされた面のヒートシール性樹脂層41同士がヒートシールされるため、第3の実施形態における破袋防止ヒートシール部11を切れ目無く形成することが可能である。
Here, in the case of a mode in which both ends of the
また、本発明に係る非通気性フィルム2は、図9(b)に示すように、外側からヒートシール性樹脂層41と、支持基材層40と、ヒートシール性樹脂層41とを順次に積層する積層体としても良い。
In addition, as shown in FIG. 9B, the
前記3層構造の非通気性フィルム2を用いて、本発明に係る滅菌用袋の第1の実施形態に示す重ね合わせ部4をヒートシールすれば、重ね合わせ部4の非通気性フィルム2の内側と外側の各ヒートシール性樹脂層41同士がヒートシールされるため、第3の実施形態における破袋防止ヒートシール部11を切れ目無く形成することが可能である。
If the overlapping
なお、本発明に係る非通気性フィルム2は、上記の層構成に限定されず、図示しないが、例えば、支持基材層40の片面に印刷層を形成してもよく、また、支持基材層40と、ヒートシール性樹脂層41との間に必要に応じて接着層や、耐ピンホール層等の中間層を設けることができる。
In addition, the air-
また、本発明に係る非通気性フィルム2の各層を形成する樹脂には、本発明の目的の達成を阻害しない範囲で、滑剤、酸化防止剤、帯電防止剤等の添加剤を随時添加することができる。
In addition, additives such as lubricants, antioxidants, and antistatic agents may be added to the resin that forms each layer of the
本発明に係る非通気性フィルム2の支持基材層40とヒートシール性樹脂層41を積層する方法としては、熱接着性樹脂を用いてTダイ押し出しラミネーション法によってラミネートしても良いし、また、2液硬化型のウレタン系接着剤を用いてドライラミネート法によってラミネートしても良いし、また、共押し出しによる複層フィルムを用いても良い。Tダイ押し出しラミネーション法の場合は必要に応じてアンカーコート剤を用いることができる。
As a method of laminating the support
(滅菌紙)
本発明において、菌を通さない通気性材料よりなる滅菌紙5は、例えば、アンコート紙、不織布、和紙等からなるものを使用することができる。
そして、前記の不織布としては、例えば、タイベック(デュポンジャパンリミテッド社製)、ルクサー(旭化成工業株社製)等を使用することができる。
(Sterilized paper)
In the present invention, as the sterilized
And as said nonwoven fabric, Tyvek (made by DuPont Japan Limited), Luxer (made by Asahi Kasei Kogyo Co., Ltd.), etc. can be used, for example.
また、不織布、和紙等の片面に穴開きポリエチレン、または日本石油(株)製日石ワリフ、倉敷紡績(株)製クレネット、新日本ソフ(株)製ソフネット、及びソフクロス等のポリエチレン、ポリプロピレン等からなるネット状強化材を積層したものを使用することができる。 In addition, polyethylene, polypropylene such as non-woven fabric, Japanese paper, etc. with holes perforated, Nippon Oil Co., Ltd. Nisseki Warif, Kurashiki Boseki Co., Ltd., Shin Nippon Sof Co., Ltd., Sofcross, etc. What laminated | stacked the net-shaped reinforcement which consists of etc. can be used.
上記の滅菌紙5は、厚さや材質によって通気速度を変えることができるので、滅菌時の温度条件(例えば50〜70℃)や減圧速度の大小を考慮して適宜選定する。
The above-mentioned sterilized
(第1および第2の実施形態に係る滅菌用袋の製造方法)
本発明に係る滅菌用袋1の製造方法は、特に限定されるものではないが、例えば、一般的なテープ挿入機構付ピロー袋製袋機を用いて製造することができる。
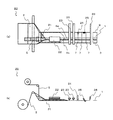
図10は前記製袋機の一例を示す概略図であり、(a)は平面図であり、(b)は側面図である。
(Manufacturing method of sterilization bag according to first and second embodiments)
Although the manufacturing method of the
FIG. 10 is a schematic view showing an example of the bag making machine, where (a) is a plan view and (b) is a side view.
まず、非通気性フィルム2、および滅菌紙5を、図10(a)、及び(b)に示すように、巻取り状態で製袋機20に装填し、各々帯状に引き出す。なお、帯状の滅菌紙5の幅方向の寸法は、前記帯状の非通気性フィルムの幅方向の寸法よりも小さいものである。
First, as shown in FIGS. 10A and 10B, the
ここで、滅菌紙5、および製袋プレート21は、引き出される帯状の非通気性フィルム2の幅方向の中央から端寄りにずらして配置される。製袋機20によって、ずらし可能寸法は異なるが、通常は簡単な改造で滅菌紙5、および製袋プレート21の取り付け治具の位置をずらすことが可能である。
Here, the sterilized
続いて、引き出した非通気性フィルム2をヒートシール性樹脂層41が内面側になるように、製袋プレート21に沿って2箇所で折り曲げて、両端を重ね合わせ、または合掌合わせして略筒状に形成すると共に、帯状の滅菌紙5を製袋プレート21と、重ね合わせ部4、または合掌合わせ部10との間に通すように配置して、滅菌紙5を内側から非通気性フィルム2の内面にあてがい、縦ヒートシールバー22で固定ヒートシール部6a、6bのヒートシールを連続的に施す。
Subsequently, the drawn air-
その後、横ヒートシールバー23で略筒状の非通気性フィルム2の幅方向に平行にヒートシールを一定間隔で施して、周縁ヒートシール部7を設け、周縁ヒートシール部7に、ノッチ8の孔を、抜き治具24で開ける。
Thereafter, heat sealing is performed at regular intervals in parallel to the width direction of the substantially cylindrical
図11は、前記製造方法における、抜き治具24でノッチ8の孔を設けた後の非通気性フィルム2の形態を示すものである。ここで、図11の上下方向が帯状に引き出された非通気性フィルム2の長手方向である。
FIG. 11 shows the form of the
その後、レザー刃25で、折り曲げ部の片方を切断部27で切り落として、開口部9を形成し、裁断刃26により、非通気性フィルム2を、周縁ヒートシール部7の中央で幅方向に裁断して、滅菌用袋1を得る。
Thereafter, one side of the bent portion is cut off by the cutting
前記製造方法により得られた、本発明に係る滅菌用袋1は、重ね合わせ部4、または合掌合わせ部10の未シール部分全体から気体の出入りが可能である。そのため、前記滅菌用袋から形成した滅菌用包装体は、EOG滅菌時の急激な減圧処理においても充分な通気量を得ることができ、包装体の膨張は生じ難く、それゆえ破袋し難いという効果を奏する。
The
また、本発明に係る滅菌用袋の製造方法によれば、帯状の非通気性フィルム2の引き出し方向に対し、滅菌用袋1を横長で製袋できるため、帯状に連続して挟み込まれる滅菌紙5の袋毎の長手方向の寸法も小さて済むことになり、従来の滅菌用包装体32に用いられる縦長の滅菌用袋に比べ、袋毎の滅菌紙5の使用量を、より減らすことができる。
Further, according to the method for manufacturing a sterilization bag according to the present invention, since the
さらに、上記のように、滅菌用袋1を横長で製袋できるため、従来の滅菌用包装体32に用いられる縦長の滅菌用袋を製造する場合に比べ、時間あたりの製袋数量が増えるという、製袋能率の向上効果も奏する。
Further, as described above, since the
この理由は、通常の製袋機20で、同一のフィルム構成で、特定の大きさの長方形の袋を、縦長で製袋する場合と、横長で製袋する場合とでは、ヒートシール時間は同一に設定するが、1ショット毎のフィルムの送り長さは縦長のほうが長いため、結果的に、フィルムの送りに要する時間は横長の方が縦長よりも短くできるからである。
This is because the normal
なお、前記製造方法においては、前記製袋機20の下流に包装機を結合させた製袋包装機を用いることも可能である。
In the manufacturing method, a bag making and packaging machine in which a packaging machine is coupled downstream of the
(第3の実施形態に係る滅菌用袋の製造方法)
本発明に係る第3の実施形態の滅菌用袋は、例えば、前記製造方法に加えて、破袋防止ヒートシール部11を形成する手段を設けることにより製造できる。
破袋防止ヒートシール部11を形成する通常の手段としては、縦ヒートシールバー22を加工して、固定部6a、6b形成用の縦2本のヒートシール部の間に、横方向のヒートシール部を付け加える方法が最も一般的である。
(Manufacturing method of sterilization bag according to the third embodiment)
The sterilization bag according to the third embodiment of the present invention can be manufactured, for example, by providing means for forming the bag breaking prevention
As a normal means for forming the bag-breaking prevention
上述の方法のように、縦ヒートシールバー22でヒートシールする場合には、ヒートシール部の下に製袋プレート21があるため、滅菌用袋1の内面同士がヒートシールされる心配はない。
When heat sealing is performed with the vertical
一方、横ヒートシールバー23や、ポイントシールで破袋防止ヒートシールを実施する場合には、当該ヒートシール時に滅菌用袋1の内面同士がヒートシールされないようにする必要があり、困難を伴うことになる。
On the other hand, in the case of carrying out the bag breaking prevention heat sealing with the horizontal
(第4の実施形態に係る滅菌用袋の製造方法)
本発明に係る第4の実施形態の滅菌用袋は、例えば、前記製造方法にガゼット部を形成する手段を設けることにより製造できる。例えば、前記製袋機20において非通気性フィルム2の両端を重ね合わせ、または合掌合わせした後、縦ヒートシール工程の手前で円盤状の回転するプレートを折り込み部にあてがうことにより、ガゼット部を形成することができる。
(Manufacturing method of the sterilization bag according to the fourth embodiment)
The sterilization bag according to the fourth embodiment of the present invention can be manufactured, for example, by providing means for forming a gusset portion in the manufacturing method. For example, after the two ends of the
次に実施例を挙げて、本発明を更に具体的に説明する。
(実施例1)
支持基材層40として、厚さ20μm、幅760mmの2軸延伸ポリプロピレンフィルム(品名「FOR」フタムラ化学株式会社製)を用い、ヒートシール性樹脂層41として、厚さ30μm、幅760mmのポリエチレンフィルム(品名「L4102」東洋紡績株式会社製)を準備し、ウレタン樹脂系の2液混合型ラミネート接着剤(塗布量は3g/m2)を介して積層した後、両端を切り落としつつ小幅に断裁し、幅370mmで、層構成が2軸延伸ポリプロピレンフィルム(20μm)/2液混合型ラミネート接着層/ポリエチレンフィルム(30μm)となる非通気性フィルム2を製造した。
Next, the present invention will be described more specifically with reference to examples.
Example 1
A biaxially stretched polypropylene film (product name “FOR” manufactured by Futamura Chemical Co., Ltd.) having a thickness of 20 μm and a width of 760 mm is used as the supporting
また、滅菌紙5として、坪量73g/m2、幅25mmのタイベック1073B(デュポン社製)を準備した。
As sterilized
そして、製袋機20として、テープ供給装置付きピロー製袋機を用いて、上記で得られた非通気性フィルム2を製袋幅180mm用の製袋プレート21に沿って折り曲げ、巻き付けて、製袋機20の上流側から見て右側の折り曲げ部から50mmの位置が重ね合わせ部4の中心となるように非通気性フィルム2両端を10mm重ね合わせて略筒状に成形すると共に、滅菌紙5を、製袋プレート21と重ね合わせ部4との間に通して、重ね合わせ部4の中心と滅菌紙5の中心を合わせるようにして、非通気性フィルム2の内面側にあてがい、図12(a)に示すように、固定部間の内寸法(L1)が17mm、幅(L2)が5mmとなるように固定ヒートシール部6a、6bを、2本線の縦ヒートシールバー22で、連続的にヒートシール施した。
Then, using the pillow bag making machine with a tape supply device as the
その後、ヒートシール幅20mmの横ヒートシールバー23により40mm間隔で周縁ヒートシール部7を設け、製袋機20の上流側から見て左側の折り曲げ端から35mmの位置にノッチ8の孔を抜き治具24で開けた。
Thereafter, a peripheral
その後、レザー刃25で製袋機20の上流側から見て左側の折り曲げ端から10mmの位置で折り曲げ端の片方を切り落として開口部9を形成し、周縁ヒートシール部7のほぼ中央で断裁して縦50mm、横170mm、周縁ヒートシール部7の幅10mmの滅菌用袋1を得た。
Thereafter, an
(実施例2)
非通気性フィルム2、滅菌紙5、および製袋機20は、実施例1と同じものを用いた。
非通気性フィルム2を製袋幅175mm用の製袋プレート21に沿って折り曲げ、巻き付けて、製袋機20の上流側から見て右側の折り曲げ部から45mmの位置において、非通気性フィルム2のポリエチレンフィルム面同士を、製袋機20の上流側から見て非通気性フィルム2の左端から11mm、右端から9mmで合掌合わせし、合掌合わせ部10を右側に倒して略筒状に成形すると共に、滅菌紙5を、製袋プレート21と合掌合わせ部10との間に通して、滅菌紙5の中心が製袋機20の上流側から見て右側から50mmの位置となるようにして非通気性フィルム2の内面側にあてがい、図12(a)に示すように、固定部間の内寸法(L1)が17mm、幅(L2)が5mmとなるように固定ヒートシール部6a、6bを、2本線の縦ヒートシールバー22で、連続的にヒートシール施した後、ヒートシール幅20mmの横ヒートシールバー23により40mm間隔で周縁ヒートシール部9を設け、製袋機20の上流側から見て左側の折り曲げ端から30mmの位置にノッチ8の孔を抜き治具24で開けた。
(Example 2)
The
The
その後、レザー刃25で製袋機20の上流側から見て左側の折り曲げ端から5mmの位置で折り曲げ端の片方を切り落として開口部9を形成し、周縁ヒートシール部7のほぼ中央で断裁して縦50mm、横170mm、周縁ヒートシール部7の幅10mmの滅菌用袋1を得た。
Thereafter, an
(実施例3)
図12(b)に示すように、固定ヒートシール部6a、6b形成用の縦2本ヒートシール部の間に横方向のヒートシール部を付け加えた縦ヒートシールバー22を用いて、固定ヒートシール部6a、6bの間を橋渡しする態様で、幅(L3)が5mmの破袋防止ヒートシール部11を形成した以外は実施例2と同一条件で、破袋防止ヒートシール部11を1箇所有する、縦50mm、横170mm、周縁ヒートシール部7の幅10mmの滅菌用袋1を製造した。
(Example 3)
As shown in FIG. 12 (b), a fixed heat seal is formed by using a vertical
(実施例4)
支持基材層40として、厚さ25μm、幅760mmの2軸延伸ポリエチレンテレフタレートフィルム(品名「E5202」東洋紡績株式会社製)を用い、ヒートシール性樹脂層41として、厚さ20μmの溶融ポリエチレン樹脂を、アンカーコート剤を介して前記2軸延伸ポリエチレンテレフタレートフィルムの両面に押し出しラミネートにより積層した後、両端を切り落としつつ小幅に断裁し、幅370mmで、層構成がポリエチレンフィルム(20μm)/アンカーコート剤/2軸延伸ポリエチレンテレフタレートフィルム(25μm)/アンカーコート剤/ポリエチレンフィルム(20μm)となる非通気性フィルム2を製造した。
Example 4
A biaxially stretched polyethylene terephthalate film (product name “E5202” manufactured by Toyobo Co., Ltd.) having a thickness of 25 μm and a width of 760 mm is used as the supporting
そして、実施例3と同じ縦ヒートシールバー22を用いた以外は実施例1と同じ条件で製袋することにより、重ね合わせ部4に破袋防止ヒートシール部11を1箇所有する、縦50mm、横170mm、周縁ヒートシール部7の幅10mmの滅菌用袋1を製造した。
And by using the same vertical
(実施例5)
実施例4と同じ非通気性フィルム2と、実施例3と同じ縦ヒートシールバー22を用いた以外は、実施例2と同様に製袋することにより、合掌合わせ部10に破袋防止ヒートシール部11を1箇所有する、縦50mm、横170mm、周縁ヒートシール部7の幅10mmの滅菌用袋1を製造した。
(Example 5)
A bag-break-preventing heat seal is formed in the palm-joining
(実施例6)
実施例4と同じ積層構成の非通気性フィルム2であって、幅を420mmとした非通気性フィルム2と、実施例3と同じ縦ヒートシールバー22を用い、通常の片ガゼット折り込み工程の他は、実施例2と同様に製袋することにより、合掌合わせ部10に破袋防止ヒートシール部11を1箇所有する、縦50mm、横170mm、ガゼット部の幅25mm、周縁ヒートシール部9の幅10mmの片ガゼット形状の滅菌用袋1を製造した。
(Example 6)
A
(実施例7)
上記実施例1〜6で得られた滅菌用袋1に、内容物Mとして10mlのポリプロピレン製空シリンジを収納し、開口部9から5mmの位置で、インパルスシーラー(富士インパルス株式会社製FA−450−5W)を用いて、加熱1.0秒、冷却1.3秒で、シール幅5mmの密封ヒートシール部12を設けて滅菌用包装体30を製造した。
(Example 7)
In the
(実施例8)
上記の製造方法で得られた本発明に係る滅菌用包装体30をEOGインジケータ−(ATI社製)に入れてから、真空圧−85kPa、滅菌温度60℃、滅菌時間2時間、湿度70%、滅菌圧力−35kPa、洗浄数6回の条件下において滅菌処理を施したところ、前記滅菌用包装体30は、滅菌中に破袋することは無かった。
(Example 8)
After putting the
1 滅菌用袋
2 非通気性フィルム
3 折り曲げ部
4 重ね合わせ部
5 滅菌紙
6a 中心寄り固定ヒートシール部
6b 端寄り固定ヒートシール部
7 周縁ヒートシール部
8 ノッチ
9 開口部
10 合掌合わせ部
11 破袋防止ヒートシール部
12 密封ヒートシール部
20 製袋機
21 製袋プレート
22 縦ヒートシールバー
23 横ヒートシールバー
24 抜き治具
25 レザー刃
26 裁断刃
27 切断部
28 裁断部
30 滅菌用包装体
40 支持基材層
41 ヒートシール性樹脂層
51 中心線
52 円
M 内容物
DESCRIPTION OF
Claims (11)
In the manufacturing method of the sterilization bag, after folding the non-breathable film and overlapping both ends, or making a substantially cylindrical shape by joining together, a disk-shaped rotating plate is applied to one of the bent portions, The method for producing a sterilization bag according to any one of claims 8 to 10, wherein a gusset portion is formed.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008297144A JP5277899B2 (en) | 2008-11-20 | 2008-11-20 | Sterilization bag, sterilization package, and manufacturing method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008297144A JP5277899B2 (en) | 2008-11-20 | 2008-11-20 | Sterilization bag, sterilization package, and manufacturing method thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010120685A true JP2010120685A (en) | 2010-06-03 |
| JP5277899B2 JP5277899B2 (en) | 2013-08-28 |
Family
ID=42322376
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008297144A Expired - Fee Related JP5277899B2 (en) | 2008-11-20 | 2008-11-20 | Sterilization bag, sterilization package, and manufacturing method thereof |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5277899B2 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012136232A (en) * | 2010-12-24 | 2012-07-19 | Hiranoya Bussan:Kk | Storage bag |
| JP2012196318A (en) * | 2011-03-22 | 2012-10-18 | Fuji Seal International Inc | Wrapping bag for sterilization |
| JP2013052919A (en) * | 2011-09-06 | 2013-03-21 | Dainippon Printing Co Ltd | Easily openable packaging bag, method for manufacturing the same, and easily openable packaging body |
| JP2013107656A (en) * | 2011-11-18 | 2013-06-06 | Dainippon Printing Co Ltd | Easy-open packaging bag, method for manufacturing the same, and easy-open packaging body |
| WO2023045701A1 (en) * | 2021-09-22 | 2023-03-30 | 安庆市天润纸塑包装有限责任公司 | Paper sticking mechanism of paper sticking machine for infusion apparatus |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3468471A (en) * | 1965-06-24 | 1969-09-23 | Fritz Linder | Bacteriaproof plastic bag for articles to be sterilized |
| JPS4923315U (en) * | 1972-05-30 | 1974-02-27 | ||
| JPS548071A (en) * | 1977-06-17 | 1979-01-22 | Daishowa Giken Kogyo | Method and device for making pouch |
| JPH03199037A (en) * | 1989-12-28 | 1991-08-30 | Fujimori Kogyo Kk | Manufacture of aseptic packaging bag |
| JPH0435573U (en) * | 1990-07-17 | 1992-03-25 | ||
| JPH07112495A (en) * | 1993-10-19 | 1995-05-02 | Toppan Printing Co Ltd | Manufacture of air-permeable packaging bag |
| JP3035140U (en) * | 1996-08-27 | 1997-03-11 | 株式会社ヤマガタグラビヤ | Product packaging |
| US6120817A (en) * | 1998-08-07 | 2000-09-19 | General Mills, Inc. | Container for storing fine particles |
| JP2002137312A (en) * | 2000-11-01 | 2002-05-14 | Marumiya Sangyo:Kk | Method for manufacturing hermetically sealed bag for microwave oven cooking |
| JP2004196328A (en) * | 2002-12-17 | 2004-07-15 | Niikura Keiryoki Kk | Article storage bag |
| JP2007001584A (en) * | 2005-06-21 | 2007-01-11 | Dainippon Printing Co Ltd | Bag for sterilization |
-
2008
- 2008-11-20 JP JP2008297144A patent/JP5277899B2/en not_active Expired - Fee Related
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3468471A (en) * | 1965-06-24 | 1969-09-23 | Fritz Linder | Bacteriaproof plastic bag for articles to be sterilized |
| JPS4923315U (en) * | 1972-05-30 | 1974-02-27 | ||
| JPS548071A (en) * | 1977-06-17 | 1979-01-22 | Daishowa Giken Kogyo | Method and device for making pouch |
| JPH03199037A (en) * | 1989-12-28 | 1991-08-30 | Fujimori Kogyo Kk | Manufacture of aseptic packaging bag |
| JPH0435573U (en) * | 1990-07-17 | 1992-03-25 | ||
| JPH07112495A (en) * | 1993-10-19 | 1995-05-02 | Toppan Printing Co Ltd | Manufacture of air-permeable packaging bag |
| JP3035140U (en) * | 1996-08-27 | 1997-03-11 | 株式会社ヤマガタグラビヤ | Product packaging |
| US6120817A (en) * | 1998-08-07 | 2000-09-19 | General Mills, Inc. | Container for storing fine particles |
| JP2002137312A (en) * | 2000-11-01 | 2002-05-14 | Marumiya Sangyo:Kk | Method for manufacturing hermetically sealed bag for microwave oven cooking |
| JP2004196328A (en) * | 2002-12-17 | 2004-07-15 | Niikura Keiryoki Kk | Article storage bag |
| JP2007001584A (en) * | 2005-06-21 | 2007-01-11 | Dainippon Printing Co Ltd | Bag for sterilization |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012136232A (en) * | 2010-12-24 | 2012-07-19 | Hiranoya Bussan:Kk | Storage bag |
| JP2012196318A (en) * | 2011-03-22 | 2012-10-18 | Fuji Seal International Inc | Wrapping bag for sterilization |
| JP2013052919A (en) * | 2011-09-06 | 2013-03-21 | Dainippon Printing Co Ltd | Easily openable packaging bag, method for manufacturing the same, and easily openable packaging body |
| JP2013107656A (en) * | 2011-11-18 | 2013-06-06 | Dainippon Printing Co Ltd | Easy-open packaging bag, method for manufacturing the same, and easy-open packaging body |
| WO2023045701A1 (en) * | 2021-09-22 | 2023-03-30 | 安庆市天润纸塑包装有限责任公司 | Paper sticking mechanism of paper sticking machine for infusion apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5277899B2 (en) | 2013-08-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5551781A (en) | Sterilizable container and method of fabrication | |
| JP4059753B2 (en) | Storage bag | |
| JP5277899B2 (en) | Sterilization bag, sterilization package, and manufacturing method thereof | |
| JP4793546B2 (en) | Sterilization bag and manufacturing method thereof | |
| JP4919100B2 (en) | Label type oxygen absorber | |
| JP2014237478A (en) | Sterilizing bag and sterilizing package | |
| EP0846445A1 (en) | Sealable sterilizable bag | |
| JPH10323955A (en) | Sterilizing blister packaging mount and blister package | |
| JP4770496B2 (en) | Packaging bag with steam venting function | |
| JP2006347615A (en) | Sterilizing bag | |
| JPH0891392A (en) | Easily unsealable soft packaging bag | |
| JP2003311859A (en) | Easily tearable film, method for manufacturing the same, and bag body | |
| JP2008174279A (en) | Permeable packaging bag, its manufacturing process, and manufacturing process of content filling package which can be exhausted | |
| US10973602B2 (en) | Pouches with multi-layer walls for improved durability and protection of medical devices | |
| JP5206049B2 (en) | Sterilization bag | |
| JP2007276803A (en) | Packaging label for medical device | |
| CN204368700U (en) | Sterilizing wrapper and sterilization packaging bag | |
| US20030165663A1 (en) | Polymeric films and packages produced therefrom | |
| JP2010089822A (en) | Bag for gas sterilization | |
| JP2009292496A (en) | Film sheet, pouch container, and method for manufacturing film sheet | |
| JP4010626B2 (en) | Packaging bag for desiccant | |
| JP2003011989A (en) | Packaging bag for drying agent | |
| JP5779817B2 (en) | Sterilization packaging bag | |
| JP4121625B2 (en) | Packaging bag | |
| JP2008260549A (en) | Packaging bag with ic tag |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110920 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121225 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130423 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130506 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5277899 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |