JP2010043593A - ピストン素材の製造方法 - Google Patents
ピストン素材の製造方法 Download PDFInfo
- Publication number
- JP2010043593A JP2010043593A JP2008207642A JP2008207642A JP2010043593A JP 2010043593 A JP2010043593 A JP 2010043593A JP 2008207642 A JP2008207642 A JP 2008207642A JP 2008207642 A JP2008207642 A JP 2008207642A JP 2010043593 A JP2010043593 A JP 2010043593A
- Authority
- JP
- Japan
- Prior art keywords
- piston
- pin boss
- forging
- wrinkles
- preform
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 137
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 25
- 238000005242 forging Methods 0.000 claims abstract description 46
- 238000000034 method Methods 0.000 claims abstract description 36
- 238000010438 heat treatment Methods 0.000 claims abstract description 31
- 238000000465 moulding Methods 0.000 claims abstract description 30
- 229910000838 Al alloy Inorganic materials 0.000 claims abstract description 13
- 239000002994 raw material Substances 0.000 claims description 13
- 230000015572 biosynthetic process Effects 0.000 claims description 2
- 238000007493 shaping process Methods 0.000 claims 1
- 230000037303 wrinkles Effects 0.000 description 52
- 229910052751 metal Inorganic materials 0.000 description 27
- 239000002184 metal Substances 0.000 description 27
- 239000013078 crystal Substances 0.000 description 21
- 230000007547 defect Effects 0.000 description 21
- 235000013372 meat Nutrition 0.000 description 12
- 230000000630 rising effect Effects 0.000 description 12
- 230000002093 peripheral effect Effects 0.000 description 9
- 238000001953 recrystallisation Methods 0.000 description 8
- 230000001965 increasing effect Effects 0.000 description 6
- 239000000314 lubricant Substances 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 5
- 239000000843 powder Substances 0.000 description 4
- 239000002344 surface layer Substances 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 238000005336 cracking Methods 0.000 description 3
- 210000003746 feather Anatomy 0.000 description 3
- 238000009749 continuous casting Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 238000005480 shot peening Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 241001657081 Karos Species 0.000 description 1
- 241000220317 Rosa Species 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 230000003028 elevating effect Effects 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 230000009291 secondary effect Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 230000004580 weight loss Effects 0.000 description 1
Images






Landscapes
- Pistons, Piston Rings, And Cylinders (AREA)
Abstract
【解決手段】ランド部の裏面側にピンボス部が突設されたアルミニウム合金製ピストン素材(1)を製造する方法であって、一次素材(2)を15%以上の据え込み率で冷間据え込み加工して予備成形品(3)を成形する予備成形工程と、前記予備成形品(3)を加熱して再結晶させる熱処理工程と、熱処理した予備成形品(3)を熱間鍛造加工し、ランド部からピンボス部を立ち上がらせる成形を行ってピストン素材(1)を成形する本成形工程とを有する。
【選択図】 図7
Description
一次素材を15%以上、好ましくは20%以上の据え込み率で冷間据え込み加工して予備成形品を成形する予備成形工程と、
前記予備成形品を加熱して再結晶させる熱処理工程と、
熱処理した予備成形品を熱間鍛造加工し、ランド部からピンボス部を立ち上がらせる成形を行ってピストン素材を成形する本成形工程と
を有することを特徴とするピストン素材の製造方法。
据え込み加工に供する一次素材(2)の製造方法や形状は限定されず、例えば連続鋳造材や押出材をスライス切断したもの、急冷凝固した金属粉末を固形化して押出した押出材をスライス切断したもの等を用いる。上記しわの発生原因の説明において連続鋳造材を例示したが、本発明における一次素材は連続鋳造材に限定するものではない。冷間据え込み加工による残留歪みの発生と、その後の熱処理とによって予備成形品の再結晶組織を微細化させることができれば、本成形工程においてしわの発生を抑制できるからである。
一次素材(2)に対して冷間据え込み加工を行って予備成形品(3)を製作する。この冷間据え込み加工によって拡径し、より本成形に適した形状に成形するとともに、予備成形品(3)に残留歪みを発生させる。据え込み率は下記式で表され、十分な残留歪みを発生させるために、15%以上の据え込み率で加工する。好ましい据え込み率は20%以上である。据え込み時に割れや座屈が発生しない限り据え込み率の上限に制限はなく、割れや座屈が発生しない範囲で据え込み率を適宜設定することができる。例えば、上述したアルミニウム合金の場合は50%以下の据え込み率で予備成形品(3)を成形することが好ましい。
予備成形品(3)の形状は限定されないが、ピストン素材(1)のランド部(11)径と同等あるいは近似した径寸法とすることが好ましい。また、ピンボス部(13)、スカート部(12)等の突出部の成形予定部位を厚肉に成形することや、下金型(21)の成形孔(23)との位置合わせ部を成形することも好ましい。
前記予備成形品(3)に対して本成形前の予備加熱工程として熱処理を行い、その熱処理条件によって本発明の予備成形工程で生じさせた残留歪みを結晶核とする微細な再結晶組織を形成する。熱処理温度は再結晶温度よりも高い温度で行うものとし、上述したアルミニウム合金の場合は実体温度として380℃以上で行う。好ましい温度は400〜480℃であり、特に400〜440℃が好ましい。また、微細な再結晶組織を十分に形成するために、加熱時間は10〜60分間が好ましく、特に20〜40分間が好ましい。
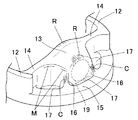
予備成形品(3)に必要に応じて潤滑剤を塗布し、図5Aおよび図5Bに例示した鍛造用金型(20)を用いて熱間鍛造加工を行い、ピストン素材(1)を成形する。予備成形品(3)の再結晶組織が微細化されているので、鍛造面に露出している結晶粒による凹凸も微細である。そして、成形の進行に伴ってピンボス部(13)が立ち上がっていき、凹凸が寄り添って最終的に凹部が閉じると、凹部が消失するか、あるいはしわ(R)として残った場合でも浅く小さいものとなり、しわ(R)の発生が抑制される。

A〜Cの連続鋳造材およびDの押出材を、ピストン素材(1)と同等体積となるように、表2の厚さにスライスし、この円柱形材を一次素材(2)とした。
表3の比較例1、11、21、31を除いて、各一次素材(2)に対して表2、3に示す据え込み率で冷間据え込み加工を行い、ピストン素材(1)のランド部(11)の直径と同等の70mmに拡径し、予備成形品(3)を得た。据え込み加工は、一次素材(2)にボンデ処理を施して潤滑性を付与し、加熱も冷却もしない常温(室温約20℃)の金型に常温の一次素材(2)を投入して行うものとし、各例につき1000個の予備成形品(3)を連続的に加工した。加工熱により予備製品(3)の温度は上昇したが、加工上がりの予備成形品(3)の温度および連続運転中の金型温度は200℃以下であり、据え込み加工は冷間で行われた。
各予備成形品(3)(比較例1、11、21、31は一次素材(2)と同じ)を表3に示す条件で熱処理した。この熱処理は本成形のための予備加熱である。
前工程で予備加熱した予備成形品(3)を、図5Aおよび図5Bに示すように、黒鉛系潤滑剤を塗布した鍛造用金型(20)で熱間鍛造してピストン素材(1)を成形した。金型(20)は加熱するものとし、連続運転中の金型温度は表3に記載した範囲内で変動し、加工直後のピストン素材(1)の温度は表3に記載した範囲であった。これらの温度により、ピストン素材(1)は熱間で鍛造されたことを確認した。
×:外観上亀裂が開いており、内部にまで残っている。
△:外観上閉じているが、亀裂線があり内部まで残っている
○:発生なし
×:外観上表面層がオーバーラップしていて線状のスジが残り、内部まで強い欠陥が残っている
△:表面層に線状のスジが残り、内部にまで微小欠陥が残っている
○:発生なし
×:外観上表面部に閉じたしわが多数発生
△:外観上表面部に閉じたしわが1〜3本発生
○:発生なし
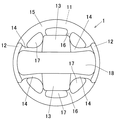
2…一次素材(鍛造用素材、円柱形素材)
3…予備成形品
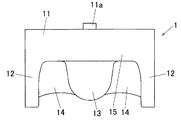
11…ランド部
12…スカート部
13…ピンボス部
14…サイドウォール部
20…鍛造用金型
21…下金型
22…上金型
R…しわ
C…割れ
M…巻き込み欠陥
Claims (5)
- ランド部の裏面側にピンボス部が突設されたアルミニウム合金製ピストン素材を製造する方法であって、
一次素材を15%以上の据え込み率で冷間据え込み加工して予備成形品を成形する予備成形工程と、
前記予備成形品を加熱して再結晶させる熱処理工程と、
熱処理した予備成形品を熱間鍛造加工し、ランド部からピンボス部を立ち上がらせる成形を行ってピストン素材を成形する本成形工程と
を有することを特徴とするピストン素材の製造方法。 - 前記熱処理工程を本成形工程の予備加熱工程として行う請求項1に記載のピストン素材の製造方法。
- 前記予備成形工程における冷間据え込み加工を200℃以下の実体温度で行う請求項1〜2のいずれかに記載のピストン素材の製造方法。
- 前記熱処理工程において予備成形品を400〜480℃に加熱する請求項1〜3のいずれかに記載のピストン素材の製造方法。
- 前記本成形工程における熱間鍛造加工を400〜480℃の実体温度で行う請求項1〜4のいずれかに記載のピストン素材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008207642A JP5150406B2 (ja) | 2008-08-12 | 2008-08-12 | ピストン素材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008207642A JP5150406B2 (ja) | 2008-08-12 | 2008-08-12 | ピストン素材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010043593A true JP2010043593A (ja) | 2010-02-25 |
| JP5150406B2 JP5150406B2 (ja) | 2013-02-20 |
Family
ID=42015152
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008207642A Active JP5150406B2 (ja) | 2008-08-12 | 2008-08-12 | ピストン素材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5150406B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015518536A (ja) * | 2012-03-28 | 2015-07-02 | マーレ インターナショナル ゲゼルシャフト ミット ベシュレンクテルハフツングMAHLE International GmbH | アルミニウムピストンの製造方法 |
| JP2020067077A (ja) * | 2018-10-26 | 2020-04-30 | 昭和電工株式会社 | スクロール |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10280081A (ja) * | 1997-04-08 | 1998-10-20 | Sky Alum Co Ltd | Al−Zn−Mg系合金からなる高強度・高精度枠形状部材およびその製造方法 |
| JP2000179400A (ja) * | 1998-12-14 | 2000-06-27 | Yamaha Motor Co Ltd | 内燃機関用鍛造ピストン |
| JP2001294966A (ja) * | 2000-04-14 | 2001-10-26 | Matsushita Electric Ind Co Ltd | マグネシウム合金薄板及びその製造方法並びにそれを用いた成形品 |
| JP2006328482A (ja) * | 2005-05-26 | 2006-12-07 | Honda Motor Co Ltd | 鍛造ピストン |
| JP2007118040A (ja) * | 2005-10-28 | 2007-05-17 | Showa Denko Kk | 鍛造成形品、その製造方法、鍛造成形装置、鍛造品製造システムおよび予備成形品 |
| JP2008073763A (ja) * | 2006-08-25 | 2008-04-03 | Sukea X:Kk | 車両ホイールの製造方法 |
-
2008
- 2008-08-12 JP JP2008207642A patent/JP5150406B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10280081A (ja) * | 1997-04-08 | 1998-10-20 | Sky Alum Co Ltd | Al−Zn−Mg系合金からなる高強度・高精度枠形状部材およびその製造方法 |
| JP2000179400A (ja) * | 1998-12-14 | 2000-06-27 | Yamaha Motor Co Ltd | 内燃機関用鍛造ピストン |
| JP2001294966A (ja) * | 2000-04-14 | 2001-10-26 | Matsushita Electric Ind Co Ltd | マグネシウム合金薄板及びその製造方法並びにそれを用いた成形品 |
| JP2006328482A (ja) * | 2005-05-26 | 2006-12-07 | Honda Motor Co Ltd | 鍛造ピストン |
| JP2007118040A (ja) * | 2005-10-28 | 2007-05-17 | Showa Denko Kk | 鍛造成形品、その製造方法、鍛造成形装置、鍛造品製造システムおよび予備成形品 |
| JP2008073763A (ja) * | 2006-08-25 | 2008-04-03 | Sukea X:Kk | 車両ホイールの製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015518536A (ja) * | 2012-03-28 | 2015-07-02 | マーレ インターナショナル ゲゼルシャフト ミット ベシュレンクテルハフツングMAHLE International GmbH | アルミニウムピストンの製造方法 |
| JP2020067077A (ja) * | 2018-10-26 | 2020-04-30 | 昭和電工株式会社 | スクロール |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5150406B2 (ja) | 2013-02-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101522935B (zh) | 铝合金成形品的制造方法、铝合金成形品以及生产系统 | |
| JP5027844B2 (ja) | アルミニウム合金成形品の製造方法 | |
| JP5416624B2 (ja) | 自動車足回り部品およびその製造方法 | |
| US3930895A (en) | Special magnesium-manganese aluminum alloy | |
| JP4080111B2 (ja) | 鍛造用アルミニウム合金製ビレットの製造方法 | |
| CN102962425B (zh) | 一种倾斜油缸缸体的制备方法 | |
| JP5553291B2 (ja) | 成形品の製造方法 | |
| JPWO2011129431A1 (ja) | アルミニウム合金鍛造部材の製造方法 | |
| JP4359231B2 (ja) | アルミニウム合金成形品の製造方法、およびアルミニウム合金成形品 | |
| JP2003251431A (ja) | ユニバーサルジョイントヨークの製造方法、鍛造用金型および素形材 | |
| WO2015032051A1 (en) | Methods and apparatus to produce high performance axisymmetric components | |
| JP5150406B2 (ja) | ピストン素材の製造方法 | |
| KR100494514B1 (ko) | 반용융 성형용 마그네슘합금 빌렛의 제조방법 | |
| JP5689423B2 (ja) | エンジンピストン用素形材の製造方法 | |
| JP2004351485A (ja) | 金属の加工法および加工成形品 | |
| CN106345984B (zh) | 应用于商用车轮毂的a357铝合金的液态模锻工艺法 | |
| JP5588884B2 (ja) | マグネシウム合金鍛造ピストンの製造方法およびマグネシウム合金鍛造ピストン | |
| CN109402424A (zh) | 应用于行星轧机轧制铜及铜合金的高温合金芯棒及其制备方法 | |
| JP4666659B2 (ja) | マグネシウム合金製鍛造薄肉筐体およびその製造方法 | |
| JP2011195912A (ja) | 高温拡管成形性に優れた6000系アルミニウム合金中空押出材 | |
| JP4298633B2 (ja) | 成形品の製造方法およびその生産ライン | |
| Lozares et al. | Semisolid forging of 250 automotive spindles of S48C steel | |
| US2096513A (en) | Upset piston | |
| JP5081083B2 (ja) | ピストン素材の製造方法 | |
| US7712965B2 (en) | Piston pin bushing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110510 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120427 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120523 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120720 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121203 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5150406 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151207 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151207 Year of fee payment: 3 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |