JP2009226830A - Preform and container - Google Patents
Preform and container Download PDFInfo
- Publication number
- JP2009226830A JP2009226830A JP2008077404A JP2008077404A JP2009226830A JP 2009226830 A JP2009226830 A JP 2009226830A JP 2008077404 A JP2008077404 A JP 2008077404A JP 2008077404 A JP2008077404 A JP 2008077404A JP 2009226830 A JP2009226830 A JP 2009226830A
- Authority
- JP
- Japan
- Prior art keywords
- cap
- preform
- container
- ring
- ratchet claw
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/20—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer
- B29C2949/22—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer at neck portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/20—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer
- B29C2949/24—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer at flange portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/20—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer
- B29C2949/26—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer at body portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/20—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer
- B29C2949/28—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer at bottom portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/30—Preforms or parisons made of several components
- B29C2949/3024—Preforms or parisons made of several components characterised by the number of components or by the manufacturing technique
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/30—Preforms or parisons made of several components
- B29C2949/3032—Preforms or parisons made of several components having components being injected
Abstract
Description
本発明は、口部と、プリフォーム本体と、口部とプリフォーム本体との間に形成されたフランジ部とを有するプリフォームおよびこのようなプリフォームから作製される容器に係り、とりわけキャップを開栓する際、小さい回転角度でキャップ本体とリングとを破断させることができるプリフォームおよび容器に関する。 The present invention relates to a preform having a mouth portion, a preform body, and a flange portion formed between the mouth portion and the preform body, and a container made from such a preform. The present invention relates to a preform and a container that can break a cap body and a ring at a small rotation angle when opening.
従来より、射出成形により作製されたプリフォーム(予備成形体)を2軸延伸ブロー成形することにより、PET等からなるプラスチックボトル容器を製造することが行なわれている。このようなプリフォームとしては、従来、例えば図13に示すようなものが用いられている(従来例1)。図13において、プリフォーム100は、口部101と、プリフォーム本体102と、フランジ部103とを有している。図13において、フランジ部103上方に環状突部(カブラ部)104が口部101全周にわたって形成されている。
Conventionally, a plastic bottle container made of PET or the like has been manufactured by biaxial stretch blow molding of a preform (preliminary molded body) produced by injection molding. As such a preform, for example, a preform as shown in FIG. 13 is used (conventional example 1). In FIG. 13, the
図13に示すプリフォーム100(従来例1)は、口部101全周に環状突部104が設けられているため、キャップの開栓後にキャップのリングが口部101から脱落することがない。しかしながら、開栓の際、キャップのキャップ本体とリングとを破断するためにキャップを大きな角度回転させる必要がある。
In the preform 100 (conventional example 1) shown in FIG. 13, since the
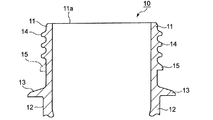
これに対して、図14および図15に示すプリフォーム110(従来例2)は、フランジ部113上方に口部111外周に沿って4つのラチェット爪114が設けられている。このような構造により、開栓の際、キャップのリング内面の突起部とラチェット爪114とを係合させ、小さい回転角度でキャップ本体とリングとを破断させることができる。
On the other hand, the preform 110 (conventional example 2) shown in FIGS. 14 and 15 is provided with four
しかしながら、図15に示すように、プリフォーム110の各ラチェット爪114の円周方向長さLXは、各ラチェット爪114間の間隔LYより短い。このため、製造工程における搬送中に、フランジ部113とラチェット爪114との間に挿入されたネックグリッパーから容器が落下しやすいという問題がある。またキャップの開栓後、キャップのリングがラチェット爪114を乗り越えて口部111から脱落しやすいという問題もある。
本発明は、このような点を考慮してなされたものであり、開栓の際、小さな回転角度でキャップ本体とリングとを破断させることができ、製造工程における搬送中に落下することがなく、かつ開栓後にリングが口部から脱落しにくいプリフォームおよび容器を提供することを目的とする。 The present invention has been made in consideration of such points, and when opening the cap, the cap body and the ring can be broken at a small rotation angle, so that they do not fall during transportation in the manufacturing process. An object of the present invention is to provide a preform and a container in which the ring does not easily fall off from the mouth after opening.
本発明は、口部と、プリフォーム本体と、口部とプリフォーム本体との間に形成されたフランジ部とを有するプリフォームにおいて、口部外周に、キャップ内面の雌ねじ部に係合する雄ねじ部が形成され、口部外周のうち雄ねじ部とフランジ部との間の位置に、キャップのリング内面の突起部に円周方向に係合してリングをキャップ本体から破断させるラチェット爪が円周方向に所定間隔をおいて複数設けられ、各ラチェット爪の円周方向長さL1と、各ラチェット爪間の間隔L2は、L1>L2の関係を満たすことを特徴とするプリフォームである。 The present invention relates to a preform having a mouth portion, a preform body, and a flange portion formed between the mouth portion and the preform body. A ratchet claw that circumferentially engages a protrusion on the inner surface of the ring of the cap and ruptures the ring from the cap body at a position between the male thread and the flange on the outer periphery of the mouth. A plurality of preforms provided at predetermined intervals in the direction, and the circumferential length L 1 of each ratchet claw and the interval L 2 between each ratchet claw satisfy a relationship of L 1 > L 2 It is.
本発明は、各ラチェット爪は、キャップのリング内面の突起部に係合する本体部と、ラチェット爪本体に一体に連結され円周方向に延びる延長部とからなることを特徴とするプリフォームである。 The present invention is the preform characterized in that each ratchet claw includes a main body portion that engages with a protrusion on the inner surface of the ring of the cap, and an extension portion that is integrally connected to the ratchet claw main body and extends in the circumferential direction. is there.
本発明は、各ラチェット爪の本体部下面と延長部下面とが互いに同一平面上に位置することを特徴とするプリフォームである。 The present invention is the preform characterized in that the lower surface of the main body portion and the lower surface of the extension portion of each ratchet claw are located on the same plane.
本発明は、各ラチェット爪の本体部の半径方向の幅は、延長部の半径方向の幅より長いことを特徴とするプリフォームである。 The present invention is the preform characterized in that the radial width of the main body portion of each ratchet claw is longer than the radial width of the extension portion.
本発明は、各ラチェット爪の本体部の高さは、延長部の高さより長いことを特徴とするプリフォームである。 The present invention is the preform characterized in that the height of the main body portion of each ratchet claw is longer than the height of the extension portion.
本発明は、口部と、容器本体と、口部と容器本体との間に形成されたフランジ部とを有する容器において、口部外周に、キャップ内面の雌ねじ部に係合する雄ねじ部が形成され、口部外周のうち雄ねじ部とフランジ部との間の位置に、キャップのリング内面の突起部に円周方向に係合してリングをキャップ本体から破断させるラチェット爪が円周方向に所定間隔をおいて複数設けられ、各ラチェット爪の円周方向長さL1と、各ラチェット爪間の間隔L2は、L1>L2の関係を満たすことを特徴とする容器である。 The present invention relates to a container having a mouth portion, a container body, and a flange portion formed between the mouth portion and the container body, and a male thread portion that engages with a female thread portion on the inner surface of the cap is formed on the outer periphery of the mouth portion. A ratchet claw that engages with a protrusion on the inner surface of the ring of the cap in the circumferential direction at a position between the male threaded portion and the flange portion on the outer periphery of the mouth is predetermined in the circumferential direction. The container is provided with a plurality of intervals, and the circumferential length L 1 of each ratchet claw and the interval L 2 between the ratchet claws satisfy the relationship L 1 > L 2 .
以上のように本発明によれば、各ラチェット爪の円周方向長さL1と、各ラチェット爪間の間隔L2は、L1>L2の関係を満たすので、キャップを開栓する際、小さい回転角度でキャップ本体とリングとを破断させることができるとともに、製造工程における搬送中にプリフォームが落下することがない。また開栓後に、破断されたリングがラチェット爪を乗り越えて口部から脱落することがない。 As described above, according to the present invention, the circumferential length L 1 of each ratchet claw and the distance L 2 between each ratchet claw satisfy the relationship L 1 > L 2. The cap main body and the ring can be broken at a small rotation angle, and the preform does not fall during conveyance in the manufacturing process. Further, after opening, the broken ring does not fall over the ratchet claw and fall off from the mouth.
以下、図面を参照して本発明の一実施の形態について説明する。
図1は、本実施の形態によるプリフォームを示す正面図であり、図2は、本実施の形態によるプリフォームを示す上面図(図1のII方向矢視図)である。図3は、本実施の形態によるプリフォームを示す垂直断面図(図2のIII−III線断面図)であり、図4は、本実施の形態によるプリフォームを示す水平断面図(図1のIV−IV線断面図)である。図5は、ラチェット爪の拡大図であり、図6は、図4のVI部拡大図である。図7は、キャップの垂直断面図であり、図8は、本実施の形態による容器および組合体を示す垂直断面図である。図9は、プリフォーム、容器、および組合体の製造方法を示す図であり、図10は、容器を搬送するネックグリッパーを示す図である。図11は、キャップ本体とリングとが破断される前における容器およびキャップを示す部分拡大断面図であり、図12は、キャップ本体とリングとが破断された後における容器およびキャップを示す部分拡大断面図である。
Hereinafter, an embodiment of the present invention will be described with reference to the drawings.
FIG. 1 is a front view showing a preform according to this embodiment, and FIG. 2 is a top view showing the preform according to this embodiment (viewed in the direction of arrow II in FIG. 1). FIG. 3 is a vertical sectional view (sectional view taken along line III-III in FIG. 2) showing the preform according to the present embodiment, and FIG. 4 is a horizontal sectional view (shown in FIG. 1) showing the preform according to the present embodiment. IV-IV line sectional view). FIG. 5 is an enlarged view of the ratchet claw, and FIG. 6 is an enlarged view of a VI portion of FIG. FIG. 7 is a vertical sectional view of the cap, and FIG. 8 is a vertical sectional view showing the container and the assembly according to the present embodiment. FIG. 9 is a diagram illustrating a method for manufacturing a preform, a container, and a combination, and FIG. 10 is a diagram illustrating a neck gripper that conveys the container. FIG. 11 is a partially enlarged sectional view showing the container and the cap before the cap body and the ring are broken. FIG. 12 is a partially enlarged sectional view showing the container and the cap after the cap body and the ring are broken. FIG.
プリフォームの構成
まず、図1乃至図6により本実施の形態によるプリフォームの概要について説明する。
Preform Configuration First, an outline of a preform according to the present embodiment will be described with reference to FIGS.
図1乃至図3に示すプリフォーム10は、例えばPET(ポリエチレンテレフタレート)からなるプラスチック製ペレットを射出成形することにより作製されるものである。このプリフォーム10は、上端に円形の開口部11aが形成された口部11と、有底円筒状のプリフォーム本体12と、口部11とプリフォーム本体12との間に形成され、外方に突出するフランジ部13とを有している。
The
このうち口部11の外周に、後述するキャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成されている。
Among these, the
また口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、ラチェット爪15が円周方向に所定間隔をおいて複数(本実施の形態においては4箇所)設けられている(図4参照)。このラチェット爪15は、後述するようにキャップ20のリング22内面の突起部28に円周方向に係合してこのリング22をキャップ本体21から破断させるものである。
Further, a plurality of
さらに図4に示すように、各ラチェット爪15の円周方向長さL1と、各ラチェット爪15間の間隔L2は、L1>L2の関係を満たしている。なお図4において、口部11の中心Oを基準とする各ラチェット爪15の角度αは、45°<α<70°となることが好ましい。各ラチェット爪15の角度αが45°以下(α≦45°)であると、製造工程における搬送中にプリフォーム10が落下しやすく、また開栓後に破断されたリング22がラチェット爪15を乗り越えて口部11から脱落しやすい。他方、各ラチェット爪15の角度αが70°を超えると(70°<α)、各ラチェット爪15間の隙間が小さくなり、キャップ20をプリフォーム10(または後述する容器30)に取付ける際、キャップ20のリング22内面の突起部28をラチェット爪15間に配置することが難しくなる。
Further, as shown in FIG. 4, the circumferential length L 1 of each
各ラチェット爪15は、キャップ20のリング22内面の突起部28に係合する本体部15aと、ラチェット爪15本体に一体に連結され円周方向に延びる延長部15bとからなっている。
Each
図5に示すように、各ラチェット爪15の本体部15aの下面15cと延長部15bの下面15dとが互いに同一平面上に位置している。これにより、キャップ20の開栓後にリング22をフランジ部13とラチェット爪15との間で安定して保持することができる。また、各ラチェット爪15の本体部15aおよび延長部15bは、それぞれ水平な上面15e、15fを有し、この上面15eと上面15fとの間に傾斜部15gが形成されている。なお図5において、各ラチェット爪15の本体部15aおよび延長部15bの下面15c、15dとフランジ部13との間隔d1は、2mm≦d1≦5mmとなることが好ましい。
As shown in FIG. 5, the
また各ラチェット爪15の本体部15aの高さh1は、延長部15bの高さh2より長い(h1>h2:図5参照)。この場合、本体部15aの高さh1は、1.0mm≦w1≦2.5mmとなることが好ましく、延長部15bの高さh2は、0.5mm≦w2≦1.5mmとなることが好ましい。一方、図6に示すように、各ラチェット爪15の本体部15aの半径方向の幅w1は、延長部15bの半径方向の幅w2より長い(w1>w2)。この場合、本体部15aの半径方向の幅w1は、0.5mm≦w1≦1.5mmとなることが好ましく、かつ延長部15bの半径方向の幅w2は、0.25mm≦w2≦1.0mmとなることが好ましい。なおここでいう「高さ」とは、プリフォーム10の長手方向に沿う距離をいい、「半径方向の幅」とは、口部11の中心Oを基準とする円の半径方向に沿う距離をいう。
The height h 1 of the
キャップの構成
次に、図7によりキャップの構成について説明する。
Configuration of Cap Next, the configuration of the cap will be described with reference to FIG.
キャップ20は、キャップ本体21と、キャップ本体21に破断自在に取付けられたリング22とを有している。これらキャップ本体21およびリング22はPE等の合成樹脂により一体成形されている。キャップ本体21とリング22との間には、周囲より薄肉となる環状の破断部20aが形成され、この破断部20aに沿ってキャップ本体21とリング22とを破断可能になっている。
The
キャップ本体21は、平板状の天面部23と、天面部23から延びる筒部24と、筒部24内面に形成された雌ねじ部25とを有している。またキャップ本体21の天面部23内面に、円形突起26が設けられている。この円形突起26は、キャップ20をプリフォーム10(または後述する容器30)に取付けた際、プリフォーム10(または容器30)の口部11内面に係合するものである。
The cap
一方リング22は、キャップ本体21の筒部24に連続するリング本体27と、リング本体27内面に設けられ、リング本体27下端から斜め内方に延びる突起部28とを有している。このうち突起部28は、上述したようにラチェット爪15の本体部15aに係合するものであり、ラチェット爪15に対応して円周方向に所定間隔をおいて複数(本実施の形態においては4箇所)設けられている。
On the other hand, the
容器および組合体の構成
次に、図8により本実施の形態による容器および組合体の構成について説明する。
Configuration of Container and Combination Next, the configuration of the container and the combination according to the present embodiment will be described with reference to FIG.
図8において、容器30は、容器本体31の形状が上述したプリフォーム本体12の形状と異なるものであり、他の構成は上述したプリフォーム10と同一である。また組合体40は、容器30と、図7に示すキャップ20とを組合せたものである。図8において、図1乃至図7と同一部分には同一の符号を付して詳細な説明は省略する。
In FIG. 8, the shape of the container
図8に示す容器30は、図1乃至図3に示すプリフォーム10を2軸延伸ブロー成形することにより作製されるものである。この容器30は、キャップ20が装着される口部11と、プリフォーム本体12を延伸することにより形成された容器本体31と、口部11と容器本体31との間に形成されたフランジ部13とを有している。
A
なお容器本体31の形状は、プリフォーム本体12を2軸延伸ブロー成形することにより形成されるものであればどのような形状であっても良く、図8に示す形状に限定されない。
The shape of the container
また組合体40は、図7に示すキャップ20と、上述した容器30とから構成されている。すなわち、キャップ本体21の雌ねじ部25を口部11の雄ねじ部14に螺合させることにより、キャップ20が容器30に取付けられている。また図8において、リング22の各突起部28は、それぞれ各ラチェット爪15間に位置している。
Moreover, the
すなわち組合体40は、雌ねじ部25を有するキャップ本体21と、キャップ本体21に破断自在に取付けられたリング22とを有するキャップ20と、このキャップ20が装着される口部11と、容器本体31と、口部11と容器本体31との間に形成されたフランジ部13とを有する容器30とを有する組合体40において、容器30の口部11外周に、キャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成され、口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、キャップ20のリング22内面の突起部28に円周方向に係合してリング22をキャップ本体21から破断させるラチェット爪15が円周方向に所定間隔をおいて複数設けられ、各ラチェット爪15の円周方向長さL1と、各ラチェット爪15間の間隔L2は、L1>L2の関係を満たす。
That is, the combined
本実施の形態の作用
次に、このような構成からなる本実施の形態の作用について述べる。
Operation of the present embodiment Next, the operation of the present embodiment having such a configuration will be described.
はじめに、図1乃至図3に示すプリフォーム10、図8に示す容器30、および図8に示す組合体40の製造方法について、図9乃至図11を用いて説明する。
First, a method for manufacturing the
まず、射出成形機を用いて例えばPET樹脂からなるペレットを射出成形することにより、図1乃至図3に示すプリフォーム10を作製する(図9の符号51)。
First, the
次に、このプリフォーム10を加熱した後、ブロー成形機によって2軸延伸ブロー成形することにより、図8に示す容器30を作製する(図9の符号52)。
Next, the
その後、容器30は、図10に示すように、一対のアーム61、62を有するネックグリッパー(搬送装置)60によって搬送される。搬送の際、ネックグリッパー60の一対のアーム61、62は、容器30のフランジ部13とラチェット爪15との間に差し込まれる。ネックグリッパー60は、この状態でラチェット爪15を保持して容器30を搬送する。この場合、上述したように各ラチェット爪15の円周方向長さL1と、各ラチェット爪間の間隔L2との関係は、L1>L2の関係を満たしている。したがって、アーム61、62とラチェット爪15との接触面積を大きくし、各ラチェット爪15がどのような位置にあっても、ネックグリッパー60によって確実に容器30を搬送することができる。
Then, the
他方、容器30を作製することと並行して、射出成形により、キャップ本体21とリング22とを有するキャップ20を別途作製する(図9の符号53)。
On the other hand, in parallel with manufacturing the
その後、このキャップ20を容器30に対して容器上方から見て時計方向に回転させながら押し込むことにより、キャップ20を容器30に取付け、組合体40を作製する(図9の符号54)。この際、キャップ本体21の雌ねじ部25が容器30の雄ねじ部14に螺合されるとともに、リング22内面の各突起部28が各ラチェット爪15間に配置される(図11)。
Thereafter, the
次に、キャップ20を容器30から開栓する際の作用について、図11および図12を用いて説明する。
Next, the effect | action at the time of opening the
まず図11に示す状態で、キャップ20を容器30に対して容器上方から見て反時計回りに回転させる。この際、キャップ本体21は、その雌ねじ部25が容器30の雄ねじ部14に沿うように回転する。これに対して、リング22は、その各突起部28が各ラチェット爪15の本体部15aに円周方向に係合することにより停止する。さらにキャップ20が回転されると、キャップ本体21とリング22とは破断部20aにおいて破断する(図12)。その後キャップ本体21は、容器30から取り外される。
First, in the state shown in FIG. 11, the
このようにしてキャップ20が開栓された後、リング22は容器30のフランジ部13とラチェット爪15との間に残存する。この場合、各ラチェット爪15の円周方向長さL1と、各ラチェット爪15間の間隔L2は、L1>L2の関係を満たすので、リング22は、ラチェット爪15を乗り越えて口部11から脱落することがない。
After the
このように本実施の形態によれば、各ラチェット爪15の円周方向長さL1と、各ラチェット爪15間の間隔L2は、L1>L2の関係を満たすので、キャップ20を開栓する際、小さい回転角度でキャップ本体21とリング22とを破断させることができる。また、製造工程における搬送中に容器30がネックグリッパー60から落下することがない。さらにキャップ20の開栓後に、リング22がラチェット爪15を乗り越えて容器30の口部11から脱落することがない。
Thus, according to the present embodiment, the circumferential length L 1 of each
(実施例)
次に、本発明の具体的実施例を説明する。
(Example)
Next, specific examples of the present invention will be described.
まず図1に示すプリフォーム10を以下の条件に基づいて射出成形により作製した(30個)。また比較例として、図14に示すプリフォーム110を同様の条件で作製した(30個)。 First, preforms 10 shown in FIG. 1 were produced by injection molding under the following conditions (30 pieces). As a comparative example, preforms 110 shown in FIG. 14 were produced under the same conditions (30 pieces).
射出材料:SHINPET 5015W
射出成形機:FE160(メーカ:日精樹脂工業)
Injection material: SHINPET 5015W
Injection molding machine: FE160 (Manufacturer: Nissei Plastic Industry)
次に、各プリフォーム10を以下の条件に基づいてブロー成形することにより、容器30を作製した。また、同様にして各プリフォーム110(比較例)をブロー成形することにより、比較例としての容器を作製した。
Next, the
ブロー成形機:LB−01(SIG Corpoplast)
容器の重量:約21g
Blow molding machine: LB-01 (SIG Corpoplast)
Container weight: about 21g
次に、各容器(本実施例の容器30および比較例の容器、以下同様)にキャップ20を取付けた後、直ちに開栓した。これによりキャップ20のリング22がキャップ本体21から破断され、リング22は各容器に残存した。その後、これらの容器を10個ずつの組に分け、それぞれ3℃、22℃、40℃の条件下で1週間放置した。その後、各容器からリング22が脱落するか否かを確認する試験を行なった。この試験の方法は、京都技研製「AUTOMATIC TORQUE ANALYZER KE−10」の開栓・閉栓計を使用して、150N・cmの力で容器30にキャップ20を締め付け、同装置を使用して開栓したものである。

この結果、比較例としての容器は、全ての温度条件で全てのリング22が脱落したのに対して、本実施例の容器30は、全ての温度条件でリング22の脱落は見られなかった。
As a result, in the container as a comparative example, all the
10 プリフォーム
11 口部
12 プリフォーム本体
13 フランジ部
14 雄ねじ部
15 ラチェット爪
15a 本体部
15b 延長部
20 キャップ
21 キャップ本体
22 リング
25 雌ねじ部
28 突起部
30 容器
31 容器本体
40 組合体
DESCRIPTION OF
Claims (6)
口部外周に、キャップ内面の雌ねじ部に係合する雄ねじ部が形成され、
口部外周のうち雄ねじ部とフランジ部との間の位置に、キャップのリング内面の突起部に円周方向に係合してリングをキャップ本体から破断させるラチェット爪が円周方向に所定間隔をおいて複数設けられ、
各ラチェット爪の円周方向長さL1と、各ラチェット爪間の間隔L2は、L1>L2の関係を満たすことを特徴とするプリフォーム。 In a preform having a mouth portion, a preform body, and a flange portion formed between the mouth portion and the preform body,
On the outer periphery of the mouth, a male thread part that engages with the female thread part on the inner surface of the cap is formed,
A ratchet claw that engages the protrusion on the inner surface of the ring of the cap in the circumferential direction at a position between the male threaded portion and the flange portion on the outer periphery of the mouth, and causes the ring to break from the cap body at a predetermined interval in the circumferential direction. A plurality of
A preform characterized in that a circumferential length L 1 of each ratchet claw and a distance L 2 between each ratchet claw satisfy a relationship of L 1 > L 2 .
口部外周に、キャップ内面の雌ねじ部に係合する雄ねじ部が形成され、
口部外周のうち雄ねじ部とフランジ部との間の位置に、キャップのリング内面の突起部に円周方向に係合してリングをキャップ本体から破断させるラチェット爪が円周方向に所定間隔をおいて複数設けられ、
各ラチェット爪の円周方向長さL1と、各ラチェット爪間の間隔L2は、L1>L2の関係を満たすことを特徴とする容器。 In a container having a mouth portion, a container body, and a flange portion formed between the mouth portion and the container body,
On the outer periphery of the mouth, a male thread part that engages with the female thread part on the inner surface of the cap is formed,
A ratchet claw that engages the protrusion on the inner surface of the ring of the cap in the circumferential direction at a position between the male threaded portion and the flange portion on the outer periphery of the mouth, and causes the ring to break from the cap body at a predetermined interval in the circumferential direction. A plurality of
A circumferential length L 1 of each ratchet claw and a distance L 2 between each ratchet claw satisfy a relationship of L 1 > L 2 .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008077404A JP5294050B2 (en) | 2008-03-25 | 2008-03-25 | Preforms and containers |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008077404A JP5294050B2 (en) | 2008-03-25 | 2008-03-25 | Preforms and containers |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009226830A true JP2009226830A (en) | 2009-10-08 |
| JP5294050B2 JP5294050B2 (en) | 2013-09-18 |
Family
ID=41242814
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008077404A Active JP5294050B2 (en) | 2008-03-25 | 2008-03-25 | Preforms and containers |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5294050B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017140841A (en) * | 2010-12-17 | 2017-08-17 | ディスペンシング・テクノロジーズ・ベスローテン・フェンノートシャップDispensing Technologies B.V. | Improved pre-form for flair applications |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61217358A (en) * | 1985-03-11 | 1986-09-26 | 日本クラウンコルク株式会社 | Combination of vessel having pilfer-proof characteristic andcover |
| JPH0721330U (en) * | 1993-09-27 | 1995-04-18 | 株式会社吉野工業所 | Parison for blow molding |
| JPH11165750A (en) * | 1997-12-04 | 1999-06-22 | Dainippon Printing Co Ltd | Synthetic resin container, its preform, their mouth structure, and seal member fitted to mouth part |
| JP2003261158A (en) * | 2002-03-05 | 2003-09-16 | Japan Crown Cork Co Ltd | Vessel body, and combination of vessel body with synthetic resin lid |
| US20050252878A1 (en) * | 2004-05-03 | 2005-11-17 | Alcoa Closure Systems International | Tamper-evident package |
| JP2007069939A (en) * | 2005-09-06 | 2007-03-22 | Hokkai Can Co Ltd | Bottle made of polyester resin |
-
2008
- 2008-03-25 JP JP2008077404A patent/JP5294050B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61217358A (en) * | 1985-03-11 | 1986-09-26 | 日本クラウンコルク株式会社 | Combination of vessel having pilfer-proof characteristic andcover |
| JPH0721330U (en) * | 1993-09-27 | 1995-04-18 | 株式会社吉野工業所 | Parison for blow molding |
| JPH11165750A (en) * | 1997-12-04 | 1999-06-22 | Dainippon Printing Co Ltd | Synthetic resin container, its preform, their mouth structure, and seal member fitted to mouth part |
| JP2003261158A (en) * | 2002-03-05 | 2003-09-16 | Japan Crown Cork Co Ltd | Vessel body, and combination of vessel body with synthetic resin lid |
| US20050252878A1 (en) * | 2004-05-03 | 2005-11-17 | Alcoa Closure Systems International | Tamper-evident package |
| JP2007069939A (en) * | 2005-09-06 | 2007-03-22 | Hokkai Can Co Ltd | Bottle made of polyester resin |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017140841A (en) * | 2010-12-17 | 2017-08-17 | ディスペンシング・テクノロジーズ・ベスローテン・フェンノートシャップDispensing Technologies B.V. | Improved pre-form for flair applications |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5294050B2 (en) | 2013-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5286867B2 (en) | Preforms and containers | |
| JP6580304B2 (en) | Plastic bottles and preforms | |
| US9126726B2 (en) | Closure with application guide | |
| US8231020B2 (en) | Impact resistant closure | |
| US8413829B2 (en) | Blow-molded container having finish with thread groove and tamper evident features | |
| US20110290755A1 (en) | Closure with impact resistant ribs | |
| US9586713B2 (en) | Preform for producing plastic containers in a stretch-blow-moulding process | |
| WO2013051601A1 (en) | Preform and plastic bottle | |
| US20080128380A1 (en) | Plastic container and closure and system and method of making the same | |
| EP1457423B1 (en) | Container main body made of synthetic resin and preforming mold device | |
| JP6059935B2 (en) | Packaging container | |
| US20080116162A1 (en) | Container with tamper evident band | |
| US20080283552A1 (en) | Molded preform and container having integrated pour spout | |
| JP2015131666A (en) | Preform and plastic bottle | |
| CN106573695B (en) | Plastic container with threaded neck finish | |
| JP5294050B2 (en) | Preforms and containers | |
| JP7417870B2 (en) | plastic bottles and preforms | |
| JP2015013678A (en) | Plastic bottle and preform | |
| JP5344118B2 (en) | Plastic bottle | |
| JP2007099381A (en) | Container | |
| JP6207896B2 (en) | Plastic cap and polyester bottle with cap | |
| JP2016159977A (en) | Plastic bottle, preform, and filling body | |
| US20090236302A1 (en) | Finish Portion For Plastic Preform and Container and Method of Making | |
| JPWO2018020532A1 (en) | container | |
| JP6315766B2 (en) | Polyester resin bottle |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110117 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120622 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120626 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120824 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130517 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130530 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5294050 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |