JP2010005869A - Compression molding apparatus for ceramic granulated body - Google Patents
Compression molding apparatus for ceramic granulated body Download PDFInfo
- Publication number
- JP2010005869A JP2010005869A JP2008166557A JP2008166557A JP2010005869A JP 2010005869 A JP2010005869 A JP 2010005869A JP 2008166557 A JP2008166557 A JP 2008166557A JP 2008166557 A JP2008166557 A JP 2008166557A JP 2010005869 A JP2010005869 A JP 2010005869A
- Authority
- JP
- Japan
- Prior art keywords
- ceramic
- compression
- temperature
- compression molding
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Press-Shaping Or Shaping Using Conveyers (AREA)
Abstract
Description
本発明はセラミック粉体と樹脂バインダとを含有する混合物を造粒して得られるセラミック造粒体を、圧縮成形するためのセラミック造粒体用圧縮成形装置に関する。 The present invention relates to a compression molding apparatus for a ceramic granule for compressing and molding a ceramic granule obtained by granulating a mixture containing ceramic powder and a resin binder.
セラミック成形体の成形方法として、圧縮成形法が知られている。このような圧縮成形法に用いられる成形材料としては、例えば、特許文献1に記載されたような、セラミック粉体と樹脂バインダとを含有する混合物を造粒して得られるセラミック造粒体が用いられている。樹脂バインダでセラミック粉体を固めることにより、セラミック成形材料に給粉流動性と押圧接着性を付与することができる。 A compression molding method is known as a method for molding a ceramic molded body. As a molding material used in such a compression molding method, for example, a ceramic granule obtained by granulating a mixture containing ceramic powder and a resin binder as described in Patent Document 1 is used. It has been. By solidifying the ceramic powder with a resin binder, powder feeding fluidity and press adhesiveness can be imparted to the ceramic molding material.
セラミック造粒体を圧縮成形装置により圧縮成形する場合、圧縮成形の圧縮終点を圧力ピークで制御した場合には、棒状のインゴットを成形するときにはショット毎に長さのバラツキが生じるという問題があった。また、圧縮終点を上パンチと下パンチとの間の間隔で制御した場合には、得られるインゴットの密度にバラツキが生じるという問題があった。
本発明者らは、上記のような成形ショット毎の長さや密度のバラツキの原因は、樹脂バインダの粘弾性によるものと考えている。具体的には、樹脂バインダは、含水率や温度の変化により粘弾性が変化するため、成形ショット毎に供給される材料の含水率や温度がばらつくことにより、セラミック造粒体の充填流動性や圧縮性が成形ショット毎にばらつくと考えている。例えば、成形の圧縮終点を圧力で制御する場合、同じ圧力に達するまで圧縮しても、セラミック造粒体の剛性が高い場合には充分に圧縮されず、図9(a)に示すように相対的に長いインゴット80aが形成され、セラミック造粒体の剛性が低い場合には圧縮されすぎて図9(b)に示すように相対的に短いインゴット80bが得られるような成形になる。また、例えば、成形の終点の金型のパンチ間間隔で制御する場合、同じ間隔で圧縮しても、セラミック造粒体の剛性が高い場合には圧縮されにくくなるために成形体密度が低いインゴットが形成され、セラミック造粒体の剛性が低い場合には圧縮されやすくなるために、成形体密度が高いインゴットが形成されるような成形になる。
The present inventors consider that the cause of variations in length and density for each molding shot as described above is due to the viscoelasticity of the resin binder. Specifically, since the viscoelasticity of the resin binder changes due to changes in the moisture content and temperature, the fluidity and temperature of the material supplied for each molding shot vary, so that the filling fluidity of the ceramic granule can be reduced. We believe that the compressibility varies from molding shot to molding shot. For example, when the compression end point of molding is controlled by pressure, even if compression is performed until the same pressure is reached, if the ceramic granulated body has high rigidity, it is not compressed sufficiently, as shown in FIG. 9 (a). When the
このような成形ショット毎に供給される材料の含水率や温度がばらつくことによる製品バラツキを抑制するために、圧縮成形機を恒温恒湿管理された場所に設置して、圧縮成形を行うことも考えられる。しかしながら、多数の圧縮成形機を並置して大量生産を行う工場生産のような場合、充分に環境管理された場所を用意することは、生産コストに悪影響を与えるおそれがある。 In order to suppress product variations due to variations in the moisture content and temperature of the material supplied for each molding shot, it is also possible to perform compression molding by installing a compression molding machine in a place where temperature and humidity are controlled. Conceivable. However, in the case of factory production in which a large number of compression molding machines are juxtaposed to perform mass production, providing a sufficiently environmentally controlled place may adversely affect production costs.
本発明は、圧縮成形機を設置する場所の湿度や温度を精密に管理できない場合においても、成形ショット毎の製品の長さや密度のバラツキを抑制することができるセラミック造粒体用圧縮成形装置を提供することを目的とする。 The present invention provides a compression molding apparatus for a ceramic granule that can suppress variations in product length and density for each molding shot even when the humidity and temperature of the place where the compression molding machine is installed cannot be precisely controlled. The purpose is to provide.
上記課題を解決するための本発明のセラミック造粒体用圧縮成形装置は、金型ダイスの両端から挿入された第一パンチ及び第二パンチにより、該金型ダイス内に充填されたセラミック造粒体を、圧縮するための圧縮成形機本体と、前記圧縮成形機本体の金型ダイス内にセラミック造粒体を充填するための充填器と、前記充填器にセラミック造粒体を供給するための供給ホッパと、を備え、前記充填器には、収納されたセラミック造粒体の含水率WXを測定するための水分率センサ及び収納されたセラミック造粒体の温度TXを測定するための温度センサが備えられており、前記圧縮成形機本体には圧縮成形時における第一パンチ及び第二パンチに生じる圧力Pxを測定するための圧力センサがさらに備えられており、前記測定された、含水率WX及び/又は温度TXに基づき、該第一パンチ及び第二パンチの圧縮ピーク圧及び/又は、圧縮間隔を補正するような制御手段を備えているものである。セラミック粉体と樹脂バインダとを含有する混合物を造粒して得られるセラミック造粒体(以下、単にセラミック造粒体とも呼ぶ)は、樹脂バインダを含有するために、含水率や温度により弾性率が変化しやすい。本発明によれば、圧縮される直前の含水率WX、及び/又は温度TXを測定し、得られた含水率WX、及び/又は温度TXに基づいてショット毎の成形条件を微調整するために、圧縮終点を圧力制御する場合には、ショット毎に長さのバラツキを抑制でき、圧縮終点を上パンチと下パンチとの間の間隔で制御する場合には、得られるインゴットの密度のバラツキを抑制できる。すなわち、予めセラミック造粒体の含水率WX、及び/又は温度TXを計測し、その値を圧縮条件の補正に用いることにより、バラツキの少ない成形体を得るためのフィードフォアード制御に用いることができる。 In order to solve the above-mentioned problems, the compression molding apparatus for a ceramic granule according to the present invention is a ceramic granulation filled in a die by a first punch and a second punch inserted from both ends of the die. A compression molding machine main body for compressing the body, a filler for filling the ceramic granule in a mold die of the compression molding machine main body, and for supplying the ceramic granulation body to the filler comprising a supply hopper, the said the filling instrument, for measuring the temperature T X of the moisture content sensor and the storage ceramic granulated body for measuring the water content W X storage ceramic granulate A temperature sensor is provided, and the compression molding machine main body is further provided with a pressure sensor for measuring the pressure Px generated in the first punch and the second punch during the compression molding, and the measured moisture content Based on the W X and / or the temperature T X, the compression peak pressure of the first punch and the second punch and / or, in which comprises a control means so as to correct the compression interval. A ceramic granule obtained by granulating a mixture containing ceramic powder and a resin binder (hereinafter also simply referred to as a ceramic granule) contains a resin binder, and therefore has an elastic modulus depending on the water content and temperature. Is easy to change. According to the present invention, the moisture content W X and / or the temperature T X immediately before compression is measured , and the molding conditions for each shot are finely determined based on the obtained moisture content W X and / or the temperature T X. In order to adjust, when pressure control is performed on the compression end point, variation in length can be suppressed for each shot, and when the compression end point is controlled by an interval between the upper punch and the lower punch, Density variation can be suppressed. That is, by measuring the moisture content W X and / or the temperature T X of the ceramic granulated body in advance and using the values for correction of the compression conditions, it is used for feedforward control to obtain a compact with less variation. Can do.
上記セラミック造粒体用圧縮成形装置においては、前記圧縮成形機本体における第一パンチ及び第二パンチによるセラミック造粒体の圧縮終点は、第一パンチ及び第二パンチに掛かる基準圧縮ピーク圧P0を設定値とする圧力制御がなされている場合には、前記含水率WXが、予め定められた最適含水率W0よりも高い場合には基準圧縮ピーク圧P0を所定圧だけ低下させる補正をし、予め定められた最適含水率W0よりも低い場合には基準圧縮ピーク圧P0を所定圧だけ上昇させる補正をするような制御手段を備えることが好ましい。 In the compression molding apparatus for a ceramic granule, the compression end point of the ceramic granule by the first punch and the second punch in the main body of the compression molding machine is a reference compression peak pressure P 0 applied to the first punch and the second punch. Is corrected to reduce the reference compression peak pressure P 0 by a predetermined pressure when the moisture content W X is higher than a predetermined optimum moisture content W 0. It is preferable to provide a control means for correcting the reference compression peak pressure P 0 by a predetermined pressure when it is lower than the predetermined optimum water content W 0 .
また、上記セラミック造粒体用圧縮成形装置においては、前記圧縮成形機本体における第一パンチ及び第二パンチによるセラミック造粒体の圧縮終点は、第一パンチ及び第二パンチの基準間隔L0で位置制御されている場合には、含水率WXが、予め定められた最適含水率W0よりも低い場合には基準間隔L0を所定量だけ狭くする補正をし、予め定められた最適含水率W0よりも高い場合には基準間隔L0を所定量だけ広げる補正をするような制御手段を備えることが好ましい。 Further, in the above-described ceramic granulated-body compression molding apparatus, the compression end point of the compression molding machine granulated ceramic by the first punch and second punch of the body is a reference interval L 0 of the first punch and second punch When the position is controlled, when the moisture content W X is lower than the predetermined optimum moisture content W 0 , the reference interval L 0 is corrected to be narrowed by a predetermined amount, and the preset optimum moisture content is determined. When the rate is higher than the rate W 0, it is preferable to provide a control unit that corrects the reference interval L 0 by a predetermined amount.
本発明によれば、セラミック造粒体を連続して複数ショット圧縮成形する場合の、ショット間の長さや密度のバラツキを抑制することができる。 According to the present invention, it is possible to suppress variations in length and density between shots when a plurality of shots of ceramic granulates are continuously compression-molded.
本発明のセラミック造粒体用圧縮成形装置を図面を参照しながら説明する。 The compression molding apparatus for ceramic granules according to the present invention will be described with reference to the drawings.
図1は本実施形態のセラミック造粒体用圧縮成形装置の構成を模式的に示した、構成模式図である。 FIG. 1 is a schematic configuration diagram schematically showing the configuration of a compression molding apparatus for a ceramic granule according to this embodiment.
図1中、10は、金型ダイス2、第一パンチ3、第二パンチ4を備えたセラミック造粒体を圧縮するための圧縮成形機本体であり、20は圧縮成形機本体10の金型ダイス2にセラミック造粒体100を充填する粉箱である充填器であり、30は充填器20にセラミック造粒体を供給するための供給ホッパ、40は制御部、41は記憶部、42は成形条件設定部である。そして、第一パンチ3及び第二パンチ4には、圧縮成形時における第一パンチ3及び第二パンチ4に生じる圧力Pxを測定するための圧力センサ5がさらに備えられている。また、充填器20と供給ホッパ30とは供給路31によって連結されている。
In FIG. 1,
図2は、充填器20の拡大模式図である。充填器20は、供給ホッパ30から供給されたセラミック造粒体100を白抜矢印方向に可動することにより金型ダイス2に充填する装置である。充填器20には、収納されたセラミック造粒体100の含水率WXを測定するための水分率センサ21、収納されたセラミック造粒体の温度TXを測定するための温度センサ22が備えられており、記憶部41を通じて制御部40に接続されている。
FIG. 2 is an enlarged schematic view of the
記憶部41は、機能的に圧縮成形装置の一般的な設定条件及び水分率センサ21で計測された含水率WX、温度センサ22で計測された温度TX、圧力センサ5で計測された圧力Px等を記憶する装置であり、例えば、RAM(Random Access Memory)等の揮発性の記憶素子を備えて構成される。また、制御部40は、例えば、マイクロプロセッサ、記憶素子及びその周辺回路等を備えて構成され、機能的に圧縮成形装置の一般的な設定条件及び記憶部41で記憶された含水率WX、温度TX、圧力Pxデータに基づいて図略の演算処理手段により演算処理し、また、設定条件に従って圧縮成形工程を制御する。なお、制御部40及び記憶部41の具体的な態様については本発明においては特に限定されない。本実施形態においては、特に、水分率センサ21で計測された含水率WX、温度センサ22で計測された温度TXを記憶し、記憶された含水率WX、温度TXに基づいて、後に詳しく説明するように基準圧縮ピーク圧P0や第一パンチと第二パンチとの基準間隔L0を微調整する補正をするための補正値を演算し、該補正値により補正された圧縮ピーク圧PAやプレス間隔LAで、前記記憶素子に予め記憶されている制御プログラムに従いセラミック造粒体用圧縮成形装置の各部を当該機能に応じてそれぞれ制御する。
The
圧縮成形工程の制御としては、例えば、供給ホッパ30から充填器20へのセラミック造粒体100の供給量を、図略の供給量制御部により設定供給量と実供給量を比較しながら調整したり、充填器20による金型ダイス2へのセラミック造粒体100の充填タイミング、圧縮成形機本体10における、第一パンチ3及び第二パンチ4の可動タイミング、金型ダイス2及び第二パンチ4で規定される充填量の制御等が行われる。
As the control of the compression molding process, for example, the supply amount of the ceramic granulated
このような構成のセラミック造粒体用圧縮成形装置では、まず、圧縮成形装置の操作者は、成形条件設定部42から圧縮成形の終点を特定するための基準圧力ピークP0又は第一パンチ及び第二パンチの基準間隔L0、1ショットあたりのセラミック造粒体の充填量M、金型温度等を許容されるバラツキの範囲等とともに設定する。また、このとき、特定の設定値が許容される範囲を超えた場合には、警報を発報したり、可動停止指令を出したりするための指令も合わせて設定することもできる。
In the compression molding apparatus for a ceramic granule having such a configuration, first, the operator of the compression molding apparatus uses the reference pressure peak P 0 or the first punch for specifying the end point of the compression molding from the molding
そして、セラミック造粒体用圧縮成形装置が稼働される。セラミック造粒体用圧縮成形装置の稼働のはじめは、供給ホッパ30から充填器20へセラミック造粒体100が供給される。一方、充填器20へのセラミック造粒体100の供給の後、又は供給前後に、圧縮成形機本体10においては、第二パンチ4が所定距離可動して、金型ダイス2と第二パンチ4により形成されるスペースからなる設定された充填量のセラミック造粒体100を充填するための金型キャビティが形成される。そして、圧縮成形機本体10から金型キャビティが形成されたことを伝達する信号が制御部40に伝えられる。制御部40は該信号を検知した後、充填器20に対して金型ダイス2にセラミック造粒体100を充填するための指令を出し、図3(a)、(b)に示すように、充填器20が可動して金型ダイス2にセラミック造粒体100が充填される。そして、充填後、図3(c)に示すように、圧縮成形機本体10の第一パンチ3及び第二パンチ4に、圧縮成形を行う指令が出される。
And the compression molding apparatus for ceramic granulation bodies is operated. At the beginning of the operation of the compression molding apparatus for ceramic granules, the
図4は、本実施形態のセラミック造粒体用圧縮成形装置における、一連の圧縮成形プロセスであるフローチャートを示す図である。図4において、成形条件設定部42から各種設定条件が入力され(S1)、成形工程スタートの指令が入力されると(S2)、まず、供給ホッパ30から充填器20に対してセラミック造粒体100が供給される(S3)。そして、充填器20に供給されたセラミック造粒体100の含水率WXが水分率センサ21で計測され、温度TXが温度センサ22で計測される(S4)。そして、記憶部41は、計測された含水率WX及び温度TXを記憶し、記憶されたデータを制御部40に伝達する。次に、制御部40に備えられた図略の演算手段により、計測された含水率W及び温度TXに基づいて、補正圧縮ピーク圧PA、または、第一パンチ3及び第二パンチ4によるセラミック造粒体100の圧縮間隔を補正した補正間隔LAを演算する(S5)。そして、得られた補正値に基づいて、圧縮終点信号を発するための終点設定を補正する(S6)。そして、ほぼ同時に、充填器20からセラミック造粒体100が金型ダイス2と第二パンチ4から形成される金型キャビティに充填される(S7)。そして、第1パンチ3により仮圧縮の後、設定量のセラミック造粒体100が充填されていることが確認され、その後、第1パンチ3及び第2パンチ4が可動してセラミック造粒体100を圧縮する(S8)。そして、圧縮が進行して金型に備えられた圧力センサが補正圧縮ピーク圧PAに達したこと、または、位置センサが第1パンチ3及び第2パンチ4が補正間隔LAに到達したことを確認したとき、圧縮終点信号が制御部40に発信される。そして、制御部40が圧縮終点信号を受信すると同時に第1パンチ3及び第2パンチ4に型開き指令が出されて圧縮が終了する(S9)。そして、得られた圧縮成形体が突き出されて離型される(S10)。ここまでが圧縮成形の1ショットのサイクルである。そして、S3〜S10の工程が所定のショット数だけ繰り返される。
FIG. 4 is a flowchart showing a series of compression molding processes in the ceramic granule compression molding apparatus of the present embodiment. In FIG. 4, when various setting conditions are input from the molding condition setting unit 42 (S 1) and a molding process start command is input (S 2), first, the ceramic granule is supplied from the supply hopper 30 to the
次に上記工程において用いられる補正方法について説明する。 Next, a correction method used in the above process will be described.
圧縮成形における圧縮成形終点は、一般的に、(i)第一パンチ及び第二パンチに掛かる基準圧縮ピーク圧P0を設定値とする圧力制御、又は、(ii)第一パンチ及び第二パンチの基準間隔L0を設定値とする位置制御、により制御される。 The compression molding end point in the compression molding is generally (i) pressure control with a reference compression peak pressure P 0 applied to the first punch and the second punch as a set value, or (ii) the first punch and the second punch. Is controlled by position control using the reference interval L 0 as a set value.
(i)第一パンチ及び第二パンチに掛かる基準圧縮ピーク圧P0を設定値とする圧力制御は、セラミック造粒体100を金型ダイス2に充填した後、第一パンチ3及び第二パンチ4によりセラミック造粒体100を圧縮し、第一パンチ3及び第二パンチ4に掛かる圧力が所定の基準圧縮ピーク圧P0に達した場合に、圧縮を停止する、または保圧に切り替えて圧縮を終了するというものである。
(I) The pressure control using the reference compression peak pressure P 0 applied to the first punch and the second punch as a set value is performed after the
この場合においては、圧縮直前に測定されたセラミック造粒体の含水率WXが、予め定められた最適含水率W0よりも高い場合には基準圧縮ピーク圧P0よりも低い補正圧縮ピーク圧PA1になるまで圧縮することにより、圧縮しすぎることによりインゴットが短くなりすぎることを抑制することができる。一方、予め定められた最適含水率W0よりも低い場合には基準圧縮ピーク圧P0よりも高い圧縮ピーク圧PA1になるまで圧縮することにより、圧縮不足によりインゴットが長くなりすぎることを抑制することができる。 In this case, the water content W X of the measured granulated ceramic just before compression, low correction compression peak pressure than the basic compression peak pressure P 0 in the case higher than the optimum water content W 0 predetermined by compressing until P A1, it is possible to prevent the ingot becomes too short by too compressed. On the other hand, when the moisture content is lower than the predetermined optimum water content W 0 , the compression is performed until the compression peak pressure P A1 is higher than the reference compression peak pressure P 0 , thereby suppressing the ingot from becoming too long due to insufficient compression. can do.
このとき採用されうる補正値としては、例えば、以下のようにして求められる係数を用いた補正値が挙げられる。 Examples of the correction value that can be adopted at this time include a correction value using a coefficient obtained as follows.
予め、セラミック造粒体100を圧縮成形したときの含水率WXに対するプレス圧PXを複数点計測し、そのセラミック造粒体の含水率Wを横軸に、該セラミック造粒体を圧縮成形したときの該含水率Wに対するプレス圧Pを縦軸にプロットし、それを結ぶ近似曲線を得る。このとき得られる近似曲線の例を図5に示す。
Previously measures a plurality of points pressing pressure P X relative to the water content W X when the compression
そして、図5において、予め設定した基準含水率W0のときの該近似曲線に対する接線の傾きをA1とする。一方、あるショットにおいて測定された含水率がWX1(<W0)の場合、含水率がWX1のときの該近似曲線に対する接線の傾きをB1+とする。そしてα+=A1/B1+を算出する。または、あるショットにおいて測定された含水率がWX2(>W0)の場合、含水率がWX2のときの該近似曲線に対する接線の傾きをB1―とする。そしてα―=A1/B1―を算出する。この係数α+又はα―は(以下、これらをまとめてαと表す)、基準含水率W0のときの最適値として設定された基準圧縮ピーク圧P0に基づいて、含水率WXのときの最適なプレス圧PA1を算出するためのものであり、具体的には、基準含水率W0のときの基準圧縮ピーク圧P0に基づいてPA1=P0/α・・・(1)の式により、補正された圧縮ピーク圧PA1を算出することにより、プレス圧をプレス成形時の顆粒含水率における最適なプレス圧に補正することができる。このようにして算出された補正された圧縮ピーク圧PA1によればショット間における長さのバラツキを抑制するための適切な圧力が得られる。 In FIG. 5, the slope of the tangent to the approximate curve when the reference moisture content W 0 is set in advance is A1. On the other hand, when the moisture content measured in a certain shot is W X1 (<W 0 ), the slope of the tangent to the approximate curve when the moisture content is W X1 is B1 + . Then, α + = A1 / B1 + is calculated. Or, if the water content measured at certain shot of W X2 (> W 0), the tangent slope for the approximate curve when the water content W X2 B1 - to. Then, α − = A1 / B1 − is calculated. This coefficient α + or α − (hereinafter collectively referred to as α) is based on the reference compression peak pressure P 0 set as the optimum value at the reference moisture content W 0 when the moisture content is W X. is for calculating an optimum press pressure P A1 of, specifically, on the basis of the reference compressed peak pressure P 0 at the time of the reference water content W 0 P A1 = P 0 / α ··· (1 ) To calculate the corrected compression peak pressure P A1 , the press pressure can be corrected to the optimum press pressure at the granule moisture content during press molding. According to the corrected compression peak pressure P A1 calculated in this way, an appropriate pressure for suppressing length variation between shots can be obtained.
同様に、予め、セラミック造粒体を圧縮成形したときの温度TXに対するプレス圧PXを複数点計測し、そのセラミック造粒体の温度Tを横軸に、該セラミック造粒体を圧縮成形したときの該温度Tに対するプレス圧Pを縦軸にプロットし、それを結んだ近似曲線を得る。このとき得られる近似曲線の例を図6に示す。 Similarly, in advance, the pressing pressure P X relative to the temperature T X when the compression molding of ceramic granular material was measured a plurality of points, on the horizontal axis the temperature T of the granulated ceramic, compression molding the ceramic granular material The press pressure P with respect to the temperature T is plotted on the vertical axis, and an approximate curve connecting them is obtained. An example of the approximate curve obtained at this time is shown in FIG.
そして、図6において、予め設定した基準温度T0のときの該近似曲線に対する接線の傾きをA2とする。一方、あるショットにおいて測定された温度がTX1(<T0)の場合、温度がTX1のときの該近似曲線に対する接線の傾きをB2+とする。そしてβ+=A2/B2+を算出する。または、あるショットにおいて測定された温度がTX2(>T0)の場合、温度がTX2のときの該近似曲線に対する接線の傾きをB2―とする。そしてβ―=A2/B2―を算出する。この係数β+又はβ―(以下、これらをまとめてβと表す)は、基準温度T0のときの最適値として設定された基準圧縮ピーク圧P0に基づいて、温度TXのときの最適なプレス圧PA1を算出するためのものであり、具体的には、基準温度T0のときの基準圧縮ピーク圧P0に基づいて、前記PA1=P0/α・・・(1)の式に、さらに、温度係数βを組み込んだPA2=P0/α・β ・・・(2)の式により、補正された圧縮ピーク圧PA2を算出することにより、プレス圧をプレス成形時の顆粒含水率かつ顆粒温度における最適なプレス圧に補正することができる。このようにして算出された補正された圧縮ピーク圧PA2によればショット間における長さのバラツキを抑制するためのより適切な圧力が得られる。 In FIG. 6, the slope of the tangent to the approximate curve at a preset reference temperature T 0 is A2. On the other hand, when the temperature measured in a certain shot is T X1 (<T 0 ), the slope of the tangent to the approximate curve when the temperature is T X1 is B2 + . Then, β + = A2 / B2 + is calculated. Alternatively, when the temperature measured in a certain shot is T X2 (> T 0 ), the slope of the tangent to the approximate curve when the temperature is T X2 is B2 − . Then, β − = A2 / B2 − is calculated. This coefficient β + or β − (hereinafter collectively referred to as β) is the optimum at the temperature T X based on the reference compression peak pressure P 0 set as the optimum value at the reference temperature T 0. is intended to calculate the press-pressure P A1, specifically, on the basis of the reference compressed peak pressure P 0 at a reference temperature T 0, the P A1 = P 0 / α ··· (1) Further, the pressure pressure is press-molded by calculating the corrected compression peak pressure P A2 by the formula of P A2 = P 0 / α · β (2) further incorporating the temperature coefficient β It is possible to correct to the optimum pressing pressure at the granule moisture content and granule temperature. According to the corrected compression peak pressure PA2 calculated in this way, a more appropriate pressure for suppressing length variation between shots can be obtained.
(ii)第一パンチ3及び第二パンチ4の基準間隔L0を設定値とする位置制御は、セラミック造粒体100を金型ダイス2に充填後、第一パンチ3及び第二パンチ4によりセラミック造粒体100を圧縮し、第一パンチ3と第二パンチ4との間隔が所定の基準間隔L0に達した場合に、圧縮を停止する、または保圧に切り替えるというものである。
(Ii) Position control using the reference interval L 0 of the
この場合においては、圧縮直前に測定されたセラミック造粒体100の含水率WXが、予め定められた最適含水率W0よりも低い場合には基準間隔L0よりも所定量だけ狭い補正間隔LA1になるまで圧縮することにより、圧縮不足によりインゴットの密度が低下することを抑制することができる。一方、予め定められた最適含水率W0よりも高い場合には基準間隔L0よりも所定量だけ広い補正間隔LA1になるまで圧縮することにより、圧縮しすぎによりインゴットの密度が高くなりすぎることを抑制することができる。
In this case, when the moisture content W X of the
このとき採用されうる補正値としては、例えば、以下のようにして求められる係数を用いた補正値が挙げられる。 Examples of the correction value that can be adopted at this time include a correction value using a coefficient obtained as follows.
予め、上記(i)について説明したのと同様にして、セラミック造粒体を圧縮成形したときの含水率WXに対するプレス圧PXを複数点計測し、そのセラミック造粒体の含水率Wを横軸に、該セラミック造粒体を圧縮成形したときの該含水率Wに対するプレス圧Pを縦軸にプロットし、それを結ぶ図5に示したような近似曲線を得る。そして、上記(i)について説明したのと同様にして、図5における近似曲線から、接線の傾きA1と接線の傾きB1を求め、α+=A1/B1+又はα―=A1/B1―を算出する。そして、
LA1=L0・α・・・(3)(αはα+又はα―)
の式により、補正された補正間隔LA1を算出することにより、第一パンチと第二パンチとの間隔をプレス成形時の顆粒含水率における、最適圧縮ピーク圧を得られる間隔に補正することができる。このようにして算出された補正された補正間隔LA1によればショット間における密度のバラツキを抑制するための適切な圧縮間隔が得られる。
Previously, in a manner similar to that described above (i), the pressing pressure P X measures a plurality of points for moisture content W X when the compression molding of ceramic granular material, the water content W of the granulated ceramic On the horizontal axis, the press pressure P against the water content W when the ceramic granule is compression-molded is plotted on the vertical axis, and an approximate curve as shown in FIG. 5 is obtained. In the same manner as described in (i) above, the tangent slope A1 and the tangential slope B1 are obtained from the approximate curve in FIG. 5, and α + = A1 / B1 + or α − = A1 / B1 − is obtained. calculate. And
L A1 = L 0 · α (3) (α is α + or α − )
By calculating the corrected correction interval L A1 according to the formula, the interval between the first punch and the second punch can be corrected to an interval at which the optimum compression peak pressure can be obtained in the granule moisture content during press molding. it can. According to the corrected correction interval L A1 calculated in this way, an appropriate compression interval for suppressing variation in density between shots can be obtained.
同様に、予め、上記(i)について説明したのと同様にして、セラミック造粒体100を圧縮成形したときの温度TXに対するプレス圧PXを複数点計測し、そのセラミック造粒体の温度Tを横軸に、該セラミック造粒体を圧縮成形したときの該温度Tに対するプレス圧Pを縦軸にプロットし、それを結ぶ図6に示したような近似曲線を得る。そして、上記(i)について説明したのと同様にして、図6における近似曲線から、接線の傾きA2と接線の傾きB2を求め、β+=A2/B2+、又はβ―=A2/B2―を算出する。そして、前記LA1=L0・α・・・(3)の式に、さらに、温度係数β(βはB2+又はβ―)を組み込んだ
LA2=L0・α・β ・・・(4)
の式により、補正間隔LA2を算出することにより、補正間隔Lをプレス成形時の顆粒含水率かつ顆粒温度における、最適圧縮ピーク圧を得られる間隔に補正することができる。このようにして算出された補正間隔LA2によればショット間における密度のバラツキを抑制するためのより適切な圧力が得られる。
Similarly, in advance, in a manner similar to that described above (i), the pressing pressure P X relative to the temperature T X when the compression
L A2 = L 0 · α · β (4)
By calculating the correction interval L A2 by the following equation, the correction interval L can be corrected to an interval at which the optimum compression peak pressure can be obtained at the granule moisture content and granule temperature during press molding. According to the correction interval L A2 calculated in this way, a more appropriate pressure for suppressing variation in density between shots can be obtained.
また、本実施形態のセラミック造粒体用圧縮成形装置の他の実施形態としては、図7に示すように、充填器20及び供給ホッパ30に、それらに収納されたセラミック造粒体の含水率を調整するための加湿及び除湿機能を有する調湿装置50を備えていてもよい。図7中、51は充填器20を調湿するために調湿された空気を送風するための通気路、52は供給ホッパ30を調湿するために調湿された空気を送風するための通気路、53,54はメッシュ、55はセラミック造粒体供給口である。調湿装置50には、通気路51、及び、通気路52が接続されており、調湿装置50で調湿された空気を各通気路51,52から充填器20及び供給ホッパ30に送風することによりセラミック造粒体を調湿することができる。このような調湿装置50によれば、圧縮成形機本体10に供給されるセラミック造粒体100の含水率をコントロールすることができる。調湿装置50としては、コントロールされた湿度の空気を送風するエアーコンディショナー装置が用いられる。
Moreover, as other embodiment of the compression molding apparatus for ceramic granulation bodies of this embodiment, as shown in FIG. 7, the moisture content of the ceramic granulation body accommodated in the
さらに、本発明のセラミック造粒体用圧縮成形装置には、ある特定のnショット目の圧縮成形の際に計側された圧力ピークPxが、狙いの設定圧PSからずれた場合に、次のショットである(n+1)ショット目に充填されるセラミック造粒体の量を増減させることにより、(n+1)ショット目の圧縮成形の際の圧力の最大値が狙いの設定圧PSに近づくような制御がされていることが好ましい、具体的には、nショット目の圧縮成形の際に計側された圧力ピークPxが、該所定の設定圧PSよりも低い場合には、次サイクル(n+1)ショット目の圧縮成形サイクルにおいて充填されるセラミック造粒体の量を増加させ、該所定の設定圧PSよりも高い場合には次サイクル(n+1)ショット目の圧縮成形サイクルにおいて充填されるセラミック造粒体の量を減少させるような補正をする制御手段を備えることが好ましい。このような制御手段によれば、前サイクルにおいて計測された実圧力ピークPxに基づき、次のサイクルのセラミック造粒体の充填量を微調整することができるために、次サイクルにおける圧縮成形のピーク圧を調整することができ、それにより、ショット間における成形体密度のバラツキを抑制することができる。 Further, when the ceramic granulated-body compression molding apparatus of the present invention, a particular n shot pressure peaks P x which is Keigawa during compression molding is deviated from the setting pressure P S aim, By increasing / decreasing the amount of the ceramic granule filled in the next shot (n + 1) shot, the maximum pressure value in the compression molding of the (n + 1) shot is the target set pressure. it is preferred to control such approaches P S is, specifically when, Keigawa pressure peak P x during compression molding of the n shot is, the predetermined set lower than the pressure P S to increase the amount of granulated ceramic filled in the next cycle (n + 1) shot compression molding cycle, the predetermined set pressure P S next cycle is higher than the (n + 1) Sera filled in the compression molding cycle of the shot It is preferable to provide a control means for performing correction so as to reduce the amount of the mic granulated body. According to this control unit, before based on the actual pressure peak P x which is measured in cycles, to the filling amount of granulated ceramic of the next cycle can be finely adjusted, the compression molding in the next cycle The peak pressure can be adjusted, thereby suppressing variations in the density of the molded body between shots.
n+1ショット目(nは1以上の整数)の圧縮成形サイクルにおいて充填されるセラミック造粒体の充填量Mn+1としては
式(5):Mn+1=Mn±R0・α・β・・・(5)
(式(5)中、Mnはnショット目の前記セラミック造粒体の充填量、R0は基準給粉充填補正量、αは、前記セラミック造粒体の含水率を横軸に、該セラミック造粒体を圧縮成形したときの該含水率Wに対するプレス圧Pを縦軸にプロットし、それを結ぶ近似曲線から、基準含水率W0における接線の傾きをA1、含水率WXのときの接線の傾きをB1とした場合に、α=A1/B1を用いて算出される係数、βは前記セラミック造粒体の温度Tを横軸に、該セラミック造粒体を圧縮成形したときの該温度Tに対するプレス圧Pを縦軸にプロットし、それを結ぶ近似曲線から、基準温度T0における接線の傾きをA2、温度TXのときの接線の傾きをB2とした場合に、β=A2/B2を用いて算出される係数である)になるように制御される方法が例示される。
As the filling amount M n + 1 of the ceramic granule filled in the compression molding cycle of the (n + 1) th shot (n is an integer of 1 or more), Equation (5): M n + 1 = M n ± R 0 · α · β. (5)
(In the formula (5), M n is the filling amount of the ceramic granule of the nth shot, R 0 is the reference powder filling correction amount, α is the water content of the ceramic granule on the horizontal axis, When the pressing pressure P against the water content W when the ceramic granule is compression-molded is plotted on the vertical axis, the slope of the tangent at the reference water content W 0 is A1 and the water content W X from the approximate curve connecting them. Is a coefficient calculated using α = A1 / B1, where β is the temperature when the ceramic granule is compression molded with the temperature T of the ceramic granule as the horizontal axis. When the pressing pressure P with respect to the temperature T is plotted on the vertical axis, the slope of the tangent at the reference temperature T 0 is A2 and the slope of the tangent at the temperature T X is B2 from the approximate curve connecting them. (The coefficient is calculated using A2 / B2) Method is exemplified.
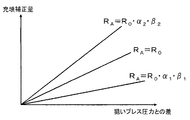
この補正式(5)は、図8に示すように、圧縮直前に測定されたセラミック造粒体の含水率WXが、予め定められた最適含水率W0よりも高い場合には最適な基準充填補正量R0よりも所定量だけ多く補正充填量を増やすことで、狙いプレス圧力まで、より少ないショット数で到達することができる。一方、予め定められた最適含水率W0よりも低い場合には、基準充填補正量R0よりも所定量だけ少なく補正充填量を減らすことで、狙いプレス圧力を通り越してしまう可能性を減らすことができる。さらに、該セラミック造粒体を圧縮成形したときの該温度TXが、予め定められた基準温度T0よりも高い温度の場合には基準充填補正量R0よりも所定量だけ多く補正充填量を増やすことで、狙いプレス圧力まで、より少ないショット数で到達することができる。一方、予め定められた基準温度T0よりも低い温度の場合には基準充填補正量R0よりも所定量だけ少なく充填補正量を減らすことで、狙いプレス圧力を通り越してしまう可能性を減らすことができる。 As shown in FIG. 8, the correction formula (5) is an optimum standard when the moisture content W X of the ceramic granule measured immediately before compression is higher than a predetermined optimum moisture content W 0. By increasing the correction filling amount by a predetermined amount larger than the filling correction amount R0, it is possible to reach the target press pressure with a smaller number of shots. On the other hand, when it is lower than the predetermined optimum water content W 0, the possibility of passing the target press pressure is reduced by reducing the correction filling amount by a predetermined amount less than the reference filling correction amount R 0. Can do. Furthermore, when the temperature T X when the ceramic granule is compression-molded is higher than a predetermined reference temperature T 0, the correction filling amount is larger by a predetermined amount than the reference filling correction amount R 0. By increasing, the target press pressure can be reached with a smaller number of shots. On the other hand, when the temperature is lower than a predetermined reference temperature T 0, the possibility of passing the target press pressure is reduced by reducing the filling correction amount by a predetermined amount less than the reference filling correction amount R 0. Can do.
このようにして算出された(n+1)ショット目のセラミック造粒体の充填量Mn+1によれば、ショット間における長さのバラツキや密度のバラツキを抑制するための適切な充填量が得られる。 The filling amount M n + 1 of the (n + 1) -th shot ceramic granule calculated in this way provides an appropriate filling amount for suppressing variation in length and variation in density between shots.
以上説明した、本発明のセラミック造粒体用圧縮成形装置は、セラミック造粒体の圧縮成形が必要とされる用途であれば特に限定なく用いられるが、好ましくは、例えば、セラミック焼結体を得るための予備成形をするための圧縮成形装置として好ましく用いられる。 The above-described compression molding apparatus for a ceramic granulated body according to the present invention can be used without particular limitation as long as it is an application that requires compression molding of the ceramic granulated body. It is preferably used as a compression molding apparatus for pre-forming for obtaining.
前記セラミック造粒体はセラミック粉体と樹脂バインダとを含有する混合物を公知の造粒方法により造粒して得られるものである。 The ceramic granulated body is obtained by granulating a mixture containing ceramic powder and a resin binder by a known granulation method.
セラミック粉体の具体例としては、アルミナ、ジルコニア、フェライト等の金属酸化物系セラミック粉体、炭化ケイ素、窒化ケイ素等の非酸化物系セラミック粉体、チタン酸バリウム、チタン・ジルコン酸塩およびこれらの複合化合物等のセラミック粉体等が挙げられる。これらのセラミック粉体は、単独で用いても、2種以上を組み合わせて用いてもよい。また、セラミック粉体の粒径としては、0.5〜5μm、好ましくは0.7〜3μm程度の範囲であることが好ましい。 Specific examples of the ceramic powder include metal oxide ceramic powders such as alumina, zirconia, and ferrite, non-oxide ceramic powders such as silicon carbide and silicon nitride, barium titanate, titanium / zirconate, and these. And ceramic powders such as these composite compounds. These ceramic powders may be used alone or in combination of two or more. The particle size of the ceramic powder is preferably in the range of about 0.5 to 5 μm, preferably about 0.7 to 3 μm.
一方、樹脂バインダの具体例としては、例えば、ポリビニルアルコールやポリ酢酸ビニルの部分けん化物、ポリ(メタ)アクリル酸、メチルセルロース、アクリルアミド類等の単独重合体が挙げられる。これらは、単独で用いても、2種以上を組み合わせて用いてもよい。 On the other hand, specific examples of the resin binder include, for example, partially saponified products of polyvinyl alcohol and polyvinyl acetate, and homopolymers such as poly (meth) acrylic acid, methylcellulose, and acrylamides. These may be used alone or in combination of two or more.
バインダの配合割合の具体例としては、例えば、セラミック粉体100質量部に対して0.2〜10質量部、さらには0.5〜5質量部、とくには0.7〜3質量部の範囲であることが好ましい。 Specific examples of the blending ratio of the binder include, for example, 0.2 to 10 parts by weight, more preferably 0.5 to 5 parts by weight, particularly 0.7 to 3 parts by weight with respect to 100 parts by weight of the ceramic powder. It is preferable that
なお、セラミック造粒体には、さらに、目的に応じて、分散剤、可塑剤、離型剤、等の添加剤を必要に応じて添加してもよい。また、セラミック造粒体としては、異なるセラミック粉末からなるセラミック造粒体を2種以上組み合わせたものであってもよい。 In addition, you may add additives, such as a dispersing agent, a plasticizer, a mold release agent, to a ceramic granule further as needed according to the objective. Moreover, as a ceramic granulation body, what combined 2 or more types of ceramic granulation bodies which consist of a different ceramic powder may be sufficient.
圧縮成形に適したセラミック造粒体の粒径としては、20〜300μm、好ましくは30〜100μm程度の範囲であることが好ましい。含水率としては0.5〜0.8%の範囲であることが好ましい。含水率が低すぎる場合には得られる成形体の強度が低下して割れ等の発生率が高くなる傾向があり、また、高すぎる場合には金型への材料付着性が高くなって成形体に凹凸が生じたり、クラックの発生率が高くなる恐れがある。 The particle size of the ceramic granule suitable for compression molding is preferably in the range of about 20 to 300 μm, preferably about 30 to 100 μm. The moisture content is preferably in the range of 0.5 to 0.8%. If the moisture content is too low, the strength of the resulting molded product tends to decrease and the occurrence rate of cracks tends to increase, and if it is too high, the material adherence to the mold increases and the molded product There is a risk of unevenness in the surface and an increase in the occurrence rate of cracks.
2 金型ダイス
3 第一パンチ
4 第二パンチ
5 圧力センサ
10 圧縮成形機本体
20 充填器
21 水分率センサ
22 温度センサ
30 供給ホッパ
31 供給路
40 制御部
40a 演算部
41 記憶部
42 成形条件設定部
50 調湿装置
51、52 通気路
53,54 メッシュ
55 セラミック造粒体供給口
80a、80b インゴット
100 セラミック造粒体
2 Mold Dies 3
Claims (13)
金型ダイスの両端から挿入された第一パンチ及び第二パンチにより、該金型ダイス内に充填されたセラミック造粒体を、圧縮するための圧縮成形機本体と、
前記圧縮成形機本体の金型ダイス内にセラミック造粒体を充填するための充填器と、
前記充填器にセラミック造粒体を供給するための供給ホッパと、を備え、
前記充填器には、収納されたセラミック造粒体の含水率WXを測定するための水分率センサ及び収納されたセラミック造粒体の温度TXを測定するための温度センサが備えられており、
前記圧縮成形機本体には圧縮成形時における第一パンチ及び第二パンチに生じる圧力Pxを測定するための圧力センサがさらに備えられており、
前記測定された、含水率WX及び/又は温度TXに基づき、該第一パンチ及び第二パンチの圧縮ピーク圧及び/又は、圧縮間隔を補正するような制御手段を備えていることを特徴とするセラミック造粒体用圧縮成形装置。 A ceramic granule compression molding apparatus for compression molding a ceramic granule obtained by granulating a mixture containing a ceramic powder and a resin binder,
A compression molding machine main body for compressing the ceramic granule filled in the mold die by the first punch and the second punch inserted from both ends of the mold die;
A filler for filling a ceramic granule in a die of the compression molding machine main body;
A supply hopper for supplying a ceramic granulated body to the filler,
Wherein the filler has a temperature sensor provided for measuring the temperature T X of the moisture content sensor and the storage ceramic granulated body for measuring the water content W X storage ceramic granulate ,
The compression molding machine main body further includes a pressure sensor for measuring the pressure Px generated in the first punch and the second punch during compression molding,
Control means for correcting the compression peak pressure and / or the compression interval of the first punch and the second punch based on the measured water content W X and / or temperature T X is provided. A compression molding apparatus for ceramic granules.
前記含水率WXが、予め定められた最適含水率W0よりも高い場合には基準圧縮ピーク圧P0を所定圧だけ低下させる補正をし、予め定められた最適含水率W0よりも低い場合には基準圧縮ピーク圧P0を所定圧だけ上昇させる補正をするような制御手段を備える請求項1に記載のセラミック造粒体用圧縮成形装置。 The compression end point of the ceramic granulated body by the first punch and the second punch in the compression molding machine main body is subjected to pressure control with a reference compression peak pressure P 0 applied to the first punch and the second punch as a set value,
When the water content W X is higher than the predetermined optimum water content W 0 , the reference compression peak pressure P 0 is corrected to be reduced by a predetermined pressure, and is lower than the predetermined optimum water content W 0. ceramic granulated-body compression molding apparatus according to claim 1, further comprising a control means such that the correction to increase the reference compressed peak pressure P 0 by a predetermined pressure in the case.
PA1=P0/α ・・・(1)
(式(1)中、αは、前記セラミック造粒体の含水率Wを横軸に、該セラミック造粒体を圧縮成形したときの該含水率Wに対するプレス圧Pを縦軸にプロットし、それを結ぶ近似曲線から、基準含水率W0における接線の傾きをA1、含水率WXのときの接線の傾きをB1とした場合に、α=A1/B1を用いて算出される係数である)
により求められる請求項2に記載のセラミック造粒体用圧縮成形装置。 The corrected compression peak pressure PA1 is expressed by the following formula (1):
P A1 = P 0 / α (1)
(In the formula (1), α plots the water content W of the ceramic granule on the horizontal axis and the press pressure P against the water content W when the ceramic granule is compression-molded on the vertical axis, From the approximate curve connecting them, when the slope of the tangent at the reference moisture content W 0 is A1, and the slope of the tangent at the moisture content W X is B1, this is a coefficient calculated using α = A1 / B1. )
The compression molding apparatus for a ceramic granulated body according to claim 2, which is obtained by:
PA2=P0/α・β ・・・(2)
(式(2)中、αは、前記セラミック造粒体の含水率Wを横軸に、該セラミック造粒体を圧縮成形したときの該含水率Wに対するプレス圧Pを縦軸にプロットし、それを結ぶ近似曲線から、基準含水率W0における接線の傾きをA1、含水率WXのときの接線の傾きをB1とした場合に、α=A1/B1を用いて算出される係数、βは前記セラミック造粒体の温度Tを横軸に、該セラミック造粒体を圧縮成形したときの該温度Tに対するプレス圧Pを縦軸にプロットし、それを結ぶ近似曲線から、基準温度T0における接線の傾きをA2、温度TXのときの接線の傾きをB2とした場合に、β=A2/B2を用いて算出される係数である)
により求められる請求項4に記載のセラミック造粒体用圧縮成形装置。 The corrected compression peak pressure PA2 is expressed by the following formula (2):
P A2 = P 0 / α · β (2)
(In the formula (2), α plots the water content W of the ceramic granule on the horizontal axis and the press pressure P against the water content W when the ceramic granule is compression-molded on the vertical axis, A coefficient calculated using α = A1 / B1 when the slope of the tangent at the reference moisture content W 0 is A1, and the slope of the tangent at the moisture content W X is B1, Plots the temperature T of the ceramic granulated body on the horizontal axis and the press pressure P against the temperature T when the ceramic granulated body is compression-molded on the vertical axis, and from the approximate curve connecting them, the reference temperature T 0 the inclination of a tangent line at A2, when the tangent slope at the temperature T X was B2, a coefficient calculated using β = A2 / B2)
The compression molding apparatus for a ceramic granulated body according to claim 4, which is obtained by:
前記含水率WXが、予め定められた最適含水率W0よりも低い場合には基準間隔L0を所定量だけ狭くする補正をし、予め定められた最適含水率W0よりも高い場合には基準間隔L0を所定量だけ広げる補正をするような制御手段を備えた請求項1に記載のセラミック造粒体用圧縮成形装置。 The compression end point of the ceramic granulated body by the first punch and the second punch in the compression molding machine main body is position-controlled using a reference interval L 0 between the first punch and the second punch as a set value,
When the water content W X is lower than the predetermined optimum water content W 0 , the reference interval L 0 is corrected to be narrowed by a predetermined amount, and when the water content W X is higher than the predetermined optimum water content W 0. ceramic granulated-body compression molding apparatus according to claim 1, further comprising a control means such that the correction to widen the reference interval L 0 by a predetermined amount is.
LA1=L0・α・・・(3)
(式(3)中、αは、前記セラミック造粒体の含水率Wを横軸に、該セラミック造粒体を圧縮成形したときの該含水率Wに対するプレス圧Pを縦軸にプロットし、それを結ぶ近似曲線から、基準含水率W0における接線の傾きをA1、含水率WXのときの接線の傾きをB1とした場合に、α=A1/B1を用いて算出される係数である)
により求められる請求項6に記載のセラミック造粒体用圧縮成形装置。 The corrected interval L A1 is expressed by the following formula (3):
L A1 = L 0 · α (3)
(In the formula (3), α plots the water content W of the ceramic granule on the horizontal axis and the press pressure P against the water content W when the ceramic granule is compression-molded on the vertical axis, From the approximate curve connecting them, when the slope of the tangent at the reference moisture content W 0 is A1, and the slope of the tangent at the moisture content W X is B1, this is a coefficient calculated using α = A1 / B1. )
The compression molding apparatus for a ceramic granulated body according to claim 6, which is obtained by:
LA2=L0・α・β ・・・(4)
(式(4)中、αは、前記セラミック造粒体の含水率Wを横軸に、該セラミック造粒体を圧縮成形したときの該含水率Wに対するプレス圧Pを縦軸にプロットし、それを結ぶ近似曲線から、基準含水率W0における接線の傾きをA1、含水率WXのときの接線の傾きをB1とした場合に、α=A1/B1を用いて算出される係数、βは前記セラミック造粒体の温度Tを横軸に、該セラミック造粒体を圧縮成形したときの該温度Tに対するプレス圧Pを縦軸にプロットし、それを結ぶ近似曲線から、基準温度T0における接線の傾きをA2、温度TXのときの接線の傾きをB2とした場合に、β=A2/B2を用いて算出される係数である)
により求められる請求項8に記載のセラミック造粒体用圧縮成形装置。 The corrected distance L A2 is expressed by the following formula (4):
L A2 = L 0 · α · β (4)
(In the formula (4), α plots the water content W of the ceramic granule on the horizontal axis and the press pressure P against the water content W when the ceramic granule is compression-molded on the vertical axis, A coefficient calculated using α = A1 / B1 when the slope of the tangent at the reference moisture content W 0 is A1, and the slope of the tangent at the moisture content W X is B1, Plots the temperature T of the ceramic granulated body on the horizontal axis and the press pressure P against the temperature T when the ceramic granulated body is compression-molded on the vertical axis, and from the approximate curve connecting them, the reference temperature T 0 the inclination of a tangent line at A2, when the tangent slope at the temperature T X was B2, a coefficient calculated using β = A2 / B2)
The compression molding apparatus for a ceramic granulated body according to claim 8, which is obtained by:
Mn+1=Mn±R0・α・β ・・・(5)
(式(5)中、Mnはnショット目の前記セラミック造粒体の充填量、R0は基準給粉充填補正量、αは、前記セラミック造粒体の含水率Wを横軸に、該セラミック造粒体を圧縮成形したときの該含水率Wに対するプレス圧Pを縦軸にプロットし、それを結ぶ近似曲線から、基準含水率W0における接線の傾きをA1、含水率WXのときの接線の傾きをB1とした場合に、α=A1/B1を用いて算出される係数、βは前記セラミック造粒体の温度TXを横軸に、該セラミック造粒体を圧縮成形したときの該温度TXに対するプレス圧PXを縦軸にプロットし、それを結ぶ近似曲線から、基準温度T0における接線の傾きをA2、温度TXのときの接線の傾きをB2とした場合に、β=A2/B2を用いて算出される係数である)
になるように制御される請求項12に記載のセラミック造粒体用圧縮成形装置。 The filling amount M n + 1 of the ceramic granule filled in the compression molding cycle of the (n + 1) th shot (n is an integer of 1 or more) is expressed by the following formula (5):
M n + 1 = M n ± R 0 · α · β (5)
(In the formula (5), M n is the filling amount of the ceramic granule of the nth shot, R 0 is a reference powder filling correction amount, α is the water content W of the ceramic granule on the horizontal axis, The press pressure P against the moisture content W when the ceramic granule is compression-molded is plotted on the vertical axis, and from the approximate curve connecting them, the slope of the tangent at the reference moisture content W 0 is A1, and the moisture content W X is tangent slope when the B1 of time, coefficient calculated using alpha = A1 / B1, beta is the horizontal axis the temperature T X of the ceramic granules were compression molded the ceramic granular material plotted on the ordinate the press pressure P X for the temperature T X when, from the approximate curve connecting it, the inclination of a tangent line at the reference temperature T 0 A2, if the tangent slope at the temperature T X was B2 Is a coefficient calculated using β = A2 / B2.)
The compression molding apparatus for a ceramic granule according to claim 12, which is controlled so as to become.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008166557A JP5280745B2 (en) | 2008-06-25 | 2008-06-25 | Compression molding equipment for ceramic granules |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008166557A JP5280745B2 (en) | 2008-06-25 | 2008-06-25 | Compression molding equipment for ceramic granules |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010005869A true JP2010005869A (en) | 2010-01-14 |
| JP5280745B2 JP5280745B2 (en) | 2013-09-04 |
Family
ID=41586904
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008166557A Expired - Fee Related JP5280745B2 (en) | 2008-06-25 | 2008-06-25 | Compression molding equipment for ceramic granules |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5280745B2 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105307826A (en) * | 2013-05-29 | 2016-02-03 | 康宁股份有限公司 | Method and system for control of an axial skinning apparatus |
| US10052792B2 (en) | 2011-03-17 | 2018-08-21 | Corning Incorporated | Method and system for control of an axial skinning apparatus |
| US10611051B2 (en) | 2013-10-15 | 2020-04-07 | Corning Incorporated | Systems and methods for skinning articles |
| US10634025B2 (en) | 2011-11-29 | 2020-04-28 | Corning Incorporated | Apparatus and method for skinning articles |
| US10744675B2 (en) | 2014-03-18 | 2020-08-18 | Corning Incorporated | Skinning of ceramic honeycomb bodies |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55105312U (en) * | 1979-01-18 | 1980-07-23 | ||
| JPS63288707A (en) * | 1987-05-21 | 1988-11-25 | Ueki Masami | Production equipment of concrete secondary product with surface pattern |
| JPH05269717A (en) * | 1992-03-26 | 1993-10-19 | Ngk Insulators Ltd | Molding method and molding device of powder body |
-
2008
- 2008-06-25 JP JP2008166557A patent/JP5280745B2/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55105312U (en) * | 1979-01-18 | 1980-07-23 | ||
| JPS63288707A (en) * | 1987-05-21 | 1988-11-25 | Ueki Masami | Production equipment of concrete secondary product with surface pattern |
| JPH05269717A (en) * | 1992-03-26 | 1993-10-19 | Ngk Insulators Ltd | Molding method and molding device of powder body |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10052792B2 (en) | 2011-03-17 | 2018-08-21 | Corning Incorporated | Method and system for control of an axial skinning apparatus |
| US10634025B2 (en) | 2011-11-29 | 2020-04-28 | Corning Incorporated | Apparatus and method for skinning articles |
| CN105307826A (en) * | 2013-05-29 | 2016-02-03 | 康宁股份有限公司 | Method and system for control of an axial skinning apparatus |
| US10611051B2 (en) | 2013-10-15 | 2020-04-07 | Corning Incorporated | Systems and methods for skinning articles |
| US10744675B2 (en) | 2014-03-18 | 2020-08-18 | Corning Incorporated | Skinning of ceramic honeycomb bodies |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5280745B2 (en) | 2013-09-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5280745B2 (en) | Compression molding equipment for ceramic granules | |
| JP7016699B2 (en) | Equipment and methods for supplying molten plastic material into the formwork cavity | |
| JP2005254330A (en) | Tablet forming machine, and method for controlling tablet press | |
| EP3273566A3 (en) | Apparatus and method for predictive control of a power generation system | |
| TW200734078A (en) | A press forming equipment and the press forming method | |
| JP6964587B2 (en) | Remote controller for controlling the device by bypassing the feedback signal from the native controller to the remote controller and its control method | |
| JP2008207214A (en) | Powder molding apparatus | |
| UA123500C2 (en) | Method and device for producing mould material moulds for the casting of metals | |
| JP5571676B2 (en) | Dual loop control of ceramic precursor extrusion batches | |
| US20190337208A1 (en) | Remote controller for controlling apparatus by diverting feedback signal from native controller to the remote controller and methods for same | |
| JPH0327897A (en) | Method and apparatus for producing briquette of accurate size | |
| US7797076B2 (en) | Control unit for powder material compression molding machine | |
| JP6895966B2 (en) | Remote controller for controlling the device by bypassing the feedback signal from the native controller to the remote controller and its control method | |
| JP4465299B2 (en) | Parison thickness control circuit and method for adjusting thickness of hollow molding machine using the same | |
| JP2010084183A (en) | Method for controlling layer thickness level of sintering raw material in sintering machine | |
| ITRE20060018A1 (en) | METHOD OF MANUFACTURE OF CERAMIC TILES | |
| KR101582803B1 (en) | Apparatus for forming precast concrete | |
| JPH0226717A (en) | Method for adjusting quantity of material when molded form is manufactured from curing molding compound | |
| US6577919B1 (en) | Blow molding method for superplastic material and system | |
| JPH05179309A (en) | Method and die for extrusion | |
| JP2021075307A (en) | Hopper device, gas blowing method, and manufacturing method of pellet | |
| RU2356738C2 (en) | Hydraulic press | |
| JPS6230080B2 (en) | ||
| JPH0516216U (en) | Ceramic automatic press molding equipment | |
| JP3176977B2 (en) | Powder molding method and molding apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110222 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20120111 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120621 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130423 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130523 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |