JP2010070221A - Box-shaped packaging material and method of manufacturing the same - Google Patents
Box-shaped packaging material and method of manufacturing the same Download PDFInfo
- Publication number
- JP2010070221A JP2010070221A JP2008240184A JP2008240184A JP2010070221A JP 2010070221 A JP2010070221 A JP 2010070221A JP 2008240184 A JP2008240184 A JP 2008240184A JP 2008240184 A JP2008240184 A JP 2008240184A JP 2010070221 A JP2010070221 A JP 2010070221A
- Authority
- JP
- Japan
- Prior art keywords
- packaging material
- box
- lid
- sheet
- attached
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Landscapes
- Cartons (AREA)
- Rigid Containers With Two Or More Constituent Elements (AREA)
- Buffer Packaging (AREA)
- Making Paper Articles (AREA)
Abstract
Description
本発明は、ダンボール箱の代替品等として好適に使用される箱状包材及びその製造方法に関する。 The present invention relates to a box-shaped packaging material suitably used as a substitute for a cardboard box, and a method for manufacturing the same.
種々の物品の包装に使用される箱状の包材として、紙製のダンボールがよく知られている(例えば、特許文献1参照)。 As a box-shaped packaging material used for packaging various articles, paper cardboard is well known (for example, see Patent Document 1).
しかしながら、紙製ダンボールは紙粉が発生し易いため、精密機器等その他、埃を嫌う製品の梱包には不向きである。また、最近のダンボールは古紙の利用が進み再生率が非常に高いため、塩素系漂白剤その他再生に必要な薬品類の混入による弊害が無視できなくなっている。そのため、食の安全性が高いレベルで要求される今日においては、食料品の梱包等に問題が生じる場合がある。そして、古紙を高い割合で使用したダンボールは品質保証が難しい上に、製造時に発生する二酸化炭素の量が、薄肉化等の改良が進む合成樹脂製のシート等に比べて多くなることも少なくない。
本発明は、紙粉が発生し易く、安全性を高めることが難しく、品質保証を徹底することができないという従来の箱状包材が抱える課題を、繰り返し再利用することができるという利点を付加しつつ解消しようとするものである。 The present invention adds the advantage that the problems of conventional box-shaped packaging materials that paper dust is likely to occur, it is difficult to improve safety, and quality assurance cannot be thoroughly implemented, can be reused repeatedly. However, it is going to be solved.
本発明は、以上のような目的を達成するために、次のような構成を採用したものである。 The present invention employs the following configuration in order to achieve the above object.
すなわち、本発明に係る箱状包材は、合成樹脂製の中空シート体により構成され内部に物品収納空間を形成するとともに少なくとも一面に前記物品収納空間を外部に開放する開口部を有してなる包材本体と、合成樹脂製の中空シート体により構成され前記包材本体の開口部に係合手段を介して開閉可能に蓋着される蓋部とを備えてなり、前記係合手段が、前記包材本体における開口部の縁に沿って貼着された合成樹脂製の第1係合部材と、前記蓋部の縁に沿って貼着され前記第1係合部材に着脱可能に係合する合成樹脂製の第2係合部材とを具備してなるものである。 That is, the box-shaped packaging material according to the present invention is formed of a hollow sheet made of synthetic resin, and has an opening for opening the article storage space to the outside at least on one side while forming the article storage space inside. A packaging material main body, and a lid portion that is configured by a synthetic resin hollow sheet body and is attached to the opening of the packaging material body through an engagement means so as to be openable and closable. A synthetic resin-made first engaging member attached along the edge of the opening in the packaging material body, and attached along the edge of the lid portion so as to be detachably engaged with the first engaging member. And a second engaging member made of synthetic resin.
このような構成の箱状包材であれば、全体を合成樹脂により構成することができるので、紙粉の発生を防止することができる。また、合成樹脂製の中空シート体は、その内外を構成するシートの材料を適宜選択することができるため、仮に再生材料を使用する場合であっても、必要な面に新しい合成樹脂層を位置させることができる。そのため、安全性を高めることが容易であり、品質保証を行なうことも可能になる。そして、蓋部を包材本体に対して係合手段を介して係脱可能に蓋着しているので、中空シート体を破壊することなく収納物を取り出すことができ、繰り返し再利用することが可能となる。 If it is the box-shaped packaging material of such a structure, since the whole can be comprised with a synthetic resin, generation | occurrence | production of paper dust can be prevented. In addition, since a hollow sheet body made of synthetic resin can appropriately select the material of the sheet constituting the inside and outside, even if a recycled material is used, a new synthetic resin layer is positioned on the necessary surface. Can be made. Therefore, it is easy to improve safety and quality assurance can be performed. And since the lid part is detachably attached to the packaging material body through the engaging means, the stored item can be taken out without destroying the hollow sheet body and can be reused repeatedly. It becomes possible.
前記中空シート体の好適な態様としては、多数の気泡形成用突起を有してなるキャップシートと、このキャップシートの突起開放側に添着したバックシートと、前記キャップシートの突起先端側に添着したライナーシートとからなる3層構造の気泡シート体を挙げることができるが、必ずしもこのようなものに限られない。例えば、前記ライナーシートを有しない2層構造の気泡シート等であってもよい。 As a preferred embodiment of the hollow sheet body, a cap sheet having a large number of bubble forming protrusions, a back sheet attached to the protrusion opening side of the cap sheet, and attached to the protrusion leading end side of the cap sheet. A three-layered bubble sheet composed of a liner sheet can be mentioned, but is not necessarily limited to this. For example, a bubble sheet having a two-layer structure without the liner sheet may be used.
折り曲げ箇所が多い箱状包材の場合には、前記中空シート体の主材料として、ポリオレフィンのうちヒンジ特性の良好なポリプロピレンを用いるのが望ましい。 In the case of a box-shaped packaging material having many bent portions, it is desirable to use polypropylene having good hinge characteristics among polyolefins as the main material of the hollow sheet body.
係合部材の好適な態様としては、第1係合部材を、連続した溝を有する雌型枠材とし、第2係合部材を、前記溝に着脱可能に押入係合可能な突条を有する雄型枠材としたものを挙げることができる。なお、第1、第2係合部材は、開口部の縁に沿ったコの字、ロの字等をなす立体的な枠形状のものであってもよく、あるいは、開口部の縁に沿って間欠的に設けられた直線状その他のものであってもよい。 As a preferred aspect of the engaging member, the first engaging member is a female frame member having a continuous groove, and the second engaging member has a protrusion that can be detachably inserted into the groove. Mention may be made of male frame materials. The first and second engaging members may have a three-dimensional frame shape having a U shape, a B shape, or the like along the edge of the opening, or along the edge of the opening. It may be a straight line or the like provided intermittently.
第1、第2係合部材の少なくとも一方を立体的な枠形状をなすものにしておけば、組立状態においてその係合部材が補強枠材としての機能をも発揮することになり、スタック強度を無理なく向上させることが可能になる。一方、第1、第2係合部材のうち、少なくとも包材本体に貼着されるものを直線状のものにして分断配置しておけば、蓋部を開成させた状態で包材本体を折畳み易くなる。また、第1、第2係合部材を立体的な枠形状にする場合でも、その角部などに樹脂ヒンジを形成しておけば、前述した分断配置の場合に準じ、不使用時に包材本体等を折畳んでおくことが可能になる。 If at least one of the first and second engaging members has a three-dimensional frame shape, the engaging member also functions as a reinforcing frame member in the assembled state, and stack strength is improved. It becomes possible to improve without difficulty. On the other hand, if at least one of the first and second engaging members to be adhered to the packaging material body is linear and divided and arranged, the packaging material body is folded with the lid portion opened. It becomes easy. Even when the first and second engaging members are made into a three-dimensional frame shape, if the resin hinges are formed at the corners, etc., the packaging material body can be used when not in use, as in the case of the divided arrangement described above. Etc. can be folded.
以上のような箱状包材を歩留まり良く効率的に製造する方法としては、中空シート体により作られた包材本体及び蓋部を準備する工程と、第1係合部材及び第2係合部材を相互に係合させてなる結合体を用意する工程と、前記結合体の第2係合部材を前記蓋部の縁に沿って貼着させる工程と、前記包材本体を一定の形状に保持した状態でその包材本体の開口部に前記結合体を取付けた蓋部を蓋着しその結合体の第1係合部材を前記包材本体に貼着させる工程とを具備してなる方法を挙げることができる。 As a method for efficiently producing such a box-shaped packaging material with a high yield, a step of preparing a packaging material main body and a lid made of a hollow sheet body, and a first engagement member and a second engagement member A step of preparing a combined body obtained by engaging each other with each other, a step of attaching a second engaging member of the combined body along an edge of the lid, and holding the packaging body in a fixed shape And a step of covering the opening of the packaging material main body with the lid attached to the bonding body and attaching the first engaging member of the combined body to the packaging material main body. Can be mentioned.
このような製造方法によれば、第1係合部材と第2係合部材を相互に係合させた状態で蓋部及び包材本体に貼着させることができる。そのため、第1係合部材と第2係合部材とを別々に蓋部及び包材本体に貼着する場合に比べて、係合部材同士の位置合わせが確実となる。したがって、蓋部を包材本体の開口部に蓋着した際に、第1係合部材及び第2係合部材の貼着位置のずれに起因して両者の円滑な係合が妨げられるという不具合の発生を有効に防止することができる。 According to such a manufacturing method, the first engaging member and the second engaging member can be attached to the lid and the packaging material body in a state where the first engaging member and the second engaging member are engaged with each other. Therefore, compared with the case where the 1st engagement member and the 2nd engagement member are stuck on a lid part and a packing material main part separately, alignment of engagement members becomes reliable. Therefore, when the lid is attached to the opening of the packaging material body, the smooth engagement between the first engagement member and the second engagement member is hindered due to the displacement of the attachment positions of the first engagement member and the second engagement member. Can be effectively prevented.
なお、包材本体及び蓋部の形態によっては、結合体を包材本体側に先に貼着し、しかる後に、その包材本体に前記蓋部を蓋着することにより前記結合体を前記蓋部にも貼着することも考えられる。すなわち、この場合の箱状包材の製造方法としては、中空シート体により作られた包材本体及び蓋部を準備する工程と、第1係合部材及び第2係合部材を相互に係合させてなる結合体を用意する工程と、前記結合体の第1係合部材を前記包材本体の縁に沿って貼着させる工程と、前記結合体を取付けた包材本体又は前記蓋部の少なくとも一方を一定の形状に保持した状態で前記蓋部を前記包材本体に蓋着しその結合体の第2係合部材を前記蓋部に貼着させる工程とを具備してなる方法を挙げることができる。 Depending on the form of the packaging material main body and the lid, the bonded body is first attached to the packaging material main body, and then the lid is sealed on the packaging material main body so that the combined body is covered with the lid. It is also possible to stick it to the department. That is, in this case, as a method for manufacturing the box-shaped packaging material, the step of preparing the packaging material main body and the lid made of the hollow sheet body, and the first engagement member and the second engagement member are mutually engaged. A step of preparing a combined body, a step of attaching a first engaging member of the combined body along an edge of the packaging body, and a packaging body body or the lid portion to which the coupling body is attached. And a step of attaching the lid portion to the packaging body main body and attaching a second engaging member of the combined body to the lid portion while holding at least one of them in a fixed shape. be able to.
前記包材本体や前記蓋部の保持には、吸引パッドを用いるのがよい。 A suction pad is preferably used for holding the packaging body and the lid.
前記第1、第2係合部材を前記包材本体及び蓋部にそれぞれ貼着するには、例えば、ホットメルトを用いるのが望ましい。 In order to adhere the first and second engaging members to the packaging material body and the lid part, for example, it is desirable to use hot melt.
あらゆる形態の箱状包材を考慮した場合の包括的な製造方法としては、中空シート体により作られた包材本体及び蓋部を準備する工程と、対をなす係合部材同士を着脱可能に係合させてなる結合体を用意する工程と、前記結合体の一方の係合部材を前記包材本体又は前記蓋部のいずれか一方に貼着させる工程と、他方を一定の形状に保持した状態で前記包材本体の開口部に蓋部を蓋着し前記結合体の他方の係合部材を他方にも貼着させる工程とを具備してなる方法を挙げることができる。 As a comprehensive manufacturing method when considering all forms of box-shaped packaging materials, the process of preparing a packaging material body and a lid made of a hollow sheet body and a pair of engaging members can be attached and detached. A step of preparing a combined body to be engaged, a step of attaching one engaging member of the combined body to either the packaging material main body or the lid portion, and holding the other in a fixed shape And a step of covering the opening of the packaging material body in the state and attaching the other engaging member of the combined body to the other.
本発明は、以上のような構成であるため、紙粉の発生を防ぐことができると共に、安全性を高めることが容易であり、品質保証を徹底することができる上に、繰り返し使用することが可能な箱状包材及びその製造方法を提供することができるものである。 Since the present invention is configured as described above, it is possible to prevent the occurrence of paper dust, and it is easy to enhance safety, and thorough quality assurance can be used. It is possible to provide a possible box-shaped packaging material and a manufacturing method thereof.
以下、本発明の一実施形態について図面を参照しつつ説明する。 Hereinafter, an embodiment of the present invention will be described with reference to the drawings.
この箱状包材1は、図1及び図2に示すように、中空シート体により構成され内部に物品収納空間25を形成するとともに前記物品収納空間25を挟んで相対する側面に前記物品収納空間25を外部に開放する2つの開口部26を有してなる包材本体2と、中空シート体により構成され前記包材本体2の開口部26に係合手段3を介して開閉可能に蓋着される2枚の蓋部4とを備えてなる。
As shown in FIGS. 1 and 2, the box-shaped packaging material 1 is configured by a hollow sheet body and forms an
包材本体2は、底壁21と、この底壁21の両側縁から立ち上がる右側壁22及び左側壁23と、これら両側壁22、23の上縁間に位置する天壁24とを具備してなる。包材本体2の底壁21、両側壁22、23及び天壁24は、それぞれ中空シート体により一体に作られており、底壁21と両側壁22、23との間及び天壁24と両側壁22、23との間には熱罫線27が入れられることにより中空シート体が直角に折り曲げられている。本実施形態においては、図3及び図4に示すように、中空シート体として、多数の気泡形成用突起を有してなるキャップシート51と、このキャップシート51の突起開放側に添着したバックシート52と、前記キャップシート51の突起先端側に添着したライナーシート53とからなる3層構造を有する気泡シート体5を用いている。気泡シート体5の材質は、汎用の合成樹脂のいずれであってもよいが、ポリプロピレン(以下「PP」と略称する)を用いると好ましい結果が得られる。特にPPの中でもエチレンコンテンツ3〜10%のスーパーランダムPPを用いた場合、加工性に優れる上に高い耐摩耗性を発揮し、蓋部4を繰り返し開閉しても破損し難くなる。なお、合成樹脂としてはPPの他にポリエチレンやα‐オレフィン共重合体、或いはポリブタジエン等を用いてもよい。
The
前記係合手段3は、前記包材本体2における開口部26の縁に沿って貼着された第1係合部材たる雌型枠材31と、前記各蓋部4の縁に沿って貼着され前記雌型枠材31に着脱可能に係合する第2係合部材たる雄型枠材32とを具備してなる。雌型枠材31は、図2に示すように開口部26の縁に沿ったコの字形をなす立体的な枠形状のものであり、連続する溝31aを有する。また、図3及び図4に横断面を示すように、横断面視ほぼコの字形であり、コの字の凹部が前記溝31aとして用いられる。前記溝31aは開口部26に向けられている。雄型枠材32は、図2に示すように開口部26の縁に沿ったコの字形をなす立体的な枠形状のものであり、連続する突条32aを有する。また、図3及び図4に横断面を示すように、横断面視ほぼトの字形であり、トの字の突部が前記突条32aとして用いられる。前記突条32aは物品収納空間25に対して向けられており、その寸法は前記雌型枠材31の溝31aに押入係合可能なものである。係合手段3を構成する雌型枠材31及び雄型枠材32の材質は合成樹脂を用いており、両枠材はそれぞれ一体形成されている。また、これら雌型枠材31及び雄型枠材32が立体的な枠形状をなすものであるので、組立状態においてその係合部材が補強枠材としての機能をも発揮することにもなる。
The
蓋部4は、底壁21と連続した気泡シート体5により作られており、底壁21の両側縁のうち側壁22、23を有しない側から立ち上がる。蓋部4の寸法は、包材本体2の開口部26とほぼ同じである。
The
次に、このような箱状包材1を製造する手順を説明する。 Next, a procedure for manufacturing such a box-shaped packaging material 1 will be described.
まず、気泡シート体5により作られた包材本体2及び蓋部4を準備する(ステップ1)。具体的には、図5に示すように、円柱状に巻かれた気泡シート体5の原反を、気泡シート体5のカット及び吸引過程を行う第1コンベア6の一端にある供給ロール61に配置させる。供給ロール61に配置された気泡シート体5の原反から繰り出されるシート素材は、第1コンベア6本体へと送り出され上下の送りロール62に挟まれながら第1コンベア6上の加圧台63へと移動する。気泡シート体5製のシート素材は加圧台63上で水平に保持される。加圧台63上においては油圧プレス63aが下降し、油圧プレス63aに設けられた刃物により前記シート素材は、図6に示すような形状に切断され、打ち抜かれる。具体的には、原反から繰り出されるシート素材を打ち抜くことにより、後に包材本体2及び蓋部4となる部分、並びに包材本体2を接合させるためのシール部281、282が展開状態で連続する一枚の第1中間加工品91を得る。また油圧プレス63aに前記刃物と同様に設けられた刃先の丸いトムソン刃により、気泡シートの原反は図6の一点鎖線で示す部分に熱罫線27が入れられる。次に加圧台63から油圧プレス63aを上昇させ、前記第1中間加工品91及びシート素材の残存部は、第1コンベア6上の吸引台64へと移動する。吸引台64上においては、前記第1中間加工品91が吸引パッド64aにより第2コンベア7上へと移される。前記打ち抜かれた部分以外のシート素材残存部はそのまま第1コンベア6上を進み、第1コンベア6の他端にある巻取ロール65において巻き取られる。
First, the
第2コンベア7上へと移された第1中間加工品91は、第2コンベア7上で図7に示すように配置される。つまり、箱状包材1を組み立てたときに包材本体2の底壁21と2枚の蓋部4、4となる部分がサクションベルト71上に吸着され、包材本体2の天壁24となる部分は折り返し板72上に載るように配置される。サクションベルト71上では下方からの吸引力が与えられる。また、第2コンベア7に前記中間加工品91を配置後、右側壁22と天壁24との間に設けた熱罫線27に沿って右側壁22上に2枚の半折押さえ板73、73を載置し、その半折押さえ板73、73により気泡シート体5の右側壁22のうち天壁24側付近が押さえられる。その状態のまま前記折り返し板72を半折押さえ板73、73側に折り重ねるように180度回転させることにより、図8に示すように、蓋部4以外の部分は二つ折りにされ、底壁21と左側壁23、天壁24と右側壁22、底壁側シール部281と左側壁側シール部282とがそれぞれ上下に重なった第2中間加工品92を得る。その後、左側壁23と左側壁側シール部282との境界部上方からシールバー74が下降し、前記シールバー74は底壁21と底壁側シール部281との間の熱罫線27及び左側壁23と左側壁側シール部282との間の熱罫線27を貫いてシール部281、282は切断される。該切断時に与えられる熱により気泡シート体5の切断面が溶解し、包材本体2の底壁21と左側壁23とがそれら側縁において接合される。その後、半折押さえ板73、73を右側壁22上から取り除き、両側壁22、23及び天壁24を起こすと、図9に示すように包材本体2と2枚の蓋部4、4とを備えた第3中間加工品93が得られる。
The first intermediate processed
次に、第1係合部材である雌型枠材31と第2係合部材である雄型枠材32とを相互に係合させてなる結合体33を2組用意する(ステップ2)。ここで、雌型枠材31の側面及び雄型枠材32の底面にホットメルト75を塗布した後、雌型枠材31の溝31aと雄型枠材32の突条32aとを係合させた状態にしておく。
Next, two sets of combined
さらに、第2係合部材である雄型枠材32を蓋部4の縁に沿って貼着させる(ステップ3)。ステップ2において用意した結合体33の雄型枠材32の底面を、蓋部4の外周縁に沿って貼着させる。
Further, the
最後に、第3中間加工品93の包材本体2を一定の形状に保持した状態でその包材本体2の開口部26に結合体33を取り付けた蓋部4を蓋着し、その結合体33の第1係合部材である雌型枠材31を包材本体2に貼着させる(ステップ4)。すなわち、ステップ3までの行程を経て作られた第3中間加工品93は、第2コンベア7から組立ユニット8へと送り出される。組立ユニット8にはサクションベルト71が設置されておらず、下方からの吸引力を受けないものとなっている。組立ユニット8では、吸引パッド付押さえプレート81を用いて両側壁22、23及び天壁24が結合体33を挿入可能に設けた開口部26を有するように支持される。図10に示すように、右側壁22及び左側壁23は、組立ユニット8上面から各々90度起き上がり両側壁22、23を支持する吸引パッド付押さえプレート81、81により吸引及び支持される。また、天壁24は、組立ユニット8上方から下降し天壁24を支持する吸引パッド付押さえプレート81により吸引及び支持される。図11に示すように一定の形状に保持された包材本体2に対して、前後2枚の蓋部4を起こし板82で各々90度起こし上げ、その包材本体2の開口部26に結合体33を取り付けた蓋部4を蓋着し、その結合体33の雌型枠材31を包材本体2に貼着させる。雌型枠材31の包材本体2への貼着は、ステップ2で予め用意した雌型枠材31の周囲に塗布したホットメルト75を用いて行う。雌型枠材31の包材本体2への貼着まで終わった後、左右側壁22側及び天壁24側にある吸引パッド付押さえプレート81により左右側壁22、23及び天壁24が物品収納空間25側に押さえられることにより、雌型枠材31と左右側壁22、23及び天壁24との接着がより強力になる。
Finally, the
このように、本実施形態に係る箱状包材1は、合成樹脂製の中空シート体により構成され内部に物品収納空間25を形成するとともに前記物品収納空間25を挟んで相対する側面に前記物品収納空間25を外部に開放する2つの開口部26を有してなる包材本体2と、合成樹脂製の中空シート体により構成され前記包材本体2の開口部26に係合手段3を介して開閉可能に蓋着される2枚の蓋部4とを備えてなり、前記係合手段3が、前記包材本体2における開口部26の縁に沿って貼着された合成樹脂製の第1係合部材である雌型枠材31と、前記蓋部4の縁に沿って貼着され前記雌型枠材31に着脱可能に係合する合成樹脂製の第2係合部材である雄型枠材32とを具備してなるものであることを特徴とする箱状包材1を構成したため、全体を合成樹脂により構成することが可能となり、紙粉の発生を防止することができる。また、蓋部4を包材本体2に対して係合手段3を介して係脱可能に蓋着しているので、中空シート体を破壊することなく収納物を出し入れすることができ、繰り返し再利用することが可能となる。さらに開口部26及び蓋部4を複数有するため、該開口部26のいずれからも物品収納空間25に収納物を出し入れすることが可能となる。
As described above, the box-shaped packaging material 1 according to the present embodiment is formed of a synthetic resin hollow sheet body, forms the
中空シート体が、多数の気泡形成用突起を有してなるキャップシート51と、このキャップシート51の突起開放側に添着したバックシート52と、前記キャップシート51の突起先端側に添着したライナーシート53とからなる3層構造の気泡シート体5であるので、バックシート52及びライナーシート53のいずれの面を物品収納空間25側にするかを選択することができ、その選択を収納物の性質等により行うことが可能となる。また、バックシート52及びライナーシート53の材料を適宜選択することができるため、再生材料を使用する場合であっても、必要な面に新しい合成樹脂層を位置させることができる。そのため、安全性を高めることが容易であり、品質保証を行なうことも可能になる。
A
また、中空シート体の主材料としてポリプロピレンを用いたので、他の合成樹脂に比べてヒンジ特性が良好であり、折り曲げ箇所が多い箱状包材1の作成及び使用において折り曲げに耐えることができる。 In addition, since polypropylene is used as the main material of the hollow sheet body, the hinge characteristics are better than those of other synthetic resins, and it is possible to withstand folding in the production and use of the box-shaped packaging material 1 having many folding points.
第1係合部材が連続した溝31aを有する雌型枠材31であり、第2係合部材が前記溝31aに着脱可能に押入係合可能な突条32aを有する雄型枠材32であり、雌型枠材31及び雄型枠材32が各々合成樹脂で一体形成され、開口部26の縁に沿ったコの字をなす立体的な枠形状のものであるので、組立状態においてその係合部材が補強枠材としての機能をも発揮することになり、スタック強度を無理なく向上させることが可能になる。さらに、本実施形態に係る箱状包材1の製造方法は、気泡シート体5により作られた包材本体2及び蓋部4を準備する工程と、第1係合部材である雌型枠材31及び第2係合部材である雄型枠材32を相互に係合させてなる結合体33を用意する工程と、結合体33の雄型枠材32を蓋部4の縁に沿って貼着させる工程と、包材本体2を一定の形状に保持した状態でその包材本体2の開口部26に結合体33を取付けた蓋部4を蓋着しその結合体33の雌型枠材31を包材本体2に貼着させる工程とを備えているため、雌型枠材31と雄型枠材32とを相互に係合させた状態で蓋部4及び包材本体2に貼着させることができる。よって、雌型枠材31と雄型枠材32とを別々に蓋部4及び包材本体2に貼着する場合に比べて、係合部材同士の位置合わせが確実となり、蓋部4を包材本体2の開口部26に蓋着した際に、雌型枠材31と雄型枠材32との貼着位置のずれに起因して両者の円滑な係合が妨げられるという不具合の発生を有効に防止することができる。
The first engagement member is a
また、包材本体2や前記蓋部4の保持には、両側壁側22、23及び天壁24側から合計3つの吸引パッドを用いたので、コの字形の結合体33の各辺が包材本体2に設けられる開口部26に収まりやすいように、包材本体2を一定の形状に保持することができる。また、それら吸引パッドが押さえプレートに取り付けられたものであるため、雌型枠材31の包材本体2への貼着まで終わった後、左右側壁22、23側及び天壁24側にある吸引パッド付押さえプレート81により左右側壁22、23及び天壁24が物品収納空間25側に押さえられることにより、コの字形の雌型枠材31と左右側壁22、23及び天壁24とが接着される。
In addition, since a total of three suction pads are used from both the side wall sides 22 and 23 and the
さらに雌型枠材31及び雄型枠材32を包材本体2及び蓋部4にそれぞれ貼着するのに不燃性のホットメルト75を用いるため、保形性に優れ、また毒性がないため収納物として食品を入れる場合であっても安全性を確保することができる。
Furthermore, since the non-flammable
なお、本発明は、以上に詳述した実施形態に限られるものではなく、次のような形態も考えられる。 The present invention is not limited to the embodiment described in detail above, and the following forms are also conceivable.
係合手段を構成する雌型枠材及び雄型枠材は、開口部の縁に沿ったコの字の他に、ロの字等をなす立体的な枠形状のものであってもよく、あるいは、開口部の縁に沿って間欠的に設けられた直線状であってもよい。 The female frame material and the male frame material that constitute the engaging means may be of a three-dimensional frame shape that forms a square shape or the like in addition to the U shape along the edge of the opening, Or the linear form provided intermittently along the edge of an opening part may be sufficient.
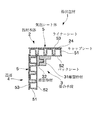
本発明の他の箱状包材の例として、図12及び図13に示されるものも考えられる。なお、図12は、係合手段A3を省略して示す概略説明図である。図13は、展開状態の箱状包材A1を示す斜視図である。この箱状包材A1は、気泡シート体等の中空シート体により構成され内部に物品収納空間A25を形成するとともに前記物品収納空間A25を外部に開放する1つの開口部A26を有してなる包材本体A2と、中空シート体により構成され前記包材本体2の開口部A26に係合手段A3を介して開閉可能に蓋着される1枚の蓋部A4とを備えてなる。
As examples of other box-shaped packaging materials of the present invention, those shown in FIGS. 12 and 13 are also conceivable. FIG. 12 is a schematic explanatory view showing the engagement means A3 omitted. FIG. 13 is a perspective view showing the box-shaped packaging material A1 in an unfolded state. The box-shaped packaging material A1 is formed of a hollow sheet body such as a bubble sheet body, and forms an article storage space A25 therein, and has a single opening A26 that opens the article storage space A25 to the outside. It comprises a material body A2 and a single cover part A4 which is constituted by a hollow sheet body and is attached to the opening part A26 of the
包材本体A2は、底壁A21と、底壁A21の周縁から立ち上がる4枚の側壁A22とを具備してなる。包材本体A2の底壁A21及び側壁A22は、それぞれ中空シート体により一体に作られている。 The packaging body A2 includes a bottom wall A21 and four side walls A22 that rise from the periphery of the bottom wall A21. The bottom wall A21 and the side wall A22 of the packaging material main body A2 are each integrally made of a hollow sheet body.
係合手段A3は、直線状のものであり、雌型枠材A31と、雌型枠材A31に着脱可能に係合する雄型枠材A32とを具備してなる。前記係合手段A3は、図13に示すように、箱状包材A1の包材本体A2及び蓋部A4を構成する中空シート体を展開したときに、展開面の外周に沿って設けられた形態をなす。ただし、前記外周のうち、少なくとも、箱状包材A1の組立状態において直角に曲げられる部分は前記係合手段A3が欠如した状態にしておく。すなわち、折り曲げに関係のない側縁については、連続させて設けてもよい。具体的には、雌型枠材A31や蓋部A4の雄型枠材A32は、コの字形に連続したものであってもよい。蓋部A4は、包材本体と連続した中空シート体により作られており、側壁A29のうち一面の側縁から立ち上がる。蓋部A4の寸法は、包材本体A2の開口部A26とほぼ同じである。 The engaging means A3 is linear and includes a female frame material A31 and a male frame material A32 that is detachably engaged with the female frame material A31. As shown in FIG. 13, the engaging means A3 is provided along the outer periphery of the deployment surface when the hollow sheet body constituting the packaging body A2 and the lid A4 of the box-shaped packaging material A1 is deployed. Forms. However, at least a portion bent at a right angle in the assembled state of the box-shaped packaging material A1 in the outer periphery is left in a state in which the engagement means A3 is absent. That is, side edges that are not related to bending may be provided continuously. Specifically, the female frame material A31 and the male frame material A32 of the lid portion A4 may be continuous in a U-shape. The lid portion A4 is made of a hollow sheet body that is continuous with the packaging material body, and rises from a side edge of one surface of the side wall A29. The size of the lid A4 is substantially the same as the opening A26 of the packaging body A2.
このようなものであれば、係合手段A3が展開面の外周に沿って設けられているため、中間加工品の作成時に包材本体A2を接合させるためのシール部を打ち抜く必要がなく、雌型枠材A31と雄型枠材A32とを係合させる作業によって、繰り返し使用可能な箱状包材A1を組み立てることができる。また、係合手段A3が箱状包材A1の組立時の屈曲部分において間欠的に設けられているため、包材本体A2が平面状態に展開しやすくなる。 In such a case, since the engaging means A3 is provided along the outer periphery of the development surface, there is no need to punch out a seal portion for joining the packaging body A2 at the time of producing the intermediate processed product. The box-shaped packaging material A1 that can be used repeatedly can be assembled by engaging the frame material A31 and the male frame material A32. Moreover, since the engaging means A3 is intermittently provided in the bent part at the time of the assembly of the box-shaped packaging material A1, the packaging material main body A2 is easily developed in a planar state.
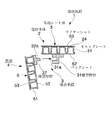
さらに、本発明の他の箱状包材B1の例として、図14及び図15に示されるものも考えられる。なお、図14は、係合手段B3を省略して示す概略説明図である。図15は、展開状態の箱状包材B1を示す斜視図である。この箱状包材B1は、図14に示すように、気泡シート体等の中空シート体により構成され内部に物品収納空間B25を形成するとともに前記物品収納空間B25を外部に開放する開口部B26を3面に有してなる包材本体B2と、中空シート体により構成され前記包材本体B2の側縁に係合手段B3を介して開閉可能に蓋着される蓋部B4とを備えてなる。 Furthermore, what is shown by FIG.14 and FIG.15 is also considered as an example of the other box-shaped packaging material B1 of this invention. FIG. 14 is a schematic explanatory view showing the engagement means B3 omitted. FIG. 15 is a perspective view showing the box-shaped packaging material B1 in an unfolded state. As shown in FIG. 14, the box-shaped packaging material B1 is configured by a hollow sheet body such as a bubble sheet body, and has an opening B26 that forms an article storage space B25 therein and opens the article storage space B25 to the outside. A packaging material body B2 having three surfaces, and a lid B4 that is formed of a hollow sheet body and is attached to the side edge of the packaging material body B2 so as to be openable and closable via engagement means B3. .
包材本体B2は、底壁B21と、底壁B21の両側縁から立ち上がる2枚の側壁B22とを具備してなる。包材本体B2の底壁B21及び側壁B22は、それぞれ中空シート体により一体に作られている。係合手段3は、直線状のものであり、雌型枠材31と、雌型枠材31に着脱可能に係合する雄型枠材32とを具備してなる。前記係合手段は、図15に示すように、後に箱状包材の包材本体及び蓋部を構成する中空シート体を展開したときに、それぞれの展開面の外周に沿って設けられた形態をなす。ただし、前記外周のうち、少なくとも、箱状包材B1の組立状態において直角に曲げられる部分は前記係合手段B3が欠如した状態にしておく。すなわち、折り曲げに関係のない側縁については、連続させて設けてもよい。具体的には、雌型枠材B31や雄型枠材B32は、コの字形に連続したものであってもよい。蓋部B4は、包材本体B2と連続しない中空シート体により作られており、図14に示すように組立の際には、包材本体B2に直交する方向から収納空間B25を覆うように、包材本体B2の側縁に取り付けられる。
The packaging body B2 includes a bottom wall B21 and two side walls B22 that rise from both side edges of the bottom wall B21. The bottom wall B21 and the side wall B22 of the packaging material main body B2 are each integrally made of a hollow sheet body. The engaging means 3 is linear, and includes a
このようなものであれば、係合手段B3が展開面の外周に沿って設けられているため、中間加工品の作成時に包材本体B2を接合させるためのシール部を打ち抜く必要がなく、雌型枠材B31と雄型枠材B32とを係合させる作業によって、繰り返し使用可能な箱状包材B1を組み立てることができる。また、係合手段B3が箱状包材B1の組立時の屈曲部分において間欠的に設けられているため、包材本体B2が平面状態に展開しやすくなる。また、中空シート体の打ち抜き形状が、他の実施形態よりも比較的平易な形状であるため、中空シート体の原反をより合理的に使用することができる。さらに、3面を開放できるので、収納物の出し入れが容易になる。 In such a case, since the engaging means B3 is provided along the outer periphery of the development surface, there is no need to punch out a seal portion for joining the packaging body B2 when creating the intermediate processed product, The box-shaped packaging material B1 that can be used repeatedly can be assembled by the operation of engaging the frame material B31 and the male frame material B32. Moreover, since the engaging means B3 is intermittently provided in the bent part at the time of the assembly of the box-shaped packaging material B1, the packaging material main body B2 is easily expanded in a flat state. Moreover, since the punching shape of the hollow sheet body is a relatively simple shape as compared with other embodiments, the raw sheet of the hollow sheet body can be used more rationally. Further, since the three surfaces can be opened, it is easy to put in and out the stored items.
また、本実施形態においては、雌型枠材及び雄型枠材と中空シート体の接着にホットメルトを用いたが、これに限られず、中空シート体として熱可塑性のポリプロピレンを用いていることを利用して、例えば加熱板を用いる熱溶着や超音波ウェルダーを用いた超音波溶着を行うことも考えられる。 Further, in the present embodiment, hot melt is used for bonding the female frame material and the male frame material to the hollow sheet body, but the present invention is not limited to this, and thermoplastic polypropylene is used as the hollow sheet body. For example, thermal welding using a heating plate or ultrasonic welding using an ultrasonic welder may be considered.
その他、各部の具体的構成についても上記実施形態に限られるものではなく、本発明の趣旨を逸脱しない範囲で種々変形が可能である。 In addition, the specific configuration of each part is not limited to the above embodiment, and various modifications can be made without departing from the spirit of the present invention.
1、1A、1B…箱状包材
2、2A、2B…包材本体
25、25A、25B…物品収納空間
26、26A、26B…開口部
3、3A、3B…係合手段
31、31A、31B…雌型枠材
32、32A、32B…雄型枠材
33…結合体
4、4A、4B…蓋部
5…気泡シート体
51…キャップシート
52…バックシート
53…ライナーシート
64a…吸引パッド
75…ホットメルト
DESCRIPTION OF SYMBOLS 1, 1A, 1B ... Box-shaped
Claims (8)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008240184A JP5399033B2 (en) | 2008-09-19 | 2008-09-19 | Box-shaped packaging material and manufacturing method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008240184A JP5399033B2 (en) | 2008-09-19 | 2008-09-19 | Box-shaped packaging material and manufacturing method thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010070221A true JP2010070221A (en) | 2010-04-02 |
| JP5399033B2 JP5399033B2 (en) | 2014-01-29 |
Family
ID=42202386
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008240184A Expired - Fee Related JP5399033B2 (en) | 2008-09-19 | 2008-09-19 | Box-shaped packaging material and manufacturing method thereof |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5399033B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104260962A (en) * | 2014-10-15 | 2015-01-07 | 大连塑料研究所有限公司 | Once-formed hollow packaging box, continuous extruding device for producing same, and production process |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6380A (en) * | 1986-06-09 | 1988-01-05 | 川上産業株式会社 | Shrinkable bubble cushioning material and packaging method thereby |
| JP2002337892A (en) * | 2001-05-22 | 2002-11-27 | Showa Highpolymer Co Ltd | Bag having plastic fastener and method for manufacturing the same |
| JP2003053860A (en) * | 2001-07-31 | 2003-02-26 | Pactiv Corp | Slide fastener, bag having slide fastener attached to mouth thereof and method for manufacturing the same |
| JP2003267346A (en) * | 2002-03-11 | 2003-09-25 | Tohoku Epe:Kk | Setup type heat-reserving returnable box |
| JP2005126114A (en) * | 2003-10-23 | 2005-05-19 | Kawakami Sangyo Co Ltd | Filler for use in packing |
| JP2006055280A (en) * | 2004-08-18 | 2006-03-02 | Idemitsu Unitech Co Ltd | Fitting fastener and bag with fastener |
-
2008
- 2008-09-19 JP JP2008240184A patent/JP5399033B2/en not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6380A (en) * | 1986-06-09 | 1988-01-05 | 川上産業株式会社 | Shrinkable bubble cushioning material and packaging method thereby |
| JP2002337892A (en) * | 2001-05-22 | 2002-11-27 | Showa Highpolymer Co Ltd | Bag having plastic fastener and method for manufacturing the same |
| JP2003053860A (en) * | 2001-07-31 | 2003-02-26 | Pactiv Corp | Slide fastener, bag having slide fastener attached to mouth thereof and method for manufacturing the same |
| JP2003267346A (en) * | 2002-03-11 | 2003-09-25 | Tohoku Epe:Kk | Setup type heat-reserving returnable box |
| JP2005126114A (en) * | 2003-10-23 | 2005-05-19 | Kawakami Sangyo Co Ltd | Filler for use in packing |
| JP2006055280A (en) * | 2004-08-18 | 2006-03-02 | Idemitsu Unitech Co Ltd | Fitting fastener and bag with fastener |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104260962A (en) * | 2014-10-15 | 2015-01-07 | 大连塑料研究所有限公司 | Once-formed hollow packaging box, continuous extruding device for producing same, and production process |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5399033B2 (en) | 2014-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5269377B2 (en) | Film bag body and manufacturing method thereof | |
| JPWO2018012542A1 (en) | Bag making machine and plastic bag manufacturing method | |
| WO2015182289A1 (en) | Packaging bag | |
| JP2016193572A (en) | Manufacturing method for packaging bag | |
| JP5399033B2 (en) | Box-shaped packaging material and manufacturing method thereof | |
| CN100556669C (en) | Ultrasonic welding structure | |
| JP2006298377A (en) | Cellular shock-absorbing sheet, and shock-absorbing bag | |
| JP2006151429A (en) | Packaging bag for storing sanitary goods such as paper diaper and napkin | |
| US11214406B2 (en) | Unfilled open side-gusset bag | |
| JP2009161217A (en) | Resin envelope, and its manufacturing method | |
| JP5767761B1 (en) | Bag making apparatus and bag making method | |
| JP6525495B2 (en) | Packaging bag and method for manufacturing packaging bag | |
| JP6124842B2 (en) | Packaging bag | |
| JP4688949B2 (en) | Bag making machine | |
| JP7473196B2 (en) | Packaging Bag | |
| JP5627302B2 (en) | Bag making machine | |
| JP6164155B2 (en) | Packaging container | |
| KR100852211B1 (en) | Method for manufacturing a plastic bag and plastic bag manufactured by the same | |
| JP6512652B2 (en) | Plastic bag and manufacturing method of plastic bag | |
| JP6944864B2 (en) | Manufacturing method of packaging bag and film used for manufacturing packaging bag and packaging bag | |
| JP5727254B2 (en) | paper bag | |
| JP2009062063A (en) | Packaging bag and method for manufacturing the same | |
| JP3739338B2 (en) | Packaging bag | |
| JP2017197236A (en) | Packing material | |
| JPH11193038A (en) | Standing package bag |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110822 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130205 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130403 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131008 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131023 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |