JP2010069701A - アスファルト製品小分け方法、アスファルト製品小分け装置および型枠 - Google Patents
アスファルト製品小分け方法、アスファルト製品小分け装置および型枠 Download PDFInfo
- Publication number
- JP2010069701A JP2010069701A JP2008239106A JP2008239106A JP2010069701A JP 2010069701 A JP2010069701 A JP 2010069701A JP 2008239106 A JP2008239106 A JP 2008239106A JP 2008239106 A JP2008239106 A JP 2008239106A JP 2010069701 A JP2010069701 A JP 2010069701A
- Authority
- JP
- Japan
- Prior art keywords
- asphalt product
- mold
- liquid refrigerant
- asphalt
- dispensing device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000010426 asphalt Substances 0.000 title claims abstract description 482
- 238000000034 method Methods 0.000 title claims abstract description 123
- 239000003507 refrigerant Substances 0.000 claims abstract description 285
- 239000007788 liquid Substances 0.000 claims abstract description 213
- 230000002093 peripheral effect Effects 0.000 claims abstract description 131
- 238000002347 injection Methods 0.000 claims abstract description 119
- 239000007924 injection Substances 0.000 claims abstract description 119
- 238000001816 cooling Methods 0.000 claims abstract description 74
- 239000007921 spray Substances 0.000 claims abstract description 69
- 230000007246 mechanism Effects 0.000 claims description 264
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 164
- 238000001035 drying Methods 0.000 claims description 50
- 238000005507 spraying Methods 0.000 claims description 45
- 239000000463 material Substances 0.000 claims description 33
- 238000009415 formwork Methods 0.000 claims description 26
- 239000004094 surface-active agent Substances 0.000 claims description 18
- 238000007664 blowing Methods 0.000 claims description 12
- 238000002791 soaking Methods 0.000 claims description 8
- 238000007598 dipping method Methods 0.000 claims description 7
- 238000007667 floating Methods 0.000 claims description 2
- 230000000149 penetrating effect Effects 0.000 claims description 2
- 239000000243 solution Substances 0.000 abstract 1
- 239000000110 cooling liquid Substances 0.000 description 19
- 230000035515 penetration Effects 0.000 description 14
- 230000032258 transport Effects 0.000 description 8
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 6
- 230000007723 transport mechanism Effects 0.000 description 6
- 239000002826 coolant Substances 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000010521 absorption reaction Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000000123 paper Substances 0.000 description 3
- 238000001704 evaporation Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 230000008595 infiltration Effects 0.000 description 2
- 238000001764 infiltration Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 230000008016 vaporization Effects 0.000 description 2
- 101000827703 Homo sapiens Polyphosphoinositide phosphatase Proteins 0.000 description 1
- 102100023591 Polyphosphoinositide phosphatase Human genes 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000004078 waterproofing Methods 0.000 description 1
Images


















Landscapes
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Working-Up Tar And Pitch (AREA)
Abstract
【解決手段】型枠に液状冷媒を染み込ませて型枠を表乾状態にする表乾工程と、表乾状態の上面が開放した型枠内に、アスファルトを主成分とする溶融状態のアスファルト製品を注入する注入工程と、型枠内の溶融状態のアスファルト製品に液状冷媒を吹き付け、溶融状態のアスファルト製品の外周表面を冷却して硬化させる外周表面硬化工程と、型枠内の外周表面が硬化したアスファルト製品を液状冷媒で冷却する冷却工程と、型枠から脱型可能に外周が硬化したアスファルト製品を脱型する脱型工程とを備える。
【選択図】図5
Description
そして、この種のアスファルト製品は、短時間に多量を使用することが比較的少なく、殆どの現場で時間をかけながら少量ずつ使用されている。
したがって、高温で製造されたアスファルト製品を商品として出荷するためには、小分け、冷却、梱包、または、冷却、小分け、梱包という工程を経て、段ボールの荷姿とされている。
また、高温で製造されたアスファルト製品を冷却、小分けする一例を示すと、高温のアスファルト製品を製造タンク内に残すか、または、高温のアスファルト製品を製造タンクから貯蔵タンク内に移し、アスファルト製品が一定温度になるまで放置しておくか、または、アスファルト製品を一定温度にまで冷却装置で強制的に冷却した後、アスファルト製品を直方体の型枠内に内張りされた剥離紙内に規定量注入した後、アスファルト製品を自然冷却で常温にまで冷却して固化させる(特許文献および非特許文献、特になし。)。
そこで、アスファルト製品の小分けなどに費やす労力、時間を軽減するため、型枠の大きさを大きくして1つのアスファルト製品の大きさを大きくすることが考えられる。
しかしながら、1つのアスファルト製品の大きさを大きくすると、アスファルト製品の小分け作業は少なくなるものの、型枠を平面状に並べ、アスファルト製品の冷却が完了した型枠を回収するのに費やす多大な労力、時間を解消することはできない。
(1)型枠に液状冷媒を染み込ませて前記型枠を表乾状態にする表乾工程と、表乾状態の上面が開放した前記型枠内に、アスファルトを主成分とする溶融状態のアスファルト製品を注入する注入工程と、前記型枠内の溶融状態の前記アスファルト製品に液状冷媒を吹き付け、溶融状態の前記アスファルト製品の外周表面を冷却して硬化させる外周表面硬化工程と、前記型枠内の外周表面が硬化した前記アスファルト製品を液状冷媒で冷却する冷却工程と、前記型枠から脱型可能に外周が硬化した前記アスファルト製品を脱型する脱型工程とを備えたアスファルト製品小分け方法。
(2)(1)に記載のアスファルト製品小分け方法において、前記表乾工程が、前記型枠を前記液状冷媒に浸して引き出す浸し引き出し工程と、この浸し引き出し工程で前記型枠の内面に付着した余分な前記液状冷媒を除去する冷媒除去工程とからなることを特徴とする。
(3)(2)に記載のアスファルト製品小分け方法において、前記冷媒除去工程は、前記型枠の内面へ空気を吹き付けて前記型枠の内面に付着した余分な前記液状冷媒を除去することを特徴とする。
(4)(2)または(3)に記載のアスファルト製品小分け方法において、前記外周表面硬化工程は、溶融状態の前記アスファルト製品に前記液状冷媒を噴霧して溶融状態の前記アスファルト製品の外周表面を硬化させることを特徴とする。
(5)(4)に記載のアスファルト製品小分け方法において、溶融状態の前記アスファルト製品に噴霧する前記液状冷媒に界面活性剤を添加したことを特徴とする。
(6)(2)から(5)のいずれか1つに記載のアスファルト製品小分け方法において、前記冷却工程は、外側表面が硬化した前記アスファルト製品に前記外周表面硬化工程よりも多量の前記液状冷媒を噴霧することを特徴とする。
(7)(2)から(5)のいずれか1つに記載のアスファルト製品小分け方法において、前記冷却工程は、外側表面が硬化した前記アスファルト製品に前記外周表面硬化工程よりも多量の前記液状冷媒を噴霧しながら、前記アスファルト製品を前記型枠毎前記液状冷媒に浸して冷却することを特徴とする。
(8)(2)から(5)のいずれか1つに記載のアスファルト製品小分け方法において、前記冷却工程は、前記アスファルト製品を前記型枠毎前記液状冷媒に浸して冷却することを特徴とする。
(9)(2)から(8)のいずれか1つに記載のアスファルト製品小分け方法において、前記脱型工程は、前記型枠を前記液状冷媒に浸して前記アスファルト製品を浮上させて脱型することを特徴とする。
(10)(2)から(8)のいずれか1つに記載のアスファルト製品小分け方法において、前記脱型工程は、前記型枠を前記液状冷媒中で上下反転させて脱型することを特徴とする。
(11)(1)に記載のアスファルト製品小分け方法において、前記表乾工程が、前記型枠に前記液状冷媒を吹き付けて染み込ませる冷媒吹き付け浸透工程と、この冷媒吹き付け浸透工程で前記型枠の内面に付着した余分な前記液状冷媒を除去する冷媒除去工程とからなることを特徴とする。
(12)(11)に記載のアスファルト製品小分け方法において、前記冷媒除去工程は、前記型枠の内面へ空気を吹き付けて前記型枠の内面に付着した余分な前記液状冷媒を除去することを特徴とする。
(13)(11)または(12)に記載のアスファルト製品小分け方法において、前記外周表面硬化工程は、溶融状態の前記アスファルト製品に前記液状冷媒を噴霧して溶融状態の前記アスファルト製品の外周表面を硬化させることを特徴とする。
(14)(13)に記載のアスファルト製品小分け方法において、溶融状態の前記アスファルト製品に噴霧する前記液状冷媒に界面活性剤を添加したことを特徴とする。
(15)(11)から(14)のいずれか1つに記載のアスファルト製品小分け方法において、前記冷却工程は、外側表面が硬化した前記アスファルト製品に前記外周表面硬化工程よりも多量の前記液状冷媒を噴霧することを特徴とする。
(16)(11)から(15)のいずれか1つに記載のアスファルト製品小分け方法において、前記脱型工程は、前記型枠を上下反転させて脱型することを特徴とする。
(17)(11)から(15)のいずれか1つに記載のアスファルト製品小分け方法において、前記脱型工程は、前記アスファルト製品を前記型枠から上方向へ取り出して脱型することを特徴とする。
(18)(11)から(15)のいずれか1つに記載のアスファルト製品小分け方法において、前記脱型工程は、前記型枠を揺動させて脱型することを特徴とする。
(19)(18)に記載のアスファルト製品小分け方法において、前記各工程を、縦方向に環状に配置したことを特徴とする。
(20)液状冷媒が染み込む型枠と、この型枠に液状冷媒を染み込ませて前記型枠を表乾状態にする表乾機構と、表乾状態の上面が開放した前記型枠内に、アスファルトを主成分とする溶融状態のアスファルト製品を注入する注入機構と、前記型枠内の溶融状態の前記アスファルト製品に液状冷媒を吹き付け、溶融状態の前記アスファルト製品の外周表面を冷却して硬化させる外周表面硬化機構と、前記型枠内の外周表面が硬化した前記アスファルト製品を液状冷媒で冷却する冷却機構と、前記型枠から脱型可能に外周が硬化した前記アスファルト製品を脱型する脱型機構とを備えたアスファルト製品小分け装置。
(21)(20)に記載のアスファルト製品小分け装置において、前記表乾機構が、前記型枠を前記液状冷媒に浸して引き出す浸し引き出し機構と、この浸し引き出し機構で前記型枠の内面に付着した余分な前記液状冷媒を除去する冷媒除去機構とからなることを特徴とする。
(22)(21)に記載のアスファルト製品小分け装置において、前記冷媒除去機構は、前記型枠の内面へ空気を吹き付けて前記型枠の内面に付着した余分な前記液状冷媒を除去する空気吹き付け機構であることを特徴とする。
(23)(21)または(22)に記載のアスファルト製品小分け装置において、前記外周表面硬化機構は、溶融状態の前記アスファルト製品に前記液状冷媒を噴霧して溶融状態の前記アスファルト製品の外周表面を硬化させる噴霧機構であることを特徴とする。
(24)(23)に記載のアスファルト製品小分け装置において、溶融状態の前記アスファルト製品に噴霧する前記液状冷媒に界面活性剤を添加したことを特徴とする。
(25)(21)から(24)のいずれか1つに記載のアスファルト製品小分け装置において、前記冷却機構は、外側表面が硬化した前記アスファルト製品に前記外周表面硬化機構よりも多量の前記液状冷媒を噴霧する第2噴霧機構であることを特徴とする。
(26)(21)から(24)のいずれか1つに記載のアスファルト製品小分け装置において、前記冷却機構は、外側表面が硬化した前記アスファルト製品に前記外周表面硬化機構よりも多量の前記液状冷媒を噴霧しながら、前記アスファルト製品を前記型枠毎前記液状冷媒に浸して冷却する噴霧浸し機構であることを特徴とする。
(27)(21)から(24)のいずれか1つに記載のアスファルト製品小分け装置において、前記冷却機構は、前記アスファルト製品を前記型枠毎前記液状冷媒に浸して冷却する浸し機構であることを特徴とする。
(28)(21)から(27)のいずれか1つに記載のアスファルト製品小分け装置において、前記脱型機構は、前記型枠を前記液状冷媒に浸して前記アスファルト製品を浮上させて脱型する浮上脱型機構であることを特徴とする。
(29)(21)から(27)のいずれか1つに記載のアスファルト製品小分け装置において、前記脱型機構は、前記型枠を前記液状冷媒中で上下反転させて脱型する反転脱型機構であることを特徴とする。
(30)(20)に記載のアスファルト製品小分け装置において、前記表乾機構が、前記型枠に前記液状冷媒を吹き付けて染み込ませる冷媒吹き付け浸透機構と、この冷媒吹き付け浸透機構で前記型枠の内面に付着した余分な前記液状冷媒を除去する冷媒除去機構とからなることを特徴とする。
(31)(30)に記載のアスファルト製品小分け装置において、前記冷媒除去機構は、前記型枠の内面へ空気を吹き付けて前記型枠の内面に付着した余分な前記液状冷媒を除去する空気吹き付け機構であることを特徴とする。
(32)(30)または(31)に記載のアスファルト製品小分け装置において、前記外周表面硬化機構は、溶融状態の前記アスファルト製品に前記液状冷媒を噴霧して溶融状態の前記アスファルト製品の外周表面を硬化させる噴霧機構であることを特徴とする。
(33)(32)に記載のアスファルト製品小分け装置において、溶融状態の前記アスファルト製品に噴霧する前記液状冷媒に界面活性剤を添加したことを特徴とする。
(34)(30)から(33)のいずれか1つに記載のアスファルト製品小分け装置において、前記冷却機構は、外側表面が硬化した前記アスファルト製品に前記外周表面硬化機構よりも多量の前記液状冷媒を噴霧する第2噴霧機構であることを特徴とする。
(35)(30)から(34)のいずれか1つに記載のアスファルト製品小分け装置において、前記脱型機構は、前記型枠を上下反転させて脱型する反転脱型機構であることを特徴とする。
(36)(30)から(34)のいずれか1つに記載のアスファルト製品小分け装置において、前記脱型機構は、前記アスファルト製品を前記型枠から上方向へ取り出して脱型する引き上げ脱型機構であることを特徴とする。
(37)(30)から(34)のいずれか1つに記載のアスファルト製品小分け装置において、前記脱型機構は、前記型枠を揺動させて脱型する揺動脱型機構であることを特徴とする。
(38)(37)に記載のアスファルト製品小分け装置において、前記各機構を、縦方向に環状に配置したことを特徴とする。
(39)(20)から(38)のいずれか1つに記載のアスファルト製品小分け装置に使用する型枠であって、吸水性を有するとともに、液状冷媒を吸い上げる材質で、上面が開放した有底筒状に形成したことを特徴とする。
そして、型枠を液状冷媒に浸して引き出し、型枠の内面(内側面)に付着した余分な液状冷媒を除去して表乾状態の型枠にするので、または、型枠に液状冷媒を吹き付けて染み込ませ、型枠の内面に付着した余分な液状冷媒を除去して表乾状態の型枠にするので、表乾状態の型枠に、確実にすることができる。
そして、型枠の内面へ空気を吹き付けて型枠の内面に付着した余分な液状冷媒を除去するので、表乾状態の型枠に、効率よく確実にすることができる。
そして、溶融状態のアスファルト製品に液状冷媒を噴霧して溶融状態のアスファルト製品の外周表面を硬化させるので、型枠から露出したアスファルト製品の上側表面を硬化させることができる。
そして、溶融状態のアスファルト製品に噴霧する液状冷媒に界面活性剤を添加したので、型枠とアスファルト製品との間にも液状冷媒が進入し、アスファルト製品の下側をも冷却することができることにより、液状冷媒が確実に溶融状態のアスファルト製品の全面に接触し、アスファルト製品の外周表面を効率よく冷却して硬化させることができる。
そして、外側表面が硬化したアスファルト製品に外周表面硬化工程よりも多量の液状冷媒を噴霧してアスファルト製品を冷却するので、アスファルト製品を効率よく冷却することができる。
また、外側表面が硬化したアスファルト製品に外周表面硬化工程(外周表面硬化機構)よりも多量の液状冷媒を噴霧しながら、アスファルト製品を型枠毎液状冷媒に浸して冷却するので、アスファルト製品をさらに効率よく冷却することができる。
また、外側表面が硬化したアスファルト製品を型枠毎液状冷媒に浸して冷却するので、アスファルト製品を効率よく冷却することができる。
また、型枠を液状冷媒に浸し、外側表面が硬化したアスファルト製品を浮上させて脱型するので、または、型枠を液状冷媒中で上下反転させて外側表面が硬化したアスファルト製品を脱型するので、冷却過程のアスファルト製品の比重が液状冷媒よりも軽くても、または、重くても、アスファルト製品を液状冷媒中で脱型することができる。
また、型枠を上下反転させて外側表面が硬化したアスファルト製品を脱型するので、外側表面が硬化したアスファルト製品を簡便な機構で脱型することができる。
また、外側表面が硬化したアスファルト製品を型枠から上方向へ取り出して脱型するので、または、型枠を揺動させて外側表面が硬化したアスファルト製品を脱型するので、型枠を反転させることなく脱型することができる。
そして、各工程または各機構を、縦方向に環状に配置したので、設置平面スペースを狭くすることができ、スペースを有効に利用することができる。
そして、型枠を、吸水性を有するとともに、液状冷媒を吸い上げる材質で、上面が開放した有底筒状に形成したので、溶融状態のアスファルト製品の型枠に接触する面を効率よく冷却することができる。
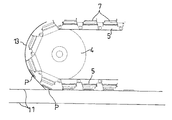
なお、図1、図4および図5において、各ノズルなどの図示が省略されている。
6は水槽1の上側に配置された、駆動源(駆動機構)としてのギヤードモータを示し、駆動スプロケット3を駆動するものである。
7はチェーンコンベヤ5の外周側に所定間隔で取り付けられた型枠を示し、吸水性を有するとともに、水(液状冷媒)2を吸い上げる材質で、上面が開放した有底筒状、例えば、有底四角筒状に形成されている。
8は水槽1に取り付けられた、空気吹き付け機構としてのエアー噴射ノズルを示し、チェーンコンベヤ5で搬送され、水(液状冷媒)2から引き出された型枠7へ向けてエアー(空気)を吹き付け、型枠7に付着した余分な水(液状冷媒)2を除去するものであり、表乾機構(表乾工程)を構成する冷媒除去機構(冷媒除去工程)に相当する。
9は水槽1の上側に取り付けた、注入機構(注入工程)を構成する材料注入ノズルを示し、チェーンコンベヤ5で搬送される型枠7内へ、溶融状態のアスファルト製品を注入するものである。
10は水槽1の上側に取り付けられた液状冷媒噴射ノズルを示し、材料注入ノズル9の直ぐ下流に連続して位置し、チェーンコンベヤ5で搬送される型枠7へ向けて水(液状冷媒)2を噴霧し、アスファルト製品の外周表面を硬化させる外周表面硬化機構(外周表面硬化工程)を構成する、噴霧機構としての外周表面硬化用液状冷媒噴射ノズル10Aと、この外周表面硬化用液状冷媒噴射ノズル10Aの下流に連続して位置し、チェーンコンベヤ5で搬送される型枠7へ向けて水(液状冷媒)2を噴霧し、アスファルト製品を冷却する冷却機構(冷却工程)を構成する、第2噴霧機構としての冷却用液状冷媒噴射ノズル10Bとで構成されている。
11は搬送機構(搬送工程)を構成するベルトコンベアを示し、型枠7から排出されたアスファルト製品Pを所定の位置、例えば、後述するバケットコンベヤ12へ向けて水槽1内を搬送するものである。
12は水槽1の上に配置された駆動源(駆動機構)としてのギヤードモータを示し、ベルトコンベア11を駆動するものである。
13はアスファルト製品案内機構としてのアスファルト製品案内板を示し、従動スプロケット4の部分で型枠7から離れたアスファルト製品Pをベルトコンベヤ11の上へと案内するものである。
14は搬送機構(搬送工程)を構成するバケットコンベヤを示し、ベルトコンベア11で搬送されてきたアスファルト製品Pを水槽1の外へと搬送するものである。
15は水槽1の上に配置された駆動源(駆動機構)としてのギヤードモータを示し、バケットコンベヤ14を駆動するものである。
また、脱型機構(脱型工程)は、反転脱型機構で、型枠7を水中2で上下反転させる構成とされている。
なお、脱型機構(脱型工程)は、反転脱型機構で、型枠7を空気中で上下反転させる構成としてもよい。
まず、ギヤードモータ6,12,15を作動させることにより、図2および図3に示す駆動スプロケット3を反時計方向へ回転させてチェーンコンベヤ5を駆動し、図2に示すベルトコンベア11を時計方向へ回転するように駆動するとともに、図3に示すバケットコンベア14を時計方向へ回転するように駆動する。
このように、チェーンコンベア5が駆動されると、水槽1内の水2に浸されていた型枠7が引き出され、エアー噴射ノズル8と対向する位置に搬送されるので、図示を省略したエアー供給源からエアー噴射ノズル8へ供給された所定圧のエアーが型枠7の内面(内側面)へ向けて吹き付けられる。
このように、水2から引き出され、水2の染み込んだ型枠7にエアーを吹き付けると、型枠7の内部には水分が充分に含まれているが、型枠7の内面(内側面)には水2の膜が見られない表乾状態の型枠7にすることができる。
このように、表乾状態の型枠7内に溶融状態のアスファルト製品が注入され、アスファルト製品が型枠7の内面に接触すると、型枠7の内面に接触するアスファルト製品の外周面が型枠7の水分によって冷却され、硬化、萎縮することにより、アスファルト製品の外周面が型枠7の内面から剥離する。
なお、外周表面硬化用液状冷媒噴射ノズル10Aがアスファルト製品へ向けて噴霧する水2の量は、水滴がアスファルト製品に接触し、アスファルト製品の熱によって蒸発(気化)する量が好ましいが、水滴がアスファルト製品に接触して蒸発できずにアスファルト製品の内部に進入すると、後でアスファルト製品内の水2がアスファルト製品の熱によって気化し、アスファルト製品が破裂するので、水滴(水2)がアスファルト製品に接触して蒸発できずにアスファルト製品の内部に進入しない量であればよい。
そして、外周表面硬化用液状冷媒噴射ノズル10Aがアスファルト製品へ向けて噴霧する水2には、界面活性剤が添加されているので、型枠7とアスファルト製品との間にも水2が進入し、アスファルト製品の下側をも冷却する。
このように、アスファルト製品Pが落下した型枠7は、エアー噴射ノズル8へ向けて水2中を搬送される。
このように、ベルトコンベヤ11からバケットコンベヤ14へ渡されたアスファルト製品Pは、バケットコンベヤ14で水2中から取り出され、水槽1の外へと排出される。
そして、型枠7を水2に浸して引き出し、型枠7の内面(内側面)に付着した余分な水2を除去して表乾状態の型枠7にするので、表乾状態の型枠7に、確実にすることができる。
そして、型枠7の内面へ空気を吹き付けて型枠7の内面に付着した余分な水2を除去するので、表乾状態の型枠7に、効率よく確実にすることができる。
そして、溶融状態のアスファルト製品に水2を噴霧して溶融状態のアスファルト製品の外周表面を硬化させるので、型枠7から露出したアスファルト製品の上側表面を硬化させることができる。
そして、溶融状態のアスファルト製品に噴霧する水2に界面活性剤を添加したので、型枠7とアスファルト製品との間にも水2が進入し、アスファルト製品の下側をも冷却することができることにより、水2が確実に溶融状態のアスファルト製品の全面に接触し、アスファルト製品の外周表面を効率よく冷却して硬化させることができる。
そして、外側表面が硬化したアスファルト製品に外周表面硬化工程(外周表面硬化機構、外周表面硬化用液状冷媒噴射ノズル10A))よりも多量の液状冷媒を噴霧してアスファルト製品を冷却するので、アスファルト製品を効率よく冷却することができる。
そして、型枠7を水2中で上下反転させて外側表面が硬化したアスファルト製品を脱型するので、アスファルト製品Pを水2中で脱型することができるとともに、簡便な機構で脱型することができる。
そして、型枠7を、吸水性を有するとともに、水2を吸い上げる材質で、上面が開放した有底筒状に形成したので、溶融状態のアスファルト製品の型枠7に接触する面を効率よく冷却することができる。
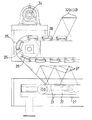
なお、図6において、各ノズルなどの図示が省略されている。
27は架台23の上に配置された、駆動源(駆動機構)としてのギヤードモータを示し、駆動スプロケット24を駆動するものである。
28はチェーンコンベヤ26の外周側に所定間隔で取り付けられた型枠を示し、吸水性を有するとともに、水(液状冷媒)22を吸い上げる材質で、上面が開放した有底筒状、例えば、有底四角筒状に形成されている。
29は架台23の上側に取り付けられた液状冷媒吹き付け浸透用噴射ノズルを示し、チェーンコンベヤ26で搬送される型枠28へ向けて水(液状冷媒)22を吹き付けて染み込ませるものであり、表乾機構(表乾工程)を構成する冷媒吹き付け浸透機構(冷媒吹き付け浸透工程)に相当する。
30は架台23に取り付けられた、空気吹き付け機構としてのエアー噴射ノズルを示し、チェーンコンベヤ26で搬送される型枠28へ向けてエアー(空気)を吹き付け、型枠28に付着した余分な水(液状冷媒)22を除去するものであり、表乾機構(表乾工程)を構成する冷媒除去機構(冷媒除去工程)に相当する。
31は架台23の上側に取り付けられた、注入機構(注入工程)を構成する材料注入ノズルを示し、チェーンコンベヤ26で搬送される型枠28内へ溶融状態のアスファルト製品を注入するものである。
32は架台23の上側に取り付けられた液状冷媒噴射ノズルを示し、材料注入ノズル31の直ぐ下流に連続して位置し、チェーンコンベヤ26で搬送される型枠28へ向けて水(液状冷媒)22を噴霧し、アスファルト製品の外周表面を硬化させる外周表面硬化機構(外周表面硬化工程)を構成する、噴霧機構としての外周表面硬化用液状冷媒噴射ノズル32Aと、この外周表面硬化用液状冷媒噴射ノズル32Aの下流に連続して位置し、チェーンコンベヤ26で搬送される型枠28へ向けて水(液状冷媒)22を噴霧し、アスファルト製品を冷却する冷却機構(冷却工程)を構成する、第2噴霧機構としての冷却用液状冷媒噴射ノズル32Bとで構成されている。
33は搬送機構(搬送工程)を構成するベルトコンベアを示し、チェーンコンベヤ26で搬送される型枠28から排出されたアスファルト製品Pを所定の位置、例えば、駆動スプロケット24の下側位置へ向けて水槽21内を搬送するものである。
34は架台23の上に配置された駆動源(駆動機構)としてのギヤードモータを示し、ベルトコンベヤ33を駆動するものである。
35はアスファルト製品案内機構としてのアスファルト製品案内板を示し、従動スプロケット25の部分で型枠28から離れたアスファルト製品Pをベルトコンベヤ33の上へと案内するものである。
36はアスファルト製品排出案内機構としてのアスファルト製品排出案内板を示し、ベルトコンベヤ33で搬送されてきたアスファルト製品Pを水槽21の外へと案内するものである。
37は水槽21と架台23との間に配置された冷却用液状冷媒噴射ノズルを示し、ベルトコンベヤ33で搬送されるアスファルト製品Pへ向けて水(液状冷媒)22を噴霧し、アスファルト製品Pを冷却する冷却機構(冷却工程)を構成する、第2噴霧機構に相当するものである。
なお、ベルトコンベヤ33は、図示を省略したアイドルローラによって搬送高さを調整されている。
まず、ギヤードモータ27,34を作動させることにより、図7および図8に示す駆動スプロケット24を反時計方向へ回転させてチェーンコンベヤ26を駆動するとともに、図7および図8に示すベルトコンベア33を時計方向へ回転するように駆動する。
このように、チェーンコンベア26が駆動されると、図示を省略した液状冷媒送液機構から送られる水槽21内の水22が液状冷媒吹き付け浸透用噴射ノズル29から型枠28へ向けて噴霧されることにより、型枠28に水22を染み込ませる。
このように、水22が吹き付けられ、水22が染み込んだ型枠28へエアーを吹き付けると、型枠28の内部には水分が充分に含まれているが、型枠28の内面(内側面)には水22の膜が見られない表乾状態の型枠28にすることができる。
このように、表乾状態の型枠28内に溶融状態のアスファルト製品が注入され、アスファルト製品が型枠28の内面に接触すると、型枠28の内面に接触するアスファルト製品の外周面が型枠28の水分によって冷却され、硬化、萎縮することにより、アスファルト製品の外周面が型枠28の内面から剥離する。
なお、外周表面硬化用液状冷媒噴射ノズル32Aがアスファルト製品へ向けて噴霧する水22の量は、水滴がアスファルト製品に接触し、アスファルト製品の熱によって蒸発(気化)する量が好ましいが、水滴がアスファルト製品に接触して蒸発できずにアスファルト製品の内部に進入すると、後でアスファルト製品内の水22がアスファルト製品の熱によって気化し、アスファルト製品が破裂するので、水滴(水22)がアスファルト製品に接触して蒸発できずにアスファルト製品の内部に進入しない量であればよい。
そして、外周表面硬化用液状冷媒噴射ノズル32Aがアスファルト製品へ向けて噴霧する水22には、界面活性剤が添加されているので、型枠28とアスファルト製品との間にも水22が進入し、アスファルト製品の下側をも冷却する。
このように、アスファルト製品Pが脱型された型枠28は、液状冷媒吹き付け浸透用噴射ノズル29へ向けて搬送される。
そして、型枠28に水22を吹き付けて染み込ませ、型枠28の内面に付着した余分な水22を除去して表乾状態の型枠28にするので、表乾状態の型枠に、確実にすることができる。
そして、型枠28を上下反転させて外側表面が硬化したアスファルト製品Pを脱型するので、外側表面が硬化したアスファルト製品Pを簡便な機構で脱型することができる。
そして、脱型したアスファルト製品Pをアスファルト製品案内板35でベルトコンベヤ33の上へと案内するので、脱型したアスファルト製品Pをベルトコンベヤ33の上へ確実に案内することができる。
そして、ベルトコンベヤ33上のアスファルト製品Pを水22で冷却するので、アスファルト製品Pをさらに冷却することができる。
なお、図11、図13および図15において、各ノズルなどの図示が省略されている。
46は水槽41の上側に配置された、駆動源(駆動機構)としてのギヤードモータを示し、駆動スプロケット43を駆動するものである。
47はチェーンコンベヤ45上に所定間隔で取り付けられた型枠を示し、吸水性を有するとともに、水(液状冷媒)42を吸い上げる材質で、上面が開放した有底筒状、例えば、有底四角筒状に形成されている。
48は水槽41の上側に取り付けられた液状冷媒吹き付け浸透用噴射ノズルを示し、チェーンコンベヤ45で搬送される型枠47へ向けて水(液状冷媒)42を吹き付けて染み込ませるものであり、表乾機構(表乾工程)を構成する冷媒吹き付け浸透機構(冷媒吹き付け浸透工程)に相当する。
なお、液状冷媒吹き付け浸透用噴射ノズル48は、型枠47内のアスファルト製品へ向けて水(液状冷媒)42を噴霧し、アスファルト製品の外周表面を硬化させる外周表面硬化機構(外周表面硬化工程)を構成する、噴霧機構にも相当する。
49は水槽41の上側に取り付けられた、空気吹き付け機構としてのエアー噴射ノズルを示し、チェーンコンベヤ45で搬送される型枠47へ向けてエアー(空気)を吹き付け、型枠47に付着した余分な水(液状冷媒)42を除去するものであり、表乾機構(表乾工程)を構成する冷媒除去機構(冷媒除去工程)に相当する。
50は水槽41の上側に取り付けられた、注入機構(注入工程)を構成する材料注入ノズルを示し、チェーンコンベヤ45で搬送される型枠47内へ溶融状態のアスファルト製品を注入するものである。
51は水槽41の上側に取り付けられた液状冷媒噴射ノズルを示し、材料注入ノズル50の直ぐ下流に連続して位置し、チェーンコンベヤ45で搬送される型枠47へ向けて水(液状冷媒)42を噴霧し、アスファルト製品の外周表面を硬化させる外周表面硬化機構(外周表面硬化工程)を構成する、噴霧機構としての外周表面硬化用液状冷媒噴射ノズル51Aと、この外周表面硬化用液状冷媒噴射ノズル51Aの下流に連続して位置し、チェーンコンベヤ45で搬送される型枠47へ向けて水(液状冷媒)42を噴霧し、アスファルト製品を冷却する冷却機構(冷却工程)を構成する、第2噴霧機構としての冷却用液状冷媒噴射ノズル51Bとで構成されている。
52は搬送機構(搬送工程)を構成するベルトコンベアを示し、チェーンコンベヤ45で搬送される型枠47から取り出したアスファルト製品Pを所定の位置へ搬送するものである。
53はベルトコンベア52の上側に配置されたロボットを示し、チェーンコンベヤ45で搬送される型枠47内のアスファルト製品Pを、例えば、エアーの吸引力によって上側へ取り出した後、ベルトコンベヤ52の上に載置するものであり、脱型機構(引き上げ脱型機構、脱型工程、引き上げ脱型工程)に相当する。
なお、外周表面硬化用液状冷媒噴射ノズル51A、冷却用液状冷媒噴射ノズル51B、液状冷媒吹き付け浸透用噴射ノズル48は、例えば、図11において、材料注入ノズル50の下流から時計回りにロボット53の手前まで型枠47に対向させて順次配置されている。
まず、ギヤードモータ46を作動させることにより、図11に示す駆動スプロケット43を時計方向へ回転させてチェーンコンベヤ45を駆動するとともに、図示を省略した駆動機構を作動させることにより、図11に示すベルトコンベア52を上側から下側へと駆動する。
このように、チェーンコンベア45が駆動されると、図示を省略した液状冷媒送液機構から送られる水槽41内の水42が液状冷媒吹き付け浸透用噴射ノズル48から型枠47へ向けて噴霧されることにより、型枠47に水42を染み込ませる。
このように、水42が吹き付けられ、水42が染み込んだ型枠47へエアーを吹き付けると、型枠47の内部には水分が充分に含まれているが、型枠47の内面(内側面)には水42の膜が見られない表乾状態の型枠47にすることができる。
このように、表乾状態の型枠47内に溶融状態のアスファルト製品が注入され、アスファルト製品が型枠47の内面に接触すると、型枠47の内面に接触するアスファルト製品の外周面が型枠47の水分によって冷却され、硬化、萎縮することにより、アスファルト製品の外周面が型枠47の内面から剥離する。
なお、外周表面硬化用液状冷媒噴射ノズル51Aがアスファルト製品へ向けて噴霧する水42の量は、水滴がアスファルト製品に接触し、アスファルト製品の熱によって蒸発(気化)する量が好ましいが、水滴がアスファルト製品に接触して蒸発できずにアスファルト製品の内部に進入すると、後でアスファルト製品内の水42がアスファルト製品の熱によって気化し、アスファルト製品が破裂するので、水滴(水42)がアスファルト製品に接触して蒸発できずにアスファルト製品の内部に進入しない量であればよい。
そして、外周表面硬化用液状冷媒噴射ノズル51Aがアスファルト製品へ向けて噴霧する水42には、界面活性剤が添加されているので、型枠47とアスファルト製品との間にも水42が進入し、アスファルト製品の下側をも冷却する。
このように、アスファルト製品Pが取り出された型枠47は、エアー噴射ノズル49の下側位置へ搬送される。
そして、外側表面が硬化したアスファルト製品Pを、ロボット53で型枠47から上方向へ取り出して脱型するので、型枠47を反転させることなく脱型することができる。
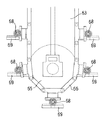
なお、図17〜図20において、各ノズルなどの図示が省略されている。
67は架台63の上端部に配置された、駆動源(駆動機構)としてのギヤードモータを示し、駆動スプロケット64を駆動するものである。
68はチェーンコンベヤ66の外周側に所定間隔で対向させて取り付けられた型枠支持体、69は型枠を示し、この型枠69は、溶融状態のアスファルト製品が注入される部分が水平となるように、対向する型枠支持体68に対向する上端部が回動可能に取り付けられ、支持されている。
そして、型枠69は、吸水性を有するとともに、水(液状冷媒)62を吸い上げる材質で、上面が開放した有底筒状、例えば、有底四角筒状に形成されている。
72は架台64の上側に取り付けられた、注入機構(注入工程)を構成する材料注入ノズルを示し、チェーンコンベヤ66で搬送される型枠69内へ溶融状態のアスファルト製品を注入するものである。
73は架台64に取り付けられた液状冷媒噴射ノズルを示し、材料注入ノズル72の直ぐ下流に連続して位置し、チェーンコンベヤ66で搬送される型枠69へ向けて水(液状冷媒)62を噴霧し、アスファルト製品の外周表面を硬化させる外周表面硬化機構(外周表面硬化工程)を構成する、噴霧機構としての外周表面硬化用液状冷媒噴射ノズル73Aと、この外周表面硬化用液状冷媒噴射ノズル73Aの下流に連続して位置し、チェーンコンベヤ66で搬送される型枠69へ向けて水(液状冷媒)62を噴霧し、アスファルト製品を冷却する冷却機構(冷却工程)を構成する、第2噴霧機構としての冷却用液状冷媒噴射ノズル73Bとで構成されている。
なお、冷却用液状冷媒噴射ノズル73Bの最後の部分は、チェーンコンベヤ66で搬送される型枠69へ向けて水(液状冷媒)62を吹き付けて染み込ませる機能をも有し、表乾機構(表乾工程)を構成する冷媒吹き付け浸透機構(冷媒吹き付け浸透工程)にも相当する。
74は搬送機構(搬送工程)としてのアスファルト製品案内傾斜板を示し、チェーンコンベヤ66で搬送される型枠69から取り出されたアスファルト製品Pを所定の位置へ案内(搬送)するものである。
75は架台64に取り付けられた揺動脱型機構(揺動脱型工程)を示し、チェーンコンベヤ66で搬送される型枠69の端に当接して型枠69を案内、揺動させ、型枠69内のアスファルト製品Pをアスファルト製品案内傾斜板74上へ排出(脱型)させるものであり、脱型機構(脱型工程)に相当する。
まず、ギヤードモータ67を作動させることにより、図16および図18に示す駆動スプロケット64を時計方向へ回転させてチェーンコンベヤ66を駆動する。
このように、チェーンコンベア66が駆動されると、図示を省略した液状冷媒送液機構から送られる水槽61内の水62が外周表面硬化用液状冷媒噴射ノズル73Aから型枠69へ向けて噴霧されることにより、型枠69に水62を染み込ませる。
このように、水62が吹き付けられ、水62が染み込んだ型枠69を揺動させると、型枠69の内部には水分が充分に含まれているが、型枠69の内面(内側面)には水62の膜が見られない表乾状態の型枠69にすることができる。
このように、表乾状態の型枠69内に溶融状態のアスファルト製品が注入され、アスファルト製品が型枠69の内面に接触すると、型枠69の内面に接触するアスファルト製品の外周面が型枠69の水分によって冷却され、硬化、萎縮することにより、アスファルト製品の外周面が型枠69の内面から剥離する。
なお、外周表面硬化用液状冷媒噴射ノズル73Aがアスファルト製品へ向けて噴霧する水62の量は、水滴がアスファルト製品に接触し、アスファルト製品の熱によって蒸発(気化)する量が好ましいが、水滴がアスファルト製品に接触して蒸発できずにアスファルト製品の内部に進入すると、後でアスファルト製品内の水62がアスファルト製品の熱によって気化し、アスファルト製品が破裂するので、水滴(水62)がアスファルト製品に接触して蒸発できずにアスファルト製品の内部に進入しない量であればよい。
そして、外周表面硬化用液状冷媒噴射ノズル73Aがアスファルト製品へ向けて噴霧する水62には、界面活性剤が添加されているので、型枠69とアスファルト製品との間にも水62が進入し、アスファルト製品の下側をも冷却する。
このように、アスファルト製品Pが取り出された型枠69は、水平状態に戻り、表乾状態になる。
そして、型枠69を揺動させて外側表面が硬化したアスファルト製品を脱型するので、型枠69を反転させることなく脱型することができる。
そして、各機構(各工程)を、縦方向に環状に配置したので、設置平面スペースを狭くすることができ、スペースを有効に利用することができる。
また、外側表面が硬化したアスファルト製品を型枠毎液状冷媒に浸して冷却することにより、アスファルト製品を効率よく冷却することができる。
また、第1実施例では、型枠7を水2(液状冷媒)中で上下反転させてアスファルト製品Pを脱型する例を示したが、型枠を液状冷媒に浸し、外側表面が硬化したアスファルト製品を浮上させて脱型することにより、冷却過程のアスファルト製品の比重が液状冷媒よりも軽くても、アスファルト製品を液状冷媒中で脱型することができる。
また、型枠を空気中で上下反転させることにより、簡便な機構で脱型することができる。
また、第4実施例では、型枠69の内面に付着した余分な水62(液状冷媒)を除去する冷媒除去機構(冷媒除去工程)の機能を、揺動脱型機構74に兼用させた構成を示したが、第1実施例のように、型枠69の内面に付着した余分な水62を空気吹き付け機構(冷媒除去工程)で除去する構成としてもよい。
このように、型枠69の内面に付着した余分な水62を空気吹き付け機構で除去する構成にすると、型枠69の内面に付着した余分な水62を確実に除去することができる。
2 水(液状冷媒)
3 駆動スプロケット
4 従動スプロケット
5 チェーンコンベヤ
6 ギヤードモータ(駆動源、駆動機構)
7 型枠
8 エアー噴射ノズル(表乾機構、冷媒除去機構、空気吹き付け機構、表乾工程、冷媒除去工程)
9 材料注入ノズル(注入機構、注入工程)
10 液状冷媒噴射ノズル
10A 外周表面硬化用液状冷媒噴射ノズル(外周表面硬化機構、噴霧機構、外周表面硬化工程)
10B 冷却用液状冷媒噴射ノズル(冷却機構、第2噴霧機構、冷却工程)
11 ベルトコンベヤ(搬送機構、搬送工程)
12 ギヤードモータ(駆動源、駆動機構)
13 アスファルト製品案内板(アスファルト製品案内機構)
14 バケットコンベヤ(搬送機構、搬送工程)
15 ギヤードモータ(駆動源、駆動機構)
21 水槽
22 水(液状冷媒)
23 架台
24 駆動スプロケット
25 従動スプロケット
26 チェーンコンベヤ
27 ギヤードモータ(駆動源、駆動機構)
28 型枠
29 液状冷媒吹き付け浸透用噴射ノズル(表乾機構、冷媒吹き付け浸透機構、表乾工程、冷媒吹き付け浸透工程)
30 エアー噴射ノズル(表乾機構、冷媒除去機構、空気吹き付け機構、表乾工程、冷媒除去工程)
31 材料注入ノズル(注入機構、注入工程)
32 液状冷媒噴射ノズル
32A 外周表面硬化用液状冷媒噴射ノズル(外周表面硬化機構、噴霧機構、外周表面硬化工程)
32B 冷却用液状冷媒噴射ノズル(冷却機構、第2噴霧機構、冷却工程)
33 ベルトコンベア(搬送機構、搬送工程)
34 ギヤードモータ(駆動源、駆動機構)
35 アスファルト製品案内板(アスファルト製品案内機構)
36 アスファルト製品排出案内板(アスファルト製品排出案内機構)
37 冷却用液状冷媒噴射ノズル(冷却機構、第2噴霧機構、冷却工程)
41 水槽
42 水(液状冷媒)
43 駆動スプロケット
44 従動スプロケット
45 チェーンコンベヤ
46 ギヤードモータ(駆動源、駆動機構)
47 型枠
48 液状冷媒吹き付け浸透用噴射ノズル(表乾機構、冷媒吹き付け浸透機構、冷却機構、表乾工程、冷媒吹き付け浸透工程、冷却工程)
49 エアー噴射ノズル(表乾機構、冷媒除去機構、空気吹き付け機構、表乾工程、冷媒除去工程)
50 材料注入ノズル(注入機構、注入工程)
51 液状冷媒噴射ノズル
51A 外周表面硬化用液状冷媒噴射ノズル(外周表面硬化機構、噴霧機構、外周表面硬化工程)
51B 冷却用液状冷媒噴射ノズル(冷却機構、第2噴霧機構、冷却工程)
52 ベルトコンベア(搬送機構、搬送工程)
53 ロボット(脱型機構、引き上げ脱型機構、脱型工程、引き上げ脱型工程)
61 水槽
62 水(液状冷媒)
63 架台
64 駆動スプロケット
65 従動スプロケット
66 チェーンコンベヤ
67 ギヤードモータ(駆動源、駆動機構)
68 型枠支持体
69 型枠
72 材料注入ノズル(注入機構、注入工程)
73 液状冷媒噴射ノズル
73A 外周表面硬化用液状冷媒噴射ノズル(外周表面硬化機構、噴霧機構、外周表面硬化工程)
73B 冷却用液状冷媒噴射ノズル(冷却機構、第2噴霧機構、表乾機構、冷媒吹き付け浸透機構、冷却工程、表乾工程、冷媒吹き付け浸透工程)
74 アスファルト製品案内傾斜板(搬送機構、搬送工程)
75 揺動脱型機構(脱型機構、表乾機構、冷媒除去機構、脱型工程、揺動脱型工程、表乾工程、冷媒除去工程)
P アスファルト製品
Claims (39)
- 型枠に液状冷媒を染み込ませて前記型枠を表乾状態にする表乾工程と、
表乾状態の上面が開放した前記型枠内に、アスファルトを主成分とする溶融状態のアスファルト製品を注入する注入工程と、
前記型枠内の溶融状態の前記アスファルト製品に液状冷媒を吹き付け、溶融状態の前記アスファルト製品の外周表面を冷却して硬化させる外周表面硬化工程と、
前記型枠内の外周表面が硬化した前記アスファルト製品を液状冷媒で冷却する冷却工程と、
前記型枠から脱型可能に外周が硬化した前記アスファルト製品を脱型する脱型工程と、
を備えたアスファルト製品小分け方法。 - 請求項1に記載のアスファルト製品小分け方法において、
前記表乾工程が、前記型枠を前記液状冷媒に浸して引き出す浸し引き出し工程と、この浸し引き出し工程で前記型枠の内面に付着した余分な前記液状冷媒を除去する冷媒除去工程とからなる、
ことを特徴とするアスファルト製品小分け方法。 - 請求項2に記載のアスファルト製品小分け方法において、
前記冷媒除去工程は、前記型枠の内面へ空気を吹き付けて前記型枠の内面に付着した余分な前記液状冷媒を除去する、
ことを特徴とするアスファルト製品小分け方法。 - 請求項2または請求項3に記載のアスファルト製品小分け方法において、
前記外周表面硬化工程は、溶融状態の前記アスファルト製品に前記液状冷媒を噴霧して溶融状態の前記アスファルト製品の外周表面を硬化させる、
ことを特徴とするアスファルト製品小分け方法。 - 請求項4に記載のアスファルト製品小分け方法において、
溶融状態の前記アスファルト製品に噴霧する前記液状冷媒に界面活性剤を添加した、
ことを特徴とするアスファルト製品小分け方法。 - 請求項2から請求項5のいずれか1項に記載のアスファルト製品小分け方法において、
前記冷却工程は、外側表面が硬化した前記アスファルト製品に前記外周表面硬化工程よりも多量の前記液状冷媒を噴霧する、
ことを特徴とするアスファルト製品小分け方法。 - 請求項2から請求項5のいずれか1項に記載のアスファルト製品小分け方法において、
前記冷却工程は、外側表面が硬化した前記アスファルト製品に前記外周表面硬化工程よりも多量の前記液状冷媒を噴霧しながら、前記アスファルト製品を前記型枠毎前記液状冷媒に浸して冷却する、
ことを特徴とするアスファルト製品小分け方法。 - 請求項2から請求項5のいずれか1項に記載のアスファルト製品小分け方法において、
前記冷却工程は、前記アスファルト製品を前記型枠毎前記液状冷媒に浸して冷却する、
ことを特徴とするアスファルト製品小分け方法。 - 請求項2から請求項8のいずれか1項に記載のアスファルト製品小分け方法において、
前記脱型工程は、前記型枠を前記液状冷媒に浸して前記アスファルト製品を浮上させて脱型する、
ことを特徴とするアスファルト製品小分け方法。 - 請求項2から請求項8のいずれか1項に記載のアスファルト製品小分け方法において、
前記脱型工程は、前記型枠を前記液状冷媒中で上下反転させて脱型する、
ことを特徴とするアスファルト製品小分け方法。 - 請求項1に記載のアスファルト製品小分け方法において、
前記表乾工程が、前記型枠に前記液状冷媒を吹き付けて染み込ませる冷媒吹き付け浸透工程と、この冷媒吹き付け浸透工程で前記型枠の内面に付着した余分な前記液状冷媒を除去する冷媒除去工程とからなる、
ことを特徴とするアスファルト製品小分け方法。 - 請求項11に記載のアスファルト製品小分け方法において、
前記冷媒除去工程は、前記型枠の内面へ空気を吹き付けて前記型枠の内面に付着した余分な前記液状冷媒を除去する、
ことを特徴とするアスファルト製品小分け方法。 - 請求項11または請求項12に記載のアスファルト製品小分け方法において、
前記外周表面硬化工程は、溶融状態の前記アスファルト製品に前記液状冷媒を噴霧して溶融状態の前記アスファルト製品の外周表面を硬化させる、
ことを特徴とするアスファルト製品小分け方法。 - 請求項13に記載のアスファルト製品小分け方法において、
溶融状態の前記アスファルト製品に噴霧する前記液状冷媒に界面活性剤を添加した、
ことを特徴とするアスファルト製品小分け方法。 - 請求項11から請求項14のいずれか1項に記載のアスファルト製品小分け方法において、
前記冷却工程は、外側表面が硬化した前記アスファルト製品に前記外周表面硬化工程よりも多量の前記液状冷媒を噴霧する、
ことを特徴とするアスファルト製品小分け方法。 - 請求項11から請求項15のいずれか1項に記載のアスファルト製品小分け方法において、
前記脱型工程は、前記型枠を上下反転させて脱型する、
ことを特徴とするアスファルト製品小分け方法。 - 請求項11から請求項15のいずれか1項に記載のアスファルト製品小分け方法において、
前記脱型工程は、前記アスファルト製品を前記型枠から上方向へ取り出して脱型する、
ことを特徴とするアスファルト製品小分け方法。 - 請求項11から請求項15のいずれか1項に記載のアスファルト製品小分け方法において、
前記脱型工程は、前記型枠を揺動させて脱型する、
ことを特徴とするアスファルト製品小分け方法。 - 請求項18に記載のアスファルト製品小分け方法において、
前記各工程を、縦方向に環状に配置した、
ことを特徴とするアスファルト製品小分け方法。 - 液状冷媒が染み込む型枠と、
この型枠に液状冷媒を染み込ませて前記型枠を表乾状態にする表乾機構と、
表乾状態の上面が開放した前記型枠内に、アスファルトを主成分とする溶融状態のアスファルト製品を注入する注入機構と、
前記型枠内の溶融状態の前記アスファルト製品に液状冷媒を吹き付け、溶融状態の前記アスファルト製品の外周表面を冷却して硬化させる外周表面硬化機構と、
前記型枠内の外周表面が硬化した前記アスファルト製品を液状冷媒で冷却する冷却機構と、
前記型枠から脱型可能に外周が硬化した前記アスファルト製品を脱型する脱型機構と、
を備えたアスファルト製品小分け装置。 - 請求項20に記載のアスファルト製品小分け装置において、
前記表乾機構が、前記型枠を前記液状冷媒に浸して引き出す浸し引き出し機構と、この浸し引き出し機構で前記型枠の内面に付着した余分な前記液状冷媒を除去する冷媒除去機構とからなる、
ことを特徴とするアスファルト製品小分け装置。 - 請求項21に記載のアスファルト製品小分け装置において、
前記冷媒除去機構は、前記型枠の内面へ空気を吹き付けて前記型枠の内面に付着した余分な前記液状冷媒を除去する空気吹き付け機構である、
ことを特徴とするアスファルト製品小分け装置。 - 請求項21または請求項22に記載のアスファルト製品小分け装置において、
前記外周表面硬化機構は、溶融状態の前記アスファルト製品に前記液状冷媒を噴霧して溶融状態の前記アスファルト製品の外周表面を硬化させる噴霧機構である、
ことを特徴とするアスファルト製品小分け装置。 - 請求項23に記載のアスファルト製品小分け装置において、
溶融状態の前記アスファルト製品に噴霧する前記液状冷媒に界面活性剤を添加した、
ことを特徴とするアスファルト製品小分け装置。 - 請求項21から請求項24のいずれか1項に記載のアスファルト製品小分け装置において、
前記冷却機構は、外側表面が硬化した前記アスファルト製品に前記外周表面硬化機構よりも多量の前記液状冷媒を噴霧する第2噴霧機構である、
ことを特徴とするアスファルト製品小分け装置。 - 請求項21から請求項24のいずれか1項に記載のアスファルト製品小分け装置において、
前記冷却機構は、外側表面が硬化した前記アスファルト製品に前記外周表面硬化機構よりも多量の前記液状冷媒を噴霧しながら、前記アスファルト製品を前記型枠毎前記液状冷媒に浸して冷却する噴霧浸し機構である、
ことを特徴とするアスファルト製品小分け装置。 - 請求項21から請求項24のいずれか1項に記載のアスファルト製品小分け装置において、
前記冷却機構は、前記アスファルト製品を前記型枠毎前記液状冷媒に浸して冷却する浸し機構である、
ことを特徴とするアスファルト製品小分け装置。 - 請求項21から請求項27のいずれか1項に記載のアスファルト製品小分け装置において、
前記脱型機構は、前記型枠を前記液状冷媒に浸して前記アスファルト製品を浮上させて脱型する浮上脱型機構である、
ことを特徴とするアスファルト製品小分け装置。 - 請求項21から請求項27のいずれか1項に記載のアスファルト製品小分け装置において、
前記脱型機構は、前記型枠を前記液状冷媒中で上下反転させて脱型する反転脱型機構である、
ことを特徴とするアスファルト製品小分け装置。 - 請求項20に記載のアスファルト製品小分け装置において、
前記表乾機構が、前記型枠に前記液状冷媒を吹き付けて染み込ませる冷媒吹き付け浸透機構と、この冷媒吹き付け浸透機構で前記型枠の内面に付着した余分な前記液状冷媒を除去する冷媒除去機構とからなる、
ことを特徴とするアスファルト製品小分け装置。 - 請求項30に記載のアスファルト製品小分け装置において、
前記冷媒除去機構は、前記型枠の内面へ空気を吹き付けて前記型枠の内面に付着した余分な前記液状冷媒を除去する空気吹き付け機構である、
ことを特徴とするアスファルト製品小分け装置。 - 請求項30または請求項31に記載のアスファルト製品小分け装置において、
前記外周表面硬化機構は、溶融状態の前記アスファルト製品に前記液状冷媒を噴霧して溶融状態の前記アスファルト製品の外周表面を硬化させる噴霧機構である、
ことを特徴とするアスファルト製品小分け装置。 - 請求項32に記載のアスファルト製品小分け装置において、
溶融状態の前記アスファルト製品に噴霧する前記液状冷媒に界面活性剤を添加した、
ことを特徴とするアスファルト製品小分け装置。 - 請求項30から請求項33のいずれか1項に記載のアスファルト製品小分け装置において、
前記冷却機構は、外側表面が硬化した前記アスファルト製品に前記外周表面硬化機構よりも多量の前記液状冷媒を噴霧する第2噴霧機構である、
ことを特徴とするアスファルト製品小分け装置。 - 請求項30から請求項34のいずれか1項に記載のアスファルト製品小分け装置において、
前記脱型機構は、前記型枠を上下反転させて脱型する反転脱型機構である、
ことを特徴とするアスファルト製品小分け装置。 - 請求項30から請求項34のいずれか1項に記載のアスファルト製品小分け装置において、
前記脱型機構は、前記アスファルト製品を前記型枠から上方向へ取り出して脱型する引き上げ脱型機構である、
ことを特徴とするアスファルト製品小分け装置。 - 請求項30から請求項34のいずれか1項に記載のアスファルト製品小分け装置において、
前記脱型機構は、前記型枠を揺動させて脱型する揺動脱型機構である、
ことを特徴とするアスファルト製品小分け装置。 - 請求項37に記載のアスファルト製品小分け装置において、
前記各機構を、縦方向に環状に配置した、
ことを特徴とするアスファルト製品小分け装置。 - 請求項20から請求項38のいずれか1項に記載のアスファルト製品小分け装置に使用する型枠であって、
吸水性を有するとともに、液状冷媒を吸い上げる材質で、上面が開放した有底筒状に形成した、
ことを特徴とする型枠。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008239106A JP5160357B2 (ja) | 2008-09-18 | 2008-09-18 | アスファルト製品小分け方法、アスファルト製品小分け装置および型枠 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008239106A JP5160357B2 (ja) | 2008-09-18 | 2008-09-18 | アスファルト製品小分け方法、アスファルト製品小分け装置および型枠 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010069701A true JP2010069701A (ja) | 2010-04-02 |
| JP5160357B2 JP5160357B2 (ja) | 2013-03-13 |
Family
ID=42201946
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008239106A Expired - Fee Related JP5160357B2 (ja) | 2008-09-18 | 2008-09-18 | アスファルト製品小分け方法、アスファルト製品小分け装置および型枠 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5160357B2 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS507813A (ja) * | 1973-05-23 | 1975-01-27 | ||
| JP2001048113A (ja) * | 1999-08-04 | 2001-02-20 | Idemitsu Petrochem Co Ltd | 粒状アスファルトの製造方法および製造装置 |
-
2008
- 2008-09-18 JP JP2008239106A patent/JP5160357B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS507813A (ja) * | 1973-05-23 | 1975-01-27 | ||
| JP2001048113A (ja) * | 1999-08-04 | 2001-02-20 | Idemitsu Petrochem Co Ltd | 粒状アスファルトの製造方法および製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5160357B2 (ja) | 2013-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9919459B2 (en) | Ozone adhesion process for insulating container manufacture | |
| US20100237531A1 (en) | Method of Fabricating Three Dimensional Printed Part | |
| JP6581306B2 (ja) | エアロゲルシート用製造装置 | |
| KR101193229B1 (ko) | 반도체 기판 표면의 화학적 처리 방법 및 이를 위한 장치 | |
| TWI794927B (zh) | 基板處理裝置及基板處理方法 | |
| JP5160357B2 (ja) | アスファルト製品小分け方法、アスファルト製品小分け装置および型枠 | |
| FR2523880A1 (fr) | Moule de coulee pour la fabrication de pieces coulees metalliques, et dispositif et procede de fabrication de ce moule | |
| US20110162940A1 (en) | Spongy mass for treating end walls of thermoplastic containers and device equipped therewith especially for cooling the hot end walls of containers leaving a molding unit | |
| KR20180030160A (ko) | 임프린트용의 템플릿 제조 장치 및 템플릿 제조 방법 | |
| ITPD20060407A1 (it) | Procedimento per realizzare la condizionatura di nastri, nel caso di impianti per la produzione di pastiglie, procedimento per la produzione di pastiglie di urea ed impianto per la produzione di pastiglie | |
| CN103302877A (zh) | 嵌入式共固化复合材料中带复杂图案阻尼薄膜的制作工艺 | |
| JP2020175332A (ja) | 塗工装置、塗工方法及び積層体の製造方法 | |
| TWM502560U (zh) | 具負壓功能之冷芯盒砂芯吹製機 | |
| US3387325A (en) | Mold cooling system and method for polymerizing resins | |
| JP2614695B2 (ja) | パルプモールド成形機 | |
| KR102735552B1 (ko) | 보드형 압탕슬리브 제조장치 및 그 제조방법 | |
| JP2986864B2 (ja) | 成型品製造装置 | |
| JP2006007651A (ja) | 遠心成形機、遠心成形方法、及び成形システム | |
| JP2007317802A (ja) | 基板の乾燥処理装置及び乾燥処理方法 | |
| JP3622207B2 (ja) | 熱硬化性樹脂成形品の強度向上方法 | |
| JP2755865B2 (ja) | リードフレームの洗浄および乾燥装置 | |
| US1608768A (en) | Mechanism for manufacturing hollow blocks | |
| US9387600B1 (en) | Method of preparing a mold to form an article and method of forming the article with the mold | |
| JP2500277Y2 (ja) | コ―ルドボックス造型機用ガス発生装置 | |
| TWM654417U (zh) | 應用於含浸作業之排泡裝置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100701 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120831 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121113 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121212 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151221 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |