JP2010100205A - キャスター - Google Patents
キャスター Download PDFInfo
- Publication number
- JP2010100205A JP2010100205A JP2008274447A JP2008274447A JP2010100205A JP 2010100205 A JP2010100205 A JP 2010100205A JP 2008274447 A JP2008274447 A JP 2008274447A JP 2008274447 A JP2008274447 A JP 2008274447A JP 2010100205 A JP2010100205 A JP 2010100205A
- Authority
- JP
- Japan
- Prior art keywords
- caster
- end side
- substrate
- hollow pin
- frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000758 substrate Substances 0.000 claims description 53
- 238000004519 manufacturing process Methods 0.000 abstract description 11
- 230000007423 decrease Effects 0.000 abstract description 3
- 229910052751 metal Inorganic materials 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 229910000838 Al alloy Inorganic materials 0.000 description 3
- 230000000149 penetrating effect Effects 0.000 description 2
- 238000002788 crimping Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
Images




Landscapes
- Handcart (AREA)
- Legs For Furniture In General (AREA)
Abstract
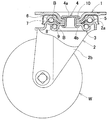
【解決手段】上側基板1の中心孔と、フレーム2の天板2aの中心孔と、下側基板3の中心孔に、基端側部4aから開放端側部4bにかけて徐々に板厚を厚くした中空ピン4を貫通させ、この中空ピン4の開放端側部4bをカールさせて、下側基板3の下面に圧着させることにより、これら上側基板1とフレーム2の天板2aと下側基板3を固着したものとしている。
【選択図】 図1
Description
2 フレーム
2a 天板
3 下側基板
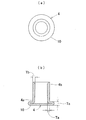
4 中空ピン
4a 基端側部
4b 開放端側部
5 中間基板
6 凹部
7 凹部
8 凹部
9 凹部
10 フランジ部
B ボール
Ta 板厚
Tb 板厚
Tc 板厚
Claims (5)
- 上側基板(1)の中心孔と、フレーム(2)の天板(2a)の中心孔と、下側基板(3)の中心孔に、基端側部(4a)から開放端側部(4b)にかけて徐々に板厚を厚くした中空ピン(4)を貫通させ、この中空ピン(4)の開放端側部(4b)をカールさせて、下側基板(3)の下面に圧着させることにより、これら上側基板(1)とフレーム(2)の天板(2a)と下側基板(3)を固着したことを特徴とするキャスター。
- 前記中空ピン(4)の基端部を折返して二枚重ねにしたフランジ部(10)を形成したことを特徴とする請求項1記載のキャスター。
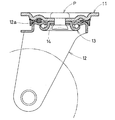
- 前記上側基板(1)の下方に中間基板(5)を介在させたものとし、この中間基板(5)の下面にボール受け用の複数の凹部(6)を形成し、これらの凹部(6)と、前記フレーム(2)の天板(2a)の上面に形成したボール受け用の複数の凹部(7)との間に、複数のボ−ル(B)を転動自在に配設したことを特徴とする請求項1記載のキャスター。
- 前記フレーム(2)の天板(2a)の下面にボール受け用の複数の凹部(8)を形成し、これらの凹部(8)と、前記下側基板(3)の上面に形成したボール受け用の複数の凹部(9)との間に、複数のボ−ル(B)を転動自在に配設したことを特徴とする請求項3記載のキャスター。
- 前記中空ピン(4)の開放端側部(4b)の板厚(Tb)を、基端側部(4a)の板厚(Ta)の1. 2〜1. 5倍にし、さらに前記中空ピン(4)の二枚重ねにしたフランジ部(10)の板厚(Tc)を、前記基端側部(4a)の板厚(Ta)の2. 0〜2. 2倍にしたことを特徴とする請求項2記載のキャスター。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008274447A JP4418990B1 (ja) | 2008-10-24 | 2008-10-24 | キャスター |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008274447A JP4418990B1 (ja) | 2008-10-24 | 2008-10-24 | キャスター |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP4418990B1 JP4418990B1 (ja) | 2010-02-24 |
| JP2010100205A true JP2010100205A (ja) | 2010-05-06 |
Family
ID=42016903
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008274447A Expired - Fee Related JP4418990B1 (ja) | 2008-10-24 | 2008-10-24 | キャスター |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4418990B1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012051452A (ja) * | 2010-09-01 | 2012-03-15 | Yuei Caster Co Ltd | キャスター |
-
2008
- 2008-10-24 JP JP2008274447A patent/JP4418990B1/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012051452A (ja) * | 2010-09-01 | 2012-03-15 | Yuei Caster Co Ltd | キャスター |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4418990B1 (ja) | 2010-02-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105578918B (zh) | 罩、按扣及按扣形成方法 | |
| CN101898586B (zh) | 车身结构 | |
| US8740315B2 (en) | Automobile wheel | |
| JP2009113799A (ja) | スポーク状ホイールディスクの製造方法及びスポーク状ホイール | |
| US9283805B2 (en) | Automobile wheel | |
| US11135641B2 (en) | Vehicle wheel disc and manufacturing method of vehicle wheel disc | |
| JP2024020235A (ja) | 拡張可能リベットボタンを備えたシェル及びそのためのツーリング | |
| JP2013046930A (ja) | ヘミング材、プレスヘミング又はロールヘミング装置、及びプレスヘミング又はロールヘミング方法 | |
| JP4418990B1 (ja) | キャスター | |
| JP2010163065A (ja) | 自動車用ホイールおよび自動車用ホイールの製造方法 | |
| CN101185538B (zh) | 一种组合钻石装置 | |
| CN106515393A (zh) | 一种多层钢背门外板及钢背门总成结构 | |
| KR102248399B1 (ko) | 스틸 휠 디스크 펀칭장치 | |
| CN104369816B (zh) | 用于自行车的车架单元及其制造方法 | |
| US20090224507A1 (en) | Head tube for a bicycle frame | |
| JP2009018313A (ja) | 車両用ホイールの製造方法および車両用ホイール | |
| US20070169347A1 (en) | Method of making vehicle wheel rim | |
| CN211000746U (zh) | 车轮 | |
| JP2004074248A (ja) | 自動車用ホイールディスクの製造方法 | |
| CN207086823U (zh) | 一种方向盘骨架的旋铆定位工装 | |
| JP4956245B2 (ja) | 車両用ホイールディスクおよびその製造方法 | |
| TWI299705B (en) | Method for producing a reinforced spoke hole in a rim for bicycle wheel | |
| KR101360712B1 (ko) | 자동차용 휠 및 그 제조방법 | |
| CN201907567U (zh) | 一种汽车右侧围后柱内板 | |
| CN203756676U (zh) | 一种商务车地毯卡扣 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091005 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091116 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121211 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4418990 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131211 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |